UNIVERSIDAD SIMÓN BOLIVAR DECANATO DE ESTUDIOS DE POSTGRADO COORDINACIÓN DE INGENIERÍA QUÍMICA PROPUESTA DE TRABAJO DE GRADO Grado académico al que aspira: Magíster en Ingeniería Química Título del proyecto: Diseño de un proceso de adsorción que utilice materiales lignocelulósicos en un lecho fluidizado inverso RESUMEN Se pretende realizar un proceso de adsorción en un lecho fluidizado con materiales lignocelulósicos, dada las características de densidad presentadas por este tipo de materiales, se considera la fluidización inversa como una alternativa viable, es por ello que se evaluará y comparará está, con la fluidización clásica, a través del desarrollo experimental en el laboratorio de carbón de la Universidad Simón Bolívar, además de determinar las características de velocidad mínima de fluidización, caída de presión, expansión del lecho, que mejor la favorecen, con lo cual se
Transcript
UNIVERSIDAD SIMÓN BOLIVARDECANATO DE ESTUDIOS DE POSTGRADOCOORDINACIÓN DE INGENIERÍA QUÍMICA
PROPUESTA DE TRABAJO DE GRADO
Grado académico al que aspira: Magíster en Ingeniería
Química
Título del proyecto: Diseño de un proceso de adsorción que
utilice materiales lignocelulósicos en un lecho fluidizado
inverso
RESUMEN
Se pretende realizar un proceso de adsorción en un lecho
fluidizado con materiales lignocelulósicos, dada las
características de densidad presentadas por este tipo de
materiales, se considera la fluidización inversa como una
alternativa viable, es por ello que se evaluará y comparará
está, con la fluidización clásica, a través del desarrollo
experimental en el laboratorio de carbón de la Universidad
Simón Bolívar, además de determinar las características de
velocidad mínima de fluidización, caída de presión,
expansión del lecho, que mejor la favorecen, con lo cual se
espera obtener una mayor adsorción utilizando este tipo de
sistema con respecto al lecho fluidizado convencional.
Fecha aproximada de culminación: Julio 2011
Sartenejas, Diciembre de
2010.
Ing. Ana Médicci MSc. Narciso Pérez
Carnet: 0886675 Tutor Académico
1. PLANTEAMIENTO DEL PROBLEMA
El deterioro del medio ambiente y los cambios
climáticos observados en los últimos años han traído como
consecuencia que día a día sean más rigurosas las leyes y
normativas ambientales, obligando a crear procesos
amigables con el mismo, en función de esto, y considerando
que la principal actividad económica del país es la
actividad petrolera (Gobierno en Línea: Economía.), se
busca que los procesos y subprocesos sean lo menos
contaminantes posible.
El crudo venezolano usado en la industria petrolera se
caracteriza por tener condición que lo clasifican como
pesado y extrapesado, además de ser rico en metales como Ni
2
y V, lo que trae como consecuencia que el proceso de
refinación requiera de un subproceso o etapa de
coquización, cuya finalidad es convertir mediante los
productos más pesados y densos del proceso de destilación
(residuales) en productos más livianos, y del cual se
obtiene: gas, alimentación catalítica, nafta y coque de
petróleo, un combustible sólido similar al carbón, este
coque producido contiene un elevado contenido de Ni y V. En
la actualidad se emplean soluciones acidas para la
extracción de ellos; en pro de prolongar la vida útil de
estas soluciones, el laboratorio de carbón y residuales de
petróleo de la Universidad Simón Bolívar (USB), estudia la
posibilidad de recuperar los licores ácidos resultantes,
llevando a cabo varios trabajos de investigación, como el
realizado por Pérez et al. (2007), cuyos resultados señalan
la competividad de los materiales lignocelulósicos frente
al carbón activado utilizando un lecho fijo. Bueno y Matta
(2009) estudiaron la factibilidad de emplear estos
materiales como adsorbente en lecho fluidizado, obteniendo
como resultado un mayor aprovechamiento del adsorbente y
presentando como única limitante el tiempo de obtención de
los pellets a fluidizar, ya que debido al material
lignocelulósico se necesita realizar un pellet que cumpla
con ciertos valores de densidad exigidos por el proceso de
fluidización. Es por ello que el presente trabajo pretende
evaluar la adsorción mediante la fluidización inversa, ya
que con este, se puede trabajar con partículas con
densidades menores que la del liquido fluidizante,
3
característica presente en los materiales
lignocelulósicos .
¿De qué manera la fluidización inversa favorece la
adsorción con materiales lignocelulósicos?
2. ANTECEDENTES Y BASES TEORICAS
2.1. Antecedentes
La siguiente investigación está fundamentada en una
serie de trabajos realizados en el laboratorio de carbón de
la Universidad Simón Bolívar, en donde se busca llevar a
cabo el proceso de adsorción utilizando materiales
lignocelulósicos.
En función de lo anteriormente mencionado, Pérez et al.
(2007) demostraron que los materiales lignocelulósicos se
presentan como una alternativa de material adsorbente, ya
que presentan características similares al carbón activado.
Apoyados en esto, el Grupo de Tecnologías de Alternativas
Limpias (TECall) llevó a cabo la construcción, puesta en
marcha y evaluación de una planta piloto que permite la
remoción de metales pesados de corrientes ácidas, las
cuales provienen de la desmetalización vía microondas del
coque de petróleo, utilizando material lignocelulósico como
adsorbente en lecho fijo.
4
Casanova (2007) estudió la factibilidad de emplear una
columna de adsorción de lecho lignocelulósico fluidizado,
aprovechando las ventajas que presentan estos sistemas con
respecto a la facilidad de control de temperatura, pero
principalmente a las grandes velocidades de transferencias
de masa que alcanzan, utilizo un colorante de bajo impacto
ambiental (azul de metileno) como adsorbato y las
partículas sólidas del adsorbentes con movimiento al azar
por el seno del líquido; con lo que evalúo, mediante el
desarrollo de diversas pruebas, la capacidad adsortiva de
este material y determinó su comportamiento en este en un
lecho fluidizado.
Bianco y De Sousa (2008), realizaron el montaje,
arranque y evaluación de una planta de adsorción de metales
pesados Ni y V sobre lignina a escala piloto, en donde se
revelaba tiempos de ruptura y de saturación superiores para
el material ligninocelulósico en comparación con el carbón
activado, lo cual indico que este tipo de materiales
presentaban una mayor útil y una mayor capacidad adsortiva.
En medio de todas estas ventajas el sistema no lograba
obtener una curva de ruptura ideal por ende existía una
capacidad no aprovechada del material ligninocelulósico.
Gómez y Vargas (2009), estudiaron la forma de mejorar
la eficiencia de la adsorción en un lecho fijo, para lo
cual evaluaron el efecto del tamaño de partícula, así como
5
el efecto del tiempo de retención sobre la capacidad de
adsorción de materiales lignocelulósicos, encontrando que
cuando el diámetro de columna entre diámetro de partícula
de material lignocelulósico es igual a 25, la columna
presentaba una eficiencia de un 87% de la altura del lecho
y era capaz de remover el 70% del azul de metileno,
material utilizado como adsorbato.
Bueno y Matta (2010), siguiendo las recomendaciones
realizadas por Casanova (2007), profundizaron acerca de la
factibilidad del empleo de materiales lignocelulósicos en
lecho fluidizado, logrando obtener una partícula adsorbente
con las características necesarias y una isoterma favorable
en el proceso de adsorción, encontrando inconvenientes en
la obtención de la partícula a fluidizar en función de la
relación tiempo por cantidad de partículas, ya que el
procedimiento propuesto era engorroso y no permitía una
mayor producción en un mismo periodo de tiempo .
A continuación se presenta un resumen de las
publicaciones que fueron encontradas, en relación al uso de
la fluidización inversa como una alternativa para llevar a
cabo la suspensión de materiales, con densidades menores
que las del fluido.
.
Fan et al. (1981) analizaron las características
hidrodinámicas fundamentales en un lecho fluidizado
inverso, estudiando los sistemas líquido-sólido y gas-
6
líquido-sólido, concluyendo que, aunque no se encontró para
el sistema liquido-sólido una correlación que representara
la expansión esta se podía encontrar mediante una ecuación
que relaciona la porosidad con la velocidad, de igual forma
para los sistemas gas-líquido-sólido se propone dos modos
de fluidización el primero siendo el liquido considerado
como una fase continua en el segundo siendo el gas la fase
continua, con esto logran correlacionar empíricamente la
porosidad del lecho y el holdup del gas.
Nikov y Karamanev (1991) determinaron que las
diferencias en la transferencia de masa entre fluidización
inversa y fluidización clásica se deben principalmente a
las diferentes direcciones del gas y del líquido y de los
efectos inerciales de las partículas. Proponen una
correlación que describe la transferencia de masa en un
lecho fluidizado inverso mejor que los lechos fluidizados
clásicos.
Karamanek y Nikolov (1992) estudiaron las
características de la expansión del lecho en fluidización
inversa en dos fases, variando el diámetro de las esferas
y sus densidades, con la finalidad de encontrar un modelo
matemático que relacionara la expansión del lecho como una
función de la velocidad del liquido, hallando un modelo que
predice los valores experimentales y atribuyendo las
diferencias que puedan presentarse a la diferencia entre la
inercia mecánica de las partículas ligeras y las pesadas.
7
Vijaya et al. (2000) a través del estudio hidrodinámico
del lecho fluidizado inverso, más específicamente de la
expansión del lecho y caída de presión en función del
diámetro de partícula, viscosidad y densidad del liquido,
determinaron la velocidad mínima de fluidización además de
que esta se incrementaba con el aumento del diámetro de las
partículas y una disminución en la densidad de sólidos y es
independiente de la altura del lecho.
Renganathan y Krishnaiah (2003) estudiaron las
características de la mezcla de la fase líquida en dos
fases liquido-solido en un lecho fluidizado inverso,
determinando que en la fase líquida aumenta el coeficiente
de dispersión axial con el aumento de la velocidad del
líquido y el número de Arquímedes y es independiente de
altura del lecho estático.
2.2. Base teórica
La fluidización es un tema ampliamente utilizado en la
industria química debido a su gran gama de usos, se puede
definir como, un proceso por el cual una corriente
ascendente de fluido (líquido, gas o ambos) se utiliza para
suspender partículas sólidas. (Kunii y Levenspiel, 1991).
Cuando se habla de lecho fluidizado, se describe la
condición de las partículas completamente suspendidas, toda
8
vez que la suspensión se comporta como un fluido denso. En
el lecho fluidizado la fase sólida está suspendida en un
líquido o en un gas. Por tanto, el sólido se comporta como
un fluido y se puede bombear, alimentar por gravedad y
manejarlo de una forma muy parecida a como si fuese un
líquido.
Si el lecho está inclinado la superficie superior permanece
horizontal y los objetos grandes flotarán o descenderán en
el lecho, dependiendo de su densidad relativa a la de la
suspensión. Los sólidos fluidizados pueden descargarse del
lecho a través de tuberías y válvulas como un líquido, y
esta fluidez es la principal ventaja del uso de la
fluidización para el tratamiento de sólidos (McCabe, 1993 y
Henley y Seader, 1990).
2.2.1 Tipos de Fluidización
Existen distintos tipos de fluidización, las cuales
dependerán de la aplicación que se le dará a esta.
a) Fluidización Gas-Sólido
Los lechos fluidizados en gas se agitan con las
burbujas que se forman en la parte baja del lecho. Cuando
el tamaño de las burbujas llega a ser del tamaño del
diámetro de la columna, sus formas y propiedades cambian,
convirtiéndose en lo que se denominan slugs (Romero, 2006).
9
En este tipo de sistema, las partículas se clasifican en
cuatro grupos de acuerdo a sus características de
fluidización:
Grupo Geldart A.
Son partículas de tamaño medio o de baja densidad, que
tienden a formar burbujas (regiones de bajo contenido de
sólidos) cuando se fluidizan. Las burbujas de gas ascienden
más rápidamente que el gas que pasa entre las partículas.
La fragmentación y coalescencia de las burbujas es
frecuente. El tamaño máximo de burbuja es de
aproximadamente 10 cm. El lecho se expande
considerablemente antes de que ocurra el burbujeo.
Grupo Geldart B.
Partículas más gruesas y más densas que las del grupo
A, se forman burbujas tan pronto como se excede la
velocidad mínima de fluidización. El tamaño de burbuja es
independiente del tamaño de las partículas. El burbujeo es
vigoroso, con burbujas que aumentan de tamaño hasta ser
comparables con el tamaño del lecho.
Grupo Geldart C.
Partículas muy finas (incluso polvos) en los que las
fuerzas de cohesión son dominantes. Son difíciles de
fluidizar y tienden a levantarse de golpe. En lechos
grandes, se forman canalizaciones por donde fluye el gas
sin lograr fluidizar las partículas.
Grupo Geldart D.
Son partículas muy grandes y densas. Forman burbujas
que chocan rápidamente y aumentan de tamaño, pero que en
10
general se mueven más lento que el resto de la fase gaseosa
que percola entre los sólidos.
El comportamiento caótico de los lechos fluidizados gas-
sólido se debe principalmente a la gran diferencia de
densidades entre las dos fases. (Geldart, 1980; Kunii y
Levenspiel, 1991).
b) Fluidización líquido-sólido
Este tipo de sistemas se fluidizan de forma mucho más
estable, debido principalmente a una menor diferencia de
densidades entre los sólidos y el líquido fluidizante. La
expansión del lecho es bastante uniforme para velocidades
del fluido desde fluidización mínima hasta la elutriación
de las partículas. Además, la velocidad de las partículas
es más o menos uniforme en toda la columna. No hay
formación de burbujas, excepto en casos extremos en los que
la velocidad del líquido sea muy alta y la densidad de las
partículas mucho mayor que la del líquido. Algunas otras
inestabilidades se pueden presentar en el lecho pero
normalmente no afectan el desempeño del lecho fluidizado
(Yang, 2003)
c) Fluidización centrífuga
Se hace girar todo el sistema, de tal forma que la
fuerza centrífuga actúa en vez de la fuerza de gravedad. La
tendencia de las partículas es de aglomerarse en la
11
periferia, del modo similar a la acumulación de partículas
en el fondo de una columna de fluidización bajo el efecto
de la gravedad. El medio fluidizante se inyecta por la
periferia del sistema giratorio, empujando a las partículas
hacia el centro del equipo, donde el fluido es removido
(Yang, 2003).
d) Vibro-fluidización
Emplea vibraciones mecánicas o acústicas (incluso en
el rango de frecuencias ultrasónicas) para promover la
fluidización de polvos cohesivos. Las vibraciones previenen
la aglomeración de las partículas bajo la acción de las
fuerzas de van der Waals, permitiendo que el fluido pase
entre las partículas manteniendo el estado de fluidización
del lecho (Yang, 2003).
e) Magneto-fluidización
Emplea campos magnéticos para modificar el
comportamiento del lecho fluidizado. Se puede prevenir la
formación de burbujas en lechos gas sólido, promover la
formación de cadenas de partículas, e incluso crear una
fuerza externa de origen magnético que remplace a la
gravedad en ambientes de gravedad reducida (Yang, 2003).
f) Electrofluidización
12
Emplea cargas y/o campos eléctricos para modificar el
comportamiento del lecho fluidizado. El efecto es similar
al de la aplicación de campos magnéticos.
Cabe destacar que las más utilizadas son la fluidización
gas-sólido y fluidización liquido-sólido (Yang, 2003).
g) Fluidización Inversa
Se aplica cuando las partículas tienen una densidad
menor que la del líquido fluidizante. La operación de un
lecho fluidizado convencional bajo estas condiciones es
imposible, ya que las partículas simplemente flotan y son
arrastradas por la corriente. La fluidización se hace
posible alimentando el líquido por la parte superior de la
columna, de tal forma que la fuerza de arrastre empuje a
las partículas hacia abajo, en contra de su tendencia
natural a ascender. (Yang, 2003).
2.2.2. Parámetros de Fluidización Inversa
a) Factor de forma
El diámetro equivalente de una partícula se define
como el diámetro de una esfera que tuviera el mismo volumen
que esa partícula (Geankoplis, 1998). El factor de forma ø
(o de esfericidad øs) se define como la relación entre el
área de una esfera con un volumen equivalente de las
partículas, dividido entre el área superficial de las
13
partículas (Perry y Green, 2008). Para una esfera, el área
superficial es:
(1)
y el volumen:
(2)
Por lo tanto, para toda partícula
(3)
donde Sp es el área superficial real de la partícula y Dp es
el diámetro (equivalente) de la esfera que tiene el mismo
volumen de la partícula (Geankoplis, 1998). Entonces, a
partir de la ecuación que define la superficie específica
de una partícula av en m-1:
(4)
Se determina:
(5)
Resultando:
14
(6)
Entonces, puesto que (1- ε) es la fracción de volumen de
las partículas del lecho:
(7)
Resulta:
(8)
donde a es la razón entre el área superficial total del
lecho y el volumen total del lecho (volumen vacío más
volumen de partículas) en m-1. ε es la fracción de vacío de
la partícula. Para una esfera, øs=1,0. Para un cilindro
cuyo diámetro es igual a su longitud, øs se calcula como
0,874, y para un cubo 0,806. En cuanto a los materiales
granulares, es difícil medir el volumen y el área
superficial reales para poder obtener el diámetro
equivalente, así que Dp generalmente se toma como el tamaño
nominal obtenido en un análisis por mallas (tamices) o en
mediciones visuales de longitud. El área superficial está
determinada por las mediciones de adsorción o por
mediciones de la caída de presión en un lecho de
partículas.
b) Porosidad
15
La porosidad del lecho depende de la relación
existente entre el diámetro de la partícula, el diámetro
del lecho, la rugosidad de las paredes de la columna, la
presión y la temperatura de operación (Guarneros, 2005).
Para medir el porcentaje de poros en el lecho, se utiliza
la siguiente ecuación:
(9)
c) Velocidad minima de fluidización y caída de presión
Teóricamente, la velocidad minima de fluidización
deben ser las mismas tanto para fluidización clásica e
inversa dado que a ecuación de Ergun se basa en la premisa
principal de que la fuerza de arrastre del fluido que se
mueve con una velocidad superficial igual al peso de las
partículas en el lecho. Por consiguiente en un lecho que
contiene partículas ligeras la fuerza del peso debe
sustituirse por la fuerza de flotación. (Karamanev y
Nikolov, 1992).
(10)
16
Por consiguiente reordenando la ecuación de Ergun para la
caída de presión en lechos de relleno se obtiene:
(11)
Aplicando la ecuación anterior al punto de fluidización
incipiente se obtiene una ecuación cuadrática para la
velocidad de fluidización mínima :
(12)
Para partículas muy pequeñas sólo es importante el término
de flujo laminar en la ecuación de Ergun. Para NRe,p < 1, la
ecuación de la velocidad mínima de fluidización se
transforma en:
(13)
Muchas ecuaciones empíricas establecen que varía
con una potencia algo inferior a 2,0 del diámetro de la
partícula y es inversamente proporcional a la viscosidad.
Se producen ligeras desviaciones con respecto a los valores
previstos para los exponentes debido a que se comete algún
error al despreciar el segundo término de la ecuación de
Ergun y a que la fracción de huecos puede cambiar con el
tamaño de partícula. Para partículas aproximadamente
17
esféricas, está generalmente comprendida entre 0,40 y
0,45, aumentando ligeramente al disminuir el diámetro de la
partícula. (McCabe, 1993).
Por otra parte, Vijaya et al. (2000), propone una
correlación para determinar la velocidad minima de
fluidización, que relaciona las dimensiones del número de
Reynolds y de Arquímedes, teniendo agua como fase liquida.
(R2=0,987)
(14)
d) Expansión del Lecho
El modelo de Richardson y Zaki, es el más utilizado debido a su simplicidad. Se basa en la siguiente ecuación:
(15)
Donde el exponente n puede determinarse con las siguientes
correlaciones:
18
Para
(16)
Para (17)
Para
(18)
La velocidad superficial del fluido en ϵ=1 se puede
calcular con la ecuación:
(19)
Con Ut como la velocidad terminal, la cual se puede obtener
por la ecuación:
(20)
19
Donde el CD coeficiente de arrastre y se determina de la
curva standard de arrastre LnCD-LnRet. (Karamanev y Nikov,
2000; Fan et al. 1981).
e) Transferencia de masa
El estudio de transferencia de masa en un lecho
fluidizado inverso, en el caso liquido-sólido, en
comparación con el lecho fluidizado inverso solo presenta
diferencia en cuanto a que las partículas en la
fluidización inversa son mucho más ligeras, por ende la
única diferencia presente es la masa, esto se traduce en
una mayor intensidad en el movimiento en un lecho
fluidizado inverso, debido a que las partículas ligeras
presentan menor inercia.
Se ha establecido que no hay ningún efecto de la
velocidad superficial del líquido sobre la tasa de
transferencia de masa, pero si con el tamaño de partículas,
un aumento en el diámetro intensifica la transferencia de
masa. Adicionalmente se encuentra que cuanto mayor sea la
viscosidad del líquido, menor será la tasa de
transferencia de masa. Estas dependencias son las mismas,
al menos cualitativamente, en el lecho fluidizado inverso.
(Nikov y Karamanev, 1991).
En consecuencia el coeficiente de transferencia de
masa puede ser evaluado a partir de varias correlaciones
20
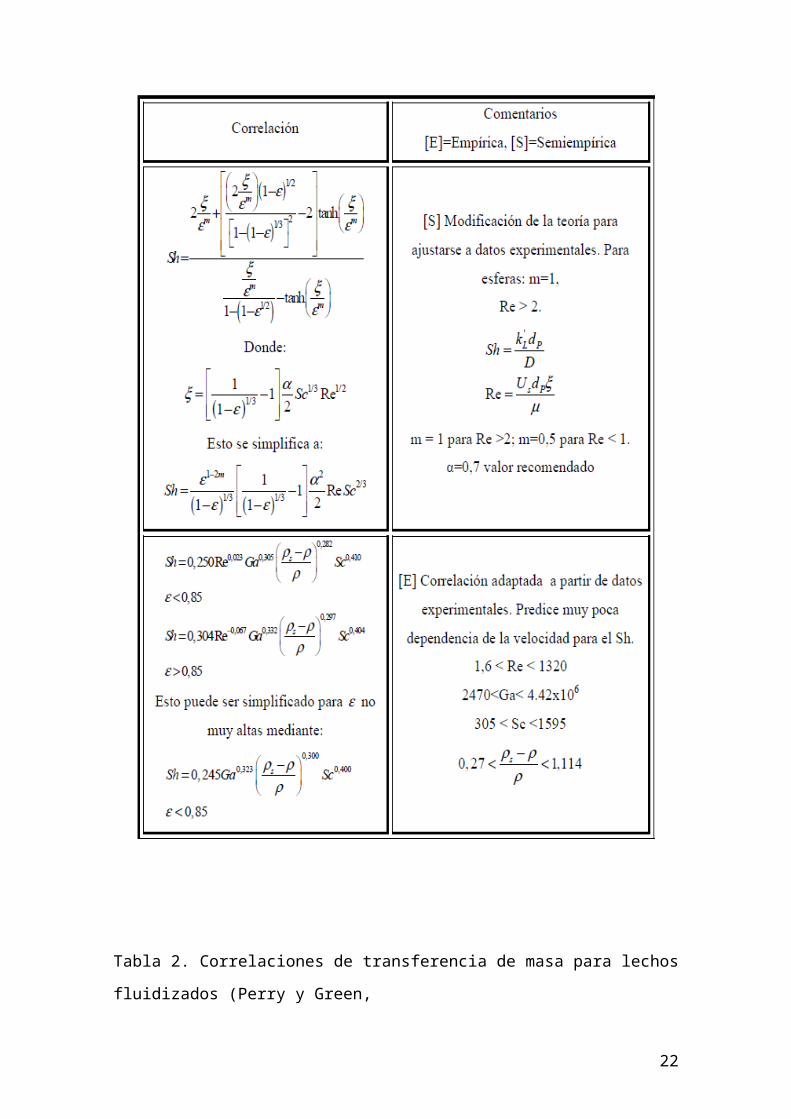
encontradas en la literatura para lechos fluidizados
clásicos. A continuación, se resumen en las tablas 1 y 2,
algunas de las correlaciones y su correspondiente uso
(Perry y Green, 2008).
Tabla 1. Correlaciones de transferencia de masa para lechos
fluidizados (Perry y Green,
2008; Geancoplis, 2003).
21
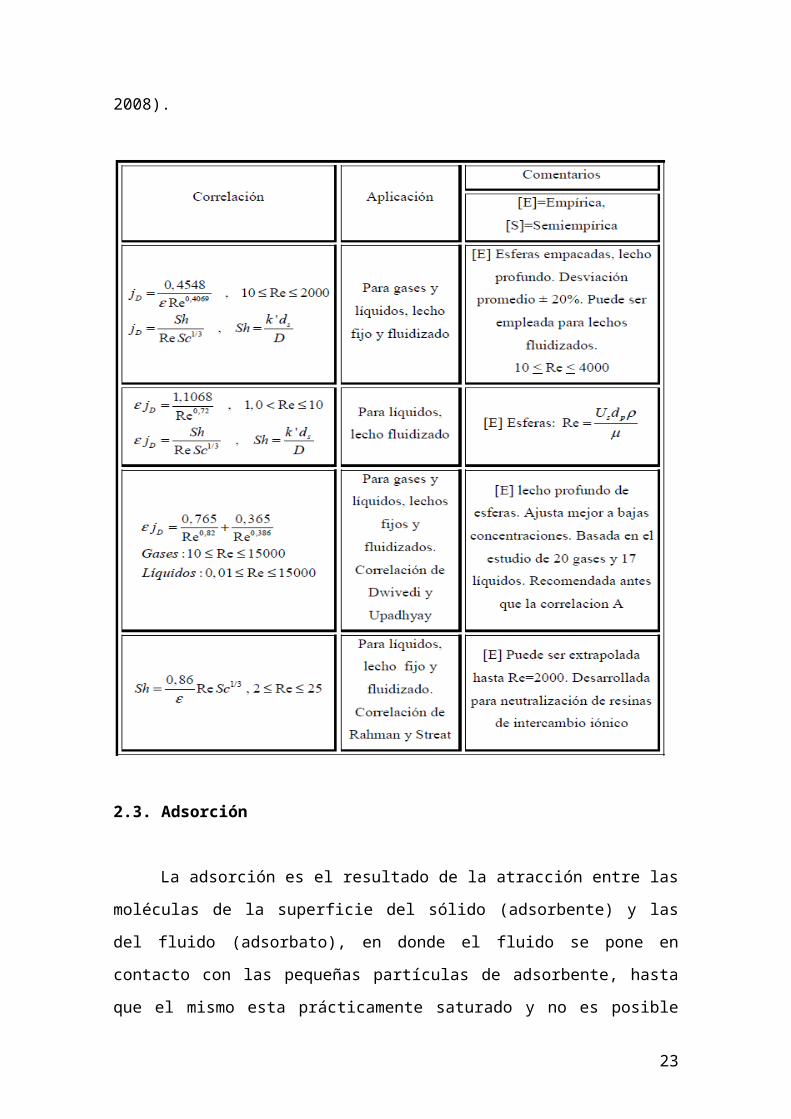
Tabla 2. Correlaciones de transferencia de masa para lechos
fluidizados (Perry y Green,
22
2008).
2.3. Adsorción
La adsorción es el resultado de la atracción entre las
moléculas de la superficie del sólido (adsorbente) y las
del fluido (adsorbato), en donde el fluido se pone en
contacto con las pequeñas partículas de adsorbente, hasta
que el mismo esta prácticamente saturado y no es posible
23
alcanzar ya la separación deseada, este tipo de atracción
puede ser física o química y en cualquiera de los casos la
eficacia dependerá del equilibrio sólido-fluido y de las
velocidades de transferencia de materia (McCabe, 1993,
Richardson y Harker, 2002 e Izquierdo, 2004).
La principal ventaja de la fluidización inversa es las
altas tasas de transferencia de masa, así como el menor
desgaste de sólidos, lo que lo hace una excelente
alternativa en procesos bioquímicos, biológicos aeróbicos y
anaeróbicos, así como en tratamiento de aguas residuales
(Fan, 1989), en donde se han centrado sus usos, pero estas
características también la hacen una buena opción para el
proceso de adsorción.
2.3.1 Tipos de Adsorción
La adsorción física se debe a fuerzas de atracción
secundarias (Van der Waals), como las interacciones dipolo-
dipolo, y se asemeja a la condensación de las moléculas de
un vapor sobre un liquido de la misma composición. La
adsorción física tiene un gran interés en la catálisis por
sólidos, pues proporciona un método de medida de áreas
superficiales de catalizadores, de tamaño de poros y de la
distribución de los mismos.
La quimisorción o adsorción química implica formación
de enlaces químicos. Se asemeja a una reacción química y
24
requiere una transferencia de electrones entre adsorbente y
adsorbato. La importancia de la quimisorción es esencial,
pues casi todas las reacciones catalizadas por un sólido
requieren como etapa intermedia en el proceso global la
quimisorción de uno o mas reactantes. Identificar y conocer
como se comportan las especies quimisorbidas es primordial
para comprender los mecanismos catalíticos reales.
Asimismo, la quimisorción, es la base de una técnica de
determinación del área específica de un componente
particular del catalizador, por ejemplo un metal, a
diferencia del área específica total que se determina por
adsorción física.
La evidencia de que hay quimisorción en casi todas las
reacciones catalizadas por sólidos surge de diversas
observaciones. En primer lugar, si un sólido afecta la
velocidad de reacción de un fluido, este hecho debe
implicar a moléculas de fluido muy próximas a la superficie
del sólido y, presumiblemente algún tipo de adsorción debe
haber tenido lugar durante un lapso de tiempo finito. En
segundo lugar, muchas reacciones catalíticas transcurren a
temperatura tan altas que la adsorción física no puede
tener lugar en una extensión significativa, por ello la
adsorción tiene que ser de naturaleza química. En tercer
lugar, en general, la actividad química es directamente
proporcional a la capacidad para quimisorber uno o mas
reactantes. Finalmente, las fuerzas que participan en una
adsorción física son mucho más débiles que las implicadas
25
en un enlace químico. Es difícil que la adsorción física
pueda originar una distorsión en los campos de fuerzas de
las moléculas suficientemente grande para causar un efecto
apreciable en su reactividad. (Izquierdo, 2004).
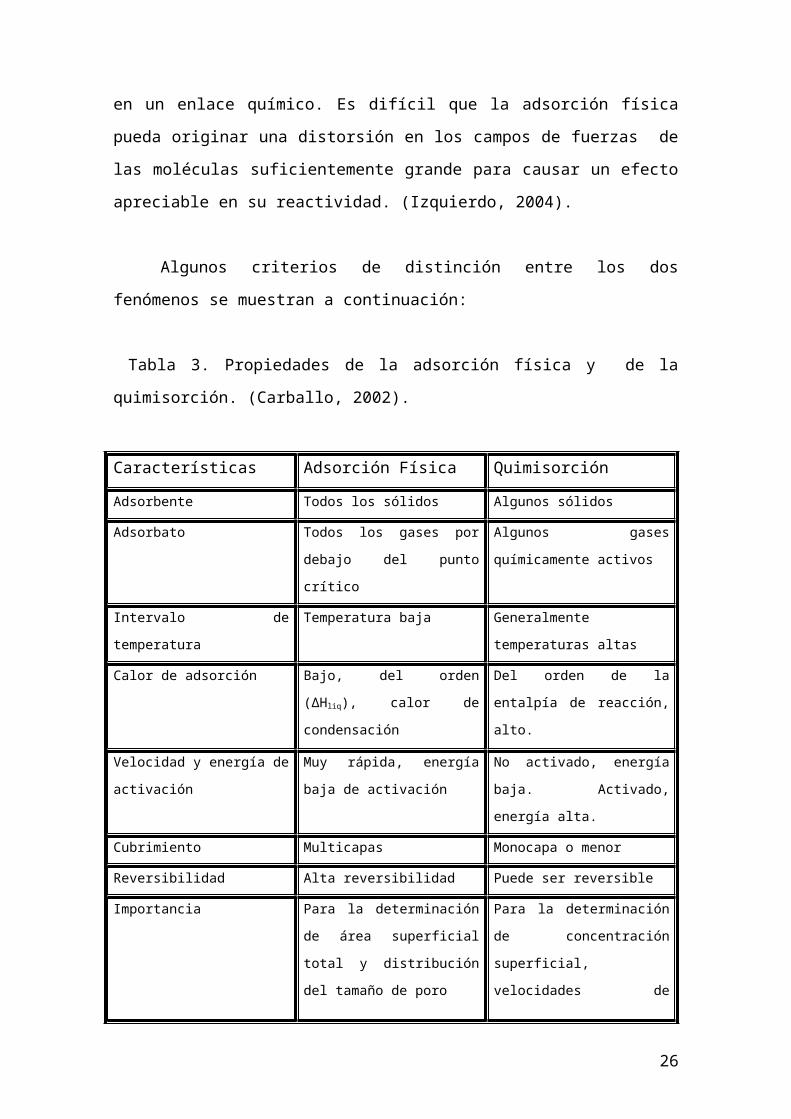
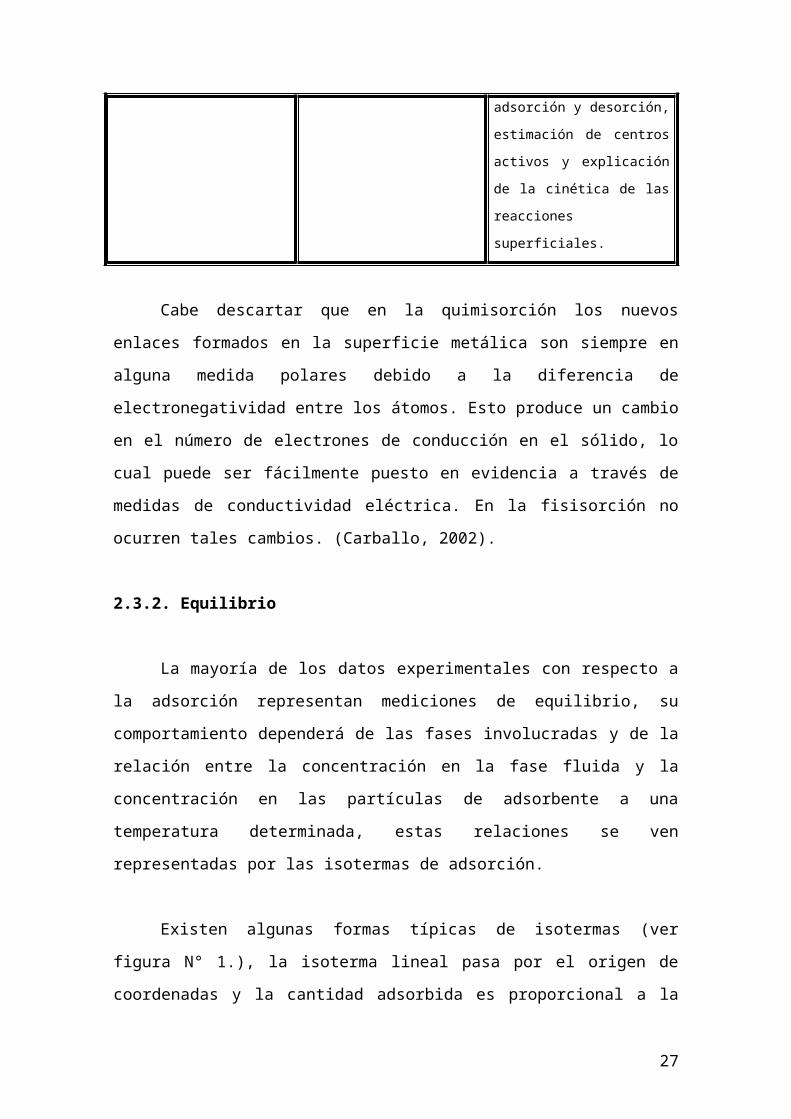
Algunos criterios de distinción entre los dos
fenómenos se muestran a continuación:
Tabla 3. Propiedades de la adsorción física y de la
quimisorción. (Carballo, 2002).
Características Adsorción Física Quimisorción
Adsorbente Todos los sólidos Algunos sólidos
Adsorbato Todos los gases por
debajo del punto
crítico
Algunos gases
químicamente activos
Intervalo de
temperatura
Temperatura baja Generalmente
temperaturas altas
Calor de adsorción Bajo, del orden
(∆Hliq), calor de
condensación
Del orden de la
entalpía de reacción,
alto.
Velocidad y energía de
activación
Muy rápida, energía
baja de activación
No activado, energía
baja. Activado,
energía alta.
Cubrimiento Multicapas Monocapa o menor
Reversibilidad Alta reversibilidad Puede ser reversible
Importancia Para la determinación
de área superficial
total y distribución
del tamaño de poro
Para la determinación
de concentración
superficial,
velocidades de
26
adsorción y desorción,
estimación de centros
activos y explicación
de la cinética de las
reacciones
superficiales.
Cabe descartar que en la quimisorción los nuevos
enlaces formados en la superficie metálica son siempre en
alguna medida polares debido a la diferencia de
electronegatividad entre los átomos. Esto produce un cambio
en el número de electrones de conducción en el sólido, lo
cual puede ser fácilmente puesto en evidencia a través de
medidas de conductividad eléctrica. En la fisisorción no
ocurren tales cambios. (Carballo, 2002).
2.3.2. Equilibrio
La mayoría de los datos experimentales con respecto a
la adsorción representan mediciones de equilibrio, su
comportamiento dependerá de las fases involucradas y de la
relación entre la concentración en la fase fluida y la
concentración en las partículas de adsorbente a una
temperatura determinada, estas relaciones se ven
representadas por las isotermas de adsorción.
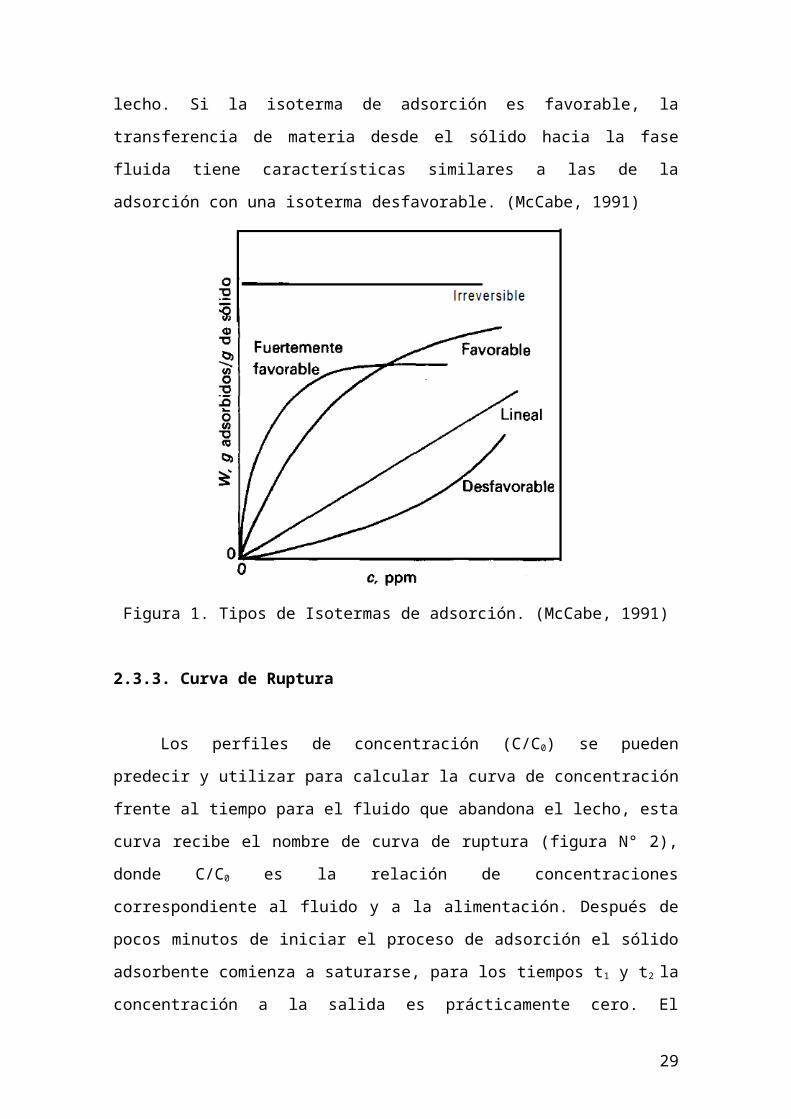
Existen algunas formas típicas de isotermas (ver
figura N° 1.), la isoterma lineal pasa por el origen de
coordenadas y la cantidad adsorbida es proporcional a la
27
concentración en el fluido; las isotermas que son convexas
hacia arriba se denominan favorables, debido a que puede
obtenerse una carga relativamente elevada del sólido para
una baja concentración en el fluido; la isoterma de
Langmuir, W = bc/(l + Kc), donde W es la carga de
adsorbato, c es la concentración en el fluido y b y K son
constantes, es del tipo favorable; cuando Kc » 1, la
isoterma es altamente favorable, mientras que cuando Kc < 1
la isoterma es prácticamente lineal, a pesar de que la
isoterma de Langmuir, tiene una base teórica sencilla, no
permite ajustar bien un elevado número de sistemas de
adsorción física, la ecuación empírica de Freundlich, W =
bcm, donde m < 1, conduce generalmente a un mejor ajuste que
Langmuir, especialmente para la adsorción a partir de
líquidos. El caso límite de una isoterma muy favorable es
la adsorción irreversible, donde la cantidad adsorbida es
independiente de la disminución de concentración hasta
valores muy bajos. Todos los sistemas presentan una
disminución de la cantidad adsorbida al aumentar la
temperatura y, por supuesto, el adsorbato puede desorberse
aumentando la temperatura, aun para los casos titulados
«irreversibles». Sin embargo, la deserción requiere una
temperatura mucho más elevada cuando la adsorción es muy
favorable o irreversible que cuando las isotermas responden
a un modelo lineal. Una isoterma que es cóncava hacia
arriba recibe el nombre de desfavorable debido a que se
obtienen cargas del sólido relativamente bajas y a que
conducen a largas zonas de transferencia de materia en el
28
lecho. Si la isoterma de adsorción es favorable, la
transferencia de materia desde el sólido hacia la fase
fluida tiene características similares a las de la
adsorción con una isoterma desfavorable. (McCabe, 1991)
Figura 1. Tipos de Isotermas de adsorción. (McCabe, 1991)
2.3.3. Curva de Ruptura
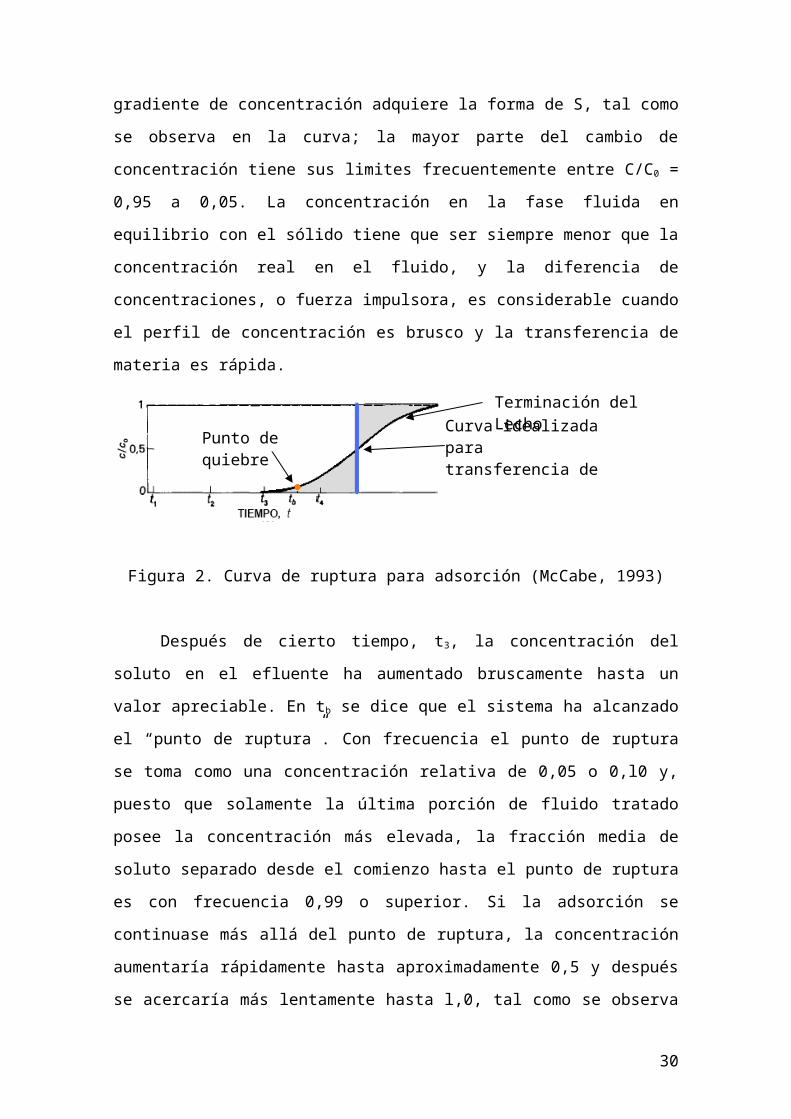
Los perfiles de concentración (C/C0) se pueden
predecir y utilizar para calcular la curva de concentración
frente al tiempo para el fluido que abandona el lecho, esta
curva recibe el nombre de curva de ruptura (figura N° 2),
donde C/C0 es la relación de concentraciones
correspondiente al fluido y a la alimentación. Después de
pocos minutos de iniciar el proceso de adsorción el sólido
adsorbente comienza a saturarse, para los tiempos t1 y t2 la
concentración a la salida es prácticamente cero. El
29
gradiente de concentración adquiere la forma de S, tal como
se observa en la curva; la mayor parte del cambio de
concentración tiene sus limites frecuentemente entre C/C0 =
0,95 a 0,05. La concentración en la fase fluida en
equilibrio con el sólido tiene que ser siempre menor que la
concentración real en el fluido, y la diferencia de
concentraciones, o fuerza impulsora, es considerable cuando
el perfil de concentración es brusco y la transferencia de
materia es rápida.
Figura 2. Curva de ruptura para adsorción (McCabe, 1993)
Después de cierto tiempo, t3, la concentración del
soluto en el efluente ha aumentado bruscamente hasta un
valor apreciable. En tb se dice que el sistema ha alcanzado
el “punto de ruptura”. Con frecuencia el punto de ruptura
se toma como una concentración relativa de 0,05 o 0,l0 y,
puesto que solamente la última porción de fluido tratado
posee la concentración más elevada, la fracción media de
soluto separado desde el comienzo hasta el punto de ruptura
es con frecuencia 0,99 o superior. Si la adsorción se
continuase más allá del punto de ruptura, la concentración
aumentaría rápidamente hasta aproximadamente 0,5 y después
se acercaría más lentamente hasta l,0, tal como se observa
Curva idealizada para transferencia de
Terminación del Lecho
Punto de quiebre
30
en la Figura N° 2. Esta curva en forma de S es similar a la
de los perfiles de concentración interna. Mediante un
balance de materia se puede demostrar que el área limitada
por la curva y la ordenada para c/co = 1,0 es proporcional
a la cantidad total de soluto adsorbido si todo el lecho
alcanza el equilibrio con la alimentación. El área hasta el
tiempo t, del punto de ruptura representa la cantidad real
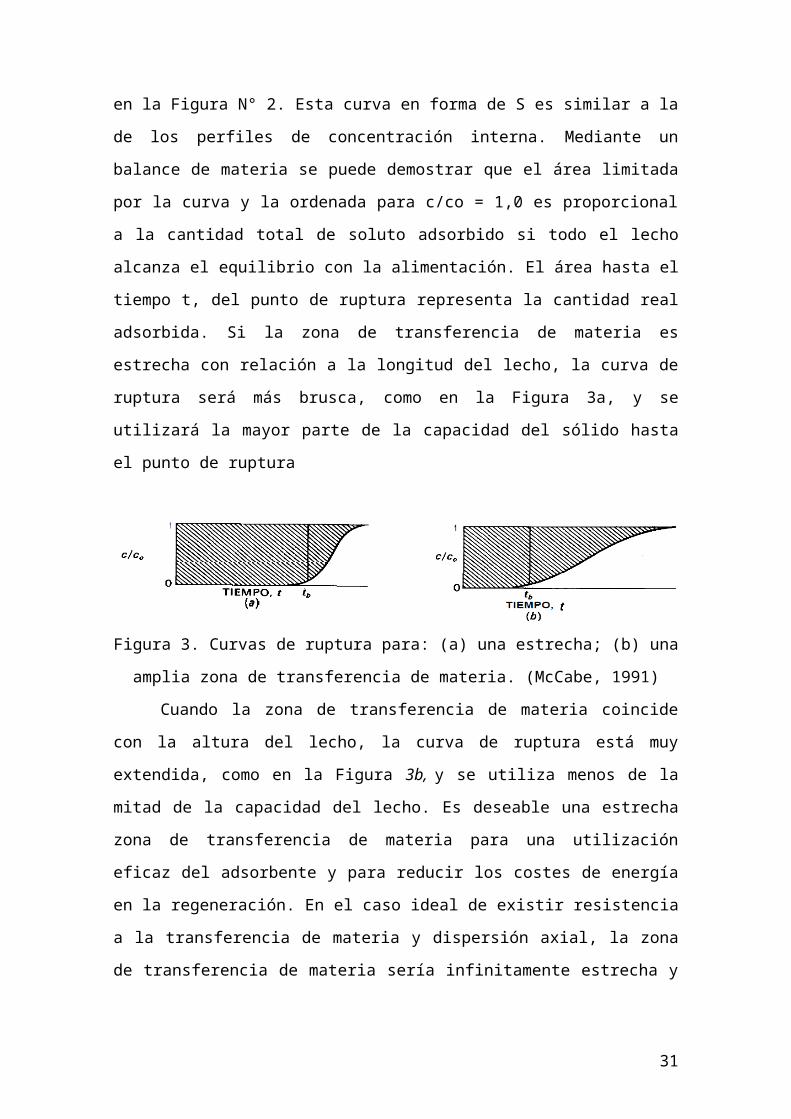
adsorbida. Si la zona de transferencia de materia es
estrecha con relación a la longitud del lecho, la curva de
ruptura será más brusca, como en la Figura 3a, y se
utilizará la mayor parte de la capacidad del sólido hasta
el punto de ruptura
Figura 3. Curvas de ruptura para: (a) una estrecha; (b) una
amplia zona de transferencia de materia. (McCabe, 1991)
Cuando la zona de transferencia de materia coincide
con la altura del lecho, la curva de ruptura está muy
extendida, como en la Figura 3b, y se utiliza menos de la
mitad de la capacidad del lecho. Es deseable una estrecha
zona de transferencia de materia para una utilización
eficaz del adsorbente y para reducir los costes de energía
en la regeneración. En el caso ideal de existir resistencia
a la transferencia de materia y dispersión axial, la zona
de transferencia de materia sería infinitamente estrecha y
31
la curva de ruptura sería una línea vertical desde 0 hasta
1,0 cuando todo el sólido está saturado. (McCabe, 1991).
Tomando en cuenta que en los lechos fluidizados se
asegura el contacto del fluido con toda la superficie de la
partícula sólida, lo que aumenta superficie de contacto,
por lo tanto se espera obtener una curva de ruptura muy
similar a la idealizada, en donde la capacidad no utilizada
es casi nula. Caso contrario a lo ocurrido en un lecho fijo
en donde se observa la no idealidad, la cual implica una
zona de perdida de soluto y de capacidad no utilizada
amplia.
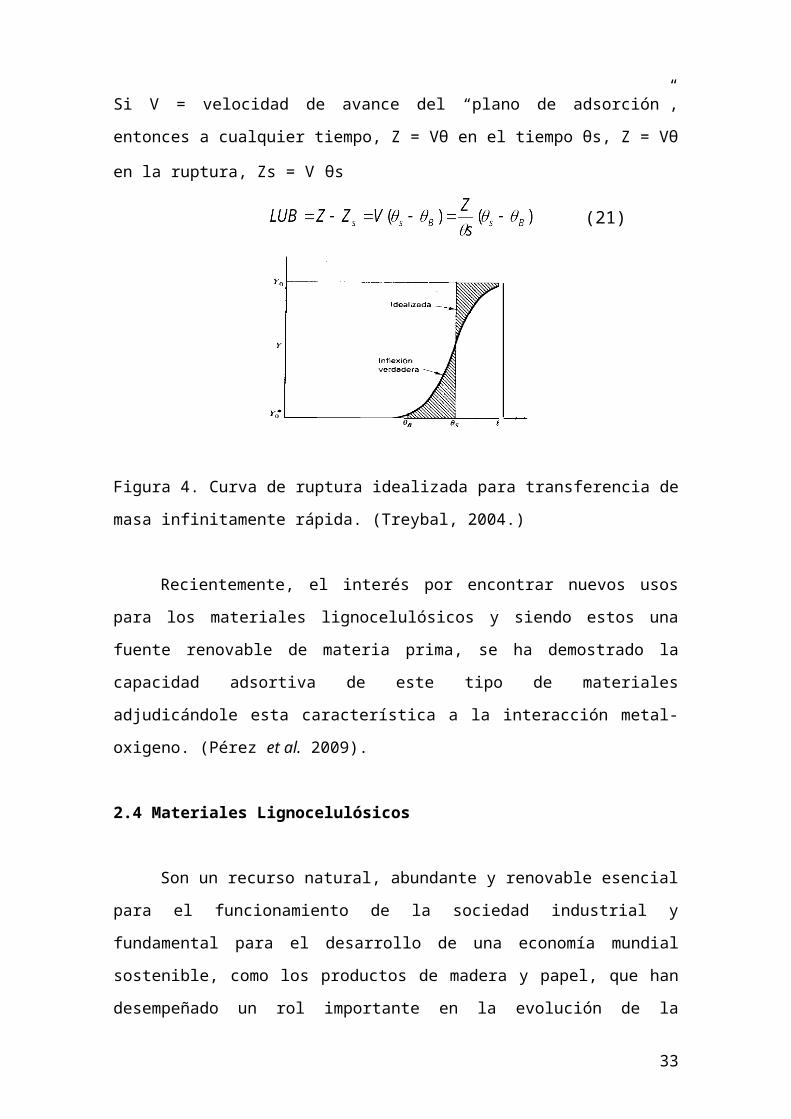
2.3.4. Longitud sin Utilizar del Lecho (LUB)
Este método da una buena aproximación en el calculo de
la rapidez de adsorción, cuando se carece de los valores de
los coeficientes de masa de la fase fluida y de la fase
sólida, consiste en considerar la transferencia de masa
infinitamente rápida de forma que la curva de ruptura seria
una línea vertical en el tiempo (θs) (ver figura 4).
Entonces, la zona de adsorción puede reducirse, idealmente,
a un plano, con la longitud
del lecho Z. hacia arriba del plano en la concentración XT
y la longitud Z - Zs, hacia abajo igual a la longitud sin
utilizar del lecho (LUB). En la ruptura, la longitud del
lecho se toma como la suma de LUB y una longitud saturada
con soluto en equilibrio con la corriente de alimentación.
32
Si V = velocidad de avance del “plano de adsorción”,
entonces a cualquier tiempo, Z = Vθ en el tiempo θs, Z = Vθ
en la ruptura, Zs = V θs
(21)
Figura 4. Curva de ruptura idealizada para transferencia de
masa infinitamente rápida. (Treybal, 2004.)
Recientemente, el interés por encontrar nuevos usos
para los materiales lignocelulósicos y siendo estos una
fuente renovable de materia prima, se ha demostrado la
capacidad adsortiva de este tipo de materiales
adjudicándole esta característica a la interacción metal-
oxigeno. (Pérez et al. 2009).
2.4 Materiales Lignocelulósicos
Son un recurso natural, abundante y renovable esencial
para el funcionamiento de la sociedad industrial y
fundamental para el desarrollo de una economía mundial
sostenible, como los productos de madera y papel, que han
desempeñado un rol importante en la evolución de la
33
civilización. Están constituidos por lignina, celulosa y
hemicelulosa, que varían cuantitativamente de acuerdo con
el material de la planta. (Hu, 2008)
3. JUSTIFICACIÓN DE LA INVESTIGACIÓN
La búsqueda de alternativas ecológicas y el
aprovechamiento de los recursos naturales y no naturales,
ha llevado al desarrollo de procesos donde se prolongue la
vida útil de los reactivos.
En función de los resultados obtenidos por Vargas y
Gómez (2009) los cuales logran obtener la mayor eficiencia
observada en un lecho fijo y considerando que esta fue de
solo un 70% y apoyándose en los resultados en cuanto a
adsorción en lecho fluidizado con materiales
ligninocelulósicos y las limitantes encontradas por Bueno y
Mata (2010), se propone la adsorción con material
lignocelulósicos en fluidización inversa, con lo que se
espera obtener una mayor adsorción, lo que se reflejara en
34
una curva de ruptura ideal con una capacidad de adsorbente
no utilizada nula o muy cercana a cero.
4. OBJETIVOS DE LA INVESTIGACIÓN
En la sección de planteamiento del problema se propuso
como pregunta de investigación. En armonía y
35
correspondencia con la pregunta planteada se proponen los
siguientes objetivos:
4.1. Objetivo General
Diseñar un proceso de adsorción que utilice materiales
lignocelulósicos en un lecho fluidizado inverso
4.2. Objetivos específicos
Los objetivos específicos que se han propuesto para este
trabajo son los siguientes:
Identificar los parámetros que afectan la fluidización
inversa.
Comparar el proceso de adsorción en fluidización
inversa y en fluidización clásica.
Determinar la influencia de la fuente en la adsorción
fluidizada inversa.
Determinar la influencia del tamaño de partícula.
Comparar la capacidad adsorbente de los materiales
ligninocelulósicos en fluidización inversa utilizando
diferentes adsorbatos.
36
5. DESCRIPCIÓN METODOLÓGICA
A continuación se describe la metodología a utilizar
para llevar a cabo los objetivos planteados, la cual se
llevara en 3 etapas:
1. Etapa: Revisión
Se revisará y estudiará las investigaciones realizadas
sobre fluidización inversa, en pro de determinar los
parámetros que afectan a la misma.
2. Etapa: Experimental
Una vez definidos los parámetros se procederá a
realizar el montaje experimental en el laboratorio de
carbón de la Universidad Simón Bolívar, para llevar a cabo
la evaluación de los mismos.
3. Etapa: Análisis de resultados.
Se realizara un análisis estadístico de resultados,
producto del diseño experimental, en el cual se utilizara
el análisis factorial en donde n representa el número
de variables. Luego de determinar el comportamiento de las
variables analizadas, se realizara método taguchi con el
37
cual se determinara la influencia de estas variables en el
parámetro estudiado. Esta etapa se llevara a cabo en varias
fases:
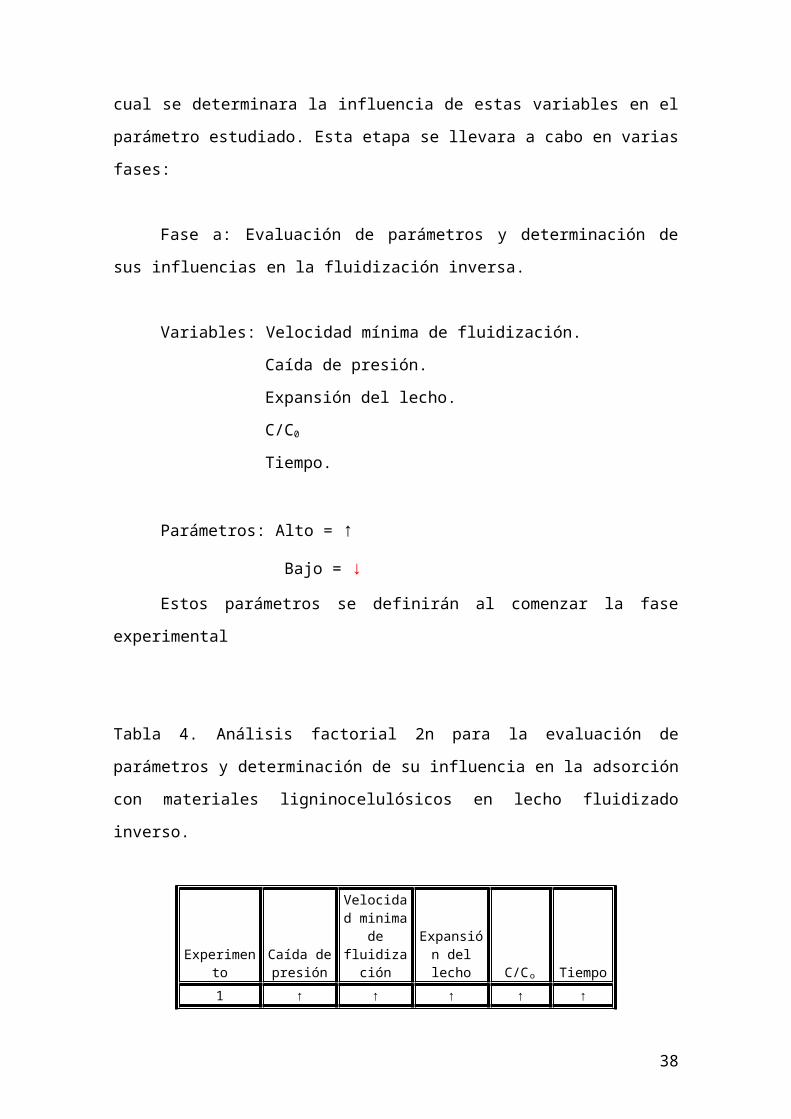
Fase a: Evaluación de parámetros y determinación de
sus influencias en la fluidización inversa.
Variables: Velocidad mínima de fluidización.
Caída de presión.
Expansión del lecho.
C/C0
Tiempo.
Parámetros: Alto = ↑
Bajo = ↓Estos parámetros se definirán al comenzar la fase
experimental
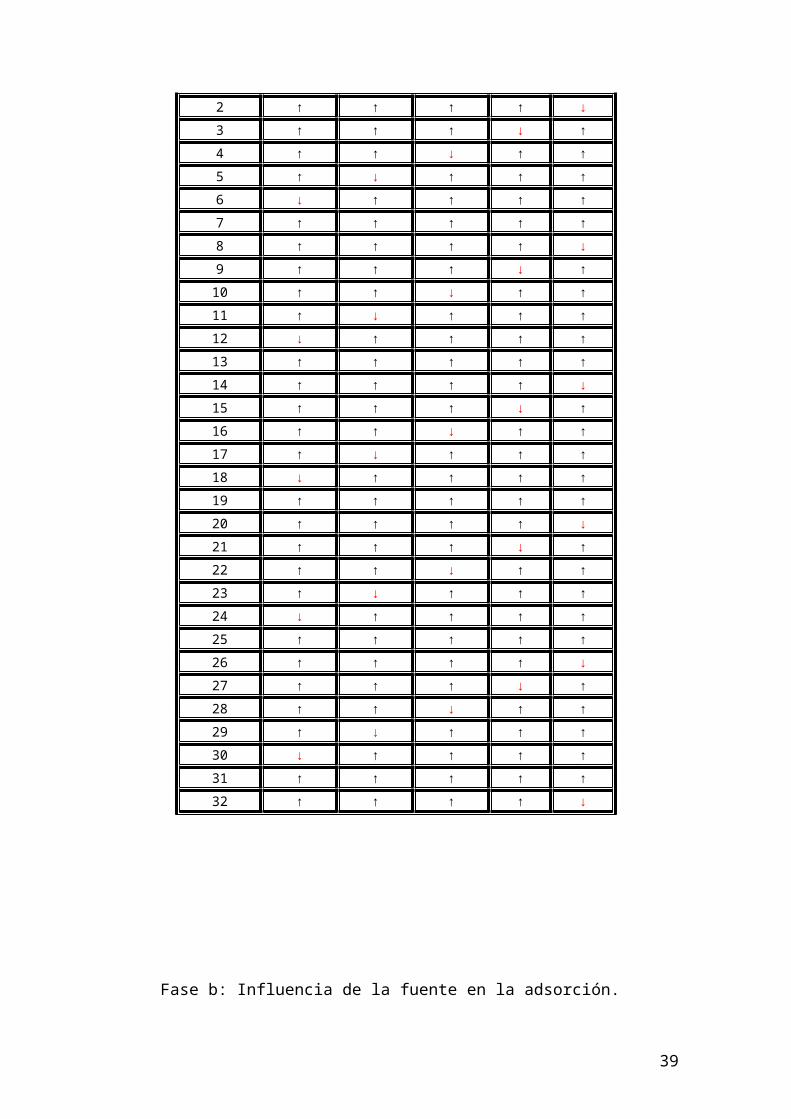
Tabla 4. Análisis factorial 2n para la evaluación de
parámetros y determinación de su influencia en la adsorción
con materiales ligninocelulósicos en lecho fluidizado