

AIHce Annual Conference
© 2006 Humantech, Inc
Improving Ergonomics to HelpAchieve a Six SigmaLevel of Performance
May 16, 2005
Tony Silva, CPEManaging Consultant, Ergonomics Engineer, Black Belt
AIHce Annual Conference
© 2006 Humantech, Inc
Agenda
Why ergonomics?Ergonomics and the DMAIC methodologyCase study (if time permits)Questions

AIHce Annual Conference
© 2006 Humantech, Inc
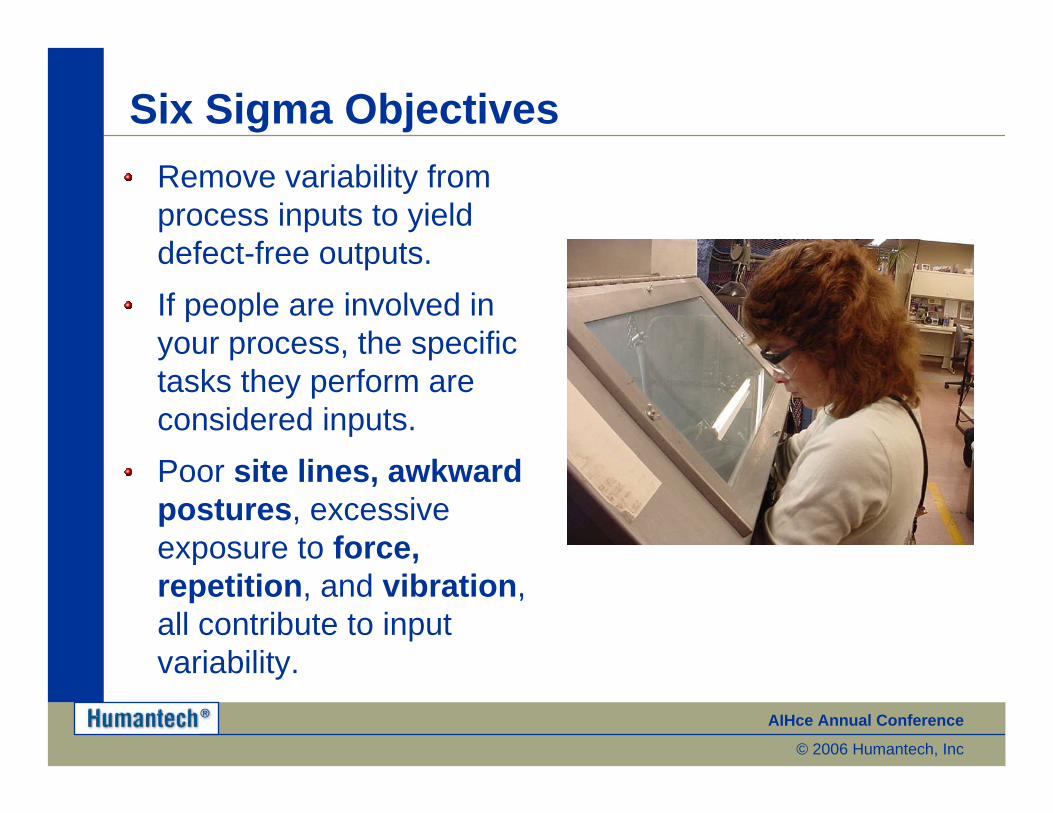
Six Sigma ObjectivesRemove variability from process inputs to yield defect-free outputs. If people are involved in your process, the specific tasks they perform are considered inputs. Poor site lines, awkward postures, excessive exposure to force, repetition, and vibration, all contribute to input variability.

AIHce Annual Conference
© 2006 Humantech, Inc
Six Sigma and Ergonomics
Ergonomics applies information about human capabilities to minimize variability.
AIHce Annual Conference
© 2006 Humantech, Inc
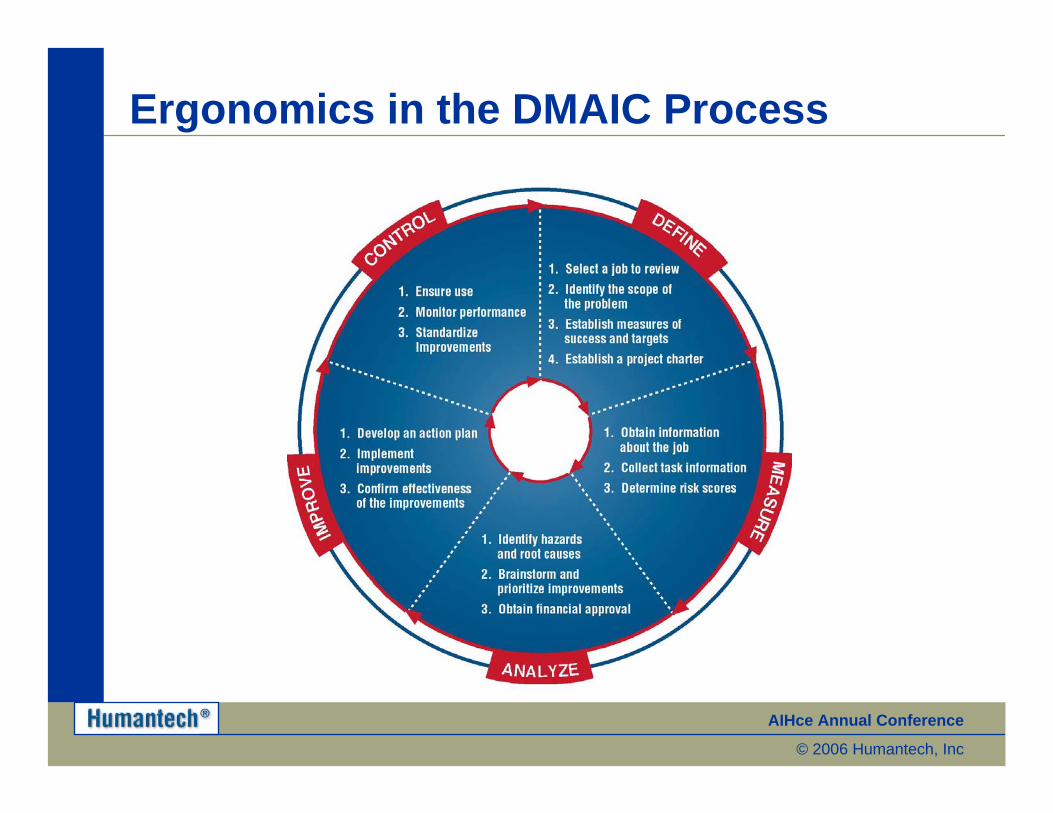
Ergonomics in the DMAIC Process

AIHce Annual Conference
© 2006 Humantech, Inc
Steps in the DEFINE Phase
1. Select a job to review2. Identify the scope of the
problem3. Establish measures of
success and targets4. Establish a project charter
Define

AIHce Annual Conference
© 2006 Humantech, Inc
Step 1: Select a job to review
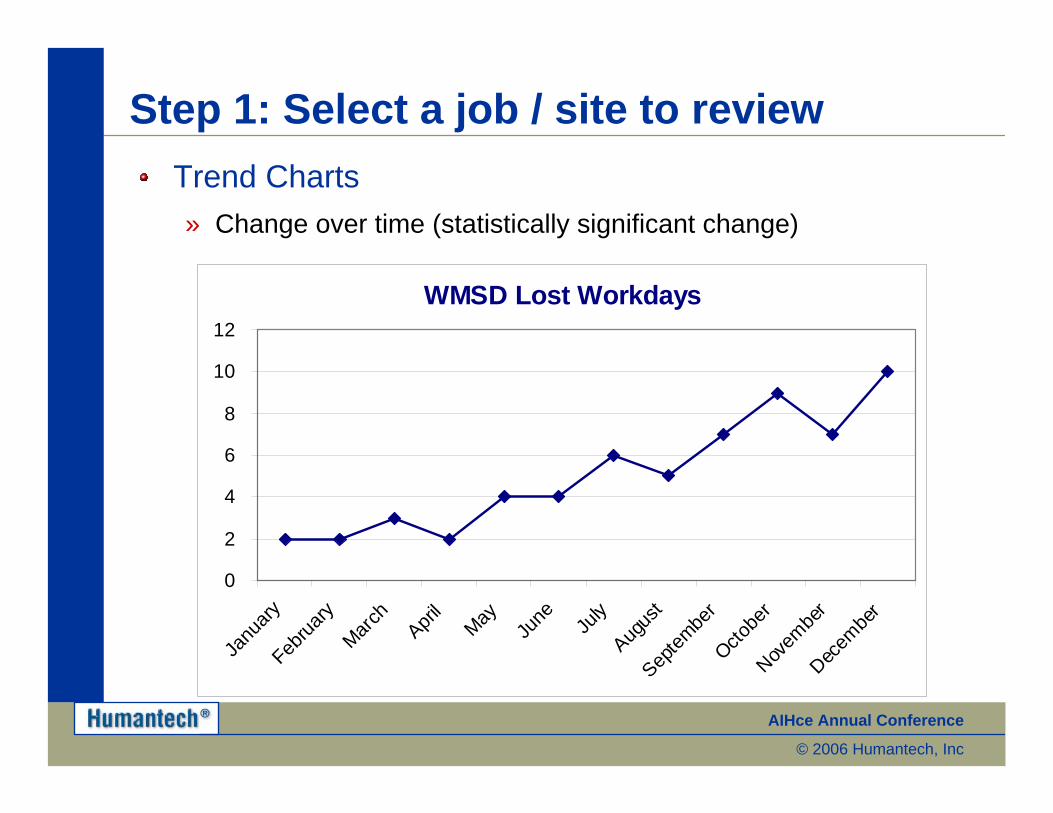
Examine past injury data » Trend charts» Pareto charts» Prioritization spreadsheets
Complete surveys to get opinions of most difficult areas, bottlenecks, or unreliable areasUse the Ergonomics Hit List™
Define
AIHce Annual Conference
© 2006 Humantech, Inc
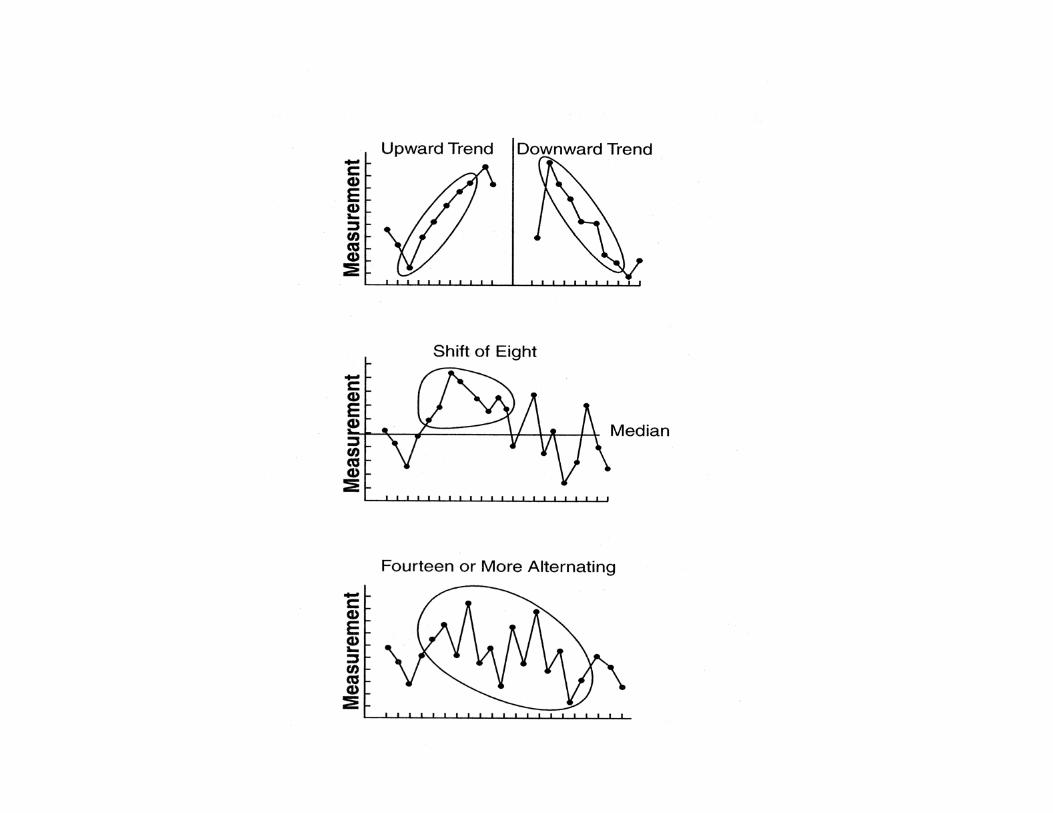
Step 1: Select a job / site to reviewTrend Charts» Change over time (statistically significant change)
Define
WMSD Lost Workdays
0
2
4
6
8
10
12
Janu
aryFeb
ruary
March
April
May
June July
Augus
tSep
tembe
rOcto
ber
Novem
ber
Decem
ber

AIHce Annual Conference
© 2006 Humantech, Inc
Step 1: Select a job to reviewPareto Charts
Define
-
2
4
6
8
10
12
14
16
Occ
uren
ces
0%
20%
40%
60%
80%
100%
120%
Cum
ulat
ive
Perc
ent
Number of WMSDs 14 6 5 4 3 2 2 1 1 2
Cum % 35% 50% 63% 73% 80% 85% 90% 93% 95% 100%
% of Total 35% 15% 13% 10% 8% 5% 5% 3% 3% 5%
All Other Helium Test Lacing Coil Line Load
Assembly Heater Install
Blower Install
Rod Expander
Metal Fabricator
All other
WMSDs
Pareto Chart
2000-2003Time Period:

AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Identify the scope of the problem
Costs associated with:» Injury/illness (Workers
Comp)» Production bottlenecks
(overtime)» Quality issues (warranty
costs or labor from rework)» Operator morale (staff
turnover and absenteeism)

AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Identify the scope of the problem
$5 TO $50LEDGER COSTS
$1 TO $3MISCELLANEOUS
COSTS
$5 TO $50LEDGER COSTS
$1 TO $3MISCELLANEOUS
COSTS
$1$1$1 • Building damage• Tool and equipment damage• Product and material damage• Production delays and
interruptions• Legal expenses• Expenditure of emergency
supplies• Interim equipment rentals
© 2003 SALCON, Inc. All Rights Reserved
• Investigation time• Wages paid for time lost• Cost of hiring and/or training
replacements• Overtime• Extra supervisory time• Clerical time• Decreased output of injured
worker upon return• Loss of business and goodwill
INJURY & ILLNESS COSTS• Medical• Compensation Costs (Insured Costs)
Incident COST ICEBERG

AIHce Annual Conference
© 2006 Humantech, Inc
Step 3: Establish measures of success and targets
Short term» Reduced ergonomic risk» Reduced operator discomfort» Reduced cycle time» Reduced rework
Long term» Reduced injury/illness rates» Reduced injury/illness costs
AIHce Annual Conference
© 2006 Humantech, Inc
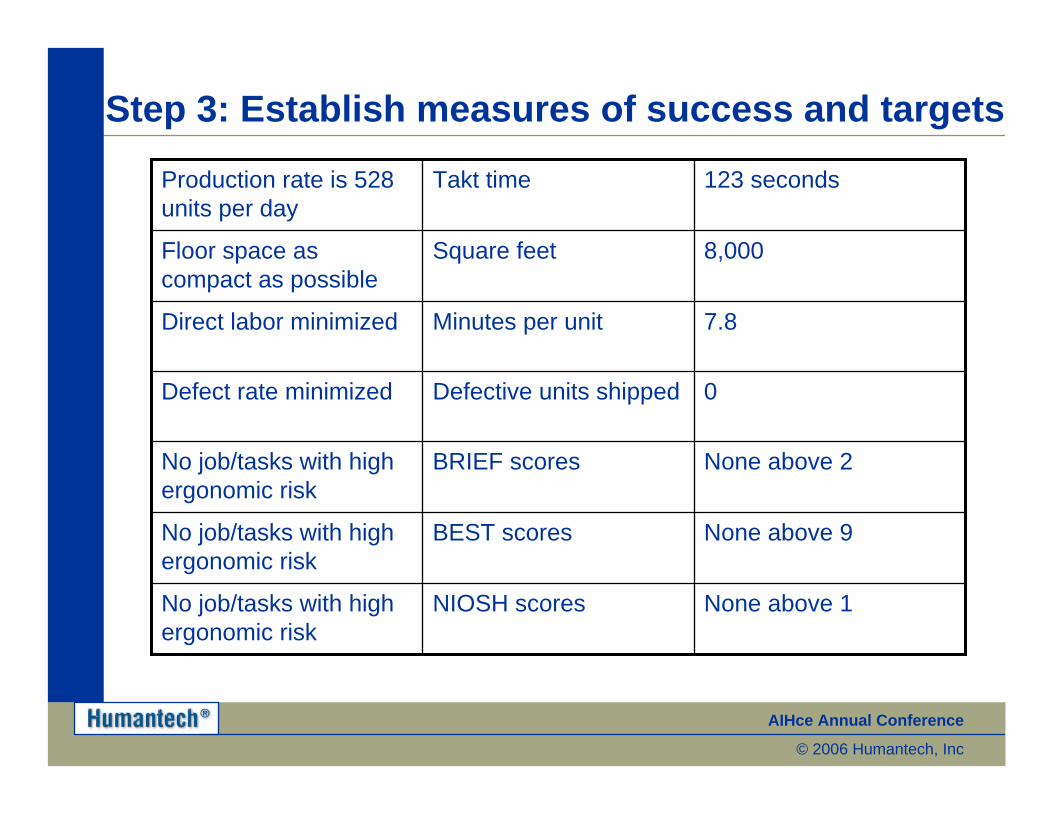
Step 3: Establish measures of success and targets
None above 2BRIEF scoresNo job/tasks with high ergonomic risk
None above 9BEST scoresNo job/tasks with high ergonomic risk
0Defective units shippedDefect rate minimized
8,000Square feetFloor space as compact as possible
7.8Minutes per unitDirect labor minimized
None above 1NIOSH scoresNo job/tasks with high ergonomic risk
123 secondsTakt timeProduction rate is 528 units per day

AIHce Annual Conference
© 2006 Humantech, Inc
Step 4: Establish a project charter
Formal statement of the project scope, anticipated outcomes, and scheduleProvides a vehicle for management to review and endorse the projectAddresses the expected value of the project (dollar impact of the problem and estimated potential impact for reducing or eliminating the problem)
Define
AIHce Annual Conference
© 2006 Humantech, Inc
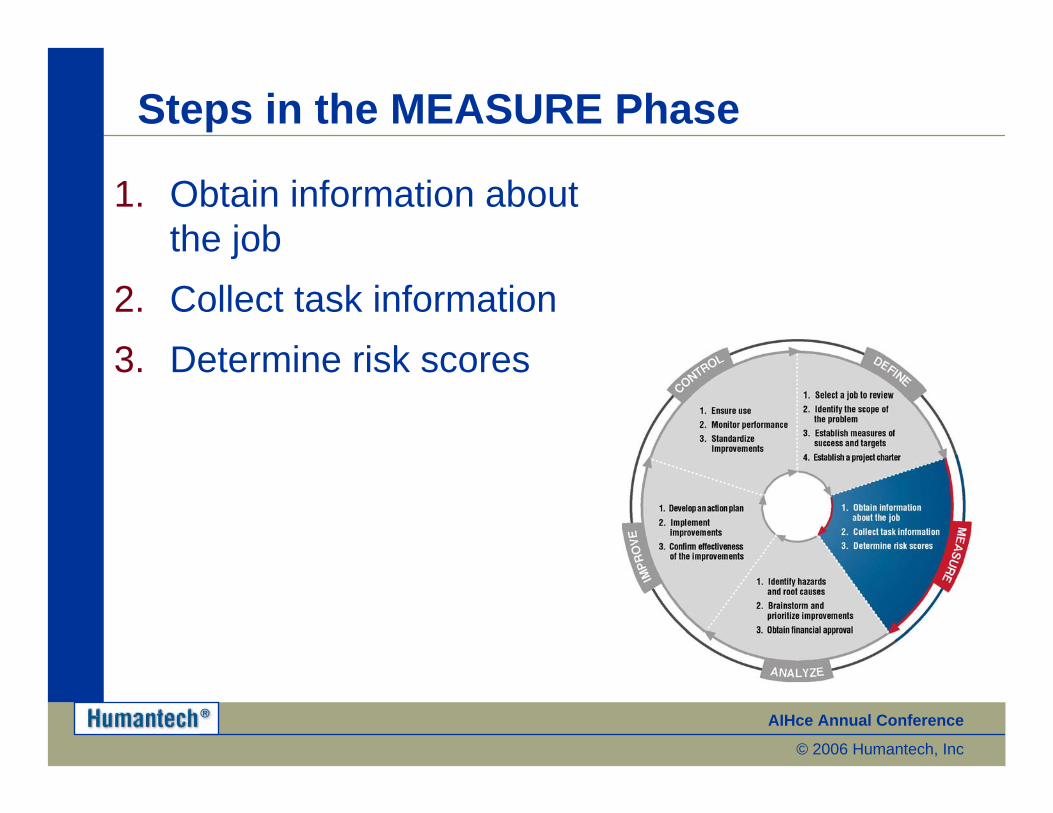
Steps in the MEASURE Phase
1. Obtain information about the job
2. Collect task information3. Determine risk scores
AIHce Annual Conference
© 2006 Humantech, Inc
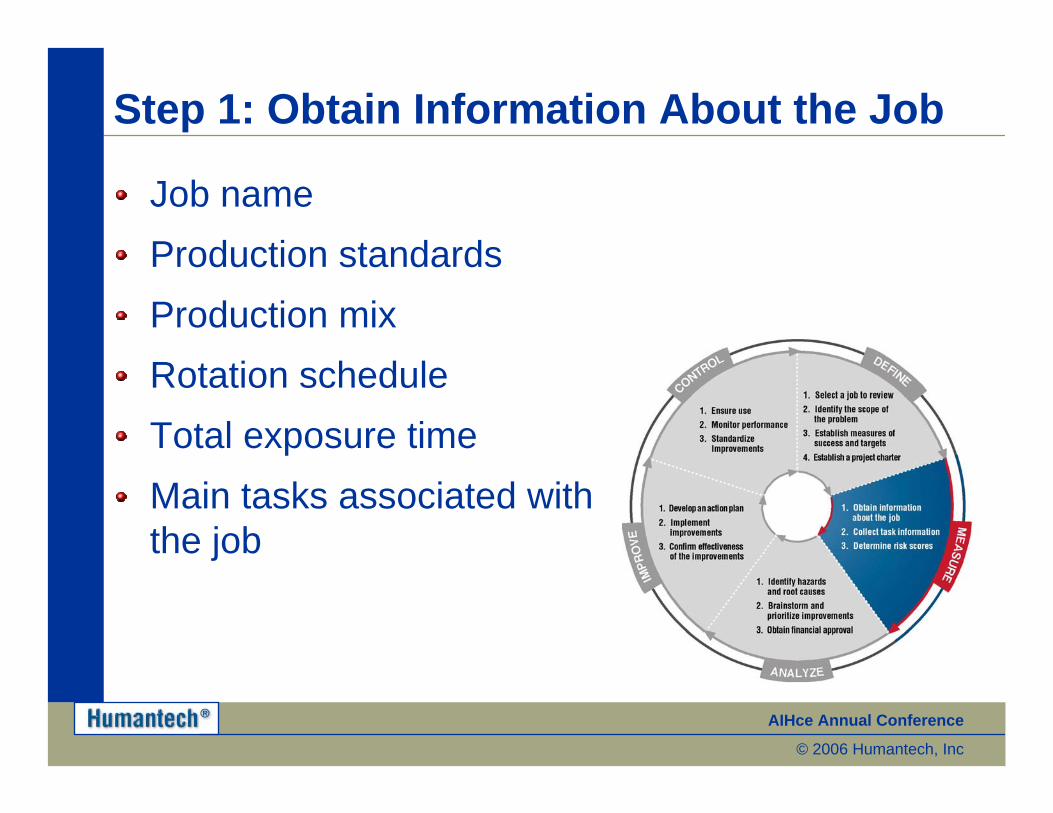
Step 1: Obtain Information About the Job
Job nameProduction standards Production mix Rotation scheduleTotal exposure timeMain tasks associated with the job
AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Collect Task Information
Videotape of the current processPhotos of the current processOperator interview (employee survey)Medical data Current workstation dimensions
Measure

AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Collect Task Information Measure

AIHce Annual Conference
© 2006 Humantech, Inc
Step 3: Determine Risk Scores
Humantech has two tools to determine ergonomic risk scores for an entire job or operation:
1. The BRIEF™ survey2. The BEST™ assessment
» Hazard exposure tool
Measure

AIHce Annual Conference
© 2006 Humantech, Inc
BRIEF Survey
AIHce Annual Conference
© 2006 Humantech, Inc
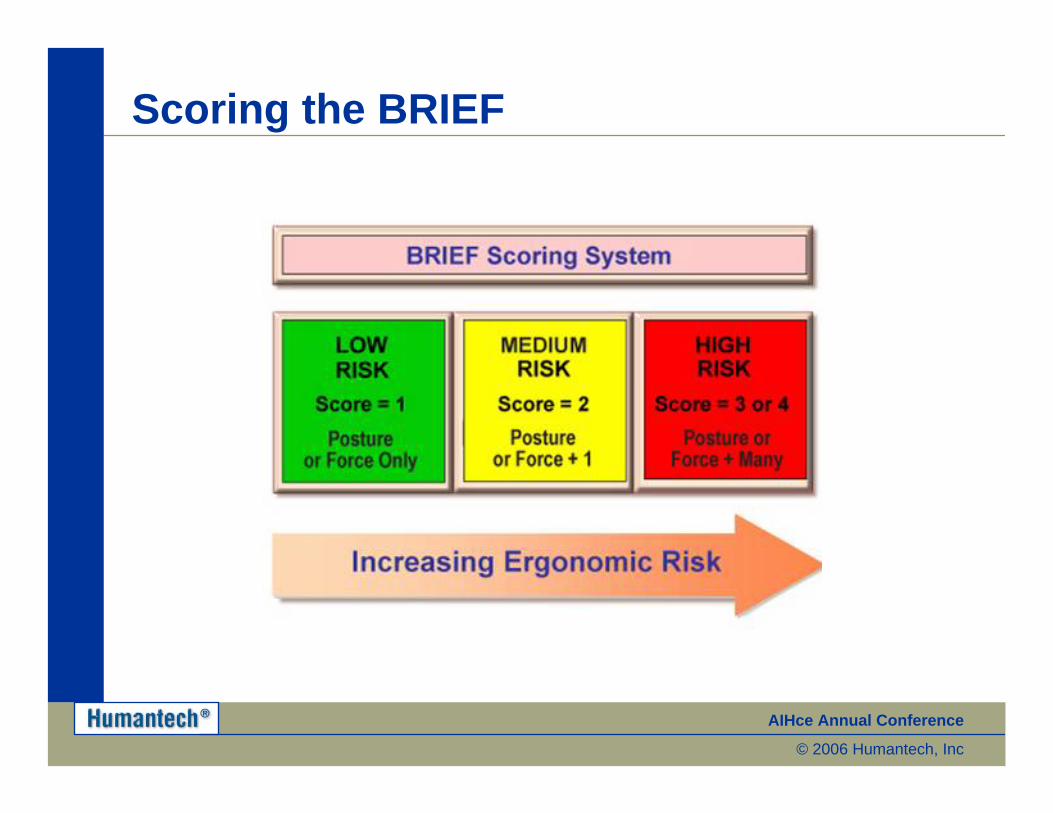
Scoring the BRIEF Low, Medium, or High

AIHce Annual Conference
© 2006 Humantech, Inc
Steps in the ANALYZE Phase
1. Identify root causes2. Brainstorm and prioritize
improvements3. Obtain financial approval
AIHce Annual Conference
© 2006 Humantech, Inc
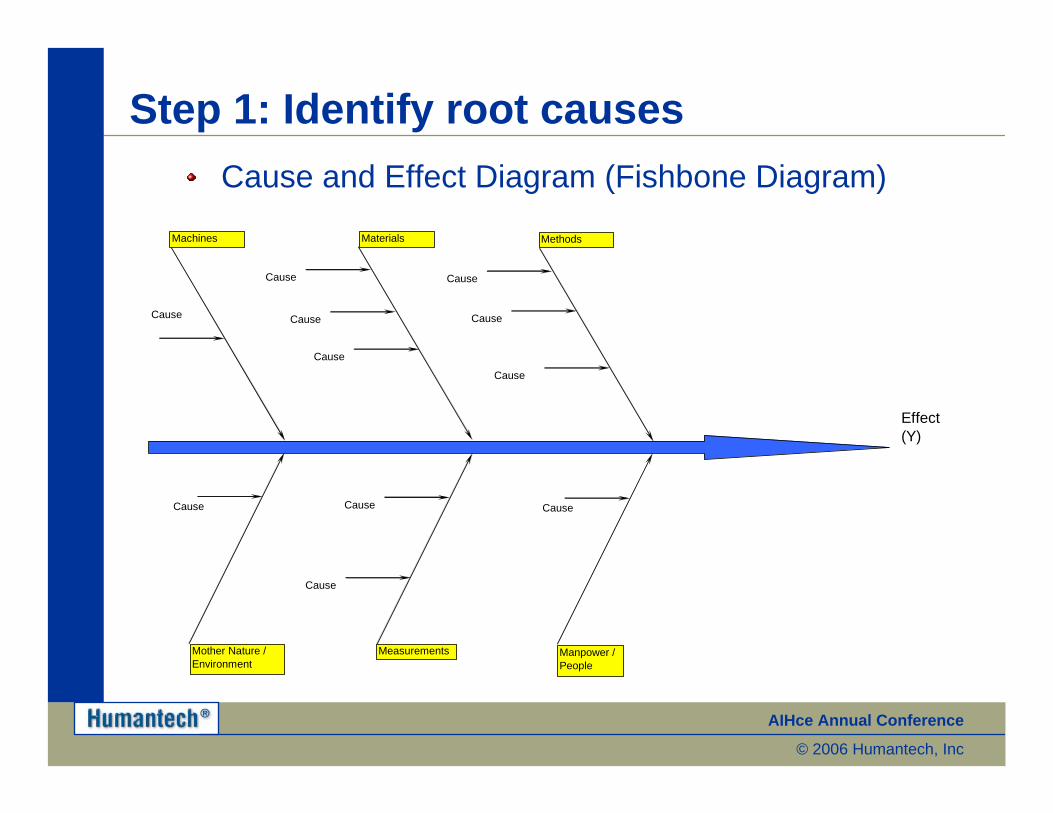
Step 1: Identify root causesCause and Effect Diagram (Fishbone Diagram)
Effect(Y)
Machines Materials Methods
Mother Nature / Environment
Measurements Manpower / People
Cause
Cause
Cause
Cause
Cause
Cause
Cause
Cause CauseCause
Cause

AIHce Annual Conference
© 2006 Humantech, Inc
Categories in a C&E Diagram
Manpower (People)
Provide UpgradeMother Nature ( Environment)
Deliver ProductMeasurementsPlant/Technology
Sell ProductMaterialsPeople
Market ProductMethodsProcedures
Determine CustomersMachinesPolicies
Process Steps (for example)
Manufacturing Industries (The 6 M's)
Service Industries (The 4 P's)
AIHce Annual Conference
© 2006 Humantech, Inc
Ergonomic CategoriesFor ergonomics-related projects, recommend the following category modifications to the 6 M's:» Machines – workstation layout and design» Methods – tools, behaviors» Materials – manual material handling and applied
forces» Measurements» Mother Nature (Environment) – lighting, vibration,
temperature» Manpower (People)
AIHce Annual Conference
© 2006 Humantech, Inc
Step 1: Identify Root Causes
Additional tools for root cause IdentificationNIOSH Lifting Equation for lifting and lowering tasksSNOOK tables for push, pull, and carry tasksDesign & Build Guidelines for workstation and tool dimensions, as well as certain force exertionsEmployee Survey for understanding root causes

AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Brainstorm and prioritize improvements
Brainstorm potential improvements» Draw on the operators,
supervisors, maintenance, engineers, and health and safety staff.
» Focus on controls that address the root causes
AIHce Annual Conference
© 2006 Humantech, Inc
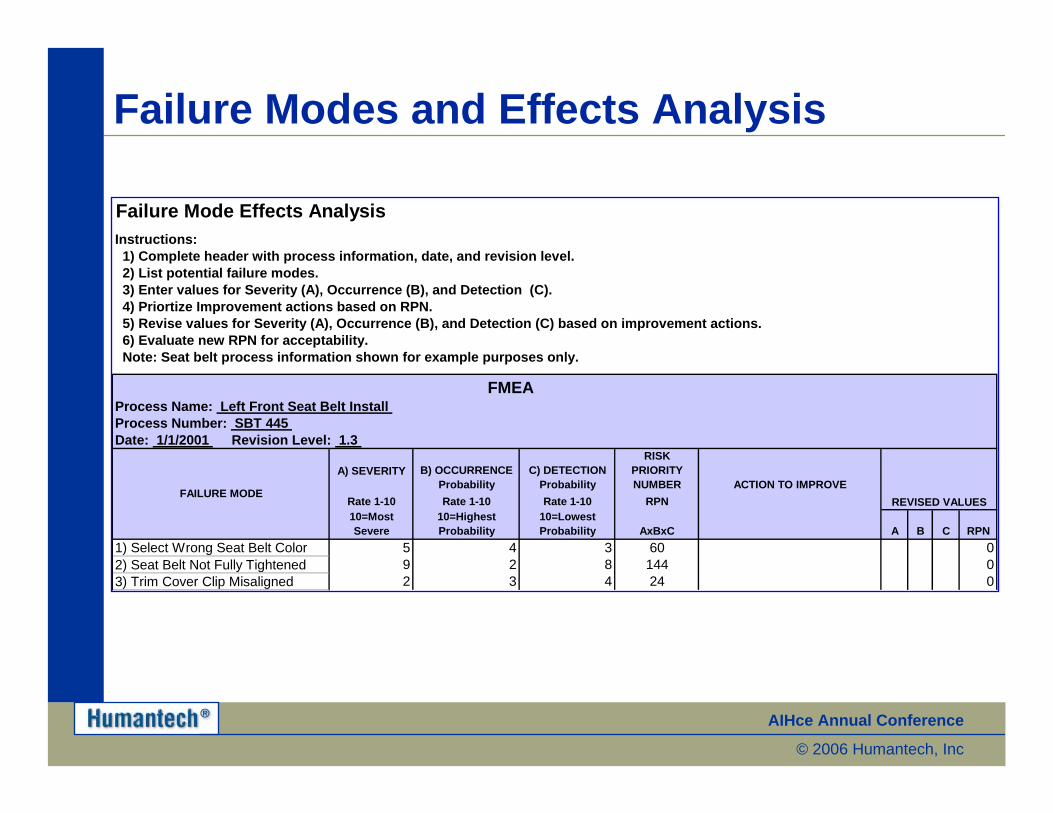
Failure Modes and Effects Analysis
Failure Mode Effects AnalysisInstructions: 1) Complete header with process information, date, and revision level. 2) List potential failure modes. 3) Enter values for Severity (A), Occurrence (B), and Detection (C). 4) Priortize Improvement actions based on RPN. 5) Revise values for Severity (A), Occurrence (B), and Detection (C) based on improvement actions. 6) Evaluate new RPN for acceptability. Note: Seat belt process information shown for example purposes only.
A) SEVERITY B) OCCURRENCE Probability
C) DETECTION Probability
RISK PRIORITY NUMBER ACTION TO IMPROVE
Rate 1-10 Rate 1-10 Rate 1-10 RPN 10=Most Severe
10=Highest Probability
10=Lowest Probability AxBxC A B C RPN
1) Select Wrong Seat Belt Color 5 4 3 60 02) Seat Belt Not Fully Tightened 9 2 8 144 03) Trim Cover Clip Misaligned 2 3 4 24 0
FAILURE MODE
Process Name: Left Front Seat Belt Install FMEA
Process Number: SBT 445 Date: 1/1/2001 Revision Level: 1.3
REVISED VALUES
AIHce Annual Conference
© 2006 Humantech, Inc
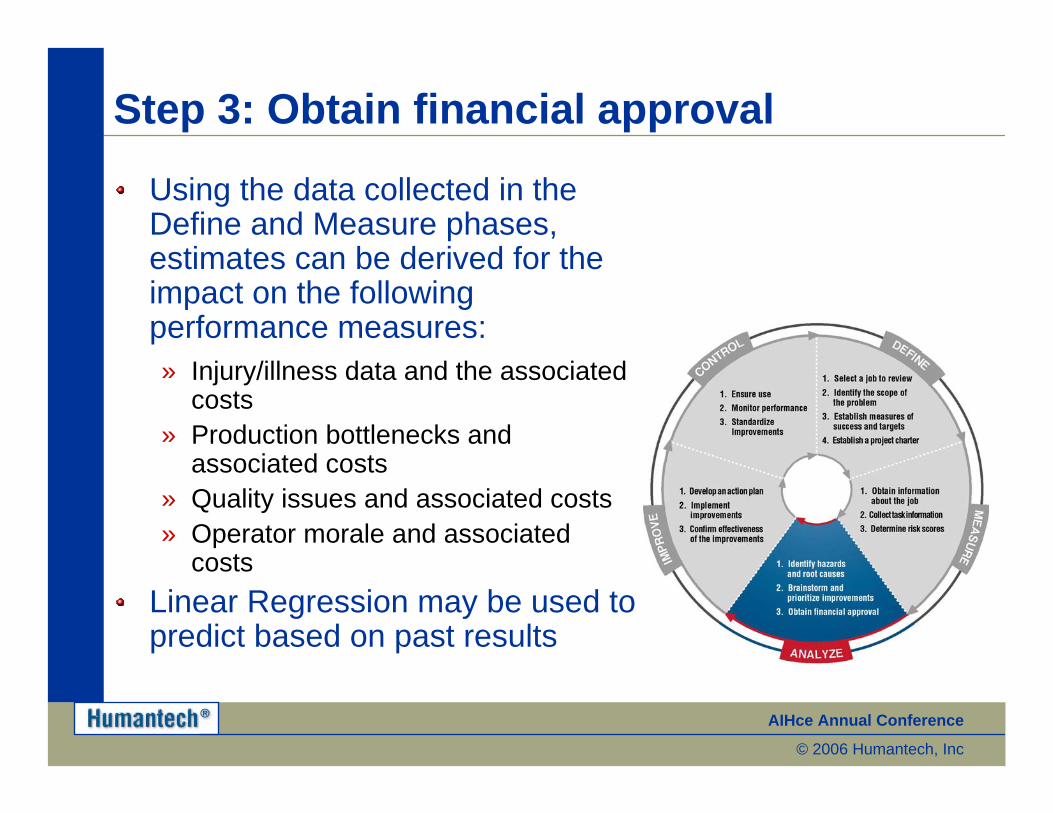
Step 3: Obtain financial approval
Using the data collected in the Define and Measure phases, estimates can be derived for the impact on the following performance measures:» Injury/illness data and the associated
costs» Production bottlenecks and
associated costs» Quality issues and associated costs» Operator morale and associated
costsLinear Regression may be used to predict based on past results
Analyze

AIHce Annual Conference
© 2006 Humantech, Inc
Motion Waste

AIHce Annual Conference
© 2006 Humantech, Inc
Motion Waste

AIHce Annual Conference
© 2006 Humantech, Inc
Steps in the IMPROVE Phase
1. Develop an action plan2. Implement improvements3. Confirm effectiveness of
the improvements
Improve
AIHce Annual Conference
© 2006 Humantech, Inc
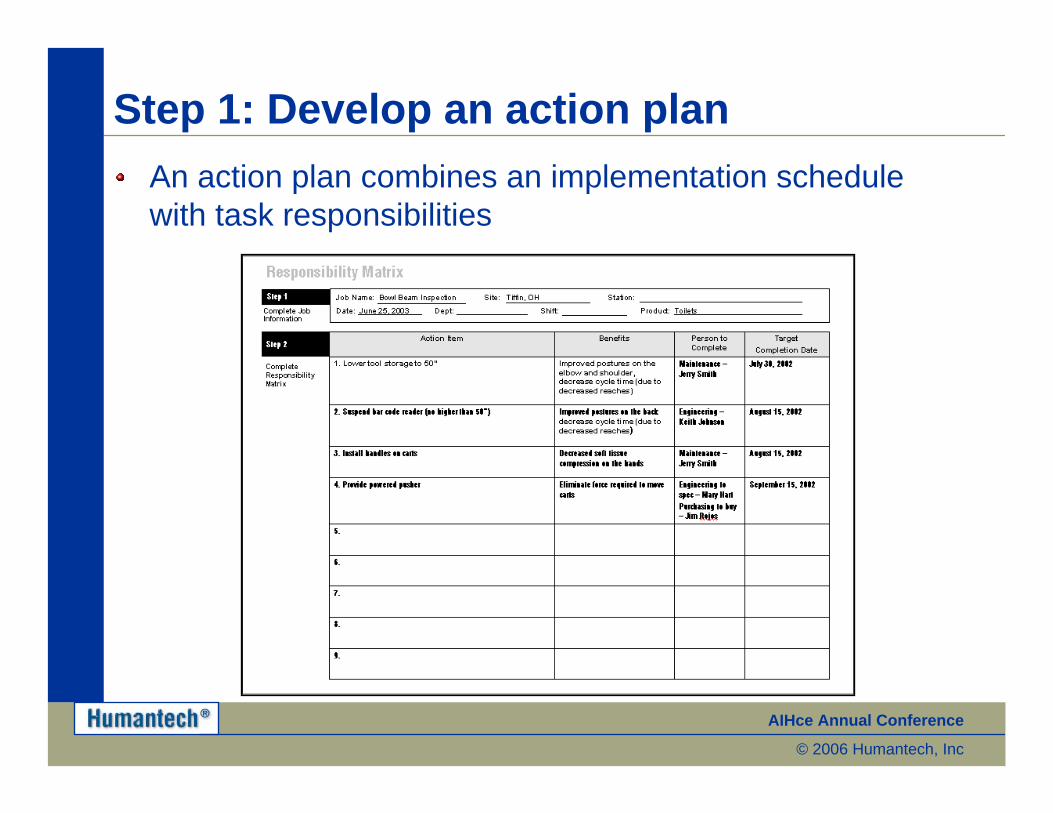
Step 1: Develop an action planAn action plan combines an implementation schedule with task responsibilities
Improve
AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Implement improvements
The goal of this step is to ensure that root causes are adequately addressed while avoiding the introduction of additional ergonomics / safety hazards or barriers to production.
Improve

AIHce Annual Conference
© 2006 Humantech, Inc
Step 3: Confirm effectivenessThe tools used in the Analyze phase to identify root causes should be used again to compare the performance of the improved process to the initial assessment. In addition, the tools used in the Measure phase to determine risk scores should be used again to compare the performance of the improved process to the baseline risk.
Improve
AIHce Annual Conference
© 2006 Humantech, Inc
Steps in the CONTROL Phase
1. Ensure use2. Monitor performance3. Standardize
improvements
Control
AIHce Annual Conference
© 2006 Humantech, Inc
Step 1: Ensure use
Operator trainingSupervisory supportUpdated process documentation
Control
AIHce Annual Conference
© 2006 Humantech, Inc
Step 2: Monitor performance
Ensure that improvements continue to be used over time and that the initial gains made are sustained
Control
AIHce Annual Conference
© 2006 Humantech, Inc
Step 3: Standardize improvements
Fix Once – Repeat Many (FORM)Develop an action plan to identify similar jobs that may benefit from the improvements implementedCreate Design Templates
Control
AIHce Annual Conference
© 2006 Humantech, Inc
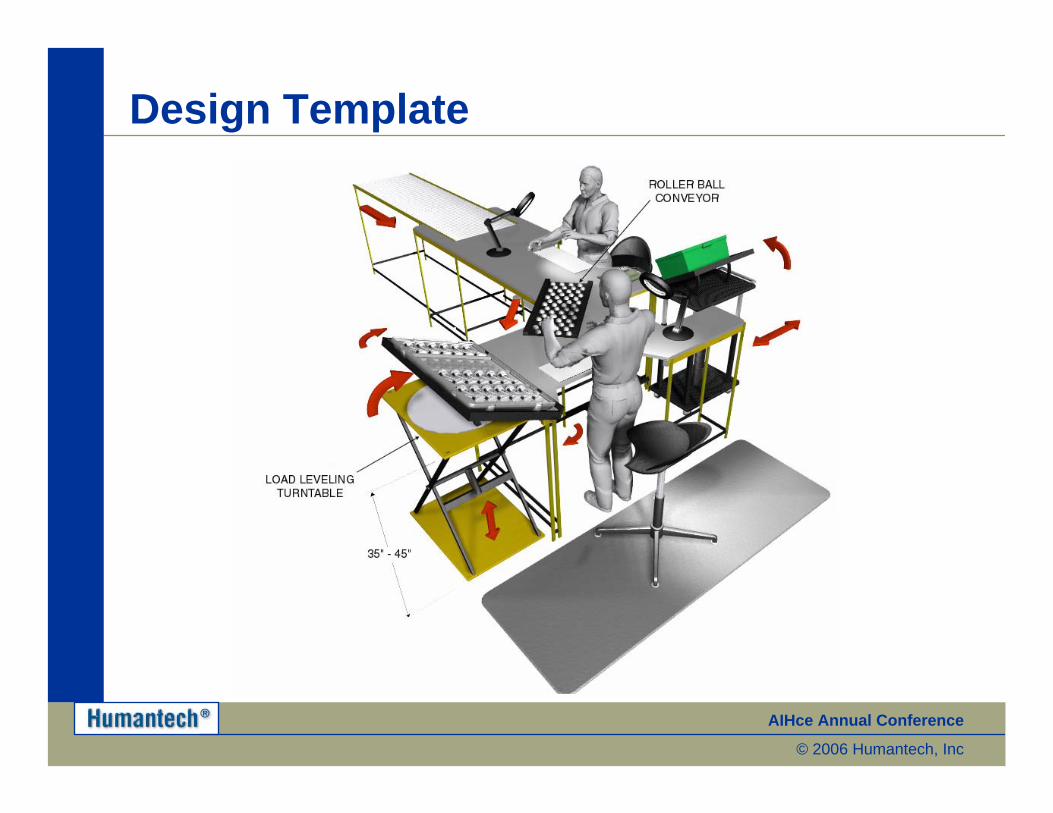
Design Template
AIHce Annual Conference
© 2006 Humantech, Inc
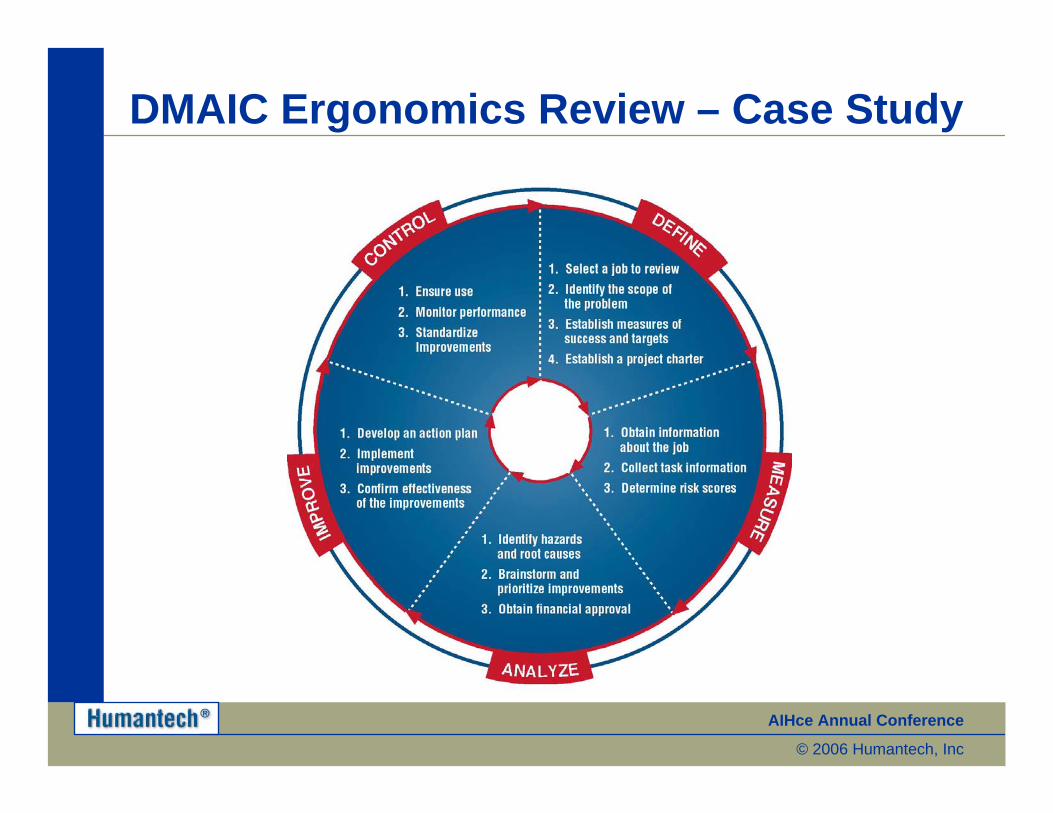
DMAIC Ergonomics Review – Case Study

AIHce Annual Conference
© 2006 Humantech, Inc
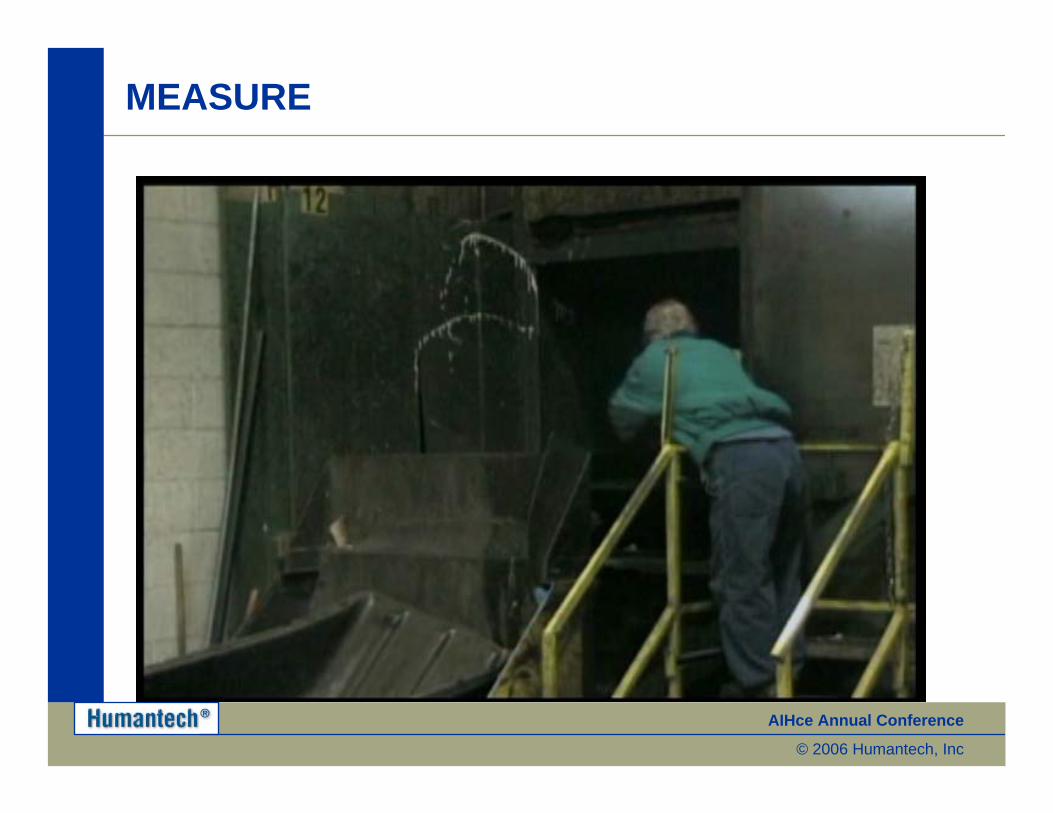
Trash Compactor Operation
AIHce Annual Conference
© 2006 Humantech, Inc
2010Subgroup 0
30
20
10
0
Indi
vidu
al V
alue
Aug-01Oct-00
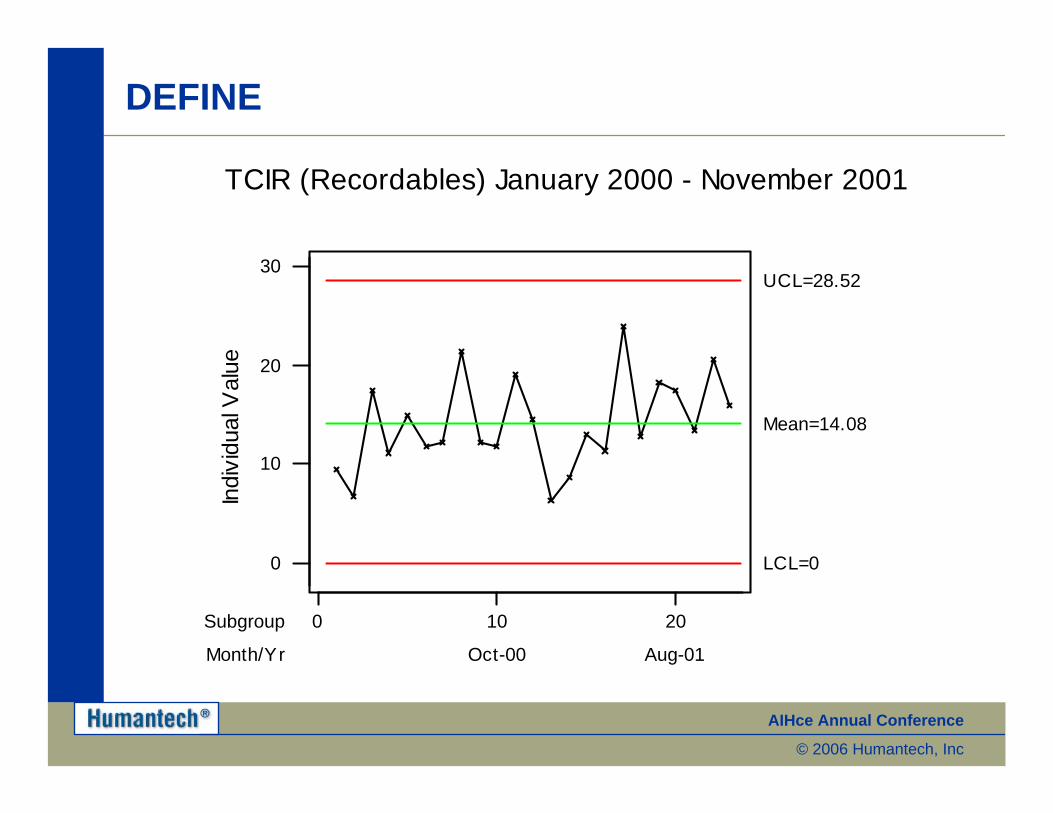
TCIR (Recordables) January 2000 - November 2001
Month/Yr
Mean=14.08
UCL=28.52
LCL=0
DEFINE
AIHce Annual Conference
© 2006 Humantech, Inc
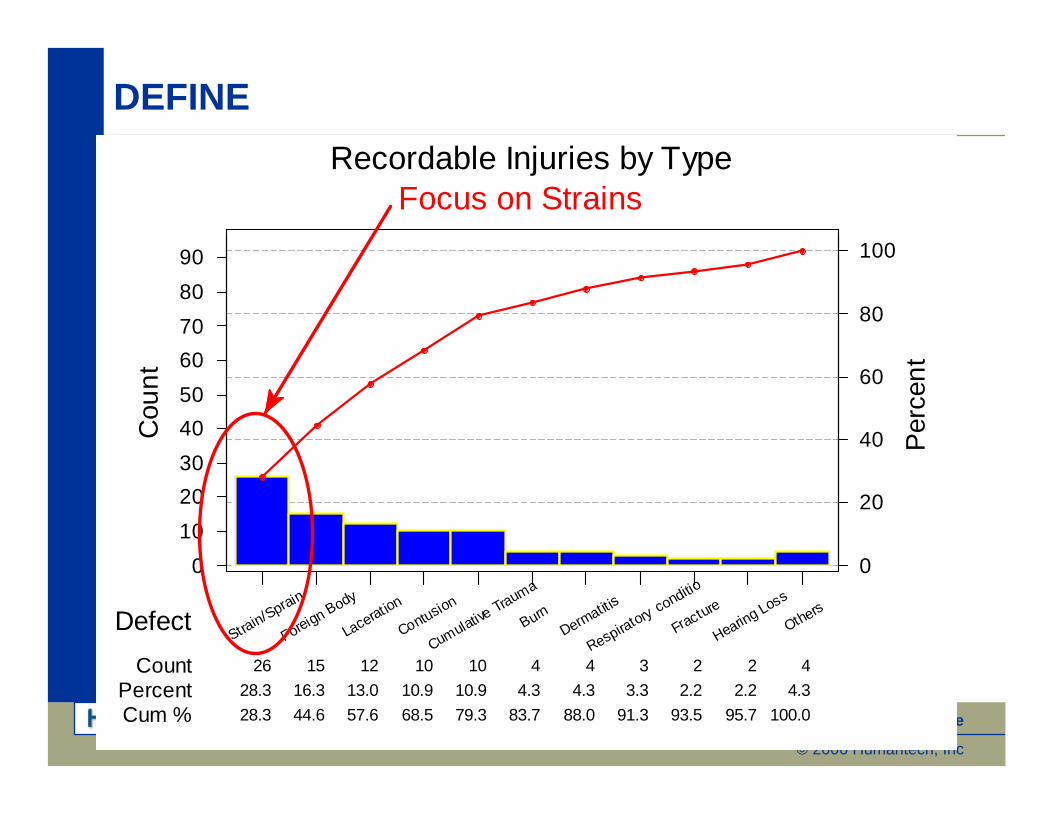
DEFINE
Strain/Sprain
Foreign Body
Laceration
Contusion
Cumulative Trauma
BurnDermatitis
Respiratory conditio
Fracture
Hearing Loss
Others
26 15 12 10 10 4 4 3 2 2 428.3 16.3 13.0 10.9 10.9 4.3 4.3 3.3 2.2 2.2 4.3 28.3 44.6 57.6 68.5 79.3 83.7 88.0 91.3 93.5 95.7 100.0
0102030405060708090
0
20
40
60
80
100
DefectCount
PercentCum %
Per
cent
Cou
ntRecordable Injuries by Type
Focus on Strains
AIHce Annual Conference
© 2006 Humantech, Inc
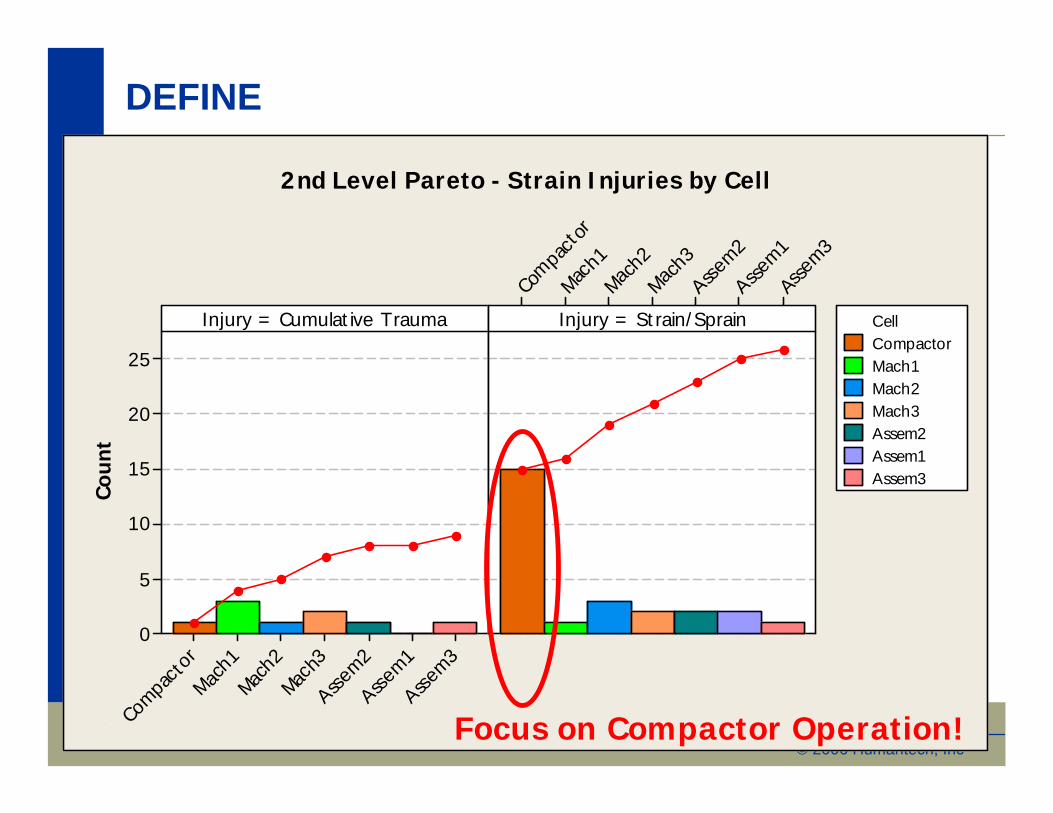
DEFINECo
unt
Assem3
Assem1
Assem2
Mach3
Mach2
Mach1
Compa
c tor
25
20
15
10
5
0
Asse
m3
Assem1
Assem2
Mach3
Mach2
Mach1
Compa
ctor
Injury = Cumulative Trauma Injury = Strain/Sprain Cell
Assem2Assem1Assem3
CompactorMach1Mach2Mach3
2nd Level Pareto - Strain Injuries by Cell
Focus on Compactor Operation!

AIHce Annual Conference
© 2006 Humantech, Inc
DEFINE
$661.50$220.505July-Dec 2001
$76,830.24$25,610.0825Total
$52,246.11$17,415.378Jan-June 2001
$6,128.28$2,042.764July-Dec 2000
$17,794.35$5,931.458Jan-June 2000
Actual Cost*(Direct Cost x 3)
Direct Cost # InjuriesYear

AIHce Annual Conference
© 2006 Humantech, Inc
MEASURE
AIHce Annual Conference
© 2006 Humantech, Inc
MEASURE
AIHce Annual Conference
© 2006 Humantech, Inc
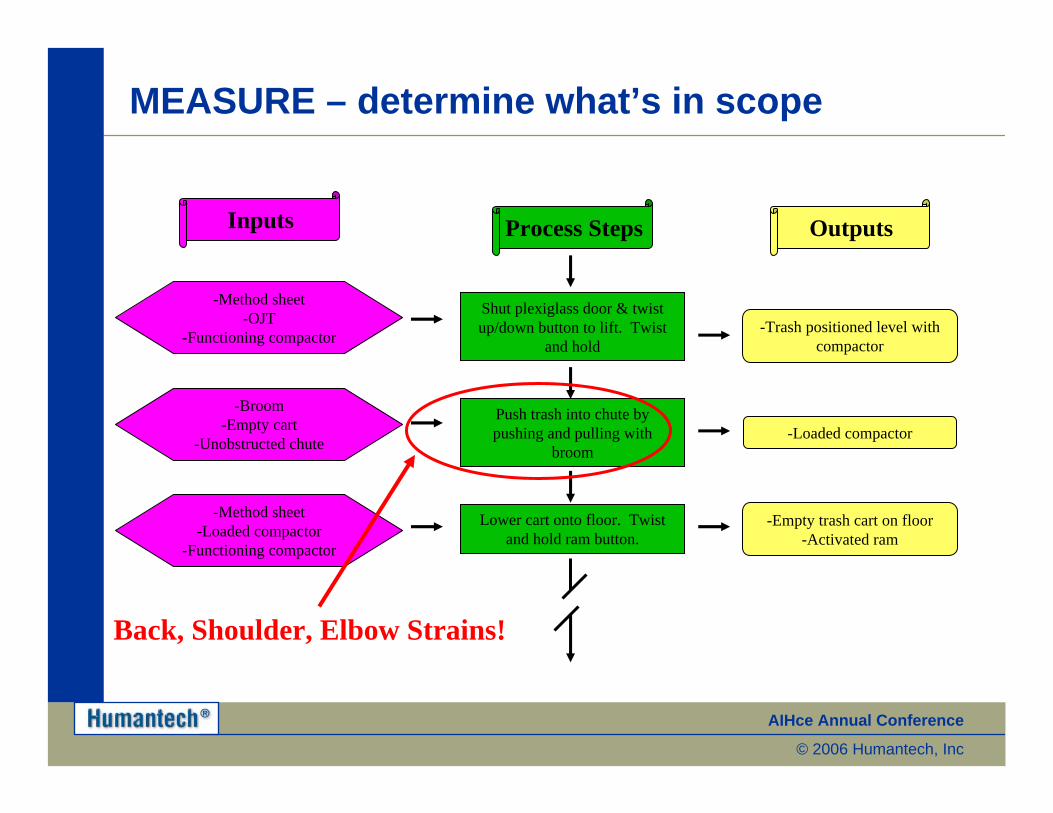
-Method sheet-OJT
-Functioning compactor
-Broom-Empty cart
-Unobstructed chute
-Method sheet-Loaded compactor
-Functioning compactor
Inputs
Shut plexiglass door & twist up/down button to lift. Twist
and hold
Push trash into chute by pushing and pulling with
broom
Lower cart onto floor. Twist and hold ram button.
Process Steps
-Trash positioned level with compactor
-Loaded compactor
-Empty trash cart on floor-Activated ram
Outputs
Back, Shoulder, Elbow Strains!
MEASURE – determine what’s in scope
AIHce Annual Conference
© 2006 Humantech, Inc
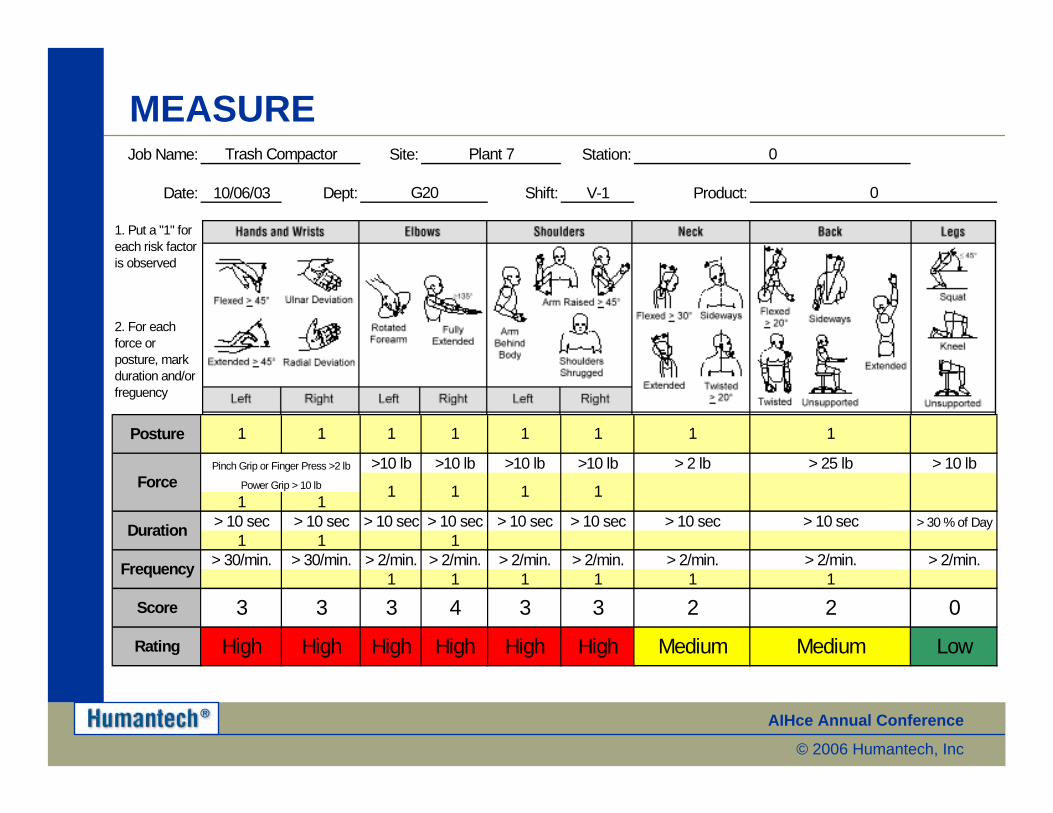
Job Name: Site: Station:
Date: 10/06/03 Dept: Shift: V-1 Product:
>10 lb >10 lb >10 lb >10 lb > 2 lb > 25 lb > 10 lb
1 1> 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 30 % of Day
1 1 1> 30/min. > 30/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min.
1 1 1 1 1 1
Trash Compactor Plant 7 0
2
1
Pinch Grip or Finger Press >2 lb
Power Grip > 10 lb
1 1
0
G20 0
Rating High
3
Frequency
Score
1 1
Low
3 3 4 3 3
Medium
1. Put a "1" for each risk factor is observed
2. For each force or posture, mark duration and/or freguency
1
Duration
Medium
Posture
Force
1
High High High High High
2
1 1 1 1
1
MEASURE

AIHce Annual Conference
© 2006 Humantech, Inc
Transferred BRIEF Scores
Left Right Left Right Left Right
3 3 3 4 3 3 2 2 0
Conversion Factors
5 5 5 10 5 5 3 3 0Total
Conversion Factors
41
Physical Stressors Vibration 0
Low temperatures 0Total Physical
Stressors 4Soft Tissue Compression 2
Impact Stress 0 =Glove Issues 2
Enter Hours on Task per Week 15
Job Hazard Priority
Back LegsHands and Wrists Elbows Shoulders Neck
High Job Hazard Score 36
Job Risk 45
Time Multiplier 0.8
+
x
=
MEASURE
AIHce Annual Conference
© 2006 Humantech, Inc
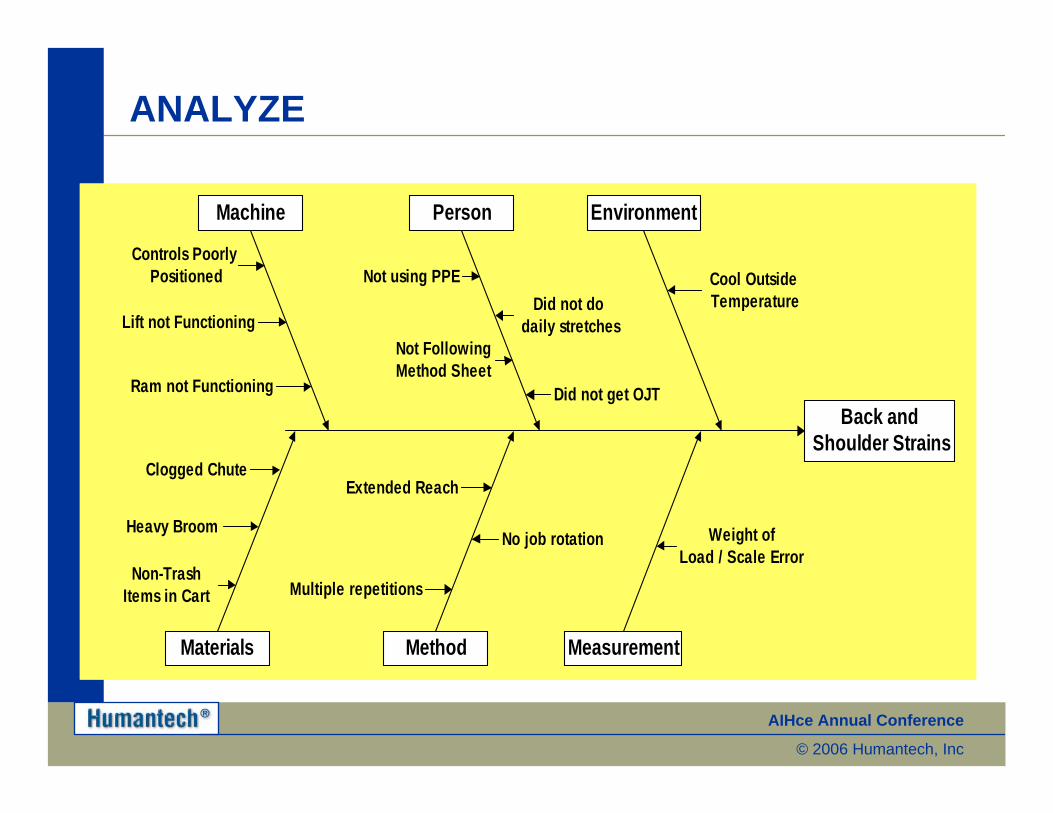
Back and Shoulder Strains
Machine Person
Method Measurement
Environment
Materials
Cool Outside Temperature
Weight ofLoad / Scale Error
Not using PPE
Not FollowingMethod Sheet
Did not get OJT
Extended Reach
No job rotation
Multiple repetitions
Clogged Chute
Heavy Broom
Non-TrashItems in Cart
Did not do daily stretches
Ram not Functioning
Lift not Functioning
Controls Poorly Positioned
ANALYZE

AIHce Annual Conference
© 2006 Humantech, Inc
Rating of Importance to Customer 10 6 4
1 2 3
Erg
onom
ic
Impa
ct
Eas
e of
Im
plem
enta
tion
Cos
t E
ffect
iven
ess
Total
Process Step Proposed Solutions to Reduce Strains
1 Load Compactor Reposition Cart on Lift for Closer Reach 9 3 9 1442 Load Compactor Reposition Controls 9 3 3 1203 Load Compactor Chute Redesign 3 9 9 1204 Load Compactor Rotate 2 x Per Shift 3 9 9 1205 Load Compactor Conduct Equipment P.M. every 3 Months 3 9 9 1206 Load Compactor Replace Broom With Shaker Table 9 1 3 1087 Load Compactor Replace Broom with Air Knife 9 1 1 1008 Load Compactor Replace Broom with Hook 1 9 9 100
Total 460
264
208
Cause and Effect Matrix for Trash Compactor Solutions
ANALYZE
AIHce Annual Conference
© 2006 Humantech, Inc
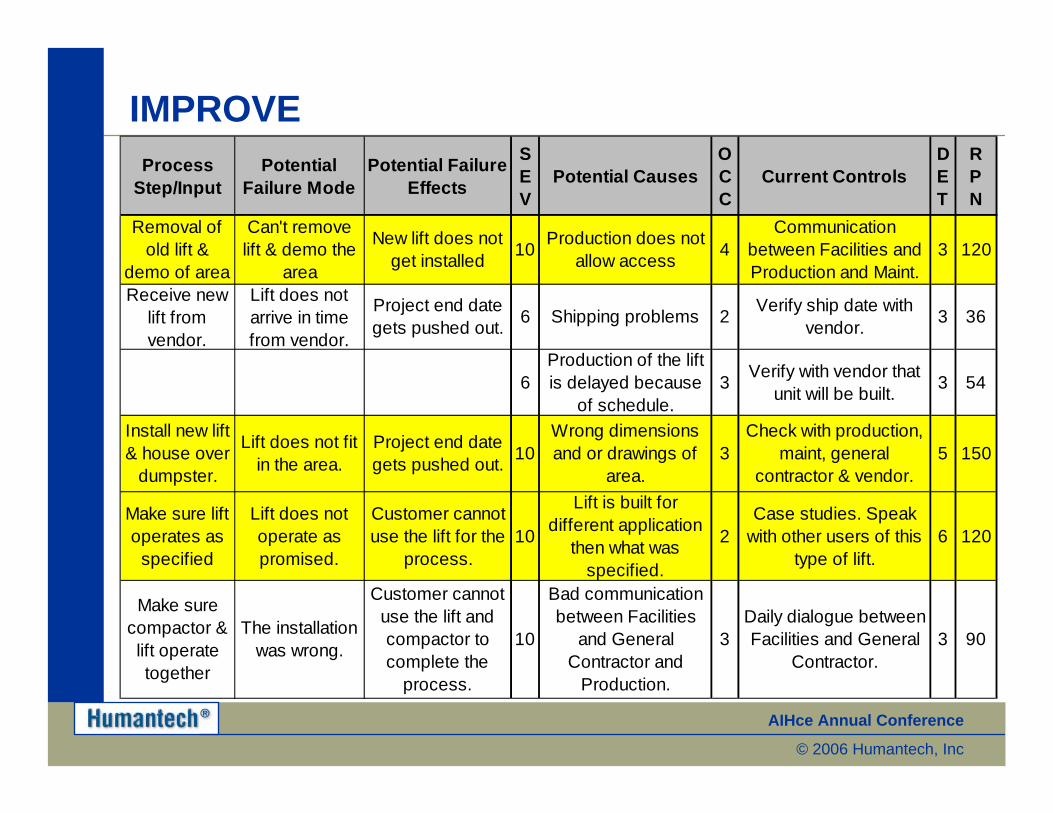
Process Step/Input
Potential Failure Mode
Potential Failure Effects
SEV
Potential CausesOCC
Current ControlsDET
RPN
Removal of old lift &
demo of area
Can't remove lift & demo the
area
New lift does not get installed 10 Production does not
allow access 4Communication
between Facilities and Production and Maint.
3 120
Receive new lift from vendor.
Lift does not arrive in time from vendor.
Project end date gets pushed out. 6 Shipping problems 2 Verify ship date with
vendor. 3 36
6Production of the lift is delayed because
of schedule.3 Verify with vendor that
unit will be built. 3 54
Install new lift & house over
dumpster.
Lift does not fit in the area.
Project end date gets pushed out. 10
Wrong dimensions and or drawings of
area.3
Check with production, maint, general
contractor & vendor.5 150
Make sure lift operates as
specified
Lift does not operate as promised.
Customer cannot use the lift for the
process.10
Lift is built for different application
then what was specified.
2Case studies. Speak
with other users of this type of lift.
6 120
Make sure compactor & lift operate together
The installation was wrong.
Customer cannot use the lift and compactor to complete the
process.
10
Bad communication between Facilities
and General Contractor and
Production.
3Daily dialogue between Facilities and General
Contractor.3 90
IMPROVE
AIHce Annual Conference
© 2006 Humantech, Inc
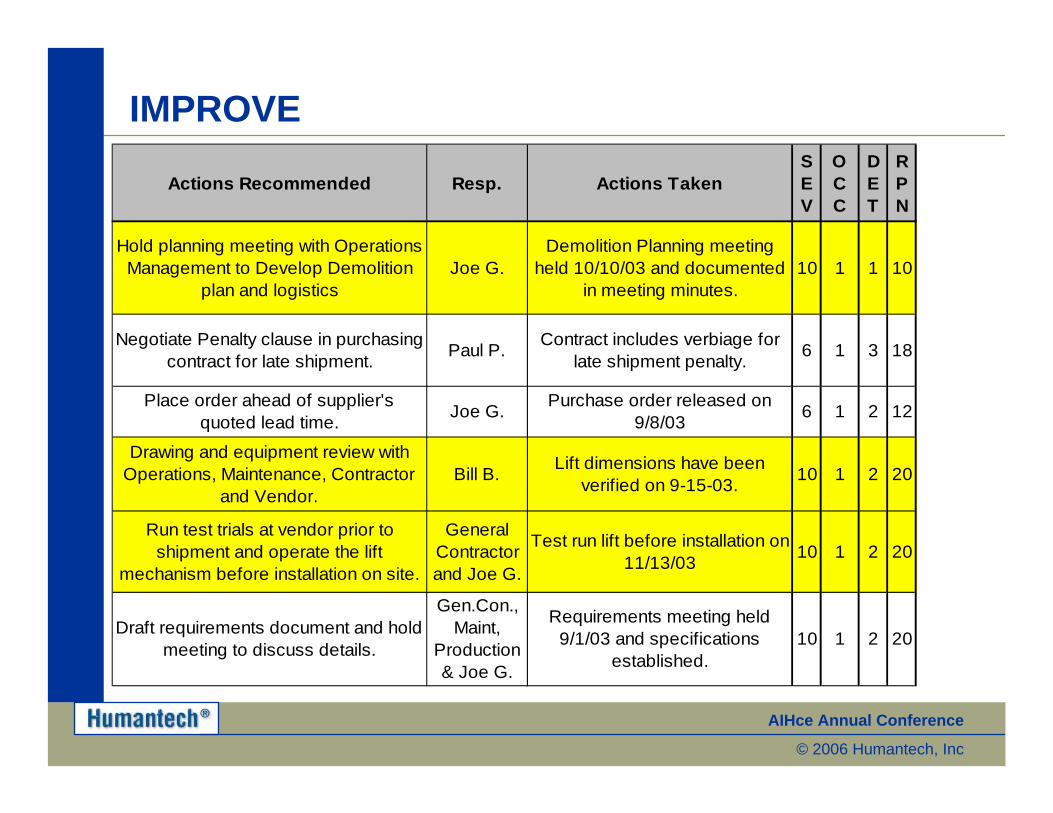
Actions Recommended Resp. Actions TakenSEV
OCC
DET
RPN
Hold planning meeting with Operations Management to Develop Demolition
plan and logisticsJoe G.
Demolition Planning meeting held 10/10/03 and documented
in meeting minutes.10 1 1 10
Negotiate Penalty clause in purchasing contract for late shipment. Paul P. Contract includes verbiage for
late shipment penalty. 6 1 3 18
Place order ahead of supplier's quoted lead time. Joe G. Purchase order released on
9/8/03 6 1 2 12
Drawing and equipment review with Operations, Maintenance, Contractor
and Vendor.Bill B. Lift dimensions have been
verified on 9-15-03. 10 1 2 20
Run test trials at vendor prior to shipment and operate the lift
mechanism before installation on site.
General Contractor and Joe G.
Test run lift before installation on 11/13/03 10 1 2 20
Draft requirements document and hold meeting to discuss details.
Gen.Con., Maint,
Production & Joe G.
Requirements meeting held 9/1/03 and specifications
established.10 1 2 20
IMPROVE

AIHce Annual Conference
© 2006 Humantech, Inc
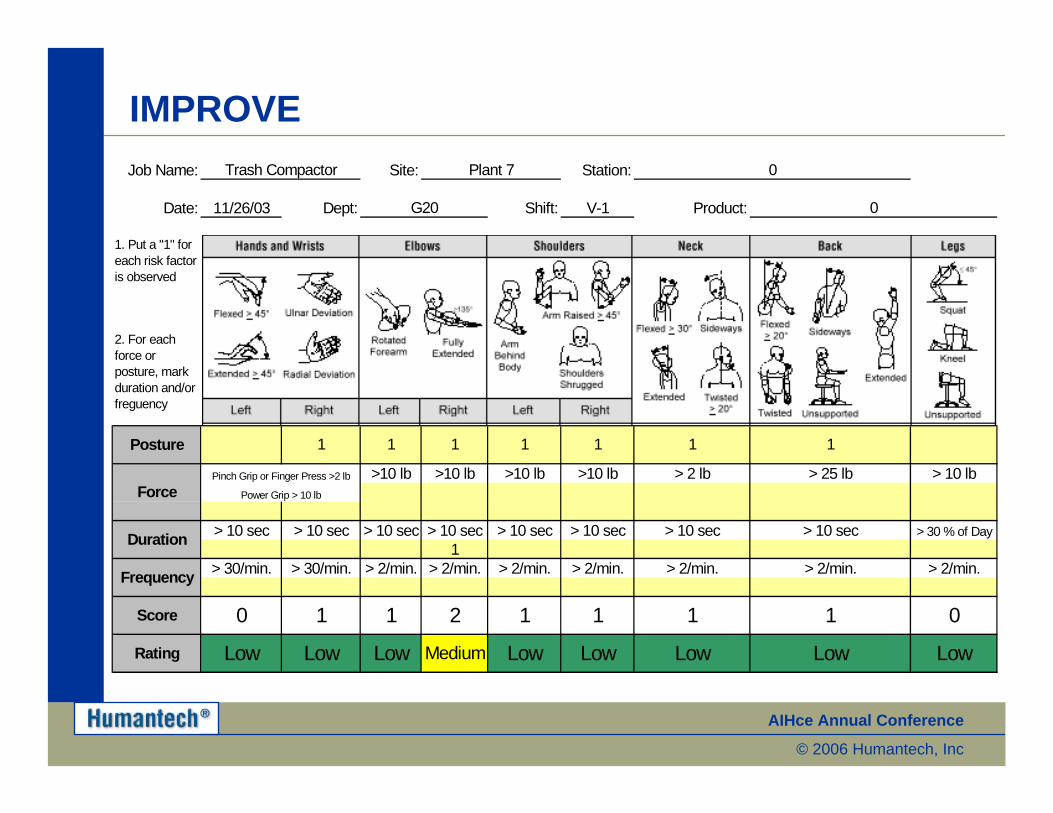
IMPROVE
AIHce Annual Conference
© 2006 Humantech, Inc
Job Name: Site: Station:
Date: 11/26/03 Dept: Shift: V-1 Product:
>10 lb >10 lb >10 lb >10 lb > 2 lb > 25 lb > 10 lb
> 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 10 sec > 30 % of Day1
> 30/min. > 30/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min. > 2/min.
Duration
Frequency
Score
Pinch Grip or Finger Press >2 lb
Power Grip > 10 lb
Posture
Force
1 1 1 1 1
2. For each force or posture, mark duration and/or freguency
1 1
Low
1 1
LowMedium Low Low
0
G20 0
Rating Low Low
0
LowLow
1. Put a "1" for each risk factor is observed
Trash Compactor Plant 7 0
2 1 1 1 1
IMPROVE

AIHce Annual Conference
© 2006 Humantech, Inc
Transferred BRIEF Scores
Left Right Left Right Left Right
0 1 1 2 1 1 1 1 0
Conversion Factors
0 1 1 3 1 1 1 1 0Total
Conversion Factors
9
Physical Stressors Vibration 0
Low temperatures 0
Total Physical Stressors
1
Soft Tissue Compression 0Impact Stress 0 =Glove Issues 1
Enter Hours on Task per Week 15
Job Risk 10
Time Multiplier 0.8
Hands and Wrists Elbows Shoulders Neck
Job Hazard Priority
Back Legs
+
x
=Low Job Hazard
Score 8
IMPROVE

AIHce Annual Conference
© 2006 Humantech, Inc
40302010Subgroup 0
30
20
10
0
Indi
vidu
al V
alue
Apr-03Jun-02Aug-01Oct-00
TCIR (Recordables) January 2000 - June 2003
Month/Yr
Mean=8.76
UCL=18.42
LCL=0
Baseline New
CONTROL

AIHce Annual Conference
© 2006 Humantech, Inc
Questions?
Thank you for your time today.
May 16, 2005







