Page 1
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 1/68
UTOC ENGINEERING PTE LTDSINGAPORE
Project No : UE-OTA-60048 Doc.No :UTOC/ECC/WPS&PQR/0001
Revision :1.00
SHELL HOUDINI ECC PROJECT
PIPING FABRICATION, INSTALLATION AND TESTING CONTRACT
Client: SHELL EASTERN PETROLEUM PTE LTD
04217 Shell ECC Project, Singapore Construction Review Status
Implementation Contract No. 04217-2603 R Reviewed without comments
RN-1 Reviewed with non-technical comments as noted
RN-2 Reviewed with technical comments as noted
RJ Rejected
FI For information only
Company Revision 1.00
Company Document Number E-00000-CA-6065-26030001
Electronic File Name Sub group No: N/A
1.00
0.00 8/30/2007 Review & Comments
Rev. No Rev Date
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS) & PROCEDURE QUALIFICATION RECORDS(PQR)
EPCM Contractor ICDRdocument code
UTOC WPS & PQR FORSHELL PROJECT
Remarks/Description of
Revision Status
Preparedby
Reviewed by:QA/QCM/CM
Approvedby: PM
Page 2
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 2/68
Page 3
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 3/68
SN WPS NO. R E V
PQR NO
P R O C E S S TEST COUPON
BASE MAT-1 BASE MAT-2
1 P1 - 001 1 P1-005 GTAW 6G All 1.6~11 SA106GrB SA106GrB
2 P1 - 002 1 P1-007 6G >73 4.8 ~18.5 SA106GrB SA106GrB
3 P1 - 003 1 P1-006 6G >73 >19~66.64 SA106GrB SA106GrB
4 P1-004 1 P1-008 GTAW 6G All 1.6 ~11 SA106GrB SA106GrB
5 P1 - 005 1 GTAW 6G All 2.77 ~11 A333Gr6 A333Gr6
6 P1 - 006 1 6G >73 >19~ 49.98 A333Gr6 A333Gr6
7 P1 - 007 1 6G >73 9.27 ~18.54 A333Gr6 A333Gr6
8 P1-008 1 GTAW 6G All 2.77 ~11.00 A333Gr6 A333Gr6
T E S T
P O S I T I O N
M I N D I A T O B E
W E L D E D
T H I C K N E S S
R A N G E
Q U A L I F I E D
Dia&Thick&Lg(mm)
Dia60.3X5.54WTX
350Lg
(PA
C65CLGrB,A
4W
GTAW+SMAW
Dia273.1X9.27WT X
350Lg
(A
C65CLGrB,A
4W
GTAW+SMAW
Dia323.9X33.32WTX
350Lg
(P1A
C65CLGrB,A
4W
Dia60.3X5.54WTX
350Lg
(P1) A
C65CLGrB,A
4W
To be qualifiedP1 - 005
Dia60.3X5.54WTX
350Lg
(P1)A 3
CC65CA 35
To be qualifiedP1-006
GTAW+SMAW
Dia323.9X33.32WTX
350Lg
(P1) A 3
CC65CA 35
To be qualifiedP1-007
GTAW+SMAW
Dia273.1X9.27WTX350Lg
(P1)
A 3CC65CA 35
To be qualifiedP1-008
Dia60.3X5.54WTX
350Lg
(P1)A 3
CC65CA 35
Page 4
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 4/68
UT
SN WPS NO. R E V
PQR NO
P R O C E S S TEST COUPON
BASE MAT-1 BASE MAT-2 PNO
T E S T
P O S I T I O N
M I N D I A T O B E
W E L D E D
T H I C K N E S S
R A N G E
Q U A L I F I E D
Dia&Thick&Lg(mm)
10 P1-010 1 6G >73 9.27 ~18.54 A333Gr6 A333Gr6
11 P3 - 001 1 GTAW 6G All 1.6~13 A335P1 A335P1
12 P4 - 002 1 GTAW 6G All 1.6~11 A335P11 A335P11
13 P4 - 003 1 6G >73 >13 ~ 42.88 A335P11 A335P11
14 P5A - 004 1 GTAW 6G All 1.6~14.22 A335P22 A335P22
15 P5B - 005 1 GTAW 6G All 2.77~ 11 A335P91 A335P91
16 P5B - 006 1 6G >73 A335P91 A335P91
17 P45 - 007 1 GTAW 6G All 1.6~ 7.82
18 P45 - 008 1 6G >73 4.8~ 19.04
19 P5B - 009 1 6G >73 A335P91 A335P91
To be qualifiedP1-010
GTAW+SMAW
Dia273.1X
9.27WTX350Lg
(P1)A 333 Gr 6
CC65CL.22/ AA 350 LF2 /
Equival
To be qualifiedP3-001
Dia141.3X6.55WTX
350Lg
(P3) A335P1/Eq
To be qualifiedP4-002
Dia60.3X5.54WTX
350Lg
(P4)A335P11/A6
CL.22/AWP11CL1,A2
CL1-W Eq
To be qualifiedP4-003
GTAW+SMAW
Dia406.4X21.44WTX
350Lg
(P4)A335P11/A69
CL.22/AWP11CL1,A2
CL1-W Eq
To be qualifiedP5A-004
Dia168.3x7.11WTx
350Lg(P5A) A335P22
To be qualifiedP5B-005
Dia 73X5.54WTX
350Lg
(P5B2) A T91/ A 335 G387 Gr 91 C
91 CL.22/Approve
To be qualifiedP5B-006
GTAW+SMAW >15.87 to 52.39
Dia457.0X34.93WTX
350Lg
(P5B2) A T91/ A 335 G387 Gr 91 C
91 CL.22/Approve
To be qualifiedP45-001
SB423 UNS N08825
SB423 UNS N08825
Dia60.3x3.91WTX
350Lg
(P45)SB42 N088
To be qualifiedP45-002
GTAW+SMAW
SB423 UNS N08825
SB423 UNS N08825
Dia323.9X9.52WTX
350Lg
(P45)SB42 N088
To be qualifiedP5B-009
GTAW+SMAW 11 to 22.26
Dia114.3X11.13WTX
350Lg
(P5B2) A T91/ A 335 G387 Gr 91 C
91 CL.22/Approve
Page 5
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 5/68
U
SN WPS NO. R E V
PQR NO
P R O C E S S TEST COUPON
BASE MAT-1 BASE MAT-2 PNO
T E S T
P O S I T I O N
M I N D I A T O B E
W E L D E D
T H I C K N E S S
R A N G E
Q U A L I F I E D
Dia&Thick&Lg(mm)
21 P8-001 1 GTAW 6G All 7.01~14.02 SA312TP304 SA312TP304To be qualified
P8-001
Dia73x
7.01WTX350Lg
(P8)A
TP304,ATP304CL.1
TP304H,
Page 6
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 6/68
UTO
SN WPS NO. R E V
PQR NO
P R O C E S S TEST COUPON
BASE MAT-1 BASE MAT-2 PNO-1
T E S T
P O S I T I O N
M I N D I A T O B E
W E L D E D
T H I C K N E S S
R A N G E
Q U A L I F I E D
Dia&Thick&Lg(mm)
22 P8 - 002 1 GTAW 6G All 1.6~ 7.82 SA312-TP316L SA312-TP316L
23 P8 - 003 1 P8-003 GTAW 6G All 1.6~ 13mm A312TP347H A312TP347H
24 P8-004 1 6G >73 12.7~ 25.4 SA312TP304 SA312TP304
25 P8-005 1 6G >73 4.8~18.54 SA312-TP316L SA312-TP316L
26 P8-006 1 P8-005 6G >73 4.8~18.54 A312TP347H A312TP347H
27 P8-007 1 GTAW 6G All 1.95~ 7.82 SA312TP304 SA312TP304
28 P8-P1 - 001 1 6G >73 1.6 ~ 14.02 SA106GrB
29 P45 -011 1 GTAW 6G All 1.6~11.0
30 P45 -012 1 GTAW 6G All 1.6~11.0
31 P45 -013 1 6G All 4.8 ~ 41.24
To be qualifiedP8-002
Dia60.3x3.91WTX
350Lg
(P8)SA312TP316L,A
316L CL.1
Dia141.3x6.55
WTX 350Lg
(P8)A 312
347H/ A358 347H/A31
TP321/A358TPA roved E
To be qualifiedP8-004
GTAW+SMAW
Dia273x12.7WTX 350Lg
(P8)A312-
TP304,A35TP304CL.1,SU
TP304H,F30
To be qualifiedP8-005
GTAW+SMAW
Dia273.1x9.27WTX
350Lg
(P8)SA312TP316L,A
316L CL.1
GTAW+SMAW
Dia273.1x9.27WTX
350Lg
(P8)A 312
347H/ A358 347H/A31
TP321/A358TPApproved E
To be qualifiedP8-007
Dia60.3x3.91WTX350Lg
(P8)A312-
TP304,A35TP304CL.1,SU
TP304H,F30
To be qualifiedP8-P1-001
GTAW+SMAW
A312TP304 /3O4L
Dia73X7.01WT X
350Lg
(P8)SA240/312TP304/3240/312TP316/316L
0/A312TP321A312/TP347H,A35
7H or Equivale
To be qualifiedP45-011
G4852Micro(25Cr - 35Ni
G4852Micro(25Cr - 35Ni)
Dia60.3X5.54WTX
350Lg
P45 similer G4852Micro
(25Cr - 35Ni
To be qualified
P45-012
G4852Micro
(25Cr - 35Ni
G4859
(20Cr - 32Ni)
Dia60.3X5.54WTX
350Lg
P45 similer G4852Micro
(25Cr - 35Ni
To be qualifiedP45 - 013
GTAW+SMAW
G4859(20Cr - 32Ni)
G4859(20Cr - 32Ni)
Dia219.1X20.62WTX 350Lg
P45 G4859 (20Cr - 3
LEGENDRT-Radiography TestTST-Tensile TestBT B d T t
Preheat RequirementsNote -1: Preheat not required except
Page 7
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 7/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 001 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-005 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW Type : ManualWelding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No):t1.5±0.8
Backing Material (Type) : With or without backing3±0.8
Back gouging ( Yes) : X (No): Method: X Linear unit(mm)
1.6mm(min)
XminMetal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 TO P. No. : 1 Group No. : 1
Specification Type & Grade to : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Specification Type & Grade : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Thickness Range :- Groove : 1.6mm to 11mm
Diameter(mm) : All
Fillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.18
Weld Metal A-No : 1
F- No : 6
AWS No. (Class) : ER 70S - G
Manufacturer KOBELCO/Equivalents
Electrode/Filler trade name : TGS- 50/Equivalents
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm maximum
: _
Electrode-Flux (Class) : NA
Flux trade Name : NA
Others : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 8
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 8/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 001 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
Process
Filler Metal Current
Volts Range Travel Speed mm/minSpec. No
Type of PolarityAmp Range
Root&Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 75-95 11-14 70-90
Fill & Cap GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-115 11-14 80-105
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
Only Required to Drive off Surface Moisture
250˚ C
Weldrun(s)
Dia of Electrode(mm)
Page 9
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 9/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 002 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-007 Date : 10/26/2007 Rev : 0
Welding Process(es) : GTAW + SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 TO P. No. : 1 Group No. : 1
Specification Type & Grade to : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Specification Type & Grade : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Thickness Range :-Groove :
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.18 5.1
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-50/Equivalent LB52/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 3.2mm
Deposited weld metal : 4.8mm Max 13.74mm Max
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
4.8 mm to 18.54mm
X X X X
Page 10
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 10/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 002 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN) &SMAW (DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410) GTAW SMAW
Stringer or Weave Beads : Stringer and/or Weave Stringer and/or Weave
Orifice or Gas Cup Size : 1.6 ~ 10 mm NA
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA NA
Multiple or Single Pass (Per side) : Multiple pass Fill and Cap
Multiple or Single Electrode : Single Single
Travel speed : See below See below
Peening : Not allowed Not allowedOthers : NA NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-140 09 -14 60-115Fill & Cap SMAW E7016-G 2.6 ~ 4.0 mm DC EP 70-120 20 -33 105-210
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
Only Required to Drive off Surface Moisture
250˚ C
8mm for 2.6Ǿ :12mm for 3.2Ǿ
Weldrun(s) (mm)
Page 11
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 11/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 003 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-006 Date : 11/3/2007 Rev : 0
Welding Process(es) : GTAW & SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P/S. N : 1 Group No. : 1 TO P/S. No. : 1 Group No. : 1
Specification Type & Grade to : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Specification Type & Grade : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Thickness Range :-Groove : 19.0mm to 66.64mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.18 5.1
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-50/Equivalent LB52/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 4.0mm
Deposited weld metal : 4.8mm 61.84mm
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 12
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 12/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 003 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DCEP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 100-125 14~18 70-90Fill & Cap SMAW E7016 2.6 ~ 4.0 mm DC EP 80-185 20~35 60-150
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
600~650˚ C
100˚ C
250˚ C
Weldrun(s) (mm)
Page 13
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 13/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 004 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-008 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 TO P. No. : 1 Group No. : 1
Specification Type & Grade to : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Specification Type & Grade : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Thickness Range :- Groove : 1.6mm to 11mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.18
Weld Metal A-No : 1
F- No : 6
AWS No. (Class) : ER 70S - G
Manufacturer KOBELCO/Equivalents
Electrode/Filler trade name : TGS- 50/Equivalents
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 14
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 14/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 004 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root&Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 75-110 11-14 80-90Fill & Cap GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-110 11-14 50-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
600~650˚ C
Only Required to Driveoff Surface Moisture
250˚ C
Weldrun(s) (mm)
Page 15
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 15/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 005 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1 - 005 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 or 2 TO P. No. : 1 Group No. : 1 or 2
Specification Type & Grade to : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Specification Type & Grade : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Thickness Range :- Groove : 2.77mm to 11mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 1
F- No : 6
AWS No. (Class) : ER 70S - G
Manufacturer KOBELCO/Equivalents
Electrode/Filler trade name : TGS-1N/Equivalents
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 16
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 16/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 005 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root&Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 75-95 11-14 70-90Fill & Cap GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-115 11-14 80-105
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
Only Required to Driveoff Surface Moisture
250˚ C
Weldrun(s) (mm)
Page 17
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 17/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 006 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1 - 006 Date : 11/3/2007 Rev : 0
Welding Process(es) : GTAW + SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 or 2 TO P. No. : 1 Group No. : 1 or 2
Specification Type & Grade to : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Specification Type & Grade : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Thickness Range :-Groove :
Diameter(mm) 73mm & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016-G
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-1N/Equivalent LB52-NS/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 4.0mm
Deposited weld metal : 4.8mm 45.18mm
: -- --Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : -- --
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
19 mm to49.98mm
:
X X X X
Page 18
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 18/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 006 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hr)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN) &SMAW (DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root&Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 100-125 14~18 70-90Fill & Cap SMAW E7016-G 2.6mmto 4.0mm DC EP 80-185 20~35 60-150
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
625˚ C ± 25˚ C
100˚ C
250˚ C
Weldrun(s) (mm)
Page 19
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 19/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 007 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1 - 007 Date : 10/26/2007 Rev : 0
Welding Process(es) : GTAW & SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P/S. N : 1 Group No. : 1 or 2 TO P/S. No. : 1 Group No. : 1 or 2
Specification Type & Grade to : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Specification Type & Grade : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Thickness Range :-Groove : 9.27 mm to 18.54mm
Diameter(mm) 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016-G
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-1N/Equivalent LB52-NS/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 4.0mm
Deposited weld metal : 4.8mm 13.74mm
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
:
X X X X
Page 20
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 20/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 007 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DCEP (SMAW
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-140 09 -14 60-115Fill & Cap SMAW E7016-G 2.6 ~ 4.0 mm DC EP 70-120 20 -33 105-210
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
Only Required to Driveoff Surface Moisture
250˚ C
Weldrun(s) (mm)
Page 21
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 21/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 008 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1 - 008 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 or 2 TO P. No. : 1 Group No. : 1 or 2
Specification Type & Grade to : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Specification Type & Grade : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Thickness Range :- Groove : 2.77mm to 11mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 1
F- No : 6
AWS No. (Class) : ER 70S - G
Manufacturer KOBELCO/Equivalents
Electrode/Filler trade name : TGS-1N/Equivalents
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 22
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 22/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 008 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hr)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.0 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root&Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 75-110 11-14 80-90Fill & Cap GTAW ER70S-G 1.6 ~ 2.4mm DC EN 80-110 11-14 50-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
625˚ C ± 25˚ C
Only Required to Driveoff Surface Moisture
250˚ C
Weldrun(s) (mm)
Page 23
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 23/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P3 - 001 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P3 - 001 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 3 Group No. : 1 TO P. No. : 3 Group No. : 1
Specification Type & Grade to : SA335P1/Equivalent
Specification Type & Grade : SA335P1/Equivalent
Thickness Range :-Groove : 1.6mm to 13mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 2
F- No : 6
AWS No. (Class) : ER80S-G
Manufacturer KOBELCO/Equivalent
Electrode/Filler trade name : TGS-M/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 13mm maximum
: --Electrode-Flux (Class) : NAFlux trade Name : NAOthers : --
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 24
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 24/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P3 - 001 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER80S-G 1.6 ~ 2.4mm DC EN 85-110 9-15 55-85Fill & Cap GTAW ER80S-G 1.6 ~ 2.4mm DC EN 90-125 9-15 70-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
300˚ C
Weldrun(s) (mm)
Hot
Page 25
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 25/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P4 - 002 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P4 - 002 Date : Rev :
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 4 Group No. : 1 TO P. No. : 4 Group No. : 1
Specification Type & Grade to : A335P11/A691-1.25 Cr CL.22/A234-WP11CL1,A234-WP11CL1-W/Equivalent
Specification Type & Grade : A335P11/A691-1.25 Cr CL.22/A234-WP11CL1,A234-WP11CL1-W/Equivalent
Thickness Range :-Groove : 1.6 mm to 11mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 3
F- No : 6
AWS No. (Class) : ER 80S - G/Equivalent
Manufacturer KOBELCO/Equivalent
Electrode/Filler trade name : TGS-1CM
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11.0 max
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 26
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 26/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P4 - 002 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing :
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2 ~ 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 1.6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER80S-G 1.6 ~ 2.4mm DC EN 100-170 9-15 55-85Fill & Cap GTAW ER80S-G 1.6 ~ 2.4mm DC EN 100-170 9-15 55-85
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
200˚ C
300˚ C
Weldrun(s) (mm)
Hot
Page 27
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 27/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P4 - 003 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P4 - 003 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 4 Group No. : 1 TO P. No. : 4 Group No. : 1
Specification Type & Grade to : A335P11/A691-1.25 Cr CL.22/A234-WP11CL1,A234-WP11CL1-W/Equivalent
Specification Type & Grade : A335P11/A691-1.25 Cr CL.22/A234-WP11CL1,A234-WP11CL1-W/Equivalent
Thickness Range :-Groove : 13 mm to 42.88mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5Weld Metal A-No : 3 3
F- No : 6 4AWS No. (Class) : ER 80S - G/Equivalent E8016-B2/Equivalent
Manufacturer KOBELCO/Equivalent KOBELCO/EquivalentElectrode/Filler trade name : TGS-1CM CMA-96
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6~4.0mm
Deposited weld metal : 4.8mm 38.08
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 28
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 28/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P4 - 003 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 300˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN) &SMAW (DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER80S-G 1.6 ~ 2.4mm DC EN 70-90 9-15 25-85Fill & Cap SMAW E8016-B2 2.6mm to 4.00mm DC EP 80-150 20~40 65-150
PREPARED BY CHECKED BY APPROVED BY
F
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
720~735˚C
200˚ C
Weldrun(s) (mm)
Hot
Page 29
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 29/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P5A - 004 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P5A - 004 Date : Rev :
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ± 5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : P5A Group No. : 1 TO P. No. : P5A Group No. : 1
Specification Type & Grade to : SA335P22/Equivalents
Specification Type & Grade : SA335P22/Equivalents
Thickness Range :-Groove : 1.6 mm to 14.22mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 4
F- No : 6
AWS No. (Class) : ER90S-G
Manufacturer KOBELCO/Equivalent
Electrode/Filler trade name : TGS 2 CM/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 14.22mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 30
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 30/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P5A - 004 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : 200˚ C Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 350˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : None Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 1.6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER90S-G 1.6 ~ 2.4mm DC EN 85-110 9-15 55-85Fill & Cap GTAW ER90S-G 1.6 ~ 2.4mm DC EN 90-120 9-15 60-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
720 ~740˚ C
Weldrun(s) (mm)
Hot
Page 31
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 31/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P5B - 005 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P5B - 005 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 5B Group No. : 2 TO P. No. : 5B Group No. : 2
Specification Type & Grade to : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/A234 -WP91/ Approved Eq.
Specification Type & Grade : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/A234 -WP91/ Approved Eq.
Thickness Range :-Groove : 2.77~11
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.28
Weld Metal A-No : 5
F- No : 6
AWS No. (Class) : ER 90S - B9
Manufacturer KOBELCO/Equivalents
Electrode/Filler trade name : TGS-90B9/Equivalents
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 32
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 32/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P5B - 005 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 300˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts RangeSpec. No Type of Polarity Amp Range
GTAW ER90S-B9 1.6 ~ 2.4mm DC EN 70-110 9-15 50-85 1 - 3Fill & Cap GTAW ER90S-B9 1.6 ~ 2.4mm DC EN 85-120 9-15 55-100 1 - 3
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
745˚C ~ 760˚C
225˚ C
Weldrun(s)
Travel Speedmm/min
Heat Input(KJ/mm)(mm)
Hot
Page 33
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 33/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P5B - 006 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P5B - 006 Date : Rev :
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 5B Group No. : 2 TO P. No. : 5B Group No. : 2
Specification Type & Grade to : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/ A234-WP91/Approved Eq.
Specification Type & Grade : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/ A234-WP91/Approved Eq.
Thickness Range :-Groove :
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 5 5F- No : 6 4
AWS No. (Class) : ER 90S - B9 E9016-B9
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-90B9/Equivalent CM-96B9/EquivalentDia of Electrode/Filler 1.6 ~ 2.4 mm 2.6~4.0mm
Deposited weld metal : 4.8mm 47.59mm
: _ _ Electrode-Flux (Class) : NA NAFlux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
15.87 mm to 52.39mm
X X X X
Page 34
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 34/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P5B - 006 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove :All
Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 300˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA(Continuous or Special Heating where applicable should be recorded)
Post heating : Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN) &SMAW (DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER 90S-B9 1.6 ~ 2.4mm DC EN 100-170 10 -15 70 - 100
Fill & Cap SMAW E9016-B9 2.6mm to 4.00mm DC EP 80-160 20~35 120 -150PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
740~760˚C
225˚ C
2 hr @ 300~350˚ C
Weldrun(s) (mm)
Root &Hot
Page 35
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 35/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P45 - 007 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P45 - 007 Date : Rev :
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 45 Group No. : NA TO P. No. : 45 Group No. : NA
Specification Type & Grade to : SB423 UNS N08825
Specification Type & Grade : SB423 UNS N08825
Thickness Range :-Groove : 1.6 mm to 7.82mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.14
Weld Metal A-No : -
F- No : 43
AWS No. (Class) : ERNiCrMo-3
Manufacturer NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 625
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 7.82mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 36
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 36/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P45 - 007 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 7mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ERNiCrMo-3 1.6 ~ 2.4mm DC EN 60 -120 8-15 60-90Fill & Cap GTAW ERNiCrMo-3 1.6 ~ 2.4mm DC EN 60 -120 8-15 60-90
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Hot
Page 37
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 37/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P45 - 008 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P45 - 008 Date : Rev :
Welding Process(es) : GTAW & SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 45 Group No. : NA TO P. No. : 45 Group No. : NA
Specification Type & Grade to : SB423 UNS N08825
Specification Type & Grade : SB423 UNS N08825
Thickness Range :-Groove : 4.8mm to 19.04mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.14 5.11
Weld Metal A-No : - -
F- No : 45 45
AWS No. (Class) : ERNiCrMo-3 E NiCrMo-3
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 625 WEL AC 112
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6mm~4.0mm
Deposited weld metal : 4.8mm 14.24mm
: _ -Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ -
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 38
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 38/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P45 - 008 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DC-EP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ERNiCrMo-3 1.6 ~ 2.4mm DC EN 60 -120 8-15 60-90Fill & Cap SMAW E NiCrMo-3 2.6mm to 4.00mm DC EP 80-160 20~35 120-150
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 39
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 39/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8-001 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8-001 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Specification Type & Grade : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Thickness Range :-Groove : 1.6mm to 14.02mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.9
Weld Metal A-No : 8
F- No : 6
AWS No. (Class) : ER 308L ER308H For H Grade
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 308L J WEL TIG 308HJ For H Grade
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 14.02mm
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 40
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 40/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8-001 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER308L 1.6 ~ 2.4mm DC EN 70~150 10-12 50-130Fill & Cap GTAW ER308L 1.6 ~ 2.4mm DC EN 70~150 10-12 45-110
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 41
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 41/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8-002 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8-002 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin
1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : SA312TP316L,A358-316L CL.1
Specification Type & Grade : SA312TP316L,A358-316L CL.1
Thickness Range :-Groove : 1.6mm to 7.82mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.9
Weld Metal A-No : 8
F- No : 6
AWS No. (Class) : ER316L
Manufacturer NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 316L J
Dia of Electrode/Filler 1.6~2.4 mm
Deposited weld metal : 7.82mm maximum
: _
Electrode-Flux (Class) : NAFlux trade Name : NA
Others : _
Sketches, production drawings, weld symbols or written description should show the general
arrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 42
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 42/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8-002 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-15 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-15 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER316L 1.6~ 2.4mm DC EN 70~150 9~12 40~80Fill & Cap GTAW ER316L 1.6~ 2.4mm DC EN 85~150 9~12 50~90
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 43
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 43/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8 - 003 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8 - 003 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : A 312 TP 347H/ A358 TP 347H/A312 TP321/A358TP321/ Approved Eq.
Specification Type & Grade : A 312 TP 347H/ A358 TP 347H/A312 TP321/A358TP321/ Approved Eq.
Thickness Range :-Groove : 1.6 mm to 13mm
Diameter(mm) : All
Fillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.9
Weld Metal A-No : 8
F- No : 6
AWS No. (Class) : ER347
Manufacturer NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 347H
Dia of Electrode/Filler 1.6~2.4 mm
Deposited weld metal : 13 mm maximum
: _ Electrode-Flux (Class) : NAFlux trade Name : NA
Others : _
Sketches, production drawings, weld symbols or written description should show the general
arrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 44
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 44/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8 - 003 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-25 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER347 1.6 ~ 2.4mm DC EN 70-150 9-15 35-85Fill & Cap GTAW ER347 1.6 ~ 2.4mm DC EN 105-150 9-15 60-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Drive off Surface Moisture
150˚ C
Weldrun(s) (mm)
Hot
Page 45
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 45/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8 - 004 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8 - 004 Date : 10/26/2007 Rev : 0
Welding Process(es) : GTAW + SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 8 Group No. : 1 P. No. : 8 Group No. : 1
Specification Type & Grade to : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Specification Type & Grade : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Thickness Range :-Groove : 12.7 mm to 25.4mm
Diameter(mm)
Fillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.9 5.4
Weld Metal A-No : 8 8
F- No : 6 4
AWS No. (Class) : ER 308L E308L-16
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 308LJ WEL 308LA
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6mm~4.0mm
Deposited weld metal : 4.8mm 20.6mm
: _ -Electrode-Flux (Class) : NA -Flux trade Name : NA -
Others : _ -
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
: 73mm OD & Above
X X X X
Page 46
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 46/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8 - 004 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DC-EP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root GTAW ER 308L 1.6 ~ 2.4mm DC EN 70 -140 9-15 45-210Fill & Cap SMAW E308L-16 2.6 ~ 4mm DC EP 70 -120 25-35 70-170
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 47
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 47/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8 - 005 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8 - 005 Date : 11/3/2007 Rev : 0
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : SA312TP316L,A358-316L CL.1
Specification Type & Grade : SA312TP316L,A358-316L CL.1
Thickness Range :-Groove : 4.8 mm to 18.54mm
Diameter(mm) : 73mm OD & Above
Fillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.9 5.4
Weld Metal A-No : 8 8
F- No : 6 4
AWS No. (Class) : ER316L E316L-16
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 316L J WEL 316L J
Dia of Electrode/Filler 1.6~2.4 mm 2.6mm~3.2mm
Deposited weld metal : 4.8mm 13.74mm
: _ -
Electrode-Flux (Class) : NA -
Flux trade Name : NA -
Others : _ -
Sketches, production drawings, weld symbols or written description should show the general
arrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 48
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 48/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8 - 005 Date : 9/29/2007 Rev : 0
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DC-EP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 10
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root GTAW ER316L 1.6 ~ 2.4mm DC EN 70~150 9-15 55-85Fill & Cap SMAW E316L-16 2.6 ~ 3.2mm DC EP 105~150 9-15 60-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 49
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 49/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8 - 006 Date : 8/30/2007 Rev : 1
Supporting Procedure Qualification No. : P8 - 005 Date : 11/3/2007 Rev : 0
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : A 312 TP 347H/ A358 TP 347H/A312 TP321/A358TP321/ Approved Eq.
Specification Type & Grade : A 312 TP 347H/ A358 TP 347H/A312 TP321/A358TP321/ Approved Eq.
Thickness Range :-Groove : 4.8 mm to 18.54mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.9 5.4
Weld Metal A-No : 8 8
F- No : 6 4
AWS No. (Class) : ER347 E347-16
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 347H WEL 347H
Dia of Electrode/Filler 1.6~2.4 mm 2.6mm~3.2mm
Deposited weld metal : 4.8mm 13.74mm
: _ -Electrode-Flux (Class) : NA -Flux trade Name : NA -
Others : _ -
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 50
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 50/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8 - 006 Date : 8/30/2007 Rev : 0
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DC-EP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 9mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root GTAW ER347 1.6 ~ 2.4mm DC EN 70~150 9-15 55-85Fill & Cap SMAW E347-16 2.6 ~ 3.2mm DC EP 100~150 9-15 60-100
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 8/30/2007 Date : 8/30/2007 Date : 8/30/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 51
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 51/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8-P1-001 Date : 9/19/2007 Rev : 1
Supporting Procedure Qualification No. : P8-P1-001 Date : 9/26/2007 Rev : 0
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 8 Group No. : 1 TO P. No. : 1 Group No. : 1,2&3
Specification Type & Grade to : SA240/312TP304/304L,ASTM A240/312TP316/316L ,
ASTM240/A312TP347H,A358TP347H,A312TP321,A358TP321or Equivalent
Specification Type & Grade : SA106GrB,API 5L GrB or Equivalent
Thickness Range :-Groove : 1.6mm to 14.02mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.9 5.4
Weld Metal A-No : 8 8
F- No : 6 5
AWS No. (Class) : ER309L E309L-16
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 309L WEL Z 309L
Dia of Electrode/Filler 2.4 mm 2.6~3.2
Deposited weld metal : 4.8 mm Max 9.22mm Max
: _ -
Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ -
Sketches, production drawings, weld symbols or written description should show the general
arrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 52
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 52/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8-P1-001 Date : 9/19/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 20-25 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DC-EP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER309L 1.6~2.4 DC EN 80~100 9~13 70~95Fill & Cap SMAW E309L-16 2.6 DC EP 70 ~90 23~25 65~155
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date 9/19/2007 Date 9/19/2007 Date 9/19/2007
Only Required to Drive off Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 53
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 53/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P8-007 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P8-007 Date : 10/20/2007 Rev : 0
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 8 Group No. : 1 TO P. No. : 8 Group No. : 1
Specification Type & Grade to : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Specification Type & Grade : A312-TP304,A358-TP304CL.1,SUS304,TP304H,F304H
Thickness Range :-Groove : 1.95mm to 7.82mm
Diameter(mm) : AllFillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : 5.9
Weld Metal A-No : 8
F- No : 6
AWS No. (Class) : ER 308L ER308H For H Grade
Manufacturer NIPPON/Equivalent NIPPON/Equivalent
Electrode/Filler trade name : WEL TIG 308L J WEL TIG 308HJ For H Grade
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 7.82mm
: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 54
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 54/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P8-007 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-25 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER308L 1.6 ~ 2.4mm DC EN 70~120 10-15 50 -150Fill & Cap GTAW ER308L 1.6 ~ 2.4mm DC EN 70~160 10-15 70 -150
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 55
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 55/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P45 - 011 Date : 10/10/2007 Rev : 1
Supporting Procedure Qualification No. : P45 - 011 Date : Rev :
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : Similer 45 Group No. : NA TO P. No. : Similer 45 Group No. : NA
Specification Type & Grade to : G4852Micro(25Cr -35Ni)
Specification Type & Grade : G4852Micro(25Cr -35Ni)
Thickness Range :-Groove : 1.6mm to 11mmDiameter(mm) : All
Fillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : NA
Weld Metal A-No : NA
F- No : NA
AWS No. (Class) : NA
Manufacturer THYSSEN/UTP
Electrode/Filler trade name : T2535Zr/A2535Nb
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 7.82mm: _
Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 56
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 56/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P45 - 011 Date : 10/10/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-25 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW Th2535Zr/A2535Nb 1.6 ~ 2.4mm DC EN 70~100 10-15 40 -80Fill & Cap GTAW Th2535Zr/A2535Nb 1.6 ~ 2.4mm DC EN 90~140 10-18 40 -80
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 10/10/2007 Date : 10/10/2007 Date : 10/10/2007
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
Page 57
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 57/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P5A - 010 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P5A - 010 Date : 10/12/2007 Rev : 0
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : P5A Group No. : 1 TO P. No. : P5A Group No. : 1
Specification Type & Grade to : SA335P22/Equivalents
Specification Type & Grade : SA335P22/Equivalents
Thickness Range :-Groove : 4.8 mm to 14.22mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 4 4
F- No : 6 4
AWS No. (Class) : ER90S-G E9016-B3
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS 2 CM/Equivalent CMA106/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 ~3.2
Deposited weld metal : 4.8mm Max 9.42 mm Max
: _ -Electrode-Flux (Class) : NA -
Flux trade Name : NA -
Others : _ -
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 58
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 58/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P5A - 010 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 300˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW-(DC- EN)/ SMAW -( DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 1.6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 10mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER90S-G 1.6 ~ 2.4mm DC EN 85-120 9-15 55-95Fill & Cap SMAW E9016-B3 2.6~3.2 DC EN 75-120 9-15 70-230
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
720 ~740˚ C
225˚ C
Weldrun(s) (mm)
Hot
Page 59
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 59/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 009 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-010 Date : 10/26/2007 Rev : 0
Welding Process(es) : GTAW & SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P/S. N : 1 Group No. : 1 TO P/S. No. : 1 Group No. : 1
Specification Type & Grade to : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Specification Type & Grade : A106GrB,A672-C65CL.22,API5LGrB,A53GrB,A105,S25C,S28C,A234WPB/Approved Equivalent
Thickness Range :-Groove : 4.8mm to18.54mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.18 5.1
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-50/Equivalent LB52/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 3.2mm
Deposited weld metal : 4.8mm 13.74
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 60
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 60/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 009 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DCEP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 70-140 08 -16 60-150Fill & Cap SMAW E7016-G 2.6 ~ 3.2 mm DC EP 80-120 20 -35 90-220
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
600~650˚ C
100˚ C
250˚ C
Weldrun(s) (mm)
Page 61
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 61/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P1 - 010 Date : 9/25/2007 Rev : 1
Supporting Procedure Qualification No. : P1-010 Date : 10/26/2007 Rev : 0
Welding Process(es) : GTAW & SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 1 Group No. : 1 or 2 TO P. No. : 1 Group No. : 1 or 2
Specification Type & Grade to : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Specification Type & Grade : A 333 Gr 6 /A671-CC65CL.22/ A420 WPL6 / A 350 LF2 / Approved Equivalents
Thickness Range :-Groove :
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 1 1
F- No : 6 4
AWS No. (Class) : ER 70S - G E7016-G
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-1N/Equivalent LB52-NS/Equivalent
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 to 3.2mm
Deposited weld metal : 4.8mm 13.74mm
: _ _ Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
9.27 mm to 18.54mm
X X X X
Page 62
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 62/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P1 - 010 Date : 9/25/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 1Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : NA NA NA
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW), DCEP (SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW ER70S-G 1.6 ~ 2.4mm DC EN 70-140 08 -16 60-150Fill & Cap SMAW E7016-G 2.6 ~ 3.2 mm DC EP 80-120 20 -35 90-220
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/25/2007 Date : 9/25/2007 Date : 9/25/2007
600~650˚ C
Only Required to Driveoff Surface Moisture
250˚ C
Weldrun(s) (mm)
Page 63
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 63/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P5B - 009 Date : 9/29/2007 Rev : 1
Supporting Procedure Qualification No. : P5B - 009 Date : Rev :
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P. No. : 5B Group No. : 2 TO P. No. : 5B Group No. : 2
Specification Type & Grade to : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/ A234-WP91/Approved Eq.
Specification Type & Grade : A 213 Gr T91/ A 335 Gr P91/ A 387 Gr 91 CL2/ A234-WP91/Approved Eq.
Thickness Range :-Groove : 11 mm to 22.26mm
Diameter(mm) : 73mm OD & AboveFillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : 5.28 5.5
Weld Metal A-No : 5 5F- No : 6 4
AWS No. (Class) : ER 90S - B9 E9016-B9
Manufacturer KOBELCO/Equivalent KOBELCO/Equivalent
Electrode/Filler trade name : TGS-90B9/Equivalent CM-96B9/EquivalentDia of Electrode/Filler 1.6 ~ 2.4 mm 2.6~4.0mm
Deposited weld metal : 4.8mm 17.46
: _ _ Electrode-Flux (Class) : NA NAFlux trade Name : NA NA
Others : _ _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 64
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 64/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P5B - 009 Date : 9/29/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range :
Welding Progression : Up ü Down X Time Range : 1Hr/25mm(Min 2Hrs)
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : 300˚ C Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Backing : Argon 99.99% 10-20 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : GTAW(DC- EN) &SMAW (DC-EP)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)
Stringer or Weave Beads : Stringer
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding/Chipping
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowedOthers : NA
ProcessFiller Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
GTAW ER 90S-B9 1.6 ~ 2.4mm DC EN 70-120 9-15 55-85Fill & Cap SMAW E9016-B9 2.6mm to 4.00mm DC EP 80-210 20~35 60-150
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 9/29/2007 Date : 9/29/2007 Date : 9/29/2007
745~760˚C
225˚ C
2 hr @ 300~350˚ C
Weldrun(s) (mm)
Hot
Page 65
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 65/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P45 - 013 Date : 10/10/2007 Rev : 1
Supporting Procedure Qualification No. : P45 - 013 Date : Rev :
Welding Process(es) : GTAW+SMAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : 45 Group No. : NA TO P. No. : 45 Group No. : NA
Specification Type & Grade to : G4859(20Cr -32Ni)
Specification Type & Grade : G4859(20Cr -32Ni)
Thickness Range :-Groove : 4.8 to 41.24mm
Diameter(mm) : All
Fillet : All
FILLER METALS (QW 404) GTAW SMAW
Spec. SFA No : NA NA
Weld Metal A-No : NA NA
F- No : NA NA
AWS No. (Class) : ER XX EXX-15
Manufacturer THYSSEN/UTP THYSSEN/UTP
Electrode/Filler trade name : Th2133So/A2133Mn Th2133So/A2133Mn
Dia of Electrode/Filler 1.6 ~ 2.4 mm 2.6 ~4.0
Deposited weld metal : 4.8mm 36.44: - -
Electrode-Flux (Class) : NA NA
Flux trade Name : NA NA
Others : - -
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 66
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 66/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P45 - 013 Date : 10/10/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-25 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN(GTAW)& DC-EP(SMAW)
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 12mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW Th2133So/2133Mn 1.6 ~ 2.4mm DC EN 70~110 13-14 40 -80Fill & Cap SMAW Th2133So/2133Mn 2.6~4.0 DC EN 90~130 23~25 80 -120
PREPARED BY CHECKED BY APPROVED BY
Name : S.R.Sivakumar Name : T.N.Thambi Name : Mohammed Nazly
Signature : Signature : Signature :
Date : 10/10/2007 Date : 10/10/2007 Date : 10/10/2007
Only Required to Driveoff Surface Moisture
180˚ C
Weldrun(s) (mm)
Page 67
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 67/68
UTOC ENGINEERING PTE LTD
WELDING PROCEDURE SPECIFICATION (WPS)
Company Name : UTOC ENGINEERING PTE LTD Page : 01 of 02
Welding Procedure Specification No. : P45 - 012 Date : 10/10/2007 Rev : 1
Supporting Procedure Qualification No. : P45 - 012 Date : Rev :
Welding Process(es) : GTAW Type : Manual
Welding Code : ASME section IX (Manual/Semi-Auto / Fully-Auto)
Details of single 'V' -Butt joint
JOINTS (QW 402) 75º ±5º
Joint Type : Refer joint details
Backing ( Yes) : X (No): √t1.5±0.8
Backing Material (Type) : With or without backing
3±0.8
Back gouging ( Yes) : X (No): √ Method: X Linear unit(mm)
1.6mm(min) Xmin
Metal Non fushing metal Non metalic Other
Socket Weld Connection Xmin1. Size of fillet 1 1/4 T, but not less than 3mm Fillet Weld Size
2. Min 2 passes for fillet welds The Lesser of T or 1/4in(6.4mm)
BASE METALS (QW 403)
P No. : Similer 45 Group No. : NA TO P. No. : 45 Group No. : NA
Specification Type & Grade to : G4852Micro(25Cr -35Ni)
Specification Type & Grade : G4859(20Cr -32Ni)
Thickness Range :-Groove : 1.6mm to 11mm
Diameter(mm) : All
Fillet : All
FILLER METALS (QW 404) GTAW
Spec. SFA No : NA
Weld Metal A-No : NA
F- No : NA
AWS No. (Class) : ER XX
Manufacturer THYSSEN/UTP
Electrode/Filler trade name : T2535Zr/A2535Nb
Dia of Electrode/Filler 1.6 ~ 2.4 mm
Deposited weld metal : 11mm: _ Electrode-Flux (Class) : NAFlux trade Name : NAOthers : _
Sketches, production drawings, weld symbols or written description should show the generalarrangement of the parts to be welded. Where applicable, the root spacing and details of weld groovemay be specified.
(At the option of the manufacturer, sketches may be attached to illustrate joint design, weld layers and beadsequence.eg., for notch toughness procedures and multi process procedures etc.,)
(Xmin = The lesser of 1.4T or thickness of the hub)Slipon Flange joint not to be used for ECC Houdini Project
X X X X
Page 68
7/15/2019 Utoc Preliminary Wps Shell Project 190907
http://slidepdf.com/reader/full/utoc-preliminary-wps-shell-project-190907 68/68
Company Name : UTOC ENGINEERING PTE LTD Page : 02 of 02
Welding Procedure Specification No. : P45 - 012 Date : 10/10/2007 Rev : 1
POSITION (QW 405) POSTWELD HEAT TEMPERATURE (QW 407)
Positions of Groove : All Temperature Range : NA
Welding Progression : Up ü Down X Time Range : NA
Positions of fillet : All Positions
PREHEAT (QW 406) GAS (QW 408)
Percent Composition
Preheat Temperature (Min) : Gas(es) Mixture Flow rate
Interpass Temperature (Max) : Shielding : Argon 99.99% 10-20 LPM
Preheat Maintenance : None Trailing : NA NA NA
(Continuous or Special Heating where applicable should be recorded)
Post heating : Nil Backing : Argon 99.99% 15-25 LPM
ELECTRICAL CHARACTERISTICS (QW 409)
Current-Polority : DC- EN
Amps Range : Refer below Volts (Range) : Refer below
Tungsten Electrode Size & Type : 2.4mm , 2% Thoriated
TECHNIQUE (QW 410)Stringer or Weave Beads : Stringer and/or Weave
Orifice or Gas Cup Size : 6 ~ 10 mm
Initial and Interpass Cleaning (Brushing, Grinding etc) : Wire Bushing / Grinding
Method of Back Gouging : Nil, Single side welded joint
Max width of weave : 8mm
Contact Tube to Work Distance : NA
Multiple or Single Pass (Per side) : Multiple pass
Multiple or Single Electrode : Single
Travel speed : See below
Peening : Not allowed
Others : NA
ProcessFilter Metal Current
Volts Range Travel Speed mm/minSpec. No Type of Polarity Amp Range
Root & Hot GTAW Th2535Zr/A2535Nb 1.6 ~ 2.4mm DC EN 70~100 10-15 40~70Fill & Cap GTAW Th2535Zr/A2535Nb 1.6 ~ 2.4mm DC EN 90~120 10-18 50~80
Only Required to Driveoff Surface Moisture
150˚ C
Weldrun(s) (mm)
































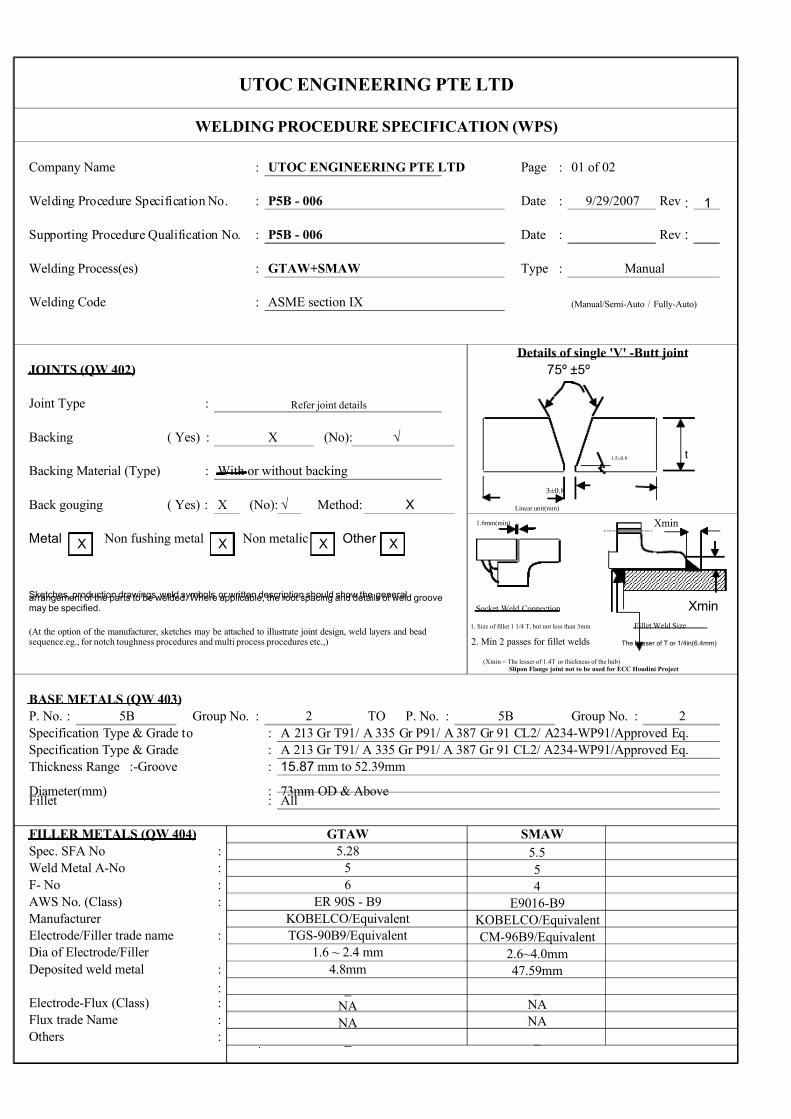



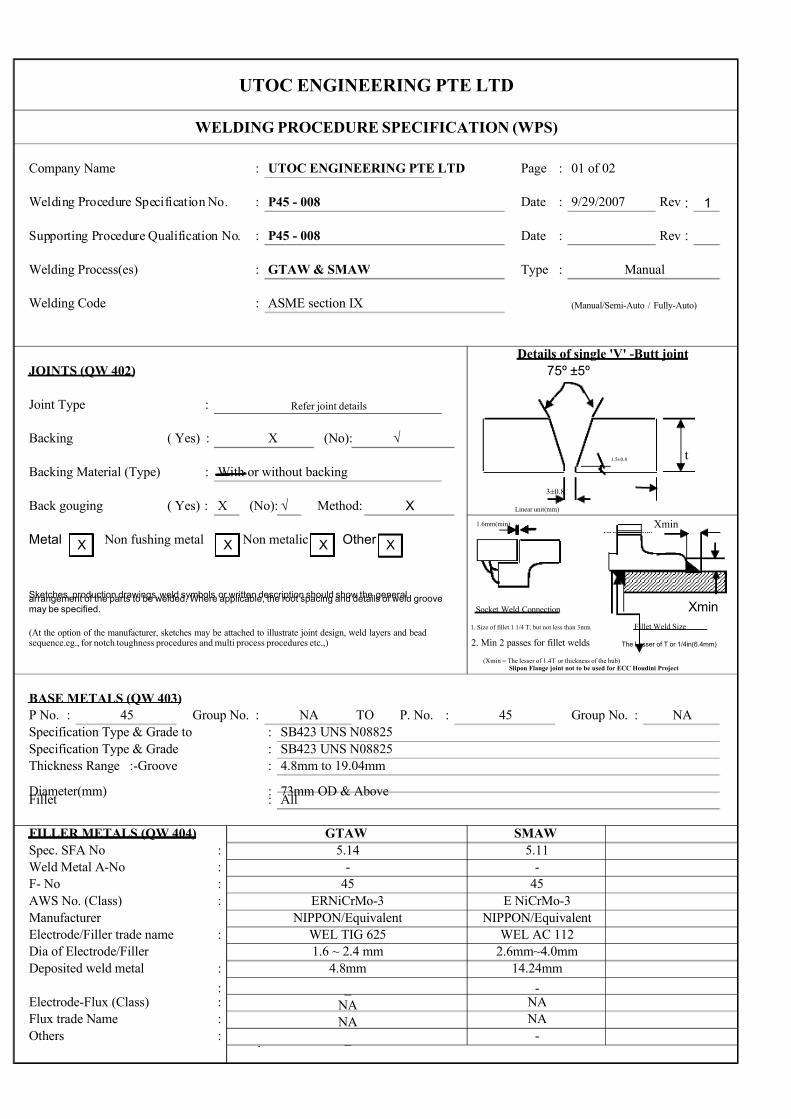







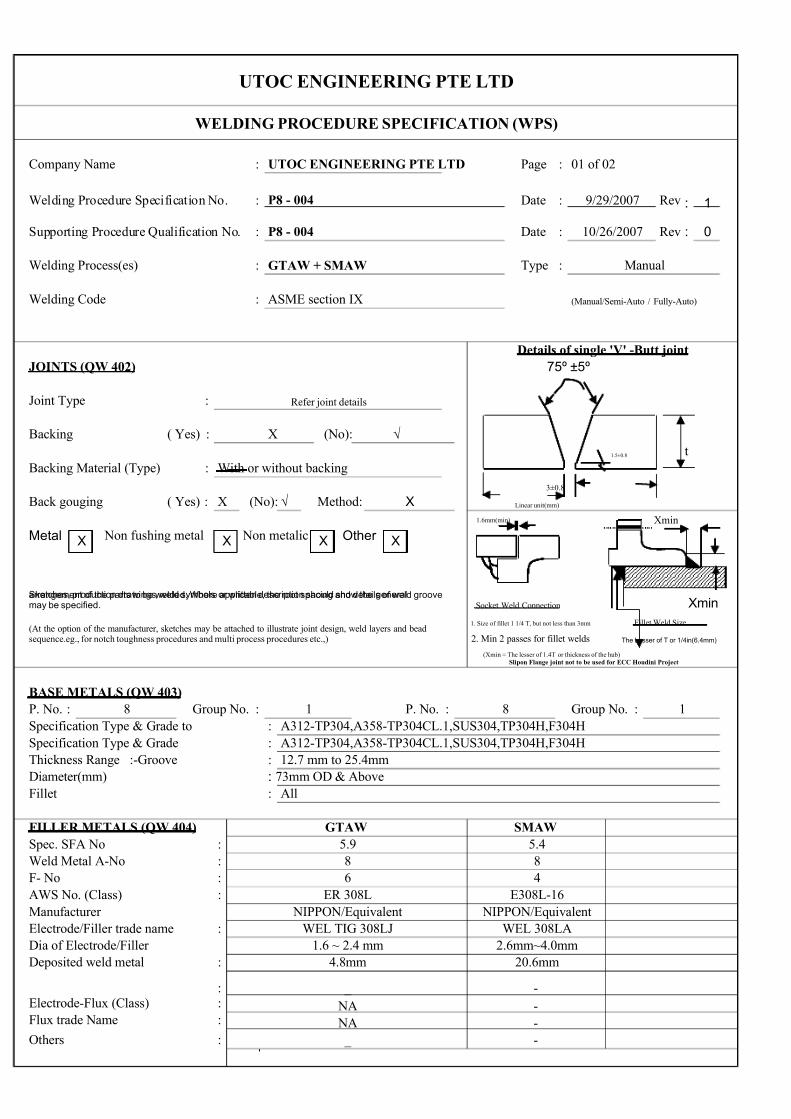





























![towaservice.up.seesaa.net...WPS/W 3830 WPS/W1712 WT2670 WPM/WT 2679 WPM '2007 iFR (W 4144 wps T 7644 C) '2006 reddotn (W 4144 wps T 9246 C) >R2006 Focus in silver] (W 4144 WPS) design](https://static.documents.pub/doc/80x56/6134f637dfd10f4dd73c10d7/-wpsw-3830-wpsw1712-wt2670-wpmwt-2679-wpm-2007-ifr-w-4144-wps-t-7644-c.jpg)










