41
SMAW Welding in 6G Position
| Date post: | 17-Jul-2015 |
| Category: |
Engineering |
| Upload: | lawrence-lerias |
| View: | 459 times |
| Download: | 38 times |

SMAW Welding
in 6G Position
Specification:
Welding process: SMAW
Welding position: Pipe in 6G
Weld Progression: Down – Up
Weld Polarity: DCEP
Root Opening: 3/32” to 1/8”
Groove Angle: 60 degrees
Materials: 6” diameter/Schedule 40 pipe
Electrodes: E6010/E7018
Safety First: You are being
observed by the TESDA Assessor
Personal Protective Equipment (PPE):
Welding Helmet
Welding Gloves
Welding Jacket (overall)
Safety Shoes
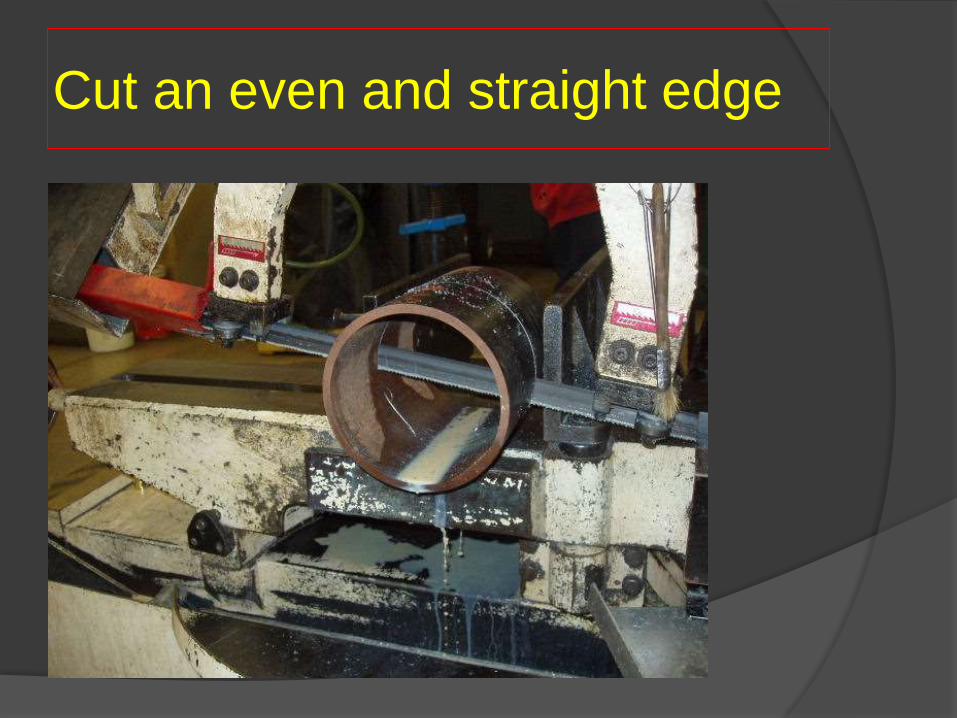
Cut an even and straight edge

Bevel the edges evenly

Use angle grinder to trim the edges
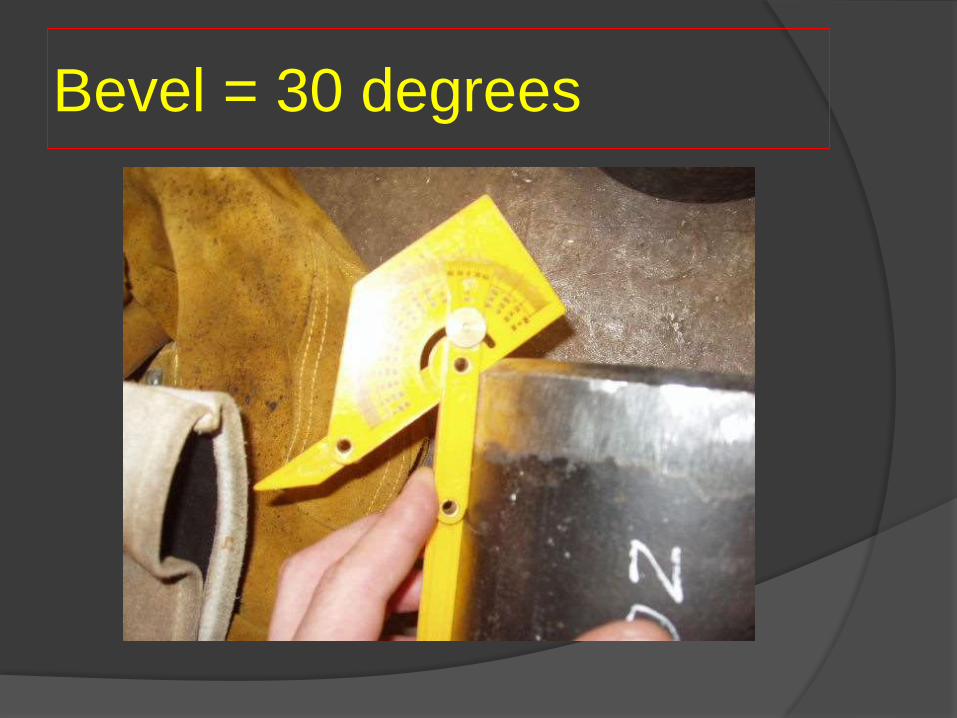
Bevel = 30 degrees

Root face = 3/32” or 1/8”
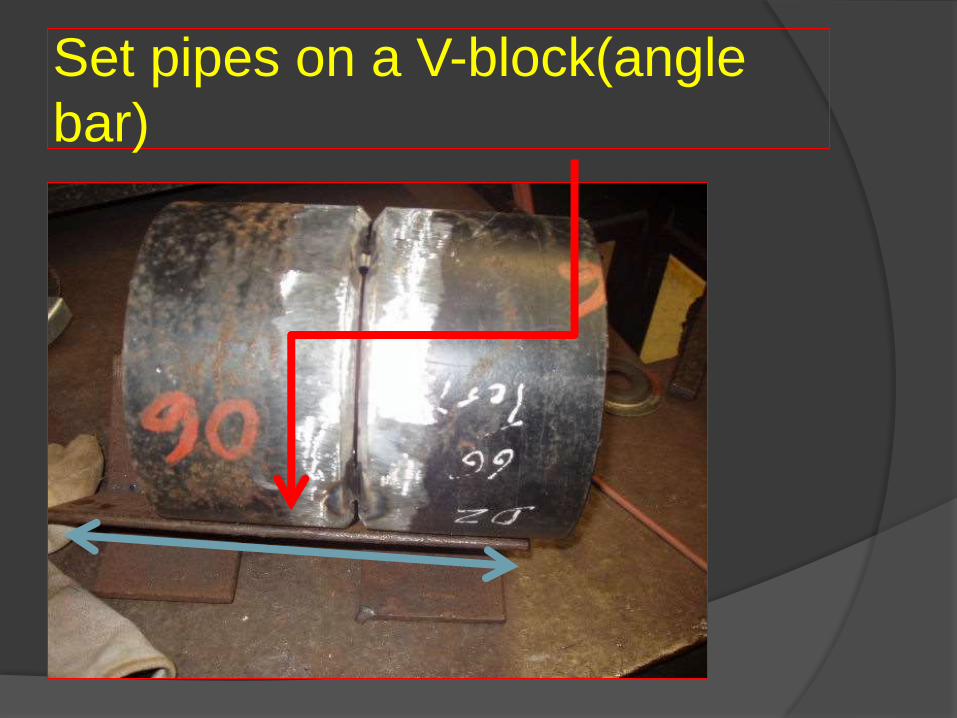
Set pipes on a V-block(angle
bar)
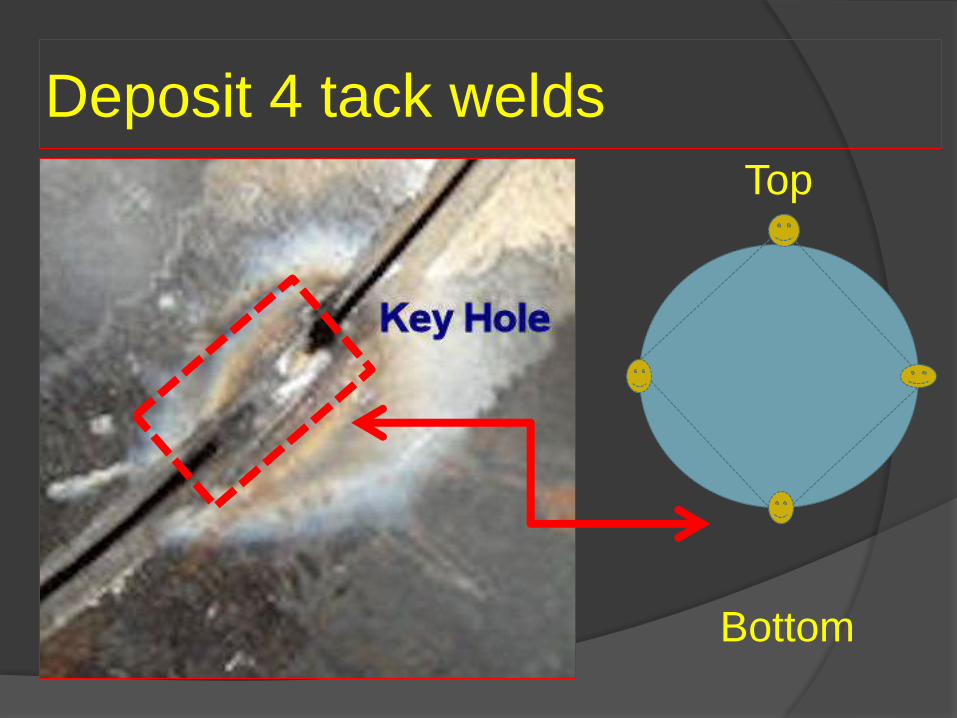
Deposit 4 tack welds
Top
Bottom

Tack weld
Use E6010 DCEP
Set current to 90 amperes
Insert spacer 3/32” or 1/8”
Deposit 4 tack welds
Weld opposite each tack to prevent misalignment
Deposit ¾” long tack weld at the bottom of your pipe
Grind the tack weld flush to the groove face using an angle grinder
Use cutting disc when you need to correct the root gap/opening

Position your pipe on the welding
jig

Welding Hand Tools
Chipping Hammer
Tong
Steel Brush
Angle Grinder
Steel file
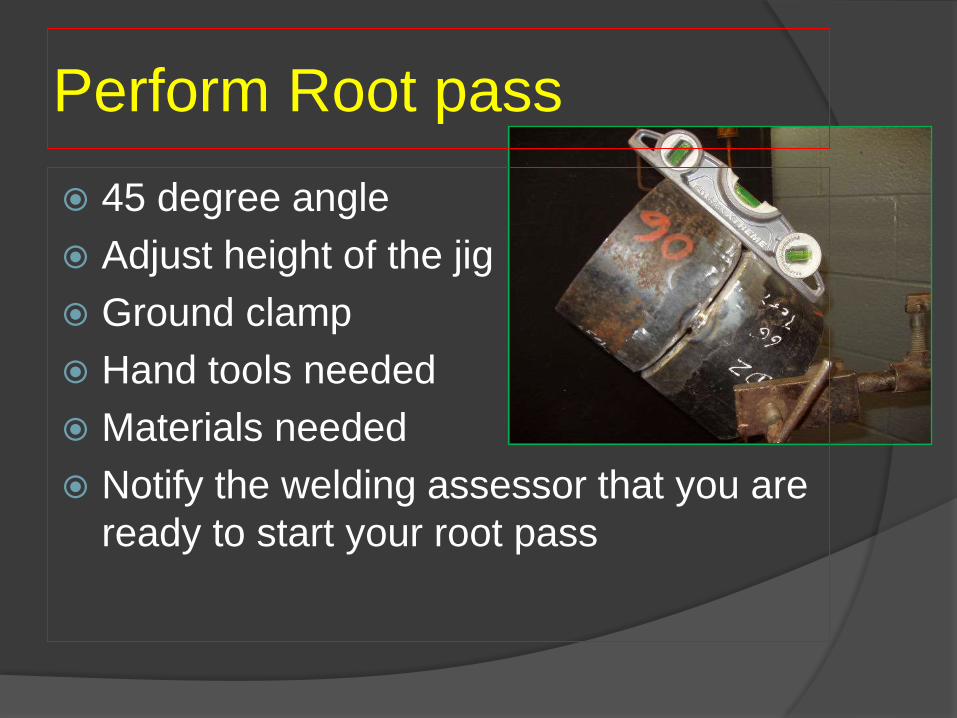
Perform Root pass
45 degree angle
Adjust height of the jig
Ground clamp
Hand tools needed
Materials needed
Notify the welding assessor that you are
ready to start your root pass
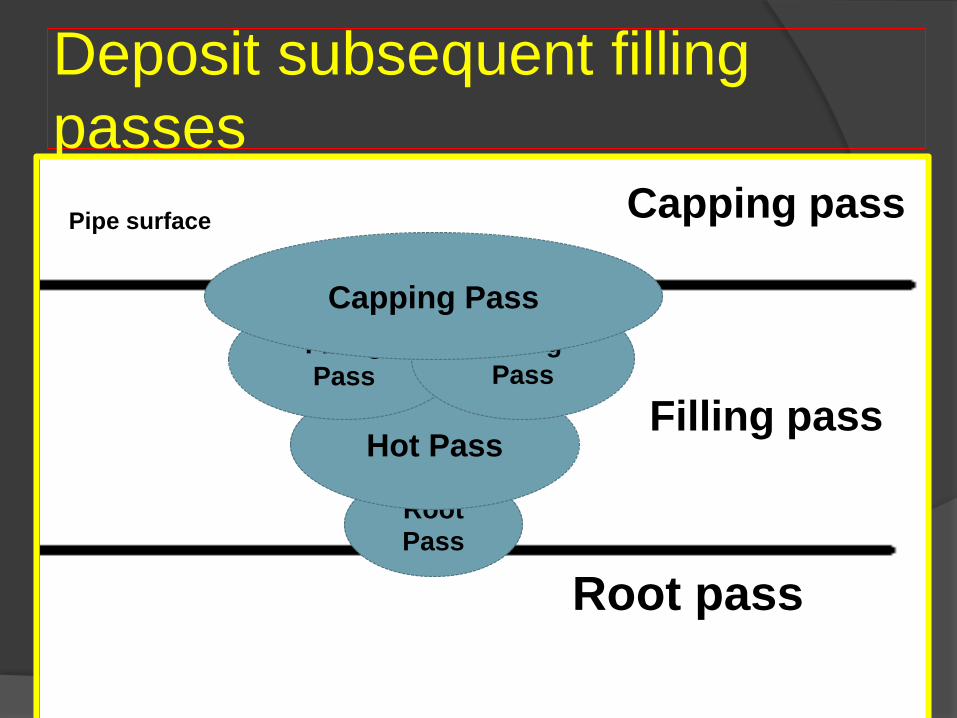
Deposit subsequent filling
passes
Root
Pass
Hot Pass
Filling
Pass
Filling
Pass
Capping Pass
Root pass
Filling pass
Capping passPipe surface
Tips: in performing root
pass Use E6010 1/8”
DCEP polarity set up
Set current at minimum( 1/8” = 90 amperes) – test arc
Adjust accordingly depending on your preference
Begin at the bottom welding up
Make sure your stance is comfortable so you can support yourself while welding
Tips: in performing root
pass Make sure you can see the weld puddle
Maintain a short arc and concentrate on
the root gap
Ensure root pass penetration
Point your rod to the center of the pipe
to melt both edges
Push the rod inside the pipe so the arc
is in the inside when welding
Tips: in performing root
pass The sound of the electrode burning should
be coming from the inside of the pipe
If burn hole occurs, stop weld to prevent it
from getting bigger.
Skip the burn hole, continue weld pass
Return to the burn hole after cleaning the
slag
Clean the root pass and repair burn holes if
there are any.
Tips: in performing root
pass Slow down your speed of travel for the
root pass, if the keyhole is large your
amperage is too high.
Adjust amperage accordingly.

Tips: in performing root
pass
Should arc be broken, grind and clean the slag
before you continue your weldment

Tips: in performing root
pass
Do not exceed root pass the groove face
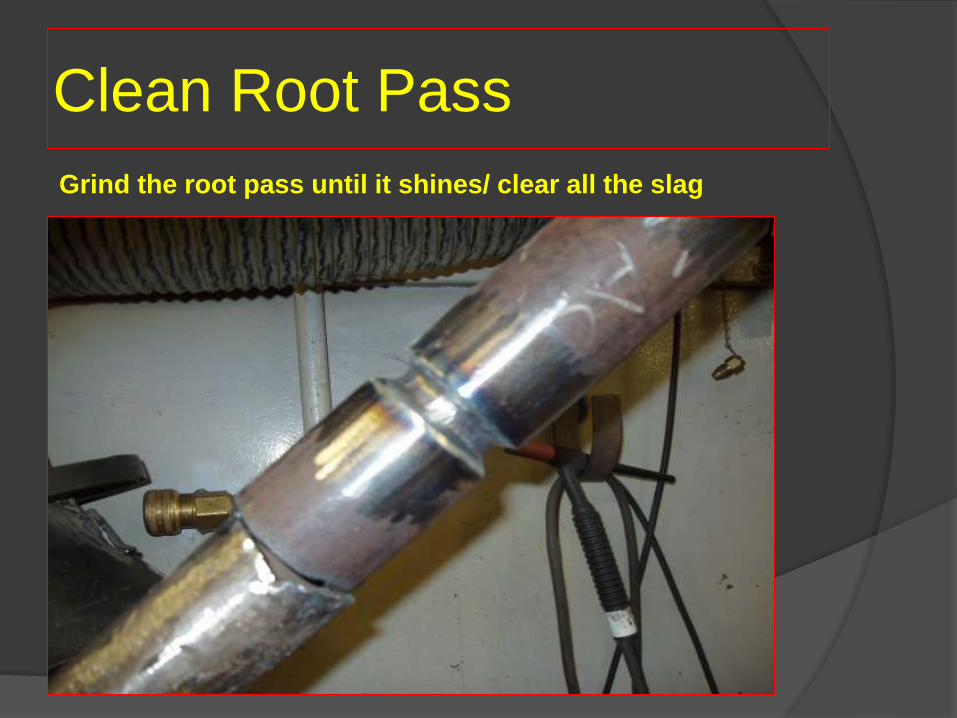
Clean Root Pass
Grind the root pass until it shines/ clear all the slag
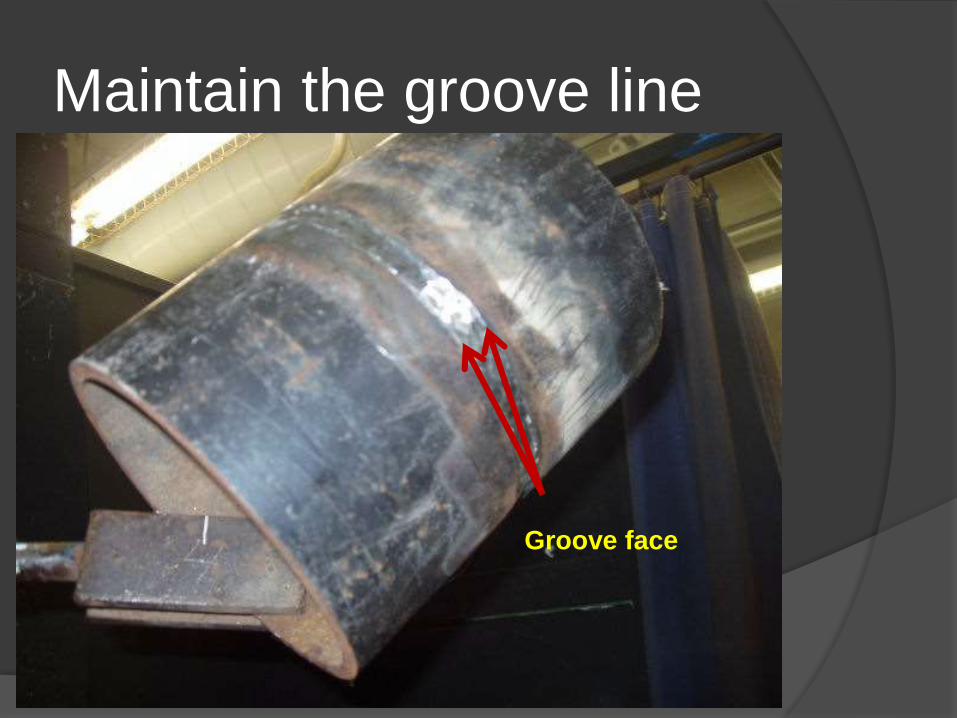
Maintain the groove line
Groove face
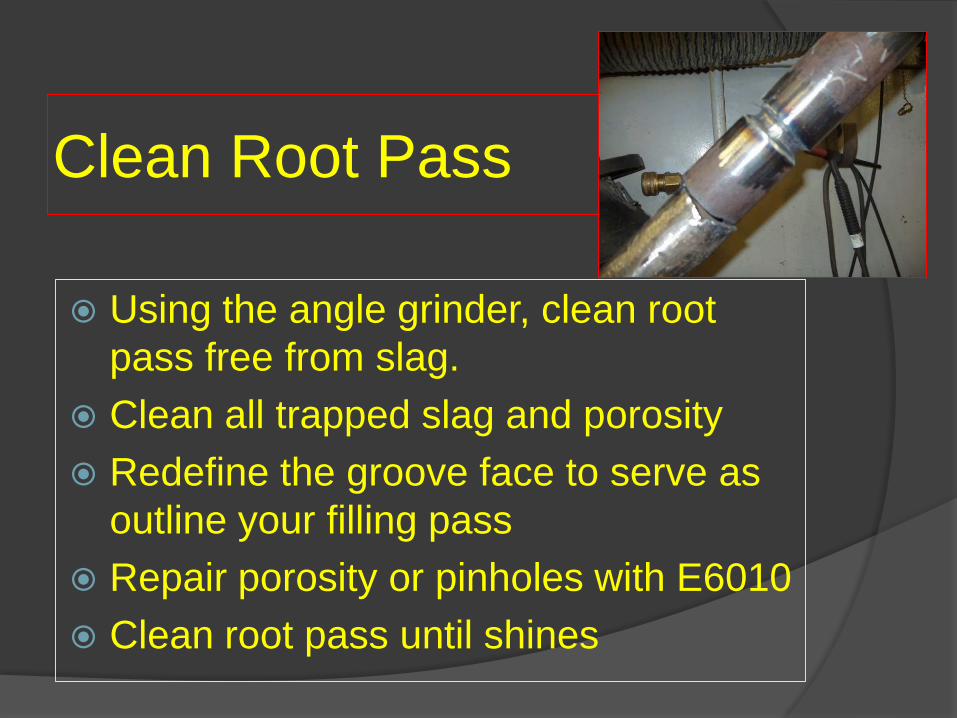
Clean Root Pass
Using the angle grinder, clean root
pass free from slag.
Clean all trapped slag and porosity
Redefine the groove face to serve as
outline your filling pass
Repair porosity or pinholes with E6010
Clean root pass until shines
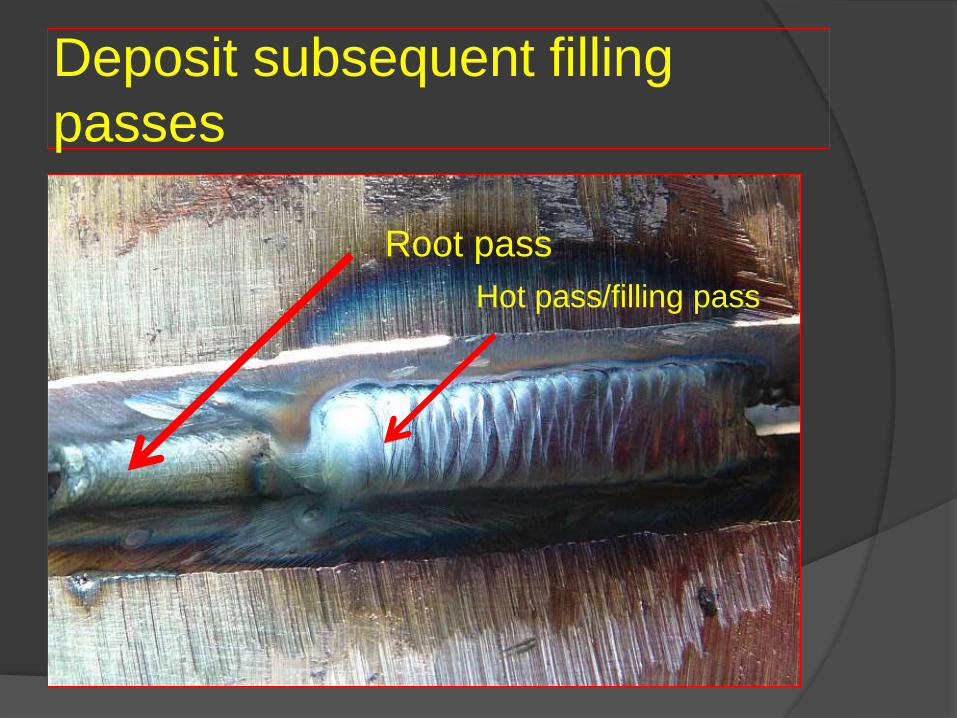
Deposit subsequent filling
passes
Root pass
Hot pass/filling pass

Deposit subsequent filling
passes
• Use E7018 1/8”
• Set current setting to 90 amperes
• Test weld to preheat the electrode
(When not preheated on an
electrode oven)
• Adjust amperage setting
accordingly to your preference
• Adjust to Clean the filling pass from
slag with an angle grinder before
continuing with your next filling
pass

Clean the filling pass
Define the welding groove
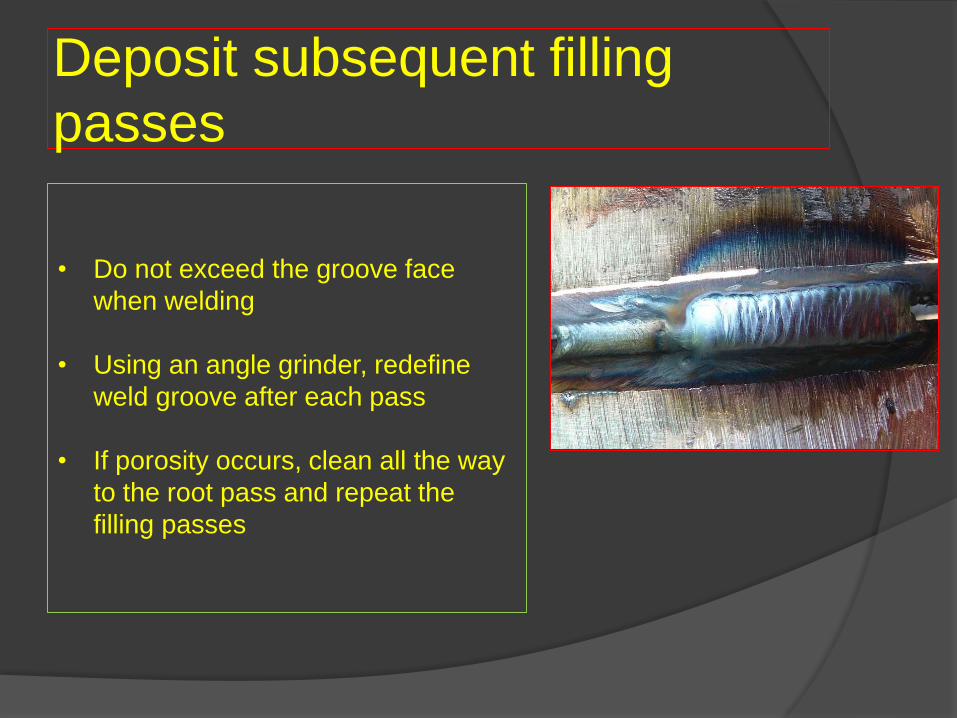
Deposit subsequent filling
passes
• Do not exceed the groove face
when welding
• Using an angle grinder, redefine
weld groove after each pass
• If porosity occurs, clean all the way
to the root pass and repeat the
filling passes
Perform Capping Pass
Use 1/8” E7018 DCEP
Set current setting to 90 amperes
Weld from 6 to 3 to 12
Weld from 6 to 9 to 12
Feather weld ends when restarting weld
beads
Manipulate electrode from side to side to
create a welder bead.
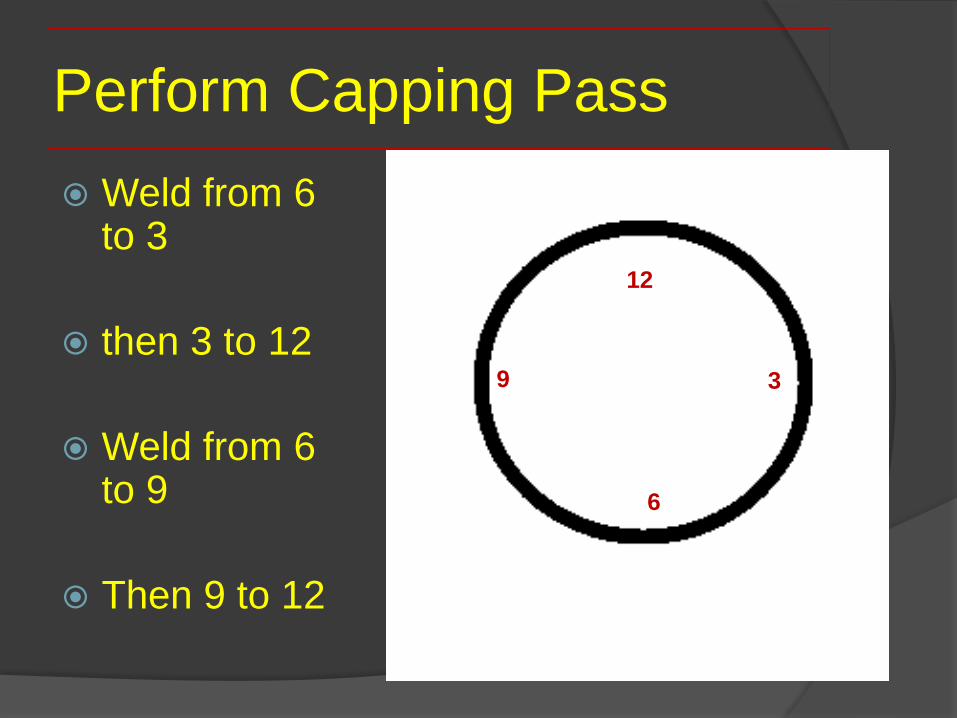
Perform Capping Pass
Weld from 6 to 3
then 3 to 12
Weld from 6 to 9
Then 9 to 12
12
6
9 3

Angle of Electrode

Angle of Electrode
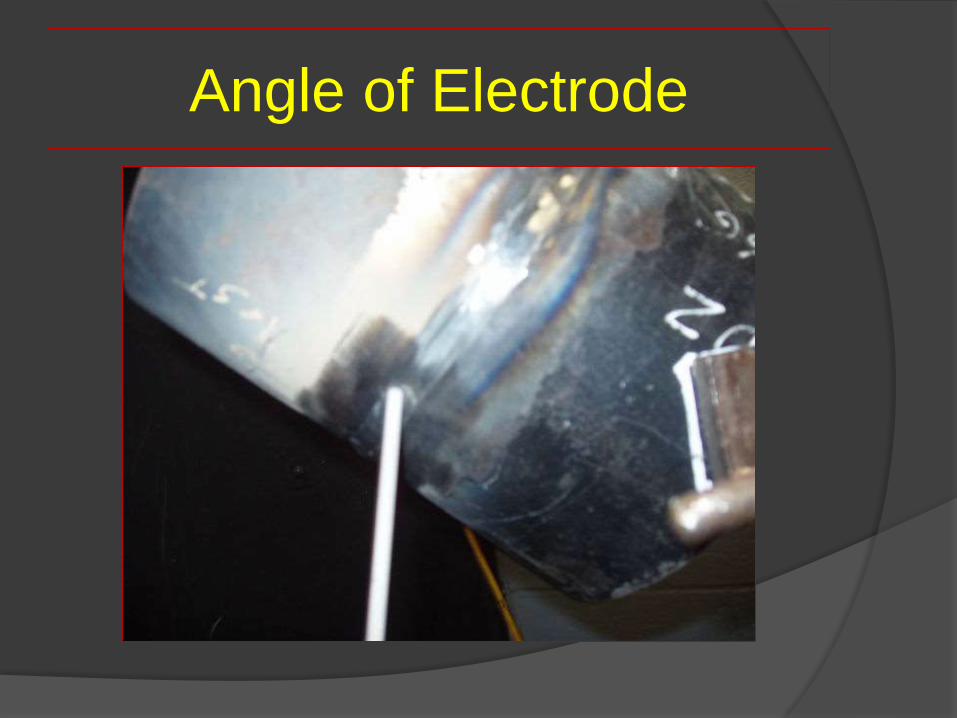
Angle of Electrode

Angle of Electrode
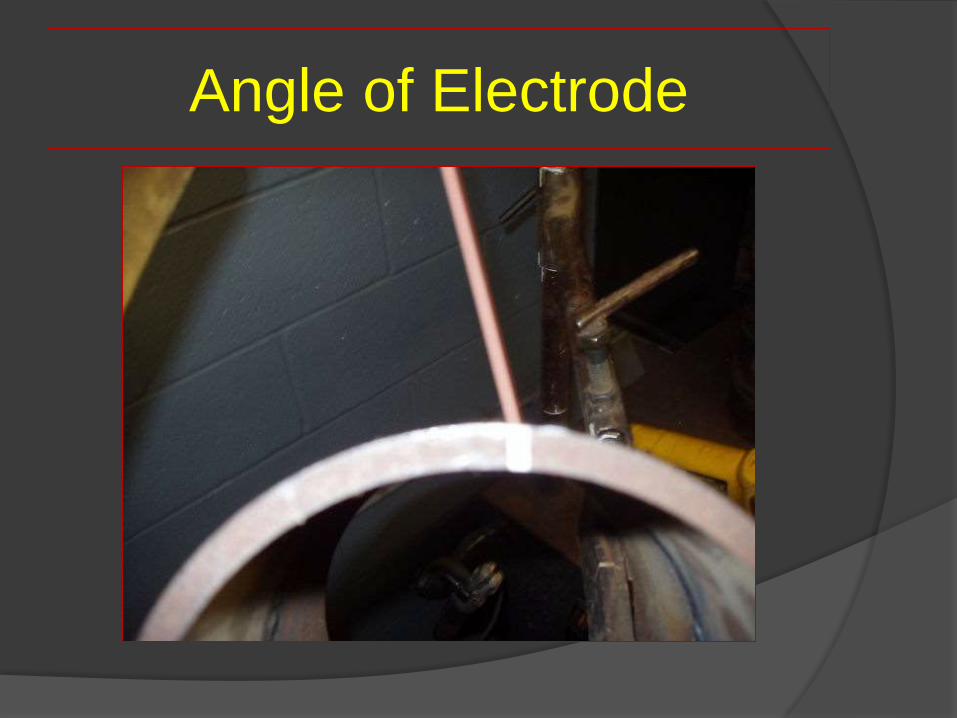
Angle of Electrode

Before

After
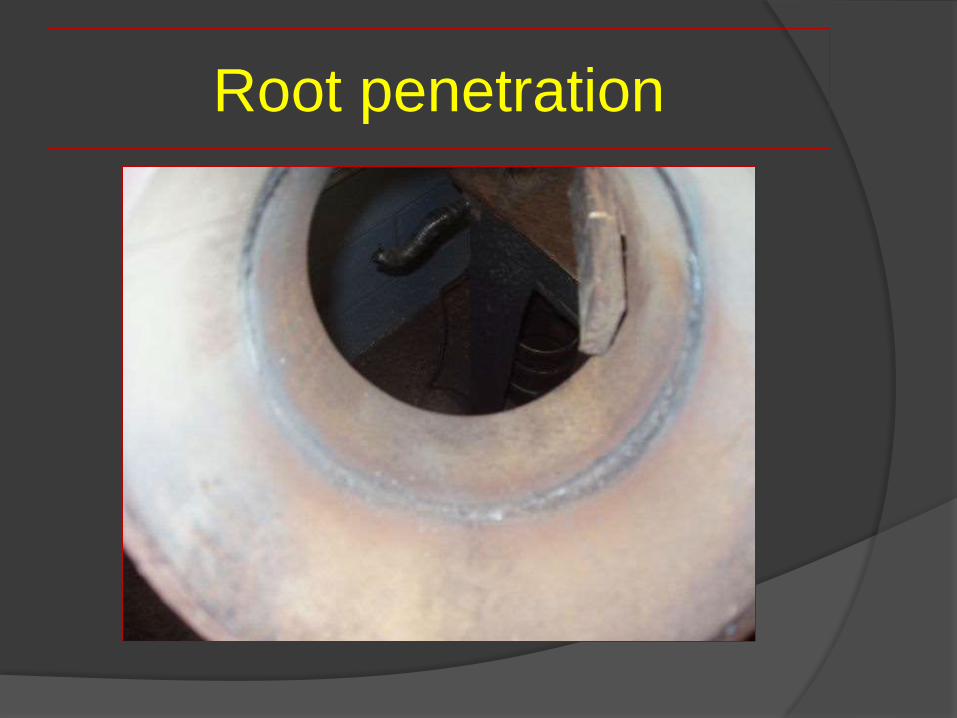
Root penetration

AWS B2.1 6G open root pipe
welding certification testing
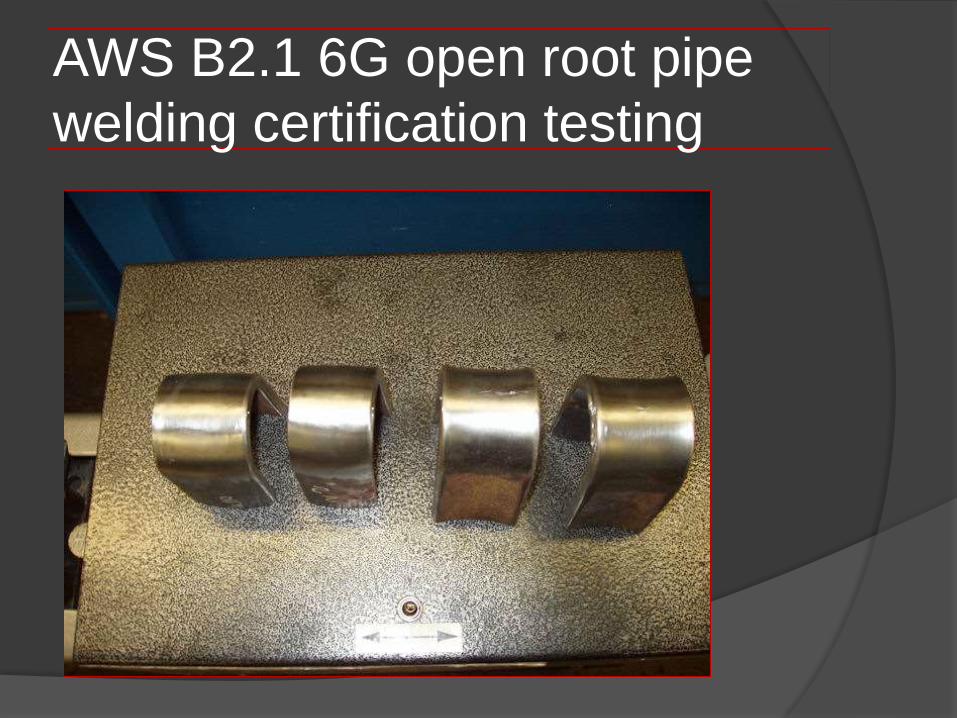
AWS B2.1 6G open root pipe
welding certification testing
End of lecture
Prepared by Lawrence Lerias
Pictures courtesy of: www.GoWelding.Org
Thank you

















