ISSN 1505-1269 195 1984 Materiały Ceramiczne /Ceramic Materials/, 71, 3, (2019), 195-203 www.ptcer.pl/mccm ABSTRACT Cemented carbides are one of the most commonly used tool materials. They are characterized by high hardness and good cung properes. Tradionally, carbides are produced in furnaces with inducon or resistance heang in processes lasng several hours. This method is me and energy consuming. That is why research is constantly ongoing on modern and improved sintering methods. One of them is the SPS (spark plasma sintering) method. It allows us to quickly obtain solid materials with good mechanical properes. The paper presents the influence of WC grain size on the basic sintered properes, such as hardness, density and microstructure, made by pulse- plasma sintering. A mixture of tungsten carbide and cobalt powders with a gradaon of WC grains (primary parcles) < 1 μm and 400 nm, determined by the manufacturer, was used for sintering processes. keywords: Sintering, Cemented carbides, WCCo, Spark Plasma Sintering, SPS 1. Introducon Cemented carbides are one of the basic tool materi - als. They constute over half of the currently used tools intended for machining. Cemented carbides con- Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo otrzymywanych metodą impulsowo-plazmowego spiekania SPS Influence of WC grain size on the properes of WCCo cemented carbides obtained by the method of pulse-plasma sintering SPS Joanna Wachowicz 1 *, Katarzyna Chlebiej 1 , Radosław Zieliński 2 1 SGGW Szkoła Główna Gospodarstwa Wiejskiego, Wydział Technologii Drewna, Katedra Mechanicznej Obróbki Drewna, ul. Nowoursynowska 159, bud. 34, pok. 1/51, 02-776 Warszawa 2 ITME Instytut Technologii Materiałów Elektronicznych, Zakład Materiałów Kompozytowych i Ceramicznych, ul. Wólczyńska 133, 01-919 Warszawa *e-mail: [email protected]STRESZCZENIE Węgliki spiekane są jednym z najczęściej stosowanych materiałów narzędziowych. Charakteryzują się wysoką twardością oraz dobrymi właściwościami skrawającymi. Tradycyjnie węgliki wytwarza się w piecach z nagrzewa- niem indukcyjnym lub oporowym w procesach trwających kilkanaście godzin. Metoda ta jest czaso – i energochłonna. Dlatego nieustannie trwają badania nad nowoczesnymi i ulepszonymi metodami spiekania. Jedną z nich jest meto- da spiekania impulsowo plazmowego SPS (ang. spark pla- sma sintering). Umożliwia ona szybkie otrzymywanie litych materiałów, charakteryzujących się dobrymi właściwościa- mi mechanicznymi. W pracy pokazano wpływ wielkości ziarna WC na podstawowe właściwości spieków, takie jak twardość, gęstość i mikrostruktura, wykonanych metodą impulsowo-plazmowego spiekania. Do przeprowadzenia procesów spiekania wykorzystano mieszankę proszków węglika wolframu z kobaltem o gradacji ziaren WC < 1 μm i 400 nm, oznaczonej przez producenta. słowa kluczowe: spiekanie, węgliki spiekane, WCCo, spiekanie impulsowo-plazmowe, SPS 1. Wstęp Węgliki spiekane są jednym z podstawowych materia- łów narzędziowych. Stanowią one ponad połowę sto- sowanych obecnie narzędzi przeznaczonych do obróbki
ABSTRACTCemented carbides are one of the most commonly used tool materials. They are characterized by high hardness and good cutting properties. Traditionally, carbides are produced in furnaces with induction or resistance heating in processes lasting several hours. This method is time and energy consuming. That is why research is constantly ongoing on modern and improved sintering methods. One of them is the SPS (spark plasma sintering) method. It allows us to quickly obtain solid materials with good mechanical properties. The paper presents the influence of WC grain size on the basic sintered properties, such as hardness, density and microstructure, made by pulse-plasma sintering. A mixture of tungsten carbide and cobalt powders with a gradation of WC grains (primary particles) < 1 μm and 400 nm, determined by the manufacturer, was used for sintering processes.
Cemented carbides are one of the basic tool materi-als. They constitute over half of the currently used tools intended for machining. Cemented carbides con-
Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo otrzymywanych metodą impulsowo-plazmowego spiekania SPSInfluence of WC grain size on the properties of WCCo cemented carbides obtained by the method of pulse-plasma sintering SPS Joanna Wachowicz1*, Katarzyna Chlebiej1, Radosław Zieliński2
1 SGGW Szkoła Główna Gospodarstwa Wiejskiego, Wydział Technologii Drewna, Katedra Mechanicznej Obróbki Drewna, ul. Nowoursynowska 159, bud. 34, pok. 1/51, 02-776 Warszawa
2 ITME Instytut Technologii Materiałów Elektronicznych, Zakład Materiałów Kompozytowych i Ceramicznych, ul. Wólczyńska 133, 01-919 Warszawa
STRESZCZENIEWęgliki spiekane są jednym z najczęściej stosowanych materiałów narzędziowych. Charakteryzują się wysoką twardością oraz dobrymi właściwościami skrawającymi. Tradycyjnie węgliki wytwarza się w piecach z nagrzewa-niem indukcyjnym lub oporowym w procesach trwających kilkanaście godzin. Metoda ta jest czaso – i energochłonna. Dlatego nieustannie trwają badania nad nowoczesnymi i ulepszonymi metodami spiekania. Jedną z nich jest meto-da spiekania impulsowo plazmowego SPS (ang. spark pla-sma sintering). Umożliwia ona szybkie otrzymywanie litych materiałów, charakteryzujących się dobrymi właściwościa-mi mechanicznymi. W pracy pokazano wpływ wielkości ziarna WC na podstawowe właściwości spieków, takie jak twardość, gęstość i mikrostruktura, wykonanych metodą impulsowo-plazmowego spiekania. Do przeprowadzenia procesów spiekania wykorzystano mieszankę proszków węglika wolframu z kobaltem o gradacji ziaren WC < 1 μm i 400 nm, oznaczonej przez producenta.
słowa kluczowe: spiekanie, węgliki spiekane, WCCo, spiekanie impulsowo-plazmowe, SPS
1. Wstęp
Węgliki spiekane są jednym z podstawowych materia-łów narzędziowych. Stanowią one ponad połowę sto-sowanych obecnie narzędzi przeznaczonych do obróbki
196 MCCM, 71, 3, 2019
J. Wachowicz, K. Chlebiej, R. Zieliński
sist of hard-melting metal carbides, characterized by high hardness, e.g. tungsten, titanium, tantalum and niobium carbides, with a content of 65% to 95%, and so-called binding metals such as iron, nickel and co-balt. Cobalt is the most commonly used binder com-ponent. WCCo cemented carbides have much better physical properties, including mechanical properties, compared to tool materials such as tool steels or high speed steels. The main advantages of WCCo cemented carbides are high hardness and abrasion resistance. The properties of WCCo sinters depend mainly on the content of the binding phase, the sintering method and the grain size of the powder from which the sinters were made [1, 2].
WCCo composites are obtained using a method known as powder metallurgy. This field of technology deals in the production of metallic materials from metal powders. Powder metallurgy is not based on melting composite components. Traditionally, sintering process-es for WCCo composites are carried out in a reducing atmosphere or in a vacuum, in furnaces with resistance or induction heating. The sintering temperature de-pends on the cobalt content and is 1350-1460 °C. The duration of this stage is several hours. The main disad-vantage of the natural sintering process is the need for high temperature and long time to obtain high-density sinters. These conditions affect the strong grain growth in the consolidated sinter [2]. To limit grain growth, so-called growth inhibitors are used such as: TaC, TiC, VC, NbC, Cr3C2. In addition to the fact that inhibitors limit grain growth, they also improve the resistance to brittle fracture of carbides [1].
In recent years there has been a dynamic devel-opment of electrically activated sintering methods, which are referred to as ECAS (electric current acti-vated/assisted sintering). The rapid increase in the number of patents over the past two decades is the result of the rapid spread of technology in both the scientific community and the industrial sector. The great interest in this technology is due to its wide range of applications. The most commonly used method, which uses electric current for heating, is the SPS (spark plasma sintering) method. This method is used to sinter various types of materials, including composites and ceramics [3-13].
The purpose of this work is to show the impact of WC grain size on the hardness, density and microstructure of WCCo sinters obtained by pulse-plasma sintering us-ing a mixture of tungsten carbide and cobalt powders with grain gradations (primary particles) WC < 1 μm and 400 nm.
skrawaniem. Węgliki spiekane składają się z węglików metali trudno topliwych, charakteryzujących się dużą twardością np. węgliki wolframu, tytanu, tantalu i niobu, przy udziale od 65% do 95%, oraz tzw. metali wiążą-cych, jak żelazo, nikiel i kobalt. Najczęściej stosowanym komponentem wiążącym jest kobalt. Węgliki spiekane WCCo charakteryzują się dużo lepszymi właściwościami fizycznymi, w tym mechanicznymi, w porównaniu do materiałów narzędziowych takich jak stale narzędzio-we lub stale szybkotnące. Głównymi zaletami węglików spiekanych WCCo jest wysoka twardość oraz odpor-ność na zużycie ścierne. Właściwości spieków WCCo są zależne głównie od zawartości fazy wiążącej, metody spiekania i od wielkości ziarna proszku, z którego zostały wykonane spieki [1, 2] .
Kompozyty WCCo są otrzymywane przy pomocy metody określanej jako metalurgia proszków. Ta dzie-dzina technologii zajmuje się wytwarzaniem materiałów metalicznych z proszków metali. Metalurgia proszków nie bazuje na topieniu składników kompozytu. Trady-cyjnie procesy spiekania kompozytów WCCo prowadzi się w atmosferze redukującej lub w próżni, w piecach z nagrzewaniem oporowym bądź indukcyjnym. Tempe-ratura spiekania uzależniona jest od zawartości kobaltu i wynosi 1350 – 1460 °C. Czas trwania tego etapu wyno-si kilka godzin. Podstawową wadą swobodnego procesu spiekania jest konieczność stosowania wysokiej tempe-ratury i długiego czasu dla uzyskania spieków o dużej gęstości. Warunki te wpływają na silny rozrost ziarna w konsolidowanym spieku [2]. Aby ograniczyć rozrost ziaren stosuje się tzw. inhibitory wzrostu takie jak: TaC, TiC, VC, NbC, Cr3C2. Poza tym, że inhibitory ograniczają rozrost ziarna, to również poprawiają odporność na kruche pękanie węglików [1].
W ostatnich latach nastąpił dynamiczny rozwój me-tod spiekania aktywowanych prądem elektrycznym, które określane są jako ECAS (ang. electric current acti-vated/assisted sintering). Szybki wzrost liczby patentów w ciągu ostatnich dwóch dekad jest wynikiem szybkiego rozprzestrzeniana się technologii zarówno w środowi-skach naukowych, jak i w sektorze przemysłowym. Duże zainteresowanie tą technologią spowodowane jest jej szerokim zakresem zastosowania. Najpowszechniej sto-sowaną metodą, wykorzystującą do nagrzewania prąd elektryczny, jest metoda SPS (ang. spark plasma sinte-ring). Metoda ta służy do spiekania różnego typu ma-teriałów, między innymi kompozytów, ceramiki [3-13].
Celem niniejszej pracy jest pokazanie wpływu wiel-kości ziarna WC na twardość, gęstość i mikrostrukturę spieków WCCo otrzymanych metodą spiekania impulso-wo-plazmowego z wykorzystaniem mieszanki proszków węglika wolframu z kobaltem o gradacji ziaren (cząstek pierwotnych) WC < 1 μm i 400 nm.
MCCM, 71, 3, 2019 197
Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo…
2. Research methodology
The sinters intended for testing were made using the SPS pulse plasma sintering method. The sintering pro-cess consisted of two stages. The first is degassing, while the second is the actual sintering stage. In the first phase, the sintering parameters were: pressing pressure 30 MPa, temperature 600 °C and time 5 min. The heating rate of the material was 50 °C/min. In the second stage of the process, however, the pressure was increased to 50 MPa, and the sintering temperature was increased to 1100 °C, 1150 °C or 1170 °C. The time of the second stage was 10 min. Fig. 1 schematically shows the sintering process.
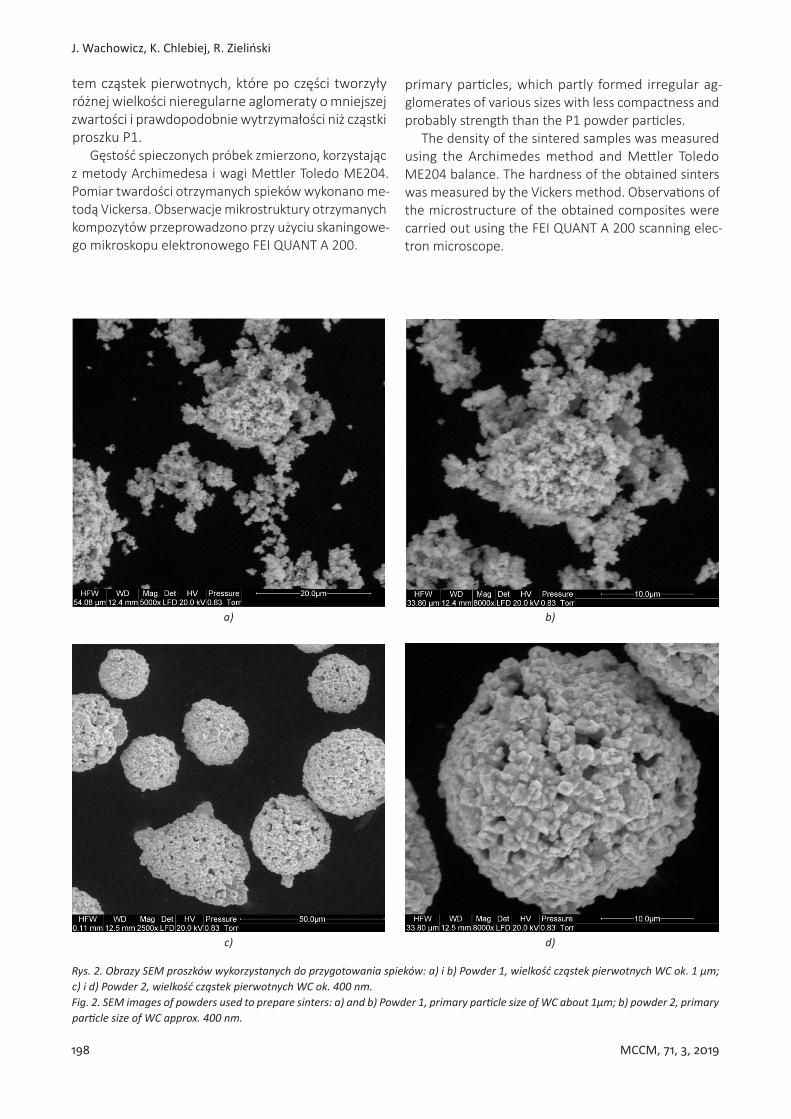
Two types of powder mixtures containing WC + 6 wt% Co were used to make the sinters. The SEM im-ages of powders used for sintering are shown in Fig. 2. The powders used for testing differed in the size of the primary WC particles. According to the manufacturer’s data, the primary particles of one of them had a size of about 1 μm (P1), while the other had about 400 nm (P2). In the case of microscopic observations of P2 powder, spherical agglomerates with a size of about 30 μm and structure indicating their considerable compactness and strength were found. The P1 powder, on the other hand, was characterized by the irregular shape of the
2. Metodyka badań
Przeznaczone do badań spieki wykonane zostały przy wykorzystaniu metody spiekania impulsowo-plazmo-wego SPS. Proces spiekania składał się z dwóch etapów. Pierwszy z nich to odgazowanie, natomiast drugi to etap spiekania właściwego. W pierwszej fazie parametry spiekania wynosiły: cieśnienie prasowania 30 MPa, tem-peratura 600 °C i czas 5 min. Szybkość nagrzewania ma-teriału wynosiła 50 °C/min. Natomiast w drugim etapie procesu zwiększono nacisk do 50 MPa, a temperaturę spiekania do 1100 °C, 1150 °C lub 1170 °C. Czas drugiego etapu wynosił 10 min. Na Rys. 1 schematycznie przed-stawiono przebieg procesu spiekania.
Do wykonania spieków wykorzystano dwa rodzaje mieszanek proszków WC + 6% wag. Co. Obrazy SEM proszków wykorzystanych do spiekania przedstawiono na Rys. 2. Wykorzystane do badań proszki różniły się wielkością cząsteczek pierwotnych WC. Zgodnie z dany-mi producenta cząstki pierwotne jednego z nich miały wielkość ok. 1 μm (P1), drugiego natomiast ok. 400 nm (P2). W przypadku obserwacji mikroskopowych prosz-ku P2 stwierdzono występowanie sferycznych aglome-ratów o wielkości ok. 30 μm i budowie wskazującej na ich znaczną zwartość i wytrzymałość. Natomiast proszek P1 charakteryzował się nieregularnym kształ-
Rys. 1. Przebieg procesu spiekania kompozytów WCCo.Fig. 1. The process of sintering of WCCo composites.
198 MCCM, 71, 3, 2019
J. Wachowicz, K. Chlebiej, R. Zieliński
primary particles, which partly formed irregular ag-glomerates of various sizes with less compactness and probably strength than the P1 powder particles.
The density of the sintered samples was measured using the Archimedes method and Mettler Toledo ME204 balance. The hardness of the obtained sinters was measured by the Vickers method. Observations of the microstructure of the obtained composites were carried out using the FEI QUANT A 200 scanning elec-tron microscope.
tem cząstek pierwotnych, które po części tworzyły różnej wielkości nieregularne aglomeraty o mniejszej zwartości i prawdopodobnie wytrzymałości niż cząstki proszku P1.
Gęstość spieczonych próbek zmierzono, korzystając z metody Archimedesa i wagi Mettler Toledo ME204. Pomiar twardości otrzymanych spieków wykonano me-todą Vickersa. Obserwacje mikrostruktury otrzymanych kompozytów przeprowadzono przy użyciu skaningowe-go mikroskopu elektronowego FEI QUANT A 200.
a) b)
c) d)
Rys. 2. Obrazy SEM proszków wykorzystanych do przygotowania spieków: a) i b) Powder 1, wielkość cząstek pierwotnych WC ok. 1 µm; c) i d) Powder 2, wielkość cząstek pierwotnych WC ok. 400 nm.Fig. 2. SEM images of powders used to prepare sinters: a) and b) Powder 1, primary particle size of WC about 1μm; b) powder 2, primary particle size of WC approx. 400 nm.
MCCM, 71, 3, 2019 199
Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo…
3. Research results and discussion
Fig. 3 shows the results of density measurements of individual samples, sintered at previously indicated temperatures. The theoretical density of WCCo com-posites with the tested composition is 14.85 g/cm3. Samples had a density of 14.70 g/cm3, which is 98.99% of the theoretical density, when sintered at 1100 °C and 1150 °C. In contrast, samples sintered at 1170 °C had a density of 14.74 g/cm3 (99.26%), which is very close to the theoretical density. In the case of samples obtained from P2 powder, a greater relationship be-tween sintering temperature and density of the ob-tained material is observed. Samples sintered at the lowest temperature (1100 °C) had the lowest density. It was only 13.00 g/cm3, which was 87.54% of theoretical density. Samples obtained at 1150 °C had a density of 14.66 g/cm3 (98.72%), and samples sintered at 1170 °C showed a value equal to the theoretical density value – 14.85 g/cm3.
The results of HV5 hardness measurements are pre-sented in Fig. 4. In the case of sinters obtained from P1 powder (WC primary particle size about 1 µm), the hardness remained at a similar level and was about 1950 ± 16 HV5. Samples obtained from P2 powder with a primary particle size of approx. 400 nm were charac-terized by much lower hardness compared to samples obtained from P1 powder. In the case of samples made of P2 powder, the sample sintered at 1150 °C had the highest hardness of 1803 ± 15 HV5, while the lowest was for sample sintered at 1100 °C. In this case, the hardness value was only 881 ± 16 HV5. Such low hard-ness was caused by high sinter porosity, which was observed in SEM images of fractures of these samples. However, the decrease in hardness of composites ob-tained at 1170 °C in comparison to sinters obtained at
3. Wyniki badań i dyskusja
Na Rys. 3 przedstawiono wyniki pomiarów gęstości poszczególnych próbek, spiekanych w podanych wcze-śniej temperaturach. Gęstość teoretyczna kompozytów WCCo o badanym składzie wynosi 14,85 g/cm3. Próbki spiekane w temperaturze 1100 °C i 1150 °C charak-teryzowały się gęstością wynoszącą 14,70 g/cm3, co stanowi 98,99% gęstości teoretycznej. Natomiast próbki spiekane w temperaturze 1170 °C miały gę-stość 14,74 g/cm3 (99,26%), która jest bardzo zbliżona do wartości gęstości teoretycznej. W przypadku pró-bek otrzymanych z proszku P2 obserwuje się większą zależność pomiędzy temperaturą spiekania a gęstością otrzymanego materiału. Próbki spiekane w najniższej temperaturze (1100 °C) charakteryzowały się najniższą gęstością. Wynosiła ona zaledwie 13,00 g/cm3, co sta-nowiło 87,54% gęstości teoretycznej. Próbki otrzyma-ne w temperaturze 1150 °C miały gęstość 14,66 g/cm3 (98,72%), a próbki spiekane w temperaturze 1170 °C pokazały wartość równą wartości gęstości teoretycz-nej – 14,85 g/cm3.
Wyniki pomiarów twardości HV5 przedstawiono na Rys. 4. W przypadku spieków otrzymanych z proszku P1 (wielkość cząstki pierwotnej WC ok. 1 µm) twar-dość pozostawała na podobnym poziomie i wynosiła ok. 1950 ± 16 HV5. Próbki otrzymane z proszku P2 o wielkości cząstki pierwitnej ok. 400 nm charaktery-zowały się znacznie niższą twardością w porównaniu do próbek otrzymanych z proszku P1. W przypadku próbek wykonanych z proszku P2 największą twardość miała próbka wykonana w temperaturze 1150 °C – wy-nosiła ona 1803 ± 15 HV5, najniższą natomiast próbka spiekana w temperaturze 1100 °C. W tym przypadku wartość twardości wynosiła zaledwie 881 ± 16 HV5. Tak niska twardość była spowodowana wysoką poro-
Rys. 3. Wpływ wielkości ziarna i temperatury spiekania na gęstość spiekanych kompozytów WCCo.Fig. 3. Influence of grain size and sintering temperature on the density of sintered WCCo composites.
Rys. 4. Wpływ wielkości ziarna proszku i temperatury spiekania na twardość spiekanych kompozytów WCCo.Fig. 4. Influence of powder grain size and sintering temperature on hardness of sintered WCCo composites.
200 MCCM, 71, 3, 2019
J. Wachowicz, K. Chlebiej, R. Zieliński
1150 °C could have been caused by the growth of WC grain and a simultaneous change in the distribution of the cobalt component.
Fig. 5 shows the microstructure of samples obtained from HF6 powder at 1100 °C, 1150 °C and 1170 °C. SEM images of composites sintered at 1100 °C and 1150 °C are characterized by slight porosity. The microstructure of composites obtained at 1170 °C is characterized by well-shaped WC grains. Along the WC grain boundar-ies, evenly distributed cobalt can be observed. Sinters occasionally have very small pores. The compact sin-tered microstructure can be observed over the entire cross-section of the sample. However, the SEM image of fractures of sintered samples at the highest tem-
watością spieku, co zaobserwowano na obrazach SEM przełomów tych próbek. Natomiast spadek twardości kompozytów otrzymywanych w temperaturze 1170 °C w porównaniu do spieków otrzymywanych w tempera-turze 1150 °C mógł być spowodowany rozrostem ziarna WC i jednoczesną zmianą w rozprowadzeniu składnika kobaltowego.
Na Rys. 5 przedstawiono mikrostrukturę próbek otrzymanych z proszku HF6 w temperaturach 1100 °C, 1150 °C i 1170 °C. Obrazy SEM kompozytów spiekanych w temperaturach 1100 °C i 1150 °C charakteryzują się nieznaczną porowatością. Mikrostruktura kompozytów otrzymanych w temperaturze 1170 °C charakteryzu-je się dobrze ukształtowanymi ziarnami WC. Wzdłuż
a) b)
c)
Rys. 5. Porównanie mikrostruktury próbek wykonanych z proszku P1 spieczonych w temperaturach: a) 1100 °C, b) 1150 °C i c) 1170 °C.Fig. 5. Comparison of microstructure of samples made of P1 powder sintered at temperatures: a) 1100 °C, b) 1150 °C and c) 1170 °C.
MCCM, 71, 3, 2019 201
Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo…
perature (1170 °C) reveals heterogeneity consisting in the occurrence of single WC grains of much larger sizes (Fig. 5c) than the average size of powder grains.
Fig. 6 shows the microstructure of samples obtained from P2 powder at temperatures 1100 °C, 1150 °C and 1170 °C. In the case of samples made of this powder, samples sintered at 1100 °C were characterized by the highest porosity. The starting powder particles formed spherical agglomerates and the sintered microstruc-ture remained heterogeneous with the presence of numerous pores. The lowest porosity was observed for the sample sintered at 1170 °C. An unfavourable phenomenon that we are undoubtedly dealing with is grain growth. It occurred on the entire cross-section of
granic ziaren WC zaobserwować można równomiernie rozłożony kobalt. W spiekach sporadycznie występują pory bardzo małych rozmiarów. Zwartą mikrostrukturę spieku zaobserwować można na całym przekroju prób-ki. Jednakże obraz SEM przełomów próbek spiekanych w najwyższej temperaturze (1170 °C), ujawnia niejed-norodność polegającą na występowaniu pojedynczych ziaren WC o znacznie większych rozmiarach (Rys. 5c) niż średnia wielkość ziaren proszku.
Na Rys. 6 przedstawiono mikrostrukturę próbek otrzymanych z proszku P2 w temperaturach 1100 °C, 1150 °C i 1170 °C. W przypadku próbek wykonanych z tego proszku największą porowatością charaktery-zowały się próbki spieczone w temperaturze 1100 °C.
a) b)
c)
Rys. 6. Porównanie mikrostruktury próbek wykonanych z proszku P2 spieczonych w temperaturach: a) 1100 °C, b) 1150 °C i c) 1170 °C.Fig. 6. Comparison of microstructure of samples made of P2 powder sintered at temperatures: a) 1100 °C, b) 1150 °C and c) 1170 °C.
202 MCCM, 71, 3, 2019
J. Wachowicz, K. Chlebiej, R. Zieliński
samples, regardless of the temperature at which they were made.
4. Summary
During sintering powder materials, when the poros-ity drops below a certain value, rapid growth of grains can occur, leading to the formation of a coarse-grained structure with pores inside the grains. This phenom-enon is very unfavourable due to the mechanical prop-erties of the materials obtained. So far, the most suc-cessful way to control WC grain growth is to add a small amount of metal carbides such as VC, Cr3C2, TaC, TiC or NbC to the powder mixture as grain growth inhibitors.
Modern sintering methods, activated by electricity, allow obtaining WCCo composites with a grain size of nanometers without the need for inhibitors. The idea of this method is based on the local action of electrical impulses. As a result of a single pulse flow, the powder is heated to a temperature much higher than the set sintering temperature. Thanks to which grain growth is limited.
The study showed that using the pulsed-plasma sin-tering method of tungsten carbide and cobalt submi-cron powders with a primary particle size < 1 µm and not very strong agglomerates, it is possible to obtain a WCCo – 6% Co composite with a density close to the theoretical value, characterized by high hardness of approx. 1950 HV5. In the case of SPS consolidation of a powder with a primary particle size of 400 nm and more durable agglomerates, an unfavourable phenom-enon of WC grain growth and a decrease in the hard-ness of the obtained WCCo material were observed.
AcknowledgementThe work was financed under project No. 505-10-062500-Q00510-99 (SGGW internal grant (2018-2019)).
Cząstki proszku wyjściowego tworzyły sferyczne aglo-meraty i mikrostruktura spieku pozostała niejednorodna z obecnością licznych porów. Najmniejszą porowatość zaobserwowano w przypadku próbki spiekanej w tem-peraturze 1170 °C. Niekorzystnym zjawiskiem, z któ-rym niewątpliwie mamy do czynienia jest rozrost ziaren. Wystąpił on na całym przekroju próbek, niezależnie od temperatury w jakiej zostały wykonane.
4. Podsumowanie
Podczas spiekania materiałów proszkowych, gdy poro-watość spadnie poniżej pewnej wartości, może nastąpić gwałtowny rozrost ziaren, doprowadzający do powsta-nia gruboziarnistej struktury z porami znajdującymi się wewnątrz ziaren. Zjawisko to jest bardzo niekorzystne z uwagi na właściwości mechaniczne otrzymywanych materiałów. Jak dotąd najbardziej udany sposób kon-trolowania wzrostu ziarna WC polega na dodaniu do mieszanki proszkowej niewielkiej ilości węglików metali takich jak VC, Cr3C2, TaC, TiC lub NbC jako inhibitorów wzrostu ziarna.
Nowoczesne metody spiekania, aktywowane prą-dem elektrycznym, umożliwiają otrzymanie kompozy-tów WCCo o wielkości ziarna rzędu nanometrów bez konieczności stosowania inhibitorów. Idea tej metody polega na lokalnym działaniu impulsów prądu elektrycz-nego. W wyniku przepływu pojedynczego impulsu, pro-szek nagrzewany jest do temperatury znacznie wyższej niż ustalona temperatura spiekania. Dzięki czemu roz-rost ziaren jest ograniczony.
W pracy wykazano, że wykorzystując metodę im-pulsowo-plazmowego spiekania proszków submikro-nowych węglika wolframu i kobaltu o rozmiarze cząstki pierwotnej < 1 µm i niezbyt mocnych aglomeratach można otrzymać kompozyt WCCo – 6% Co o gęstości zbliżonej do wartości teoretycznej, charakteryzujący się wysoką twardością ok. 1950 HV5. W przypadku konsoli-dacji SPS proszku o rozmiarze cząstki pierwotnej 400 nm i bardziej wytrzymałych aglomaratach zaobserwowano niekorzystne zjawisko rozrostu ziarna WC i obniżenie twardości otrzymanego materiału WCCo.
PodziękowaniaPraca finansowana w ramach projektu nr 505-10-062500-Q00510-99 (grant wewnętrzny SGGW (2018-2019)).
MCCM, 71, 3, 2019 203
Wpływ wielkości ziarna WC na właściwości węglików spiekanych WCCo…
Bibliografia / References[1] Siwak, P., Garbiec, D.: Microstructure and me-
chanical properties of WC–Co, WC–Co–Cr3C2 and WC–Co–TaC cermets fabricated by spark plasma sintering, Trans. Nonferrous Met. Soc. China, 26, 10, (2016), 2641-2646.
[2] Fernandes, C. M., Senos, A. M. R.: Cemented carbide phase diagrams: a review, Int. J. Refract. Met. Hard Mater., 29, 4, (2011), 405-418.
[3] Rumman, Md Raihanuzzaman, Zonghan Xie, So-on-Jik Hong, Reza Ghomashchi, Md.R. Rumman, Z. Xie, S.J. Hong, R. Ghomashchi: Effect of spark plasma sintering pressure on mechanical pro-perties of WC–7.5 wt% Nano Co, Mater. Design, 68, (2015), 221-227.
[4] Abyzov, A. M., Kruszewski, M. J., Ciupiński, Ł., Mazurkiewicz, M., Michalski, A., Kurzydłowski, K. J.: Diamond–tungsten based coating–copper composites with high thermal conductivity pro-duced by Pulse Plasma Sintering, Mater. Design, 76, (2015), 97-109.
[5] Rosiński, M., Kruszewski, M. J., Michalski, A., For-tuna-Zaleśna, E., Ciupiński, Ł., Kurzydłowski, K. J.: W/steel joint fabrication using the pulse plasma sintering (PPS) method, Fusion Eng. Design, 86, 9-11, (2011), 2573-2576.
[6] Garbiec, D., Jurczyk, M., Levintant-Zayonts, N., Mościcki, T.: Properties of Al–Al2O3 composites synthesized by spark plasma sintering method, Arch. Civil Mechan. Eng., 15, 4, (2015), 933-939.
[7] Grasso, S., Sakka, Y., Maizza, G.: Electric current activated/assisted sintering (ECAS): a review of
[8] Cincotti, A., Locci, A. M., Orrù, R., Cao, G.: Mo-deling of SPS apparatus: Temperature, current and strain distribution with no powders, AIChE Journal, 53, 3, (2007), 703-719.
[9] Putyra, P., Laszkiewicz-Łukasik, J., Jaworska, L.: Zastosowanie urządzenia SPS w procesie spie-kania reakcyjnego materiałów ceramicznych, Mechanik, 89, 4, (2016), 294-297.
[10] Klimczyk, P., Cura, M. E., Vlaicu, A. M., Mercio-niu, I., Wyżga, P., Jaworska, L., Hannulab, S.-P.: Al2O3–cBN composites sintered by SPS and HPHT methods, J. Eur. Ceram. Soc., 36, 7, (2016), 1783-1789.
[11] Yung, Der-Liang, Cygan, S., Antonov, M., Jawor-ska, L., Hussainova, I.: Ultra high-pressure spark plasma sintered ZrC-Mo and ZrC-TiC composites, Int. J. Refrac. Met. Hard Mater., 61, (2016), 201-206.
[12] Kotas, R., Marciniak, P., Sakowicz, B., Makow-ski, D., Czarnecki, M., Wachowicz, J., Zieliński, R., Truszkowski, T., Rosiński, M., Michalski, A., Sobiecki, R., Skrabalak, G., Talar, R., Napieralski, A.: Control and monitoring system prototype for pulse plasma sintering process, 2015 22nd Inter-national Conference Mixed Design of Integrated Circuits & Systems (MIXDES). IEEE, 2015.
[13] Olevsky, E., Dudina, D.: Field-assisted Sintering: Science and Application, Springer, (2018), ISBN 978-3-319-76031-5.
Otrzymano 28 czerwca 2019, zaakceptowano 15 lipca 2019. Received on June 28, 2019, accepted on July 15, 2019.










![WPŁYW USZKODZEŃ KLATKI WIRNIKA NA WARTOŚĆ NAPIĘĆ I … · 2010. 8. 2. · [3]. Drak B., Zientek P., Niestrój R., Boboń A.: Wpływ uszkodzeń klatki wirnika na wartość napięć](https://static.documents.pub/doc/80x56/60a4f17a7dda9f464a0feab6/wpyw-uszkodzef-klatki-wirnika-na-warto-napi-i-2010-8-2-3-drak.jpg)








![Wpływ oleju i temperatury na pęcznienie gumy EPDM do …elastomery.pl/wp-content/uploads/streszczenia-pdf/E2016... · 2020. 6. 2. · Elastomery journal [1]. 4. Experimental 4.1.](https://static.documents.pub/doc/80x56/6122a749b5e54271b64f112e/wpyw-oleju-i-temperatury-na-pcznienie-gumy-epdm-do-2020-6-2-elastomery.jpg)





