This article was downloaded by: [Gazi University] On: 19 August 2014, At: 03:24 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK International Journal of Polymer Analysis and Characterization Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/gpac20 Wastes from Wood Extraction Used in Composite Materials: Behavior after Accelerated Weathering Raluca Nicoleta Darie a , Eduard Lack b , Franz Lang Jr. b , Martin Sova b , Alexandra Nistor a & Iuliana Spiridon a a “Petru Poni” Institute of Macromolecular Chemistry , Iasi , Romania b NATEX Prozesstechnologie GesmbH, Werkstrasse , Ternitz , Austria Accepted author version posted online: 13 May 2014.Published online: 16 Jul 2014. To cite this article: Raluca Nicoleta Darie , Eduard Lack , Franz Lang Jr. , Martin Sova , Alexandra Nistor & Iuliana Spiridon (2014) Wastes from Wood Extraction Used in Composite Materials: Behavior after Accelerated Weathering, International Journal of Polymer Analysis and Characterization, 19:5, 453-467, DOI: 10.1080/1023666X.2014.920134 To link to this article: http://dx.doi.org/10.1080/1023666X.2014.920134 PLEASE SCROLL DOWN FOR ARTICLE Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content. This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &
Transcript
This article was downloaded by: [Gazi University]On: 19 August 2014, At: 03:24Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
International Journal of Polymer Analysisand CharacterizationPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/gpac20
Wastes from Wood Extraction Used inComposite Materials: Behavior afterAccelerated WeatheringRaluca Nicoleta Darie a , Eduard Lack b , Franz Lang Jr. b , MartinSova b , Alexandra Nistor a & Iuliana Spiridon aa “Petru Poni” Institute of Macromolecular Chemistry , Iasi ,Romaniab NATEX Prozesstechnologie GesmbH, Werkstrasse , Ternitz , AustriaAccepted author version posted online: 13 May 2014.Publishedonline: 16 Jul 2014.
To cite this article: Raluca Nicoleta Darie , Eduard Lack , Franz Lang Jr. , Martin Sova , AlexandraNistor & Iuliana Spiridon (2014) Wastes from Wood Extraction Used in Composite Materials: Behaviorafter Accelerated Weathering, International Journal of Polymer Analysis and Characterization, 19:5,453-467, DOI: 10.1080/1023666X.2014.920134
To link to this article: http://dx.doi.org/10.1080/1023666X.2014.920134
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &
Lignocellulosic fibers are well known for their potential to replace traditional reinforcement
materials in composites or other building materials.[1] These fibers have some specific proper-
ties, such as stiffness, flexibility, and impact resistance, that make them a valuable and attractive
alternative to traditional materials. The main advantages are their availability, renewability, and
biodegradability, as well as low cost. On the other hand, their hydrophilicity limits their use in
different applications due to high moisture absorption and weak adhesion to hydrophobic plastic
matrices. Therefore, many efforts are directed at improving the compatibility between natural
fibers and polymeric matrices.[2–6] The use of lignocellulosic fibers can be accomplished by
implementing the ‘‘biorefinery’’ concept: they can be processed to obtain different, separate
structural components or their derivatives for use in specific applications.[7]
The manufacturing of high-performance engineering materials comprising lignocellulosic
fibers and a thermoplastic matrix is attractive for several engineering applications. Wood=polypropylene (PP) composites are increasingly requested due to their applications in many fields,
but especially in residential constructions, such as wood-filled window profiles, deck boards, or rail-
ings.[8] It must be mentioned that the weathering process of some composite materials hinders their
outdoor applicability. Thus, evaluation of their long-term behavior is very important.
Submitted 10 March 2014; accepted 23 April 2014.
Correspondence: Raluca Nicoleta Darie, ‘‘Petru Poni’’ Institute of Macromolecular Chemistry, 41A Gr. Ghica Voda
Color versions of one or more of the figures in the article can be found online at www.tandfonline.com/gpac.
International Journal of Polymer Anal. Charact., 19: 453–467, 2014
Copyright # Taylor & Francis Group, LLC
ISSN: 1023-666X print/1563-5341 online
DOI: 10.1080/1023666X.2014.920134
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
The aim of our research was to valorize a high amount of wood wastes resulting after extrac-
tion by using it to replace 60% of the PP in order to develop new composite materials. Thus,
formulations comprising PP and a high content of wood wastes resulting after extraction with
supercritical carbon dioxide, water, and ethanol at different pressures and temperatures were
obtained by melt blending. The extraction method of wood fibers highly influenced the com-
posite properties. The behavior of composite materials to accelerated weathering was also
assessed. The results presented in this article are the first part of a complex evaluation of the
produced composites, and other tests are in progress.
EXPERIMENTAL PROCEDURE
Materials
The polypropylene (PP), Malen-P F 401 (Basell Orlen, Poland), with density of 0.95 g=cm3 and
melt flow index of 0.9 g=10min at 190�C was used to obtain composite materials with 60%extracted wood fibers. Maleic anhydride grafted polypropylene (MAPP), Licomont AR 504
(Clariant GmbH, Germany), was used as a coupling agent. The pine wood fibers (cellulose con-
tent 43.1%, lignin 29.01%) were processed using two procedures: supercritical fluid extraction at
elevated temperatures using carbon dioxide and ethanol as cosolvent and the so-called carbocell
process: cooking of wood chips with ethanol=water mixtures under high pressure-high tempera-
ture CO2 atmosphere. A 5L supercritical CO2 extraction pilot plant was used for the experi-
ments. The wood chips were air dried prior to processing by two different methods. In the
first method pine chips were extracted with supercritical carbon dioxide and cosolvent (water
and ethanol, 1:1) at 300 bar and 65�C for 120min. The extracted fibers (cellulose content
40.8%, lignin content 27.9%) were used to obtain composite A. In the second method, pine chips
were treated with a mixture of ethanol:water (1:1 ratio) and supercritical carbon dioxide at
150 bar and 200�C for 60min. The extracted fibers (cellulose content 41.5%, lignin content
23.7%) were added in composite B. Un-extracted and extracted pine fibers were ground in a
Retsch PM 200 planetary ball mill. Wood particle widths of �0.4mm were obtained through
grinding and sieving.
Processing of Composites
Prior to the compounding step, MAPP, PP pellets, and fibers were dried in a vacuum oven for
12 h at 80�C. Melt processing of the composites was performed at 175�C for 10min, at a rotor
speed of 60 rpm, using a laboratory Brabender station with counter-rotating rotors. Specimens
for mechanical characterization were prepared by compression molding using a Carver press
(at 175�C with a pre-pressing step of 3min at 50 atm and a pressing step of 2min at
150 atm). The compositions of the samples were: reference (REF), 60% pine wood fibers, 2%MAPP and PP; A, 60% fibers extracted with supercritical carbon dioxide and cosolvent (water
and ethanol) at 300 bar and 65�C for 120min, 2%MAPP and PP; B, 60% fibers extracted treated
with a mixture of ethanol, water, and supercritical carbon dioxide at 150 bar and 200�C for
60min, 2% MAPP and PP.
454 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
Accelerated Weathering
All composite samples were placed in a laboratory chamber (Angellantoni Ind., Italy) to accel-
erate their weathering. The samples were exposed to artificial light from a mercury lamp
(200< k< 700 nm, incident light intensity 39mWcm�2) at a temperature of 35�C and 65%humidity, while exposure time was up to 600 h. Non-irradiated samples were used as reference.
Composite Characterization
ATR-FT-IR
Attenuated total reflectance-Fourier transform-infrared (ATR-FT-IR) spectra of composite mate-
rials were recorded using a Bruker Vertex 70 FT-IR spectrometer equipped with an ATR device
(ZnSe crystal) with a 45� angle of incidence. A total of 64 scans were acquired with a spectral
resolution of 2 cm�1. Some indexes for composite samples were calculated as follows: carbonyl
index¼ (I1716=I2916)� 100; vinyl index¼ (I908=I2916)� 100, where I denotes the peak intensity.
The peak intensity was normalized to the peak at 2916 cm�1, which corresponds to alkane C–H
stretching vibrations of methylene (–CH2–) groups. This peak was chosen as a reference because
it changed the least during weathering. Another parameter, wood index, was determined to char-
acterize loss in wood from the surface of composite materials. It was calculated according to the
equation[9] wood index¼ (I1023=I2916)� 100.
Mechanical Testing
All mechanical tests took place at 50% relative humidity (RH) and 23�C. The specimens were
conditioned under the same circumstances (50� 5% RH) for 24 h before testing. The tensile
strength at break, elongation at break, and the Young’s modulus were determined according
to the SR EN ISO 527:1996 standard. An Instron 5 kN test machine (USA) operated at a cross-
head speed of 10mm=min was used for testing the specimens.
The Charpy impact strength of the composites was tested according to the SR EN ISO
179:2001 standard. A CEAST testing machine (Italy) with a pendulum of 50 J was used to mea-
sure the un-notched specimens. Ten specimens were used for each material for both tensile and
impact testing, and the average value was calculated.
Hardness Test
Vickers hardness tests were performed with a Shimadzu microhardness tester (Japan). A con-
stant load of 4.903N was applied for 12 s for all composites. Ten tests were carried out for each
sample, and the average values are given.
Scanning Electron Microscopy (SEM)
Morphological study of the un-weathered and weathered surfaces was carried out on the
surfaces of tensile test specimens using an SEM (FEI Quanta 200ESEM) device. Air-dried
WOOD WASTES USED IN COMPOSITE MATERIALS 455
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
samples were fixed onto aluminum stubs through carbon adhesive disks and their surface was
observed with a low-vacuum secondary electron detector using the accelerating voltage
of 25.0 kV. The samples were analyzed at room temperature and at an internal pressure
of 0.50 torr.
Dynamic Vapor Sorption (DVS)
DVS capacity of the samples was measured in the dynamic regime by an IGAsorp
apparatus (Hiden Analytical, Warrington, UK). This apparatus has a sensitive
microbalance (resolution 1 mg and capacity 200 mg), which continuously registers the
weight of the sample together with the temperature and relative humidity around the
sample. Isothermal studies were performed as a function of humidity (0–95%) in the
temperature range 5� to 85�C, with an accuracy of �1% for 0–90% RH and �2%for 90–95% RH.
Contact Angle Measurements
The samples were kept 48 h at 50% RH before testing in static conditions on an AdveX
Instrument. A 2.5 mL droplet of solvent was applied on the film surface. The evolution of the
droplet shape was recorded after 30 s by a video camera, and image analysis software was used
to determine the contact angle values. Water, formamide, and diiodomethane were employed as
liquids with different polarity. The contact angle value reported is the average of 10 measure-
ments. Surface free energy values were also determined. All liquids were at least 99% grade
from Sigma-Aldrich Chemie GmbH. Contact angle measurements were used to further calculate
surface free energy (SFE) using two models: the Lifshitz-van der Waals acid-base approach
using to the van Oss-Chaudhury-Good model (OCG)[10,11] and the polar-dispersive approach
using the Owens-Wendt model (OW).[12]
Dynamic Scanning Calorimetry (DSC) Analysis
Thermal characterization of the composites was performed with a TA Instruments Q20
Dynamic Scanning Calorimeter. All the samples were heated from 25� up to 200�C at
10�C=min, kept for 2 min and then cooled down to 25�C with a cooling rate of 5�C=min.
=min. All measurements were performed under N2 atmosphere. The degree of crystal-
linity of the PP samples was obtained by dividing the melting enthalpy of the sample
by 209 J=g, which is the estimated melting enthalpy of a pure PP.[13] The crystallinity
of the composite materials was estimated as function of PP fraction in the composite
and the melting enthalpy.
Dynamic Rheological Measurements
Oscillatory melt rheology tests have been realized on an Anton Paar rheometer (Austria)
equipped with CTD450, in plate-plate geometry, testing temperature being set at 175�C, inthe linear domain of viscoelasticity.
456 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
RESULTS AND DISCUSSION
FT-IR Spectra Evaluation
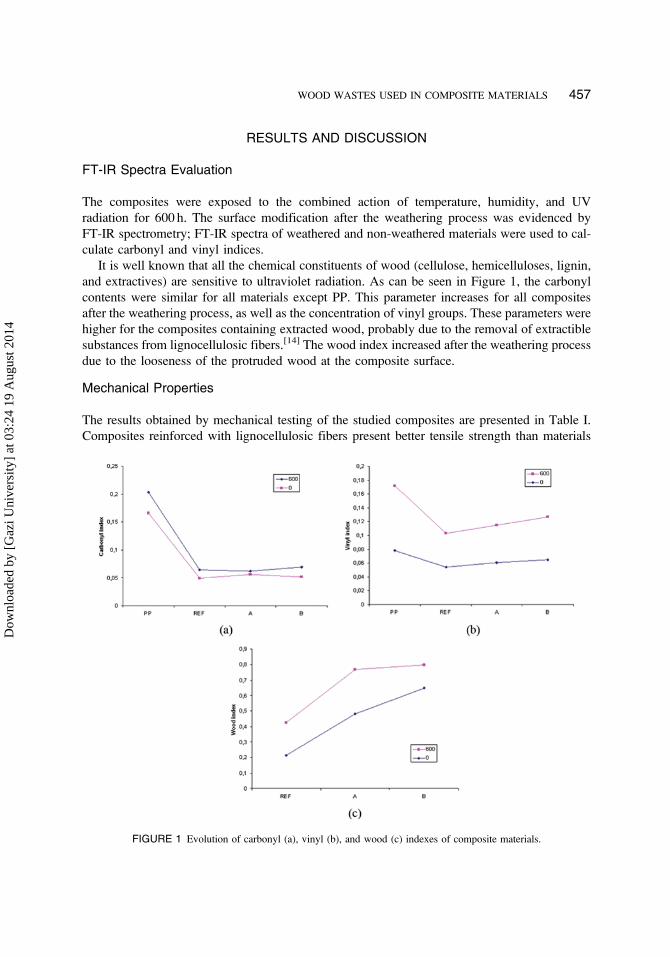
The composites were exposed to the combined action of temperature, humidity, and UV
radiation for 600 h. The surface modification after the weathering process was evidenced by
FT-IR spectrometry; FT-IR spectra of weathered and non-weathered materials were used to cal-
culate carbonyl and vinyl indices.
It is well known that all the chemical constituents of wood (cellulose, hemicelluloses, lignin,
and extractives) are sensitive to ultraviolet radiation. As can be seen in Figure 1, the carbonyl
contents were similar for all materials except PP. This parameter increases for all composites
after the weathering process, as well as the concentration of vinyl groups. These parameters were
higher for the composites containing extracted wood, probably due to the removal of extractible
substances from lignocellulosic fibers.[14] The wood index increased after the weathering process
due to the looseness of the protruded wood at the composite surface.
Mechanical Properties
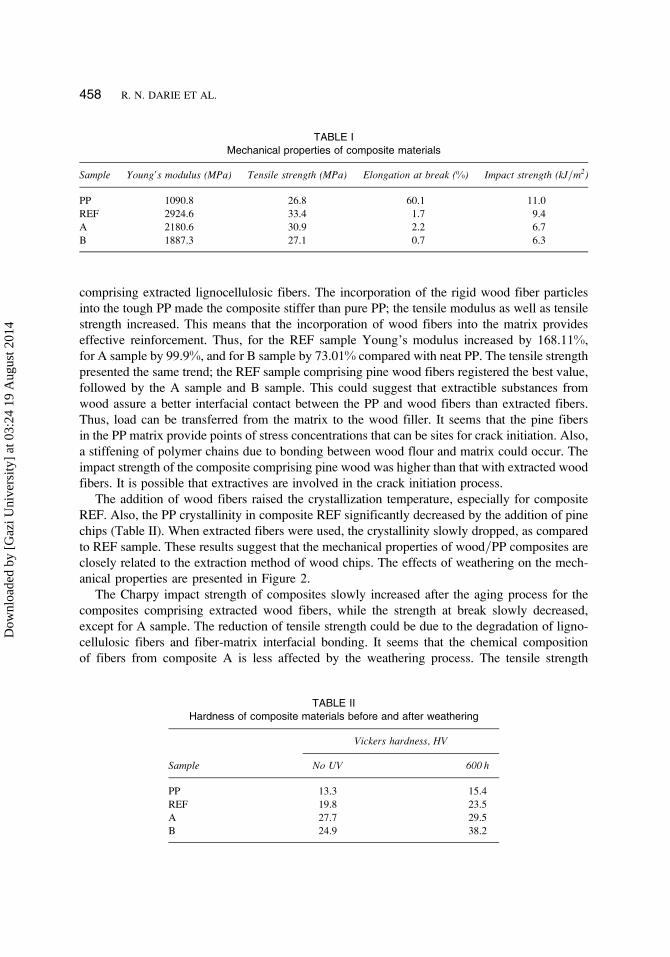
The results obtained by mechanical testing of the studied composites are presented in Table I.
Composites reinforced with lignocellulosic fibers present better tensile strength than materials
FIGURE 1 Evolution of carbonyl (a), vinyl (b), and wood (c) indexes of composite materials.
WOOD WASTES USED IN COMPOSITE MATERIALS 457
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
comprising extracted lignocellulosic fibers. The incorporation of the rigid wood fiber particles
into the tough PP made the composite stiffer than pure PP; the tensile modulus as well as tensile
strength increased. This means that the incorporation of wood fibers into the matrix provides
effective reinforcement. Thus, for the REF sample Young’s modulus increased by 168.11%,
for A sample by 99.9%, and for B sample by 73.01% compared with neat PP. The tensile strength
presented the same trend; the REF sample comprising pine wood fibers registered the best value,
followed by the A sample and B sample. This could suggest that extractible substances from
wood assure a better interfacial contact between the PP and wood fibers than extracted fibers.
Thus, load can be transferred from the matrix to the wood filler. It seems that the pine fibers
in the PP matrix provide points of stress concentrations that can be sites for crack initiation. Also,
a stiffening of polymer chains due to bonding between wood flour and matrix could occur. The
impact strength of the composite comprising pine wood was higher than that with extracted wood
fibers. It is possible that extractives are involved in the crack initiation process.
The addition of wood fibers raised the crystallization temperature, especially for composite
REF. Also, the PP crystallinity in composite REF significantly decreased by the addition of pine
chips (Table II). When extracted fibers were used, the crystallinity slowly dropped, as compared
to REF sample. These results suggest that the mechanical properties of wood=PP composites are
closely related to the extraction method of wood chips. The effects of weathering on the mech-
anical properties are presented in Figure 2.
The Charpy impact strength of composites slowly increased after the aging process for the
composites comprising extracted wood fibers, while the strength at break slowly decreased,
except for A sample. The reduction of tensile strength could be due to the degradation of ligno-
cellulosic fibers and fiber-matrix interfacial bonding. It seems that the chemical composition
of fibers from composite A is less affected by the weathering process. The tensile strength
Hardness of composite materials before and after weathering
Sample
Vickers hardness, HV
No UV 600 h
PP 13.3 15.4
REF 19.8 23.5
A 27.7 29.5
B 24.9 38.2
458 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
evolution could be related to the crystallinity of PP in composite materials, as well as to their
thermal characteristics.
Vickers Hardness
The addition of pine wood to PP matrix increased the hardness. As the PP:wood fiber ratio
in composite materials was kept constant, the different hardness values could be the result of
various morphologies that occur as a function of wood structure and chemical composition.
It is possible that compatibility between fibers and PP is better in composite A than in composite
B or REF composites. Effective compatibility between components can enhance the hardness.
Probably the extraction process of wood fibers presented in composite A results in fibers con-
taining more lignin, which improves compatibility between thermoplastic matrix and fibers.[15]
The Vickers hardness results of the composite specimens are summarized in Table II.
All materials exhibited higher values of Vickers hardness after 600 h of exposure to combined
action of temperature, humidity, and UV radiation. The most important increase was seen for
composite B (53.4%) as compared to REF composite (18.6%), PP (15.7%), and composite A
(6.49%).
SEM Morphology
The morphology of the surface of the composite was investigated using SEM; the recorded
images are presented in Figure 3. From the microscopic study it is evident that wood fibers
FIGURE 2 Influence of weathering on mechanical properties.
WOOD WASTES USED IN COMPOSITE MATERIALS 459
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
are well dispersed into the PP matrix in non-weathered samples, since it is rather difficult
to differentiate wood particles from the PP matrix.
After exposure to UV light, temperature, and humidity for 600 h, it is observed in Figure 3
that the surface of the sample is obviously degraded and characterized by the appearance of
many cavities of different sizes and shapes as well as the formation of cracks in different
directions, except for PP. The effects are much more pronounced for composite B, which
is characterized by a higher degradation rate.
FIGURE 3 SEM images of the surface composites before and after exposure to aging treatment.
460 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
Water Sorption Capacity
It is well known that lignocellulosic fibers are sensitive to water absorption, resulting in dimen-
sional instability of the final products and poor performance of the composite.[16,17] Thus, their
long-term performance is affected, moisture decreasing the mechanical properties. As plotted in
Figure 4, the water sorption capacity of non-weathered samples increased as follows: PP, A,
REF, B. At 80% relative humidity the water adsorption capacity is 0.44% for neat PP, 0.52%for composite A, 0.56% for REF, and 0.57% for composite B.
The highest water sorption capacity after accelerated weathering was recorded for REF com-
posite; the values for water adsorption capacity were 1.13% for REF, 1.04% for composite B,
FIGURE 4 Water uptake of composite materials before (a) and after (b) weathering.
WOOD WASTES USED IN COMPOSITE MATERIALS 461
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
0.46% for composite A, and 0.47% for PP. The increased wettability of the composite surfaces,
which resulted in the development of microcracks on the composite surface, probably allowed
for increased moisture penetration, affecting the mechanical properties due to the swelling of
fibers, which developed stress at the interface, causing microcracks, which facilitated water
absorption and its attack on the interface. Wood fibers, as well as the interfacial bonding
between wood fibers and matrix, are responsible for water absorption in the composite materials.
Wood is hydrophilic and the enhancement of adhesion between wood and PP by using MAPP
reduces the gaps in interfacial region and blocks hydrophilic groups.
Contact Angle Results
Wood fibers are hydrophilic and contain functional groups such as hydroxyls that readily inter-
act with water molecules by hydrogen bonding, whereas PP is hydrophobic and nonreactive.
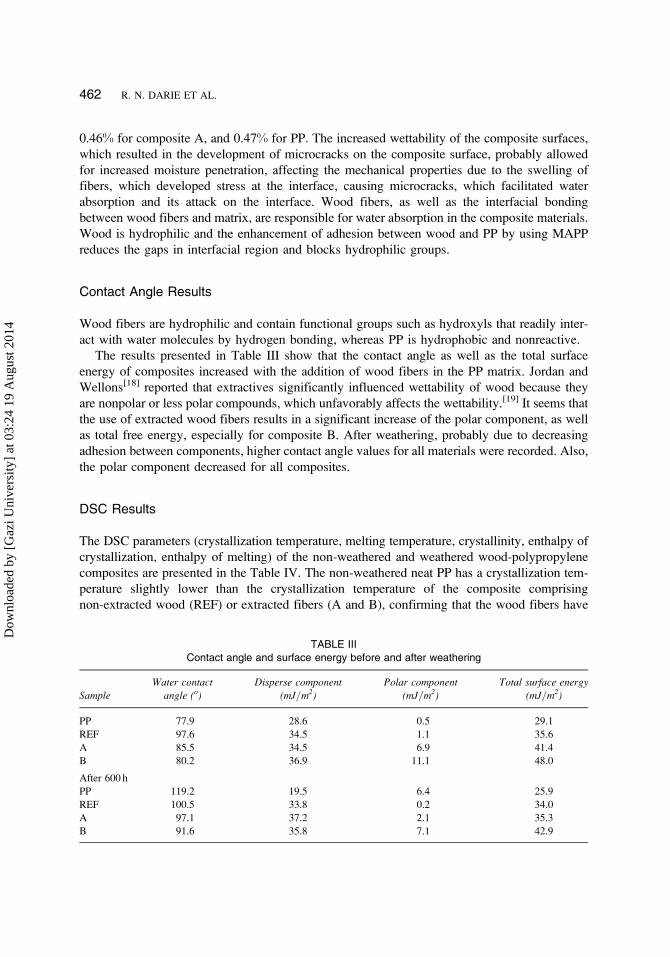
The results presented in Table III show that the contact angle as well as the total surface
energy of composites increased with the addition of wood fibers in the PP matrix. Jordan and
Wellons[18] reported that extractives significantly influenced wettability of wood because they
are nonpolar or less polar compounds, which unfavorably affects the wettability.[19] It seems that
the use of extracted wood fibers results in a significant increase of the polar component, as well
as total free energy, especially for composite B. After weathering, probably due to decreasing
adhesion between components, higher contact angle values for all materials were recorded. Also,
the polar component decreased for all composites.
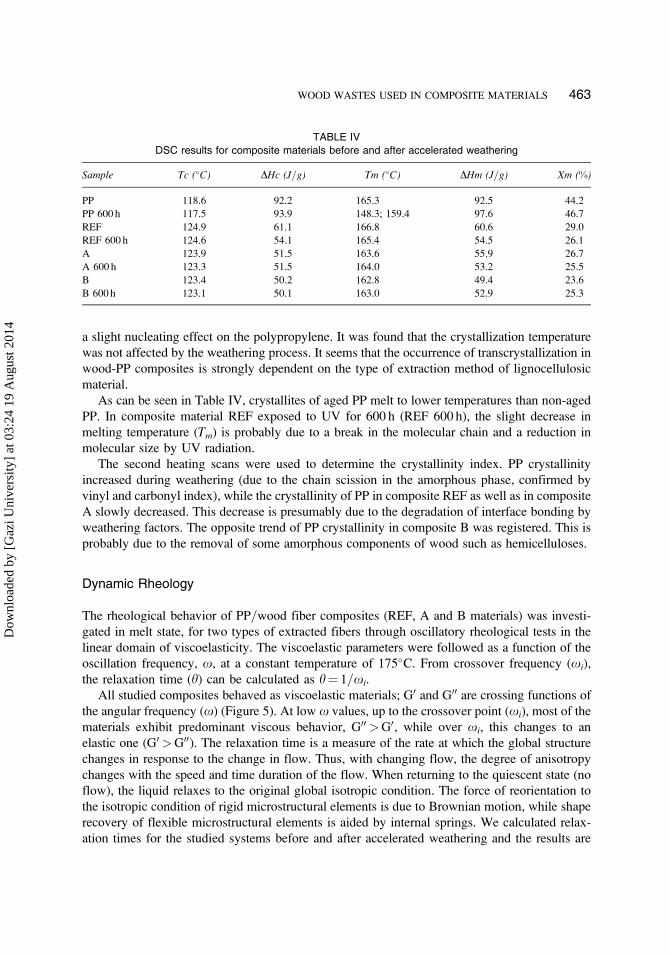
DSC Results
The DSC parameters (crystallization temperature, melting temperature, crystallinity, enthalpy of
crystallization, enthalpy of melting) of the non-weathered and weathered wood-polypropylene
composites are presented in the Table IV. The non-weathered neat PP has a crystallization tem-
perature slightly lower than the crystallization temperature of the composite comprising
non-extracted wood (REF) or extracted fibers (A and B), confirming that the wood fibers have
TABLE III
Contact angle and surface energy before and after weathering
Sample
Water contact
angle (o)
Disperse component
(mJ=m2)
Polar component
(mJ=m2)
Total surface energy
(mJ=m2)
PP 77.9 28.6 0.5 29.1
REF 97.6 34.5 1.1 35.6
A 85.5 34.5 6.9 41.4
B 80.2 36.9 11.1 48.0
After 600 h
PP 119.2 19.5 6.4 25.9
REF 100.5 33.8 0.2 34.0
A 97.1 37.2 2.1 35.3
B 91.6 35.8 7.1 42.9
462 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
a slight nucleating effect on the polypropylene. It was found that the crystallization temperature
was not affected by the weathering process. It seems that the occurrence of transcrystallization in
wood-PP composites is strongly dependent on the type of extraction method of lignocellulosic
material.
As can be seen in Table IV, crystallites of aged PP melt to lower temperatures than non-aged
PP. In composite material REF exposed to UV for 600 h (REF 600 h), the slight decrease in
melting temperature (Tm) is probably due to a break in the molecular chain and a reduction in
molecular size by UV radiation.
The second heating scans were used to determine the crystallinity index. PP crystallinity
increased during weathering (due to the chain scission in the amorphous phase, confirmed by
vinyl and carbonyl index), while the crystallinity of PP in composite REF as well as in composite
A slowly decreased. This decrease is presumably due to the degradation of interface bonding by
weathering factors. The opposite trend of PP crystallinity in composite B was registered. This is
probably due to the removal of some amorphous components of wood such as hemicelluloses.
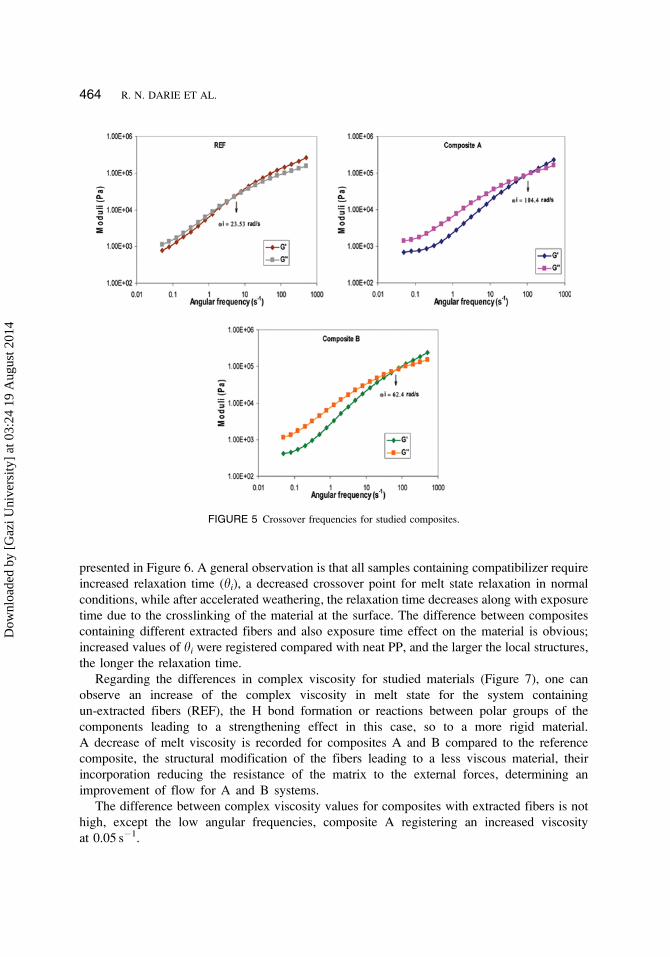
Dynamic Rheology
The rheological behavior of PP=wood fiber composites (REF, A and B materials) was investi-
gated in melt state, for two types of extracted fibers through oscillatory rheological tests in the
linear domain of viscoelasticity. The viscoelastic parameters were followed as a function of the
oscillation frequency, x, at a constant temperature of 175�C. From crossover frequency (xi),
the relaxation time (h) can be calculated as h¼ 1=xi.
All studied composites behaved as viscoelastic materials; G0 and G00 are crossing functions of
the angular frequency (x) (Figure 5). At low x values, up to the crossover point (xi), most of the
materials exhibit predominant viscous behavior, G00 >G0, while over xi, this changes to an
elastic one (G0 >G00). The relaxation time is a measure of the rate at which the global structure
changes in response to the change in flow. Thus, with changing flow, the degree of anisotropy
changes with the speed and time duration of the flow. When returning to the quiescent state (no
flow), the liquid relaxes to the original global isotropic condition. The force of reorientation to
the isotropic condition of rigid microstructural elements is due to Brownian motion, while shape
recovery of flexible microstructural elements is aided by internal springs. We calculated relax-
ation times for the studied systems before and after accelerated weathering and the results are
TABLE IV
DSC results for composite materials before and after accelerated weathering
Sample Tc (�C) DHc (J=g) Tm (�C) DHm (J=g) Xm (%)
PP 118.6 92.2 165.3 92.5 44.2
PP 600 h 117.5 93.9 148.3; 159.4 97.6 46.7
REF 124.9 61.1 166.8 60.6 29.0
REF 600 h 124.6 54.1 165.4 54.5 26.1
A 123.9 51.5 163.6 55.9 26.7
A 600 h 123.3 51.5 164.0 53.2 25.5
B 123.4 50.2 162.8 49.4 23.6
B 600 h 123.1 50.1 163.0 52.9 25.3
WOOD WASTES USED IN COMPOSITE MATERIALS 463
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
presented in Figure 6. A general observation is that all samples containing compatibilizer require
increased relaxation time (hi), a decreased crossover point for melt state relaxation in normal
conditions, while after accelerated weathering, the relaxation time decreases along with exposure
time due to the crosslinking of the material at the surface. The difference between composites
containing different extracted fibers and also exposure time effect on the material is obvious;
increased values of hi were registered compared with neat PP, and the larger the local structures,
the longer the relaxation time.
Regarding the differences in complex viscosity for studied materials (Figure 7), one can
observe an increase of the complex viscosity in melt state for the system containing
un-extracted fibers (REF), the H bond formation or reactions between polar groups of the
components leading to a strengthening effect in this case, so to a more rigid material.
A decrease of melt viscosity is recorded for composites A and B compared to the reference
composite, the structural modification of the fibers leading to a less viscous material, their
incorporation reducing the resistance of the matrix to the external forces, determining an
improvement of flow for A and B systems.
The difference between complex viscosity values for composites with extracted fibers is not
high, except the low angular frequencies, composite A registering an increased viscosity
at 0.05 s�1.
FIGURE 5 Crossover frequencies for studied composites.
464 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
CONCLUSIONS
New materials were obtained by valorization of wood wastes resulting after extraction with
supercritical carbon dioxide, water, and ethanol at different pressures and temperatures. The
composites comprising PP and 60% wood wastes were designed, and their behavior after accel-
erated weathering was assessed.
The tensile mechanical properties (Young’s modulus and tensile strength) as well as Vickers
hardness values are improved for the composites containing extracted wood fibers related to neat
PP, although 60% of the nonrenewable petroleum-based matrix was replaced.
FIGURE 7 Variations of complex viscosity function of angular frequency for neat PP and studied composites.
FIGURE 6 Relaxation time for studied materials.
WOOD WASTES USED IN COMPOSITE MATERIALS 465
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
The accelerated weathering influenced moisture uptake, thermal, mechanical, and surface
properties of materials, and function of the used fibers.
The obtained data showed that composite A, comprising fibers extracted with supercritical
carbon dioxide and cosolvent (water and ethanol) at 300 bar and 65�C for 120min, was less
affected by the accelerated weathering process, both mechanical and surface properties being
maintained. Our results lead to the conclusion that extracted fibers could be a choice for applica-
tions such as wood-filled window profiles in construction, roof siding, and outdoor decking.
FUNDING
The research leading to these results has received funding from the European Community’s
Seventh Framework Programme FP7=2007-2013 under grant agreement no CP-IP 228589-2
AFORE.
REFERENCES
1. Aigbomian, E. P., and M. Fan. 2013. Development of wood-crete building materials from sawdust and waste paper.
Constr. Build. Mater. 40: 361–366.
2. Petchwattana, N., S. Covavisaruch, and S. Chanakul. 2012. Mechanical properties, thermal degradation and natural
weathering of high density polyethylene=rice hull composites compatibilized with maleic anhydride grafted
polyethylene. J. Polym. Res. 19: 9921–9926.
3. Darie, R. N., R. Bodirl�aau, C. A. Teac�aa, J. Macyszyn, M. Kozlowski, and I. Spiridon. 2013. Influence of accelerated
weathering on the properties of polypropylene=polylactic acid=eucalyptus wood composites. Int. J. Polym. Anal.Charact. 18: 315–327.
4. Bodirl�aau, R., C. A. Teac�aa, and I. Spiridon. 2008. Chemical modification of beech wood: Effect on thermal stability.
BioResources 3(3): 789–800.
5. Spiridon, I., R. N. Darie, R. Bodirl�aau, C. A. Teac�aa, and F. Doroftei. 2013. Polypropylene based composites
reinforced by toluene diisocyanate modified wood. J. Compos. Mater. 47(27): 3451–3464.
6. Jawaid, M., O. Y. Alothman, M. T. Paridah, and H. P. S. Abdul Khalil. 2014. Effect of oil palm and jute fiber
treatment on mechanical performance of epoxy hybrid composites. Int. J. Polym. Anal. Charact. 19(1): 62–69.
7. Menon, V., and M. Rao. 2012. Trends in bioconversion of lignocellulose: Biofuels, platform chemicals and
biorefinery concept. Prog. Energy Combust. Sci. 38: 522–550.
8. Singh, B., M. Gupta, H. Tarannum, and A. Randhawa. 2011. Natural fiber-based composite building materials.
In Cellulose Fibers: Bio- and Nano-Polymer Composites, ed. S. Kalia, B. S. Kaith, and I. Kaur, 701–720. Berlin:
Springer-Verlag.
9. Stark, N. M., L. M. Matuana, and C. M. Clemons. 2004. Effect of processing method on surface and weathering
characteristics of wood-flour=HDPE composites. J. Appl. Polym. Sci. 93(3): 1021–1030.
10. van Oss, C. J., M. K. Chaudhury, and R. J. Good. 1988. Interfacial Lifshitz-van der Waals and polar interactions
in macroscopic systems. Chem. Rev. 88: 927–941.
11. Good, R. J., and A. K. Hawa. 1997. Acid=base components in molecular theory of adhesion. J. Adhes. 63: 5–13.
12. _ZZenkiewicz, M. 2001. Wettability and surface free energy of corona-treated biaxially oriented polypropylene films.
J. Adhes. Sci. Technol. 15(14): 1769–1785.13. Rao, K. S., K. Patnaik, K. Sirisha Devi, and V. Kiran Kumar. 2010. Non-isothermal crystallization kinetics of
polypropylene (PP) and polypropylene (PP)=talc nanocomposite. Int. J. Chem. Eng. Appl. 1(4): 346–353.
14. Nzokou, P., and D. P. Kamdem. 2004. The influence of wood extractives on moisture sorption and wettability of red
oak (Quercus rubra), black cherry (Prunus serotina) and red pine (Prunus resinosa). Wood Fiber Sci. 36: 483–492.15. Graupner, N. 2008. Application of lignin as natural adhesion promoter in cotton fiber-reinforced poly(lactic acid)
(PLA) composites. J. Mater. Sci. 43: 5222–5229.
466 R. N. DARIE ET AL.
Dow
nloa
ded
by [
Gaz
i Uni
vers
ity]
at 0
3:24
19
Aug
ust 2
014
16. Espert, A., F. Vilaplana, and S. Karlsson. 2004. Comparison of water absorption in natural cellulosic fibers from
wood and one-year crops in polypropylene composites and its influence on their mechanical properties. Composites
Part A 35: 1267–1276.
17. Stark, N. 2001. Influence of moisture absorption on mechanical properties of wood flour–polypropylene composites.
J. Thermoplast. Compos. Mater. 14: 421–432.18. Jordan, D. L., and J. D. Wellons. 1977. Wettability of dipterocarp veneers. Wood Sci. 10(1): 22–27.
19. Lu, J. Z., and Q. Wu. 2005. Surface and interfacial characterization of wood-PVC composite: Imaging morphology
and wetting behaviour. Wood Fiber Sci. 37(1): 95–111.