44
| Date post: | 25-Mar-2018 |
| Category: |
Documents |
| Upload: | hoangtuong |
| View: | 216 times |
| Download: | 0 times |


Outline
• NACE Conferences
– Northern Area Eastern Conference 2012
• Crude Oil Corrosivity
– Pipeline Operating Conditions
• NACE Proceedings, “Corrosivity of Crude Oil Under Pipeline
Operating Conditions”
– Refinery (High Temperature) Operating Conditions
– Domestic Fuel Tanks
• Summary

Easter
n Area
Central
Area
Western
Area
European
Area
Latin
American
Area
West Asia
& Africa
Area
East Asia
& Pacific
Rim Area
NACE
Members
NACE International
Board of
Directors
Northern
Area
Sections

NACE International - Structure
• NACE International – Serves nearly 30,000 members in 116 countries
– Organises annual conference every year with over 5,000 participants, among several other activities
• NACE Northern Area – Includes 9 sections and 2 student sections
– Serves nearly 3,000 members
– Organises two regional conferences every year • Northern Area Eastern Conference
– Halifax, Montreal, Ottawa, and Toronto (2012)
• Northern Area Western Conference – Calgary, Edmonton, Alaska, and Victoria (2013)

NACE Northern Area Eastern Conference,
Toronto, Ontario, Canada, Oct. 28-31, 2012
• Crude Oil Corrosivity
– 2 Keynote lectures
– 18 Presentations
• Pipeline operating conditions
• Refinery (High-temperature)
• Domestic fuel tank
– Panel discussion
– All presentations are available for conference participants on NACE webpage
• Proceedings
– 16 Papers
• 10 papers from the NAEC 2012
• 6 classical papers
– All papers peer-reviewed
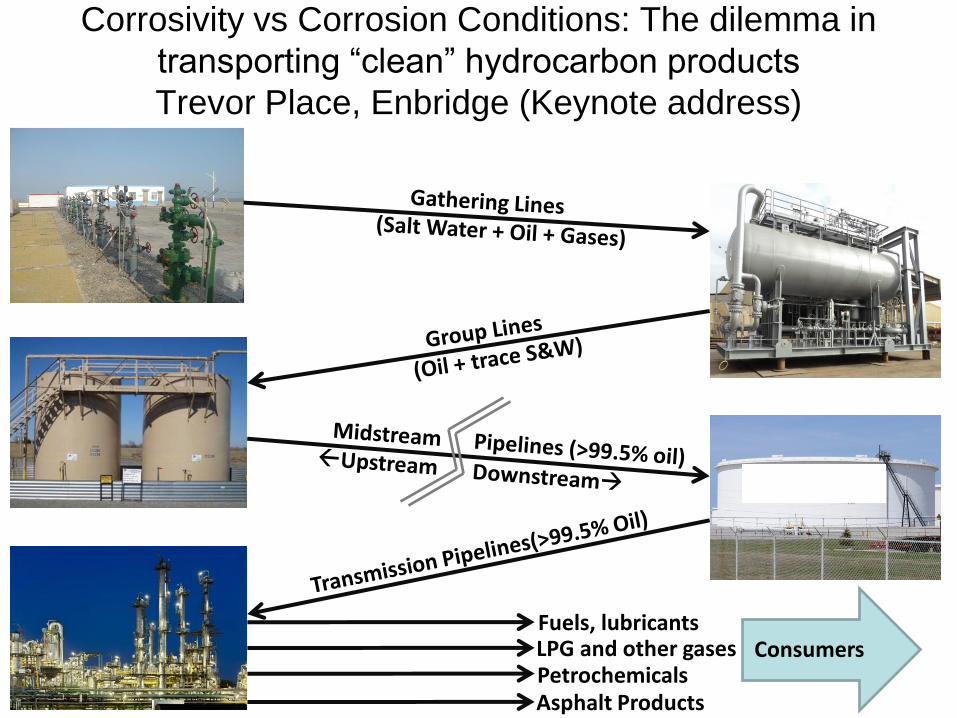
Corrosivity vs Corrosion Conditions: The dilemma in
transporting “clean” hydrocarbon products
Trevor Place, Enbridge (Keynote address)
Fuels, lubricants LPG and other gases Petrochemicals
Consumers
Asphalt Products
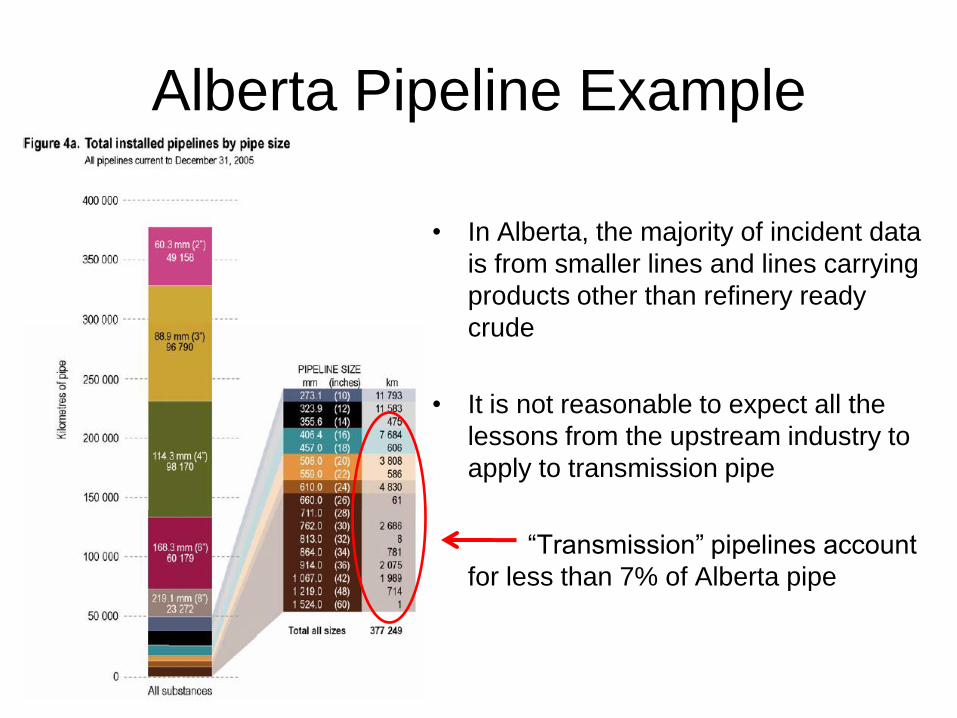
Alberta Pipeline Example
• In Alberta, the majority of incident data
is from smaller lines and lines carrying
products other than refinery ready
crude
• It is not reasonable to expect all the
lessons from the upstream industry to
apply to transmission pipe
“Transmission” pipelines account
for less than 7% of Alberta pipe
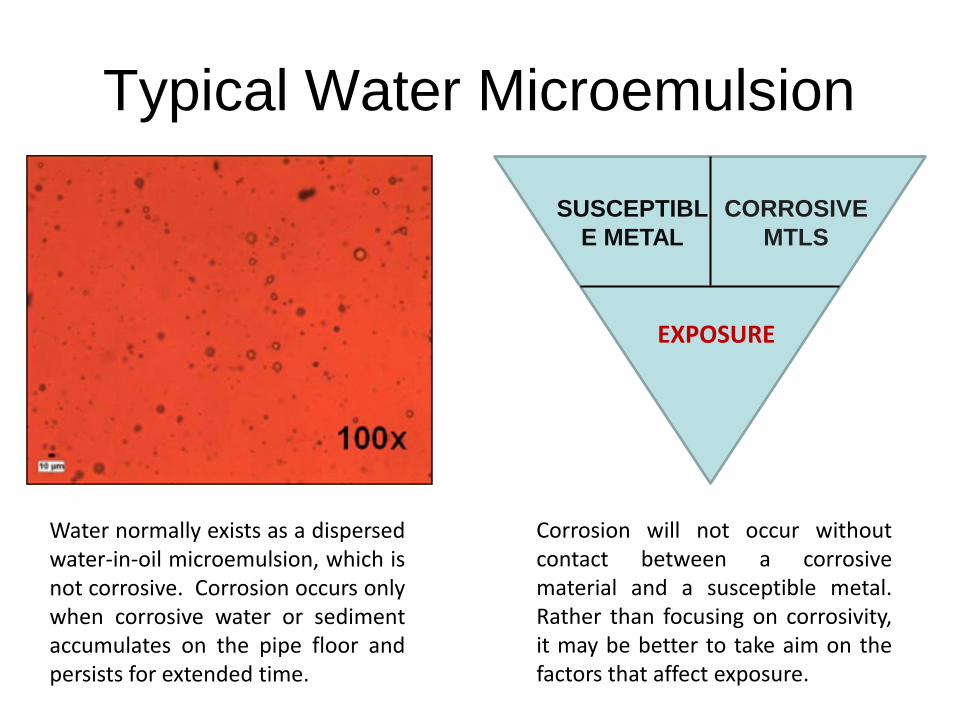
Typical Water Microemulsion
EXPOSURE
CORROSIVE
MTLS
SUSCEPTIBL
E METAL
Water normally exists as a dispersed water-in-oil microemulsion, which is not corrosive. Corrosion occurs only when corrosive water or sediment accumulates on the pipe floor and persists for extended time.
Corrosion will not occur without contact between a corrosive material and a susceptible metal. Rather than focusing on corrosivity, it may be better to take aim on the factors that affect exposure.
Section 1: Location of
Corrosion
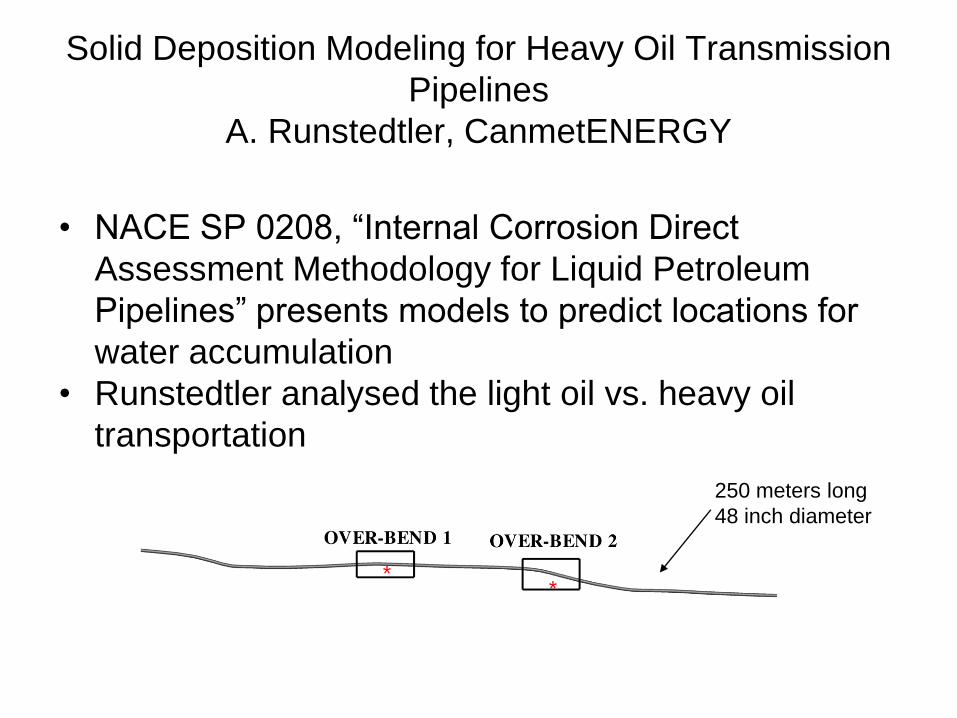
Solid Deposition Modeling for Heavy Oil Transmission
Pipelines
A. Runstedtler, CanmetENERGY
• NACE SP 0208, “Internal Corrosion Direct
Assessment Methodology for Liquid Petroleum
Pipelines” presents models to predict locations for
water accumulation
• Runstedtler analysed the light oil vs. heavy oil
transportation
250 meters long
48 inch diameter
* *
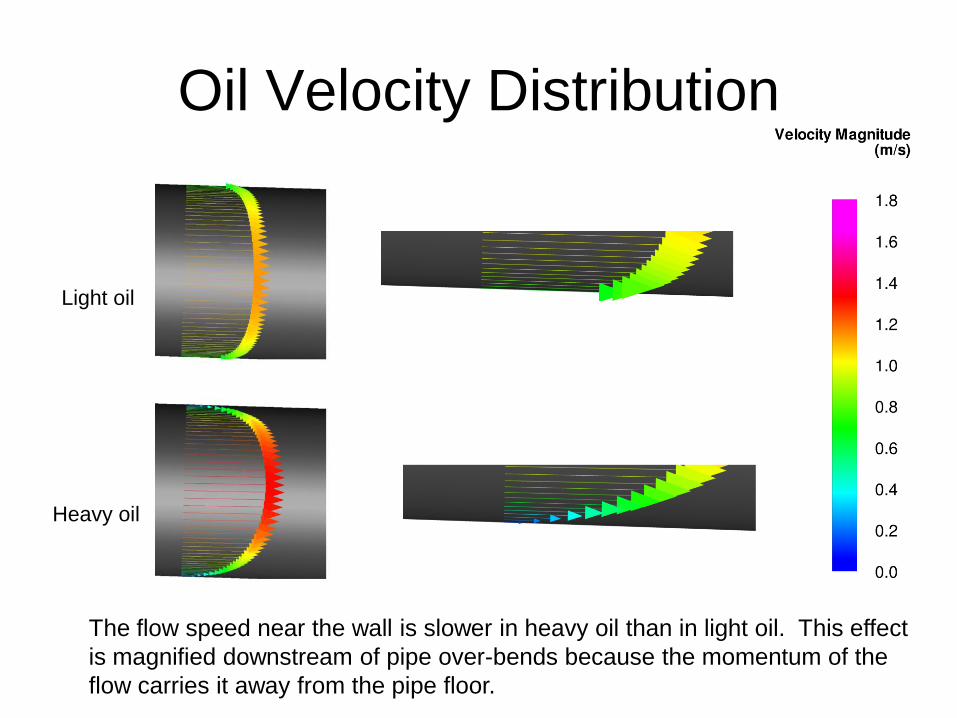
Oil Velocity Distribution
Light oil
Heavy oil
The flow speed near the wall is slower in heavy oil than in light oil. This effect
is magnified downstream of pipe over-bends because the momentum of the
flow carries it away from the pipe floor.

Section 2: Corrosion
Mechanisms
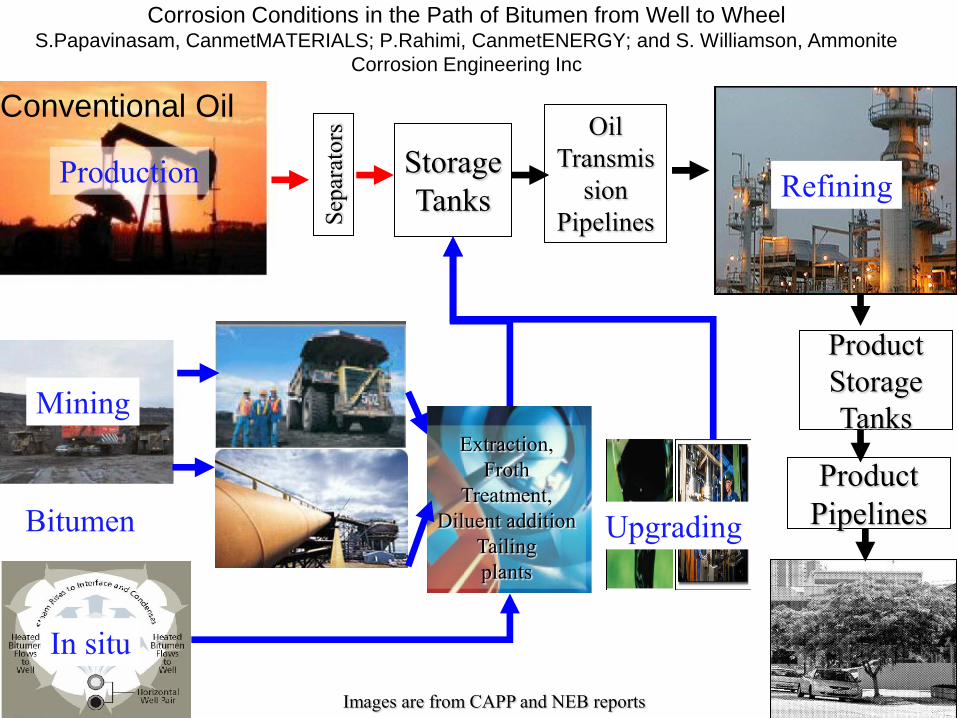
Corrosion Conditions in the Path of Bitumen from Well to Wheel S.Papavinasam, CanmetMATERIALS; P.Rahimi, CanmetENERGY; and S. Williamson, Ammonite
Corrosion Engineering Inc
Refining Production
Mining
In situ
Bitumen Upgrading
Conventional Oil Oil
Transmis
sion
Pipelines
Storage
Tanks
Product
Storage
Tanks
Product
Pipelines
Extraction,
Froth
Treatment,
Diluent addition
Tailing
plants
Sep
arat
ors
Images are from CAPP and NEB reports
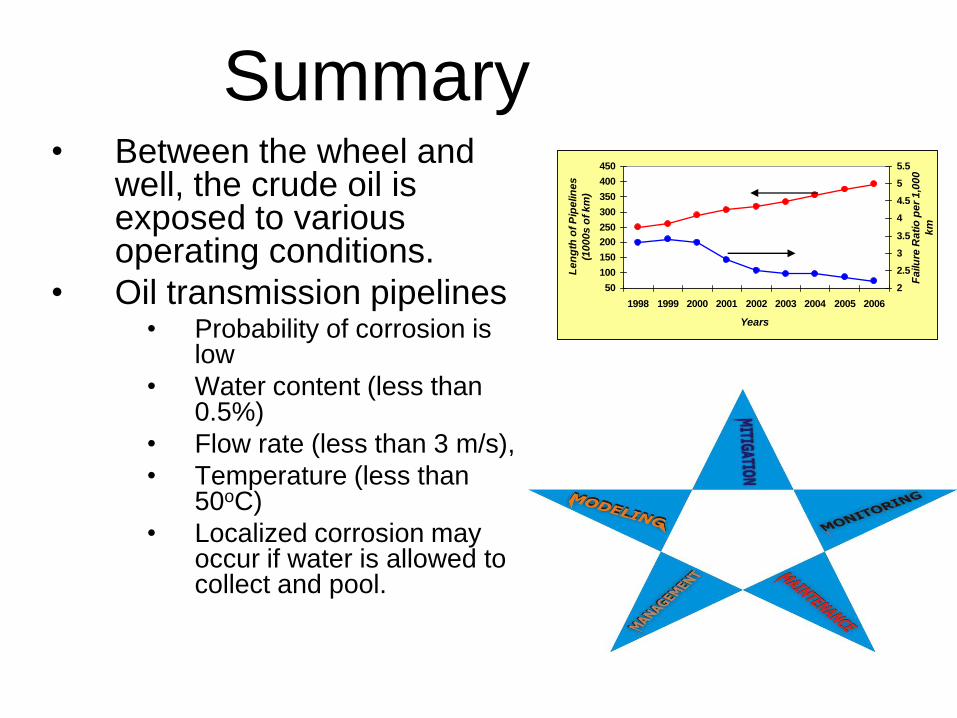
Summary • Between the wheel and
well, the crude oil is exposed to various operating conditions.
• Oil transmission pipelines • Probability of corrosion is
low
• Water content (less than 0.5%)
• Flow rate (less than 3 m/s),
• Temperature (less than 50oC)
• Localized corrosion may occur if water is allowed to collect and pool.
50
100
150
200
250
300
350
400
450
1998 1999 2000 2001 2002 2003 2004 2005 2006
Years
Le
ng
th o
f P
ipe
lin
es
(10
00
s o
f k
m)
2
2.5
3
3.5
4
4.5
5
5.5
Fa
ilu
re R
ati
o p
er
1,0
00
km
Corrosivity of Dilbit and Conventional Crude Oil in
Transmission Pipelines J. Been* and J. Zhou, AITF
*Currently with TransCanada
• Concerns from Some Stakeholders 1. Dilbit contains 15 - 20 times higher corrosive acid concentrations
2. Dilbit contains 5 - 10 times more sulfur
3. Dilbit has a high concentration of chloride salts
4. Dilbit contains more abrasive sand particles, which can erode the pipelines
5. Dilbit can be up to 70 times more viscous, leading to higher temperatures
6. The Alberta pipeline system has had ~16 times as many spills, due to
internal corrosion, as the U.S. system
7. Dilbit pipelines have an increased risk of internal corrosion due to dilbit
sediment composition and characteristics
8. Chemical corrosion combined with physical abrasion can increase the rate
of dilbit pipeline deterioration
9. Dilbit pipelines operate at higher temperatures, which would significantly
increase the corrosion rate
10.Dilbit pipelines can have a higher incidence of external stress corrosion
cracking

Analysis of Concerns
1. TAN in dilbit overlaps with that of conventional crude and it does not lead to corrosion
at transmission pipeline temperatures.
2. Dilbit sulfur content overlaps with conventional crude. Organically bound sulfur is too
stable to be corrosive at transmission pipeline temperatures.
3. Dilbit has some of the lowest chloride concentrations and Cl-SCC is not a problem for
carbon steel.
4. Dilbit is comparable to conventional crude in sediment content. No evidence of erosion
has been observed in dilbit pipelines.
5. The viscosity of dilbit is comparable to conventional heavy crudes and must meet
pipeline specifications to be accepted for transportation.
6. When corrected for spill volumes and pipeline types, the number of transmission
pipeline failures in Alberta is comparable to the US (FEIS, 2011).
7. While there is insufficient information on the sediment composition in conventional
crude and dilbit, there is no evidence to suggest that there is an increased risk of
corrosion in dilbit pipelines.
8. Erosion-corrosion combination is improbable in dilbit transmission pipelines.
9. Dilbit transport will be within pipeline operating temperatures. Temperature increase
does not necessarily lead to an increase in corrosion rate.
10. Current practice is to build pipelines with FBE coatings. Experience to date has shown
that SCC is not likely on FBE coated pipelines.

Section 3: Evaluation of Crude
Oil Corrosivity
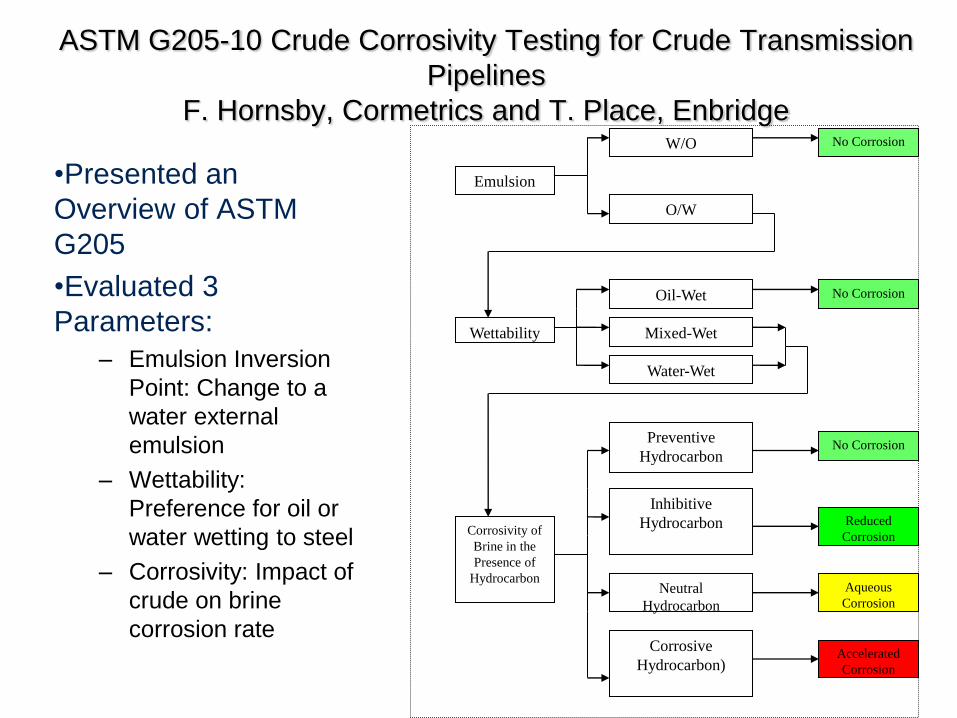
ASTM G205-10 Crude Corrosivity Testing for Crude Transmission
Pipelines
F. Hornsby, Cormetrics and T. Place, Enbridge
•Presented an
Overview of ASTM
G205
•Evaluated 3
Parameters:
– Emulsion Inversion
Point: Change to a
water external
emulsion
– Wettability:
Preference for oil or
water wetting to steel
– Corrosivity: Impact of
crude on brine
corrosion rate
Emulsion
W/O
O/W
No Corrosion
Wettability
Oil-Wet
Mixed-Wet
Water-Wet
No Corrosion
Corrosivity of
Brine in the
Presence of
Hydrocarbon
Preventive
Hydrocarbon
Inhibitive
Hydrocarbon
Neutral
Hydrocarbon
Corrosive
Hydrocarbon)
Reduced
Corrosion
Aqueous
Corrosion
Accelerated
Corrosion
No Corrosion

Test Results
0
0.5
1
1.5
2
2.5
0
10
20
30
40
50
60
70
80
90
0 5 10 15
TAN
(mg
KOH
/g)
EIP,
Cor
r Rat
e, W
etta
bilit
y
Crude Sample
G205 Results Sorted By Crude TAN
# OF PINS (wettability) EIP (% Crude) Corr. Rate (mpy) TAN (mg KOH/g)

Laboratory Tests Comparing the Corrosivity of Dilbit and Synbit
with Conventional Crudes Under Pipeline Conditions
D.R. McIntyre, M. Archour, M.E. Scribner, and P.K. Zimmerman,
ConocoPhillips
• At pipeline temperatures and specified water contents, neither
conventional crude, dilbit nor synbit cause significant corrosion.
• Corrosion rates remain low in simulated produced water due to slight
alkalinity and significant buffering capacity.
• Under flowing conditions, there were no significant differences in
corrosion rate between conventional oil, dilbit and synbit.
• Synbit and dilbit are indistinguishable with regard to corrosion rate.
• Tests showed no evidence of abrasion or erosion-corrosion.
• Tests showed no evidence of hydrogen-induced cracking.
• Tests showed no evidence of pitting.
• Dilbit is no more likely to drop out water than synbit or conventional.
• Claims that dilbit is “highly corrosive” “liquid sandpaper” are not
supported.

Putting These Results in Perspective
1 mil = 1/1000th inch = 0.025 mm
0
2
4
6
8
10
12
14
16
18
20
co
rro
sio
n r
ate
, m
ils p
er
year
Conv. Oil Dilbit Synbit Tap H2O Soft drink
Oil
Water
H2O/CO2/H2S
Flow @ 1.4m/s
Low
Moderate
High
1 mil = 1/1000 inch
0
2
4
6
8
10
12
14
16
18
20
co
rro
sio
n r
ate
, m
ils p
er
year
Conv. Oil Dilbit Synbit Tap H2O Soft drink
Oil
Water
H2O/CO2/H2S
Flow @ 1.4m/s
Low
Moderate
High
1 mil = 1/1000 inch

Comparison of Corrosivity of Crude Oils Using Rotating
Cage Method J. Collier, S. Papavinasam, J. Li, C. Shi, P. Liu and M. Podlesny, CanmetMATERIALS
• Studied the effect of crude oils on the corrosivity of brine using the atmospheric rotating cage method (ASTM G202, ASTM G205)
• All tested conventional and bitumen-derived crude oils classified as inhibitive hydrocarbons (ASTM G205)
– No difference between conventional and bitumen-derived crude oils
– Based on average corrosion rate in aqueous water phase (brine) in presence of crude oil
• Average corrosion rates significantly lower than for brine alone
– Brine + crude oil: 0.057 ± 0.093 to 2.1 ± 1.9 mpy
– Study control brine: 19 ± 2.8 mpy
– ASTM bench mark for brine: 23 ± 2 mpy
• Surface analysis indicated general corrosion but no significant pitting
– SEM and EDS

Corrosivity of Brine in the Presence of Crude Oils
0
5
10
15
20
25
30
783
*
816
*
847
*
883
*
915 920 921 921 931
*
943 954 957
*
961
*
972
*
977
*
5%
NaCl
ASTM
RR
Density (kg/m3)
Co
rro
sio
n R
ate
(m
py
)
Conventional
Bitumen-Derived
Brine
* Stored samples
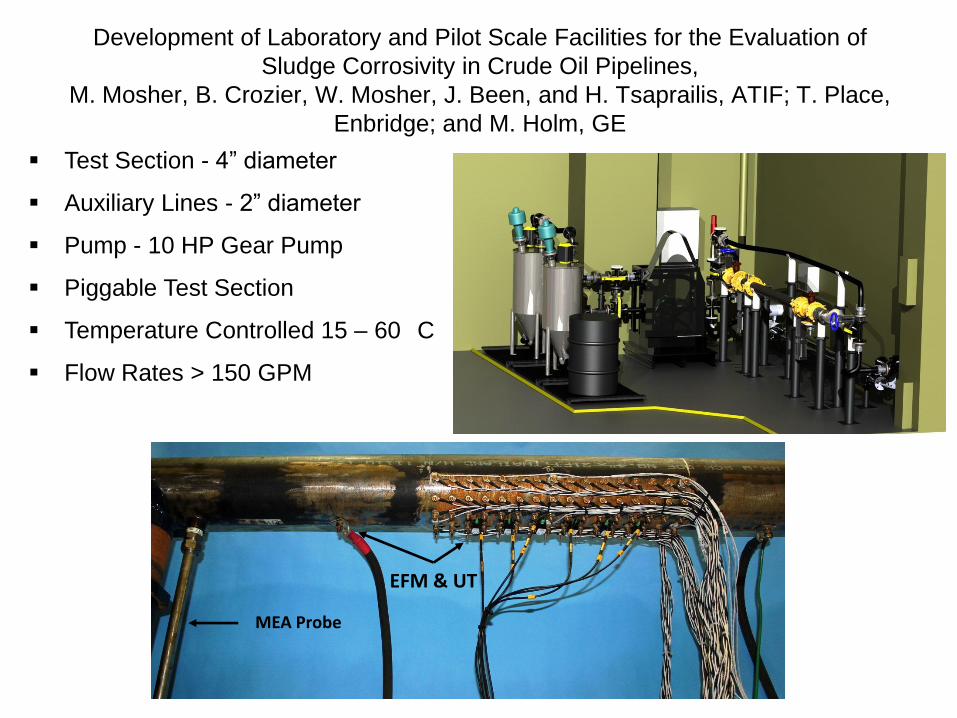
Development of Laboratory and Pilot Scale Facilities for the Evaluation of
Sludge Corrosivity in Crude Oil Pipelines,
M. Mosher, B. Crozier, W. Mosher, J. Been, and H. Tsaprailis, ATIF; T. Place,
Enbridge; and M. Holm, GE
Test Section - 4” diameter
Auxiliary Lines - 2” diameter
Pump - 10 HP Gear Pump
Piggable Test Section
Temperature Controlled 15 – 60 C
Flow Rates > 150 GPM
MEA Probe
EFM & UT

1. Negligible corrosion rates (0.04 +/- 0.01 µm/yr) were observed during
laboratory testing of carbon steel exposed to diluted bitumen (oil wet
condition), while corrosion rates were aggressive (>1000 µm/yr) when
carbon steel was exposed to brine (water wet conditions). Water wet
conditions are necessary for corrosion to occur at pipeline
temperatures.
2. Laboratory testing of carbon steel covered with sludge deposits
collected from crude oil transmission pipelines had low corrosion rates
(3.4 - 18.9 µm/yr) despite having high water contents (~ 20 wt.%).
3. Pilot Scale Flow Loop tests have shown that bacterial-enriched sludge
deposits were unable to produce a corrosive under-deposit
environment. The instantaneous maximum corrosion rate was at 17
µm/yr.
4. More work needs to be conducted to identify the appropriate
conditions for an aggressive water wet environment under sludge
deposits.
Summary

• The relative corrosivities of 42 fluids transported in an oil
transmission pipeline were measured:
– 9 were condensates and 33 were classified as light,
medium, heavy, sweet or sour oils, including several
synthetic crudes.
• Immersion Test (Static Corrosion Test)
– 200-mL volume of fluid for 13 days, after which a 10-mL
sample was analyzed for iron content by ICP
spectroscopy.
• Electrochemical Measurements
– Potentiodynamic polarization using commercial
potentiostat.
Relative Corrosivity of Crude Oils from Oil
Transmission Pipelines
W. Friesen, S. Petrovic, J.C. Donini*, CanmetENERGY
and R.W. Revie, CanmetMATERIALS

Properties of Crude Oils: Acid Number &
Corrosion Rate
0.0 0.2 0.4 0.6 0.8 1.0
0.0
0.5
1.0
1.5
2.0
2.5
Co
rro
sio
n r
ate
(1
0-2 m
py)
32
35
38
Acid No. (mg KOH/g)
14
• The four fluids identified as
being the “most” corrosive do
not have correspondingly high
acid number
Heavy Sour
Diluted Bitumen
Heavy Sour
Diluted Bitumen
Heavy Sour
Conventional
Medium Blend

M. De Romero, A. J. De Turris, U of Zulia, Venezuela and S.
Papavinasam, CanmetMATERIALS
Effect of a Venezuelan crude oil on the
corrosion of carbon steel in a produced water
with SRB and CO2 by ASTM G205.

Test E: Presence of crude oil decreased both general and localized pitting corrosion of carbon
steel. The presence of crude oil reduced total mass loss determined in SPW with SRB and
CO2 by 26%.
Other researchers working with Venezuelan crude oil have obtained inhibiting effects between
35-52% for different crude oil, but without considering the effect of SRB.
Test
ID Condition
Mass Loss
(mg)
Standard
Deviation PT
(pits/mm2)
General
Corrosion
Rate (mpy)
Effect
(c/w
control)
Observations
A
SPW
(control for
B,C,D)
5.35 0.7 0 0.7 control GC
B SPW + CO2 15.2 1.2 0.7 2.1 284% Greater tendency to
undergo GC than LC
C SPW + SRB 10.7 1.4 2.6 1.5 199% Greater tendency to
undergo LC than GC.
D
SPW + SRB + CO2
(control for E) 23.9 0.9 3.5 3.2 447%
GC rate was higher
and deep pits formed
(48 µm in 4 days
172 mpy)
E SPW + SRB +
CO2 + Crude oil 17.6 1.1 1.2 2.4
74%
(26%)
GC rate was lower
and less pits formed
by an inhibitive
effect of the crude
Oil
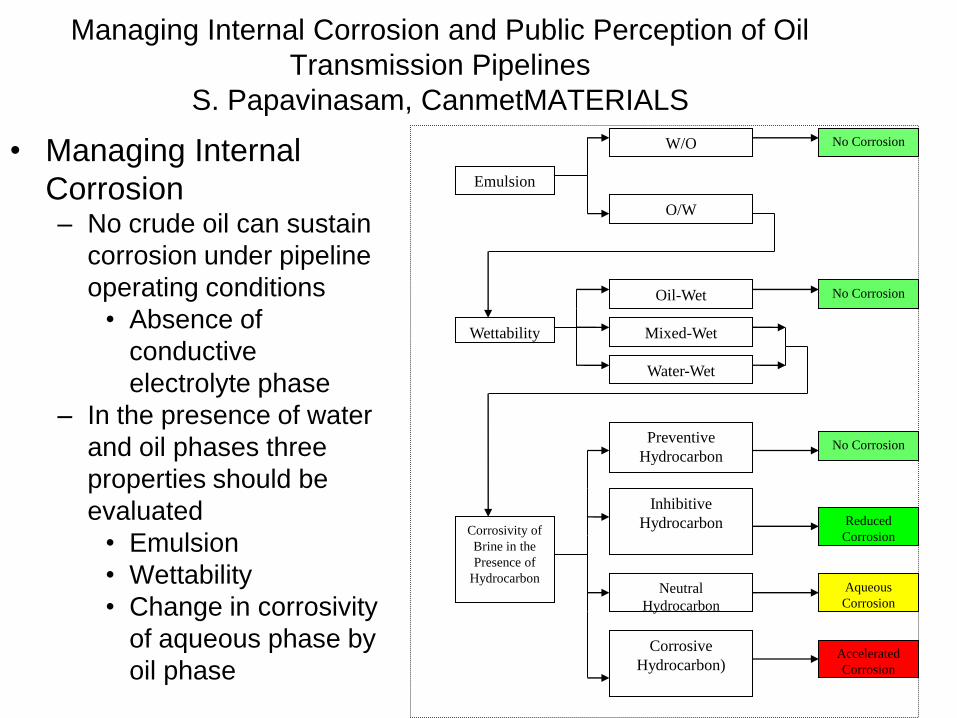
Managing Internal Corrosion and Public Perception of Oil
Transmission Pipelines
S. Papavinasam, CanmetMATERIALS
• Managing Internal
Corrosion – No crude oil can sustain
corrosion under pipeline
operating conditions
• Absence of
conductive
electrolyte phase
– In the presence of water
and oil phases three
properties should be
evaluated
• Emulsion
• Wettability
• Change in corrosivity
of aqueous phase by
oil phase
Emulsion
W/O
O/W
No Corrosion
Wettability
Oil-Wet
Mixed-Wet
Water-Wet
No Corrosion
Corrosivity of
Brine in the
Presence of
Hydrocarbon
Preventive
Hydrocarbon
Inhibitive
Hydrocarbon
Neutral
Hydrocarbon
Corrosive
Hydrocarbon)
Reduced
Corrosion
Aqueous
Corrosion
Accelerated
Corrosion
No Corrosion

Public Perception Issues
• Lack of publically available data on crude oil corrosivity
• Make the information and data publically available (ASTM G205) – Emulsion inversion point
– Wettability
– Corrosivity of aqueous phase in the presence of oil
• This data may be collected at the point of entry of crude oil into pipeline
Section 4: Classical Papers
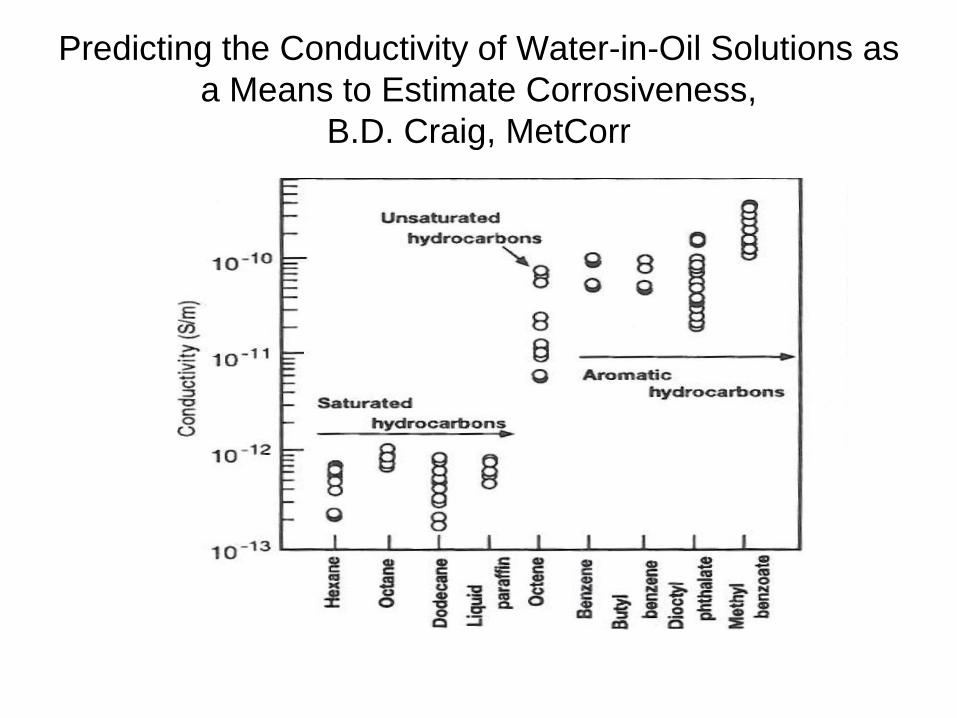
Predicting the Conductivity of Water-in-Oil Solutions as
a Means to Estimate Corrosiveness,
B.D. Craig, MetCorr
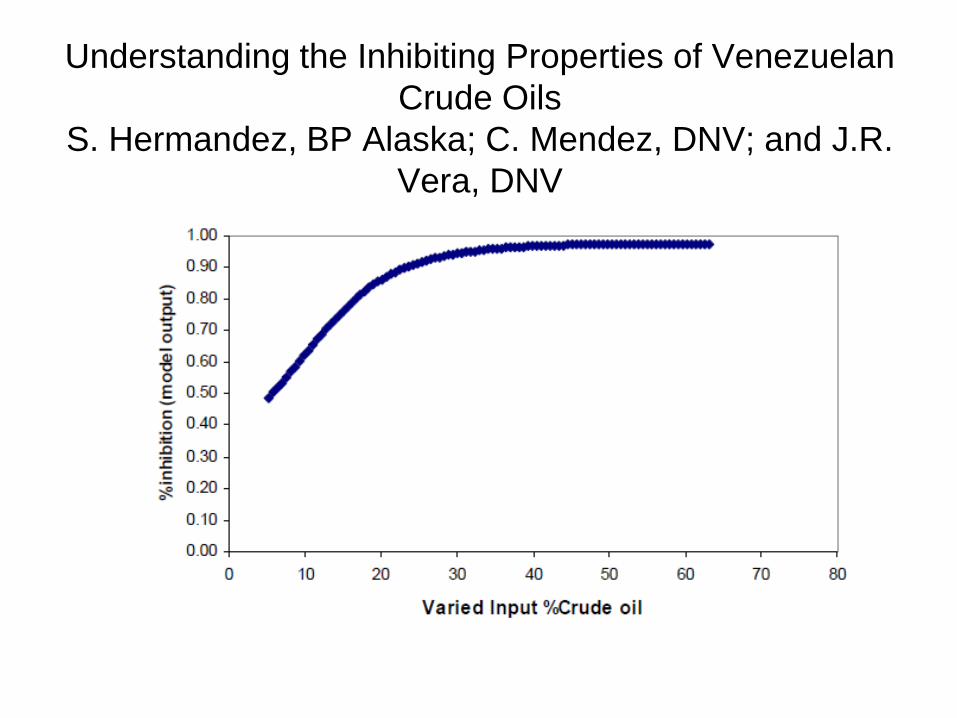
Understanding the Inhibiting Properties of Venezuelan
Crude Oils
S. Hermandez, BP Alaska; C. Mendez, DNV; and J.R.
Vera, DNV

Effect of Water-Oil Ratio on the CO2 Corrosion of L-80 Steel
J.A. Carew, A.Al-Sayegh, and A.Al-Hashem
Kuwait Institute for Scientific Research

Crude Oil Corrosivity from European Experience
G. Schmitt and N.Stradman, M. Stoe, IFINKOR, Germany;
and
M. Bonis, N.P.Boulet, and B. Adams, Total, France
Oil °API TAN (mg
KOH/g)
Inhibitive
efficiency
(%)
1 23.68 1.4 15
2 22.20 2.0 75
3 28.64 0.4 91
4 30.49 0.3 94
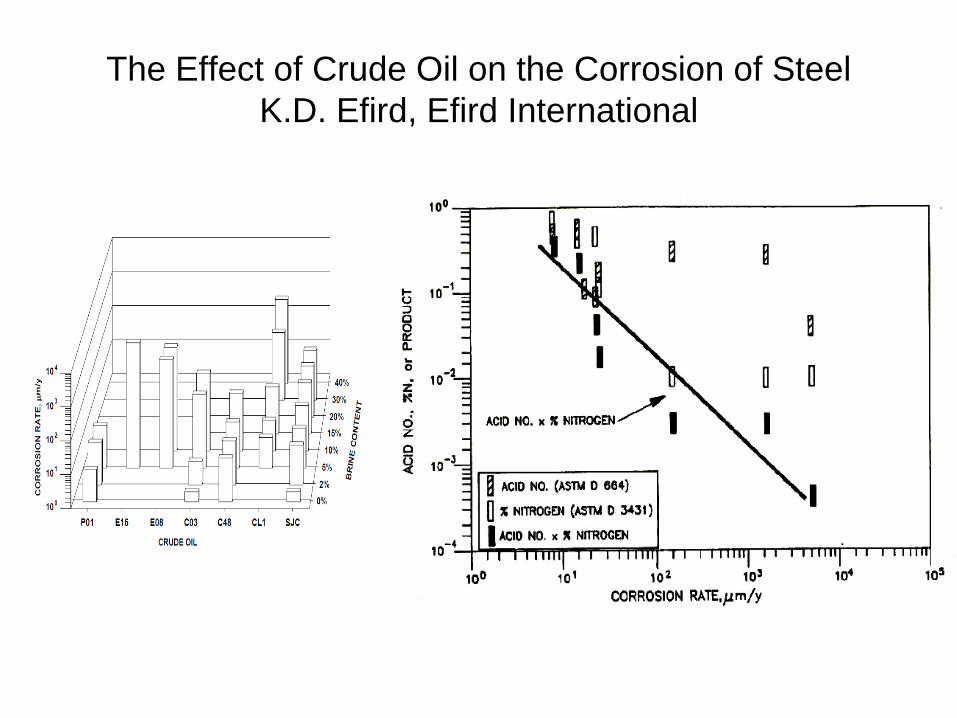
The Effect of Crude Oil on the Corrosion of Steel
K.D. Efird, Efird International
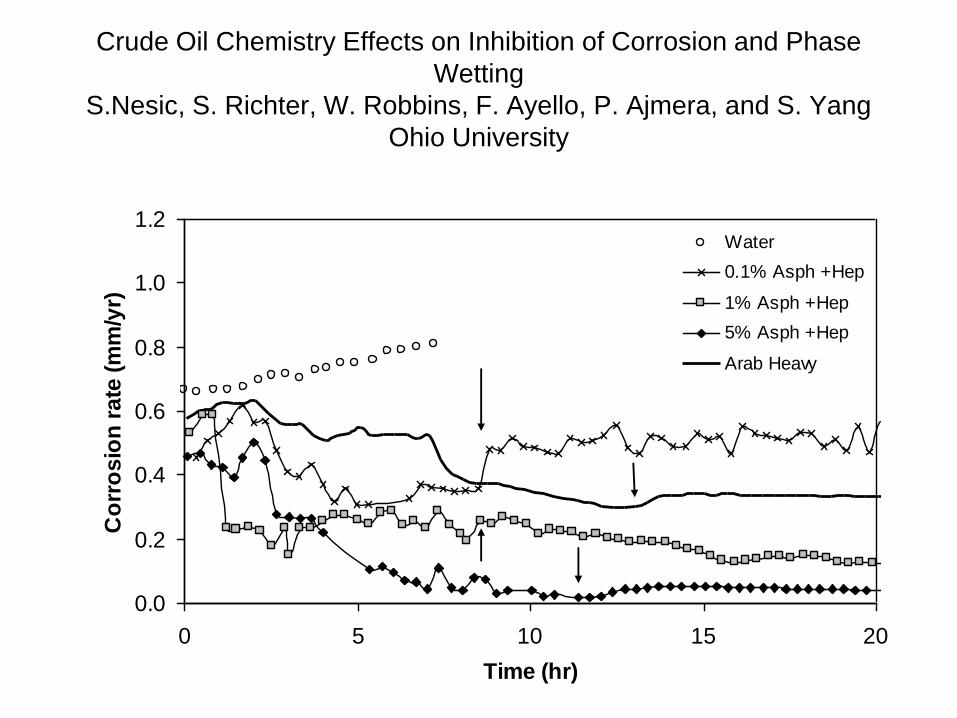
Crude Oil Chemistry Effects on Inhibition of Corrosion and Phase
Wetting
S.Nesic, S. Richter, W. Robbins, F. Ayello, P. Ajmera, and S. Yang
Ohio University
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 5 10 15 20
Time (hr)
Co
rro
sio
n r
ate
(m
m/y
r)
Water
0.1% Asph +Hep
1% Asph +Hep
5% Asph +Hep
Arab Heavy
Other Presentations
(No papers)

Canadian Crudes Commodities…Blending and
Pooling Quality Considerations
Randy Segato, Suncor Energy (Keynote Address)
Naphthenic Acid Corrosion – Are all Naphthenic acids corrosive?
Separation of Corrosive Naphthenic Acids from Non-Corrosive
Naphthenic Acids
P. Rahimi, CanmetENERGY; T. Kayukawa, JGC; R. Rodgers,
Florida State University; and T. Alam, CanmetENERGY
• This study was carried out under refinery
operating conditions
– Not all naphthenic acids are corrosive
– Mechanism of naphthenic acid corrosion is
not well understood
• Correlation between crude corrosivity and TAN is
not well established
Domestic Fuel Tanks
• There’s Oil in There You Know by R. J. Twigg and D.M.M. Twigg, Glencor Engineering Limited – Domestic fuel system failures are generally attributed to either water in
the oil or something known as under-deposit corrosion.
– However, several different corrosion mechanisms are often involved, creating a mosaic of well-developed corrosion patterns that ultimately lead to failure.
– Therefore, attempts to prevent only one possible corrosion mechanism often results in an accelerated attack by another factor causing unanticipated domestic fuel system failures
• Interaction of Crude Oil Corrosivity, Sulphur Levels and Economics – How much Do we Know? by J. F. Clayton, FAMEX Engineering – The anomalous behavior of sulphur compounds in the MIC corrosion of
above-ground fuel tanks (AFTs) was thought to possibly be active in pipelines.
– Of particular interest was the difference in corrosion rates between synbit (synthetic bitumen) and dilbit (diluted bitumen), the latter having a very much greater sulphur content.
– Further investigation is recommended.

Overall Summary from the Conference
• Under pipeline operating conditions
– Crude oil is non-corrosive
• 23oC and 65oC
• Dilbit is no different than other crude oils
– Presence of crude oil
• Decreases the corrosivity of water phase
• Extent to which the corrosion rate decreases is specific to
each crude oil
• No trends are identified
– Standard tests are available to evaluate the effect of
crude oils on the corrosivity of aqueous phase

“In God we trust; all others bring data”
-motto of the Apollo Astronauts
(as presented by D. McIntyre)









![[people.csail.mit.edu]people.csail.mit.edu/jakobn/research/TalkPhDsem060403.pdfOutline of Part I: Proof Complexity and Resolution Introduction Propositional Proof Systems Proof Systems](https://static.documents.pub/doc/80x56/5b2555ef7f8b9a092d8b4c45/-of-part-i-proof-complexity-and-resolution-introduction-propositional-proof.jpg)







