26
Welder Qualification For the benefit of business and people Shanghai
| Date post: | 21-Dec-2015 |
| Category: |
Documents |
| Upload: | robyn-page |
| View: | 231 times |
| Download: | 2 times |
Welder Qualification
For the benefit of business and people
Shanghai

2
1 General
2 Welder Employed for Steel Hull
3 Welding of Approval Testing Pieces
4 Certification
SUMMARY

3
> General
1
4FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 1
General:
• This document gives approval testing conditions, acceptance requirements and range of approval of welders employed for fusion welding when specified by Bureau Veritas Rules for the Classification of Steel Ships.
• Approval testing of welder is required for fusion welding processes designated as manual or semi-automatic welding processes where the quality of the welded joint depends mainly on the manual skill of the welder. Operators using fully mechanized and fully automatic welding processes are to be suitably trained and experienced.
• After satisfactory completion of approval tests under the supervision of a Society surveyor, the Society will issue an approval certificate on appropriate form
• Alternative standards or procedures for approval testing considered as equivalent to the provisions set in this document may be used upon special consideration of the Society.

5
> Welder Employed for Steel Hull
2
6FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 2
Variables for approval testing :
• Welding processes; Change of welding process shall require new approval testing. Manual or semi-automatic welding processes commonly used are listed as follows :
» Metal arc welding with covered electrodes (SMAW, ISO 4063 ref. number 111)
» Metal arc inert gas welding (MIG, ISO 4063 ref. number 131)
» Flux cored wire metal arc welding with active gas shield or without gas shield (FCAW, ISO 4063 respective ref. number 136 and 114)
• Welding consumables;
» In general approval tests are carried out using filler metal of grade matching the base material strength.
• Type of weld joint ;
» A change of type of weld joint to type for which the welder is not approved shall require new approval testing.
• Type and dimensions of base products ;
» Welding of base products with dimensions out of the approved range shall require new approval testing.
• Welding Position;
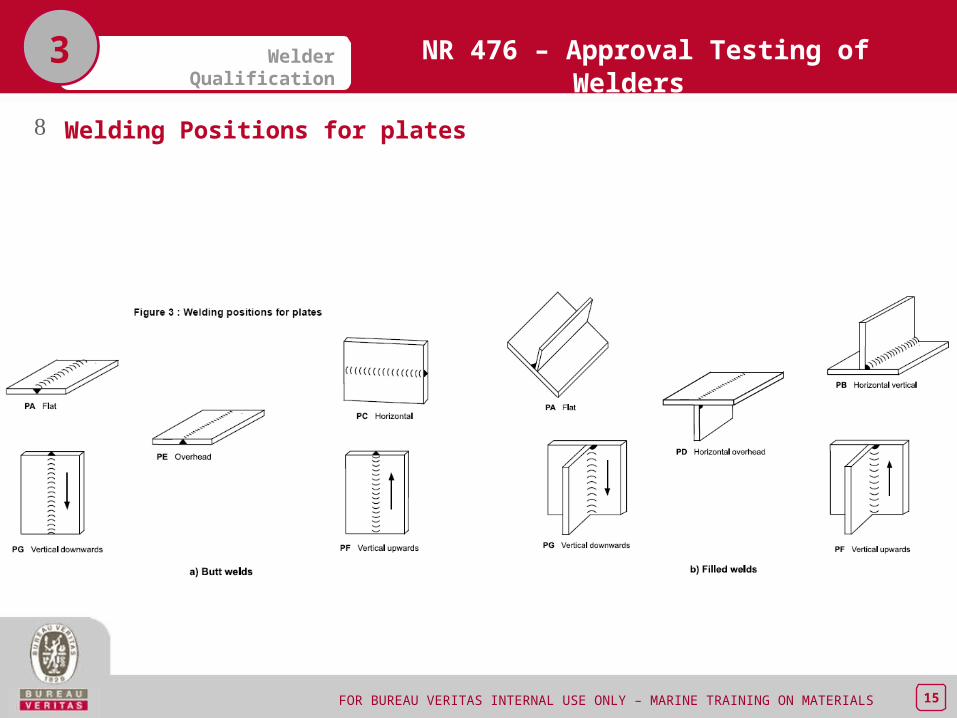
» A changing of position in welding to one for which the welder is not approved shall require new approval testing. The welding positions for plates are identified in Fig 3.
7FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 2
Range of approval :
• Welding processes;
» Approval test are to be performed for each process.
• Welding consumables;
» Approval is extended to the use of any consumables similar to the type used for the approval test and suitable for the materials to the welded and processes used.
» A change in the type of covered electrode may required a change in the Welder’s technique.
• Range of thickness ;
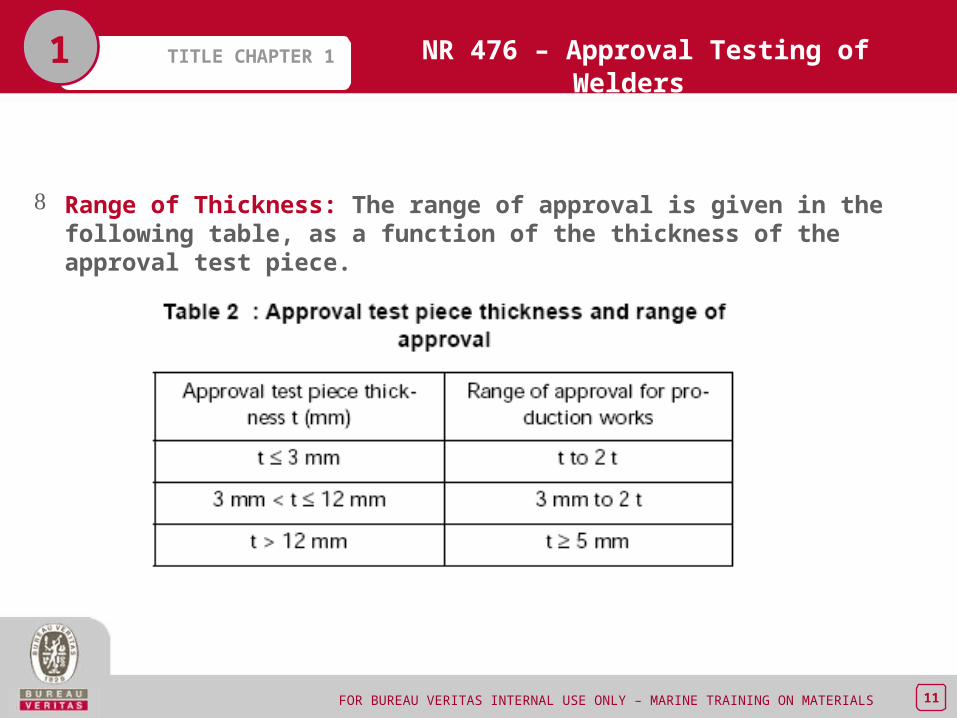
» According to the thickness of approval test pieces, the range of approval for plate thickness is given in table 2. The limits are not to be understood as strict conditions
• Welding positions and type of weld joint and products ;
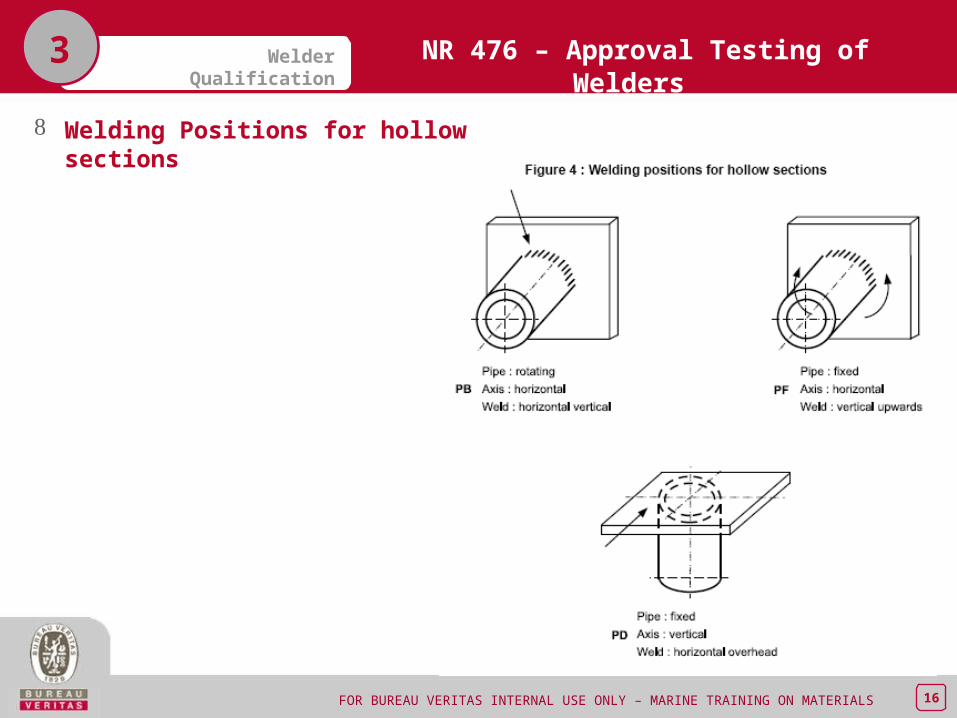
» Approval tests performed on butt welds in horizontal (PC), vertical upwards (PF), overhead (PE) positions and on fillet welds in horizontal overhead (PD), vertical upwards (PF) positions extend approval to butt and fillet production welding in all positions except vertical downwards. This set of tests also extends approval to production fillet welding of fixed hollow sections to plate in positions PB, PF and PD as shown in Fig 4.
» Approval tests performed on butt welds in horizontal (PC), vertical upwards (PF) positions and on fillet welds in vertical upwards (PF) position extend approval to butt and fillet production welding in positions tested and in flat (PA) and horizontal vertical (PB) positions. . This set of tests also extends approval to production fillet welding of fixed hollow sections to plate in positions PB and PF as shown in Fig 4.
8FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 2
Range of approval :
• Backing and Gouging Condition;
» Satisfactory approval test pieces welded from one side without backing extend approval for welding from one side with backing and welding from both sides with or without gouging.
» Satisfactory approval test pieces welded from one side with backing extend approval to0 welding from both sides with gouging.
» Satisfactory approval test pieces welded from both sides without gouging extend approval to welding from one side with backing and welding from both sides with gouging.
• Steel Category;
» Basic material fro approval test are to be of Normal strength (Grades A, B, D, E) or Higher strength (AH 32 to FH 40) hull steel grades, approval is extended to production welding of all hull steels.
9FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 4
Range of approval :
• Steel category;
» Base materials for approval tests are to be of normal strength (grades A, B, D or E) or higher strength (AH32 to FH40) hull steel grades. Approval is extended to production welding of all hull steel grades.
• Backing and gouging conditions;
» Satisfactory approval test pieces welded from one side without backing extend approval to welding from one side with backing and welding from both sides with or without gouging.
» Satisfactory approval test pieces welded from one side with backing extend approval to welding from both sides with gouging.
» Satisfactory approval test pieces welded from both sides without gouging extend approval to welding from one side with backing and welding from both sides with gouging.
10FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification 4
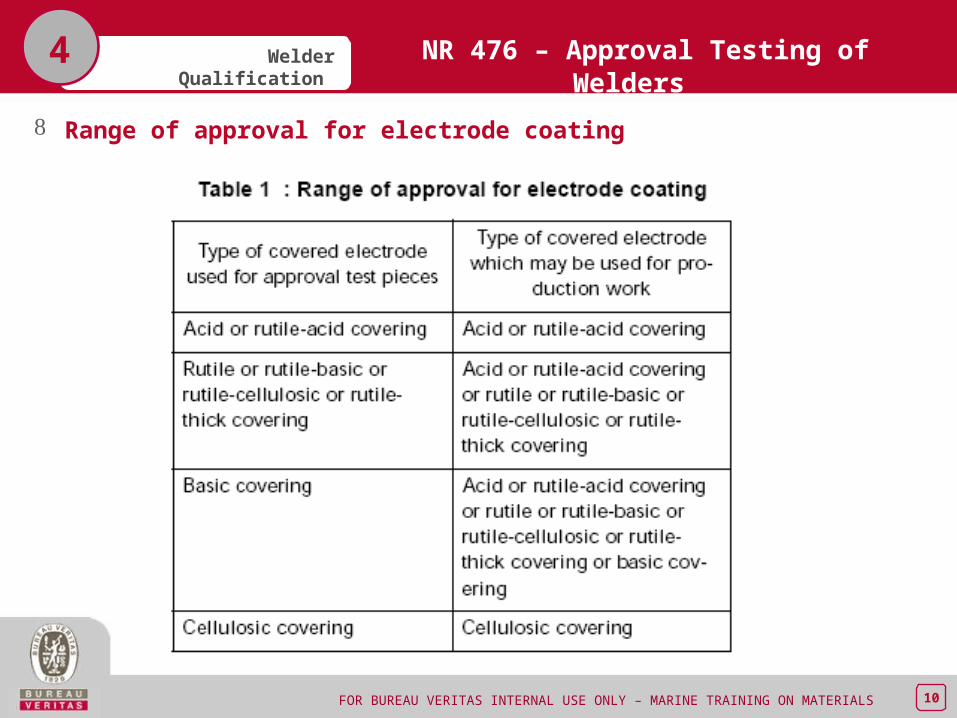
Range of approval for electrode coating
NR 476 – Approval Testing of Welders
11FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
TITLE CHAPTER 11
Range of Thickness: The range of approval is given in the following table, as a function of the thickness of the approval test piece.
NR 476 – Approval Testing of Welders

12
> Welding of Approval Testing Pieces
3
13FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 3
Welding condition :
• The approval tests are to correspond to the conditions used in production welding and follow a welding procedure specification representative of production practice. In general the following condition apply :
» The time for the welding of the test piece is to corre spond to the usual working condition;
» The test piece shall have at least one stop and restart in the root run and in the top capping run which has to be identified for further examination;
» Any preheat or controlled heat input specified in the welding procedure is required for the test piece;
» Any post-weld heat treatment specified in the welding procedure may be omitted unless bend tests are required;
» The test pieces are to be suitably identified with the mark of the surveyor and the identification of the welder before welding starts;
14FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 3
Welding condition :
• The approval tests are to correspond to the conditions used in production welding and follow a welding procedure specification representative of production practice. In general the following condition apply :
» The welder is allowed to remove minor imperfections, except on the surface layer, by grinding or any other method used in production upon surveyor's agreement;
» The appearance of each pass, both for butt and fillet welds, is to be of appropriate geometry and practically free from undercuts, convexities and sizeable local defects; the surface is to be sufficiently regular.
» Similarly the back of the weld is to be free from sizeable undercuts, excessive convexities and lack of penetra tion; in particular for the welders to be qualified for one side welding without backing the root penetration of the samples is to be regular and constant.
15FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification3
Welding Positions for plates
NR 476 – Approval Testing of Welders
16FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification3
Welding Positions for hollow sections
NR 476 – Approval Testing of Welders
17FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
3
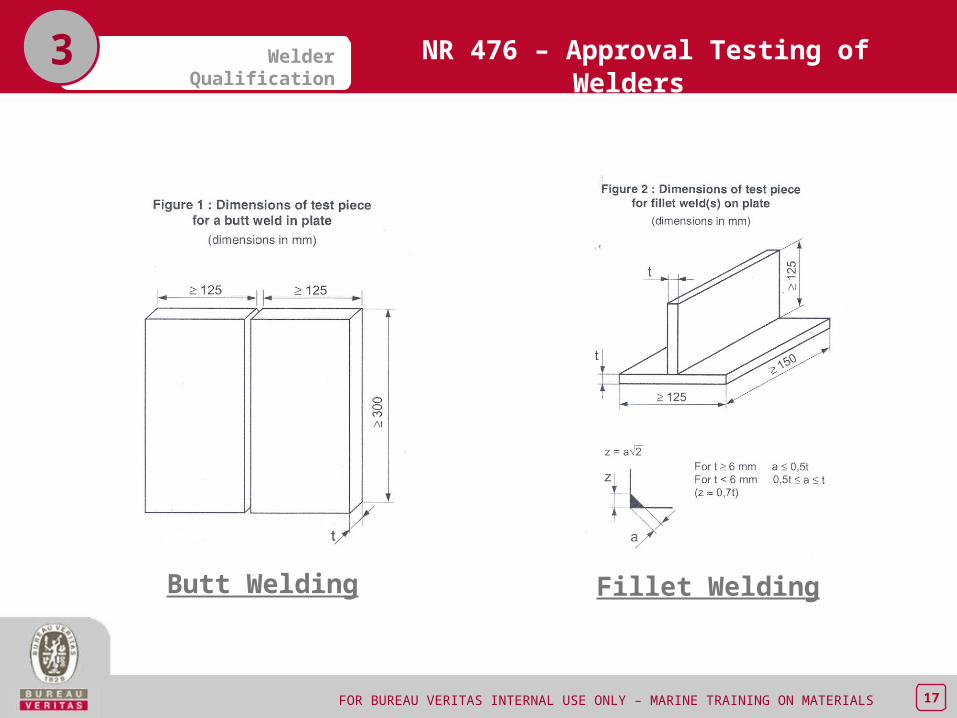
Butt Welding Fillet Welding
Welder Qualification NR 476 – Approval Testing of Welders
18FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification3
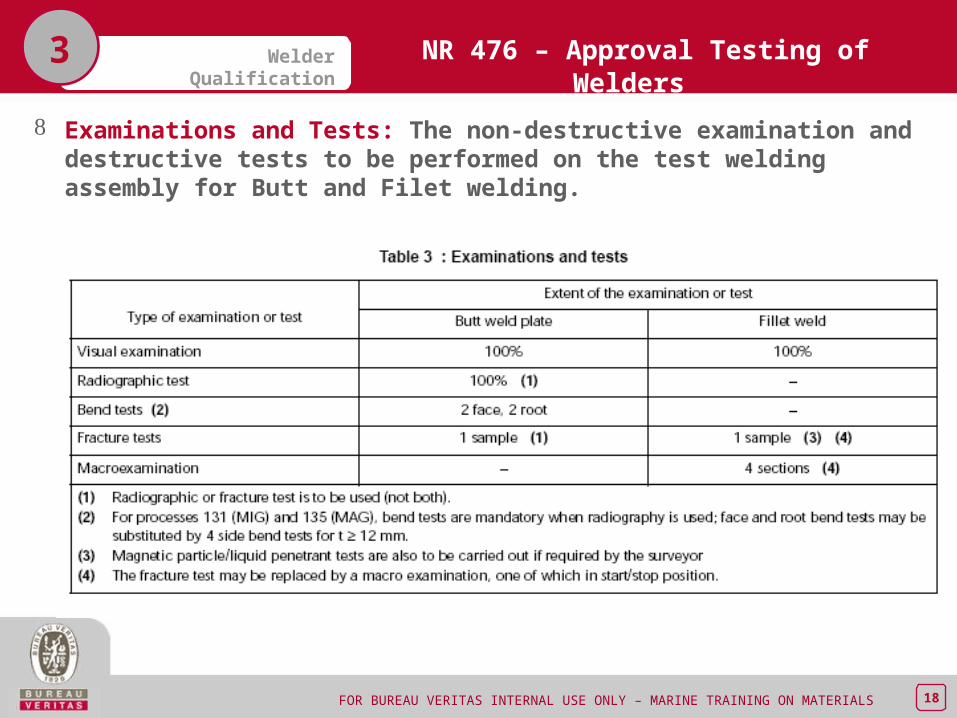
Examinations and Tests: The non-destructive examination and destructive tests to be performed on the test welding assembly for Butt and Filet welding.
NR 476 – Approval Testing of Welders
19FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification3
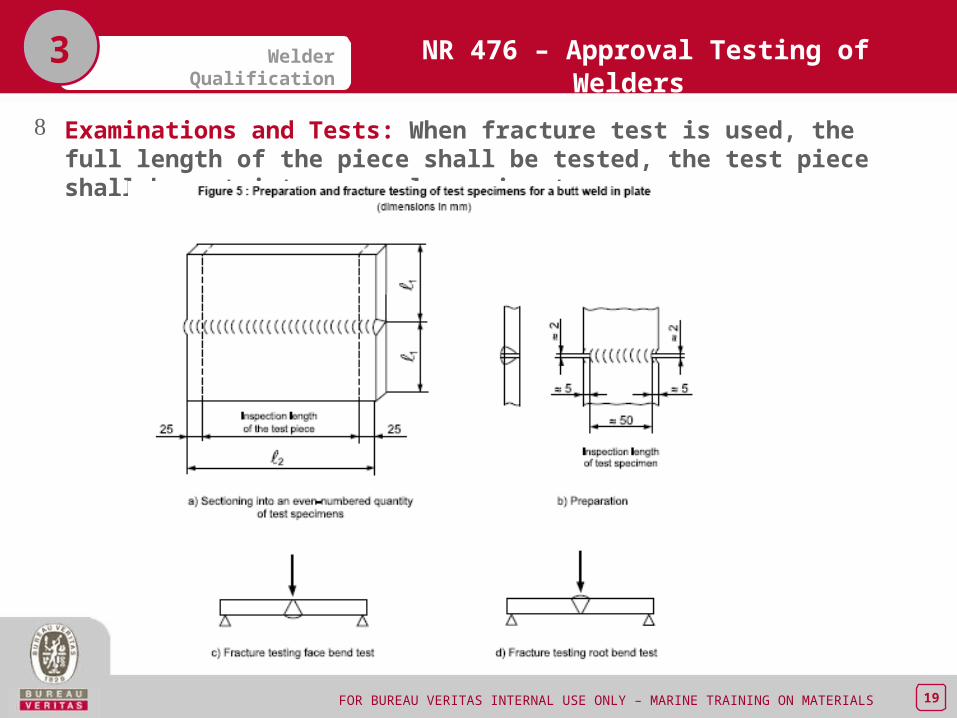
Examinations and Tests: When fracture test is used, the full length of the piece shall be tested, the test piece shall be cut into several speciments.
NR 476 – Approval Testing of Welders
20FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification3
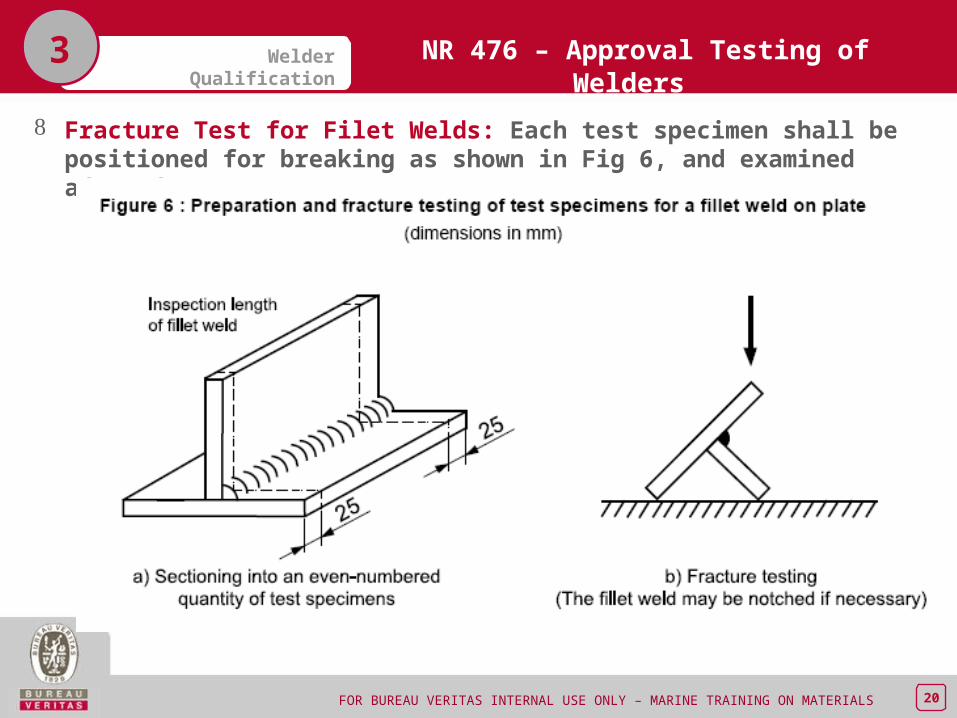
Fracture Test for Filet Welds: Each test specimen shall be positioned for breaking as shown in Fig 6, and examined after fracture.
NR 476 – Approval Testing of Welders

21
> Certification
4
22FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification NR 476 – Approval Testing of Welders 4
Certification :
• Initial Approval;
» The validity of the welder’s approval begins from the date when all the required tests are satisfactorily completed. The approval shall remain valid for a period of two years unless the welder is not engaged in a given welding process for which he is approved for a period exceeding six months and unless there is specific reason to question the welder’s ability. The employer/welding supervisor is to endorse the relevant certificate at six months interval to confirm that the conditions of validity are fulfilled .
• Prolongation;
» In order to renew the certificate for another two-year period, approval tests as per initial approval are to be per formed. Alternative procedure may be used upon special consideration by the Society.
» Approval tests may be reduced where records of X-ray or ultrasonic inspections or test reports about fracture tests from production welds made by the welder are available and maintained on file with the welder’s approval certifi cate
23FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification4
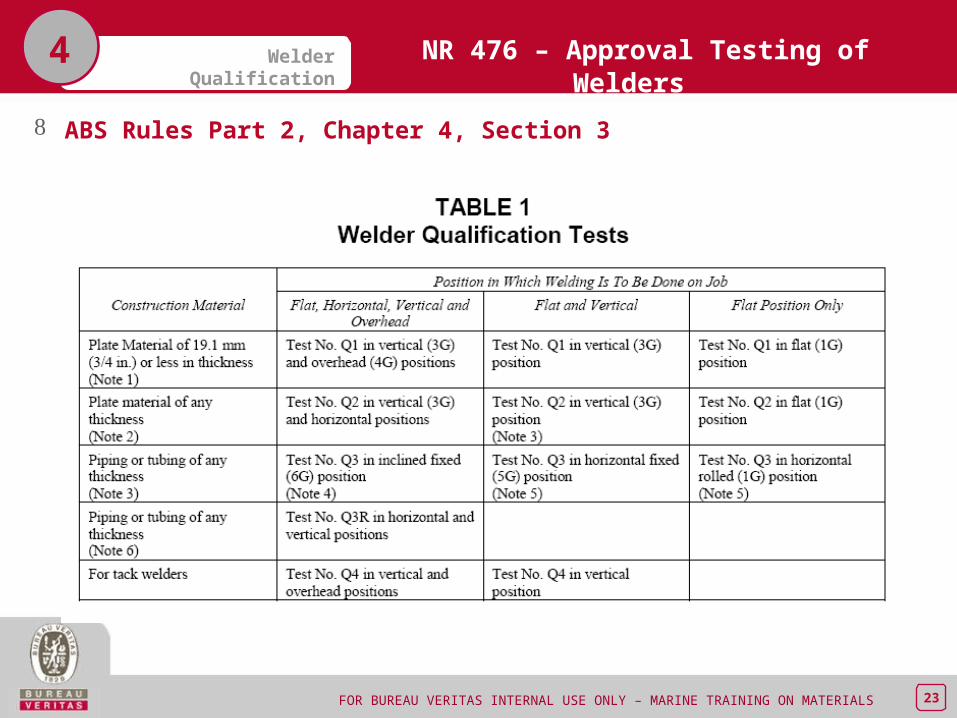
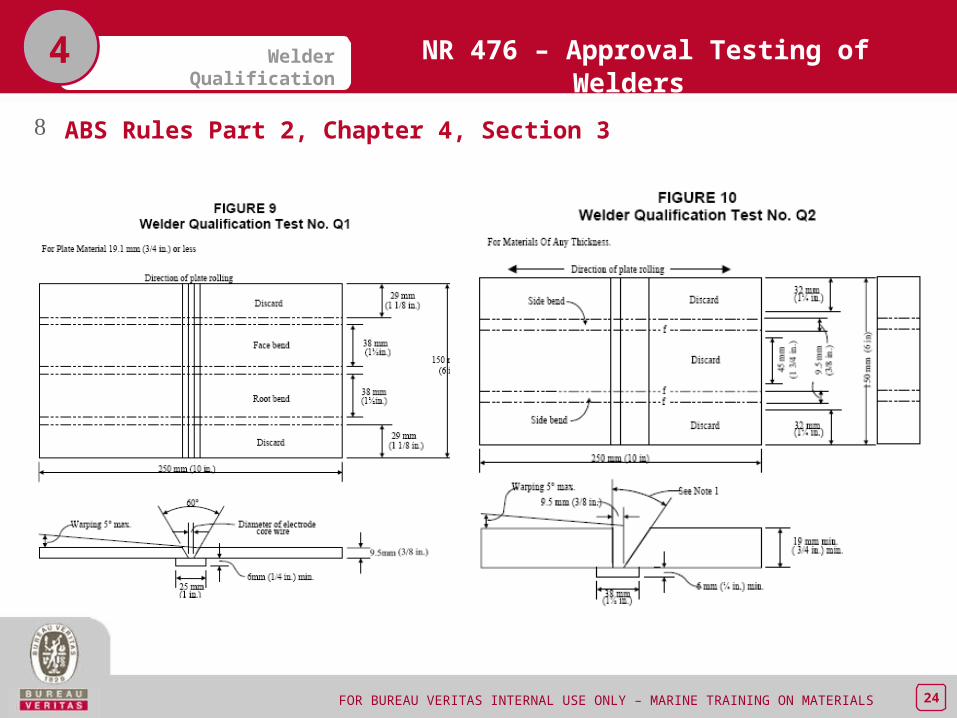
ABS Rules Part 2, Chapter 4, Section 3
NR 476 – Approval Testing of Welders
24FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
Welder Qualification4
ABS Rules Part 2, Chapter 4, Section 3
NR 476 – Approval Testing of Welders
25FOR BUREAU VERITAS INTERNAL USE ONLY – MARINE TRAINING ON MATERIALS
4 Welder Qualification
Form of the Approval Certification :
NR 476 – Approval Testing of Welders

26
END

















