International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
349
INVESTIGATION OF MRR IN WEDM FOR WC-Co SINTERED
COMPOSITE
Y.S.Sable 1, R.B.Patil
2, Dr.M.S.Kadam
3
1M.E (Manufacturing) II
nd year student, Department of Mechanical Engineering, Jawaharlal
Nehru Engineering College, Maharashtra-431001, India 2Associate Professor, Department of Mechanical Engineering, Jawaharlal Nehru Engineering
College,Maharashtra-431001 India 3Professor & Head, Department of Mechanical Engineering, Jawaharlal Nehru Engineering
College,Maharashtra-431001 India
ABSTRACT
Tungsten carbide/cobalt (WC/Co) is one of the important composite materials that are
used in the manufacture of cutting tools, mining tools, metal-working tools, dies, and other
special wear resisting applications. It has high hardness and excellent resistance to shock and
wear, and it is not possible to machine easily using conventional techniques. Wire electrical
discharge machining (WEDM) is a best alternative for machining of WC-Co composite into
intricate and complex shapes. Efficient machining of WC-Co composite on WEDM is a
challenging task since it involves large numbers of parameters. Therefore, in present work,
experimental investigation has been carried out to determine the influence of important
WEDM parameters on machining performance of WC-Co composite. Response surface
methodology, which is a collection of mathematical and experimental techniques, was
utilised to obtain the experimental data. Experiments were carried out based on face-centered
central composite design involving five control factors such as pulse on-time, pulse off-time,
peak current, servo voltage and wire tension. Material removal rate were considered as the
measures of performance of the process. A mathematical equation is derived to predict
performance. Surface, response contour plots were utilized to analyze performance. ANOVA
was used to find out the most significant parameters which affect the response characteristics.
Key Words: ANOVA, Material removal rate, Response surface methodology, WEDM, WC-
Co.
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING
AND TECHNOLOGY (IJMET)
ISSN 0976 – 6340 (Print)
ISSN 0976 – 6359 (Online)
Volume 4, Issue 3, May - June (2013), pp. 349-358 © IAEME: www.iaeme.com/ijmet.asp Journal Impact Factor (2013): 5.7731 (Calculated by GISI) www.jifactor.com
IJMET
© I A E M E
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
350
1. INTRODUCTION
With the introduction of new hard materials to be machined, super-hard tool materials
were developed. Among several super-hard tool materials, cemented carbides, especially
WC-Co sintered composites were found to be potential materials to making cutting tools,
metal-working tools, mining tools, dies and other special wear resisting applications. This is
because of its greater hardness, strength and wears resistance over a wide range of
temperatures. WC-Co composite is synthesized by the sintering of WC granules that are held
together by Co binders. Machining of WC-Co composite is very difficult with conventional
machining processes like turning, milling and grinding because of its high hardness and high
melting temperature. Due to the low material removal rate and difficulty in machining of
complex and intricate profiles in WC-Co composite, cost associated with conventional
machining processes is very high [1].
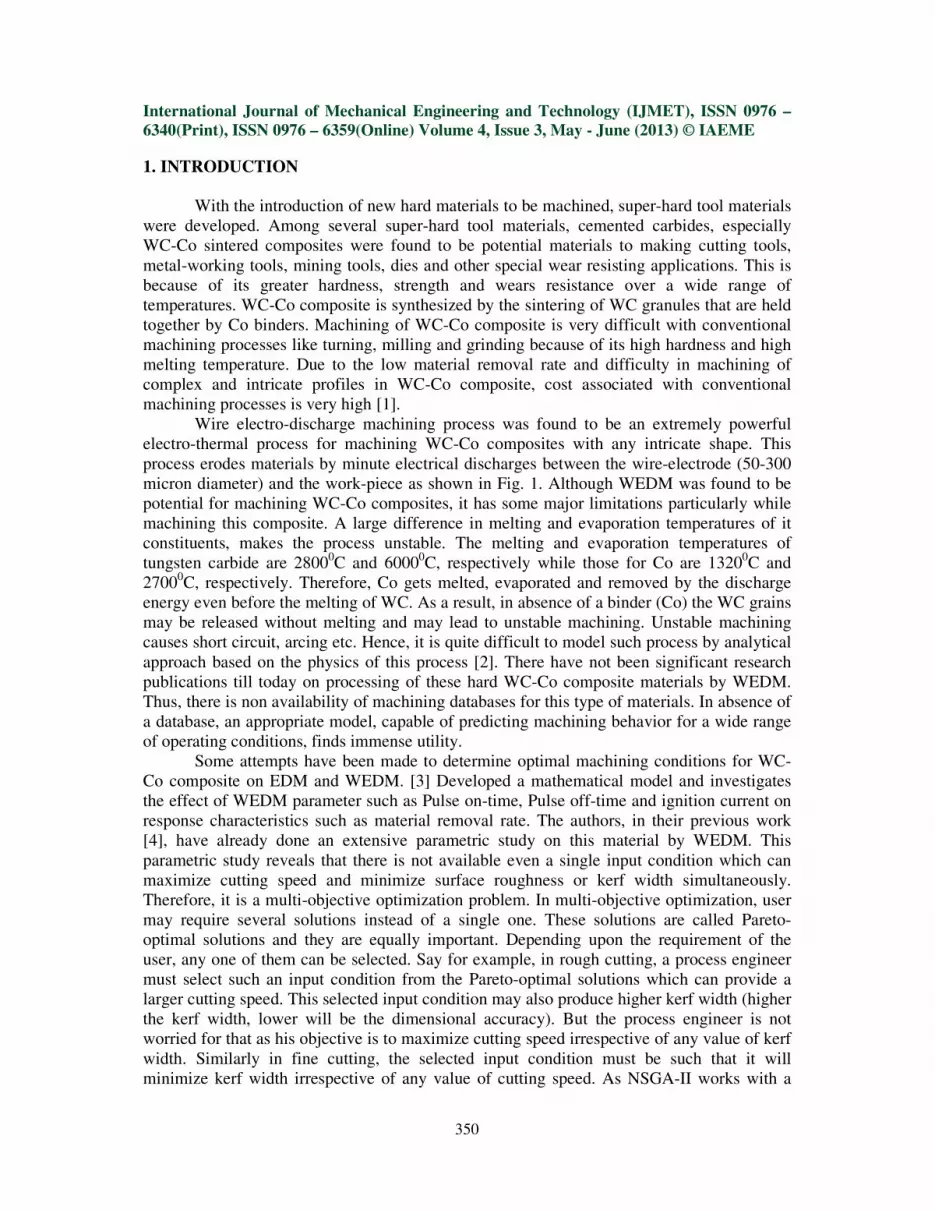
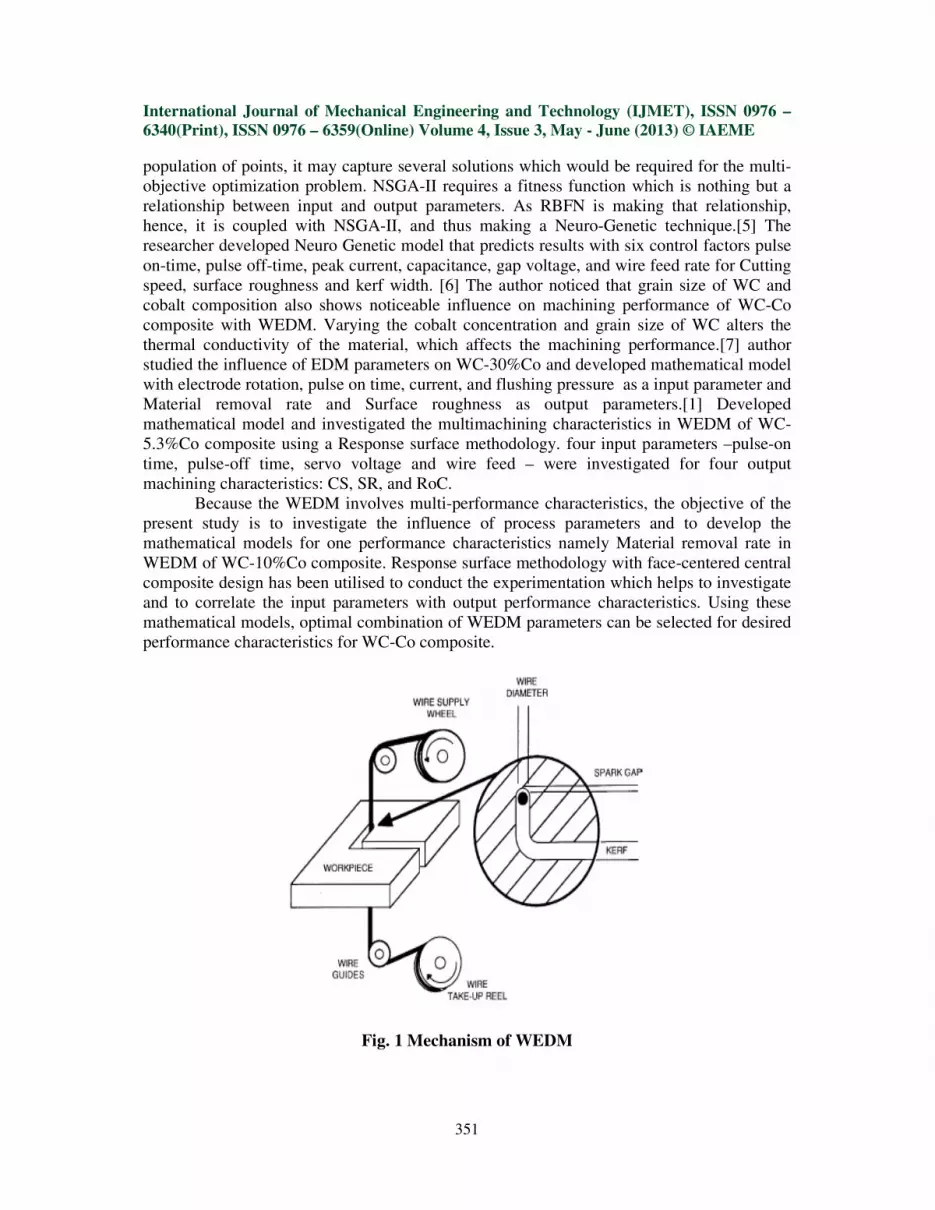
Wire electro-discharge machining process was found to be an extremely powerful
electro-thermal process for machining WC-Co composites with any intricate shape. This
process erodes materials by minute electrical discharges between the wire-electrode (50-300
micron diameter) and the work-piece as shown in Fig. 1. Although WEDM was found to be
potential for machining WC-Co composites, it has some major limitations particularly while
machining this composite. A large difference in melting and evaporation temperatures of it
constituents, makes the process unstable. The melting and evaporation temperatures of
tungsten carbide are 28000C and 6000
0C, respectively while those for Co are 1320
0C and
27000C, respectively. Therefore, Co gets melted, evaporated and removed by the discharge
energy even before the melting of WC. As a result, in absence of a binder (Co) the WC grains
may be released without melting and may lead to unstable machining. Unstable machining
causes short circuit, arcing etc. Hence, it is quite difficult to model such process by analytical
approach based on the physics of this process [2]. There have not been significant research
publications till today on processing of these hard WC-Co composite materials by WEDM.
Thus, there is non availability of machining databases for this type of materials. In absence of
a database, an appropriate model, capable of predicting machining behavior for a wide range
of operating conditions, finds immense utility.
Some attempts have been made to determine optimal machining conditions for WC-
Co composite on EDM and WEDM. [3] Developed a mathematical model and investigates
the effect of WEDM parameter such as Pulse on-time, Pulse off-time and ignition current on
response characteristics such as material removal rate. The authors, in their previous work
[4], have already done an extensive parametric study on this material by WEDM. This
parametric study reveals that there is not available even a single input condition which can
maximize cutting speed and minimize surface roughness or kerf width simultaneously.
Therefore, it is a multi-objective optimization problem. In multi-objective optimization, user
may require several solutions instead of a single one. These solutions are called Pareto-
optimal solutions and they are equally important. Depending upon the requirement of the
user, any one of them can be selected. Say for example, in rough cutting, a process engineer
must select such an input condition from the Pareto-optimal solutions which can provide a
larger cutting speed. This selected input condition may also produce higher kerf width (higher
the kerf width, lower will be the dimensional accuracy). But the process engineer is not
worried for that as his objective is to maximize cutting speed irrespective of any value of kerf
width. Similarly in fine cutting, the selected input condition must be such that it will
minimize kerf width irrespective of any value of cutting speed. As NSGA-II works with a
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
351
population of points, it may capture several solutions which would be required for the multi-
objective optimization problem. NSGA-II requires a fitness function which is nothing but a
relationship between input and output parameters. As RBFN is making that relationship,
hence, it is coupled with NSGA-II, and thus making a Neuro-Genetic technique.[5] The
researcher developed Neuro Genetic model that predicts results with six control factors pulse
on-time, pulse off-time, peak current, capacitance, gap voltage, and wire feed rate for Cutting
speed, surface roughness and kerf width. [6] The author noticed that grain size of WC and
cobalt composition also shows noticeable influence on machining performance of WC-Co
composite with WEDM. Varying the cobalt concentration and grain size of WC alters the
thermal conductivity of the material, which affects the machining performance.[7] author
studied the influence of EDM parameters on WC-30%Co and developed mathematical model
with electrode rotation, pulse on time, current, and flushing pressure as a input parameter and
Material removal rate and Surface roughness as output parameters.[1] Developed
mathematical model and investigated the multimachining characteristics in WEDM of WC-
5.3%Co composite using a Response surface methodology. four input parameters –pulse-on
time, pulse-off time, servo voltage and wire feed – were investigated for four output
machining characteristics: CS, SR, and RoC.
Because the WEDM involves multi-performance characteristics, the objective of the
present study is to investigate the influence of process parameters and to develop the
mathematical models for one performance characteristics namely Material removal rate in
WEDM of WC-10%Co composite. Response surface methodology with face-centered central
composite design has been utilised to conduct the experimentation which helps to investigate
and to correlate the input parameters with output performance characteristics. Using these
mathematical models, optimal combination of WEDM parameters can be selected for desired
performance characteristics for WC-Co composite.
Fig. 1 Mechanism of WEDM
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
352
2. EXPERIMENTAL WORK
In the present research work, a 5-axis CNC WEDM (Make: Electronica Machine
Tools Ltd., India, Model: SPRINT CUT) was used for the study. Brass wire electrode of 0.25
mm diameter employed as tool electrode, distilled water applied as di-electric fluid. This
study took WC-10% Co sintered composite as the workpiece material. The composition and
the physical properties of the work-piece are given in TABLE 1
TABLE 1 Composition and Physical properties of WC-10% Co
Composition WC-90 wt%, Co 10 wt%
Grain Size 0.7 microfine
Hardness (Hv 30) >1550
Transverse Rupture Strength (N/mm2) >3600
In present investigation, five important WEDM parameters, namely pulse-on time,
pulse-off time, servo voltage and wire tension have been considered with five levels each as
shown in TABLE 2. The parameter range was selected on the basis of pilot experiments and
literature survey and other parameters are kept constant at their default settings.
The response variables selected for this study is Material removal rate (MRR) this can be
calculated using the following expression:
MRR = initial weight – final weight (1)
Machining time
TABLE 2 Process Parameters and their levels
Parameters
Levels
-2 -1 0 +1 +2
Pulse on Time (TON) 106 112 118 124 130
Pulse off Time (TOFF) 30 34 38 42 46
Peak Current (IP) 190 200 210 220 230
Servo Voltage (SV) 4 6 8 10 12
Wire Tension (WT) 15 20 25 32 35
3. EXPERIMENTAL DESIGN USING RSM
In RSM, it is possible to represent independent process parameters in quantitative
form as
y = ƒ (X1, X2, X3 . . . Xn) ± ε (2)
where y is the response (yield), ƒ is the response function, ε is the experimental error, and X1,
X2, X3, . . ., Xn are independent parameters. By plotting the expected response of Y, a
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
353
surface, known as the response surface, is obtained. The form of f is unknown and may be
very complicated. Thus, RSM aims to approximate f by a suitable lower ordered polynomial
in some region of the independent process variables. If the response can be well modelled by
a linear function of the independent variables, the function (equation (2)) can be written as
y = β0 + β1x1 + β2x2 + ….. + βkxk + Є (3)
However, if a curvature appears in the system, then a higher order polynomial such as the
quadratic model (equation (4)) may be used
K k k
y = β0 + ∑ βi Xi +∑ βii X2ii + ∑ βij XiXj (4)
i=1 i=1 i=1
The objective of using RSM is not only to investigate the response over the entire
factor space, but also to locate the region of interest where the response reaches its optimum
or near optimal value. By studying carefully the response surface model, the combination of
factors that gives the best response, can then be established. The WEDM process was studied
with a standard RSM design, CCD. The MINITAB 16 software was used for regression and
graphical analysis of the data obtained. The optimum values of the selected variables were
obtained by solving the regression equation and by analysing the response surface contour
plot.
4. MATHEMATICAL MODELLING
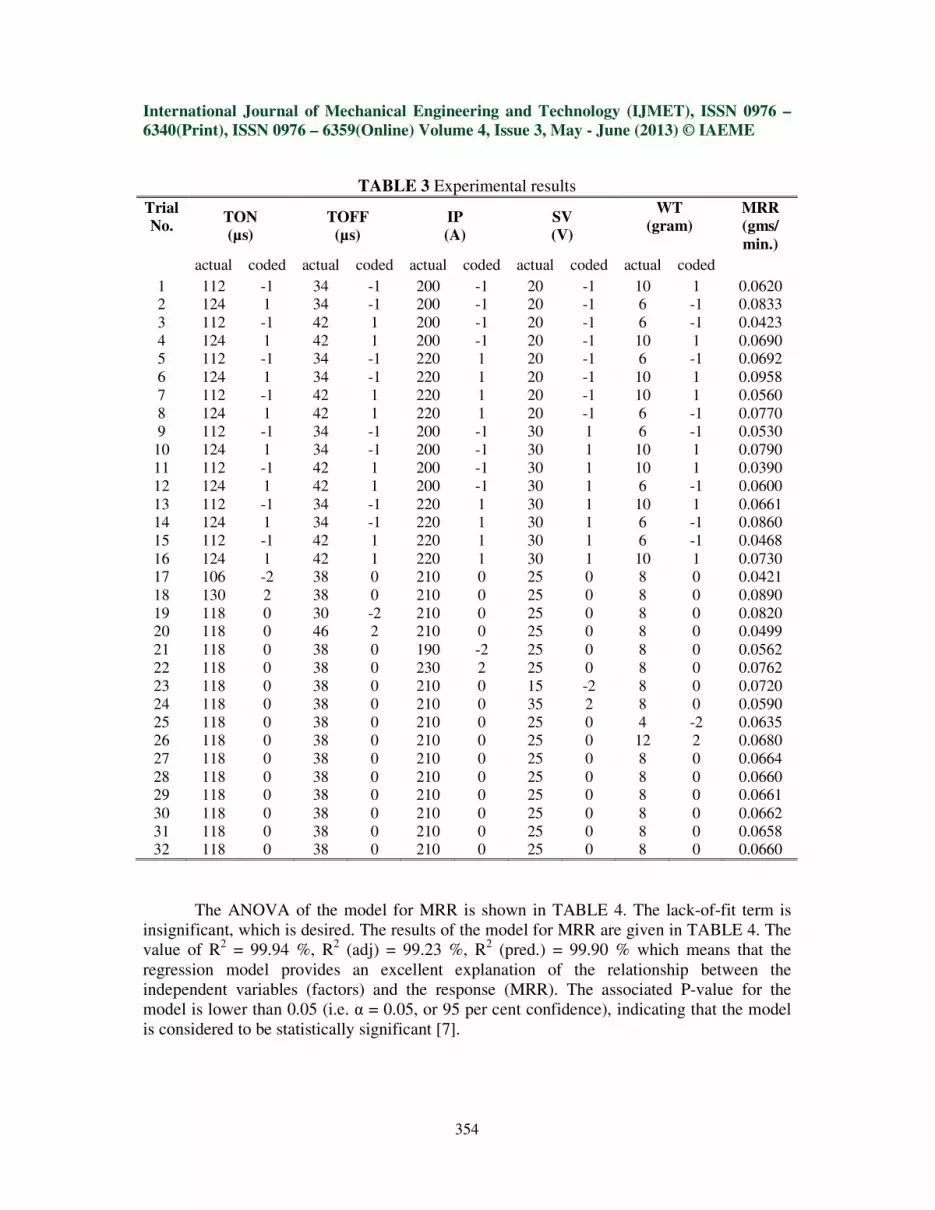
The 32 experiments according to CCD design were conducted and MRR values were
obtained for each experimental run as listed in TABLE 3. For analysis of the data, to check
the good fit of the model Analysis of Variance is very much required. Model adequacy
checking includes testing for significance of the regression model, for significance on model
coefficients, and for lack of fit. For this purpose, ANOVA is performed.
The modelling was carried out in the following steps:
(a) Identifying the important process control variables and finding their upper and lower
limits;
(b) Developing the design matrix;
(c) Conducting the experiments as per the design matrix;
(d) Recording the response parameters;
(e) Developing regression model;
(f) Checking the adequacy of models;
(g) Testing the significance of coefficients and arriving at the final models;
(h) Presenting the direct and interaction effects of process parameters on MRR and Ra in
graphical form;
(i) Analysis of results.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
354
TABLE 3 Experimental results
Trial
No. TON
(µs)
TOFF
(µs)
IP
(A)
SV
(V)
WT
(gram)
MRR
(gms/
min.) actual coded actual coded actual coded actual coded actual coded
1 112 -1 34 -1 200 -1 20 -1 10 1 0.0620
2 124 1 34 -1 200 -1 20 -1 6 -1 0.0833
3 112 -1 42 1 200 -1 20 -1 6 -1 0.0423
4 124 1 42 1 200 -1 20 -1 10 1 0.0690
5 112 -1 34 -1 220 1 20 -1 6 -1 0.0692
6 124 1 34 -1 220 1 20 -1 10 1 0.0958
7 112 -1 42 1 220 1 20 -1 10 1 0.0560
8 124 1 42 1 220 1 20 -1 6 -1 0.0770
9 112 -1 34 -1 200 -1 30 1 6 -1 0.0530
10 124 1 34 -1 200 -1 30 1 10 1 0.0790
11 112 -1 42 1 200 -1 30 1 10 1 0.0390
12 124 1 42 1 200 -1 30 1 6 -1 0.0600
13 112 -1 34 -1 220 1 30 1 10 1 0.0661
14 124 1 34 -1 220 1 30 1 6 -1 0.0860
15 112 -1 42 1 220 1 30 1 6 -1 0.0468
16 124 1 42 1 220 1 30 1 10 1 0.0730
17 106 -2 38 0 210 0 25 0 8 0 0.0421
18 130 2 38 0 210 0 25 0 8 0 0.0890
19 118 0 30 -2 210 0 25 0 8 0 0.0820
20 118 0 46 2 210 0 25 0 8 0 0.0499
21 118 0 38 0 190 -2 25 0 8 0 0.0562
22 118 0 38 0 230 2 25 0 8 0 0.0762
23 118 0 38 0 210 0 15 -2 8 0 0.0720
24 118 0 38 0 210 0 35 2 8 0 0.0590
25 118 0 38 0 210 0 25 0 4 -2 0.0635
26 118 0 38 0 210 0 25 0 12 2 0.0680
27 118 0 38 0 210 0 25 0 8 0 0.0664
28 118 0 38 0 210 0 25 0 8 0 0.0660
29 118 0 38 0 210 0 25 0 8 0 0.0661
30 118 0 38 0 210 0 25 0 8 0 0.0662
31 118 0 38 0 210 0 25 0 8 0 0.0658
32 118 0 38 0 210 0 25 0 8 0 0.0660
The ANOVA of the model for MRR is shown in TABLE 4. The lack-of-fit term is
insignificant, which is desired. The results of the model for MRR are given in TABLE 4. The
value of R2 = 99.94 %, R
2 (adj) = 99.23 %, R
2 (pred.) = 99.90 % which means that the
regression model provides an excellent explanation of the relationship between the
independent variables (factors) and the response (MRR). The associated P-value for the
model is lower than 0.05 (i.e. α = 0.05, or 95 per cent confidence), indicating that the model
is considered to be statistically significant [7].
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
355
TABLE 4 ANOVA of model
Regression equation is in terms of uncoded parameters:
Material Removal Rate (MRR) = - 0.184152 + 0.001962 * TON - 0.002036 * TOFF +
0.000510 * IP - 0.000648 * SV -0.000652 * WT
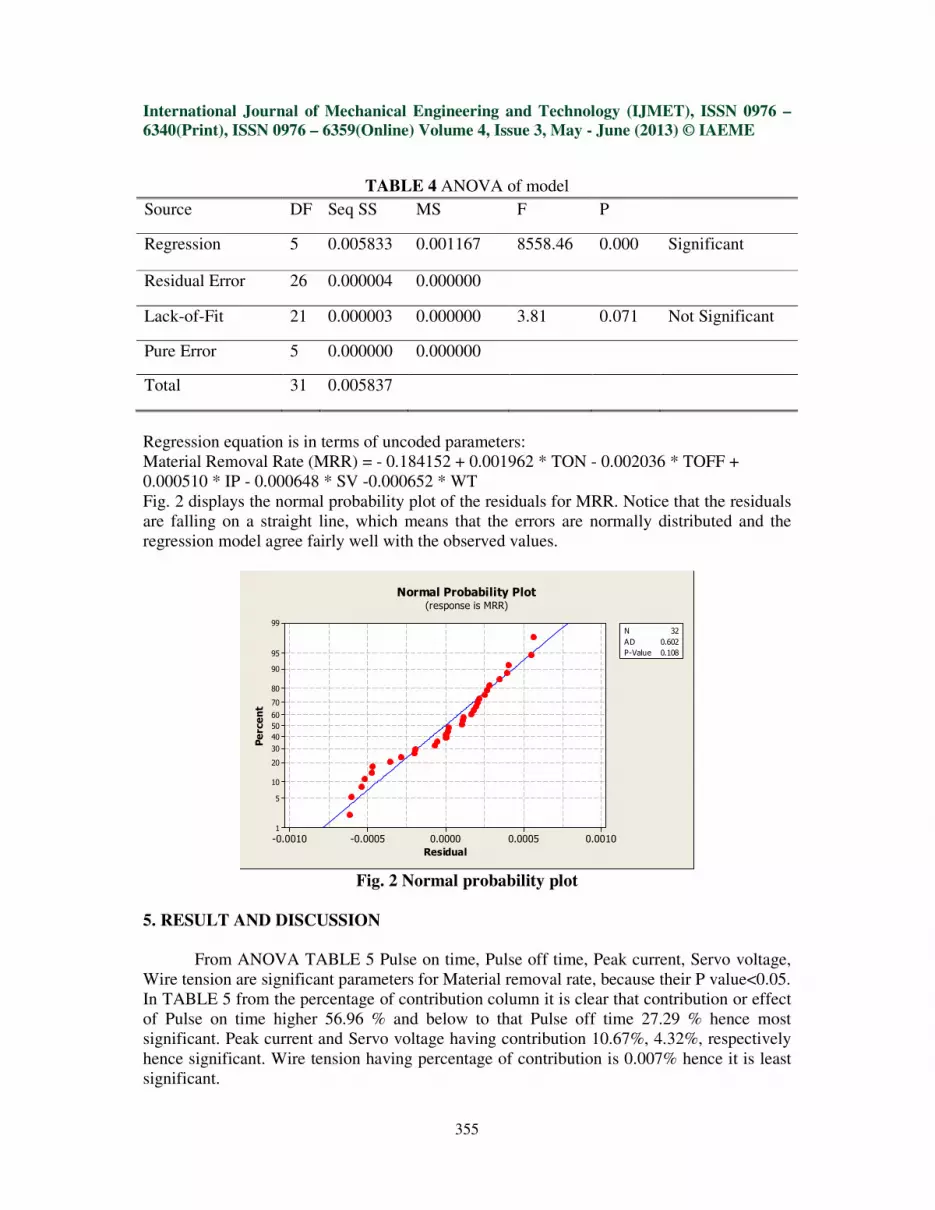
Fig. 2 displays the normal probability plot of the residuals for MRR. Notice that the residuals
are falling on a straight line, which means that the errors are normally distributed and the
regression model agree fairly well with the observed values.
0.00100.00050.0000-0.0005-0.0010
99
95
90
80
70
60
50
40
30
20
10
5
1
Residual
Percent
N 32
AD 0.602
P-Value 0.108
Normal Probability Plot(response is MRR)
Fig. 2 Normal probability plot
5. RESULT AND DISCUSSION
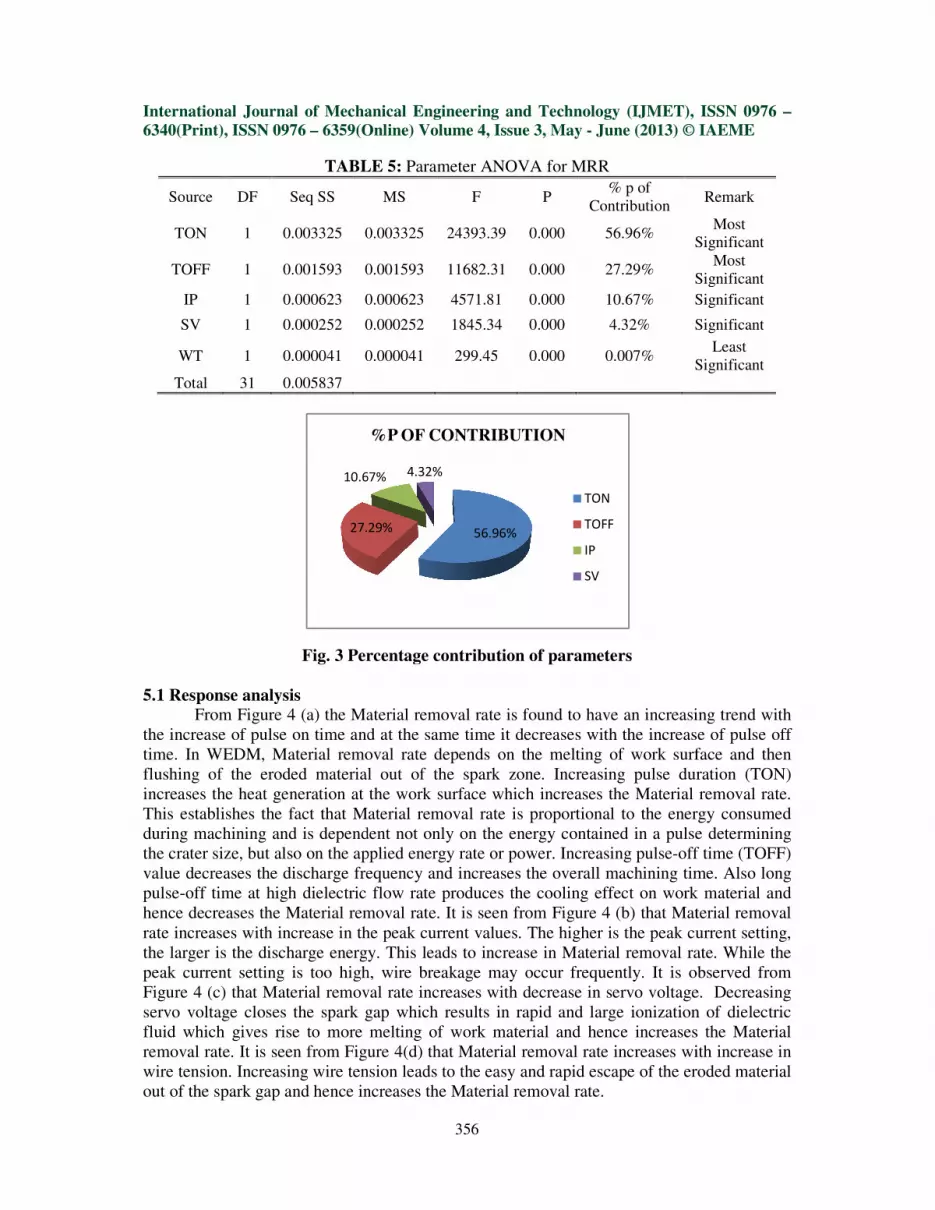
From ANOVA TABLE 5 Pulse on time, Pulse off time, Peak current, Servo voltage,
Wire tension are significant parameters for Material removal rate, because their P value<0.05.
In TABLE 5 from the percentage of contribution column it is clear that contribution or effect
of Pulse on time higher 56.96 % and below to that Pulse off time 27.29 % hence most
significant. Peak current and Servo voltage having contribution 10.67%, 4.32%, respectively
hence significant. Wire tension having percentage of contribution is 0.007% hence it is least
significant.
Source DF Seq SS MS F P
Regression 5 0.005833 0.001167 8558.46 0.000 Significant
Residual Error 26 0.000004 0.000000
Lack-of-Fit 21 0.000003 0.000000 3.81 0.071 Not Significant
Pure Error 5 0.000000 0.000000
Total 31 0.005837
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May
TABLE
Source DF Seq SS
TON 1 0.003325 0.003325
TOFF 1 0.001593 0.001593
IP 1 0.000623 0.000623
SV 1 0.000252 0.000252
WT 1 0.000041 0.000041
Total 31 0.005837
Fig. 3 Percentage
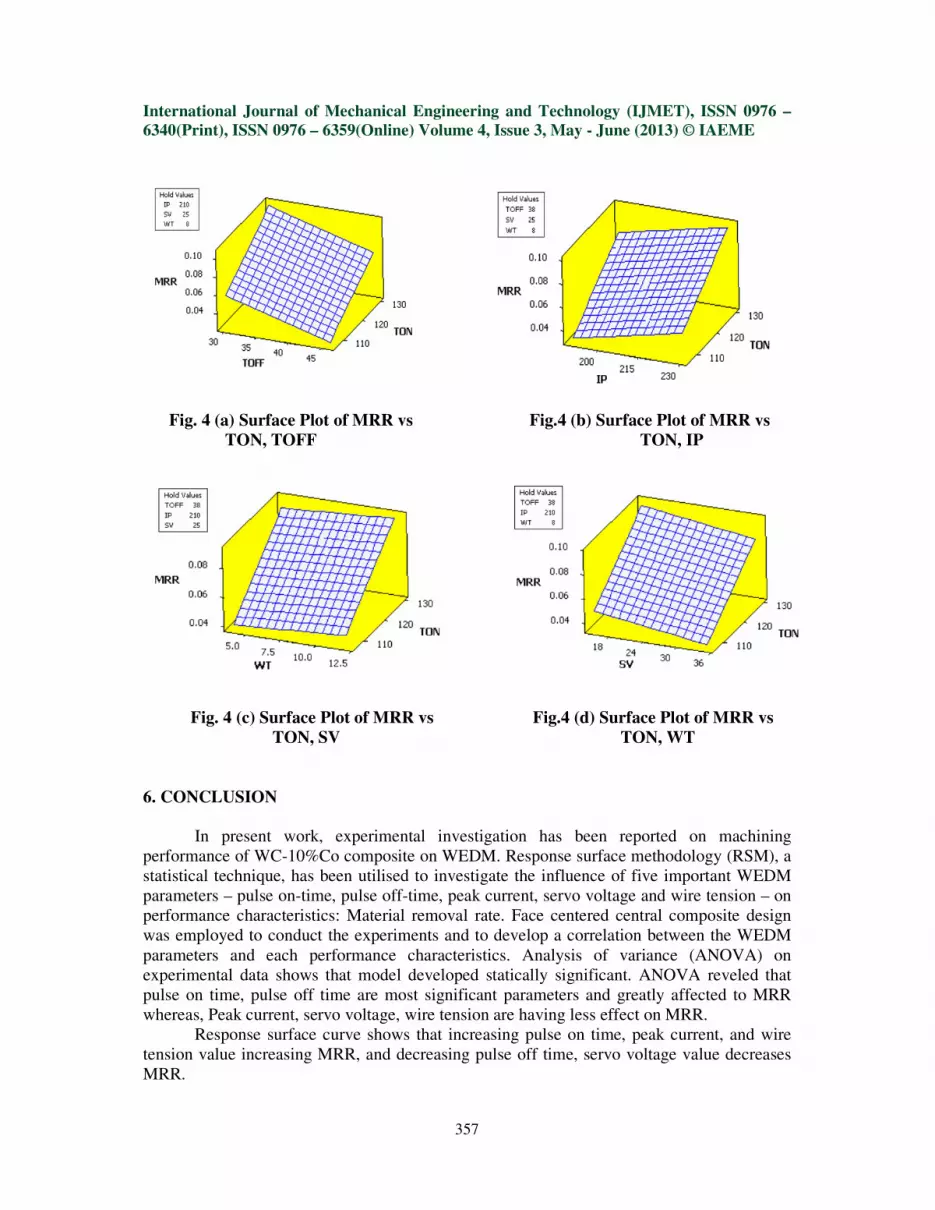
5.1 Response analysis
From Figure 4 (a) the Material removal rate
the increase of pulse on time and at the same time it decreases with the increase of pulse off
time. In WEDM, Material removal rate
flushing of the eroded material o
increases the heat generation at the work surface which increases the
This establishes the fact that Material removal rate
during machining and is dependent not only on the energy contained in a pulse determining
the crater size, but also on the applied energy rate or power.
value decreases the discharge frequency and increases the overall machining time. Also long
pulse-off time at high dielectric flow rate produces the cooling effect on work material and
hence decreases the Material removal rate
rate increases with increase in the peak current values. The higher is the peak current setting,
the larger is the discharge energy. This leads to increase in
peak current setting is too high, wire
Figure 4 (c) that Material removal rate
servo voltage closes the spark gap which results in rapid and large ionization of dielectric
fluid which gives rise to more melting of work material and hence increases the
removal rate. It is seen from Figure 4
wire tension. Increasing wire tension
out of the spark gap and hence increases the
27.29%
10.67%
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
356
TABLE 5: Parameter ANOVA for MRR
MS F P % p of
Contribution
0.003325 24393.39 0.000 56.96% Significant
0.001593 11682.31 0.000 27.29% Significant
0.000623 4571.81 0.000 10.67% Significant
0.000252 1845.34 0.000 4.32% Significant
0.000041 299.45 0.000 0.007% Significant
Percentage contribution of parameters
Material removal rate is found to have an increasing trend with
the increase of pulse on time and at the same time it decreases with the increase of pulse off
Material removal rate depends on the melting of work surface and then
flushing of the eroded material out of the spark zone. Increasing pulse duration (T
increases the heat generation at the work surface which increases the Material removal rate
Material removal rate is proportional to the energy consumed
and is dependent not only on the energy contained in a pulse determining
the crater size, but also on the applied energy rate or power. Increasing pulse-off time (T
value decreases the discharge frequency and increases the overall machining time. Also long
off time at high dielectric flow rate produces the cooling effect on work material and
Material removal rate. It is seen from Figure 4 (b) that Material removal
increases with increase in the peak current values. The higher is the peak current setting,
the larger is the discharge energy. This leads to increase in Material removal rate
peak current setting is too high, wire breakage may occur frequently. It is observed
Material removal rate increases with decrease in servo voltage. Decreasing
servo voltage closes the spark gap which results in rapid and large ionization of dielectric
rise to more melting of work material and hence increases the
Figure 4(d) that Material removal rate increases with
tension leads to the easy and rapid escape of the eroded ma
out of the spark gap and hence increases the Material removal rate.
56.96%27.29%
10.67%4.32%
%P OF CONTRIBUTION
TON
TOFF
IP
SV
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
June (2013) © IAEME
Remark
Most
Significant
Most
Significant
Significant
Significant
Least
Significant
is found to have an increasing trend with
the increase of pulse on time and at the same time it decreases with the increase of pulse off
depends on the melting of work surface and then
ut of the spark zone. Increasing pulse duration (TON)
Material removal rate.
is proportional to the energy consumed
and is dependent not only on the energy contained in a pulse determining
off time (TOFF)
value decreases the discharge frequency and increases the overall machining time. Also long
off time at high dielectric flow rate produces the cooling effect on work material and
Material removal
increases with increase in the peak current values. The higher is the peak current setting,
rate. While the
breakage may occur frequently. It is observed from
voltage. Decreasing
servo voltage closes the spark gap which results in rapid and large ionization of dielectric
rise to more melting of work material and hence increases the Material
Material removal rate increases with increase in
and rapid escape of the eroded material
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
357
Fig. 4 (a) Surface Plot of MRR vs Fig.4 (b) Surface Plot of MRR vs
TON, TOFF TON, IP
Fig. 4 (c) Surface Plot of MRR vs Fig.4 (d) Surface Plot of MRR vs
TON, SV TON, WT
6. CONCLUSION
In present work, experimental investigation has been reported on machining
performance of WC-10%Co composite on WEDM. Response surface methodology (RSM), a
statistical technique, has been utilised to investigate the influence of five important WEDM
parameters – pulse on-time, pulse off-time, peak current, servo voltage and wire tension – on
performance characteristics: Material removal rate. Face centered central composite design
was employed to conduct the experiments and to develop a correlation between the WEDM
parameters and each performance characteristics. Analysis of variance (ANOVA) on
experimental data shows that model developed statically significant. ANOVA reveled that
pulse on time, pulse off time are most significant parameters and greatly affected to MRR
whereas, Peak current, servo voltage, wire tension are having less effect on MRR.
Response surface curve shows that increasing pulse on time, peak current, and wire
tension value increasing MRR, and decreasing pulse off time, servo voltage value decreases
MRR.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 –
6340(Print), ISSN 0976 – 6359(Online) Volume 4, Issue 3, May - June (2013) © IAEME
358
7. ACKNOWLEDGEMENT
The authors would like to thank Dr. S. D. Deshmukh, Principal, JNEC, Aurangabad
for his valuable guidance along with Mr. G. S. Pujari, Vision Tech. Pvt. Ltd, for significant
information and kind support for experimentation and making available their testing facility
for Research Work.
REFERENCES
1) K. Jangra , S. Grover “Modelling and experimental investigation of process
parameters in WEDM of WC-5.3%Co using response surface methodology”
Mechanical Science,3,63–72,2012.
2) P. Saha, P. Saha, S. K. Pal “Parametric Optimization in WEDM of WC-Co Composite
by Neuro-Genetic Technique” Proceedings of the World Congress on Engineering
2011 Vol. III WCE 2011, London, U.K.
3) Muthuraman V, Ramakrishnan R, Karthikeyan L “Modeling and Analysis of MRR in
WEDMed WC-CO Composite by Response Surface Methodology” Indian Journal of
Science and Technology ,December 2012 ,ISSN:0974-6846.
4) Probir Saha, Abhijit Singha, Surjya K. Pal, Partha Saha “Soft computing models
based prediction of cutting speed and surface roughness in wire electro-discharge
machining of tungsten carbide cobalt composite” International Journal of Advance
Manufacturing Technology (2008) 39:74–84.
5) D. Kanagarajan, R. Karthikeyan, K. Palanikumar, J. Paulo Davim, “Optimization of
electrical discharge machining characteristics of WC/Co composites using non
dominated sorting genetic algorithm (NSGA-II)” International Journal of Advance
Manufacturing Technology (2008) 36:1124–1132.
6) Chang-Ho Kim , Jean Pierre Kruth (2001) “Influence of the Electrical Conductivity of
Dielectric on WEDM of Sintered Carbide” KSME International Journal, 15, 1276–
1282, 2001.
7) D Kanagarajan, R Karthikeyan, K Palanikumar, and P Sivaraj “Influence of process
parameters on electric discharge machining of WC/30%Co composites” Journal of
Engineering Manufacture Proceeding 1 Mechanical Engineering (2008) Vol. 222 Part
B-09544054JEM925.
8) Pallavi.H.Agarwal, Prof.Dr.P.M.George and Prof.Dr.L.M.Manocha, “Comparison of
Neural Network Models on Material Removal Rate of C-Sic”, International Journal of
Design and Manufacturing Technology (IJDMT), Volume 3, Issue 1, 2012, pp. 1 - 10,
ISSN Print: 0976 – 6995, ISSN Online: 0976 – 7002.
9) Vishal Francis, Ravi.S.Singh, Nikita Singh, Ali.R.Rizvi and Santosh Kumar,
“Application of Taguchi Method and ANOVA in Optimization of Cutting Parameters
for Material Removal Rate and Surface Roughness in Turning Operation”
International Journal of Mechanical Engineering & Technology (IJMET), Volume 4,
Issue 3, 2013, pp. 47 - 53, ISSN Print: 0976 – 6340, ISSN Online: 0976 – 6359.
10) S V Subrahmanyam and M. M. M. Sarcar, “Parametric Optimization for Cutting
Speed – A Statistical Regression Modeling for WEDM”, International Journal of
Advanced Research in Engineering & Technology (IJARET), Volume 4, Issue 1,
2013, pp. 142 - 150, ISSN Print: 0976-6480, ISSN Online: 0976-6499.