Warm Mix Asphalt “The Material of Today” Jason Dietz Pavement & Materials Engineer Office of Technical Services – FHWA Resource Center, Lakewood, CO [email protected]Tyler Francis Technical Marketing Manager – KS/NE/CO Ingevity Pavement Technologies – [email protected]
Transcript
Warm Mix Asphalt “The Material of Today”
Jason Dietz Pavement & Materials Engineer
Office of Technical Services – FHWA Resource Center, Lakewood,
Although there are many factors driving the development and implementation of WMA technologies globally, in order for WMA to succeed in the U.S., WMA pavements must have equal or better
performance when compared to traditional HMA pavements.
WMA Investigation and Implementation Premise
3
What is WMA?
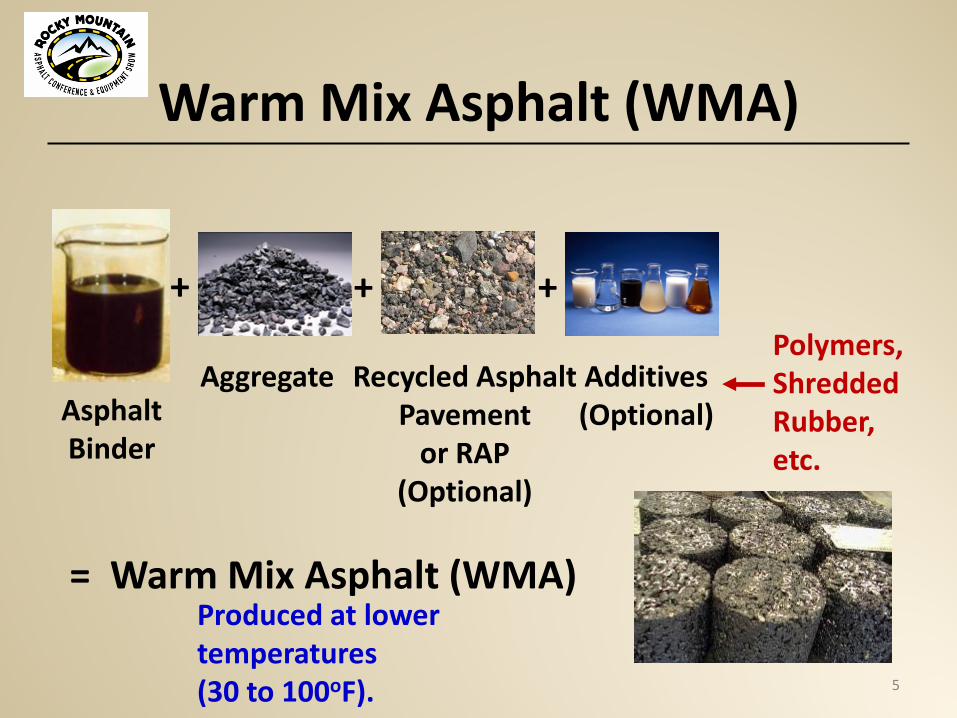
Warm Mix Asphalt (WMA)
+ +
Aggregate Recycled Asphalt Pavement
or RAP (Optional)
Additives (Optional)
= Warm Mix Asphalt (WMA)
+
Asphalt Binder
Polymers, Shredded Rubber, etc.
Produced at lower temperatures (30 to 100oF). 5
• Warm Mix Asphalt (WMA) is the generic term for a variety of technologies that allow producers of Hot Mix Asphalt (HMA) pavement material to lower temperatures at which the material is mixed and placed on the road.
FHWA Definition
6
• Potential Advantages** – Energy Savings – Decreased Emissions
• Visible and Non-Visible – Decreased Fumes – Decreased Binder
Ageing – Extended Paving Season – Long Haul Distances – Compaction Aid – Increased RAP usage
Why WMA? **Advantages will only be realized by optimizing production operations and utilizing best practices
7
• Potential Advantages** – Energy Savings?? – Decreased Emissions
• Visible and Non-Visible – Decreased Fumes – Decreased Binder
Ageing?? – Extended Paving Season – Long Haul Distances – Compaction Aid – Increased RAP usage??
Why WMA? **Advantages will only be realized by optimizing production operations and utilizing best practices
8
• Potential Advantages** – Energy Savings?? – Decreased Emissions
• Visible and Non-Visible – Decreased Fumes – Decreased Binder
Ageing?? – Extended Paving Season – Long Haul Distances – Compaction Aid – Increased RAP usage??
Why WMA? **Advantages will only be realized by optimizing production operations and utilizing best practices
• Potential Risks – Incomplete Aggregate
Drying – Premature Rutting – RAP/RAS Blending – Production Concerns
• Burner tuning – Emissions – Fuel
• Baghouse • Production rate • Best practices
– Mix Design 9
• Potential Advantages** – Energy Savings?? – Decreased Emissions
• Visible and Non-Visible – Decreased Fumes – Decreased Binder
Ageing?? – Extended Paving Season – Long Haul Distances – Compaction Aid – Increased RAP usage??
Why WMA? **Advantages will only be realized by optimizing production operations and utilizing best practices
• Potential Risks – Incomplete Aggregate
Drying – Premature Rutting?? – RAP/RAS Blending – Production Concerns
• Burner tuning – Emissions – Fuel
• Baghouse • Production rate • Best practices
– Mix Design 10
WMA Technologies
Where have we been?
2004-05 Number of named WMA technologies in the U.S.?
2014-16 Number of named WMA technologies in the U.S.?
12
KOLO
Mathy Tech. & Eng. Services and Paragon Technical Services, Inc
**FHWA does not endorse any particular proprietary product or technology. Other named technologies are also available in the market.
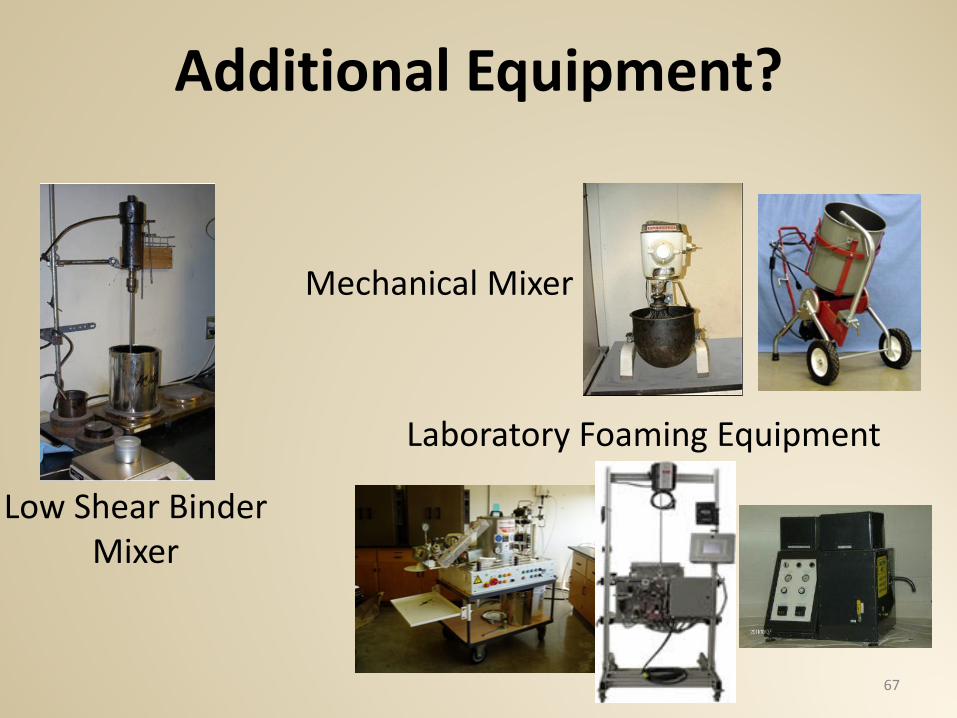
– Foaming process: water, which is added to the hot binder, turns into steam allowing the expansion of the binder. This allows the viscosity of the foamed binder to be significantly reduced.
– WMA-Foam and the Double Barrel Green • Water-bearing additive
– induce foaming mechanisms in the asphalt binder using water bearing additives
– Aspha-min and Advera • Organic additive
– Sasobit, Sasoflex and Asphaltan B • Chemical additive
– reduction of internal friction between the asphalt binder, aggregate
– Evotherm DAT, Evotherm 3G, and REVIX 14
• WMA technologies reduce the viscosity of the asphalt binder so that aggregates can be coated at lower temperatures.
• The key is the addition of additives (water-based, water-bearing, organic, chemical, or hybrids) to the asphalt mix.
• The additives allow the asphalt binder and aggregates to be mixed at lower temperatures.
• Reducing the viscosity also makes the mixture easier to manipulate and compact at lower temperature.
How Does WMA Work?
15
• Astec’s Double Barrel Green System
• Gencor Green Machine Ultrafoam GX
• Aspha-Min
• Advera
Foaming Additives/Processes
16
• It is a drum plant that is retrofitted with a multi-nozzle foaming device.
• This system requires no additives as it directly inject hot asphalt with cold water particles.
• To be more specific, as the asphalt binder is flowing through the foaming chambers in the multi-nozzle foaming device, cold water is injected into it through a series of stainless steel injectors located above these foaming chambers.
Double Barrel Green System
17
Reported WMA
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
2009 2010
Chemical Additive %Additive Foaming %Plant Foaming %Organic Additive %
NAPA
Foaming Device
18
EXAMPLE FOAMING DEVICE
19
Foaming Warm Mix Process
Expansion Chamber
Water Pump
Existing AC Pump
Counterflow Drum
Water Tank Foam Injection pipe running along side existing AC pipe
Existing AC pipe
20
WMA Dosing • Refer to product
manufacturer for dosage rates
• Ensure injection systems are cleaned and calibrated regularly for accurate dosing
21
• The injection of cold water causes the asphalt binder to expand; thus, creating what is known as foamed asphalt.
• The amount of water injected into the asphalt binder is controlled through a positive displacement piston pump which accurately measures the amount of water going into the system.
• Temperature reduction around 30oF.
Double Barrel Green System
22
EXAMPLE FOAMING NOZZLE
EXAMPLE
25
• It is an asphalt foaming system that can be attached to asphalt plants.
• Usually attached to the 3 or 4-inch asphalt injection line already present in drum plants.
• The system injects water into the asphalt causing to foam.
• The system is jacketed with a hot oil jacket that would preserve the temperature of the heated asphalt binder during production.
Gencor Green Machine Ultrafoam GX
26
Gencor Green Machine Ultrafoam GX
27
• It is a synthetic zeolite that contains approximately 20 percent of crystallized water within its structure.
• Introduced during the mixing process shortly after or at the same time the asphalt binder is added into the mixing chamber.
• As the temperature of Aspha-min gradually increases, the water contained inside its structures starts to release in the form of steam causing the asphalt binder to foam.
Aspha-Min
28
• As a result of this foaming process, the viscosity of the asphalt binder is reduced; thus, facilitating the use of lower than traditional production temperatures.
• Recommended dosage is 0.3% by weight of total mix.
• A special distribution unit is needed to ensure uniform dispersion of Aspha-Min during mixing.
Aspha-Min
29
• Temperature reduction of 50oF is expected. Aspha-Min
30
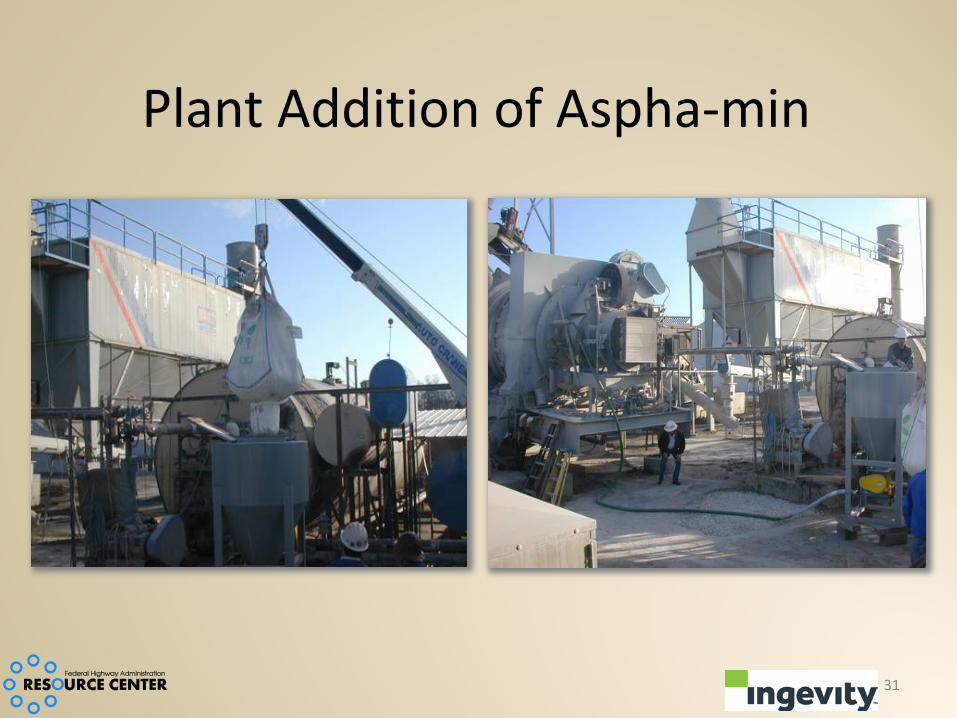
Plant Addition of Aspha-min
31
• Another synthetic zeolite that contain about 18 percent of crystallized water, by total weight, inside its structure.
• Similar to Aspha-Min; however, Advera has smaller particle size (i.e., passing sieve #200).
Advera
32
Advera
33
• Sasobit
• Evotherm
• Rediset LQ
• SonneWarmix
Organic/Chemical Additives
34
• It is a synthetic wax that is produced through the coal gasification process.
• Blended with the asphalt binder prior to mixing.
• Sasobit reduces the viscosity of the asphalt binder at temperatures above its melting point (i.e., 239oF).
• At ambient temperatures it forms a crystalline structure that might improve mix fatigue resistance.
Sasobit
35
• The optimum Sasobit dosage ranges between 3 to 4 percent by weight of asphalt binder.
• Temperature reduction between 15 to 50oF.
Sasobit
36
Plant Addition of Sasobit
37
• There are three different types of Evotherm:
– Evotherm Emulsion Technology (ET)
– Evotherm Dispersed Asphalt Technology (DAT)
– Evotherm Third Generation (3G/Revix)
Evotherm
38
• Facilitates producing WMA through introducing water-based emulsion into the hot aggregate during mixing.
• Contact with hot aggregates will turn the water-based emulsion into steam; thus, forcing the asphalt to expand.
Evotherm Emulsion Technology
39
40
Evotherm uses natural chemicals derived from pine trees.
• Additives are comprised of specialty surfactants derived from pine trees.
• Specifically developed for use in asphalt applications – Heat stable – High flash point – Low odor
Hydrophillic head
Asphalt
Hydrophobic tail
• Evotherm DAT is similar to Evotherm ET in the sense that it also uses water-based asphalt emulsion
• However, this technology inject the emulsion directly into the asphalt line within a plant.
Evotherm Dispersed Asphalt Technology
41
Chemical Additives • May be added at the
asphalt terminal or added at the plant
• Dosage rates depend on the selected additive
42
• Utilizes a water-free chemical additive package that does not reduce the viscosity of the asphalt binder.
• This chemical additive only works on reducing the internal friction of the mixture; thus, allowing the asphalt binder to behave as if it was heated to a high temperature.
Evotherm 3G/Revix
43
• Optimum dosage of any of the Evotherm technologies ranges between 0.4 to 0.7% by total weight of asphalt binder.
• Temperature reduction between 50 to 100oF.
Evotherm
44
• Another chemical that can be used to produce asphalt mixture at lower than traditional.
• Utilizes surfactants contained in it to reduce surface tension of the asphalt binder.
• This enables coating the aggregates at lower temperatures.
Rediset LQ
45
• Optimum dosage of Rediset LQ ranges between 0.25 to 0.75 percent by weight of effective asphalt binder content.
• Temperature reduction ranges between 40 to 60oF.
Rediset LQ
46
Rediset LQ Video
47
• A wax-based WMA additive that is composed of paraffinic hydrocarbons.
• Can be pre-blended with the asphalt binder at the binder terminal or directly introduced into the liquid binder stream at the suction pump while utilizing the pump to do the required mixing.
SonneWarmix
48
• Similar to Sasobit in terms of mechanism for producing WMA.
• The optimum dosage rate ranges between 0.5 to 1.5 percent by total weight of asphalt binder.
• Temperature reduction of 50oF.
SonneWarmix
49
WMA Mix Design
• The procedure for selecting the aggregate gradation and optimum binder content for WMA is similar to that of HMA.
• Performance of the two mixture might be significantly different.
• Therefore, there is a need to evaluate rutting, fatigue cracking, and moisture susceptibility of WMA mixtures.
• Refer to NCHRP Report 691 for more information.
WMA Mix Design
51
• Many state DOT’s allow the use of Chemical WMA in lieu of Liquid Anti-Strip and Lime if TSR’s requirements are met.
– Nebraska Dept of Roads, Kansas DOT, and more
– Pikes Peak Regional Transportation Authority
• CDOT has slightly different procedure for moisture susceptibility vs AASHTO T-283
WMA Mix Design
52
• Certain WMA additives may impact viscosity of the binder, gradation of the mixture (P200), or PG grade of the virgin binder
• Most designs can be built at HMA temperatures. Many suggest mixing & compaction temperatures should be ~250F.
• Chemical WMA designs have been built when volumetrics did not change when mixed & compacted from 190F to 240F to 310F.
WMA Mix Design
53
• SMA & OGFC mixtures have been designed without fibers when using low temperature WMA.
– Rutgers & Clemson research
– With lower temperatures, binder viscosity increases allowing reduced or eliminated drain-down
– Balance between coating and drain-down
WMA Mix Design
54
• Virgin PG Grade may be adjusted when using WMA – Reduced binder oxidation
– Higher recycle content may be allowed
• DOT’s are changing specifications allowing more recycle or not requiring a binder grade dump when mix is produced below 275F.
– TXDOT --- specification in place
– Iowa DOT --- draft
WMA Mix Design
55
• Revision of Section 403 – HMA – Spec does not change established CDOT bid items – Allows use of any APPROVED WMA
• WMA Approval Process in CO Process 59 – www.cdot.gov/business/apl/asphalt-warm-mix.html – Detailed Product Description – Performance History / Contractor Experience – Mix Design Considerations – Plant & Production Considerations – Contact Information – Checklist for CP-59: facilitates initial review of all
• Mix Design & Approval: – HMA Design with WMA “drop-in” if low absorption – WMA Design if high absorption
• Technologies are CDOT-approved for unlimited tonnage after field performance is documented
• Technologies with tonnage limits may become unlimited after required performance is documented
CDOT WMA Mix Design
57
• Original Project 9-43 – Binder Absorption limited to 0.5 - 1.0 %
• ETG Work Item: Expansion to Higher Absorption Mixtures ≥ 2.0% – Includes High Absorption Lab Foamed Mix
• Completed by Dr. Ray Bonaquist, AAT • Confirmed impact of WMA on mixture
volumetrics and performance during design and AASHTO R 35 WMA Appendix
Expansion of NCHRP 9-43 Mix Design Study to Higher Absorption Mixtures
58
HMA
330°F
WMA
240°F
Mix Design Considerations
59
• Binder Supplier Certification Requirements were revised requiring certified binder suppliers to have in place QC procedures, when introducing WMA additives at their load-out facilities
• CP-59 WMA Approval Procedure improved over the years to clarify the following: – Required performance documentation for unlimited
use of WMA – Process for setting AC & Voids targets when WMA is
used
CDOT WMA Mix Design
60
• WMA mix design requires the producer to select – WMA product/technology – Planned production temperature – Planned field compaction temperature
• Producer should consider – Past performance and technical support – Cost – Useful temperature range – Production rates – Plant Operation and Modifications
WMA Technology Selection
61
WMA Technologies
62
Conventional Hot Mix
250ºF
200ºF
350ºF
300ºF
Ambient
Surfactant WMA
Wax WMA
Foamed Asphalt
• 13 WMA Technologies currently approved – 10 Additives (5 having tonnage limits) – 3 Foam (2 having tonnage limits)
• 15 Contractors certified for WMA production
– 5 are foam only – All others are certified for additives
CDOT WMA Technology
63
AASHTO R35 Key Differences: Materials Selection
64
Item HMA WMA WMA Process NA Producer Selected Gradation AASHTO M323 AASHTO M323 Aggregate AASHTO M323 AASHTO M323 Binder Selection
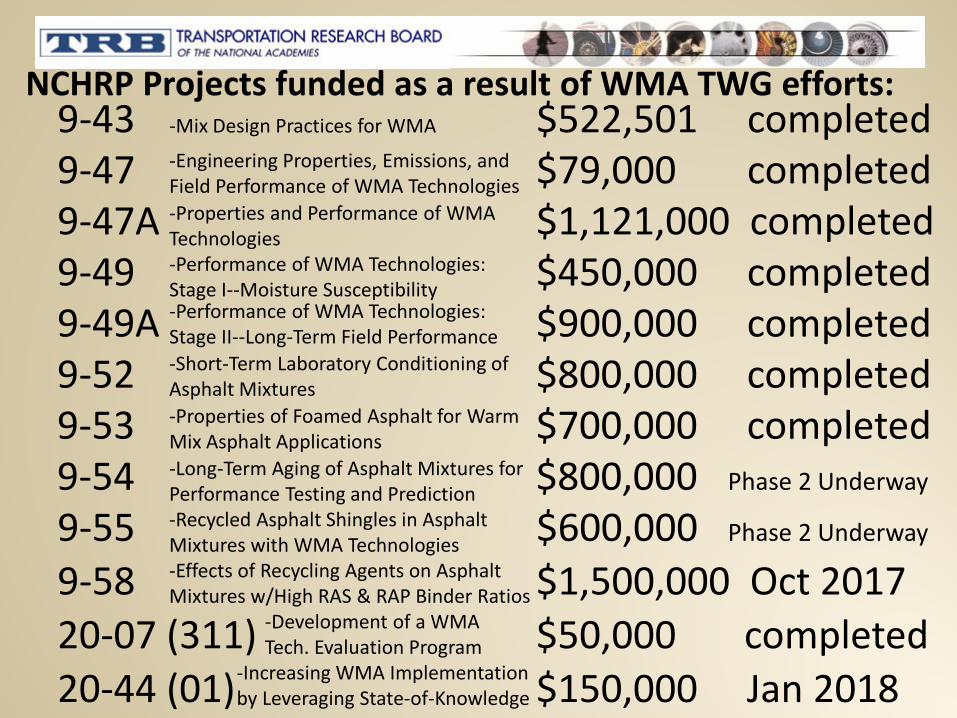
9-58 $1,500,000 Oct 2017 20-07 (311) $50,000 completed 20-44 (01) $150,000 Jan 2018
NCHRP Projects funded as a result of WMA TWG efforts: -Mix Design Practices for WMA
-Engineering Properties, Emissions, and Field Performance of WMA Technologies -Properties and Performance of WMA Technologies -Performance of WMA Technologies: Stage I--Moisture Susceptibility -Performance of WMA Technologies: Stage II--Long-Term Field Performance -Short-Term Laboratory Conditioning of Asphalt Mixtures -Properties of Foamed Asphalt for Warm Mix Asphalt Applications -Long-Term Aging of Asphalt Mixtures for Performance Testing and Prediction -Recycled Asphalt Shingles in Asphalt Mixtures with WMA Technologies -Effects of Recycling Agents on Asphalt Mixtures w/High RAS & RAP Binder Ratios -Development of a WMA Tech. Evaluation Program -Increasing WMA Implementation by Leveraging State-of-Knowledge
9-58 $1,500,000 Oct 2017 20-07 (311) $50,000 completed 20-44 (01) $150,000 Jan 2018
NCHRP Projects funded as a result of WMA TWG efforts: -Mix Design Practices for WMA
-Engineering Properties, Emissions, and Field Performance of WMA Technologies -Properties and Performance of WMA Technologies -Performance of WMA Technologies: Stage I--Moisture Susceptibility -Performance of WMA Technologies: Stage II--Long-Term Field Performance -Short-Term Laboratory Conditioning of Asphalt Mixtures -Properties of Foamed Asphalt for Warm Mix Asphalt Applications -Long-Term Aging of Asphalt Mixtures for Performance Testing and Prediction -Recycled Asphalt Shingles in Asphalt Mixtures with WMA Technologies -Effects of Recycling Agents on Asphalt Mixtures w/High RAS & RAP Binder Ratios -Development of a WMA Tech. Evaluation Program -Increasing WMA Implementation by Leveraging State-of-Knowledge
2004-05 Number of WMA Best Practices Publications?
2014-16 Number of WMA Best Practices Publications?
95
Quality Improvement Series 125
3rd Edition – Stockpile Moisture
Management – Burner Adjustments and
Efficiency – Aggregate Drying and
Baghouse Temperatures – Drum Slope and Flighting – Combustion Air – RAP usage – Placement Changes
96
The following references detail specifics related to plant modifications and operational changes in order to
maximize the benefits of WMA production: • Quality Improvement Series 125 (QIP 125),
“Warm Mix Asphalt: Best Practices”, • Quality Improvement Series 126 (QIP 126), • “Energy Conservation in Hot Mix Asphalt
Production” • Environmental Council 101 (EC-101), • “Best Management Practices to Minimize Emissions
During HMA Construction” • “The Fundamentals of the
Operation and Maintenance of the Exhaust Gas System in a Hot Mix Asphalt Facility” (IS-52)
97
Where have we been?
2004-05 Number of AASHTO Standards on WMA?
2014-16 Number of AASHTO Standards on WMA?
98
Approved by AASHTO Subcommittee on Materials and published: Standard Specifications for Transportation Materials and Methods of Sampling and Testing (32nd Edition, 2012)
Appendix to AASHTO R35 with commentary “Special Mixture Design Considerations and Methods for WMA”
99
100
Course Number: FHWA-NHI-131137
Where have we been?
2004-05 Number of WMA tons produced annually?
2015 Number of WMA tons produced annually?
101
Information Series 138
www.asphaltpavement.org/recycling
6th Annual Asphalt Pavement Industry Survey on Recycled
Materials and Warm-Mix Asphalt Usage: 2015 (release
pending)
Product of FHWA & NAPA Cooperative Agreement Contract
102
WMA Usage in HMA/WMA Percentage of Total Mix Production in USA
0%5%
10%15%20%25%30%35%
2009 2010 2011 2012 2013 2014 2015
5% 11%
30% 32% 33%
16.8 41.1
19%
68.7 86.7 2006
WMA trials begin
Total asphalt mix: (million tons)
24%
358.4 359.8 366.0 360.3 350.7
106.4 113.8 (million tons)
352.0
Total WMA Produced
119.8
364.9
103
State DOT WMA Usage in HMA/WMA Percentage of State Mix Production in USA
0%5%
10%15%20%25%30%35%40%
2009 2010 2011 2012 2013 2014 2015
5% 12%
35% 35% 37%
8.6 20.0
20%
34.6 46.4 2006
WMA trials begin
Total asphalt mix: (million tons)
26%
169.2 172.5 175.3 179.1
160.1
55.7 56.9 (million tons)
160.2
Total WMA Produced
60.9
163.6
104
Organic AdditiveAdditive Foaming
Chemical AdditivePlant Foaming
0
20
40
60
80
100
2009 2010 2011 2012 2013 2014 2015
WMA Usage by Technology Percent of market for WMA production in USA