A study on jute and glass fiber reinforced cashew nut shell liquid (resol) resin composites Anurag L.Emanuel 1 *, Vijay Kumar Sinha 2 1 Bhailalbhai & Bhikabhai institute of technology, P.O Box 3, Mota bazar, Vallabh Vidyanagar-388120, Anand, Gujarat, (INDIA) 2 Industrial Chemistry department, V.P. & R.P.T.P. Science college, Vallabh Vidyanagar-388120, Anand, Gujarat, (INDIA) E-mail: [email protected]Full Paper ABSTRACT Cashew nut shell liquid (CNSL) is a by-product of cashew nut processing industry and is a potential natural alternative to chemically derived phenol. It was reacted with formalin to form Resol type phenolic resin which is further used to prepare jute and glass fiber composites. Resol resin was characterized by FTIR spectroscopy. The molecular mass was determined by using GPC. The composites prepared using the Resol resin as matrix and glass fiber and jute fiber as reinforcing agents, were tested for their mechanical properties and chemical resistance. Rockwell hardness, Izod- Impact Strength, flexural strength and flexural modulus and chemical resistance of these composites were compared and studied. 2014 Trade Science Inc. - INDIA CNSL; Formalin; Jute fiber; Glass fiber; Composite. KEYWORDS INTRODUCTUION Over the last few decades, there has been consid- erable development in the field of composite materials. Today modern composite materials constitute a signifi- cant proportion of the engineered materials ranging from everyday products to sophisticated niche applications. Lightweight corrosion resistance materials such as fi- ber-reinforced composites could provide an important contribution to the safe economical development of re- sources for structural applications. If renewable re- sources are used for preparation of composites then it has many added advantages ranging form cost effec- tiveness to proper management and reduction in indus- trial wastes and byproducts. Cashew nut shell liquid (CNSL) is a by-product of cashew nut processing industry. CNSL is essentially a mixture of phenolics extracted from the shells of the cashew nut and is a good natural alternative to chemi- cally derived phenol. The major constituents of CNSL are cardanol, anacardic acid, cardol and 6-methyl cardol [1,2] . Among these, anacardic acid is the major component of CNSL. Anarcardic acid gets decarboxy- lated on heating to give cardanol or 3-pentadecadienyl phenol. The side chain containing C 15 could be (CH 2 ) 14 - CH 3 , (CH 2 ) 7 -CH=CH-(CH 2 ) 5 -CH 3 , (CH 2 ) 7 - CH=CH-CH 2 -CH=CH-(CH 2 ) 2 -CH 3 or (CH 2 ) 7 - CH=CH-CH 2 -CH=CH-CH 2 -CH=CH 2 . CNSL is a Macromolecules An Indian Journal Volume 10 Issue 2 MMAIJ, 10(2), 2014 [73-80] Macromolecules ISSN : 0974 - 7478
Transcript
A study on jute and glass fiber reinforced cashew nut shell liquid(resol) resin composites
Anurag L.Emanuel1*, Vijay Kumar Sinha2
1Bhailalbhai & Bhikabhai institute of technology, P.O Box 3, Mota bazar, VallabhVidyanagar-388120, Anand, Gujarat, (INDIA)
Cashew nut shell liquid (CNSL) is a by-product of cashew nut processingindustry and is a potential natural alternative to chemically derived phenol.It was reacted with formalin to form Resol type phenolic resin which isfurther used to prepare jute and glass fiber composites. Resol resin wascharacterized by FTIR spectroscopy. The molecular mass was determinedby using GPC. The composites prepared using the Resol resin as matrix andglass fiber and jute fiber as reinforcing agents, were tested for theirmechanical properties and chemical resistance. Rockwell hardness, Izod-Impact Strength, flexural strength and flexural modulus and chemicalresistance of these composites were compared and studied. 2014 Trade Science Inc. - INDIA
CNSL;Formalin;Jute fiber;
Glass fiber;Composite.
KEYWORDS
INTRODUCTUION
Over the last few decades, there has been consid-erable development in the field of composite materials.Today modern composite materials constitute a signifi-cant proportion of the engineered materials ranging fromeveryday products to sophisticated niche applications.Lightweight corrosion resistance materials such as fi-ber-reinforced composites could provide an importantcontribution to the safe economical development of re-sources for structural applications. If renewable re-sources are used for preparation of composites then ithas many added advantages ranging form cost effec-tiveness to proper management and reduction in indus-
trial wastes and byproducts.Cashew nut shell liquid (CNSL) is a by-product of
cashew nut processing industry. CNSL is essentially amixture of phenolics extracted from the shells of thecashew nut and is a good natural alternative to chemi-cally derived phenol. The major constituents of CNSLare cardanol, anacardic acid, cardol and 6-methylcardol[1,2]. Among these, anacardic acid is the majorcomponent of CNSL. Anarcardic acid gets decarboxy-lated on heating to give cardanol or 3-pentadecadienylphenol. The side chain containing C
15 could be (CH
2)
14-
CH3, (CH
2)
7-CH=CH-(CH
2)
5-CH
3, (CH
2)
7-
CH=CH-CH2-CH=CH-(CH
2)
2-CH
3 or (CH
2)
7-
CH=CH-CH2-CH=CH-CH
2-CH=CH
2. CNSL is a
Macromolecules
An Indian Journal
Volume 10 Issue 2
MMAIJ, 10(2), 2014 [73-80]
Macromolecules
ISSN : 0974 - 7478
id16100812 pdfMachine by Broadgun Software - a great PDF writer! - a great PDF creator! - http://www.pdfmachine.com http://www.broadgun.com
.74 A study on jute and glass fiber reinforced cashew nut shell liquid (resol) resin composites
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
potential renewable monomeric source for the synthe-sis of a variety of specialty polymers. Many patentsand reviews have been published on CNSL based poly-mers[3].
Cardanol is a phenolic compound having free orthoand para position, which can be used for the manufac-ture of a large number of phenolic resins for their versa-tile uses. Alfonso Maffezzoli and co-researchers[4]
worked on synthesis, formulation and characterizationof a thermosetting resin based on cardanol. This resinwas used for fabrication of glass and natural fiber rein-forced composites. They concluded that cardanol canbe used effectively as a building block for the develop-ment of a thermosetting matrix for composite manufac-ture. Resins from natural resources such as CNSL havebeen successfully used in composite laminates andparticleboards manufacture. They have good mechani-cal and physical properties. Moreover, they are lowcost, readily available in abundance and are easy toprocess[5]. Cashew nut shell liquid has been used in themanufacture of phenolic resins, which finds applicationin air-drying or stoving enamels[6,7]. It also finds appli-cation in friction linings, paints and varnishes, surface-coatings, laminates, rubber compounding, cashew ce-ments, polyurethane based polymers, surfactants,foundry chemicals and intermediates for chemical in-dustries[8-10].
In 1984, Gunci chemicals industry Co.Ltd., pat-ented the process for preparation of phenol formalde-hyde resin using CNSL[11]. P.A.Mahanwar,D.D.Kale,[12] experimentally investigated the effect ofreplacement of phenol by CNSL on properties ofNovalak and Resol resins. Menon et. al.[13] stated themethod of production, composition and polymerizationcharacteristics of CNSL as well as general feature ofpolymeric phenolic products and utilization pattern ofCNSL based industrial application. Sathyalakshmi statedthat cardanol derived from CNSL is used to preparefast curing phenolic resin by reacting cardanol, formal-dehyde and adipic acid catalyst[14]. Composites fabri-cated using natural fibers such as jute, coir have poten-tial to be an attractive alternative to synthetic fiber com-posites such as glass fiber composites. The natural fi-bers are thermally less stable and absorb atmosphericmoisture more compared with synthetic fibers. But, asfar as cost is concerned natural fibers have a clear ad-
vantage over synthetic fibers[15].The above literature survey encouraged us to pre-
pare phenol-formaldehyde resin using CNSL as thestarting material and use it in fabrication of compositesmade up of reinforcing agents like jute and glass fiber.Then to carry out a comparative study on mechanicalproperties of the composites based on reinforcing agentsused. The raw CNSL was first examined for its freephenol content[16] and based on this, CNSL-formalde-hyde resin was prepared. The resin thus prepared wascharacterized, using FTIR and its molecular mass wasdetermined using GPC.
EXPERIMENTAL
Material
The basic chemicals used for the experimental pur-pose were of laboratory grade. Raw CNSL procuredform Vellow. Chem. Industry, Vitthal Udyognagar,Gujarat, was according to Indian standards IS-840-1964. The specifications are given in TABLE 1. Thefree phenol content of CNSL was estimated in labora-tory[25]. The free phenol available to react with formal-dehyde in raw CNSL was found to be 21%. Formal-dehyde in the form of 37% formalin was obtained fromS.D. fine chemicals. Liquor ammonia was used as cata-lyst. Solvents and chemicals used for the synthesis pur-pose were of laboratory grade and were used after rou-tine purification.
Synthesis of resin
Synthesis of Resol type resin was carried out usingCNSL, formaldehyde as starting materials and liquorammonia as catalyst. The ratio of free phenol and form-
TABLE 1 : Specification for untreated CNSL as per IS-840-1964
Sr. No Properties Value
1. Specific gravity, 30°C 0.950-0.970
2. Viscosity at 30°C, centipoises 550
3. Moisture content (% by weight) 1.0
4. Matter soluble in toluene (% by weight) 1.0
5. Loss in weight on heating (% by weight) 2.0
6. Ash content (% by weight) 1.0
7. Iodine value Wijis method Catalytic method
270 375
8. Polymerization time in minutes 4
Anurag L.Emanuel and Vijay Kumar Sinha 75
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
aldehyde was kept 0.8:1 and 5% liquor ammonia wastaken.
The raw material was taken in a round bottom flaskequipped with a reflux condenser a thermometer pocketand a mechanical stirrer. The reaction mass was heatedslowly and maintained at reflux temperature. Viscosityof the reaction mass steadily increased as the reactionprogressed. After 2 hours water formed due to con-densation reaction was removed under vacuum. After
complete removal, the temperature was again raisedslowly until it reached 230°C. It was maintained at this
temperature until 18"-21" long threads of resin wereobtained. The resin at this point was of dark reddishbrown color. The mass was cooled down and stored inan airtight container. Formation of resin was confirmedby spectral analysis (FTIR) and the molecular mass wasdetermined by the help of gel-permeation chromatog-raphy (GPC).
Reaction scheme
The Cardanol is CNSL which is essentially a phe-nol will take part in the reaction. The condensation re-action of Cardanol with formaldehyde using base cata-lyst will initially give a mixture of o- and p-methylolCardanol, which being more reactive than cardanol willresult in formation of di- and trimethylol derivatives.
The methylol groups undergo self-condensation to
form polynuclear compounds in which phenolic nucleiare linked by methylene groups. The product obtainedby the condensation reaction of Cardanol with formal-dehyde using base catalyst will give a complex mixtureof mono and polynuclear Cardanol with methylenebridges. The structure of such a component can be rep-resented as:
Preparation of composites
.76 A study on jute and glass fiber reinforced cashew nut shell liquid (resol) resin composites
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
Composites were prepared using jute and glass fi-ber as reinforcing agents. For fabrication of compos-ites, Compression molding machine was used. Acetonewas used as diluent. For glass fiber and jute, the com-posites were prepared by hand lay up technique. 12ply for glass fiber and 10 plys for jute 10cm wide and20cm long were stacked one over other after applyingresin with brush. The solvent was removed by sun dry-ing and then taken for compression molding. The driedplys were put in between two Teflon release sheets,which were again placed between two steel plates. Thewhole system was then subjected to compression mold-ing. The temperature was kept 190°C for 1 hour and
the pressure of 70 Kg/cm2 was applied. The resin gotheat cured. It was then cooled under pressure beforethey were taken out for testing. The jute fiber reinforcedcomposites were 0.4 cm (4 mm) thick and the glassfiber reinforced composites were 0.5 cm (5 mm).
Measurements
The mechanical and chemical tests of the preparedcomposites were conducted according to ASTM meth-ods as listed below using five test specimens for eachtest.
Flexural strength and flexural modulus test
The flexural strength is the ability of the material towithstand bending forces applied perpendicular to thelongitudinal axis. The stress induced due to flexural loadis combination of compressive and tensile stresses.ASTM D-790 procedure was used to measure the flex-ural strength of the composites using Universal Instrontesting machine model no.1111. The crosshead speedwas 100 mm/min.
For Flexural test, the dimensions were as follows:Length = 120 mmWidth = 12.5 mmThickness = 0.5 mm for glass fiber and 0.4 mm for
Where,P = Breaking load (Kg)L = Support span (mm)b = width of the specimen (mm)d = thickness of the specimen (mm)
Flexural modulus can be determined by using thefollowing equation:Flexural modulus = PL3 / 4bd3yWhere,P = Breaking load (Kg)L = Support span (mm)b = width of the specimen (mm)d = thickness of the specimen (mm)y = beam deflection (mm)
Hardness testing
Hardness is defined as resistance of material againstpermanent deformation. The Rockwell hardness wasmeasured according to ASTM D-785. The sample sizewas 25mm X 25mm and the hardness was measuredusing hardness tester TSE testing machine.
Impact testing
Impact resistance is ability of a material to resistbreaking under shock loading or ability to resist the frac-ture under stress applied at high speed. The impact prop-erties indicate toughness of material. The tests were car-ried out according to ASTM D 265.
For Izod impact strength the dimensions were asfollows:Length = 60 mmWidth = 12.5 mmThickness = 0.5 mm for glass fiber and 0.4 mm forjute fiber composites
Chemical resistance
ASTM D 543-67 procedure was used to measurethe chemical resistance property of the composite speci-men. The test specimen were immersed for 7 days atroom temperature i.e. 35°C. After seven days weight
gain, swelling, delamination etc. were observed.
RESULTS AND DISCUSSION
The results obtained after testing the compositesfor their mechanical properties are shown in the tables.The results of Resol resin based sawdust compositesare shown in TABLE 2 and wood flake composites areshown in TABLE 3.
Reaction conditions
CNSL being a phenolic material reacts with form-
Anurag L.Emanuel and Vijay Kumar Sinha 77
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
aldehyde at 90-95°C. The reaction is a condensation
polymerization and water is formed as a byproduct.The reaction takes two hrs to complete and viscosity ofthe reaction mass steadily increases. Water formed andthe unreacted formaldehyde if any should be removedfrom the reaction mass. If not removed excessive foamingoccurs which is difficult to control as the temperature israised above 100°C. Moreover, if unreacted formal-
dehyde is present then it will result in gelling/curing ofthe resin as the temperature is raised especially in Resoltype resin. Therefore, water and unreacted formalde-hyde should be removed completely before raising thetemperature of the reaction mass above 100°C. After
complete removal, the temperature is again raised to230°C and maintained until 18"- 20" long resin threads
are obtained. During the whole process the reactionmass should be continuously stirred to evenly distributeheat. If not done, it will result in localized heating andreaction mass will start bumping, finally resulting in gel-ling of the reaction mass.
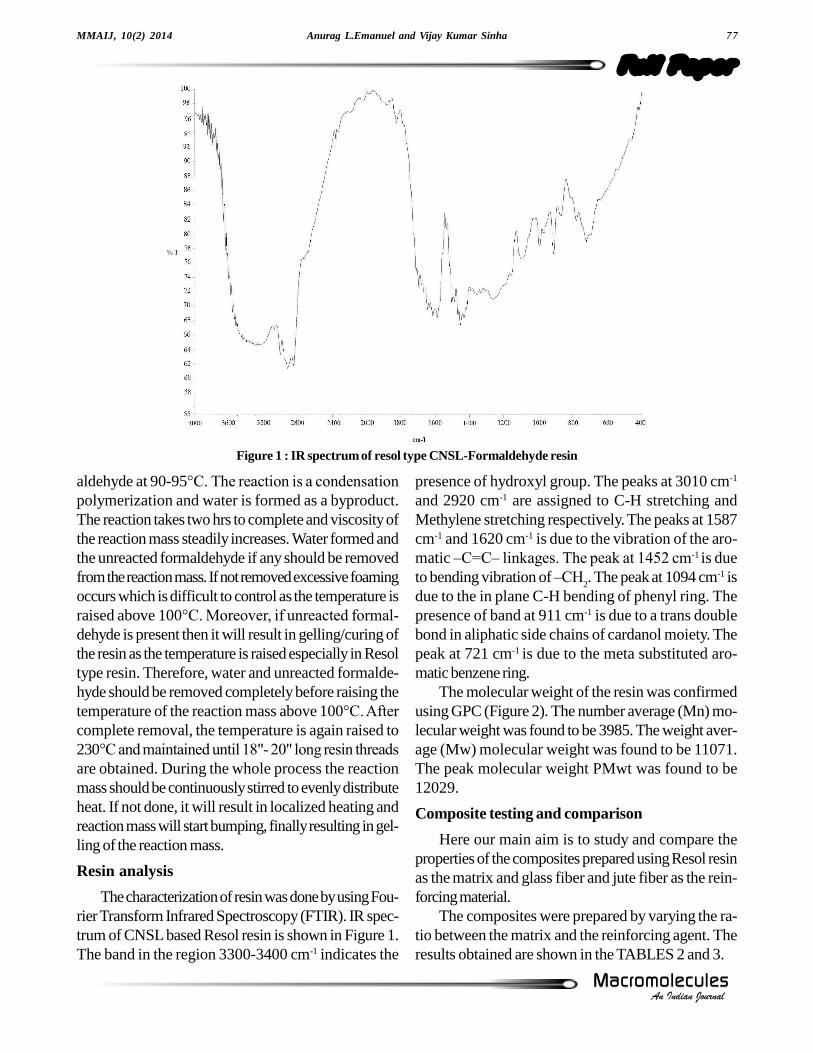
Resin analysis
The characterization of resin was done by using Fou-rier Transform Infrared Spectroscopy (FTIR). IR spec-trum of CNSL based Resol resin is shown in Figure 1.The band in the region 3300-3400 cm-1 indicates the
presence of hydroxyl group. The peaks at 3010 cm-1
and 2920 cm-1 are assigned to C-H stretching andMethylene stretching respectively. The peaks at 1587cm-1 and 1620 cm-1 is due to the vibration of the aro-matic �C=C� linkages. The peak at 1452 cm-1 is dueto bending vibration of �CH
2. The peak at 1094 cm-1 is
due to the in plane C-H bending of phenyl ring. Thepresence of band at 911 cm-1 is due to a trans doublebond in aliphatic side chains of cardanol moiety. Thepeak at 721 cm-1 is due to the meta substituted aro-matic benzene ring.
The molecular weight of the resin was confirmedusing GPC (Figure 2). The number average (Mn) mo-lecular weight was found to be 3985. The weight aver-age (Mw) molecular weight was found to be 11071.The peak molecular weight PMwt was found to be12029.
Composite testing and comparison
Here our main aim is to study and compare theproperties of the composites prepared using Resol resinas the matrix and glass fiber and jute fiber as the rein-forcing material.
The composites were prepared by varying the ra-tio between the matrix and the reinforcing agent. Theresults obtained are shown in the TABLES 2 and 3.
Figure 1 : IR spectrum of resol type CNSL-Formaldehyde resin
.78 A study on jute and glass fiber reinforced cashew nut shell liquid (resol) resin composites
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
Here, the weight of the reinforcing agent was keptconstant and weight of the matrix (resin) was varied.As percentage of resin was increased, the mechanicalproperties also improved because binding between thereinforcing agent and matrix improved. At 40%, matrixratio, glass fiber composites showed the best results
Figure 2 : GPC of resol type CNSL-Formaldehyde resin
and jute fiber composites showed the best results at60% matrix ratio. As the percentage of matrix was in-creased above this, there was no marked improvementin the mechanical properties and the values were al-most the same. This is because most of the resin abovecertain ratio was removed as excess resin on compres-
Anurag L.Emanuel and Vijay Kumar Sinha 79
Full PaperMMAIJ, 10(2) 2014
An Indian JournalMacromoleculesMacromolecules
sion molding. The glass fiber composites showed bet-ter mechanical properties at lower percentage of ma-trix. On the other hand, jute fiber composites requiredhigher percentage of matrix. For example, at 20% resinratio, the jute fiber composites could not be formed.This can be attributed to the fact that jute absorbs mois-ture more and its moisture regain property is quiet high.Being hydrophilic and the matrix, hydrophobic, wettingof the fibers with the resin is poor, for which high resinconsumption is required[17], which increases the cost,which to some extent is compensated because of verylow cost of jute fiber compared to glass fiber.
Common organic solvents like xylene, toluene, ac-etone, etc., water and concentrated mineral acids (25%V/V) like HCl, H
2SO
4, HNO
3 did not affect the com-
posites, but the jute fiber composites showed little in-crease in weight about 1% to 1.5%. When the com-posites were immersed, in 25% NaOH solution theglass fiber composites remain unaffected but swellingwas observed in the jute fiber composites and theygained about 3% weight. At lower resin ratio, marginalswelling was observed in glass fiber composites, butthe jute fiber composites got delaminated. Delamina-tion was not observed above 40% resin ratio in case ofjute fiber composites when immersed in 25% NaOHsolution.
When we compare the glass fiber with jute fibercomposites the results obtained were quiet expected.The glass fiber composites clearly showed their superi-ority over jute fiber composites in the properties stud-ied in the paper. As we can see from the results ob-tained that glass fiber composites definitely have bettermechanical properties and better chemical resistance.They showed better hardness, better impact strengthand better load bearing capacity at low resin to sub-strate ratio. However, that is one way of looking at it.Although, the tensile strength and young�s modulus of
jute fiber is lower than that of glass fibers, the specificmodulus of jute fiber is superior to that of glass fiberand when compared on modulus per cost basis, jute isfar superior. As reported by one of the researchers[18,19].The properties reported by the researcher are as shownin the TABLE 4.
The specific strength per unit cost of jute too ap-proaches that of glass. Therefore where high strength isnot a priority, jute may be used fully or partially to re-
place glass fiber. The need for using jute fibers in placeof the traditionally used glass fibers partly or fully asreinforcing agent in composites stems from its lowerspecific gravity (1.29) and higher specific modulus(40GPa) of jute compared with those of glass fiber (2.5and 30GPa respectively). Apart from much lower costand renewable nature of jute, much lower energy re-
TABLE 4: Mechanical properties of glass and jute fiber (Thevalues shown in the table are as reported by researcher [18,19])
Property Glass fiber Jute fiber
Specific Gravity 2.5 1.3
Tensile Strength MN/m2 3400 442
Young�s modulus MN/m2 72 55.5
Specific strength MN/m2 1360 340
Specific modulus GN/m2 28.8 42.7
quirement for the production of jute makes it attractiveas a reinforcing fiber in composites.
CONCLUSION
Resol type resins, can be prepared using Cashewnut shell liquid (CNSL) and formaldehyde by using simi-lar procedure as to phenolic resins. CNSL-formalde-hyde resin can be used to prepare composites havingcompetitive mechanical properties at low cost. Glassfiber composites have better mechanical and chemicalproperties than jute fiber composites. But, in low-techapplications where high strength and stiffness is not themajor concern jute fiber composite can replace syn-thetic fibers such as glass fibers and there by reducingthe cost and making it more economical.
ACKNOWLEDGEMENTS
The authors are gratefully thankful to the principalV.P. & R.P.T.P. Science College and Head of the in-dustrial chemistry department for providing laboratoryfacilities.