
To design a petrochemical plant that produces 330,000 MT of Polyethylene
Terephthalate (PET) from Terephthalic Acid (PTA) and Ethylene Glycol (EG).
PROJECT BACKGROUND
To evaluate critically and select the best technology in PET production To propose a site for the plant erection To analyze an economically feasible conceptual design To address safety and environmental issues To perform mass balances along with heat integration
OBJECTIVE
INTRODUCTION
INTRODUCTION
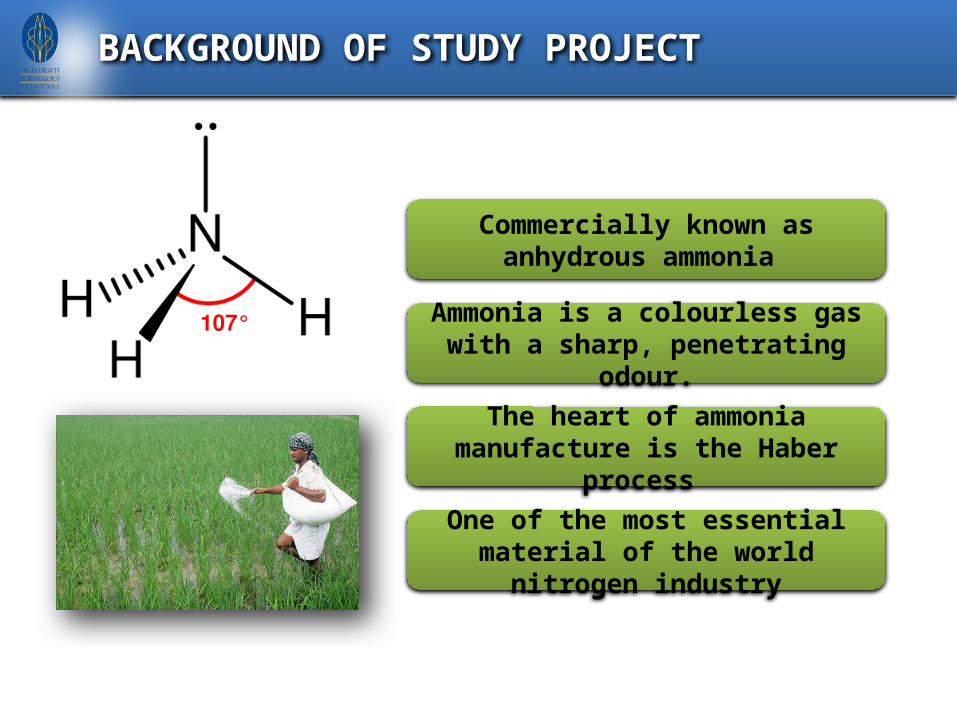
BACKGROUND OF STUDY PROJECT
Commercially known as anhydrous ammonia
Ammonia is a colourless gas with a sharp, penetrating odour.
The heart of ammonia manufacture is the Haber process
One of the most essential material of the world nitrogen industry
USAGE OF AMMONIA
Fertilizer products
Household cleansing agent
Manufacture synthetic fibers : nylon and rayon
Neutralize acidic by-products of petroleum refining

To design a petrochemical plant that produces 330,000 MT of Polyethylene
Terephthalate (PET) from Terephthalic Acid (PTA) and Ethylene Glycol (EG).
PROJECT BACKGROUND
To evaluate critically and select the best technology in PET production To propose a site for the plant erection To analyze an economically feasible conceptual design To address safety and environmental issues To perform mass balances along with heat integration
OBJECTIVE
INTRODUCTION
SAFETY &
LOSS PREVENTION
HAZOP
Objective of HAZOP
To indentify potential hazards and potential operability problems
that may arise from the deviations of design intent.
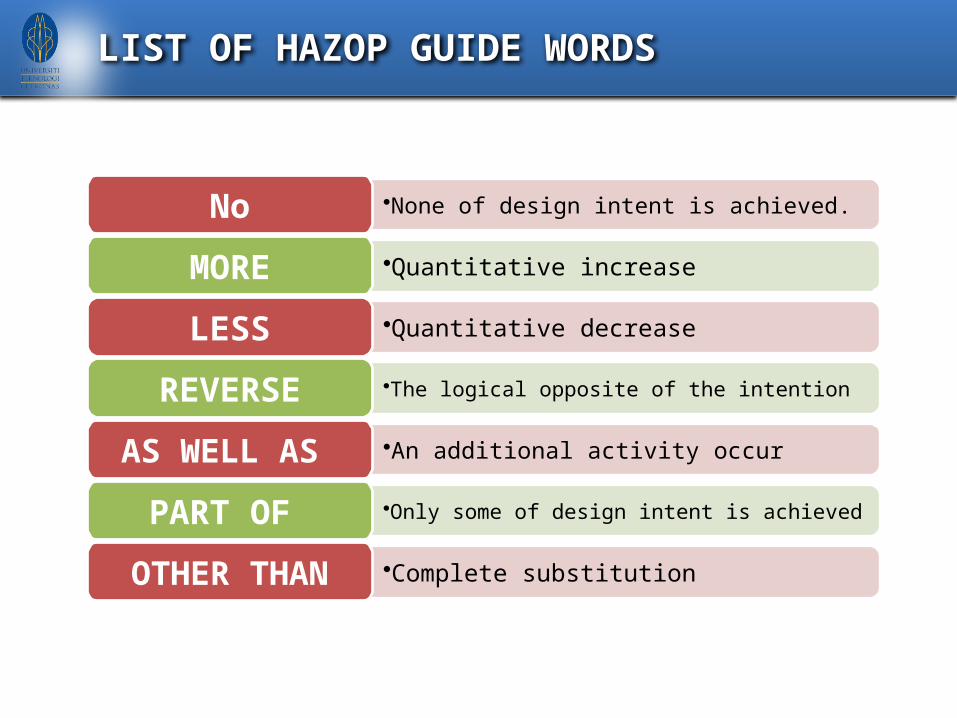
LIST OF HAZOP GUIDE WORDS
•None of design intent is achieved.No
•Quantitative increase MORE
•Quantitative decreaseLESS•The logical opposite of the intentionREVERSE•An additional activity occurAS WELL AS
•Only some of design intent is achievedPART OF
•Complete substitution OTHER THAN
HAZOP ANALYSIS
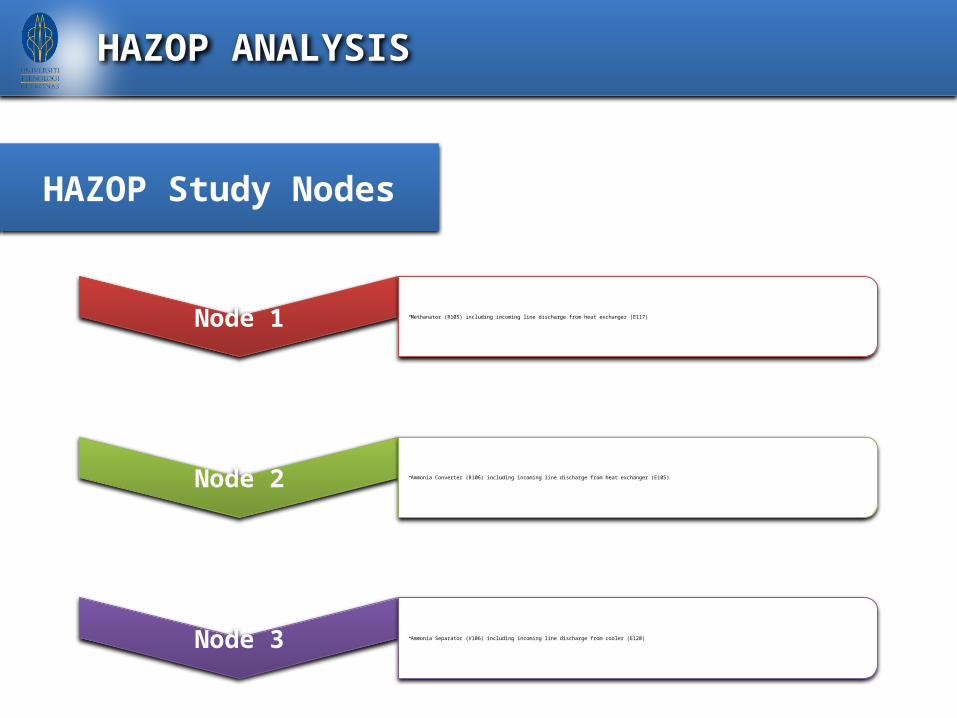
Node 1 •Methanator (R105) including incoming line discharge from heat exchanger (E117)
Node 2 •Ammonia Converter (R106) including incoming line discharge from heat exchanger (E105)
Node 3 •Ammonia Separator (V106) including incoming line discharge from cooler (E120)
HAZOP Study Nodes

HAZOP ANALYSIS
Node 1
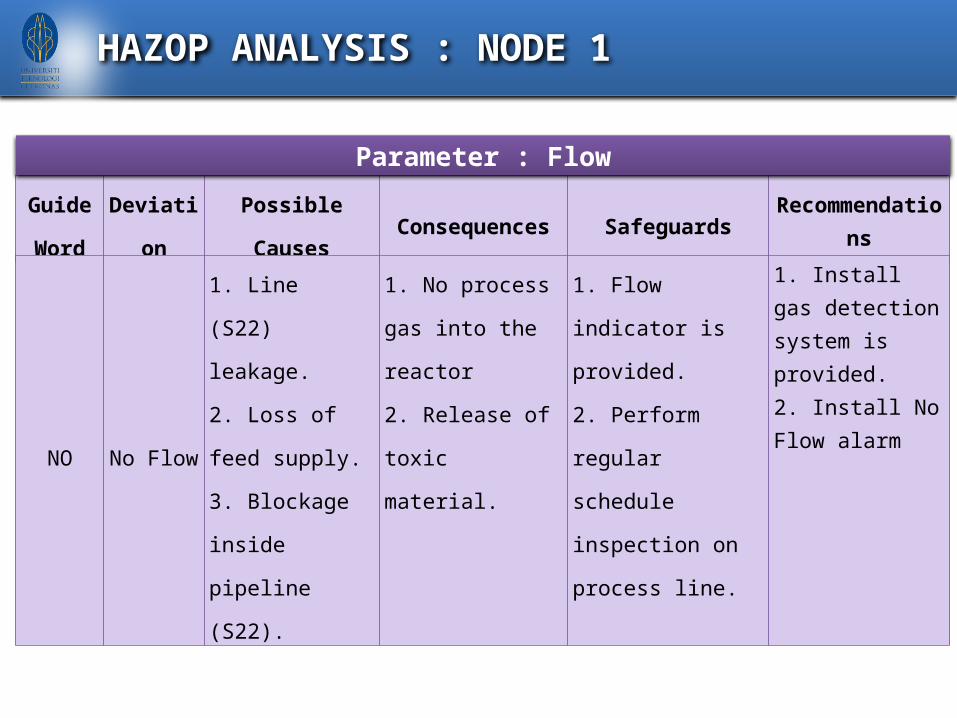
HAZOP ANALYSIS : NODE 1
Guide Word
Deviation Possible Causes Consequences Safeguards Recommendations
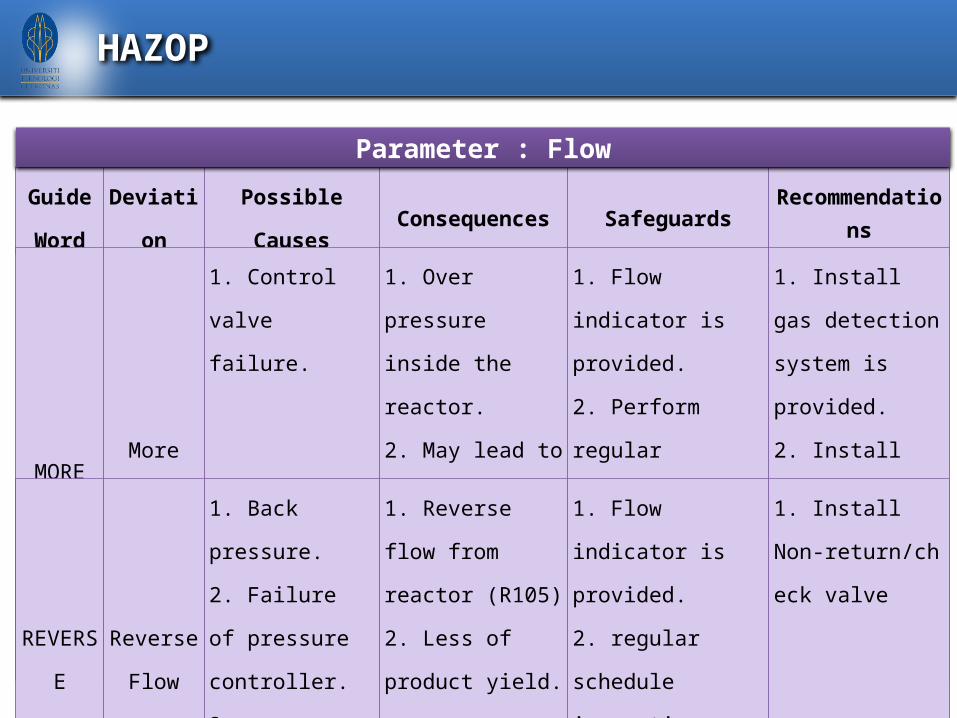
Parameter : Flow
NO No Flow
1. Line (S22) leakage. 2. Loss of feed supply.3. Blockage inside pipeline (S22).
1. No process gas into the reactor2. Release of toxic material.
1. Flow indicator is provided.2. Perform regular schedule inspection on process line.
1. Install gas detection system is provided.2. Install No Flow alarm
HAZOP
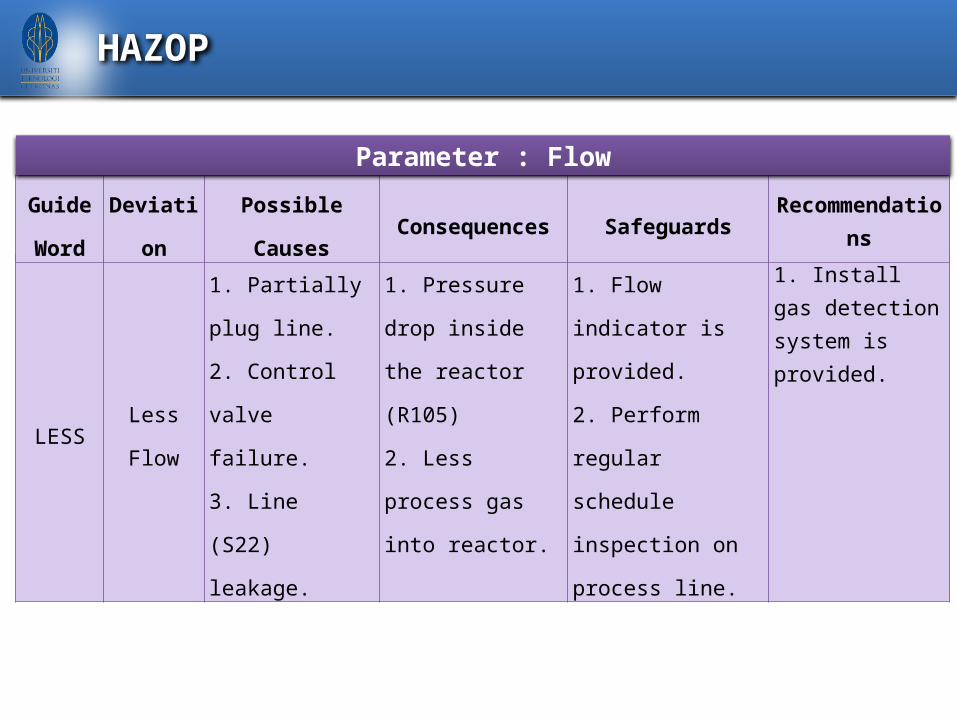
LESS Less Flow
1. Partially plug line.2. Control valve failure. 3. Line (S22) leakage.
1. Pressure drop inside the reactor (R105)2. Less process gas into reactor.
1. Flow indicator is provided.2. Perform regular schedule inspection on process line.
1. Install gas detection system is provided.
Guide Word
Deviation Possible Causes Consequences Safeguards Recommendations
Parameter : Flow
HAZOP
Guide Word
Deviation Possible Causes Consequences Safeguards Recommendations
Parameter : Flow
MOREMore Flow
1. Control valve failure.
1. Over pressure inside the reactor.2. May lead to reactor explosion3. Undesired product quality
1. Flow indicator is provided.2. Perform regular schedule inspection on process line.
1. Install gas detection system is provided.2. Install high flow alarm.
REVERSEReverse
Flow
1. Back pressure.2. Failure of pressure controller.3. Compressor trips.
1. Reverse flow from reactor (R105)2. Less of product yield.
1. Flow indicator is provided.2. regular schedule inspection on process line.
1. Install Non-return/check valve
HAZOP
Guide Word
Deviation Possible Causes Consequences Safeguards Recommendations
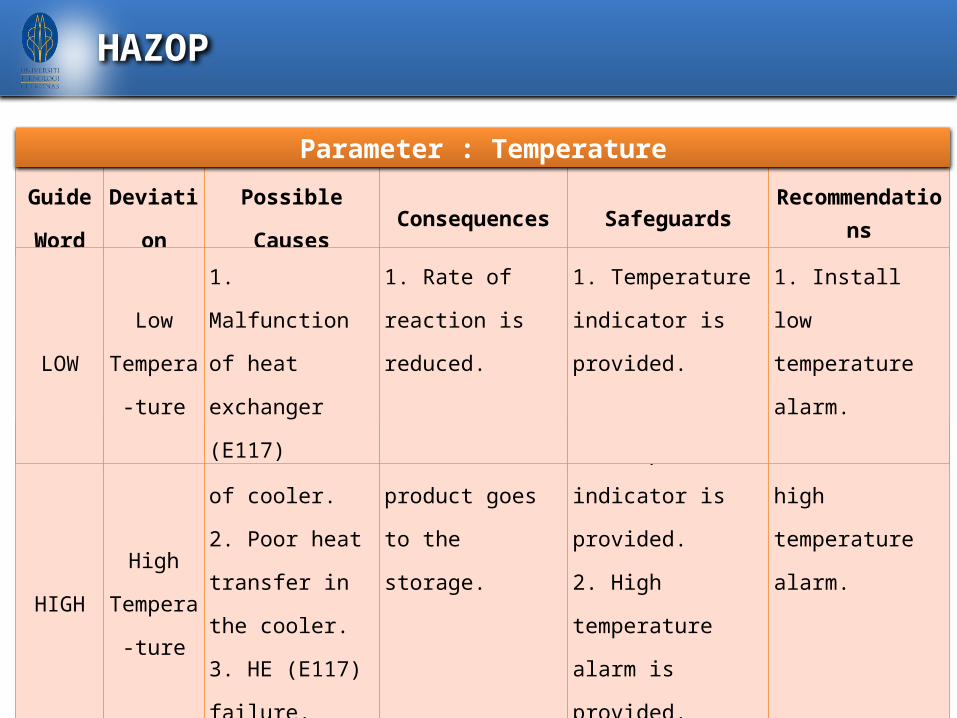
Parameter : Temperature
HIGHHigh
Tempera-ture
1. Failure of cooler.2. Poor heat transfer in the cooler.3. HE (E117) failure.
1. Less of product goes to the storage.
1. Temperature indicator is provided.2. High temperature alarm is provided.
1. Install high temperature alarm.
LOWLow
Tempera-ture
1. Malfunction of heat exchanger (E117)
1. Rate of reaction is reduced.
1. Temperature indicator is provided.
1. Install low temperature alarm.
HAZOP
Guide Word
Deviation Possible Causes Consequences Safeguards Recommendations
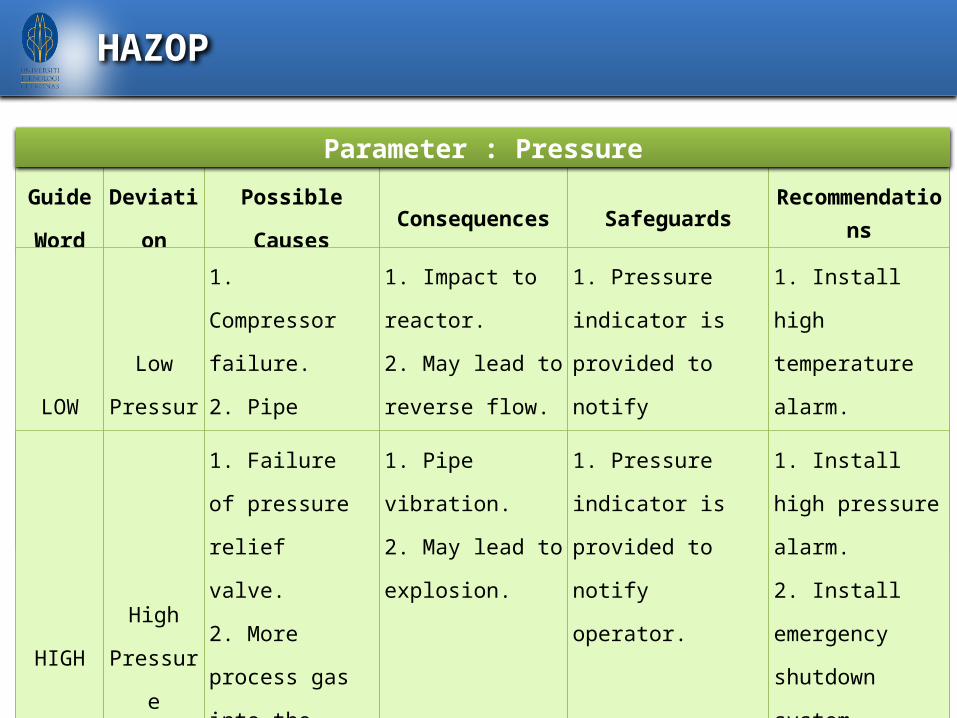
Parameter : Pressure
LOWLow
Pressure
1. Compressor failure.2. Pipe leakage.
1. Impact to reactor.2. May lead to reverse flow.
1. Pressure indicator is provided to notify operator.
1. Install high temperature alarm.2. Install Low pressure alarm.
HIGHHigh
Pressure
1. Failure of pressure relief valve.2. More process gas into the reactor.
3. Pipe blockage.
1. Pipe vibration.2. May lead to explosion.
1. Pressure indicator is provided to notify operator.
1. Install high pressure alarm.2. Install emergency shutdown system.
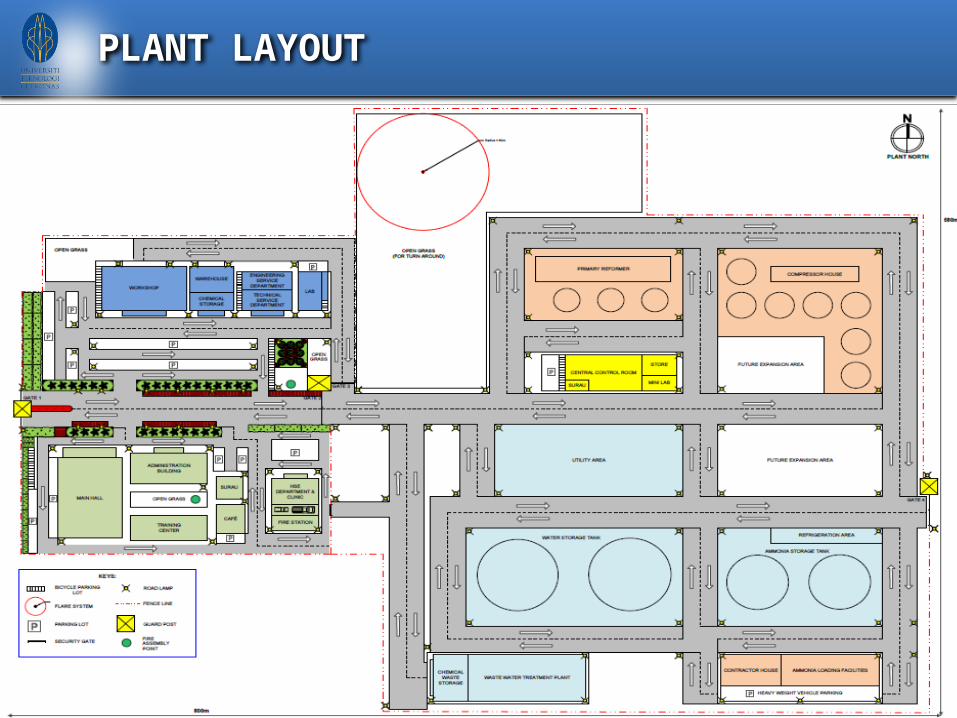
PLANT LAYOUT







