1 LEAN SIX SIGMA INSTITUTE LEAN SIX SIGMA INSTITUTE www.socconini.com 4.3 Value Stream Map futuro LEAN SIX SIGMA INSTITUTE LEAN SIX SIGMA INSTITUTE PREGUNTAS CLAVE PARA TRAZAR EL MAPA DEL ESTADO FUTURO DE LA CADENA DE VALOR 1. ¿Cuál es el ciclo de producción (takt time) en función del tiempo de trabajo disponible de los procesos situados más adelante y más cerca del cliente? 2. ¿Se van a almacenar los productos terminados en un supermercado del que los retire (jale) el cliente o se van a expedir directamente al mismo? 3. ¿En qué procesos de la cadena de valor se puede transformar el producto en flujo continuo? 4. ¿En dónde se tendrán que usar sistemas de flujo jalado con supermercados para controlar la producción de los procesos anteriores? 5. ¿Qué punto preciso de la cadena de producción se va a elegir como “proceso marcapaso” para programar la producción?
Transcript
1
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
www.socconini.com
4.3 Value Stream Map futuro
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
PREGUNTAS CLAVE PARA TRAZAR EL MAPA DEL ESTADO FUTURO DE LA CADENA DE VALOR
1. ¿Cuál es el ciclo de producción (takt time) en función del tiempo de trabajo disponible de los procesos situados más
adelante y más cerca del cliente?
2. ¿Se van a almacenar los productos terminados en un supermercado del que los retire (jale) el cliente o se van a expedir directamente al mismo?
3. ¿En qué procesos de la cadena de valor se puede transformar el producto en flujo continuo?
4. ¿En dónde se tendrán que usar sistemas de flujo jalado con supermercados para controlar la producción de los procesos anteriores?
5. ¿Qué punto preciso de la cadena de producción se va a elegir como “proceso marcapaso” para programar la producción?
2
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Pregunta 1: ¿Cuál es el ciclo de producción de Acme para la familia de productos en cuestión?
� El ciclo de producción empieza con el tiempo de trabajo disponible del turno, siendo para Acme de 8 horas:
8 horas x 60minutos x 60 segundos = 28,800 segundos.
� Al tiempo del turno se le resta cualquier periodo de tiempo que no se dedique al trabajo.
En este caso dos descansos de 10 minutos por turno:
(10 x 60 seg. = 600 seg. x 2 turnos = 1,200 segundos), quedando un tiempo disponible de:
28,800 seg. - 1,200 seg. = 27,600 segundos.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Cont. ... Pregunta 1: ¿Cuál es el ciclo de producción de Acmepara la familia de productos en cuestión?
� Se obtiene la demanda por turno del cliente, en este caso:
18,400/mes ÷ 20 días = 920 unidades por día ÷ 2 turnos
= 460 unidades por turno.
� Se obtiene el ciclo de producción, dividiendo el tiempo de trabajo disponible entre la demanda del cliente:
= 27,600 seg. ÷ 460 unidades = 60 segundos/unidad
3
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Pregunta 2: ¿Debería Acme almacenar sus soportes en un supermercado de productos terminados o producirlos directamente para su expedición ?
� En Acme, los soportes de dirección son piezas pequeñas fáciles de almacenar y se fabrican únicamente en dos versiones.
� La demanda del cliente sube y baja de manera bastante imprevisible.
� Acme no está segura de los cambios que debe de introducir en el
estado futuro de su cadena de valor, así que la empresa decidió
establecer primero un supermercado de productos terminados y posteriormente desarrollar un sistema de “producción para la
expedición”.
� Acme recurrirá a las previsiones a treinta días del cliente para determinar la capacidad de producción que necesita en el futuro inmediato.
� Acme decidirá el ritmo real de la producción mediante tarjetas Kanban que se regresaran a la sección de soldadura y montaje situada mas atrás, provenientes del supermercado de productos terminados.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� Dado que el cliente compra en múltiplos de 20 piezas, esta unidad será lógicamente el tamaño del lote de Kanban.
� Cada contenedor de 20 soportes para la palanca a la derecha o a la izquierda,
almacenadas en el supermercado de productos terminados tiene adjunta una tarjeta Kanban de producción.
� A medida que el departamento de expedición retira tarimas del supermercado y
las prepara para la entrega, las tarjetas Kanban de esas tarimas se regresan a la sección de Montaje.
Pregunta 2: ¿Debería Acme almacenar sus soportes en un supermercado de productos terminados o producirlos directamente para su expedición ?
4
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Ejemplo: Producción almacenada en un supermercado
El supermercado programa el ensamble.
MONTAJE EXPEDICIÓN
NecesidadesDel cliente
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Ejemplo: Producción directamente para la expedición.
El Departamento de Control de Producción programa el montaje.
MONTAJE EXPEDICIÓN
NecesidadesDel cliente
5
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Pregunta 3: ¿En qué procesos de la cadena de valor puede Acmeintroducir el flujo continuo ?
� La gráfica de “equilibrio de operarios” resume la duración de los ciclos del equipo (tiempo de ciclo)
reales de cada proceso.
0
10
20
30
40
50
60
70
Troq. Sold.1 Sold.2 Ens.1 Ens.2
Ciclo deProducción= 60 seg.
1 seg.
39 seg.
46 seg.
62 seg.
40 seg.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Cont. ... Pregunta 3: ¿En qué procesos de la cadena de valor puede Acmeintroducir el flujo continuo?
� El tiempo del ciclo de la operación de troquelado es muy breve
(1 seg/pza) y hace preparaciones/cambios entre distintas familias de productos.
Para incorporar esta operación al flujo continuo, los operadores tendrían que trabajar con un tiempo del ciclo más lento (para que se acerque al ciclo de producción de la cadena) y usar la máquina exclusivamente para la familia de productos de los soportes de
dirección, lo que no es práctico, pues esta prensa quedaría tremendamente subutilizada y Acme tendría que comprar otra prensa
de troquelado costosa para las otras familias de productos.
Es más lógico operar la prensa de troquelado de Acme para producir por lotes y controlar su producción mediante un supermercado a base de un sistema de flujo jalado.
6
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Cont. ... Pregunta 3: ¿En qué procesos de la cadena de valor puede Acme introducir el flujo continuo ?
� Examinando las dos estaciones de trabajo de montaje, revela que el tiempo de los dos ciclos es algo cercano entre ellos y que también se acerca bastante al ciclo de producción.
� Además, estas dos estaciones de trabajo ya se usan exclusivamente para la familia de productos de los soportes de dirección, así que es posible introducir el flujo continuo en la operación de montaje.
� En las estaciones de trabajo de soldadura ocurre lo mismo, las piezas podrían avanzar de un paso del proceso de soldadura a otro en flujo continuo.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� ¿Qué impediría a Acme que use el flujo continuo desdesoldadura hasta montaje, eliminando el inventario entre lospasos?
Nada.
El método lean consiste en situar estos cuatro procesos unoinmediatamente después del otro (por lo general en unaconfiguración celular).
Dar instrucciones a los operadores de que lleven o transfieranlas piezas de un paso del proceso al siguiente y que sedistribuyan las tareas de producción, de manera que el trabajoáde cada operario represente un tiempo ms pequeño que el delciclo de producción.
7
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Tiempo de ciclo real de ensamble y soldadura.-
� Dividir la sumatoria de los tiempos de soldadura y montaje por el ciclo de producción , para obtener el número de operadores:
(39 seg + 46 seg + 62 seg + 40 seg) =
187 seg ÷÷÷÷ 60 seg Ciclo de produción = 3.12 operadores
para la operación de soldadura y montaje en flujo continuo, al ritmo del ciclo de producción.
Cuatro operadores tendrían muy poco trabajo, el redistribuir las tareas no sería suficiente para eliminar el cuarto operador.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� La siguiente actividad consiste en eliminar el desperdicio mediante mejoras Kaizen en los procesos, para que el tiempo dedicado al conjunto de tareas sea menor que el tiempo máximo del ciclo de producción.
Se podría fijar el objetivo Kaizen de reducir el tiempo de trabajo de cada operador a 56 segundos o menos (o un total menor o igual a 168 segundos de trabajo).
Si se fracasa, los operadores tendrían que trabajar tiempo extra. Cualquiera que sea el método, se podría asignar al cuarto operador, encargado de manipular el material y que actualmente transfiere las piezas entre procesos aislados, a otras actividades que creen valor.
Trabajo total≤≤≤≤ 168 seg.
8
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� Con el fin de que la producción se ajuste al ciclo de producción y nivele la combinación de productos, el proceso marcapaso teóricamente no debería de incluir el tiempo de cambio entre productos, o si acaso un tiempo muy pequeño, ni tampoco hacer cambios muy frecuentes entre productos.
Por lo tanto, el tiempo para cambiar del soporte para la palanca a la derecha al soporte para la palanca a la izquierda, al soldar los accesorios, se tendría que reducir de los 10 minutos actuales a unos cuantos segundos.
Cambio ensoldadura
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� También habría que concentrarse en mejorar la fiabilidad de operación de la segunda estación de soldadura por puntos, mejorando su sistema de mantenimiento, esto es, aplicando el TPM.
Tiempo de laSoldadoraTPM
9
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
0
10
20
30
40
50
60
1er oper. 2do oper. 3er oper.
Soldar
Soldar
Ensamblar
Ensamblar
Takt Time= 60 seg
Tiempo de ciclo del equipo en la celda de de soldadura y montaje, después de las mejoras Kaizen de los procesos.
56 seg.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Primera versión del mapa del estado futuro con el ciclo de producción, la celda de soldadura / ensamblaje y el supermercado
Pregunta 4: ¿En dÓnde tendrá que usar Acme sistemas de flujo jalado con supermercados?
� Acme decidió transferir los soportes de dirección a un supermercado de productos terminados (Ver pregunta 2).
Acme necesita dos supermercados más, uno para las piezas troqueladas y otro para los rollos de acero.
Con lo anterior se completa la cadena de valor interna de los soportes de dirección.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� Piezas Troqueladas:
�La solución ideal consistiría en adquirir una prensa detroquelado muy pequeña, de uso exclusivo para los soportes dedirección, llamada “herramienta a la medida”, e integrar la
miniprensa al flujo continuo de soldadura y montaje.
A la fecha no se tiene ese tipo de máquinas, por lo que estaidea se desecha.
�Lo que se necesita es un supermercado y controlar laproducción de troquelado de piezas para la palanca a la derechay a la izquierda mediante el retiro de piezas del supermercado(Flujo Jalado).
11
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�El sistema de flujo jalado parte de las necesidades del
cliente, y en este caso el cliente de troquelado es lacélula de soldadura y montaje.
�La celda necesita actualmente 600 piezas/díatroqueladas para el lado izquierdo (12,000 unidades ÷ 20
días) y 320 piezas/día troqueladas para el lado derecho(6,400 unidades ÷ 20 días) .
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Los recipientes para las piezas troqueladas deberán de tener una
capacidad tal, que las piezas estén al alcance de los operadores.
�Los contenedores deberán ser pequeños, para acortar el tiempode cambio entre soportes para la palanca a la izquierda y para la
palanca a la derecha, en el proceso marcapaso.
�El aumentar la frecuencia de los cambios entre las dos versiones(nivelar la combinación de productos) es uno de los objetivos dela manufactura lean.
12
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Pregunta 4: ¿En dónde tendrá que usar Acme sistemas de flujo jalado con supermercados ?
�¿De que tamaño los recipientes?
Los recipientes podrían tener capacidad para una hora de trabajo o bien 60 piezas troqueladas, que es el ciclo de producción requerido para satisfacer la demanda del cliente.
Los mismos llevarán una tarjeta Kanban de retiro.
�El operador que trabaje en la celda, cuando empiece a retirar piezas de otro recipiente, le entregará su tarjeta Kanban de retiro al operario que abastece el material, para que sepa que tiene que ir al supermercado de piezas troqueladas y “retirar” otro recipiente de esas piezas.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�La tarjeta Kanban de retiro ordena que se transfieran las piezas, la tarjeta Kanban de producción da la orden de producir más piezas.
Acme podrá adjuntar una tarjeta Kanban de producción a cada recipiente de 60 piezas troqueladas en el supermercado.
Cada vez que el abastecedor retire un contenedor del supermercado, la tarjeta Kanban de producción se enviará de vuelta a la prensa de troquelado.
La tarjeta dará instrucciones al proceso de troquelado de producir 60 piezas, colocarlas en el contenedor y transferirlas a un sitio determinado (la “dirección del mercado”) en el supermercado de piezas troqueladas.
13
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado
1
Sold. Y Mont.I
D
60 60
Retiro(Contenedor de 60 piezas)
Producción(Contenedor de 60 piezas)
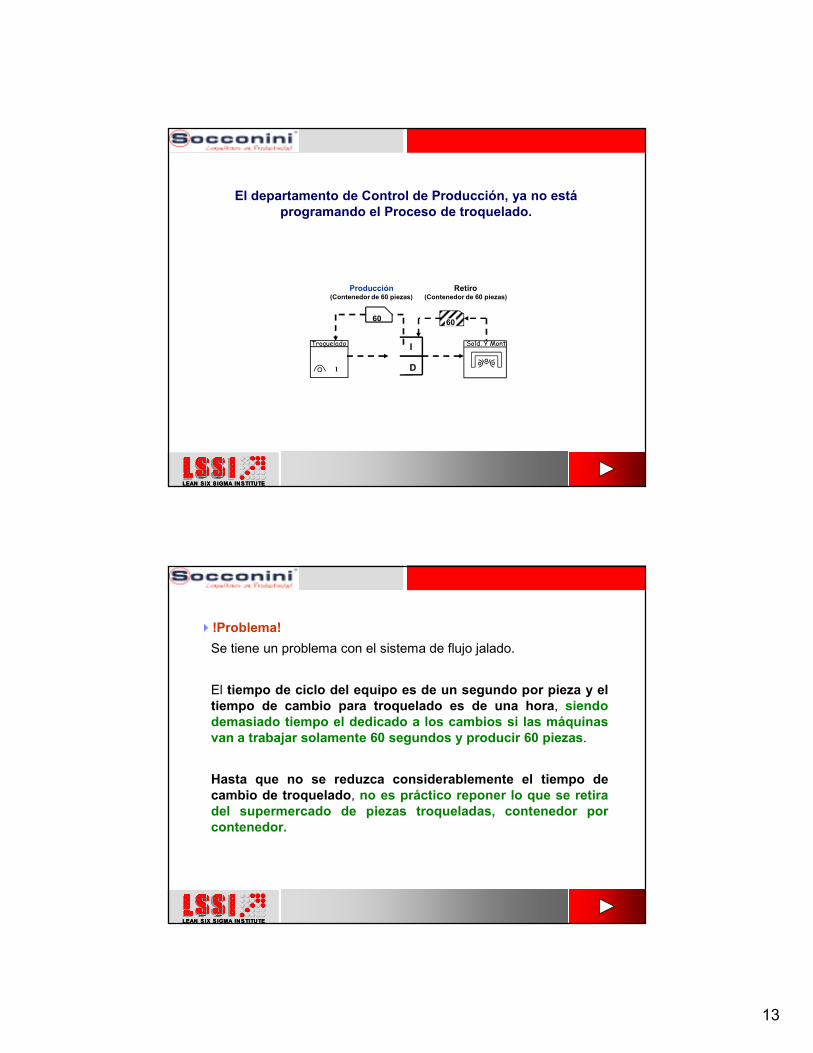
El departamento de Control de Producción, ya no está programando el Proceso de troquelado.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�!Problema!
Se tiene un problema con el sistema de flujo jalado.
El tiempo de ciclo del equipo es de un segundo por pieza y eltiempo de cambio para troquelado es de una hora, siendodemasiado tiempo el dedicado a los cambios si las máquinasvan a trabajar solamente 60 segundos y producir 60 piezas.
Hasta que no se reduzca considerablemente el tiempo decambio de troquelado, no es práctico reponer lo que se retiradel supermercado de piezas troqueladas, contenedor porcontenedor.
14
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Solución
Debido al tiempo de cambio, el proceso de troquelado tiene quefabricar lotes de más de 60 piezas entre cada cambio.
Si partimos del objetivo inicial de fabricar “cada pieza cada día”, eltamaño del lote de piezas troqueladas de los soportes será de 600piezas izquierdas y 320 piezas derechas (volumen que de todas
formas requiere un tiempo de cambio mas breve).
Acme mantendrá 1.5 días de piezas en el supermercado (900izquierdas y 480 derechas), medio día adicional por si se sufren
demoras en el reemplazo de piezas retiradas o problemas en el proceso
de troquelado.
CambioEn troquelado
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Solución (Continuación).
Acme usará una tarjeta Kanban de señal para programar eltroquelado. En este caso la tarjeta (que suele ser un triángulo)para las piezas de la palanca a la derecha y a la izquierda, serátransferida del supermercado a la prensa de troquelado, siempreque el número de contenedores que quede en el supermercado,baje a un mínimo preestablecido ( en este caso ½ día).
Cuando un triángulo Kanban llegue al tablero de programación de la
prensa de troquelado, se iniciará el cambio de producto y se harála producción de la cantidad de piezas de acuerdo al tamaño dellote predeterminado.
Las órdenes de producción para troquelado, no provienen delDepartamento de Control de Producción.
15
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Reposición
Tamaño del lote
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado
1
Sold. Y Mont.I
D
60
Retiro(Contenedor de 60 piezas)
Producción(Lote de 600 I y 320 D)
El departamento de Control de Producción, ya no está programando elProceso de troquelado.
1.5días
Lote
16
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� Rollos de acero:
�Para que la cadena de valor lean de Acme abarque toda la fábrica, se
necesita que el mapa del estado futuro también muestre un tercersupermercado, en el anden de recepción de materia prima derollos de acero.
�Aunque el proveedor de acero no esté preparado para recibir tarjetas
Kanban y producir conforme a sus órdenes, Acme puede adjuntaruna tarjeta Kanban de retiro a cada rollo que reciba, para usointerno y enviar la tarjeta a su Departamento de Control de
Producción, cuando retire el rollo del supermercado.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Control de Producción pedirá rollos en función del consumoreal, en lugar de basarse en las previsiones del uso futuro del MRP.
El MRP se puede usar de todas formas para entregarle al proveedorde acero previsiones de planeación de capacidad, pero lospedidos diarios se deben de basar en el flujo jalado.
17
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Una vez que Control de Producción ha colocado su pedido de
rollos de acero del día, las tarjetas Kanban correspondientes secolocan en las casillas del anden de recepción.
Estas tarjetas muestran la fecha de llegada prevista.
Si quedan tarjetas del día anterior en las casillas de recepción,debe de haber alguna irregularidad relacionada con el proveedor de
acero.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
�Actualmente, el proveedor entrega los rollos de acero una vez a la
semana.
Combinando las entregas a Acme con las de otros clientes enla misma ruta, el proveedor puede suministrar la cantidad deacero necesaria todos los días, sin verse obligado a adoptar
medidas para reducir el tamaño mínimo de sus lotes de rollos
cortados.
�El simple cambio a entregas diarias, elimina el 80% delinventario de Acme, a la vez que le garantiza al proveedor de
acero una demanda regular y uniforme y a la vez le disminuirá su
inventario promedio de rollos para Acme.
18
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
SiderurgicaMichigan
Rutadiaria
Rollos
En la prensa
Control deProducción
MRP
Previsión de6 semanas
Pedidodiario
rollo
Expedición
Preparación
Ensambladorade la
calle sur18,400 pzs./mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 x día
1
I
D
20
Tarima de 20 piezas
Retiro
Troquelado
1
Sold. Y Mont.I
D
60
1.5días
Lote
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
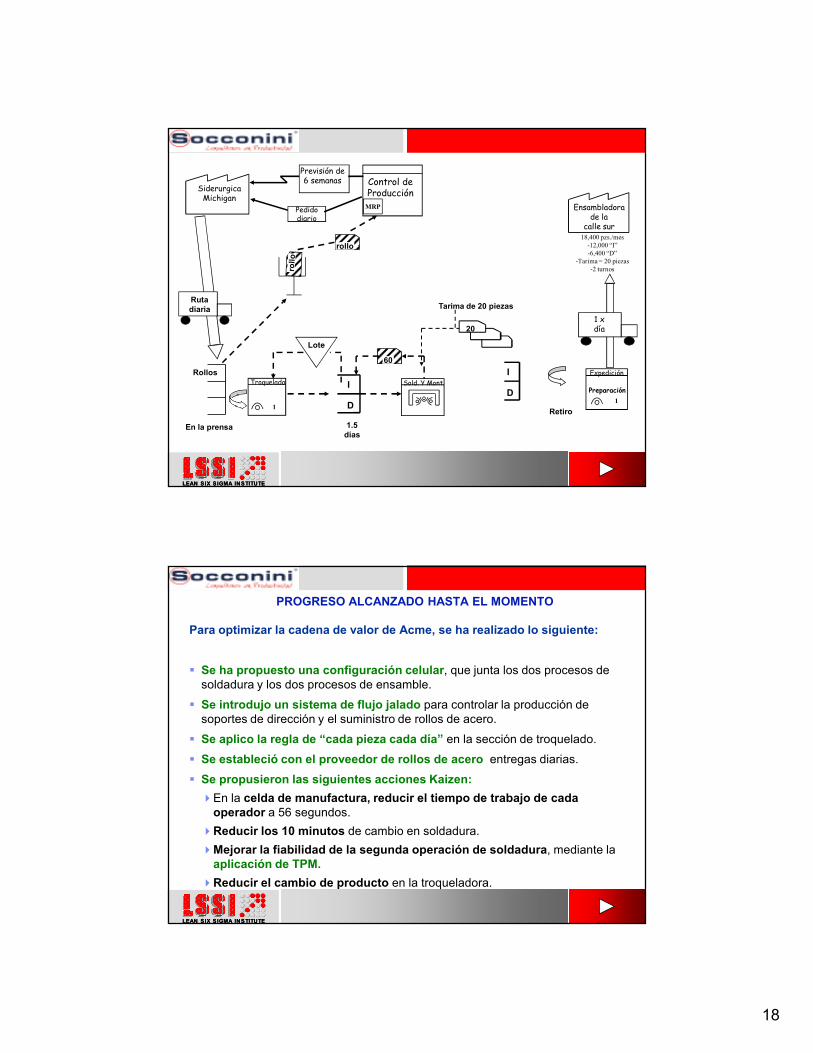
PROGRESO ALCANZADO HASTA EL MOMENTO
Para optimizar la cadena de valor de Acme, se ha realizado lo siguiente:
� Se ha propuesto una configuración celular, que junta los dos procesos de soldadura y los dos procesos de ensamble.
� Se introdujo un sistema de flujo jalado para controlar la producción de soportes de dirección y el suministro de rollos de acero.
� Se aplico la regla de “cada pieza cada día” en la sección de troquelado.
� Se estableció con el proveedor de rollos de acero entregas diarias.
� Se propusieron las siguientes acciones Kaizen:
�En la celda de manufactura, reducir el tiempo de trabajo de cada operador a 56 segundos.
�Reducir los 10 minutos de cambio en soldadura.
�Mejorar la fiabilidad de la segunda operación de soldadura, mediante la aplicación de TPM.
�Reducir el cambio de producto en la troqueladora.
19
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
REDUCCION DE LOS PLAZOS DE ENTREGA DE LA TROQUELADORA ACME
ROLLOS PIEZAS
TROQUELADAS
TRABAJO
EN CURSO
SOLD./MONT.
PRODUCTOS TERMINADOS
PLAZO DE ENTREGA DE PRODUCCIÓN
ROTACIÓN TOTAL DEL INVENTARIO
Antes 5 días 7.6 días 6.5 días 4.5 días 23.6 días 10.16
Hasta el
momento
2 días 1.5 días 0 días 4.5 días 8 días 30.00
Rotación total del inventario = Días totales por año ÷÷÷÷ Plazo de entrega de producción


















![[]StorageTekVirtual Storage Manager System VSM 6 Planning … · 1-2 StorageTek Virtual Storage Manager System VSM 6 Planning Guide The VSM Solution Oracle’s StorageTek Virtual](https://static.documents.pub/doc/80x56/5e956ea2ab9bb212b665cd85/storagetekvirtual-storage-manager-system-vsm-6-planning-1-2-storagetek-virtual.jpg)














