

CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
This guidance represents the Food and Drug Administration’s (FDA’s) current thinking on this topic. It does not create or confer any rights for or on any person and does not operate to bind FDA or the public. You can use an alternative approach if the approach satisfies the requirements of the applicable statutes and regulations. If you want to discuss an alternative approach, contact the FDA staff responsible for implementing this guidance. If you cannot identify the appropriate FDA staff, call the telephone number listed on the title page of this guidance.
UNDERSTAND THE POTENTIAL HAZARD.
The survival of pathogenic bacteria through cooking or pasteurization can cause consumer illness. The primary pathogens of concern are Clostridium botulinum (C. botulinum), Listeria monocytogenes (L. monocytogenes), Campylobacter jejuni (C. jejuni), pathogenic strains of Escherichia coli (E. coli), Salmonella spp., Shigella spp., Yersinia enterocolitica (Y. enterocolitica), Staphylococcus aureus (S. aureus), Vibrio cholera (V. cholera), Vibrio vulnificus (V. vulnificus), and Vibrio parahaemolyticus (V. parahaemolyticus). See Appendix 7 for a description of the public health impacts of these pathogens.
It is not practical to target viral pathogens in cooking or pasteurization processes because of their extreme heat resistance. Viral pathogens should be controlled through a rigorous sanitation regime as part of a prerequisite program or as part of Hazard Analysis Critical Control Point (HACCP) itself. The Procedures for the Safe and Sanitary Processing and Importing of Fish and Fishery Products regulation, 21 CFR 123 (called the Seafood HACCP Regulation in this guidance document) requires such a regime.
• Types of heat processing
Cooking is a heat treatment, usually performed before the product is placed in the finished product container. It is applied to fishery products that are distributed either refrigerated or frozen. Generally, after cooking, fishery products are referred to as cooked, ready to eat. Examples of cooked, ready-to-eat fishery products are crabmeat, lobster meat, crayfish meat, cooked shrimp, surimi-based analog products, seafood salads, seafood soups and sauces, and hot-smoked fish.
Pasteurization is a treatment (usually, but not always, the application of heat) applied to eliminate the most resistant pathogenic bacteria of public health concern that is reasonably likely to be present in the food for as long as the shelf-life of the product, when stored under normal and moderate abuse conditions. With fishery products, pasteurization is usually performed after the product is placed in the hermetically sealed finished product container. It is applied to fishery products that are distributed either refrigerated or frozen. Examples of pasteurized fishery products are pasteurized crabmeat, pasteurized surimi-based analog products, and pasteurized lobster meat.
In addition to eliminating bacterial pathogens, cooking and pasteurization also greatly reduce the number of spoilage bacteria present in the fishery product. These bacteria normally restrict the growth of pathogens through competition. Elimination of spoilage bacteria allows rapid growth of newly introduced pathogenic bacteria. Pathogenic bacteria that may be introduced after cooking or pasteurization are, therefore, a concern. This is especially true for pasteurization, because that process can significantly extend the shelf-life of the fishery product, providing more time for pathogenic bacteria growth and toxin formation.
Retorting is a heat treatment that eliminates all food-borne pathogens and produces a product that is shelf stable. Mandatory controls for retorting are provided in the Thermally Processed Low-Acid Foods Packaged in Hermetically Sealed Containers regulation, 21 CFR 113 (hereinafter, the Low Acid Canned Foods (LACF) Regulation), but are not covered in this chapter.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
315

• Goal of pasteurization
Selection of the target pathogen is critical to the effectiveness of pasteurization. You should consider the potential that C. botulinum type E or non-proteolytic types B and F will survive the pasteurization process and grow under normal storage conditions or moderate abuse conditions. This is of particular concern if the product is reduced oxygen packaged (e.g., vacuum packaged or modified atmosphere packaged), does not contain a barrier that is sufficient to prevent growth and toxin formation by this pathogen, is not equipped with a time and temperature integrator, and is stored or distributed refrigerated (not frozen). In such products, you should ordinarily select C. botulinum type E and non-proteolytic types B and F as the target pathogen. For example, vacuum-packaged lobster meat that is pasteurized to kill L. monocytogenes, but not C. botulinum type E or non-proteolytic types B and F, and is not equipped with a Time-Temperature Indicator should be frozen to prevent growth and toxin formation by C. botulinum type E and non-proteolytic types B and F, and should be labeled to be held frozen and to be thawed under refrigeration immediately before use (e.g., “Important, keep frozen until used, thaw under refrigeration immediately before use”).
If the product is not reduced oxygen packaged, or contains a barrier that is sufficient to prevent the growth and toxin formation by C. botulinum type E or non-proteolytic types B and F, or is equipped with a time and temperature integrator, or is distributed frozen, then selection of another target pathogen may be appropriate. L. monocytogenes may be selected as the target pathogen for pasteurization of this type of product because it is the most resistant bacterial pathogen of public health concern that is reasonably likely to be present.
Surveys of retail display cases and home refrigerators indicate that temperatures above the minimum growth temperature of C. botulinum type E and non-proteolytic types B and F
(38°F (3.3°C)) are not uncommon. Therefore, refrigeration alone cannot be relied upon for control of the C. botulinum hazard. When freezing is relied upon to control the growth of C. botulinum type E and non-proteolytic types B and F, controls should be in place to ensure that the product is labeled with instructions that it be kept frozen throughout distribution.
For pasteurization processes that target C. botulinum type E and non-proteolytic types B and F, generally a reduction of six orders of magnitude (six logarithms, e.g., from 103 to 10-3) in the level of contamination is suitable. This is called a 6D process. However, lower degrees of destruction may be acceptable if supported by a scientific study of the normal levels in the food before pasteurization. It is also possible that higher levels of destruction may be necessary in some foods, if especially high initial levels of the target pathogen are anticipated. Table A-4 (Appendix 4) provides 6D process times for a range of pasteurization temperatures, with C. botulinum type B (the most heat resistant form of non-proteolytic C. botulinum) as the target pathogen. The lethal rates and process times provided in the table may not be sufficient for the destruction of C. botulinum type E and non-proteolytic types B and F in dungeness crabmeat, because of the potential that naturally occurring substances, such as lysozyme, may enable the pathogen to more easily recover after heat damage.
Examples of properly pasteurized products are fish and fishery products generally (e.g., surimibased products, soups, or sauces) pasteurized to a minimum cumulative total lethality of F
194°F
(F90°C
) = 10 minutes, where z = 12.6°F (7°C) for temperatures less than 194°F (90°C) and z = 18°F (10°C) for temperatures above 194°F (90°C); blue crabmeat pasteurized to a minimum cumulative total lethality of F
185°F (F
85°C) = 31 minutes, where z
= 16°F (9°C); and dungeness crabmeat pasteurized to a minimum cumulative total lethality of F
194°F
(F90°C
) = 57 minutes, where z = 15.5°F (8.6°C). Equivalent processes at different temperatures can be calculated using the z values provided.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
316

EXAMPLES OF PROPERLY PASTEURIZED PRODUCTS
PRODUCT MINIMUM CUMULATIVE TOTAL LETHALITY Z VALUE
Fish and fishery
products generally
(e.g., surimibased
products, soups, or sauces)
F194°F
(F90°C
) = 10 minutes 12.6°F (7°C), for temperatures
less than 194°F (90°C)
18°F (10°C) for temperatures
above 194°F (90°C)
Blue crabmeat
F185°F
(F85°C
) = 31 minutes 16°F (9°C)
Dungeness crabmeat
F194°F
(F90°C
) = 57 minutes 15.5°F (8.6°C)
In some pasteurized surimi-based products, salt, in combination with a milder heat pasteurization process in the finished product container, works to prevent growth and toxin formation by C. botulinum type E and non-proteolytic types B and F. An example of a properly pasteurized surimi-based product in which 2.4% water phase salt is present is one that has been pasteurized at an internal temperature of 185°F (85°C) for at least 15 minutes. This process may not be suitable for other types of products because of the unique formulation and processing involved in the manufacture of surimi-based products.
Reduced oxygen-packaged foods that are pasteurized to control C. botulinum type E and non-proteolytic types B and F, but not C. botulinum type A and proteolytic types B and F, and that do not contain barriers to its growth should be refrigerated or frozen to control C. botulinum type A and proteolytic types B and F. Control of refrigeration is critical to the safety of these products. Further information on C. botulinum and reduced oxygen packaging is contained in Chapter 13.
In cases where L. monocytogenes is selected as the target pathogen, a 6D process is also generally suitable. FDA and U.S. Department of Agriculture’s L. monocytogenes risk assessment indicates that approximately 8% of raw seafood are contaminated with from 1 to 103 colony
forming unit (CFU)/g and that approximately 91% are contaminated at less than 1 CFU/g. Less than 1% of raw seafood are contaminated at levels greater than 103 CFU/g and none at levels greater than 106 CFU/g. FDA’s limit for L. monocytogenes in ready-to-eat products, nondetectable, corresponds to a level of less than 1 CFU/25g.
Table A-3 (Appendix 4) provides 6D process times for a range of pasteurization temperatures, with L. monocytogenes as the target pathogen. Lower degrees of destruction may be acceptable if supported by a scientific study of the normal levels in the food before pasteurization. It is also possible that higher degrees of destruction may be necessary in some foods if especially high initial levels are anticipated.
Products that are pasteurized in the finished product container are at risk for recontamination after pasteurization. Controls, such as container seal integrity and protection from contaminated cooling water, are critical to the safety of these products and are covered in Chapter 18.
• Goal of cooking for most products
One reason for cooking products that will not be reduced oxygen packaged is to eliminate vegetative cells of pathogenic bacteria (or reduce them to an acceptable level) that may have been introduced to the process by raw materials or by processing that occurs before the cooking step. Selection of the target pathogen is critical to the effectiveness of cooking. Generally, L. monocytogenes is selected as the target pathogen because it is regarded as the most heat-tolerant, foodborne bacterial pathogen that does not form spores. Cooking processes are not usually designed to eliminate spores of bacterial pathogens. Determining the degree of destruction of the target pathogen is also critical. Generally, a reduction of six orders of magnitude (six logarithms, e.g., from 103 to 10-3) in the level of contamination is suitable. This is called a 6D process.
Table A-3 provides 6D process times for a range of cooking temperatures, with L. monocytogenes as the target pathogen. Lower degrees of destruction
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
317

may be acceptable if supported by a scientific study of the normal levels in the food before pasteurization. It is also possible that higher degrees of destruction may be necessary in some foods if especially high initial levels are anticipated.
• Goal of cooking refrigerated, reduced oxygen-packaged products
Cooking is sometimes performed on products immediately before placement in reduced oxygen packaging (e.g., vacuum packaging or modified atmosphere packaging). These products include cooked, hot-filled soups, chowders, or sauces that are filled directly from the cook kettle using sanitary, automated, continuous filling systems designed to minimize risk of recontamination. They are often marketed under refrigeration, which is important for the control of C. botulinum type A and proteolytic types B and F.
The cooking process for these products should be sufficient to eliminate the spores of C. botulinum type E and non-proteolytic types B and F. This is the case when the product does not contain other barriers that are sufficient to prevent growth and toxin formation by this pathogen. Generally, a 6D process (six logarithms, e.g., from 103 to 10-3) is suitable. However, lower degrees of destruction may be acceptable if supported by a scientific study of the normal levels in the food before pasteurization. It is also possible that higher degrees of destruction may be necessary in some foods if especially high initial levels are anticipated.
Table A-4 provides 6D process times for a range of cooking temperatures, with C. botulinum type B (the most heat-resistant form of non-proteolytic C. botulinum) as the target pathogen. The lethal rates and process times provided in the table may not be sufficient for the destruction of C. botulinum type E and non-proteolytic types B and F in soups or sauces containing dungeness crabmeat because of the potential that naturally occurring substances, such as lysozyme, may enable the pathogen to more easily recover after damage. An example of a product that is
properly cooked to eliminate C. botulinum type E and non-proteolytic types B and F is a soup or sauce that is cooked to a minimum cumulative total lethality of F
194°F (F
90°C) = 10 minutes, where
z = 12.6°F (7°C) for temperatures less than 194°F (90°C) and z = 18°F (10°C) for temperatures above 194°F (90°C).
Reduced oxygen-packaged soups or sauces that are cooked immediately before packaging to control C. botulinum type E and non-proteolytic types B and F, but not C. botulinum type A and proteolytic types B and F, and that do not contain barriers to its growth should be refrigerated or frozen to control C. botulinum type A and proteolytic types B and F. Control of refrigeration is critical to the safety of these products. Further information on C. botulinum and reduced oxygen packaging is contained in Chapter 13.
Cooking processes that target C. botulinum type E and non-proteolytic types B and F have much in common with pasteurization processes. Like products that are pasteurized in the final container, products that are cooked and then placed in the final container also are at risk for recontamination after they are placed in the finished product container. Controls, such as container seal integrity and protection from contaminated cooling water, are critical to the safety of these products and are covered in Chapter 18.
Additionally, because these products are cooked before they are packaged, they are at risk of recontamination between cooking and packaging. The risk of recontamination may be minimized by filling the container in a sanitary, automated, continuous filling system while the product is still hot (i.e., hot filling). This is another critical step for the safety of these products. This control strategy is suitable for products that are filled directly from the cooking kettle, where the risk of recontamination is minimized. It is not ordinarily suitable for products such as crabmeat, lobster meat, or crayfish meat that are handled between cooking and filling. Hot filling is also covered in Chapter 18.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
318
• Control by cooking or pasteurization
Controlling pathogenic bacteria survival through cooking or pasteurization is accomplished by:
• Scientifically establishing a cooking or pasteurization process that will eliminate pathogenic bacteria of public health concern or reduce their numbers to acceptable levels;
• Designing and operating the cooking or pasteurization equipment so that every unit of product receives at least the established minimum process;
• Continuously monitoring the critical process parameters to verify achievement of a scientifically established process (e.g., time and temperature).
You may monitor End-Point Internal Product Temperature (EPIPT), a measurement of the temperature of the product as it exits the heat process, instead of performing continuous time and temperature monitoring. This approach is suitable if you have conducted a scientific study to validate that the EPIPT that you have selected will provide an appropriate reduction in the numbers of the target pathogen (e.g., 6D) in the slowest heating unit or portion of product under the worst set of heating conditions covered by the scientific study. You should (1) conduct a temperature distribution study within the heating system to identify any cold spots; (2) conduct a heat penetration study that accounts for the slowest heating product under the worst case heating conditions covered by the scientific study; and identify other critical factors of processing and/or packaging that affect the rate of product heating when scientifically establishing a cooking or pasteurization process (i.e., process validation). The EPIPT should be used as a monitoring technique only under those conditions that were evaluated by the scientific study. Those conditions may need to be identified as critical limits and monitored as part of the HACCP plan.
EPIPT monitoring may not be an option when the objective is control of C. botulinum type E and non-proteolytic types B and F spores. These spores are far more heat resistant than vegetative
cells of L. monocytogenes and destroying them requires an EPIPT that could be achieved only in a pressurized steam environment, making measurement impractical. Additional guidance on EPIPT monitoring can be found in Food Processors Association guidance document “FPA Guidance Document: Establishing or Verifying a Heat Process for Cooked, Ready-to-Eat Seafood Products, and Heat Process Monitoring Considerations under HACCP,” 2nd Edition, February 2005 and purchased at the Grocery Manufacturers Association, Washington DC 20005.
• Strategies for controlling pathogenic bacteria growth
There are a number of strategies for the control of pathogenic bacteria in fish and fishery products. They include:
• Killing pathogenic bacteria by cooking or pasteurizing (covered in this chapter) or retorting (covered by the LACF Regulation, 21 CFR 113);
• Killing pathogenic bacteria by processes that retain the raw characteristics of the products (covered in Chapter 17);
• Managing the amount of time that food is exposed to temperatures that are favorable for pathogenic bacteria growth and toxin production (covered generally in Chapter 12; for C. botulinum, in Chapter 13; and for S. aureus in hydrated batter mixes, in Chapter 15);
• Controlling the amount of moisture that is available for pathogenic bacteria growth (water activity) in the product by drying (covered in Chapter 14);
• Controlling the amount of moisture that is available for pathogenic bacteria growth (water activity) in the product by formulation (covered in Chapter 13);
• Controlling the amount of salt or preservatives, such as sodium nitrite, in the product (covered in Chapter 13);
• Controlling the level of acidity (pH) in the product (covered by the Acidified Foods
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
319

regulation, 21 CFR 114, for shelf-stable acidified products, and by Chapter 13 for refrigerated acidified products);
• Controlling the source of molluscan shellfish and the time from exposure to air (e.g., by harvest or receding tide) to refrigeration to control pathogens from the harvest area (covered in Chapter 4);
• Controlling the introduction of pathogenic bacteria after the pasteurization process (covered in Chapter 18).
DETERMINE WHETHER THE POTENTIAL HAZARD IS SIGNIFICANT.
The following guidance will assist you in determining whether pathogenic bacteria survival through cooking and pasteurization is a significant hazard at a processing step.
1. Is it reasonably likely that unsafe levels of pathogenic bacteria will be introduced at this processing step (do unsafe levels of pathogenic bacteria come in with the raw material, or will the process introduce unsafe levels of pathogenic bacteria)?
It is reasonable to assume that pathogens of various types, including those listed in Table A-1 (Appendix 4), will be present on raw fish and fishery products. They may be present only at low levels or only occasionally, but even such occurrences warrant consideration because of the potential for growth and toxin production.
Pathogenic bacteria may also be introduced during processing, from the air, unclean hands, insanitary utensils and equipment, unsafe water, and sewage. Well-designed sanitation programs will minimize the introduction of pathogens. Such sanitation controls need not be part of your HACCP plan if they are monitored under your sanitation program (prerequisite program). In most cases, it is not reasonable to assume that they will fully prevent the introduction
of bacterial pathogens. For this reason, you should consider it reasonably likely that low numbers of pathogenic bacteria will be present in the product.
2. Can unsafe levels of pathogenic bacteria that were introduced at an earlier processing step be eliminated or reduced to an acceptable level at this processing step?
Pathogenic bacteria survival through cooking or pasteurization should also be considered a significant hazard at any processing step where a preventive measure is, or can be, used to eliminate the hazard (or reduce the likelihood of its occurrence to an acceptable level) if it is reasonably likely to occur. The preventive measure that can be applied for pathogenic bacteria survival through cooking and pasteurization is proper design and control of the cooking or pasteurization process.
• Intended use
Because cooked or pasteurized products are ready to eat, it is unlikely that the intended use will affect the significance of the hazard.
IDENTIFY CRITICAL CONTROL POINTS.
The following guidance will assist you in determining whether a processing step is a critical control point (CCP) for the survival of pathogenic bacteria through cooking or pasteurization:
Will the finished product be pasteurized in the final container?
1. If the finished product will be pasteurized in the final container, you should identify the pasteurization step as the CCP. In this case, you would not need to identify the cooking step as a CCP for the hazard of pathogenic bacteria survival through cooking.
Example: A crabmeat processor cooks, picks, packs, and pasteurizes the crabmeat.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
320

The processor sets the CCP for pathogenic bacteria survival through cooking and pasteurization at the pasteurization step and does not identify the cooking step as a CCP for this hazard.
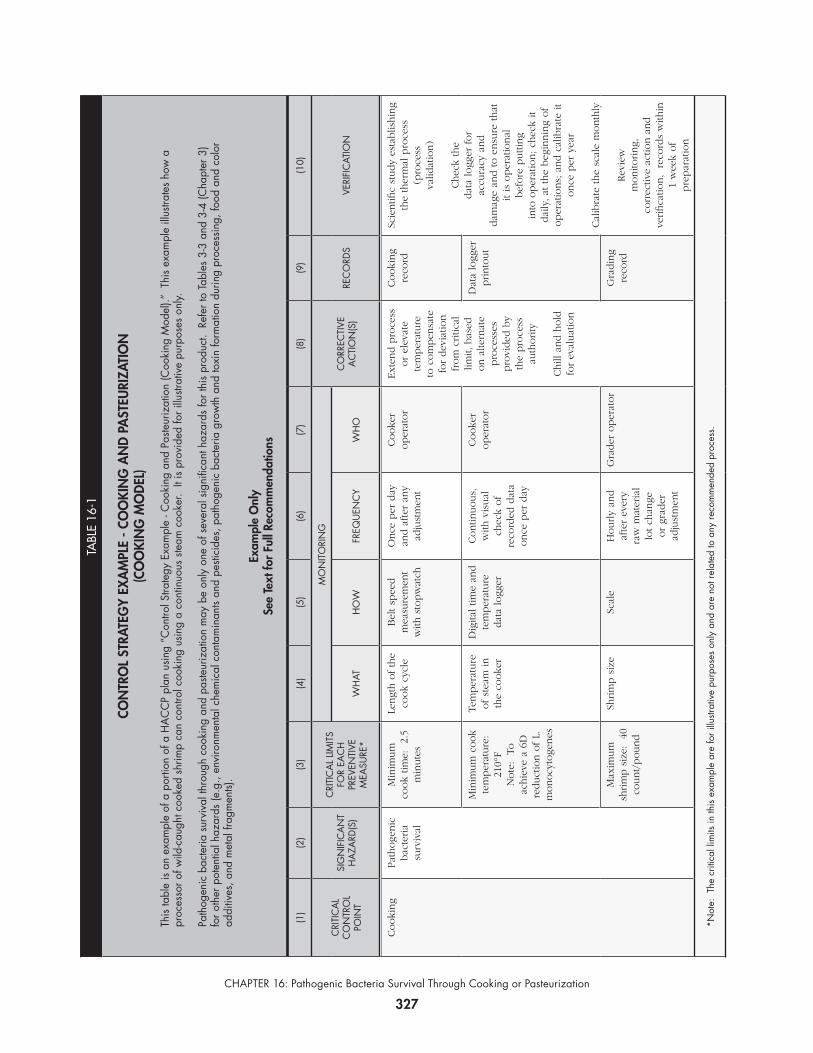
This control approach is a control strategy referred to in this chapter as “Control Strategy Example - Cooking and Pasteurization.”
2. If the product will not be pasteurized, you should identify the cooking step as the CCP.
This control approach is the same as the one above and is a control strategy also referred to in this chapter as “Control Strategy Example - Cooking and Pasteurization.” For products in reduced oxygen packaging for which the cooking process does not target C. botulinum type E and non-proteolytic types B and F, see Chapter 13 for additional guidance.
DEVELOP A CONTROL STRATEGY.
The following guidance provides a control strategy for survival of pathogenic bacteria through cooking or pasteurization. You may select a control strategy that is different from that which is suggested, provided it complies with the requirements of the applicable food safety laws and regulations.
The following is an example of the control strategy included in this chapter:
MAY APPLY TO MAY APPLY TO CONTROL STRATEGY PRIMARY SECONDARY
PROCESSOR PROCESSOR
Cooking and pasteurization
• CONTROL STRATEGY EXAMPLE - COOKING AND PASTEURIZATION
Set Critical Limits.
• The minimum or maximum values for the critical factors established by a scientific study. These may include length of the
cook or pasteurization cycle (speed of the belt for a continuous cooker or pasteurizer), temperature of the steam or water used for cooking or pasteurization (or visual observation of minutes at a boil for cooking), initial temperature of the product, container size (e.g., can dimensions, pouch thickness), and product formulation. Other critical factors that affect the rate of heating of the product may also be established by the study;
OR
• The EPIPT, established by a scientific study. Other critical factors that affect the rate of heating of the product may also be established by the study.
Note: EPIPT monitoring may not be an option when the objective is control of C. botulinum type E and non-proteolytic types B and F spores.
Establish Monitoring Procedures.
» What Will Be Monitored?
• The critical factors established by a scientific study. These may include length of the cook or pasteurization cycle (speed of the belt for a continuous cooker or pasteurizer) and temperature of the steam or water used for cooking or pasteurization (or visual observation of minutes at a boil for cooking), initial temperature of the product, container size (e.g., can dimensions, pouch thickness), and product formulation;
OR
• The EPIPT.
» How Will Monitoring Be Done?
For batch cooking or pasteurization equipment:
• For cooking or pasteurization temperature:
° Use a continuous temperature-recording device (e.g., a recording thermometer). The device should be installed where it measures the coldest temperature of the cooking equipment (cold spot to be determined by a study). Where cooking
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
321
is performed at the boiling point, visual observation of minutes at a boil may be an acceptable alternative;
AND
• For the start and end of each cooking or pasteurization cycle:
° Visual observation;
AND
• For other critical factors:
° Use equipment appropriate to the criticalfactor (e.g., initial temperature with a temperature-indicating device, (e.g., a thermometer);
OR
• For the EPIPT:
° Use a temperature-indicating device (e.g., a thermometer).
For continuous cooking or pasteurization equipment:
• For cooking or pasteurization temperature:
° Use a continuous temperature-recording device (e.g., a recording thermometer). The device should be installed where it measures the coldest temperature of the cooking equipment (cold spot to be determined by a study). Because of the extended time of operation of such equipment, it is unlikely that visual observation of boiling will be an acceptable alternative, even if cooking is performed at the boiling point;
AND
• For cooking or pasteurization time, use:
° A stopwatch or tachometer to monitor the speed of the belt drive wheel;
OR
° A stopwatch to monitor the time necessary for a test unit or belt marking to pass through the equipment;
AND
• For other critical factors:
° Use equipment appropriate to the criticalfactor (e.g., initial temperature with a temperature-indicating device, (e.g., a thermometer);
OR
• For the EPIPT:
° Use a temperature-indicating device (e.g., a thermometer).
» How Often Will Monitoring Be Done (Frequency)?
For batch cooking or pasteurization equipment:
• For cooking or pasteurization temperature:
° Continuous monitoring, with a visual check of the recorded data at least once per batch;
AND
• For the start and end of each cooking or pasteurization cycle:
° Each batch;
AND
• For other critical factors:
° With sufficient frequency to achieve control;
OR
• For the EPIPT:
° Each batch.
For continuous cooking or pasteurization equipment:
• For cooking or pasteurization temperature:
° Continuous monitoring, with a visual check of the recorded data at least once per day;
AND
• For cooking or pasteurization time:
° At least once per day, and whenever any changes in belt speed are made;
AND
• For other critical factors:
° With sufficient frequency to achieve control;
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
322

OR
• For the EPIPT:
° At least every 30 minutes, and whenever any changes in product-heating critical factors occur.
» Who Will Perform the Monitoring?
• For continuous temperature-recording devices:
° Monitoring is performed by the device itself. The visual check of the data generated by the device, to ensure that the critical limits have consistently been met, may be performed by any person who has an understanding of the nature of the controls;
AND
• For other monitoring:
° Any person who has an understanding ofthe nature of the controls.
Establish Corrective Action Procedures.
Take the following corrective action to a product involved in a critical limit deviation:
• Recook or repasteurize the product;
OR
• Chill and hold the product for an evaluation of the adequacy of the cooking or pasteurization process. If the product has not received an adequate process, it should be destroyed, diverted to a non-food use, or recooked or repasteurized;
OR
• Divert the product to a use in which the critical limit is not applicable (e.g., divert improperly cooked or pasteurized shrimp to a shrimp canning operation);
OR
• Destroy the product;
OR
• Divert the product to a non-food use.
AND
Take the following corrective action to regain control over the operation after a critical limit deviation:
• Adjust the steam supply to increase the processing temperature;
OR
• Extend the length of the cooking or pasteurization cycle to compensate for a temperature drop, using a process developed by a process authority;
OR
• Process at a higher temperature to compensate for a low initial temperature, using a process developed by a process authority;
OR
• Adjust the belt speed.
Establish a Recordkeeping System.
For batch cooking or pasteurization equipment:
• For temperature monitoring:
° Record of continuous temperature monitoring;
AND
° Record of visual checks of recorded data;
OR
• Cooking log that indicates visual observation of boiling, where cooking is performed at the boiling point;
AND
• Record of notation of the start time and end time of the cooking or pasteurization periods;
AND
• Records that are appropriate for the other critical factors (e.g., a cooking or pasteurization log that indicates the initial temperature);
OR
• Record of EPIPT results.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
323

For continuous cooking or pasteurization equipment:
• Record of continuous temperature monitoring;
AND
• Record of visual checks of devices;
AND
• Cooking or pasteurization log that indicates the RPM of the belt drive wheel or the time necessary for a test unit or belt marking to pass through the tank;
AND
• Records that are appropriate for the other critical factors (e.g., a cooking or pasteurization log that indicates the initial temperature);
OR
• Record of EPIPT results.
Establish Verification Procedures.
For cooking, process validation study (process establishment):
• The adequacy of the cooking process should be established by a scientific study. It should be designed to ensure an appropriate reduction in the number of pathogenic bacteria of public health concern. Selecting the target organism is critical. In most cases, it will be a relatively heat-tolerant vegetative pathogen, such as L. monocytogenes. However, in some cases where outgrowth of spore-forming pathogens, such as Clostridium perfringens and Bacillus cereus, during the post-cook cooling step must be prevented by eliminating these pathogens during the cook step (e.g., because cooling after cooking is not controlled (see Chapter 12)), then they will be the target organisms. Additionally, when cooking is performed immediately before reduced oxygen packaging (e.g., vacuum packaging or modified atmosphere packaging), for a product that will be marketed under refrigeration, it may be necessary for the cooking process to be sufficient to eliminate
the spores of C. botulinum type E and nonproteolytic types B and F. This is the case when the product does not contain other barriers that are sufficient to prevent growth and toxin formation by this pathogen (e.g., refrigerated, vacuum packaged hot-filled soups and sauces). Generally, a 6D process is suitable, regardless of the target bacterial pathogen. However, lower degrees of destruction may be acceptable if supported by a scientific study of the normal levels in the food. Tables A-3 and A-4 provide 6D process times for a range of internal product temperatures, with L. monocytogenes and C. botulinum type B (the most heat-resistant form of non-proteolytic C. botulinum) as the target pathogens. The values provided in Table A-4 may not be sufficient for the destruction of C. botulinum type E and non-proteolytic types B and F in products containing dungeness crabmeat because of the potential protective effect of naturally occurring substances, such as lysozyme.
Expert knowledge of thermal process calculations and the dynamics of heat transfer in processing equipment may be required to establish such a cooking process. Such knowledge can be obtained by education or experience, or both. Conducting a validation study for cooking processes may require access to suitable facilities and the application of recognized methods. The cooking equipment should be designed, operated, and maintained to deliver the established process to every unit of the product. In some cases, thermal death time, heat penetration, temperature distribution, and inoculated pack studies may be necessary to validate the minimum process. In many cases, establishing the minimum process may be simplified by repetitively determining the process needed to reach an internal product temperature that will ensure the inactivation of all vegetative bacterial pathogens of public health concern under the most difficult heating conditions likely to be encountered
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
324

during processing. In other instances, existing literature or federal, state, or local regulations that establish minimum processes or adequacy of equipment are available. Characteristics of the process, product, and/ or equipment that affect the ability of the established minimum cooking process should be taken into consideration in the validation of the process. A record of the process validation study should be maintained;
OR
For pasteurization, process validation study (process establishment):
• The adequacy of the pasteurization process should be established by a scientific study. It should be designed to ensure an appropriate reduction in the number of target bacterial pathogens. Selecting the target organism is critical. In most cases, it will be the spores of C. botulinum type E and nonproteolytic types B and F. In some cases (e.g., products that are distributed frozen or contain other barriers to prevent growth and toxin formation by C. botulinum type E and non-proteolytic types B and F), the process will target another pathogen, such as L. monocytogenes. Generally, a 6D process is suitable, regardless of the target pathogen. However, lower degrees of destruction may be acceptable if supported by a scientific study of the normal levels in the food. Tables A-3 and A-4 provide 6D process times for a range of internal product temperatures, with L. monocytogenes and C. botulinum type B (the most heat-resistant form of non-proteolytic C. botulinum) as the target pathogens. The values provided in Table A-4 may not be sufficient for the destruction of C. botulinum type E and non-proteolytic types B and F in products containing dungeness crabmeat because of the potential protective effect of naturally occurring substances, such as lysozyme.
Expert knowledge of thermal process calculations and the dynamics of heat transfer
in processing equipment may be required to determine the target bacterial pathogen and to establish a pasteurization process. Such knowledge can be obtained by education or experience, or both. Conducting a validation study for pasteurization processes may require access to suitable facilities and the application of recognized methods. The pasteurization equipment should be designed, operated, and maintained to deliver the established process to every unit of the product. In some cases, thermal death time, heat penetration, temperature distribution, and inoculated pack studies may be necessary to validate the minimum process. In other instances, existing literature or federal, state, or local regulations that establish minimum processes or adequacy of equipment are available. Characteristics of the process, product, and/or equipment that affect the adequacy of the established minimum pasteurization process should be taken into consideration in the validation of the process. A record of the validation study should be maintained;
AND
• Before a temperature-indicating device (e.g., a thermometer) or temperature-recording device (e.g., a recording thermometer) is put into service, check the accuracy of the device to verify that the factory calibration has not been affected. This check can be accomplished by:
° Immersing the sensor in an ice slurry (32°F (0°C)) if the device will be used at or near refrigeration temperature;
OR
° Immersing the sensor in boiling water (212°F (100°C)) if the device will be used at or near the boiling point (note that the temperature should be adjusted to compensate for altitude, when necessary);
OR
° A combination of the above if the
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
325
device will be used at or near room temperature;
OR
° Comparing the temperature reading on the device with the reading on a known accurate reference device (e.g., a thermometer traceable to National Institute of Standards and Technology (NIST) standards) under conditions that are similar to how it will be used (e.g., steam temperature, water temperature, product internal temperature) within the temperature range at which it will be used;
AND
• Once in service, check the temperature-indicating device or temperature-recording device daily before the beginning of operations. Less frequent accuracy checks may be appropriate if they are recommended by the instrument manufacturer and the history of use of the instrument in your facility has shown that the instrument consistently remains accurate for a longer period of time. In addition to checking that the device is accurate by one of the methods described above, this process should include a visual examination of the sensor and any attached wires for damage or kinks. The device should be checked to ensure that it is operational and, where applicable, has sufficient ink and paper;
AND
• Calibrate the temperature-indicating device or temperature-recording device against a known accurate reference device (e.g., a NIST-traceable thermometer) at least once a year or more frequently if recommended by the device manufacturer. Optimal calibration frequency is dependent upon the type, condition, past performance, and conditions of use of the device. Consistent temperature variations away from the actual value (drift) found during checks and/or calibration may
show a need for more frequent calibration or the need to replace the device (perhaps with a more durable device). Devices subjected to high temperatures for extended periods of time may require more frequent calibration. Calibration should be performed at a minimum of two temperatures that bracket the temperature range at which it is used;
AND
• Calibrate other instruments as necessary to ensure their accuracy;
AND
• Review monitoring, corrective action, and verification records within 1 week of preparation to ensure they are complete and any critical limit deviations that occurred were appropriately addressed.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
326
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
327
TABL
E 16
-1
CON
TRO
L ST
RATE
GY
EXA
MPL
E - C
OO
KIN
G A
ND
PA
STEU
RIZA
TIO
N(C
OO
KIN
G M
OD
EL)
This
tabl
e is
an
exam
ple
of a
por
tion
of a
HA
CC
P pl
an u
sing
“C
ontro
l Stra
tegy
Exa
mpl
e - C
ooki
ng a
nd P
aste
uriz
atio
n (C
ooki
ng M
odel
).” T
his
exam
ple
illus
trate
s ho
w a
proc
esso
r of w
ild-c
augh
t coo
ked
shrim
p ca
n co
ntro
l coo
king
usi
ng a
con
tinuo
us s
team
coo
ker.
It is
pro
vide
d fo
r illu
strat
ive
purp
oses
onl
y.
Path
ogen
ic b
acte
ria s
urvi
val t
hrou
gh c
ooki
ng a
nd p
aste
uriz
atio
n m
ay b
e on
ly o
ne o
f sev
eral
sig
nific
ant h
azar
ds fo
r thi
s pr
oduc
t. R
efer
to T
able
s 3-
3 an
d 3-
4 (C
hapt
er 3
) fo
r oth
er p
oten
tial h
azar
ds (e
.g.,
envi
ronm
enta
l che
mic
al c
onta
min
ants
and
pesti
cide
s, p
atho
geni
c ba
cter
ia g
row
th a
nd to
xin
form
atio
n du
ring
proc
essi
ng, f
ood
and
colo
r ad
ditiv
es, a
nd m
etal
frag
men
ts).
Exam
ple
Onl
y Se
e Te
xt fo
r Fu
ll Re
com
men
datio
ns
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
CRI
TIC
AL
CO
NTR
OL
POIN
T
SIG
NIF
ICA
NT
HA
ZARD
(S)
CRI
TIC
AL
LIMIT
SFO
R EA
CH
PREV
ENTI
VEM
EASU
RE*
MO
NIT
ORI
NG
CO
RREC
TIVE
AC
TIO
N(S
) RE
CO
RDS
VERI
FIC
ATIO
NW
HAT
H
OW
FR
EQU
ENC
Y W
HO
Cooki
ng
Path
oge
nic
bac
teria
surv
ival
Min
imum
cook
time:
2.
5 m
inute
s
Lengt
h o
f th
e co
ok
cycl
e Bel
t sp
eed
mea
sure
men
tw
ith s
topw
atch
Once
per
day
an
d a
fter
any
adju
stm
ent
Cooke
r oper
ator
Ext
end p
roce
ss
or
elev
ate
tem
per
ature
to
com
pen
sate
for
dev
iatio
n
from
critic
allim
it, b
ased
on a
ltern
ate
pro
cess
espro
vided
by
the
pro
cess
auth
ority
Chill
and h
old
for
eval
uat
ion
Cooki
ng
reco
rd
Scie
ntifi
c st
udy
esta
blis
hin
gth
e th
erm
al p
roce
ss
(pro
cess
valid
atio
n)
Chec
k th
edat
a lo
gger
for
accu
racy
and
dam
age
and to e
nsu
re that
it is
oper
atio
nal
bef
ore
puttin
g in
to o
per
atio
n; ch
eck
it dai
ly, at
the
beg
innin
g of
oper
atio
ns;
and c
alib
rate
it
once
per
yea
r
Cal
ibra
te the
scal
e m
onth
ly
Rev
iew
m
onito
ring,
corr
ectiv
e ac
tion a
nd
verifica
tion, r
ecord
s w
ithin
1 w
eek
of
pre
par
atio
n
Min
imum
cook
tem
per
ature
: 21
0°F
Note
: T
o
achie
ve a
6D
re
duct
ion o
f L.
monocy
toge
nes
Tem
per
ature
of st
eam
in
the
cooke
r
Dig
ital tim
e an
dte
mper
ature
dat
a lo
gger
Contin
uous,
with
vis
ual
chec
k of
reco
rded
dat
aonce
per
day
Cooke
r oper
ator
Dat
a lo
gger
printo
ut
Max
imum
shrim
p s
ize:
40
count/
pound
Shrim
p s
ize
Scal
e H
ourly
and
afte
r ev
ery
raw
mat
eria
l lo
t ch
ange
or
grad
er
adju
stm
ent
Gra
der
oper
ator
Gra
din
g re
cord
*Not
e: T
he c
ritic
al li
mits
in th
is e
xam
ple
are
for i
llustr
ativ
e pu
rpos
es o
nly
and
are
not r
elat
ed to
any
reco
mm
ende
d pr
oces
s.

CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
328
TABL
E 16
-2
CON
TRO
L ST
RATE
GY
EXA
MPL
E - C
OO
KIN
G A
ND
PA
STEU
RIZA
TIO
N(P
AST
EURI
ZATI
ON
MO
DEL
)
This
tabl
e is
an
exam
ple
of a
por
tion
of a
HA
CC
P pl
an u
sing
“C
ontro
l Stra
tegy
Exa
mpl
e - C
ooki
ng a
nd P
aste
uriz
atio
n (P
aste
uriz
atio
n M
odel
).” T
his
exam
ple
illus
trate
s ho
wa
proc
esso
r of p
aste
uriz
ed, r
efrig
erat
ed b
lue
crab
mea
t can
con
trol p
aste
uriz
atio
n. I
t is
prov
ided
for i
llustr
ativ
e pu
rpos
es o
nly.
Path
ogen
ic b
acte
ria s
urvi
val t
hrou
gh c
ooki
ng a
nd p
aste
uriz
atio
n m
ay b
e on
ly o
ne o
f sev
eral
sig
nific
ant h
azar
ds fo
r thi
s pr
oduc
t. R
efer
to T
able
s 3-
3 an
d 3-
4 (C
hapt
er 3
) for
ot
her p
oten
tial h
azar
ds (e
.g.,
envi
ronm
enta
l che
mic
al c
onta
min
ants
and
pesti
cide
s, p
atho
geni
c ba
cter
ia g
row
th a
nd to
xin
form
atio
n du
ring
proc
essi
ng, r
econ
tam
inat
ion
afte
r pa
steur
izat
ion,
and
met
al fr
agm
ents)
.
Exam
ple
Onl
y Se
e Te
xt fo
r Fu
ll Re
com
men
datio
ns
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
CRI
TIC
AL
CO
NTR
OL
POIN
T
SIG
NIF
ICA
NT
HA
ZARD
(S)
CRI
TIC
AL
LIMIT
SFO
R EA
CH
PREV
ENTI
VEM
EASU
RE*
MO
NIT
ORI
NG
CO
RREC
TIVE
AC
TIO
N(S
) RE
CO
RDS
VERI
FIC
ATIO
NW
HAT
H
OW
FR
EQU
ENC
Y W
HO
Bat
chpas
teuriza
tion
Path
oge
nic
bac
teria
surv
ival
Min
imum
initi
alpro
duct
te
mper
ature
: 37
°F
Initi
alte
mper
ature
D
ial
ther
mom
eter
Cold
est
can e
nte
ring
each
bat
ch
Past
eurize
roper
ator
Ext
end the
pro
cess
or
elev
ate
the
tem
per
ature
to
com
pen
sate
for
dev
iatio
n
from
the
criti
cal
limit
Segr
egat
ean
d h
old
for
eval
uat
ion
Past
euriza
tion
log
Pro
cess
esta
blis
hm
ent
Chec
k th
ete
mper
ature
- re
cord
ing
dev
ice
and
dia
l th
erm
om
eter
for
accu
racy
and d
amag
e an
d to e
nsu
re that
they
ar
e oper
atio
nal
bef
ore
puttin
g in
to o
per
atio
n;
chec
k it
dai
ly, at
the
beg
innin
g of oper
atio
ns;
an
d c
alib
rate
it once
per
ye
ar
Rev
iew
m
onito
ring,
verifica
tion, an
d
corr
ectiv
e ac
tion r
ecord
s w
ithin
1 w
eek
of
pre
par
atio
n
Min
imum
lengt
h o
f pas
teuriza
tion
cycl
e:
120
min
ute
s
Tim
e up to
189°
F an
dtim
e cy
cle
ends
Tem
per
ature
- re
cord
ing
dev
ice
Eac
h b
atch
Pa
steu
rize
roper
ator
Past
euriza
tion
log
Min
imum
wat
er b
ath
tem
per
ature
: 18
9°F
Tem
per
ature
of w
ater
bat
h
Tem
per
ature
- re
cord
ing
dev
ice
Contin
uousl
y,w
ith v
isual
chec
k at
end
of bat
ch
Rec
ord
er
ther
mom
eter
,w
ith v
isual
chec
k by
pas
teurize
roper
ator
Rec
ord
er
ther
mom
eter
ch
art
*Not
e: T
he c
ritic
al li
mits
in th
is e
xam
ple
are
for i
llustr
ativ
e pu
rpos
es o
nly
and
are
not r
elat
ed to
any
reco
mm
ende
d pr
oces
s.
BIBLIOGRAPHY.
We have placed the following references on display in the Division of Dockets Management, Food and Drug Administration, 5630 Fishers Lane, rm. 1061, Rockville, MD 20852. You may see them at that location between 9 a.m. and 4 p.m., Monday through Friday. As of March 29, 2011, FDA had verified the Web site address for the references it makes available as hyperlinks from the Internet copy of this guidance, but FDA is not responsible for any subsequent changes to Non-FDA Web site references after March 29, 2011.
• Cockey, R. R., and M. C. Tatro. 1974. Survival studies with spores of Clostridium botulinum type E in pasteurized meat of the blue crab Callinectes sapidus. Appl. Microbiol. 27:629-633.
• European Chilled Food Federation. 1997. Guidelines for good hygienic practice in the manufacture of chilled foods.
• Frazier, J. 2005. Establishing or verifying a heat process for cooked, ready-to-eat seafood products, and heat process monitoring considerations under HACCP. 2nd ed. Grocery Manufacturers Association (Food Products Association), Washington, DC.
• Hilderbrand, K. S., Jr. 1996. Personal communication. Oregon State University, Extension Service, Corvallis, OR.
• Lum, K. C. 1996. Personal communication. National Food Processors Association, Seattle, WA.
• Lynt, R. K., D. A. Kautter, and H. M. Solomon. 1982. Differences and similarities among proteolytic and nonproteolytic strains of Clostridium botulinum types A, B, E and F: a review. J. Food Prot. 45:466-474.
• Lynt, R. K., H. M. Solomon, T. Lilly, and D. A. Kautter. 1977. Thermal death time of Clostridium botulinum type E in meat of the blue crab. J. Food Sci. 42:1022-1025.
• Mackey, B. M., and N. Bratchell. 1989. The heat resistance of Listeria monocytogenes: a review. Lett. Appl. Microbiol. 9:89-94.
• National Advisory Committee on Microbiological Criteria for Foods. 1990. Recommendations of the National Advisory Committee on Microbiological Criteria for Foods for Cooked Ready-to-Eat Shrimp and Cooked Ready-to-Eat Crabmeat. Executive Secretariat, Food Safety and Inspection Service, U.S. Department of Agriculture, Washington, DC.
• National Advisory Committee on Microbiological Criteria for Foods. 1990. Recommendations of the National Advisory Committee on Microbiological Criteria for Foods for Refrigerated Foods Containing Cooked, Uncured Meat or Poultry Products that are Packaged for Extended Refrigerated Shelf Life and that are Ready-to-Eat or Prepared with Little or No Additional Heat Treatment. Executive Secretariat, Food Safety and Inspection Service, U.S. Department of Agriculture, Washington, DC.
• National Advisory Committee on Microbiological Criteria for Foods. 1991. Listeria monocytogenes: recommendations of the National Advisory Committee on Microbiological Criteria for Foods for Refrigerated Foods. Intl. J. Food Microbiol. 14:185-246.
• Peterson, M. E., G. A. Pelroy, F. T. Poysky, R. N. Paranjpye, R. M. Dong, G. M. Pigott, and M. W. Eklund. 1997. Heat-pasteurization process for inactivation of nonproteolytic types of Clostridium botulinum in picked dungeness crabmeat. J. Food Prot. 60:928-934.
• Peterson, M. E., R. N. Paranjpye, F. T. Poysky, G. A. Pelroy, and M. W. Eklund. 2002. Control of nonproteolytic Clostridium botulinum types B and E in crab analogs by combinations of heat pasteurization and water phase salt. J. Food Prot. 65:130-139.
• Rippen, T., C. Hackney, G. Flick, G. Knobl, and D. Ward. 1993. Seafood pasteurization and minimal processing manual. Virginia Cooperative Extension Publication 6000061. Virginia Sea Grant Publication VSG
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
329
93-09. Virginia Seafood Research and Extension Center Publication VPI-SG-93-01. Blacksburg, VA.
• U.S. Food and Drug Administration and U.S. Department of Agriculture. 2003. Quantitative assessment of the relative risk to public health from foodborne Listeria monocytogenes among selected categories of ready-to-eat foods. http://www.fda. gov/Food/ScienceResearch/ResearchAreas/ RiskAssessmentSafetyAssessment/ucm183966. htm.
• U.S. Food and Drug Administration. Thermally processed low-acid foods packaged in hermetically sealed containers. In Code of Federal Regulations, 21 CFR 113. U.S. Government Printing Office, Washington, DC.
CHAPTER 16: Pathogenic Bacteria Survival Through Cooking or Pasteurization
330







