29
VCC TM – Proven Flexible Technology for Residue Upgrade and Higher Margins CASSANDRA SCHOESSOW, SR. TECHNICAL PROFESSIONAL LEADER - PROCESS KBR TECHNOLOGY

VCCTM – Proven Flexible
Technology for Residue
Upgrade and Higher Margins
CASSANDRA SCHOESSOW, SR. TECHNICAL PROFESSIONAL LEADER - PROCESS
KBR TECHNOLOGY

Agenda
Changing Market Trends
Slurry Phase Hydrocracking
Why VCC™?
Commercialization Update
Key Take-Aways

Changing Market Trends
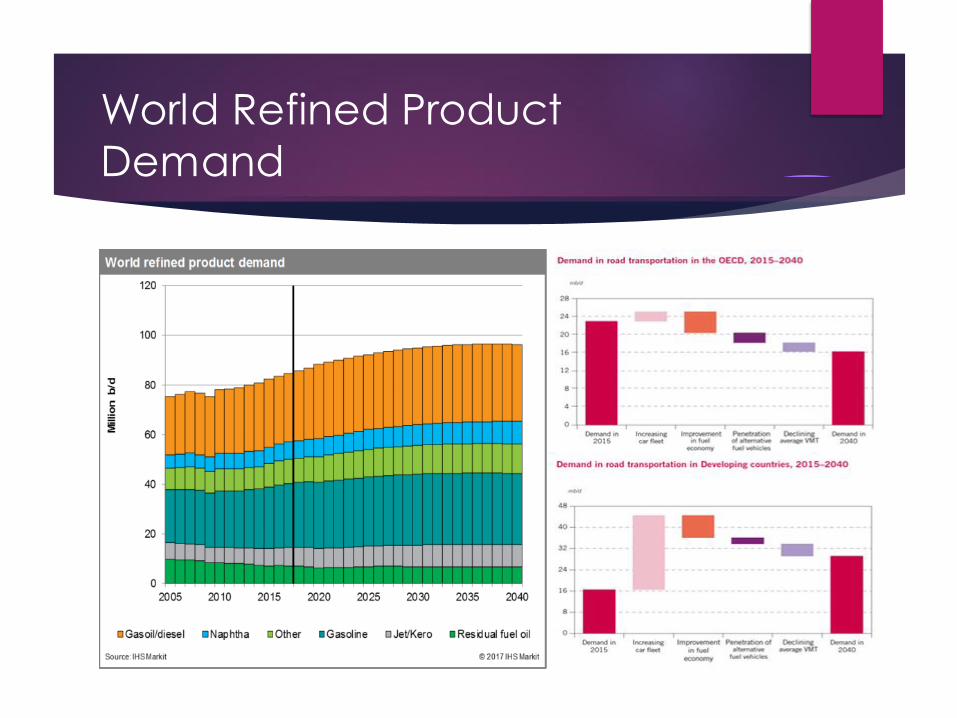
World Refined Product
Demand
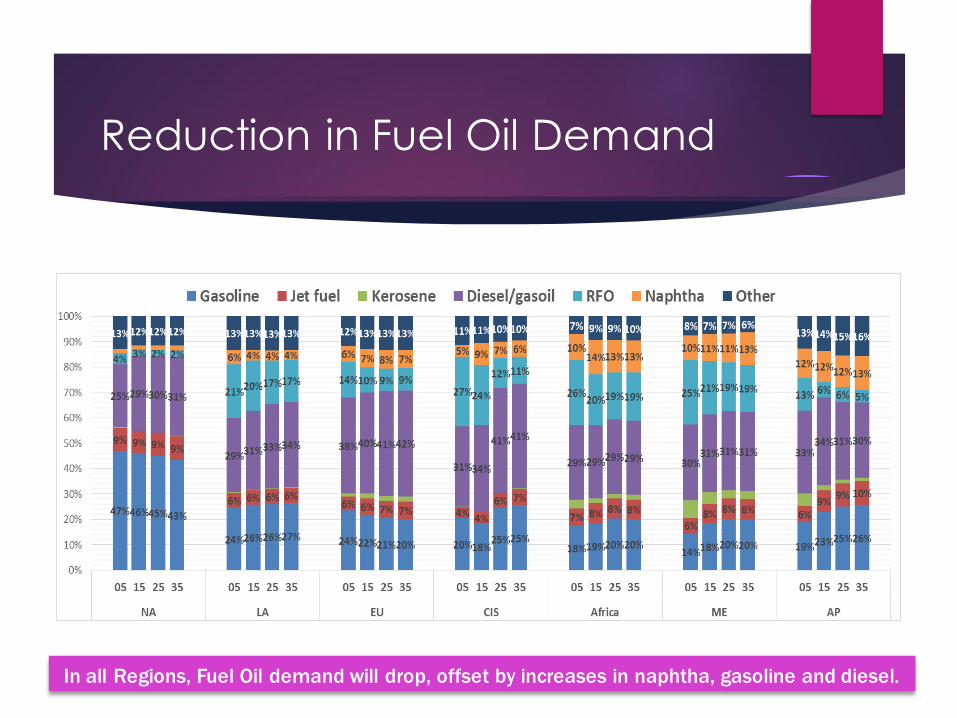
Reduction in Fuel Oil Demand
In all Regions, Fuel Oil demand will drop, offset by increases in naphtha, gasoline and diesel.

Capitalize on Fuel Oil
Reduction
Fuel Oil Demand Reduction from:
Implementation of IMO Marpol standards
Desire for Reduction in GHG from Power Production
Alternative outlets for refinery fuel oil required
Maximize refinery margin by converting refinery fuel
oil and other stranded streams to transportation
fuels or petrochem feedstocks
If possible, add flexibility to change product slate as
demand changes

Slurry Phase Hydrocracking

Highest Feedstock Flexibility
0
2
4
6
8
10
12
14
16
18
20
1 10 100 1000 10000
Ni + V Content (ppm)
Conradson Carbon (wt%)
Resid FCC
Ebullated Bed
Fixed
Bed HC
Coking or
Slurry Hydrocracking

High Liquid Yield, Distillate Selective
Market Challenge Opportunity From VCC
Falling Residual Fuel Demand • High residue conversion
• High liquid yield
• High feedstock flexibility
Changing Product
Specifications
• Directly marketable clean fuels
• Flexible product selectivity:
• Transport fuels
• Petrochemical feedstock
Low Refining Margins • Proven reliability
• Reasonable CAPEX
• No expensive catalyst

Why VCC ?

VCC Process Principles
Primary conversion and product upgrading should be decoupled
Catalyst is not needed for primary conversion and may cause
undesired reactions
Primary conversion should be once through -- no recycle of unconverted product
Maximize heat integration between the two stages
Primary
Conversion
Slurry
Phase
Reactor
High
Pressure
Separator
Additive
Product
Upgrading
Fixed
Bed
Reactor
Hydrogen
Feedstock
Residue
Naphtha
LPG
Gases
Distillates

Conventional + New Technology
Residual Oil
Additive
Hydrogen
Slurry ReactorsHot
Separators
VGO
Residue
Diesel
Gas Clean-up
& Separation
Light Ends
Naphtha
Fixed Bed
Reactors
Vacuum
Flash
Conventional Technology
New Technology

Energy Advantages of Combi
Unit
Once through resid feed reduces energy consumption
Excess heat from slurry hydrocracking stage:
No heater for second stage
Additional steam generation which is used to drive equipment
Second stage allows for additional feed processing without separate unit

Highest Conversion & Large
Single Train Capacity
Once through hydrocarbon
Highest reaction rates and asphalteneconversion
Overall 95wt% (525°C- basis)
Asphaltene 90wt%
Fully back mixed hydrodynamics
Near isothermal reaction conditions
No hot-spot formation
Safely operate at high temperature
Single train capacity up to 65 kbpd (3.6 MMTPA)
Higher resid train capacities possible by utilizing KBR Rose technology

Fuel Oil and Coke Reduction and
Upgrading
Coke yield converted to
Diesel Yield
Why Additive and Not
Catalyst?
Operating in a temperature window above 435°C makes thermal cracking the dominant cracking mechanism
Additive developed based on a practice from the 1950s
Asphaltene conversion and metal absorption improved
Impregnation with catalytic metals was not helpful
Benefits
Adsorb coke precursors and contaminant metals to eliminate fouling
Increase liquid residence time = higher per pass conversion, higher asphaltene conversion
Use of Additive is more environmentally friendly
Less utilities to produce
Less disposal issue with limited metals

Multiple Configuration Options
Single stage
Single stage – DHT
Two stage – HYT
Two stage – HYC
Two stage – Recycle
Slurry
HYC
Slurry
HYCDHT
Slurry
HYCHYT
Slurry
HYCHYC
Slurry
HYCHYC
Naphtha
Diesel
VGO
Naphtha
Diesel
Naphtha
Diesel
VGO
Naphtha
Diesel
VGO
Naphtha
Diesel
VGO

Directly Marketable Products
Naphtha
Sulfur <1 ppmReformer Feedstock
Nitrogen <1 ppm
Jet
Sulfur <1 ppmJet A
Smoke Point >25 mm
Diesel
Sulfur <10 ppmEN590 – ‘Euro V’
Cetane Index >50
VGO
Sulfur <100 ppm
High Quality FCC
Feedstock
UOP K >12
CCR <0.1 wt%
Ni + V <1 ppm

VCC Unlocks Crude to
Petrochem Chain
ROSE (SDA)
VCC Stage
I
VCC
Stage II
KBR K-
COT
Aromatics
Complex
Naphtha and VGO
Naphtha
Distillation
Unit
Max VGO or
Max
Naphtha
Design
DAO
BTX
OlefinsAR/VR
Pitch
SR Distillate for
Hydrotreating
KBR
MAXOFINOlefins
Naphtha
KBR
SCORE
Naphtha,
DieselOlefins

VCC Residue Upgrading Economics
Upgrading Refinery Margin vs. Crude Price (NG 14 $/MMBTU)
0
20
40
60
80
100
120
-
5
10
15
20
25
2000 2005 2010 2015
Du
ba
i ($
/bb
l)
Gro
ss M
arg
in (
$/b
bl)
Base Refinery
VCC Scheme
Dubai
VCC creates an incremental average 5.7$/bbl gross margin across a broad range of crude oil prices

Natural Gas Price Effect on
VCC Margin
15.0
17.0
19.0
21.0
23.0
25.0
27.0
40 60 80 100
Ne
t M
arg
in (
$/b
bl)
Crude Oil ($/bbl)
NG= 10$/MMBtu
NG= 15$/MMBtu
NG= 20$/MMBtu

Experience
Historical Units
12 operated from the 1930s to 1950s
Large Demonstration Unit
3500 BPD, operated from 1980s to 2000
Large Pilot Plant
200 BPD, operated from 1980s to 2000s
Small Pilot Plants
1–3.5 BPD, operated from 1980s to present

Largest Feedstock Database
• Bachaquero• Bolivar Costa Fil• Boscan• Ceuta• Guahibo Lache• Merey• Morichal• Tia Juana• Zuata
• Russian Export
Blend
• Urals
• Nigerian
Med
• Arabian Light
• Arabian Heavy
• Maya
• Hondo
• Athabasca
• Cold Lake
• Lloydminster
• Peace River
• Amna
• Souedi
• Sirtica
• Visbreaker
Residue
• SDA Pitch
• FCC Cycle Oils
• Coal Tars

Commercialization Update

VCC Licensees
Licensee
Yanchang
Petroleum
Company
Yanchang
Petroleum
Company
TAIF
Cambodia
Petrochem.
Corporation
Riverview
Energy
Corporation
Jordan Petroleum
LocationYulin City,
ChinaShenmu, China
Nizhnekamsk,
RussiaCambodia
Indiana,
USAJordan
FeedstockFCC Surry Oil +
CoalCoal Tar
Vac. Residue
+ VGOVacuum
ResidueCoal Vacuum Residue
Capacity 450 KTA 500 KTA2.7 MMTA +
1.0 MMTA1.2 MMTA 1.6 MMTA 1 MMTA
ProductsNaphtha 17%
Diesel 59%
Naphtha 23%
Diesel 64%
Naphtha 14%
Distillate 60%
VGO 12%
Naphtha 21%
Diesel 62%
Naphtha 21%
Diesel 42%
Naphtha 12%
Diesel 51%
VGO 22%
Status Operating Operating OperatingMoved to Phase
2 of projectEnvironmental
permittingEngineering
Start-up 2015 2016 2017 TBD 2022 2021

VCC Process is Proven
Naphtha sulfur: <1 ppm
Diesel sulfur: 8 ppm

TAIF VCC Integration with Refinery
Kerosene
Diesel
VGO
Cycle Oil
C4 Olefins
C3 Olefins
Vacuum
Residue
7.3 MMTPA
Crude
Naphtha LPG
Naphtha
Gasoline
Kerosene
Diesel
Bitumen
Treated
VGO
Naphtha
CDU
VDU
DHT
Ble
nd
ing
FCC NHT
MTBE
VCC

Key Take-Aways

VCC™: The Choice for Residue
Upgrading
Alternate outlet for refinery fuel oil that will produce high value products
Highest conversion and feedstock flexibility
Configuration options to fit all needs
Experience from historical operations, demonstration units and pilot plants
Unmatched database of feedstocks
High capacity single train units
Directly marketable products
Three units commercially operating currently

















