

Advancement in Distillation TechnologyA Green way to Sustainability
Prasanna Deshpande

Industry Challenges continued…
Stringent Pollution control Norms
Rising Energy &
Water Cost
Volatility in Feedstock & Product
Prices
Need of revenue
streams by value added Co-product
Sustainable Production
© Praj Industries Ltd www.praj.net 2

Pillars of Sustainability
Sustainable Advanced Technologies
3
Feed-Stock
TechnologyTechnologyEnvironment
No control
Innovation and
Integration
Innovation and
IntegrationCompliance
Mandatory
© Praj Industries Ltd www.praj.net

Advanced Distillation &
Evaporation Technologies
Energy and Water Saving
4© Praj Industries Ltd www.praj.net

3.2 Kg/lit of ENA
2.7 Kg/lit of ENA
2.15 Kg/lit of ENA
Extra Neutral Alcohol
Advanced Technology Ecofine-ED
offers 30 % Thermal Energy reduction
over conventional MPR Distillation
5© Praj Industries Ltd www.praj.net Yr.1999
Yr.2008
Yr.2016

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 6
Advanced Distillation Technology M/s Kothari Sugars Tamilnadu 60 KLPD TS for Thermal Energy Reduction & Multiproduct facility
HARDWARE
Majority of existing EQUIPMETS used as it is with fewer new addition
STEAM CONSUMPTION
3.2 Kg/Liter
STEAM CONSUMPTION
2.3 Kg/Liter
PRODUCT
Extra Neutral Alcohol
PRODUCT BASKET AVAILABLE NOW
RS ,ENA, Fuel Ethanol, Pharma , Perfumery Grade
EXISTING CONFIGURATION
MPR Distillation - 2007
NEW CONFIGURATION
ECOFINE –Evaporative Distillation 2017
UTILITIES
Existing BOILER, TURBINE, COOLING TOQWES, DCS used as it is
OPEX REDUCTION
Reduced by 30% and Created Product flexibility

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 7

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 8

2.3 Kg/lit
2.0 Kg/lit
1.7 Kg/lit
0.5 Kg/lit
Advanced Technologies : Ecofine-MVR – Distillation
Up to 80 % Thermal Energy reduction compared to conventional
9
STEAM for
Startup
STEAM for
Startup
SPENT LEES
SPENT WASH
ALCOHOL WATER
CONDENSATEALCOHOL WATER
CONDENSATE
DG
CONDENSATE
RECTIFIER
COLUMN
EXHAUST
COLUMN
MASH
COLUMN
FALLING FILM
EVAPORATOR
MVR
UNIT
ELECTRICITY
F. Wash
Fuel Ethanol
© Praj Industries Ltd www.praj.net

EcoFine ED – Thia Roong Rang Co. Ltd, Thailand
Payback < 2 year
Demonstrated Energy Reduction by 30 % in TRR Thailand

© Praj Industries Ltd www.praj.net 11
Advance Ecofine –ED Implemented at Balrampur Chini Mills Ltd. - (Babhanan- Unit)
Existing Set up � Capacity - 60 KLPD TS distillery with MPR Distillation � Year of Installation – 2004 by Praj � ETP Option – Biomethanation & Biogas Boiler � Product – 55 KLPD AA or 58 KLPD RS
Modernized Set Up � Capacity - 120 KLPD TS distillery with Ecofine ED Distillation � Year of Installation – 2017 by Praj � ETP Option – Incineration Boiler on Bagasse � Product – 110 KLPD AA or 116 KLPD RS
Technology used – Ecofine-ED and MEE for RSW Evaporation
Distillation Steam for Fuel Ethanol: Reduced from 2.4 to 1.6 Kg/Liter
Stand alone RSW Evaporator (MEE) newly added � 4 FF + 2 FC with “Stand by” arrangement � Concentrating Raw spent wash from 16% - 60% w/w � Steam 2.4 kg/Liter � Power – 300 KWH – Lowest

Value Maximization by Evaporative Distillation Technology.
© Praj Industries Ltd www.praj.net 12
SAVINGS
Parameter Quantity Assumed
Profit Margin
Savings per
day
Savings for 250 days
operation
Increase in
Production
55000
LPD
5 Rs./ lit Rs. 275000 687 lakhs / year
Steam 98 TPD 1200 Rs/ MT Rs. 1,17,600 294 lakhs / year
Total
Savings
- - Rs 3,42400 981 lakhs / year
Existing plant : Steam required for 110 KLPD AA = 264 TPD (@ 2.4 Kg/Lit)
Modernization - Steam required for 110 KLPD AA = 166 TPD ( @1.6 Kg/Lit )
Saving on steam at 110 KLPD AA =(264-166) = 98 TPD
Simple Payback < One year

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 13

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 14

www.praj.net
ADVANCED EVAPORATION TECHNOLOGY
S P Singh / Prasanna Deshpande

� Plants Operational for Molasses Raw spent wash Concentration� India - 50 Nos.� International – 14 Nos.
� Technology offered – MEE - Multiple Effect Evaporator � Integrated / Stand alone / Combination� Type of Evaporator - Falling film & forced circulation
� Feed solids - 16 -18 % w/w
� Product Solids:� For Incineration application – Avg. 55 - 60% w/w � For Bio Composting – Avg. 22 – 35 % w/w
� Features:� Round the year Operation with “Stand by” arrangement � Designed Flexibility to handle higher feed solids & Higher Product rate � Evaporation Condensate 100% treated and recycled � Built in facility for concentrating ETP reject in MEE to achieved ZLD
© Praj Industries Ltd www.praj.net 16
Molasses Raw Spent Wash Evaporation-MEE –Current Features
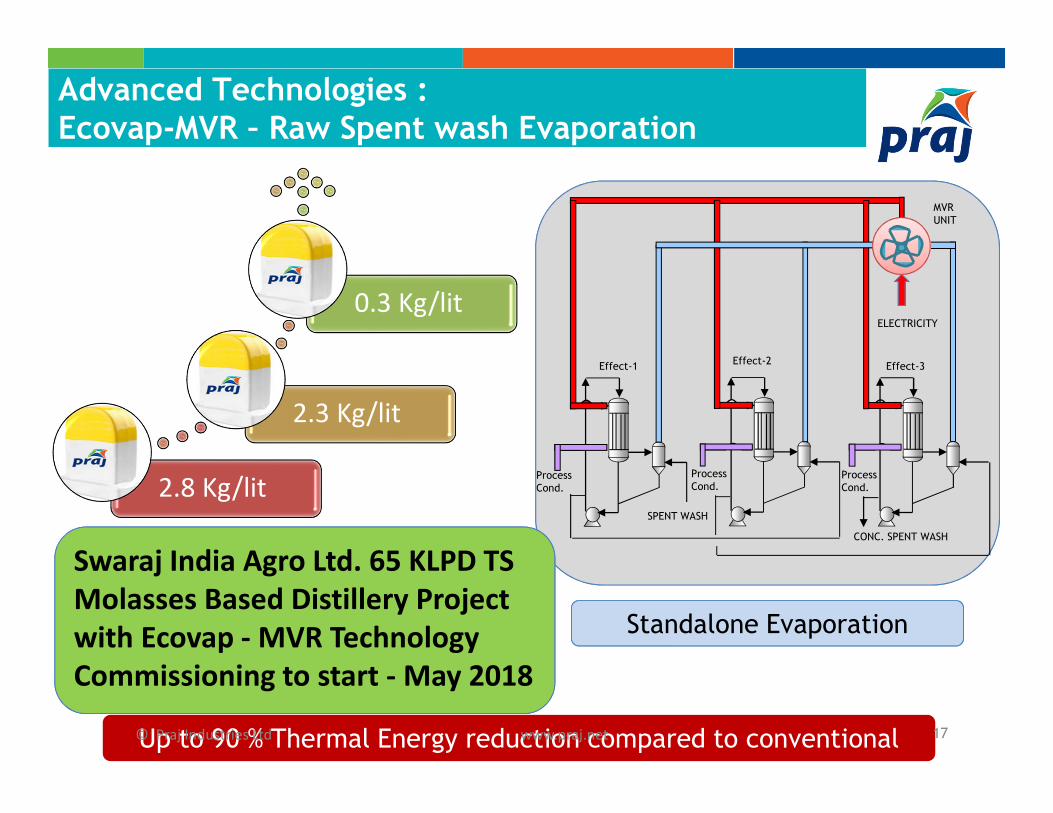
2.8 Kg/lit
2.3 Kg/lit
0.3 Kg/lit
Advanced Technologies : Ecovap-MVR – Raw Spent wash Evaporation
Up to 90 % Thermal Energy reduction compared to conventional 17© Praj Industries Ltd www.praj.net
Effect-1Effect-2
Effect-3
SPENT WASH
CONC. SPENT WASH
Process
Cond.
Process
Cond.Process
Cond.
ELECTRICITY
Standalone Evaporation
MVR
UNIT
Swaraj India Agro Ltd. 65 KLPD TS
Molasses Based Distillery Project
with Ecovap - MVR Technology
Commissioning to start - May 2018

© Praj Industries Ltd Alcohol Master Class 2014
www.praj.net 18
Air Cooled Heat Exchanger
Ecocool – AR Technology

Distillation Evaporation
MVR
Distillation EvaporationEnergy
In
Energy Out
Energy
In
Smart Distillation , Evaporation – MVR integrated
© Praj Industries Ltd www.praj.net 19

Condenser
Water Out
Energy Saving Water Saving
Energy In
Energy Out
Conventional cooling system
© Praj Industries Ltd www.praj.net 20

Condenser
Water Out
Energy In
Energy Out
Air cooled condenser will help in saving up to 80 % of cooling tower make-up water.
Up to 60 % Reduction In Overall Water Consumption
Conventional cooling system Air cooled Heat exchanger ( Condenser )
© Praj Industries Ltd www.praj.net 21

Trim Cooler
Cooling
Tower
Distillation
Column
Feed
Air Cooled Condenser
Ecocool – AR Air cooled Heat exchanger Schematic
© Praj Industries Ltd www.praj.net 22
Swaraj India Agro Ltd. 65 KLPD TS
Molasses Based Distillery Project
with Ecocool – AR Technology
Commissioning to start - May 2018

Raw Spent wash Evaporation
Process Condensate treatment
ZLD Technologies
23© Praj Industries Ltd www.praj.net
Recover & Reuse

Why treatment is required for RSW Evaporation condensate
� Contain predominantly lower molecular weight
volatile fatty acids (VFA)
� High COD , BOD Levels & Low PH < 3.0
� Characteristic varies with variation in Molasses quality
� Slow down Fermentation process and yield loss if recycle
w/o treatment
� With higher VA can not recycle in Cooling tower make up
water, since it imposes higher organic load, and fouls the
components in the cooling circuit
© Praj Industries Ltd www.praj.net 24

Typical RSW Evaporation condensate parameters
© Praj Industries Ltd www.praj.net 25
Parameter Values
pH 3.0 -3.5
BOD, mg/l 2500 – 4500
COD, mg/l 4000 – 7000
VFA, mg/l 3000 - 4500
TDS, mg/l 600-800
Alcohol traces ppm 400-800

26© Praj Industries Ltd www.praj.net
Treatment processes and selection criteria
�Available treatment options
1. Pre treatment of Biological followed by membranes
2. Only Membrane based system

27© Praj Industries Ltd www.praj.net
Biological + Membrane based system
Equalization Neutralization Buffer tank A H R
Aerobic
system
Polishing
filtration
Reverse
Osmosis
system
Caustic
dosing
Nutrients
dosing
Permeate to Cooling
tower
Rejects to
evaporation
Pre treatment
RO System

28© Praj Industries Ltd www.praj.net
RO configuration – Molasses
Primary Reverse
Osmosis system
Permeate to Cooling
tower / Fermentation
Rejects to
evaporation
Permeate RO
system
Reject RO system
Neutralization and
two stage
filtration
VA : 3500 – 4000 mg/l
TDS : 5000 – 6000 mg/l
VA < 500
TDS < 500
TDS : 20,000 – 30,000 mg/l

29© Praj Industries Ltd www.praj.net
Qualitative comparison
No Parameter Biological + RO Only RO
1 Flexibility of operation Moderate High
2 Dependability Moderate High
3 Sensitivity High Low
4 Flexibility Moderate High
5 Area requirement Very high Low
6 Civil cost Very high Low
7 Overall CAPEX High Low
8 OPEX High Moderate
9 Output suitability Fermentation / CT make
up
Fermentation / CT make
up
10 Stabilization period Long (3 – 4 months) Short (1 week)
11 Manpower
requirement
Moderate to large Low
12 Reject generation (RO) Yes, 15 – 18% Yes, 15 – 18%
13 Sludge generation Yes, from biology No

30© Praj Industries Ltd www.praj.net
Partial reference list - RO system for Molasses
based Evaporation condensate treatment
Client Capacity
M3/day
Year of
Commissioning
EID Parry – Shivganga Unit 600 2008
Sunil Hitech Pvt Ltd. 600 2010
Daund Sugar Pvt. Ltd. 720 2014
Ambalika Sugar Pvt. Ltd.– 650 2015
Dalmiya Bharat Sugar Ind. Ltd
350 2016
Gem Sugars Ltd. 480 2017
Mawana Sugars Ltd. 750 Under testing
Dhanlakhami, Kranti, Shradha, Manas, SOM Distilleries plants
are under Execution

© Praj Industries Ltd www.praj.net 31
Sustainable Bio-refinery
Technology Modernization
Water & Energy Reduction
Smart Effluent Recycle & Reuse
Product & Co Product Product & Co Product Maximization

Thank You !
United States
Mexico
Guatemala EI
Salvador Nicaragua
Jamaica
Dominican Republic
Trinidad & Tobago
Venezuela Guyan
a
BrazilBolivia
Argentina
Peru
Colombia
BarbadosCosta RicaPanama
Algeria
Egypt
Sierra Leone
Nigeria Kenya
Ethiopia
Tanzania
Malawi
MozambiqueZimbabwe
Swaziland
South Africa
United Kingdom
Russia
Poland
Hungary
Czech Republic
Bulgaria
Belgium
RomaniaSwitzerland
GermanySpain
Saudi
United Arab Emirates
Turkey
IndiaArabia
Australia
Papua New Guinea
Indonesia
Philippines
CambodiaSri Lanka
Thailand
Vietnam
Nepal
PakistanBhutan
JapanItaly
Canada
Praj a global leader in ethanol with over 750 references in
more than 75 countries across 5 continents.32© Praj Industries Ltd www.praj.net
![Annual Report - Praj Industry [2010-11 ]](https://static.documents.pub/doc/80x56/5500511b4a7959995f8b47f2/annual-report-praj-industry-2010-11-.jpg)






