

Lean Production
Ron Tibben-Lembke
Operations Management
Just In Time-- What is It?
Integrated set of activities designed to achieve high-volume production using minimal inventories of raw materials, WIP, and FGI. Big JIT A.k.a. “lean production” -- Eliminate
waste in all aspects of production activities Little JIT – scheduling goods inventories and
production, as needed Also known as Stockless Production,
Toyota Production System

Toyoda Automatic Loom
Sakichi Toyoda (1867-1930) – Invented a loom which stops automatically if the thread breaks.
His son Kiirchiro, started the automotive department of Toyoda Loom Works.

JIT Origins in Japan Post-WWII Japanese industry in ruins “Catch up to Americans in 4 years!”
Kiichirō Toyoda, 1946 Toyoda made delivery trucks and
motorcycles, and not many of either
-- the early years First two Toyopet Crowns arrive U.S.
1957

Ohno – Reduce Waste If Americans are 9x as
productive, we must be wasting something. (p.3)
“The basis of the Toyota production system is the absolute elimination of waste.” (Ohno, p. 4)
WasteWaste is ‘anything other than the
minimum amount of equipment, materials, parts, space, and workers’ time which are absolutely essential to add value to the product.--Shoichiro Toyoda President, Toyota Motor Co.
If you put your mind to it, you can squeeze water from a dry towel.-- Eiji Toyoda, President 1967-1982
Elimination of Waste
Knew they wouldn’t beat U.S. with product innovation, concentrated on licensing patents, and producing more efficiently
Costs prevented mass-production, volume strategy of American firms.
Find ways to reduce waste, cost Shigeo Shingo (at right) & Taiichi Ohno, pioneers

Two Pillars of Toyota System Just-in-Time: a flow of right parts, at
the right time, in the right quantity Autonomation: ‘Automation with a
human touch’ (make machine mistake-proof) Workers don’t have to baby-sit machines Stop automatically if downstream
machine stops
Couldn’t Emulate GM GM huge batches in huge factories Japan’s area is 10% less than
California and 70% agricultural. Put entire population of CA into 30%
of state, then add 6 times as many people. (and you thought LA was crowded).
Land extremely expensive Sprawling factories not an option

Small Batches GM’s large batches require large
amounts of storage space. GM produces in large batches because
of significant setup costs. If Toyota had the same large setup
costs, it could never afford small batches.
Reduce setup cost to reduce batch size. GM didn’t think of doing this.

7 Types of Waste (Ohno 1988) Overproduction Time on Hand (waiting time) Transportation Stock on Hand - Inventory Waste of Processing itself Movement Making Defective Products

Seven Elements to Eliminate Waste
Focused Factories Group Technology Quality at the Source JIT production Uniform Plant Loading Kanban production control system Minimized setup times

Focused Factories Small, specialized plants No huge, vertically integrated
plants 30 -1,000 workers Tom Peters

Group Technology-Layout Not enough WIP to have 1 person
run 4 milling machines Don’t departmentalize, organize
machines by product type Cellular layout Much less inventory sitting around Batch size of one
Cross Training To maintain the flow, workers have
to be able to help out as needed Rotate workers through jobs:
Keep skills sharp (managers too - prove they know what they’re doing)
Reduce boredom & fatigue Expand understanding of overall
picture Increase potential for new ideas
Employee Input Employee has a brain, why not use
it? Quality circles look for ways to
improve Emphasis on Continuous Process
Improvement
Total Quality Management
Not a lot of parts to sift through to find a good one
Can’t afford high defect rates Since low WIP, get quick feedback
on errors

Ask ‘Why’ 5 Times
5W = 1H1. Why did the machine stop? Overload and
fuse blew2. Why the overload? Not lubricated3. Why not lubricated? Oil pump not pumping?4. Why not pumping? Pump shaft worn out.5. Why worn out? No screen, scrap got in

Just-in-Time
Downstream processes take parts from upstream as they need.
Like an American Supermarket: Get what you want when you want it in the quantity you want.

Kanban
Japanese for ‘signboard’ Method Toyota used for
implementing JIT Each work station has a fixed #
kanbans. In order to produce, you need both
material to work on, and an available kanban.

Kanban
Worker 2 finishes a part, outbound moves over
2 gets another part to work on: 2 takes off 1’s green tag giving it back
to 1, and puts on her blue tag and moves it into
position.
Flow of work
32
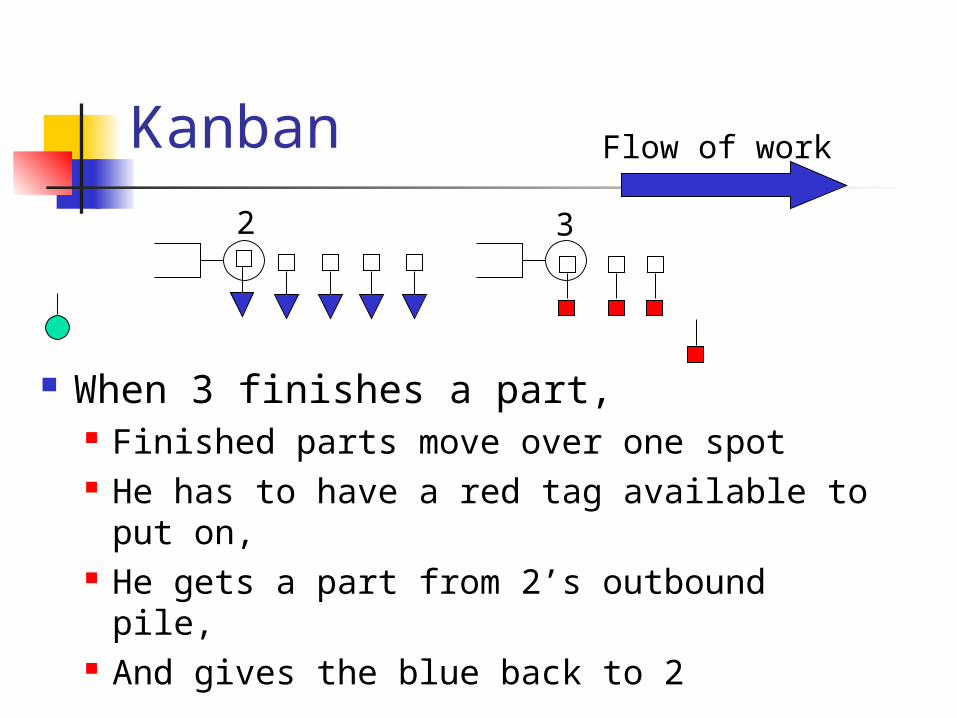
Kanban
When 3 finishes a part, Finished parts move over one spot He has to have a red tag available to
put on, He gets a part from 2’s outbound pile, And gives the blue back to 2
Flow of work
32

Kanban
When 3 finishes a part, Finished parts move over one spot He has to have a red tag available to put on, He gets a part from 2’s outbound pile, And gives the blue back to 2
3’s production will be taken by 4, offstage right. Tag goes back into 3’s bin
Flow of work
32

Kanbans
Red finishes his part next.
But 4 hasn’t freed up any of the red kanbans, so there is nothing for 3 to work on now.
3 could maintain his machine, or see if 4 needs help
32
32

How is this Different?
Processes can become idled (blocked) or starved
This makes you painfully aware of problems in your system.
Material moves through the system so quickly no in-process recordkeeping is needed.
Importance of Flow Ohno was very clear about this:
“Kanban is a tool for realizing just-in-time. For this tool to work fairly well, the process must be managed to flow as much as possible. This is really the basic condition. Other important conditions are leveling the product as much as possible, and always working in accordance with standard work methods.-- Ohno, 1988, p. 3

Performance and WIP Level Less WIP means products go through
system faster reducing the WIP makes you more
sensitive to problems, helps you find problems faster
Stream and Rocks analogy: Inventory (WIP) is like water in a stream It hides the rocks Rocks force you to keep a lot of water (WIP) in
the stream

Lowering Inventory Reduces Waste
WIP hides problems

Lowering Inventory Reduces Waste
WIP hides problems

Lowering Inventory Reduces Waste
Reducing WIP makesproblem very visible
STOP

Lowering Inventory Reduces Waste
Remove problem, runWith less WIP

Lowering Inventory Reduces Waste
Reduce WIP again to findnew problems

A contrasting opinion
“Inventory is not the root of all evil, inventory is the flower of all evil.
- Robert Inman,General Motors
Setup Reduction Can’t afford to do huge runs Have to produce in small batches Toyota Die Change: 3 hours down
to 3 SMED: under ten minutes Techniques
Make internal setups into External Eliminate Adjustments Eliminate the Setup
Capacity Buffers System is inflexible, no inventory
buffers, so to respond, need excess capacity
Schedule less than 24 hours per day
‘Two-Shifting’ 4-8-4-8 Cross Training

What about making several products? Each station has to keep on hand
parts to satisfy anything downstream station might ask for
Want to avoid many parts for each of several products
This means more WIP, more inventory, more expense, unless we produce in smaller batches

Production Smoothing & Sequencing Smoothing
Master production schedule: 10,000 /mo. 500 day, 250 a shift 480 minutes means 1 every 1.92 minutes
Sequencing: If mix is 50% A, 25% B, 25% C, produceA-B-A-C-A-B-A-C…

Suppliers Buyer & Supplier form JIT
partnerships JIT partnerships eliminate:
Unnecessary activities In-plant inventory In-transit inventory Poor suppliers
Characteristics of JIT Partnershps Few, nearby suppliers Supplier just like in-house upstream
process Long-term contract agreements Steady supply rate Frequent deliveries in small lots Buyer helps suppliers meet quality Suppliers use process control charts Buyer schedules inbound freight

Supplier Worries Lack of flexibility
Long-term contract with 1 customer Poor customer scheduling Frequent engineering changes Strict quality assurance Small lot sizes Close physical proximity

Supplier Relationships American model:
keep your nose out of my plant. Gain info to force price cuts Lack of trust between suppliers
Firm encourages suppliers to share knowledge, because they don’t worry about competing
Firm helps supplier increase quality, reduce costs

Preventative Maintenance Unexpected loss of production is
fatal to system and must be prevented
Additional maintenance can prevent downtime, or minimize length of interruptions, when they do occur

Inventory Traditionally, inventory exists in case
problems arise. JIT objective: Eliminate inventory JIT requires
Small lot sizes Low setup time Containers for fixed number of parts
JIT inventory: Minimum inventory to keep system running.

Lessons Learned from JIT
The environment can be a control - don’t take setups for granted
Operational details are very important (Ford, Carnegie)
Controlling WIP is important Flexibility is an asset Quality can come first Continual improvement is necessary for
survival

What is not JIT Having shipments come in just
when you need them does not mean JIT goals accomplished
If supplier still produces in large lots, but delivers in small, you have just forced supplier to incur the holding costs

System Requirements Runs with very little inventory Requires high quality Management philosophy of
continuous and forced problem solving
Elimination of waste

Lean Tools Value Stream mapping Takt time (German for pace or beat)
available work time per shift = -------------------------------------------
Customer demand per shift Cycle time = how often a piece
comes off of production line
Where to get more information Taiichi Ohno - Toyota Production
System Schonberger - Japanese
Manufacturing Techniques Factory Physics - Hopp & Spearman Shigeo Shingo - Toyota Production
System

JIT Books in English 1981 –Shigeo Shingo – “Study of the
Toyota Production System” 1982 – Richard Schonberger – “Japanese
Manufacturing Techniques” 1983 – Richard Hall “Zero Inventories” 1988 – Taiichi Ohno – “Toyota
Production System” 1989 – Shigeo Shingo – “Study of the
Toyota Production System”







