24
- ,
| Date post: | 06-Oct-2018 |
| Category: |
Documents |
| Upload: | phungthuan |
| View: | 217 times |
| Download: | 0 times |

-
,
!
CONTENTS
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . INTRODUCTION. 1-3
DESIGN FOR PLATING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-10
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . SELECTING THE FINISH .lo-17
SPECIFYING THE FINISH. .18-24
ZINC ALLOY PLATING .24-29
TESTING THE FINISH .29-32
t i . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GLOSSARY OF METAL FINISHING TERMS. . . . . . . . . . . . . . . . .33-34
SOURCES OF INFORMATION. . . . . . . . . . . . . . . . . . . . . . . . . . . . .‘34
TABLES I.
11.
Suggested Standards for Quality Zinc Coatings on Iron
Suggested Standards for Quality Cadmium Coatings on &Steel Products. . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
Iron & Steel Products. . . . . . . . . . . . . . . . . . . . . . . . . . 2 0 111. Expected Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Published Specifications for Zinc Coatings on Steel . . . . . . . .22 Published Specifications for Mechanical Zinc Coatings . . . . . .22 Published Specifications for Cadmium Coatings on Steel. . . . .23 Published Specifications for Mechanical Cadmium Coatings. . .23
CadmiumTin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 IX. Zinc-Iron. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Typical Bath Composition. . . . . . . . . . . . . . . . . . . . . . . . .28 Typical Bath Parameters Comparison . . . . . . . . .~ . . . . . . . .28
MFSA MEMBERSHIP ROSTER. . . . . . . . . . . . . . . . . . . . . . . . . . . . .37
IV. V.
VI. VII.
VIII. Published Specifications for Mechanical Coatings of
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . X. Zinc-Cobalt .26 XI. Protection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 7
XII. XIII.
INTRODUCTION i i i
The Metal Finishing Suppliers’ Association, Inc. is a trade association of companies and individuals engaged in providing the metal f i s h i n g industry with the equipment, products and supplies used by that indus- try. A primary objective of the Association, as stated in its Bylaws, is to promote the interest and further the welfare of its members and their customers while safeguarding the interests of the ultimate consumer.
The Association, along with other groups in the industry, has long realized that the public, the industrial buyer and the designer are not too well inform- ed about metal finishingnor how to specify high quality coatings. When metal products are sold which are inadequately finished for long service life the re- sult is harmful to all. Sales are retarded and competition by nonmetallic mat- erials is promoted.
In 1960 the MFSA initiated action to upgrade the durability of metal finishes in a continuing program known as the “Quality Metal Finishing Project” or the “QMF”. Its programs are aimed at:
1. Promoting the use of technically sound specifications or standards in cooperation with interested trade and technical societies.
2. Providing useful information to both producers and buyers of electroplated products through the medium of metal finishing clinics in the larger industrial centers.
3. Providing printed guides on established standards and specifica- tions in condensed form readily usuable by the design engineer, purchasing agent and others concerned with metal finishing.
The present volume, the second in the series, like the fust is a guide to the application of established standards to achieve a quality metal finish. Whereas the first deals with copper-nickel-chromium finishes, the second presents in- formation on standards for electrodeposited zinc and cadmium coatings, mechanically deposited zinc, zinc alloys, cadmium and cadmium-tin, as well as chromate conversion coatings. In the decade of the ~ O ’ S , QMF Guides on MASS FINISHING and TIN and TIN ALLOY COATINGS were written and printed to further demonstrate our devotion to Quality; ELECTROLESS NICKEL was added in the ’80s.
1
!
I
b
~.
i
1
1 I
i One reason for the concem of the MFSA that high quality shall be achieved is that it is usually impossible to rate the quality of finished metal products by appearance alone. A coating which will preserve the eye appeal and utility of a metal article throughout its expected life may look exactly like one that is
I
1
Illustration A - Zinc plated steel shop truck Swivel wifh Olive drab chromate coating.
not thick enough to prevent premature rusting when the part is put into ser- vice.
Much testing and evaluation had to be done to provide the technical daia required before standard specifications could be written for electroplated fin- ishes. The American Society for Testing and Materials, the American Electro- platers and Surface Finishers Society, the National Bureau of Standards and many industrial laboratories all have carried out such programs for many years.
The QMF Project evaluates the status of existing and proposed quality stand- ards, selects those that are supported by technically sound data, relates the specified quality level to various kinds and degrees of severity of service and then disseminates the information to those in industry who can and should use it. In addition QMF provides information which can be used by producers to make it easier or less expensive to meet the standards. For example, it may be better to change to a different finish rather than incur the expense of u p grading a current one. I t may be more desirable to alter a design detail which would facilitate application of a more uniform finish thereby lowering cost.
Quality
How much is quality worth?
Obviously, an industry can afford to pay more for improved quality of given article than the amount spent on repair or replacement of defecti uni ts produced at an inferior quality level. Every unit which does not seI out its expected life with acceptable appearance and performance is a star ing advertisement against further sales of the part. Good management aims build in the right amount and kind of high quality which is needed to guara tee the expected or promised service of the unit.
What management needs to know is how t h i s quality level can be achieve how it should be specified for a given service and how to control the relea of products to insure that they meet the standards. At the same time manag ment must be confident that this know-how is based on sound engmeeri principles yet does not incorporate an excessive factor of safety.
DESIGN FOR PLATING
The program to improve and control the quality of a metal product shou: start at the desk of the designer. Basic principles of mechanical finishing ar electroplating impose important restrictions on the sue and shape of camp, nents. The d e s i ~ e r should know enough about these principles so that he cz design to minimize costs of quality fqshing while planning products whic will have a long service life. Metal finishing processes are at least as cor plicated as metal stamping, casting or forging with which the designer usually more familiar. Proper selection of finishes and processes offers man opportunities to improve quality, reduce wsts, and increase productiol ASTM Designation B-507 can provide the designer with helpful information.
Significant Surfaces
A most important term used when specifying metal fmishes is “significan surface” because on many products the same standard of quality is not re quired at all points on the surface. The significant surfaces can be defined a those normally visible directly or by reflection which are essential to th, appearance or serviceabiity of the article or which, if they are a source o corrosion products, can alter the appearance or performance of visible SUI faces. Significant surfaces preferably should be agreed upon between pur chaser and manufacturer and should be indicated on drawings. Furthennor( points at which thickness measurements are to be made should be identified.
2 i

Design for Barrel Processing (Electroplate or Mechanical Plate)
Metal parts which are to be zinc or cadmium plated do not ordinarily require polishing with belts or wheels before plating. Those to be cleaned or smooth- ened are often treated by barrel finishing or tumbling or other vibrating pr& cesses. In designing to improve quality, consideration should be given to cer- tain rules applicable to such processing, whether this be surface preparation or barrel plating:
bvoid blind holes, recesses and joint crevices which can retain
Avoid intricate surface patterns which will be blurred by barrel finishing.
0 Parts must be sturdy enough to withstand the multiple impacts of barrel rotation.
0 Small flat parts which tend to nest together should be provided with ridges or dimples to prevent this.
Design for good entry and drainage of solutions during rotation by using simple shapes.
0 Significant surfaces must be exterior for barrel work in order to undergo proper mechanical preparation and cleaning or to receive their share of metal deposit. They should be convex, if possible, rather than recessed.
li
tumbling compounds and metal debris. Y
Design for Racking, Draining and Air Entrapment
There are design considerations other than the above for parts which are to be mounted on racks for processing in cleaning and electroplating tanks. Among them are the following:
0 Products which would occupy a volume in processing tanks large in proportion to surface area should be designed to be plated in sections for assembly after coating.
0 Consult the plating department to make certain that parts can be held securely on a plating rack with good electrical contact with- out masking any significant surface. Many difficult racking prob- lems can be solved by design modification.
0 Provide for good drainage of cleaning and other processing solu- tions from racked parts. Certain shapes tend to trap solution which then cause contamination by carryover, possible corrosion of the part and wastage of materials. Carryover also aggravates the problem of waste disposal. In design avoid rolled edges, blind holes and spot-weldedjoints. Provide drain holes in recessed areas.
Avoid shapes which can trap air on entry into a processing tank if this air can prevent access of solutions to areas requiring treat- ment. Wherever air can be trapped, hydrogen or oxygen may also accumulate during cleaning and plating.
Design for Good Distribution of Electrodeposits
The most important factor determining the quality of a coating on metal parts is its thickness on significant surfaces. Fundamental laws of electrochemistry operate to prevent perfectly uniform deposition of an electrodeposit on a cathode of any useful shape and sue. Portions of the work which are nearer to the anodes tend to receive a heavier deposit. Sharp edges or protrusions tend to steal a larger share of the current and receive a heavier deposit. The goal of the designer and the plater is to minimize thickness variations over significant surfaces. At the same time uneconomical wastage of metal by ex- cessive build-up on non-significant areas must be avoided. Variations in plate distribution may not allow parts t o be assembled properly due to heavy buildup in high current density areas.
4 5

II
Y
DESIGN FEATURES THAT INFLUENCE ELECTROPLATABILITY
The effect of the basic design of a product or component upon the effectiveness or durability of the plating used has been the subject of much study and research and many failures for which the plater has been blamed can be attributed to the original design.
A major contribution to the plating industry was made by the Zinc Institute, Inc. when it sponsored a design study by Battelle Memorial Institute which has resulted in the establishment of basic design principles to be applied to zinc die castings.
The various shapes shown here provide the “ho & don’ts” of design confprations and their rela- tionship to electroplating quality.
Courtesy Zinc Institute, Inc.
ccnvex surfaces
Flat surface!
Sharply angled edges
Flanger
Slots
Blind holes
Sharply angled mdentation!
6

Flat-botton grooves
V-shaped grooves
Fins
Ribs
Concave recesses
Deep scoops
Spearlike juts
Rings
1
ELECTROPLATABI LlTY
The distribution of electroplate i s indicated in an exaggerated fashion
Inside and outside angles should be rounded generously to minimize costs.
Deep, V-shaped grooves cannot r e satisfactorily plated with corrosion- protective nickel and chromium and should be avoided. Shallow, rounded grooves are better.
Increase plating time and costs for a specified minimum thickness and reduce the durability of the plated part.
Narrow ribs with Sharp angles usual. ly reduce electroplatability; wide ribs with rounded edges impose no problem. Taper each rib from i ts center to both sides and round off edges. Increase spacing i f possible.
Electroplatability i s dependent upon dimensions.
Increase plating time and costs for a specified minimum thickness.
Buildup on jut w i l l rob corners from their share of electroplate. Crown the base and round off all corners.
Electroplatability i s dependent upon dimensions. Round off corners and crown from center line, sloping towards both sides.

It is possible to estimate metal distribution ratios from models or mock-ups, but there are also empirical rules which can guide the designer to improved uniformity of thickness, hence to improved quality with greater economy. The sketches illustrate the influence of design as it has been developed from practical experiences:
Avoid concave or perfectly flat signifcant surfaces. Convex or
Edges should be rounded.
Reentrant angles or comers should be fdeted with a generous radius. Make such radii as large as possible.
Blind holes must usually be exempted from minimum thickness requirements.
0 Protruding fins, knobs and ridges tend to rob current from sur- rounding areas, hence should be avoided or reduced in height.
Assist the plater by clearly marking significant surfaces in part drawings.
Avoid use of a variety of basis metals in any one part to be plated. The contact of dissimilar metals may interfere by galvanic action with covering power or with adhesion of the deposit. In addition, the cleaning of dissimilar metals is quite difficult, if not im- possible.
crowned areas receive more uniform coating. ,, Y
Design for Good Distribution of Mechanical Plating
There is available a non-electrolytic, mechanical plating process which utilizes mechanical energy to deposit metal coatings in a tumbling barrel. The designer should be aware that the distribution of thickness follows different rules than in electroplating. Mechanical plating tends to form thinner coatings at edges and comers than on adjacent surfaces; Flat surfaces are well covered but blind holes and reentrant angles are not. Some recessed areas such as the root diameter of threads have a tendency to build-tq It is evident that, in spite of these differences from electroplating, the desigher should still avoid sharp edges and comers, as well as blind holes, to aid in improving quality.
SELECTING THE FINISH
The designer should approach the problem of selecting a zinc or cadmium finish with a clear understanding of the requirements expected of the coating, the properties of the metal deposit, the properties af any coating on the deposit and the service conditions the article will be expected to withstand. Another factor to consider when choosing zinc or cadmium is that some countries will not allow parts or assemblies to be imported if they contain cadmium.
lllunretion C - Zinc plated um iron torque limiter m b l v with iridescent ehrom watiw for indoor servics on electric motor.
In most cases pleasing appearance is an important factor regardless of fu1 tion. A properly selected f d of quality will have an acceptable appe ance not only on the shelf but also throughout the service life of the part.
Requiremena of Finish
Iron and steel surfaces rust readily even in mildly corrosive surroundings. T rust not only is unattractive but may interfere with mechanical functioni of a component or discolor materials in contact with it. Nearly all iron a steel structures or ports are therefore treated for rust prevention. Zinc a cadmium deposits afford excellent protection against rusting under most c mstances . The reason for applying zinc or cadmium may be classified a (a) to retard rusting, (b) to provide a pleasing appearance and (c) to serve some functional capacity.
(a) Rust Revention - The corrosion rates of zinc and cadmium d posits am much lower than those of steel in most atmospheres well as in contact with water. In addition, the electrochemic relationships between each of these two metals and steel are suc that rusting of the latter is suppressed by galvanic action evf where the coating is damaged or wom through.
10 1

Illustration D - Zinc plated ~Ieel wire goods with anodic clear chromate coating plus baked clear enamel.
(b) Appearance - In some applications zinc or cadmium is used with the sole objective of providing a durable, pleasing appearance for the period of useful life of a steel part. Applications of this class have been greatly increased by the availability of bright zinc and cadmium deposits and the development of chromate conver- sion coatings and colored finishes.
Functional Service - Zinc or cadmium may be deposited on steel components to serve functional purposes while retarding rusting. Examples of such uses are: (1) to improve solderability, to lower electrical contact resistance and to provide surface con- ductivity on electronic equipment, radio and television chassis, (2) to prevent discoloration of fabrics or other materials with:
~
(c)
which the plated coating may be in contact, (3) to prevent seiz- ing of moving parts, bolts, nuts and latches, (4) to reduce or eliminate bi-metallic corrosion through the use of mixed metal mechanically deposited coatings.
Properties of the Deposited Metal Coatings
Cadmium and zinc, considered similar in their galvanic behavior to iron in most environments, do differ in many of their properties. These differences should be considered in selecting one for a given applicalion.
(a) Rust Retardation - The potential difference between cadmium and iron is usually less than that between zinc and iron. For this reason cadmium does not retard rusting over as large an area of exposed iron as does zinc. “Pinhole” corrosion of steel is occa- sionally observed to occur through pores in a cadmium coating. This suggests that the potentials of cadmium and iron may even be reversed in some environments. Exposure tests have shown conclusively that in industrial loca- tions cadmium coatings fail more rapidly than do zinc coatings of equal thickness. In severe marine atmospheres, however, cadmium is more effective than zinc in retarding rusting. These results have also been shown to be independent of the application method. Mechanically deposited coatings have demonstrated equivalence to electro deposited coatings of these metals when equal thick- nesses have been compared.
The slower rate of corrosion of zinf deposits in industrial atmos- pheres has been attributed to the fact that zinc corrosion prod- ucts formed in such atmospheres are alkaline in character and of low solubility. Cadmium corrosion products in industrial atmos- pheres are more soluble and tend to wash away. I t is not clear why cadmium outperforms zinc in the salt spray and in pure marine atmospheres. The zinc corrosion products formed under these conditions are visible enough but do not seem to be as protective. When rust retardation is the prime requirement zinc coatings are commonly used. The zinc coating may be untreated or receive an inexpensive clear chromate ffish in such applications, as for ex- ample, conduit, strip, wire and fence hardware.
Corrosion Behavior - When zinc is stored in a humid, stagnant atmosphere quantities of white, bulky corrosion products develop which are usually objectionable and may interfere with proper functioning of moving parts or cause seizure of threaded compo- nents. Cadmium weathers differently and does not generate vol- uminous adherent corrosion products. Corrosion of this sod usu- ally can be prevented by application of chromate conversion fm- ishes.
(b)
12 13
(c) Solderability - Cadmium-coated steel can be soldered readily with non-corrosive fluxes, an advantage important in electronic and other electrical equipment.
Toxicity- Cadmium corrosion products are toxic hence cadmium should not be plated on articles which come in contact with foods or beverages. Cadmium also poses a severe waste water treatment problem for the plater because of its toxicity. Zinc salts are far less toxic. Although it is not advisable t o m e bare zinc deposits in contact with food, zinc-coated steel wire with organic coatings has been used for many years in the m d f a c t u r e of refrigerator shelves. Again, cadmium vapors and oxide fumes are toxic, hence cadmium-plated pads should not be welded. Zinc-coated parts may be welded safely if the fumes are removed by adequate ventilation. Electrical Properties - Cadmium has a lower contact resistance than zinc. This, together with its ease of soldering, leads to its use on electronic apparatus, such as, radio and television chassis. The lesser tendency of cadmium to form bulky weathering p r e ducts also is of advantage in electrical equipment, giving better surface conductivity and contact behavior. Hydrogen Embrittlement - High carbon and high strength steels having a hardness greater than 35 Rockwell C are susceptible to embrittlement caused by absorption of hydrogen in the proces- sing of the steel in pickling, cathodic cleaning or plating opera- tions. Zinc and cadmium plating can cause this embrittlement on high strength steels used to make springs, lock washers, fasteners and the like. The phenomenon of delayed cracking by hydrogen embrittlement has been studied by hundreds of workers but is still not thoroughly understood. There is no general agreement on the processing cycle for cleaning and plating such steels with zinc or cadmium which will reliably avoid the embrittlement. There is agreement that susceptible steel parts should be heated after plat- ing to reduce danger of subsequent cracking. Baking at 191C (375F) for four hours is a widely used precaution recommended in ASTM Designation B 242. High-efficiency chlon‘de plating processes which generate very small amounts of hydrogen during operation are available for zinc and cadmium requirements. The use of these processes enables a bright, ductile deposit of zinc or cadmium to be plated directly on cast iron, malleable iron or steel with greatly reduced possibility of inducing hydrogen embrittle- ment. Mechanical plating can also be used to eliminate this problem since the process imparts no significant absorption of hydrogen.
Covering Castings - The phenomenon of “covering power” in- volves the minimum current density at which electrodeposition occurs. Cadmium baths are generally superior to zinc baths in this respect in electroplating cast and malleable iron parts or high
(d)
(e)
( f )
(g)
4
carbon steel, althoughimproved zinc plating processes having good covering power are now commercially available. Although cad- mium has been specified for barrel plating of cast iron and high carbon steel components, there are available chloride zinc pro- cesses which can be used for this purpose. A mechanical plating system, which is not limited by a minimum current density requirement, is well suited for plating hard to cover substances.
(h) Formability - Both cadmium and zinc coatings can be deposited in a ductile form. Steel coated with properly applied cadmium or zinc electrodeposits can be formed, stamped or drawn without damage, depending upon the depth of the draw.
Properties of the Chromate Finish
Even though zinc and cadmium are excellent rust retarders the surface of steel coated with these metals does not remain bright and stain-free in service. To avoid staining and delay the formation of white corrosion products during storage or in service indoors, practically all zinc and cadmium-coated steel Illustration E - Zinc plated steel hardware with clear chromate coating.
!

manufactured today is given a thin (20 micrometres maximum) protective film using one of the available chromate conversion fmishing processes. There are three classes of chromate finishes in general use on cadmium and zinc coatings: blue brite, clear (single dip or leached) iridescent yellow, black and olive drab. The thickness of the finish increases in the same order, the olive drab being relatively much thicker than the others. Which class of fmish is selected depends upon the kind of service to be met and the properties desired in the finish. II
Corrosion Protection - The protective value of a &omate finsh increases with increasing thickness. In a salt spray test bare zinc- coated steel may show white corrosion products in an hour or two. The same parts, given an olive &ab chromate fw can with- stand more than 100 hours exposure before showing white prod- ucts. The protection afforded is particularly valuable in retarding white corrosionunder highly humid storage conditions in stagnant air. When used as a base for paint or other organic coating, the chromate coating is extremely beneficial in that it forms a barrier to lateral erosion and undercutting of the top coat. Applications benefiting by this protection include auto parts, washing ma- chines, refrigerator parts and military hardware and equipment intended for tropical service. Trivalent chromium processes for developing Chromium - containing film on zinc and ca5mium are available. The film produced is used similarly as a base for organic finishes and gives improved corrosion resistance to the fmal product when used in this fashion. The corrosion protection afforded by the film alone is generally equal to a single-dip blue-bright hexavalent chromate process.
Decorative Value - The use of chromate f d e s permits wide choice in surface appearance. The chromelike brilliance of bright zinc or cadmium can be preserved for extended periods of time indoors by application of a blue brite, dear oQeached chromate finish. Futher protection can be provided by a clear lacquer coating. Tubular furniture and business machine parts are typical examples. The thicker finishes offer variety in color ranging from yellow through iridescent yellow to bronze, black, and olive drab. Fur- ther choice of colors is possible through application of organic dyes. Some of these are readily absorbed by the chromate finshes to give reds, blues, greens, golds and blacks, along &th simulated brass tones which are sufficiently color-fast for indoor service. The primary purpose for use of dyes is color coding of similar parts.
(a)
(b)
{
i 1
i
i i ! i.
I i I I
i
i i
I I
lllunmtlon F - Zin: plated screws a d bolts with denr chromate coating. The chromate f d e s are also used to reduce tamishing and fingermarking and thus improve the shelf life of hardware and appliance parts. Electrical Properties - The eleztrical resistance of the chromate f d h e s varies with the f h thickness - Le., the thinner the fh the lower the resistance. In many applications their protective value can be utilized without losing the advantages of low contact resistance and good surface conductivity of cadmium plated steel. A silver bearing black chromate fmkh is being used both for cosmetic appearance and to improve static grounding of com- puter housings. Many electronic, electrical and aircraft compo- nents are thus treated. Solderabiity - Solderhgwith rosin fluxesis possible on cadmium- plated surfaces treated with clear chromate f d e s . However, clear bright coatings on zinc deposits and colored finishes on both zinc and cadmium usually but not always must be removed in the area of a soldering joint. Applications of clear chromate f d h e s on plated parts for soldering are typified by electronic equipment, business machines, and telephone equipment. AbragionRegistsnce - Most chromate conversion coatings dehy- drate to form a relatively hard fh which can withstand a mod- erate amount of wear and handhg. The coating does retain entrapped water which, to some extent, enables the coating to "self-heal" or flow back into a scratched area.
(c)
(d)
(e)
16 17
SPECIFYING THE FINISH Caving selected either cadmium or zinc as the coating for a steel or iron com- . onent, and having decided whether or not a supplementary chromate f ~ s h ; required, the designer must now specify the requirements of the system to sure its quality. Highquality can be achieved by specifying the appropriate iickness for the application, adhesion, appearance and freedom of the basis
hese requirements have been met. -hickness
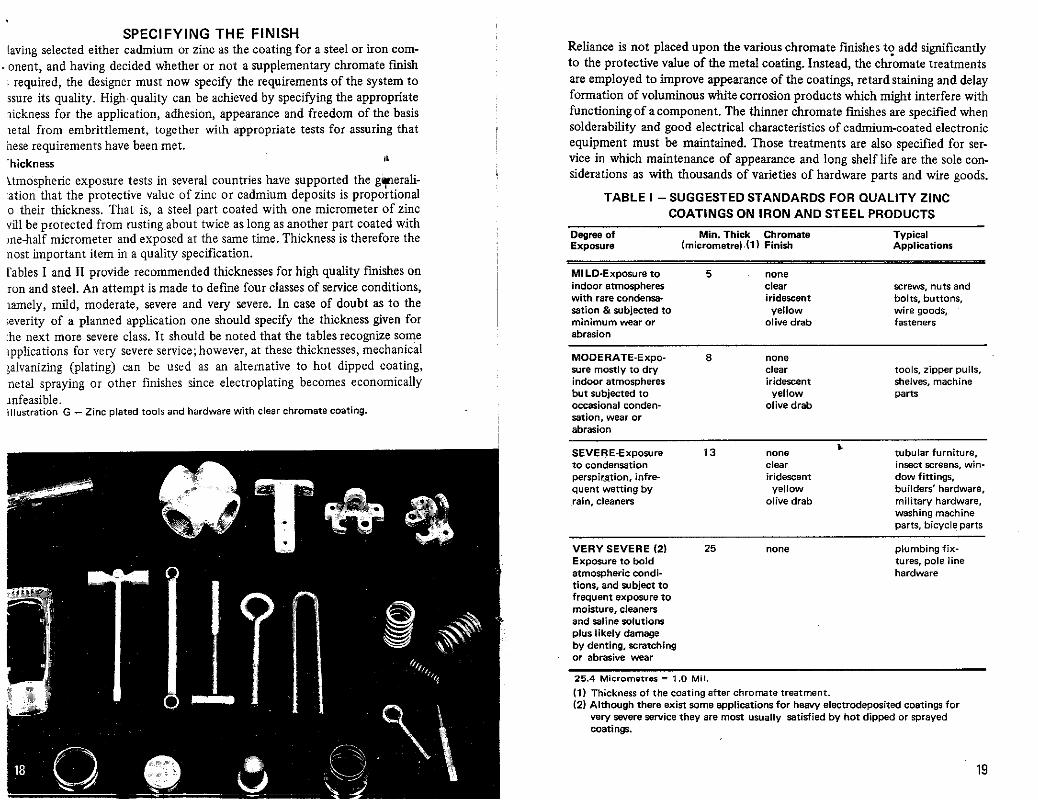
itmospheric exposure tests in several countries have supported the gplerali- .ation that the protective value of zinc or cadmium deposits is proportional o their thickness. That is, a steel part coated with one micrometer of zinc vill be protected from rusting about twice as long as another part coated with me-half micrometer and exposed at the same time. Thickness is therefore the nost important item in a quality specification. rables I and I1 provide recommended thicknesses for high quality finishes on ron and steel. An attempt is made to define four classes of service conditions, lamely, mild, moderate, severe and very severe. In case of doubt as to the ;everity of a planned application one should specify the thickness given for :he next more severe class. It should be noted that the tables recognize some ipplications for very severe service; however, at these thicknesses, mechanical Zalvanizing (plating) can be used as an alternative to hot dipped coating, netal spraying or other finishes since electroplating becomes economically infeasible. illustration G - Zinc plated tools and hardware with clear chromate coating.
ietal from embrittlement, together with appropriate tests for assuring that I
,I
:
Reliance is not placed upon the various chromate ffishes to add significantly to the protective value of the metal coating. Instead, the chromate treatments are employed to improve appearance of the coatings, retardstaining and delay formation of voluminous white corrosion products which might interfere with functioning of a component. The thinner chromate finishes are specified when solderability and good electrical characteristics of cadmium-coated electronic equipment must be maintained. Those treatments are also specified for ser- vice in which maintenance of appearance and long shelf life are the sole con- siderations as with thousands of varieties of hardware parts and wire goods.
TABLE I -SUGGESTED STANDARDS FOR QUALITY ZINC COATINGS ON IRON AND STEEL PRODUCTS
Degree of Expmure
Min. Thick Chromate Typical (micrometrel (1) Finish Applications
MILD-Exposure to 5 none indoor atmospheres clear with rare condensa- iridescent sation &subjected to yellow minimum wear or olive drab abrasion
screws, nuts and bolts, buttons, wire goods, fasteners
MODERATE-Expo- 8 none sura mostly to dry Clear indoor atmospheres iridescent but subjected to yellow wcasional conden- olive drab sation, wear or abrasion
tools. zipper pulls, shelves, machine parts
* tubular furniture. SEVERE-Exposure 13 "One to condensation Clear insect screens, win- perspiration, infre- iridescent dow fittings. quem wetting by yellow builden' hardware, rain, cleaners olive drab military hardware,
washing machine parts, bicycle parts
VERY SEVERE (21 25 none Exposure to bold atmospheric condi- tions, 2nd subject to frequent ex~osure to moisture, cleaners and saline solutions plus likely damage by denting, scratching or abrasive wear
plumbing fix- tures, pole line hardware
25.4 Micromerrer = 1.0 Mil.
(1) Thickness of the coating after chromate treatment. (2) Although there exist some applications for heavy electrodeposited coatings for
very w e r e SBrviCe they are most usually satisfied by hot dipped or sprayed coatings.
19

TABLE II -SUGGESTED STANDARDS FOR QUALITY CADMIUM COATINGS ON IRON AND STEEL PRODUCTS
Degree of Min. Thick Chromate Typical Exposure (micrometre1 (1) Finish Applications
MILD.Exposure to indoor atmaspheres with rare conden- sation & subject to minimum wear or abrasion
MODERATE-Expo- sure mostly to dry indoor atmospheres but subjected to occa~ional conden- sation. wear or abrasion
5 none clear iridescent
vrings, lock wash- ers, faneden, tools electronic and electrical yam
8 none clear TV and radio charris. iridescent yellow screws, bolts, radio
olive drab pam, instruments
threaded parts, . .
SEVERE-Exposure 13 none to condensation clear perspiration, in- iridescent frequent wetting by yellow rain, cleaners olive drab
washing machine parts, military hard. ware, electronic parts for tropical sewice
VERY SEVERE (21 25 none Exposure to bold clear atmospheric condi- iridescent tions and subject to yellow frequent exposure to olive drab moisture, cleaners and saline solutions PIUS likely damage by denting, scratching or abrasive wear (1) Thickness of the coating after chromate treatment.
Comparison with Other Thickness Standards
The thickness standards suggested by MFSA in Tables I and 11-include grades suitable for all uses. In Tables I11 and IV are listed some of the specifications for zinc and cadmium coatings published by other organizations. MFSA rec- ommendations reflect general agreement with those standards published by other organizations to the extent given in Tables 111, IV, V, VI and VII.
Protective Value
As indicated earlier, specifying a minimum thickness of a zinc or cadmium deposit is the best way to guarantee protective value of high quality. Some buyers do additionally specify performance in the standard salt spray test as
25.4 Micrometres = 1.0 Mil.
. *
an acceptance requirement. The salt spray gives cadmium coatings a much better rating than zinc coatings of equal thickness. In actual exposure tests cadmium deposits on steel usually show a superiority over zinc in marine at- mospheres, while they are defmitely inferior to zinc in industrial atmospheres. The best course to follow is not to rely too heavily on salt spray performance as a measure of rust retarding ability or protective value of zinc and cadmium coatings.
Under normal exposure conditions, a clear or blue bright passivating dip is sufficient to prevent the formation of white corrosion products on zinc or cadmium coatings until the coating has eroded away and red rust starts to appear. There is some evidence’ that the strong passivation of yellow or olive-drab chromates reduce the galvanic cell protection of the plating and red rusting may be more extensive than without these heavy chromates. This is due to the fact that a larger amount of zinc is dissolved during chromating with these heavier types, leading to a corresponding reduction in zinc thick- ness and overall galvanic protection.
In the case of salt corrosion, such as marine or road salt conditions, the use of heavier chromate coatings will delay the formation of white corrosion pro- ducts. Salt spray hours may be useful in measuring the chromate protection in these cases.
The following table is given in ASTM Specification B-201-68, and lists the expected minimum salt spray hours to white corrosion.
TABLE 111 - EXPECTED PROTEtTION -Z INC
Expected Mini- mum Hours to
Type of Coating White Corrosion of Zinc
..
Onedip colorless (clear bright) 12
Black dip 48 Twodip colorle~s (clear bright) 24
Anadiccolorierr 48 Anodic-black 96 Iridescent yellow or bronze 96 Anodicyeilow 150 Olived ra b 150
1 Symporium on Properties, Tests, and Performance of Electrodeposited Metallic Coat- ings. ASTM Special Technical Publication x197. page 93.
21
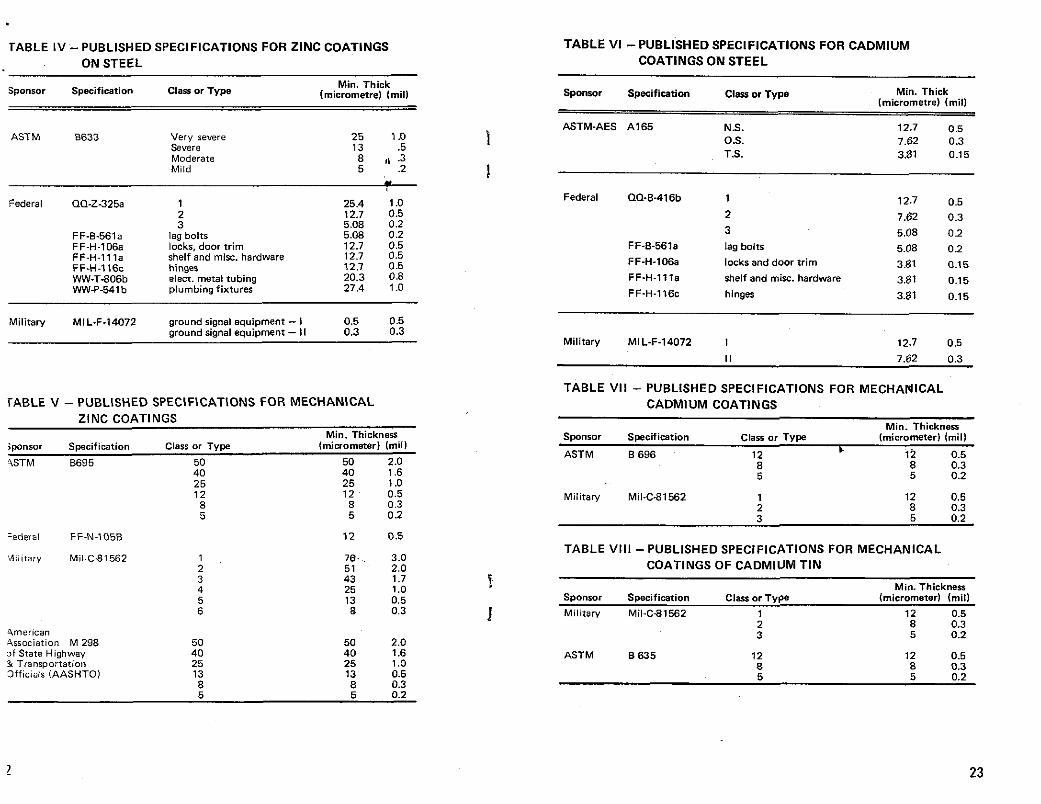
TABLE IV - PUBLISHED SPECIFICATIONS FOR ZINC COATINGS ON STEEL
Min. Thick Clan or Type (micrometre) (mill Sponsor specification
very severe Severe Moderate Mild
1 25 1.0 13 .5 8 11 .3 5 .2 l
Federal QQ-2.32% 1 2
25.4 1 .O 12.7 0.5 -
3 5 0 8 0.2 FF-6-561a lag bolts 5.08 0.2 FF-H-106a locks, door trim 12.7 0.5 FF-H-11 l a shelf and mix . hardware 12.7 0.5 FF-H-116c hinges 12.7 0.5 WW-T-806b elect. metal tubing 20.3 0.8 WW-P-541 b plumbing fixtures 27.4 1.0
Military MIL-F-14072 ground signal equipment - I 0.5 0.5 around sianal eouiDment - II 0.3 0.3
rABLE V - PUBLISHED SPECIFICATIONS FOR MECHANICAL ZINC COATINGS
Min. Thickness iponsor Specification Class or Type (minometer) (miil
S T M 8695 50 50 2.0 40 25 12 8 5
40 1.6 25 1 .o 12 0.5 8 0.3 5 0 2
=ederal FF-N-lO5B 12 0.5
Miiirary Mil-C-81562
4merican 4rrociation M 298 3f State Highway 4 Transportation 3fficialr IAASHTO)
1 2 3 4 5 6
40 50
25 13 8
76- 3.0 51 2.0 43 1.7 25 1.0
0.5 l3 8 0.3
50 2.0 40 1.6 25 1 .o
0.5 l3 8 0.3
TABLE VI -PUBLISHED SPECIFICATIONS FOR CADMIUM COATINGS ON STEEL
class or Type Min. Thick Sponsor Specification (micrometre) (mill
ASTM-AES A165 NS. 12.7 0 5 os. 7.62 0.3 T.S. 3.81 0.15
Federal ClQ-6416b 1 12.7 0.5 7.62 0.3 2
3 5.08 0.2 5.08 0.2 FF-B-561a lag bolts
FF-H-1 C6a locks and door trim 3.81 0.15 F F - H - l l l a shelf and mix , hardware 3.81 0.15
FF-H-116c hinges 3.81 0.15
Military MIL-F-14072 I 12.7 0.5 II 7.62 0.3
TABLE VI1 - PUBLISHED SPECIFICATIONS FOR MECHANICAL CADMIUM COATINGS
Min. Thicknea Sponsor Specification Class or Type (minometer) (mil l
ASTM B 696 12 12 0.5 b
Militaw Mil-C.81562
8 5
1
8 0.3 5 0.2
12 0.5
TABLE Vlll -PUBLISHED SPECIFICATIONS FOR MECHANICAL COATINGS OF CADMIUM TIN
Mi”. Thickness Sponsor Specification class or Type (micrometer) (mill
Militan/ Mil-C-81562 1 12 0.5 2 8 0.3 3 5 0.2
ASTM B 635 12 12 0.5 8 8 0.3
23
Adhesion
The coating must remain adherent to the basis metal when subjected to bend- ing, cutting or grinding. There is no accepted standard of adhesion and these tests can only be considered qualitative. In high quality plating the adhesion of metallic coatings is so good that in any destructive test the bond between coating and basis metal does not fail at the interface.
/ / Appearance
Appearance cannot be readily specified because it involves factors ghich are not easily assessed, such as brightness, roughness, uniformity of color and freedom from blisters, pits and other surface defects. It is suggested that sam- ples be prepared which are acceptable to both manufacturer and purchaser as standards of quality in appearance.
For chromated finishes the general appearance is automatically specified when the type of finish is selected. However, if the requirement of color is critical, use of standard samples for comparison is recommended.
Hydrogen Embrinlement
All high strength steel parts with hardness greater than Rockwell C 35 are susceptible to embrittlement caused by absorption of hydrogen during the processing of the steel or in pickling, cleaning or electroplating operations. Cathodic cleaning should be avoided if possible in favor of anodic cleaning and activating. To avoid possible failure of such components on the shelf or in service, due to delayed cracking, it should be specified that they shall be heated after plating for 3 or 4 hours at 191° to 205OC (375O to 40O0F) or as prescribed in ASTM Designation B 242.
If immunity from hydrogen embrittlement is a paramount requirement, coat- ing high strength steel parts by mechanical plating should be considered be- cause no hydrogen is introduced into the steel during the platig process itself. It should be noted that the use of this process for the purpose of controlling hydrogen embrittlement to a minimum must recognize the‘possible embrit- tling effects of any cleaning and pretreatment procedures. Proprietary zinc and/or cadmium plating processes which deposit zinc or cadmium with little, if any, hydrogen embrittlement should be considered.
~
ZINC ALLOY PLATING
Zinc coating of steel components has been thus far considered the most economical and viable industrial finishing process for steel, where sacrificial type corrosion resistance is required. For most applications, zinc finishes
afford from 24 hours to “white” rust and up to 240 hours to “red rust” in accelerated neutral salt spray testing, depending on zinc thickness, type of chromate and availability of organic top coat.
Recently, specifications for much improved corrosion resistance, especially in the automotive industry, prompted the industly to develop new finishing processes. Alloy plating offers many practical possibilities in this respect. Electrochemically, alloys have different corrosion potentials from their alloy- ing elements, and can be designed to achieve specific properties. Alloys of zinc, if sufficiently high in zinc content, can still maintain an anodic potential to steel, yet remain less active than pure zinc.
In a corrosive atmosphere, this means that the zinc alloy will stiU protect the steel sacrificially, but will corrode at a much lower rate than zinc. There are several zinc alloys commercially available:
Zinc-iron - Zinc-cobalt - Zmc-nickel and Tin-zinc. Except for the latter, zinc accounts for 85.99% of the alloy composition. As in zinc plating, chro- mate conversion coating as a post treatment is important in improving the overall corrosion resistance of zinc alloys.
Zinc-Iron The process produces zinc alloys containing 1525% iron. The alloy has good weldability, workability and can be adapted to commercially electroplated strip steel. The alloy composition and process can be varied to enhance weld- ability or adhesion of electropainting processes. Black chromating is the most suitable for this type of alloy. Table IX - A typical bath composition.
TABLE IX
Zinc-Iron
Typical chemical bath compositions. Acid type, used in strip line plating.
b
Ferric Sulphate 200-300 g/L Zinc Sulphate 200-300 g/L Sodium Sulfate 30 g/L Sodium Acetate 20 g/L Organic Additive 5 glL
Zinc-Cobalt Commercially available processes are similar to low ammonia or ammonia free acid chloride zinc baths. Some newer baths operate on the alkaline side. The deposit contains from 1.3% cobalt. .The acid type bath has a higher cathode efficiency, and reduced hydrogen embrittlement, but its plating thickness distribution vanes substantially between low and high current density areas. Table X - Typical bath composition. Chromate conversion coatings in iridescent, black and yellow are available.
24 25

iBLE X
1c-Cobalt
pica1 Acid Type Baths
Zinc Chloride Pot. Chloride Ammon. Chloride Boric Acid Cobalt Chloride Organic Additives
Temperature Cathode C.D. Anodes
PH
kaline Type Baths
Zinc Oxide NaOH Cobalt (aiditive) Organic Additives Temperature Cathode C.D. Anodes
80.90 g/L 150-200 g/L
1-20 g/L
- 20-30 g/L
5.0-6.0 25-40 deg C 1.0-4.0 A/dm sq Zinc
10-20 g/L 80-150 giL 1 .o-2.0 e/L As specified 25-40 deg C 0.1-4 A/dm sq Zinc
80-90 50-150 g/L SO-70
1-20 g/L 7 II -
inc-Nickel
nere are two types of zinc-nickel processes currently available commercially. cid and alkaline non cyanide types. Alloys deposited contain from 5 t o 15% ckel. Corrosion resistance improves with nickel content up to 15.18% but le deposit becomes more noble and loses its sacrificial protection property. hromate fh formation was found to be at optimum in the 510% nickel intent range. Above this range the deposit tends to be passive and chromat- 'g becomes very difficult. f all the available zinc alloys, zinc-nickel has consistently p r q F d the ighest corrosion protection as shown by accelerated corrosion testmg, with le exception of the SO2 (Kesternich) test which shows zinc-cobalt t o be :tter and equal to zinc. me advantage of zinc-nickel alloy processes is their capability of retaining a igher corrosion resistance after forming and after heat treating the plated hromated parts. This is of important significance in industries that require lese manufacturing steps after plating. Brake and fuel lines and other under xe hood components are typical of such applications. mother important area of application for zinc-nickel alloys, particularly the lkaline type, is their potential as a substitute for cadmium plating. In view ,f the recent stringent restrictions imposed by regulatory agencies on
16
cadmium, the search for adequate replacement has been going on for the past several years. The retention of high corrosion resistance after baking and overall performance compared to cadmium plating makes this alloy a favor- able candidate for this substitution.
TABLE XI
Anodic Maximum Cathodic Protection Protection Protection
Similar t o Nickel Zinc and
Cadmium Over Steel Over Steel
Hrs
20 30 10
% Ni in deposit 3 micron thick Corrosion Resistance of Zinc-Nickel, Unchromated
27
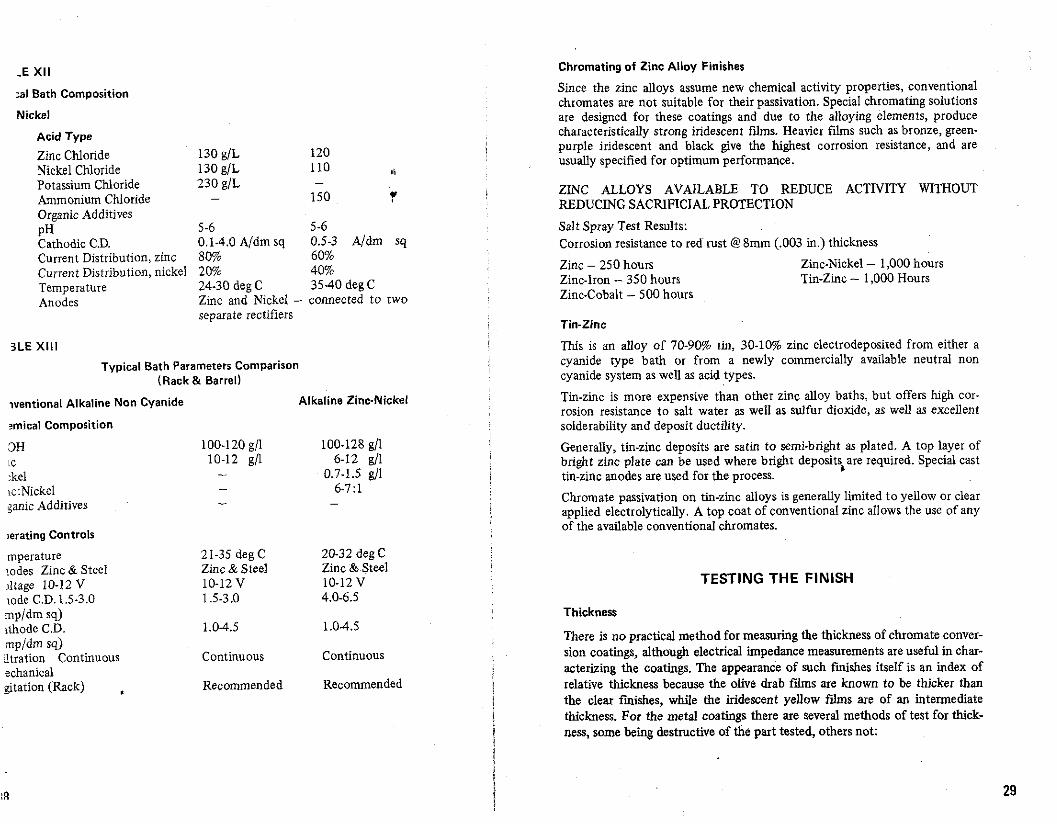
-E XI1
:al Bath Composition
Nickel
Acid Type Zinc Chloride 130 g/L 120 Nickel Chloride 130 glL 110 Jh
230 g/L -
Ammonium Chloride - 150 ;*
5-6 5-6 0.1-4.0 Ajdm sq 0.5-3 Aldm s q
PH
Potassium Chloride
Organic Additives
Cathodic C.D. Current Distribution, zinc 80% 60% Current Distribution, nickel 20% 40% Temperature 24-30 deg C 3540 deg C Anodes Zinc and Nickel - connected to two
separate rectifiers
3LE Xl l l
Typical Bath Parameters Comparison (Rack& Barrel)
iventional Alkaline Non Cyanide
mica1 Composition
3H 100-120 g/1 100-128 g/l IC 10-12 gfi 6-12 gl1 :kel - 0.7-1.5 g/1 1c:Nickel - 6-7 : 1 sank Additi-fees
Berating Controls
mperature 21-35 deg C 20-32 deg C lodes Zinc & Steel Zinc & Steel Zinc & Steel
lode C.D.1.5-3.0 1.5-3.0 4.0-6.5
Alkaline ZincNickel
- -
dtage 10-12 V 10.12 v 10-12 v
mp/dm sq) lthode C.D. m p l h .Itration Continuous
1.04.5 1.0-4.5
Continuous Continuous echanical gitation (Rack) , Recommended Recommended
Chromating of Zinc Alloy Finishes
Since the zinc alloys assume new chemical activity properties, conventional chromates are not suitable for their passivation. Special chromating solutions are designed for these coatings and due to the alloying elements, produce characteristically strong iridescent films. Heavier films such as bronze, green- purple iridescent and black give the highest corrosion resistance, and are usually specified for optimum performance.
ZINC ALLOYS AVAILABLE TO REDUCE ACTIVITY WITHOUT REDUCING SACRIFICIAL PROTECTION
Salt Spray Test Results: Corrosion resistance to red rust (3 8mm (.003 in.) thickness
Zinc - 250 hours Zinc-Iron - 350 hours Zinc-Cobalt - SO0 hours
Tin-Zinc
This is an alloy of 7Q9% tin, 30.10% zinc electrodeposited from either a cyanide type bath or from a newly commercially available neutral non cyanide system as well as acid types.
Tin-zinc is more expensive than other zinc alloy baths, but offers high cor- rosion resistance to salt water as well as sulfur dioxide, as well as excellent solderability and deposit ductility. Generally, tin-zinc deposits are satin to semi-bright as plated. A top layer of bright zinc plate can be used where bright depositshare required. Special cast tin-zinc anodes are used for the process. Chromate passivation on tin-zinc alloys is generally limited to yellow or clear applied electrolytically. A top coat of conventional zinc allows the use of any of the available conventional chromates.
Zinc-Nickel - 1,000 hours Ti-Zinc - 1,000 Hours
!
i
~
~
TESTING THE FINISH
Thickness
There is no practical method for measuring the thickness of chromate conver- sion coatings, although electrical impedance measurements are useful in char- acterizing the coatings. The appearance of such fwshes itself is an index of relative thickness because the olive drab f h s are known to be thicker than the clear fwshes, while the iridescent yellow f ~ s are of an intermediate thickness. For the metal coatings there are several methods of test for thick- ness, some being destructive of the part tested, others not:
!
I
i
I
i i 1 ?
1 29

ifrafion H -Cadmium plafed springs Wifh black and Olive chromate coatings.
(a) Microscopical Method - The part under test is cut on a plane perpendicular to a significant surface and is mounted for metallographic examination, The cross-section is polished and etched to contrast the plated coating with the hasis metal. The thickness is then measured optically in a microscope at a magnification great enough to permit measurements of thickness with an accuracy of plus or minus one micrometre (0.00004 inch) or one percent of the coating thickness, whichever is greater. The method is obviously destructive. Because of the skill required by the operator and the time involved, it is not ordinarily used for production testing. Where there is disagreement in thickness measured by other methods the microscopic is generally accepted as the referee test. This method has been described as given in ASTM Designation B 487.
Coulometric Methods - lnstruments are available which deter- mine the thickness of zinc and cadmium coatings on steel auto- matically by recording the number of ampere-minutes or cou- lombs required for a controlled anodic current to dissolve the coating from a small, well defined area on the surface. Although
(b)
the test destroys the coating it is rapid and simple. This method is described in ASTM Designation B-504. Magnetic Methods - Since zinc and cadmium are nonmagnetic while iron and steel are magnetic, it is possible to determine the thickness of these coatings by commercially available instruments which employ the magnetic field principle.
Instruments are available that measure the force necessary to detach a small magnet from the surface of the finished part. Other instruments utilize the relutance of a magnetic flux passing through the coating and basis metal to measure the thickness. Both types of instruments are calibrated against standards of known thickness. The tests are nondestructive and rapid.
Results are well within 10% of the true thickness. ASTM Designation B499 covers the magnetic methods.
Destructive Methods - Dropping and jet tests destroy the coating but not the part. They determine thickness by measuring the time required for penetration through the coating to the basis metal by the action of a steady stream of drops or a jet of a corrosive solu- tion. Reproducahility of *5% may be achieved. The soh-, tion is chosen so as to provide a constant rate of attack of the coating. ASTM Designation B 555 specifies use of a chromic acid - sulfuric acid solution for drop testing zinc and cadmium coatings on steel. Weight Loss on Stripping - A test popularly used to determine average thickness of zinc or cadmium deppsits over the entire sur- face of a part depends upon measuring the loss in weight of the part after subjecting the coating to chemical stripping. From the area of the surface and density of the deposit, thickness can be calculated. The method is destructive, not rapid and does not determine local thickness. It does find use in determining the thickness of small, barrel plated parts.
(C)
(d)
(e)
Protective Value
(a) Salt Spray Test - The salt spray test has been used to assess the protective value of zinc and cadmium coatings however the results do not correlate with any given service exposure. At best the test is only able to distinguish very poor from very good coatings by picking out bare areas or other areas where the coating is very thin. Although ASTM does not recommend the salt spray test for determining the protective value of zinc and cadmium coatings, the procedure is described in ASTM Designation B 11 7. Most pur- chasers do use the salt spray test t o assess the quality of chromate treatments on zinc and cadmium by specifying the number of hours to appearance of white corrosion products on a significant
31

surface. ASTM Designation B 201, Tentative Recommended Prac- tice for Testing Chrpmate Coatings on Zinc and Cadmium Sur- faces, is applicable and suggested performance is indicated in Tables I and 11.
Lead Acetate Spot Test - The presence of clear chromate fin- ishes is often hard to detect visually. On zinc or cadmium coatings such f b s can be detected by spot testing with a drop of solution containing 5 percent lead acetate in water. The time elapsed to the appearance of a colored spot is compared with the time'ie- quired for a spot to appear on an unchromated coating. Thereis no valid correlation with the salt spray test.
5 there is no accepted standard test for adhesion of zinc and cadmium ngs, qualitative methods are sometimes agreed upon which involve bend- twisting, fding or otherwise maltreating the deposit. It is agreed that no ration of the coating should occur in such tests.
chromate finishes a qualitative test is sometimes used which indicates ee of adhesion and at the same time tells something about its abrasion tance. The chromated surface is rubbed with a gritless soft gum eraser for 3 seconds by hand (about 10 strokes) using moderate pressure and a two- stroke. The chromate fdm should not be worn through to the zinc or
nium layer as a result of this treatment. tration i - Cadmium plated aircraft connector with olive drab chromate coating.
GLOSSARY OF METAL FINISHING TERMS*
Adhesion - The attractive force that exists between an electrodeposit and its substrate that can be measured as the force required to separate an elec- trodeposit and its substrate.
Ahode -The electrode in electrolysis at which negative ions are discharged, positive ions are formed, or other ox- idizing reactions OCCUI.
Anodic Chromate Coating - A chro- mate conversion coating produced by making the work the anode of an electrolytic cell containing a chro- mate solution.
Barrel Plating - Electroplating of small parts in bulk in a rotating con- tainer.
Basis Metal - Metal upon which coat- ings are deposited.
Bright Dip - A solution used to pro- duce a bright surface on a metal.
Bright Plating - A process that pro- duces an electrodeposit having a high degree of specular reflectance in the asplated condition.
Cathode - The electrode in electrol- ysis at which positive ions are dis- charged, negative ions a e formed, or other reducing reactions occur.
Chromate Conversion Coatin- - A coatingproduced by chemical or elec- trochemical treatment of a metallic surface that gives a superficial layer containing compounds of the metal andthe chromium constituents of the processing solution.
Coloring - (1) The production of de- sired colors on metal suzfaces by chemical or electrochemical action. (2) Light buffmg of polished metal surfaces for the purpose of producing a high luster.
Conversion Coating - A coating pro- duced by chemical or electrochemical treatment of a metallic surface that gives a superiicial layer containing a compound of the metal.
Corrosion - (1) Gradual solution 01 oxidation of a metal. (2) Solution of1 anode metal by the electrochemical action in the plating cell.
Covering Power - The ability of a plating solution under a specified set of plating conditions to deposit metal on the surfaces of recesses or deep holes. (Distinguished from throwing power).
Dragout - The solution that adheres to articles removed from a processing tank.
Electrolysis - Production of chemica changes by the passage of current through an electrolyte.
Electrolyte - (1) A conducting med- ium in whicwthe flow of current is accompanied by movement of matter. Most often an aqueous solution of acids, bases, or salts, but includes many other media, such as fused sal ts , ionized gases, some solids, etc. (2) A substance that is capable of forming a conducting liquid medium when d k o h e d or melted.
Electroplating - The electrodeposi- tion of an adherent metallic coating upon an electrode for the purpose of securing a surface with properties or dimensions different from those of the basis metal.
Hydro*" Embrinlement - Embnt- tlement of a metal or alloy caused by atkorption of hydrogen durmg pick- ling, cleaning or plating.
Mechanical Galvanizing - A pmcess similar to mechanical plating except
33

BIBLIOGRAPHY
The ieferences given below were selected for those who might wish more detailed information on the listed topics than could be included in this booklet.
plate thicknesses to 3 mils may Pit - A small depression or cavity produced in a metal surface during electrodeposition or b y corrosion.
' mined.
, a n i d Plating - The formation n inherent metallic coating upon ris metal by impingement of the mg metal against the basis metal [rate by solid particles, usually
Sacrificial Protection - The form of corrosion protection wherein one met- al corrades in preference to another, thereby protecting the latter from
impact media. corrosion, li
11 Distribution Ratio - The IaUO he thicknesses o f deposit upon specified areas o f a cathode. See wing power.
roinch -One millionth of an inch, )0001 in.=0.001 mil.
r..m"e (Micron) ~ One millionth 1 meter.
- One thousandth of an inch, 21 in. = 25.4 micrometres.
ling - The detachment or partial achment of an electrodeposited ting from a basis metal or under- t.
Tarnish - (1) Dulling, staining or& coloration o f metals due to Superfi- cial corrosion. (2) The fdm so formed.
Throwing Power -The improvement of the coating (usually metal) distrib- ution over the primary current dic tribution on an electrode (usually cathode) in a given solution, under specified conditions. The term may also be used for anodic processes for which the definition i s analogous.
Work (Plating) - The material being plated or otherwise finished.
*Above definitions have been taken from ASTM B 314, Definitions of Terms Relating to Electroplating and have been abbreviated where appropriate for this text.
SOURCES OF INFORMATION
and Associations
Elactroplaterr and Surface Finishers
,rearch Parkway Florida 32826 (3121 6446610
National Association of Mata lp ishers (NAMF) 11 1 E. Wacker Drive Chicago, Illinois 60601
1-6441 Cadmium Council. InC.
, Society for Testing and Materials (ASTM) e Street hia Pennrvlvania 19103 (2121 5784750
292 Madison Avenue New York, New York 10017
.I - 89-5400
lishing Suppliers' Association, Inc. (MFSA) ass Avenue t . illinois 60559 37-0797
Design for Plating 1. Safranek, W.H.and Underwood, A.A.
"The Influence of Design on Electro- plating of Zinc Die Castings." The American Zinc Institute, New York (1962)
2. Nixon, C.F.; Bigge, D.M. and Pinner, W.L. "Design for Plating." In "Eiectro- plating Engineering Handbook," 2nd Ed. Reinhold Publishing Corp.. New York 11962) P. 56
Selecting the Finish 3. Claurs, R.J.
"Selection of Coatings." In "Modern Electroplating," 3rd Ed. John Wiley & Sons, Inc., New York (19741 P. 656
4. Mackey, R.W.; Haidu, J.; Saubenre. E.B.; and McGraw. L.D. "Zinc." In "Modem Electroplating," 3rd Ed. John Wiley'& Sons, Inc., New York (19741 p. 418
5. Sample, C.H. and Bertucio, E.C. "Cadmium." In "Corrosion Resistance of Metals and Alloys,'' 2nd Ed. Reinhold Publishing Corp., New Y w k (1963) p. 249
6. Foulke, D.G. and Brown, H. "Cadmium." In "Modern Electroplat. ing." 3rd Ed. John Wiley & Sons, Inc., New York (19741 P. 71
7. Ortrander, C.W. "Chromate Conversion Coatings." In "Electroplating Engineering Hand. book," 2nd Ed. Reinhold Publishing Corp., New York (1962) p.416
Specifying the Finish 8. Ogburn, F.
"Plating Standards and Specifications." In "Electroplating Engineering Hand- book." 2nd Ed. Reinhold Publishing Corp.. New York 11962) p. 257
9. "Specifications and Tests for Electro- deposited Metallic Coatings and Re- lated Finisher," 4th Ed. American Society far Testing and Materials, Philadelphia 11964)
Testing the Finish 10. Same reference as number 9 above.
A 219: "Local Thickness of Electro- deposited Coatings"
B 117: "Salt Spray (Fog1 Testing"
See standard designations:
11. Polleyr. R.W. "The Adhesion Testing of Eiectro- deposited Coptings" A.E.S. Technical Proceedings, "01. 50, P. 54 (19631
12. Ogburn, F. "Methods of Testing." In "Modern Electroplating," 3rd Ed. John Wiley 7 Sons, Inc., New York 11974) p. 673
13. Morse, L.M. "Inspection." Appearance control. In "Electroplating Engineering Hand- book." 2nd Ed. Reinhold Publishing Corp., New York (1962) p. 330
14. Benning. A.C. "Testing Electrodeposited Coatings." Products Finishing. April 1967
:4 35

MFSA MEMBERSHIP ROSTER
AS OF
AUGUST 1990
AA-GEM CORPORATION 4221 N. Lawndale Avenue Chicago. Illinois 60618
A BRITE COMPANY 8005 Sovereign Raw Dallas. Texas 75247
ABTREX INOUSTRIES INCORPORATED 28530 Reynolds Avenue Inkster, Michigan 48141
ACI CHEMICALS, INC. 140 Industrial Street Cancaster. Texas 75134
ACME MANUFACTURING COMPANY 650 W. 12 Mile Road Madison Heights. Michigan 48071-2484
AD-TECH ASSOCIATES 7115 Ashlawn Drive Brecksville. Ohio 44141
ADVANCED CHEMICAL SYSTEMS, INC. 2515 Three Mile Road N.W. Grand Rapids, Michigan 49504
AEON CORPORATION 7202 N. Shadeland Avenue, Suite 114 Indianapolis, Indiana 46250
AGATE LACQUER MANUFACTURING CO.. INC. 11 -13 Forty-Third Road Long Island City, New York 11 101
ALCHEM CORPORATION 3615 Superior Avenue, Bids. 31 Cleveland. Ohio 44114
ALCOA SEPARATIONS TECHNOLOGY. INC. 181 Thorn Hill Road Warrendale, Pennsylvania 15086-7527
ALDOA COMPANY 12727 Westwood Avenue Detroit, Michigan 48223
ALDONEX. INC. P. 0. Box 148 Bellwood, Illinois 60104
ALICO ENGINEERS AND APPRAISERS, INC. 30200 Telegraph Road, Suite 471 Birmingham. Miehiwn 48010
ALLIEPKELITE DIVISION 2701 West Lake Street Melrora Park. Illinois 60160’
ALLIED PLATING SUPPLIES, INC. P. 0. Box 21 27 Hialeah, Florida 33012
ALLOYCRAFT LIMITED 12 Raitherm Road Toronto, Ontario M6B 1S6. Canada
AMERICAN CHEMICAL E REFINING CO., INC
P. 0. Box 120 Waterbury, Connecticut 06720
AMERICAN CHEMICAL WORKS COMPANY P. 0. Box 6031 Providence. Rhode Island 02904
AMERICAN PLATING SYSTEMS 21 50 MaDle Privado Ontario, California 91761
AMERICAN TRIPOLI 222 Oneida Street Seneca, Missouri 64865
AMERICHEM DIV. 6129 Unruh Avenue Philadelphia, Pennsylvania 19135
AMES METAL PRODUCTS COMPANY 4323 South Western Blvd. (Xicago, Illinois 60609
AMETEK, INC. 900 Grepnbenk Road Wilmington. Delaware 19808
ANODE PRODUCTS COMPANY. INC. 9425 Seymour Avenue Schiller Park, Illinois 60176
AQUALOGIC, INCORPORATED 30 Devlne Street North Haven, Connecticut 06473
A-10 EQUIPMENT CORP. 120 W. Bellewe Drive Suite No. 104 Pasadena. California 91 105
ATLANTESCHEMICAL SYSTEMS INC. 303 Silver Spring Road Conroe. Texas 77303
ATOCHEM INC. P. 0. Box 607 Glen Rock, New Jersey 07452
AXEL JOHNSON (CANADA) INC. 9050 Ryan Avenue Oorval (Montreal). (luebec H9P 2M8, Canada
37

. 3PORATION
?,Michigan 48192-3736 . l e Avenue
ROTHERS/SYSTEMS
I, Marrachusetts 02072
<ER COMPANY ir street e , MaEsaChUsetts 02138
1ANUFACTURING COMPANY 7 Cicero Avenue Illinois 60651
>lis, Indiana 46268-0;
IARK. INC. th Street te, Michigan 48192
ETAL RECOVERY SYSTEMS 3 pkins Street, Unit #ll Ontario L l N 2C3, Canada
'OVERY SYSTEMS, INC. x 3982 :e$, New Mexico 88003
YO00 CASEY tiler Road airie, Minnesota 55344
CORPORATION len Avenue, S.E. Ohio 44707
I PRODUCTS. INC. jyracure Avenue ,d, Ohio 44110-2541
UCKEYE PRODUCTS COMPANY '?"e street uti, Ohia 45216
EMICALS INC. rker Plaza ?e, New Jersey 07024
C INDUSTRIES nmerce Road id, New Jersey 07006
OA COLORS A N 0 CHEMICALS EO ,rrdale Road lills, Ontario M3B 2R7, Canada
CHAUTAUOUA METAL FINISHING SUPPLY 43 Forest Avenue Jamestown, New York 14701
CHEMETHON, INC. 933 W. Auburn Rochester, Michigan 48063
CHEMICAL EOUIPMENT FABRICATORS
16 Estate Drive Scarborough. Ontario M1 H 221, wads LTO. I/
CHEMICAL FINISHING, INC. West i e D Inorsirlo Parr Roau Wesit e d. Marrachureltr 01085
CHEMICAL SYSTEMS, INC 1735 Werr FG. erton Avenue Cnicago. I lino I 60614
CHEMISPHERE TECHNOLOGIES. INC. P O.Box250 Boonton. New Jersey 07005
THE CHEMITHON CORPORATION 5430 W Marglnai Way S.W. Seattle, Warnington 98106.1598
CHEMIX CORPORATION 330 West 194tn Street Gienwooo, II. "01s 60425
)N
CHEMJAY INC.
Montreal, P.Q. H3L 2M9, Canada 9680 St. burent
CHEMSYS INC. 43 Upton Road Scarborough, Ontario M1 L 2C1, Canada
CLAYTON ENVIRONMENTAL CONSULTANTS. INC. 22345 Roethal Drive j-.
Novi, Michigan 48050
CLOVERIPACIFIC, INC. 176 Sunnyside Avenue Woonsocket, Rhode Island 02895
COLUMBIA CHEMICAL CORP. 837 East Highland Road Macedonia, Ohio 44056
COMPLIANCE RECYCLING INDUSTRIES 1605 East Central Arlington Heights. lliinois 60005 t
COMPOUND TECHNOLOGY, INC. 609 E. King Street P. 0. Box 1904 York, Pennsylvania 17405
CONTAINER CORP. OF AMERICA 1204 East 12th Street Wilmington, Delaware 19802
CONTROLLED POWER COMPANY 1955 Stephenson Hwy. Troy, Michigan 48084
CORNING INCORPORATED Big Flats Piant Big Flats, New York 14814
CORROTEC INCORPORATED P. 0. Box 1693 Springfield, Ohio 45501
FRANK J. COSCINA ASSOCIATES, INC. P. 0. Box 8 Terryville, Connecticut 06786
COSMOS MINERALS CORPORATION 906 Via Alondra Camatillo. California 93010
DMP CORPORATION P. 0. Box 1088 Fort Mill. South Carolina 29715
DEFELSKO CORPORATION P. 0. Box 676 Ogdenrburg, New York 13669
OESOTO, INC. P. 0. Box 2199 Fort Worth.Texas 76113
OETREX CORPORATION P.O.Box5111 .. Southfield, Michigan 480865111
DEVECO CORPORATION 424 Fairview Belvidere, Illinois 61008
OIONEX CORPORATION 501 Mercury Drive Sunnyvale, California 94086
DOBER CHEMICAL CORP. 14461 Waverly Avenue Midlothian, Illinois 60445
DONALD SALES & MFG. CO. N96 W14313 County Line Road Menomonee Falls, Wisconsin 53051
E. 1. OU PONT DE NEMOURS & CO., INC. 10th and Market Streets Wilmington. Delaware 19898
THE OURIRON COMPANY, INC. 9542 Hardpan Road Angola, New York 14006
EG&G ROTRON Sawyer Industrial Park, North Street Saugerties, New York 12477
€PI ELECTROCHEMICAL PRODUCTS. INC. 17000 W. Lincoln Avenue New Berlin, Wisconsin 53151
EBONEX TECHNOLOGIES, INC. 5915 Hollis Street Emeryviile, California 94608
ECO-TEC LIMITED 925 Brock Road South Pickering, Ontario L1 W 2x9; Canada
ELECTRODE CORPORATION 100 Seventh Avenue, Suite 300 Chardan, Ohio 44024-1095
ELNIC, INC. 657 Marsman Drive Nashville, Tennessee 37210
El 1425 I emer Sweet Saint-Vincent de Paul LaraI, P.Q. H7C 2H1
EMPIRE BUFF COMPANY LTO. 1425 Teiiier Sweet Saint-Vincent de Paul LaraI, P.Q. H7C 2H1
THE ENEClYlST CHEMICAL CO., INC. 100 Varick Avenue Brooklyn. New York 11237
ENGELHARDCORPORATION 70 Wood Avenue South CNF'" I"
Iselin. New Jersey 08830
ENGELHARO CANADA LIMITED P. 0. BOX 340 .- Aurora. Ontario L4G 3N1, Canada
ENGELHARO CORPORATION 1000 Harvard Avenue Cleveland, Ohio 44109
ENGELHARO TECHNOLOGIES LIMITED 6616 Campooalio Roan Mmissauga. Ontario L5N 2L8. Canada
ENTHONE - OM1 (CANADA) LIMITED INC. 58 Adasso Drive Concord. Ontario L4K 3cB. Cenada
39

IE - OM1 INTERNATIONAL < 1900 en, Connecticut 06508
I INTERNATIONAL CORPORATIC ialey Blvd. i , Virginia 22026
TEMS le Street wen, Connecticut 06473
:O MFG. CORP. Puiaski Road l l l i n o i ~ 60632
UBRIOGE LIMITED x 40
8 . Ontario M5L 184, QGda
NBRIDGE US. INCORPORATED )wen, Suite 245 eubenville Pike gh, Pennsylvania 15205-9642
, EQUIPMENT COMPANY : o m Avenue Td, Ohio 44102
lATE0 GENCO LIMITED ox 5031 ton, Ontario L7R 3Y8, Canada
ITY CHEMICAL PRODUCTS CORP. elinghuyren Avenue <,New Jersey 07114
+ING EQUIPMENT, INC. (ennebec Drive 11, Minnesota 55122
IN F. FLETCHER, INC. 3ox 536 mton, New York 13902
FORBES COMPANY
spolir, Minnesota 55414 aox 14828
>NEW HOLLAND. INC. Box 262 4olland. Pennsylvania 17557
dAX MANUFACTURING 'ORATION Bellevue Avenue i t , Michigan 48207
. FOTHERINGHAM, INC. %rest Avenue ;lo, New York 14213
ERAL CHEMICAL CORPORATION +rev Road ppany, New Jersey 07054
GOAD COMPANY 260 Old State Road St. Louis, Mirsorui 63021
IN THE GRAV-I-FLO CORPORATION 400 Norwood Avenue Sturgis, Michigan 49091
FREDERICK GUMM CHEMICAL COMPANY, INC. 538 Forest Street ,b
Kearny, New Jersey 07032
H E S EQUIPMENT CORPORATION 3000 Supply Avenue Los Angeles, California 90040
1
HAMPDENmATHIEU CHEMICAL P. 0. Box 558 Springfield. Maroachuretts 01 101
HANSON INC. 45 Vansco Road Toronto, Ontario M8Z 5J7, Canada
HARDWOOD LINE MFG. CO. 4045 N. Elstan Avenue Chicago, Illinois 60618
HARSTAN CHEMICAL DIVISION 1655 Des Peres Road St. Louis, Missouri 63131
HAVILAND PRODUCTS COMPANY 421 Ann Street N.W. Grand Rapids. Michigan 49504
JACOB HAY COMPANY 509 N. Wolf Road Wheeling, Illinois 60090
HEATBATH CORPORATION P. 0. Box 2978 Springfield, Masrachurens. 01 101
HOECHST CELANESE CORPORATION Route 202-206 North Somerville, New Jersey 08876
HUBBARD-HALL, INC. P. 0. Box 790 Waterbury, Connecticut 06720
IMPERIAL INDUSTRIES, INC. 5850 Sheldon Road Belleville, Michigan 4811 1
IMPERIAL SMELTING CORPORATION 103165 East 103rd Street Chicago, Illinois 60628
INCO LIMITED BOX 44, 1 First Canadian Place Toronto, Ontario M5X 1 C4. Canada
INDUSTRIAL CHEMICAL &EQUIPMENT COMPANY 2205 E. Hennepin Avenue Minneapolis. Minnesota 55413
INDUSTRIAL CHEMICAL PRODUCTS OF DETROIT, INC. 12801 Newburgh Road Livonia, Michigan 48150
INDUSTRIAL FILTER &PUMPMFG.CO. P. 0. Box 151 Cicero, Illinois 60650
INTERNATIONAL NICKEL INC. Park 80 West. Plaza Two Saddle Brook. New Jersey 07662
INTREPID INDUSTRIES, INC. P. 0. BOX 443 Whitehouse Station, New Jersey 08889
IONICS. INCORPORATED 65 Grove Street Watertown, Marsachuretts 021 72
JWI, INC. 2155 112th Avenue Holland. Michigan 49424
JACKSON BUFF P. 0. Box 699 Conover, North Qml ina 28813
JASON ASSOCIATES P. 0. Box 150 Braintree, Massachusetts 02184
JESSUP ENGINEERING, INC. 2745 Bond Street Rochester Hills. Michigan 48309
JIM'S PLATING SUPPLY, INC. 11110 Deed eld Road Cincmnsr ,Oh D 45242
J. MARK SYSTEMS, INC. 1366 Baldwin Street Jeniron, Michigan 49428
KCH SERVICES, INC. P. 0. Box 1287 Forest City, North Carolina 28043
K.L.N. SUPPLIES 335 W. Oakbrook Drive Birdsbra, Pennsylvania 19508
KINETIC0 INCORPORATED P. 0. Box 193 Newbury, Ohio 44065
KOCOUR COMPANY 4800 South St. Louis Avenue Chicago, Illinois 60632
KONTEK ECOLOGY SYSTEMS INC. 4450 Corporate Drive - Unit 6 Burlington, Ontario L7L 5R3, Canada
KRAFT CHEMICAL COMPANY 1975 N. Hawthorne Avenue Melrare Park, Illinois 60160
KURTS & WOLFE CHEMICAL COMPANY, INC. 960 Close Avenue Bronx, New York 10473
LAMINA, INC. 30 N. 8th Avenue Maywood, Illinois 60153
LANCO CORPDRATION 1766 Stehouwer N.W. Grand Rapids, Michigan 49504
THE LEA MANUFACTURING COMPANY P. 0. Box 71 Waterbury, Connecticut 06720
LEA PRODUCTS COMPANY INC. 7355 JeabValetr Avenue Montreal, Ouuebec H I E 3H4. Canada
LEARONAL, INC. 272 Buffalo Avenue Freeport, New York 11520
LIQUID DEVELOPMENT CO. INC. 3748 East 91st Street Cleveland, Ohio 44105
DAVID K. LUCAS &ASSOCIATES 16918 Landing Drive Spring Lake, Michigan 49456
LUSTER-ON PRODUCTS. INC. P. 0. Box 90247, Highland Station Springfield. Massachusetts 01 139
M & TCHEMICALS INC. One Woodbridge Center Woodbridge. New Jersey 07095
M & T CHEMICALS LTO. 1180 Corporate Drive Burlington, Ontario L7L 5R6, Canada
41
MAC OERMIOCHEMICALS INC. 1275 Crestlawn Drive
, Mississauga. Ontario L4W 1W2. Canada
MAC OERMIO INCORPORATED 245 Freight Street Waterbury, Connecticut 06702
THE MATCHLESS METAL POLISH COMPANY 840 West 49th Place Chicago, Illinois 60609-5196
MAURER-SHUMAKER, INC. 37025 lndurtrial Drive Livonia, Michigan 48150
MC GEAN-ROHCO. INC. 1250 Terminal Tower Cleveland. Ohio 441 13
MEMTEK CORPORATION 28 Cork Street Billerica, Massachusetts 01821
METAL FINISHING MPIGAZINE Three University Plaza Hackensack, New Jersey 07601
MICEL, INC. 1176 Orprey Circle Anaheim, California 92807
MIDWEST AIR PRODUCTS COMPANY P. 0. Box 188 Oworsa, Michigan 48867
MID-WESTERN PROCESSES, INC. P. 0. Box 867 Madison Heights. Michigan 48071
MILLHORN CHEMICAL A N 0 SUPPLY COMPANY P. 0. Box 460 Maywood;California 90270
MISSOURI ELECTROCHEM. INC. 10958 Lin-Valle St. Louis. Missouri 63123
THE MITCHELL-BATE COMPANY P. 0. Box 1707 Waterbury. Connecticut 06720
MITCHELL.BRADFOR0 CHEMICAL C 160 Wampus Lane Milford, Connecticut 06460
MONARCH CHEMICALS, INC. 37 Meadow Street Utica, New York 13502
42
MONSANTO CHEMICAL COMPANY 800 N. Lindbergh Boulevard St. Louis, Missouri 63167
MYRON L COMPANY 61 15 Corte Del Cedro Carlsbad, California 92009
NCA SYSTEMS, INC. 7207 114th Avenue N. Largo. Florida 33543.7011,
r NAPCO INC. P. 0. Box 26 Terryville, Connecticut 06786
NIACET CORPORATION 47th Street & Niagara Falls Blvd Niagara Falls. New York 14304
NDVAMAX TECHNOLOGIES, (U.S.) INC. 1615 Johnson Road N.W. Atlanta, Georgia 30318
OAKITE PRODUCTS, INC. 50 Valley Road Berkeley Heights. New Jersey 07922
OCCIDENTAL CHEMICAL CORPORATION 360 Rainbow Blvd. South Niagara Falls. New York 14303
OCCIDENTAL CHEMICAL CORPORATION
P. 0. Box 344 Niagara Falls, New York 14302
PALM COMMODITIES INTERNATIONAL, INC. P. 0. Box 17264 Nashville, Tennessee 3721 7
PARISH-0 CO., INC. 2000 Washington Avenue St. Louis, Missouri'63103
PARKER + AMCHEM 32100 Stephenson Highway Madison Heights, Michigan 48071
PARKSON CORPORATION P. 0. Box 408399 Fort Lauderdale, Florida 333408399
PATCLIN CHEMICAL CO., INC. 66 Alexander Street Yonkers, New York 10701
PAVCO INC. 8100 Grand Avenue I
Cleveland. Ohio 44104
INC. Uvomium Chemicals Section
,O. INC.
PAX SURFACE CHEMICALS, INC. 235 A Robbinr Lane Syosset, New York 11791
PELMOR LABORATORIES, INC. 401 Lafayette Street Nawtown, Pennsylvania 18940-0309
' THE PERMUTIT COMPANY, INC. E.49 Midland Avenue Paramus, New Jersey 07652
PLANTE & MORAN P. 0. Box 307 Southfield, Michigan 480370307
PLATERS SUPPLY COMPANY 2030 Midway Drive Twinsburg, Ohio 44087
THE PLATING PRODUCTS. INC. P. 0. BOX 368 Kenilwarth, New Jersey 07033
PLATING PRODUCTS INC. P. 0. Box 2948 Kokomo, Indiana 46904-2948
1 PLATING SPECIALISTS, INC. P. 0. Box 370 Fort Thomas, Kentucky 41075
! PLATING SYSTEMS INC. ; 538 Forest Street : Kearny. New Jersey 07032
PLATING SYSTEMS & TECHNOLOGIES, INC. 317 N. Mechanic Street Jackson, Michigan 49201
PRECISION FINISHING, INC. P. 0. Box 212 Sellersville, Pennrylvsnba 18960
PROCESS ELECTRONICS CORPORATION P. 0. Box 12000 Gastonia, North Carolina 28053
PROCESS TECHNOLOGY INC. 7010 Lindsay Drive Mentor, Ohio 44060
PRODUCTS FINISHING MAGAZINE 6600 Oough Pike Cmcmnati. Ohio 45244
PRO RAC COMPANY INC. P. 0. Box 208 Lawrenceburg, Tennessee 38464
PURITY ZINC ALLOYS & MFG. INC. Aspen & Belmont Street Easton, Pennsylvania 18042
OUADRA CHEMICALS LTO. 2121 Argentia Road Suite 303 Mirsisrauga, Ontario L5N 2x4, Canada
OUIN-TEC INC. 14057 Stephens Warren, Michigan 48089
RACK PROCESSING COMPANY 2350 Arbor Boulevard Dayton, Ohio 45439
RAMPE FINISHING EOUIPMENT COMP 14915 Woadworth Avenue Cleveland, Ohio 44110
RAND-BRIGHT CORP. 2940 S. 166th Street New Berlin, Wisconsin 53151
RAPID POWER TECHNOLOGIES, INC. Graysbridge Road Brookfield, Connecticut 06804
REOUX CORPORATION 1840 Fenpark Drive Fenton, Missouri 63026-2922
REPUBLIC LEAD BURNING A N 0 EQUIPMENT COMPANY P. Q. Box 606070 Cleveland, Ohio 44105
REYNOLDS & CO. 1605 E. Central Arlington Heights. Illinois 60005
RIN, INC. 4831 South Whipple Chicago, Illinois 60622
RIT-CHEM CO., INC. P. 0. BOX 435 Pleasantville, New York 10570
RONA-TECH CORP. 1215 2nd Avenue New Hyde Park, New York 11040
RUCO, INC. P. 0. Box 255 Dayton. Ohio 454010255
STAN SAX CORP. 101 South Waterman Street Detroit, Michigan 48209
'ANY

FFNER MANUFACTURING ANY, INC. ner Center m h argh, Pennrylvania 15202
UNG AKTIENGESELL~CHAFT ;plating irstrasse 170-1 78 3erlin 65 iermany
SCHNEIDER &ASSOCIATES, INC. 'North Port Washington Road m. Wisconsin 53092
ILCO, LTO. 3epot street ew, Illinois 60025
ICE FILTRATION OF CANADA LTO. Mainway Unit #2 gton, Ontario L7M 1A6, Canada
CO DIV. MET-PRO CORP. kay Drive suge, New York 11788
.EY COMPANY INC. Washington Street m, Massachusetts 02162
3NGLETON CORPORATION West 67th Place and, Ohio 44102
'HEASTERN CHEMICAL. INC. Camden Street anooga, Tennessee 37406-2804
LETON COMPANY West 12th Street Beach, California 90813
RITE SPECIALTY PRODUCTS GROUP ndustrial Park :fort, Kentucky 40601-8034
ILITE CHEMICALS, INC. West North Avenue go, Illinois 60622
VART TECHNOLOGIES E. Seventeenth Street, Unit 119
, Ana, California 92701
STUTZ COMPANY Wart Carroll Avenue
#go, Illinois 60624
SUMMIT SCIENTIFIC CORP. 31 Dwight Place Fairfield, New Jersey 07006
T.N.T., INC. 95 Valley Street P. 0. Box 152 Bristol, Connecticut 06010
TALC0 METALS 5201 Unruh Avenue Philadelphia, Pennvlvania 19W5
TASKEM, INC. 4542 Spring Road Brooklyn Heights, Ohio 44131
TECHMATIC. INC. 133 Lyle Lane Nashville, Tennessee 37210
TECHNIC, INC. P. 0. Box 965 Providence. Rhade Island 02901
THOMAS ABRASIVE PRODUCTS, INC. 1137 N. Service Road East Oakville, Ontario L6H 1A7. Canada
THYRISTOR DEVICES LTO. 1893 Bonhill Road Misrisrauga. Ontario L5T 1 C1, Canada
TILTON RACK & BASKET CORP. 66 Pasraic Avenue Fairfield, New Jersey 07006
TlODlZE CO., INC. 15701 Industry Lane Huntington Beach, California 92649
li
TURCO PRODUCTS, INC. Highway 95 W. Marion. Ohio 43302 -.- UBA INC. 2605 Royal Windror Drive Misrissauga, Ontario L5J 1 K9, Canada
U,I.C.IUYEMURA INTERNATIONAL CORP. 677 Cliffside Drive San Dimas, California 91773
UNIPURE 1511 E. Orangethorpe Avenue Fullerton, California 92631
UNlVERTlCAL CORPORATION 14841 Meyers Road Detroit, Michigan 48227
!
i !
i f
i
!
I i j
i
i j
I
VEEMETCO, INC. P. 0. Box 329 Westport, Connecticut 06881
VIC SUPPLY co. 358 Romans Road Elmhurst, Illinois 60126
VINCENT METALS CORPORATION 41 Blackstone Boulevard Providence, Rhode Island 02906
VULCANIUM CORPORATION 3045 Commercial Avenue Northbrook, Illinois 60062
W. W. WELLS, L lMlTEO~ 1236 Birchmount Road Scarborough, Ontario M lP 2C8. Canada
W.T.I. WESTBROOK TECHNOLOGIES INC. 3520 McNicoll Avenue Scarborough, Ontario M l V 4C5, Canada
XYTEKPROOUCTSINCORPORATED 1126 Wrigley Way Milpitas, California 95035
The cooperation Qf Zinc Institute. he., M & T Chemicals, Inc.. and McGesn-Rohco in providing the illustrations is gratefully acknowledged.
45

















