
Power-Gen InternationalNovember 29, 2006
Maximizing Operating Effectiveness withIntegrated Combustion and Soot Blowing Optimization
Presented by: Joe Naberhaus
Dynegy Inc., Midwest Fleet Operations
1
AgendaAgenda
Dynegy OverviewMotivations for OptimizationCCPI Project OverviewSoot Cleaning OptimizationLooking Ahead
2
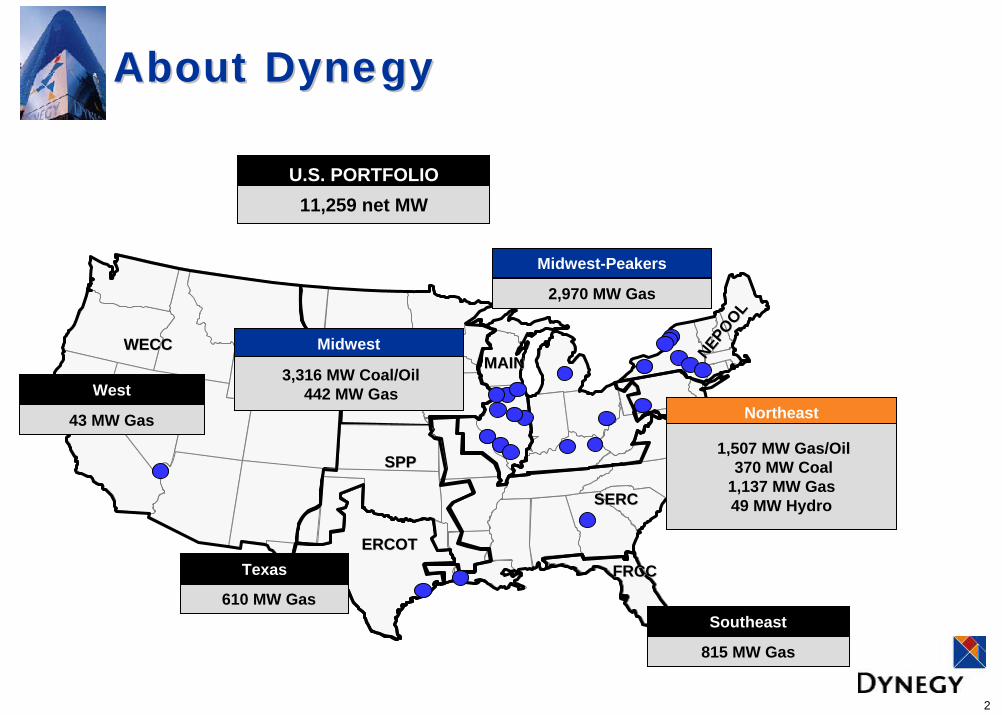
About DynegyAbout Dynegy
NEPOOL
NEPOOL
FRCCFRCC
MAPPMAPP
SPPSPP
MAINMAIN
ERCOTERCOT
WECCWECC
SERCSERC
West
43 MW Gas
Texas
610 MW Gas
Midwest
3,316 MW Coal/Oil442 MW Gas
Southeast
815 MW Gas
Northeast
1,507 MW Gas/Oil370 MW Coal
1,137 MW Gas49 MW Hydro
Midwest-Peakers
2,970 MW Gas
U.S. PORTFOLIO11,259 net MW
3
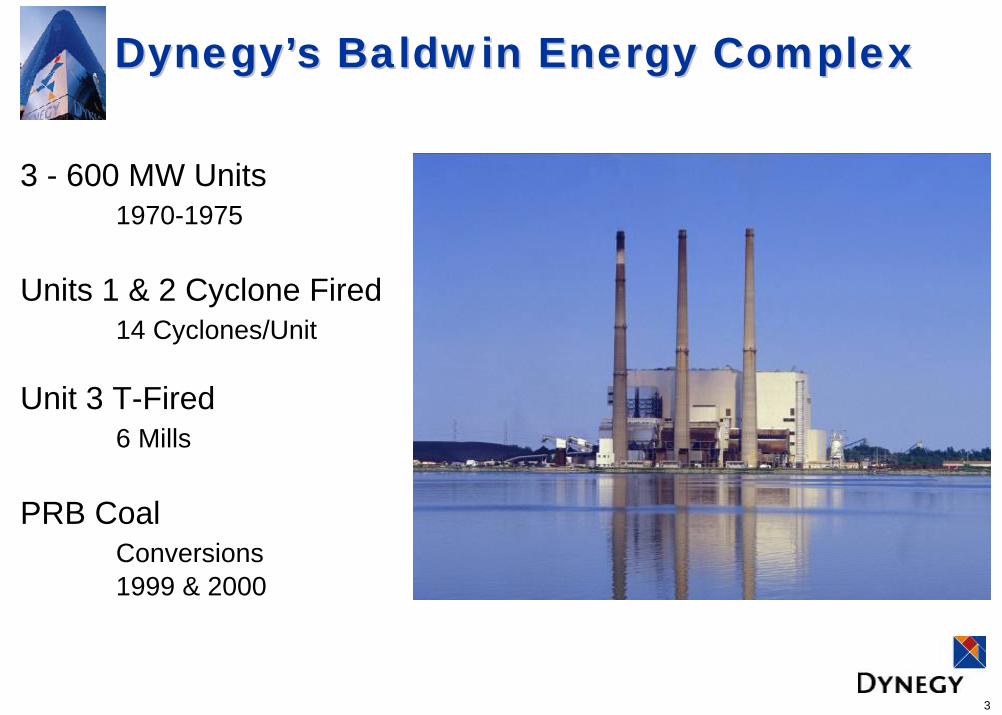
DynegyDynegy’’s Baldwin Energy Complexs Baldwin Energy Complex
3 - 600 MW Units1970-1975
Units 1 & 2 Cyclone Fired14 Cyclones/Unit
Unit 3 T-Fired6 Mills
PRB CoalConversions1999 & 2000
4
Motivations for OptimizationMotivations for Optimization
Full Load PRB operation requires tight control
Loss of spare fuel delivery capacitySmall process changes have significant effectsSeasonal impacts to heat rate
ExpectationsAbility to control key parameters on consistent basisAbility to compensate for changes in coal qualityImproved understanding of available data and its use for improved operationsAbility to optimize controls to meet plant objectives.
5
NeuCoNeuCo’’s CCPI Project @ Baldwins CCPI Project @ Baldwin
About the Clean Coal Power Initiative (CCPI)$1.3 B initiative to demonstrate clean coal technologies in the fieldSponsored by DOE’s National Energy Technology LaboratoryNeuCo’s project at Baldwin selected as Round 1 winner in 2004
Five integrated optimization modules, parallel development
SCRCombustion Soot blowingPerformance Maintenance
Products developed iteratively with multiple releases
6
Why Optimize Soot Cleaning?Why Optimize Soot Cleaning?
Cleaning actions (or lack thereof) affect many plant parameters:
Slagging/fouling impacts heat transferabilityCapacity: Steam and gas temperatures, spray flows, differential pressures, fan limitsPerformance: Boiler efficiency, heat rateEmissions: NOx, Opacity, LOI, COAvailability/Reliability: Waterwall/tube longevity, EFOR, equipment wear-and-tear
Operational complexities:Fuel and equipment variationsSCR/SNCR systemsLOI control objectives
Bottom line economic impact - $$$$
7
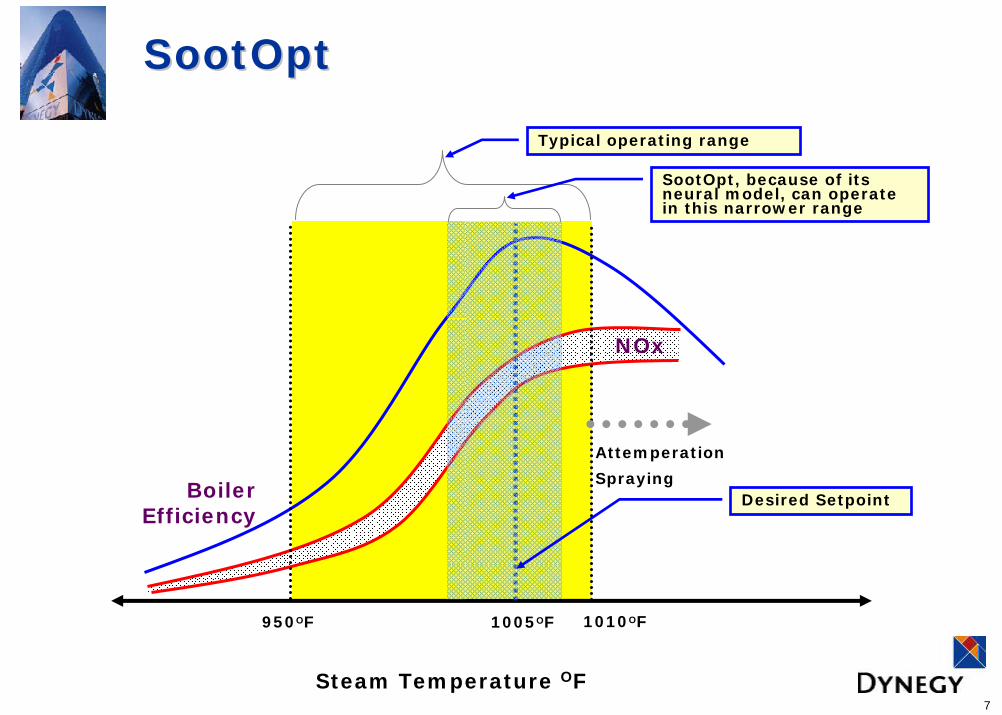
SootOptSootOpt
BoilerEfficiency
Steam Temperature OF
950OF 1010OF1005OF
NOx
Attemperation
Spraying
Typical operating range
Desired Setpoint
SootOpt, because of its neural model, can operate in this narrower range
8
What SootOpt DoesWhat SootOpt Does
Optimizes boiler cleaning based on unit-specific objectives:Improves emissions control (NOx, opacity, CO)
Improves Heat Rate including Reheat & Superheat steam temperature control
Balances tradeoffs between furnace/backpass absorption
Reduces O&M costs by avoiding unnecessary boiler cleaning actions and reducing tube wear and thermal stressing
Compensates for off-design fuels and operations
Leverages existing soot cleaning instrumentation, models, equipment and control systems
9
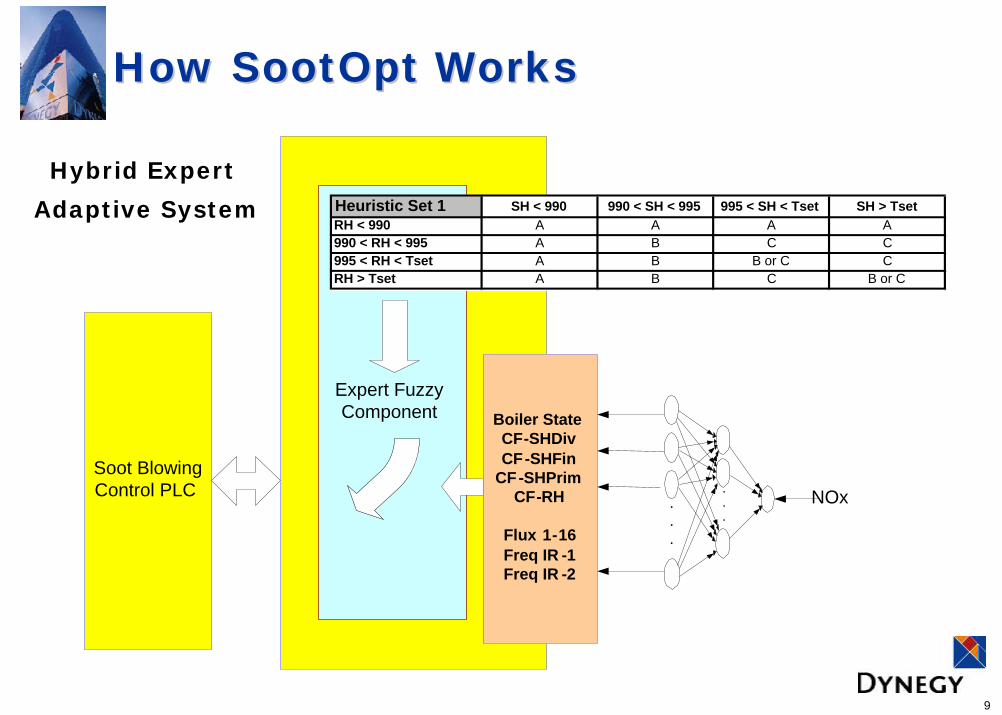
How SootOpt WorksHow SootOpt Works
Hybrid Expert
Adaptive System
Expert Fuzzy Component
Heuristic Set 1 SH < 990 990 < SH < 995 995 < SH < Tset SH > TsetRH < 990 A A A A990 < RH < 995 A B C C995 < RH < Tset A B B or C CRH > Tset A B C B or C
.
.
.
.
.
.
Boiler StateCF-SHDivCF-SHFin
CF-SHPrimCF-RH
Flux 1-16Freq IR -1Freq IR -2
NOxSoot Blowing Control PLC
10
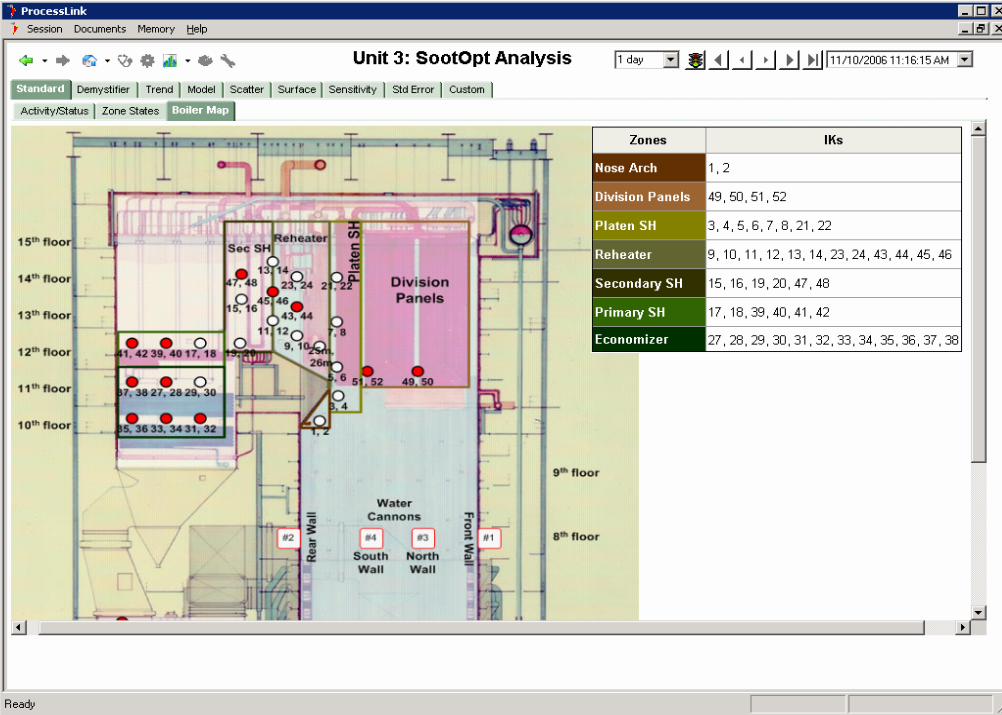
SootOpt at Baldwin Unit 3SootOpt at Baldwin Unit 3
630 MW, Base-Loaded, T-FiredSOFA, Low NOx BurnersHigh variability in PRB coalHeat Flux Sensors and Water CannonsDiamond SentrySeries 1500 control system with locally intelligent controlsPrecisionClean and standard IK’s in convection passAlso thermocouples and FEGTPrevailing sootblowing guidelines:
ISB preset flux targets in the furnace, operators interveneOperator initiated in the convection pass
11
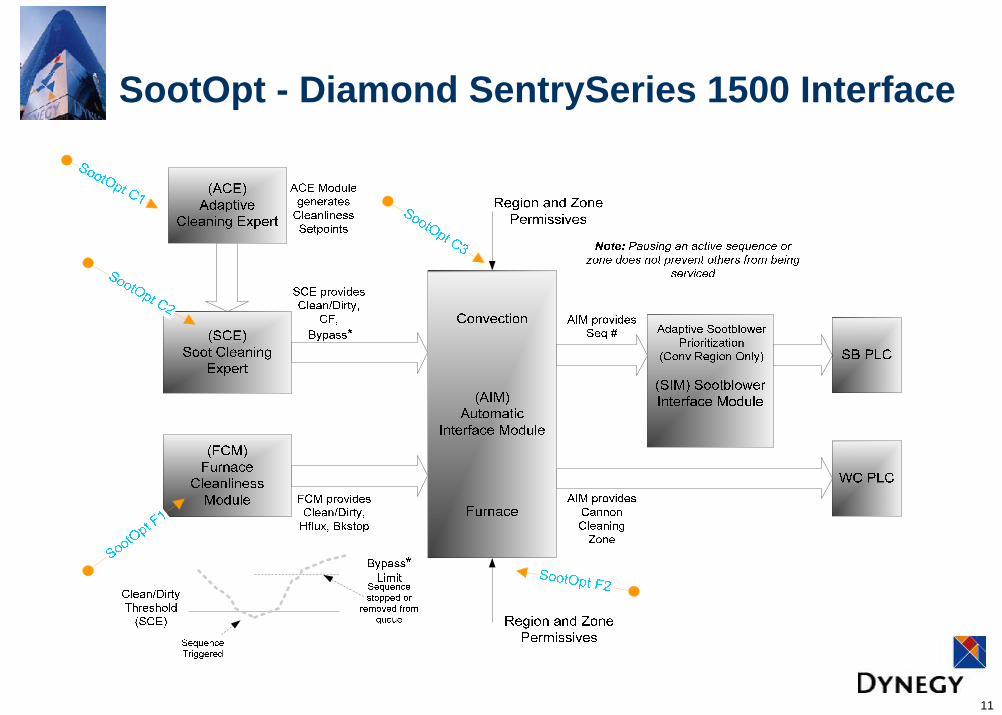
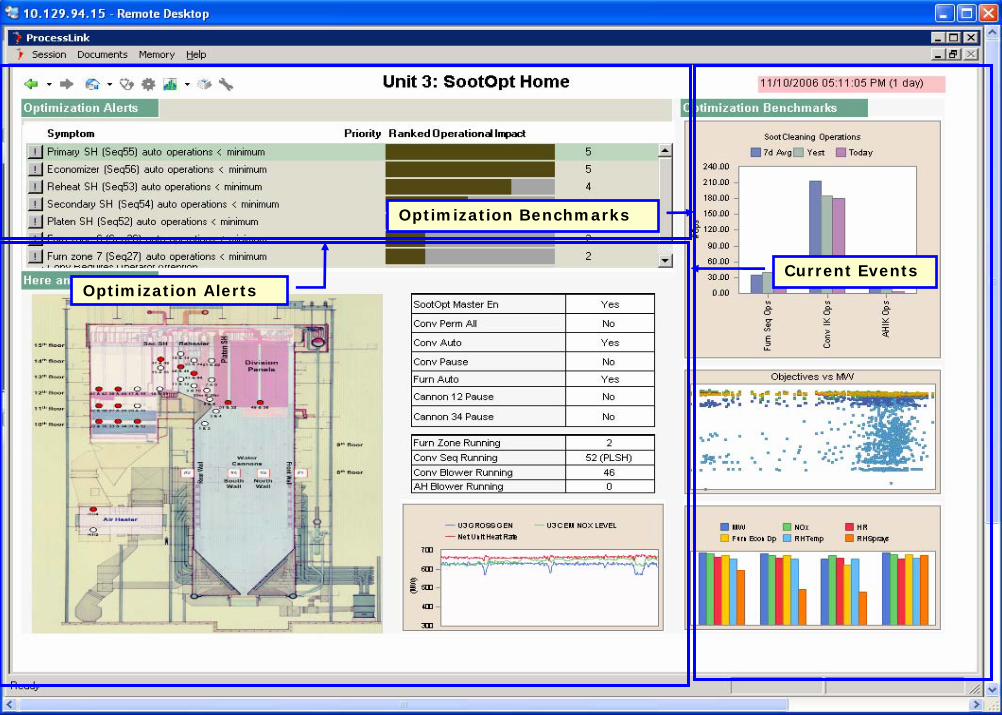
SootOpt - Diamond SentrySeries 1500 Interface
12
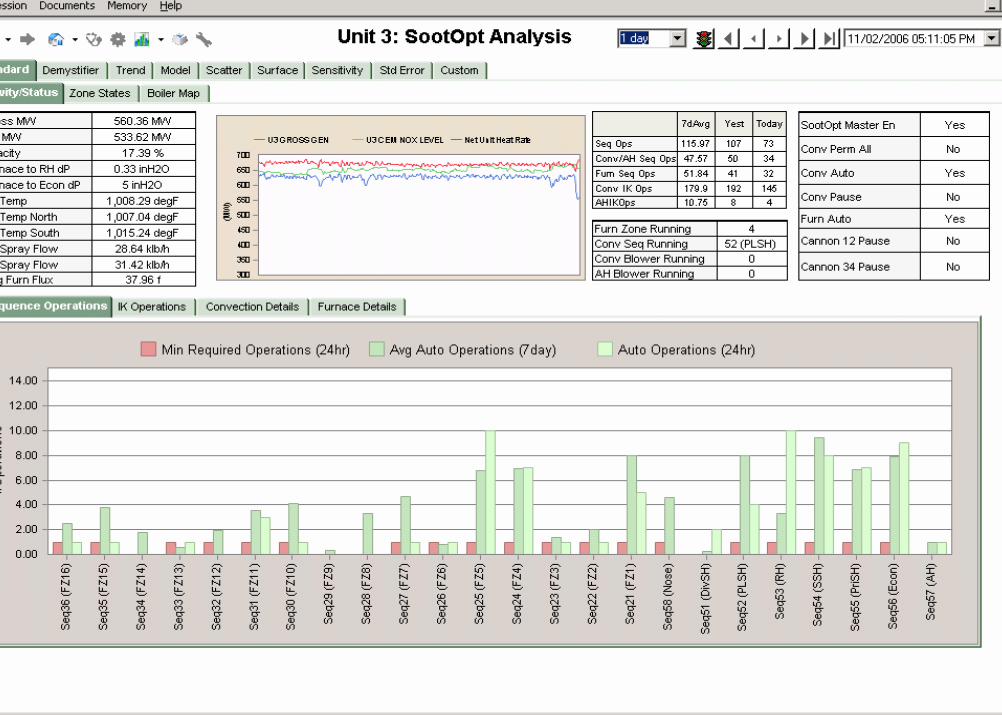
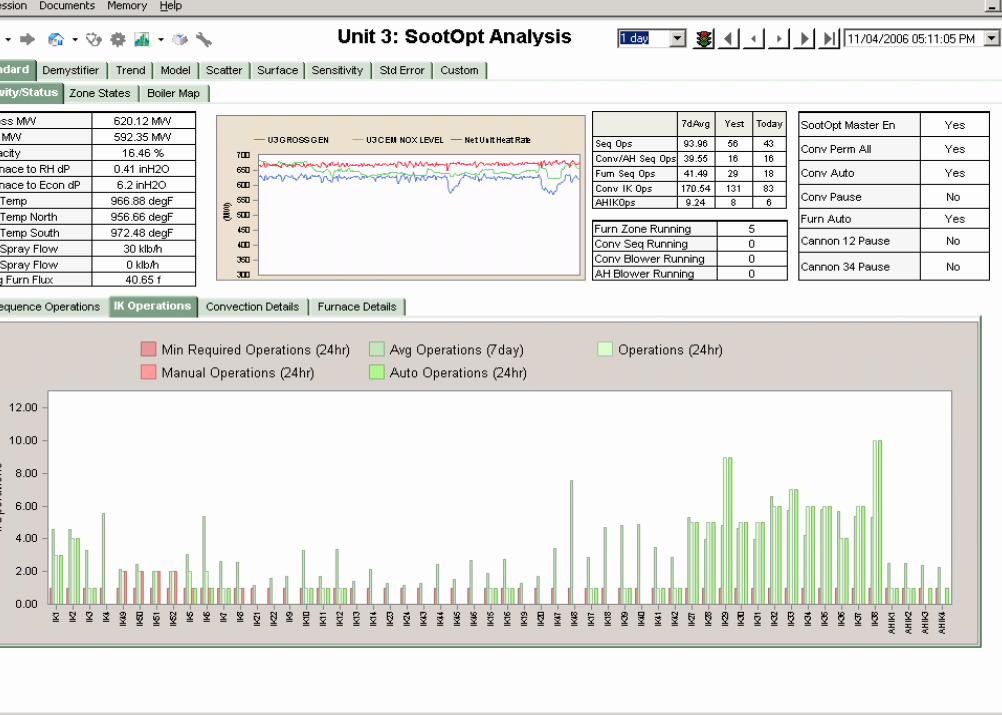
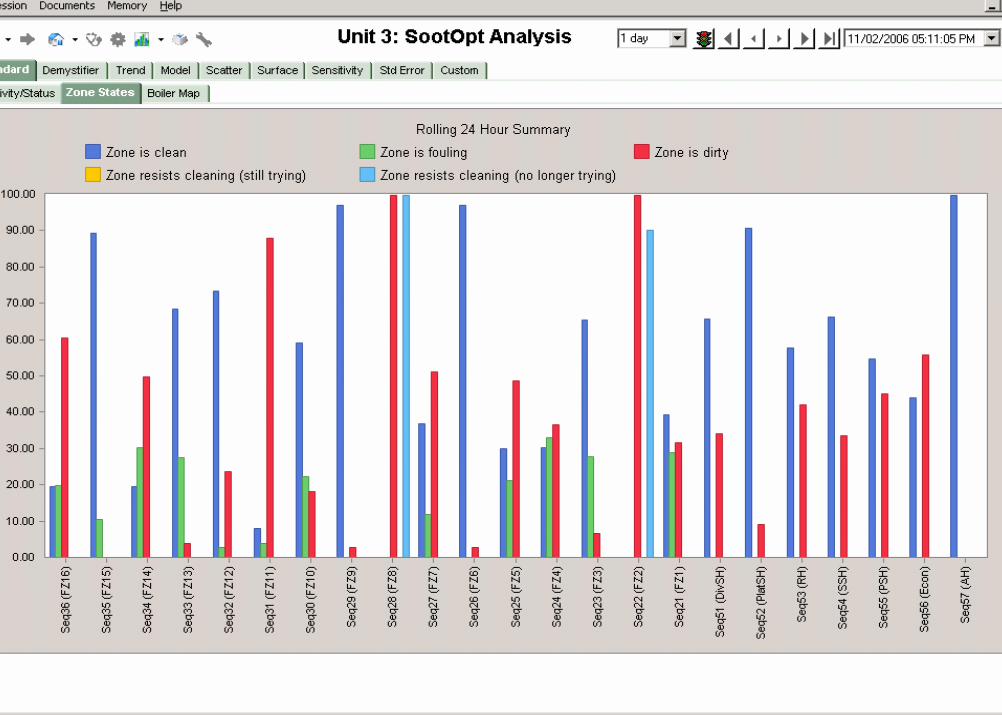
Optimization Benchmarks
Optimization AlertsCurrent Events
13
14
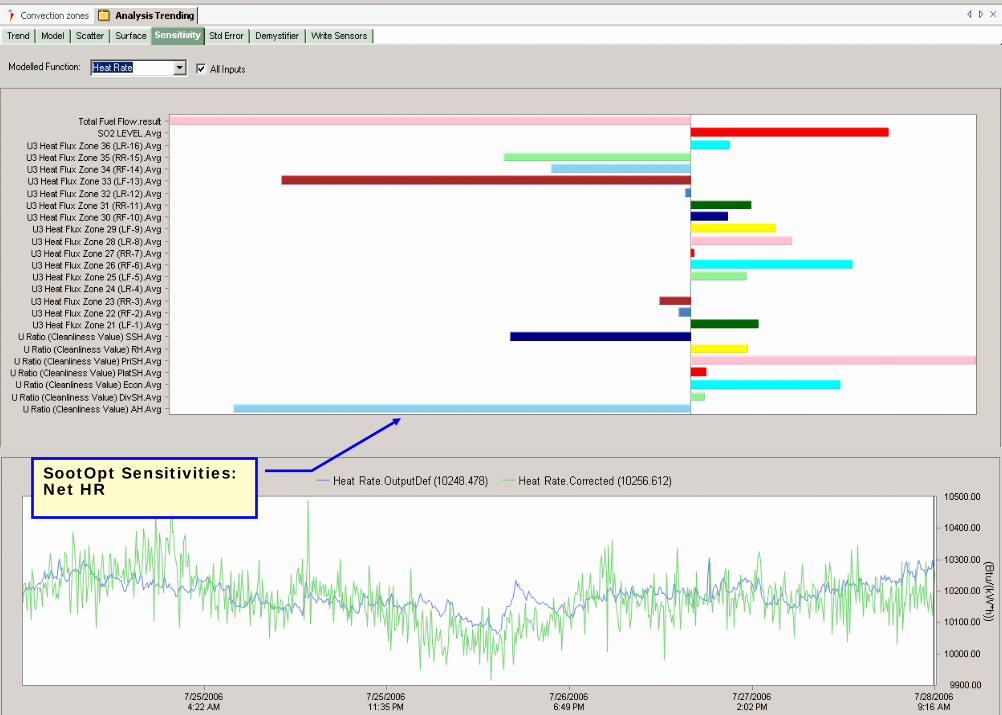
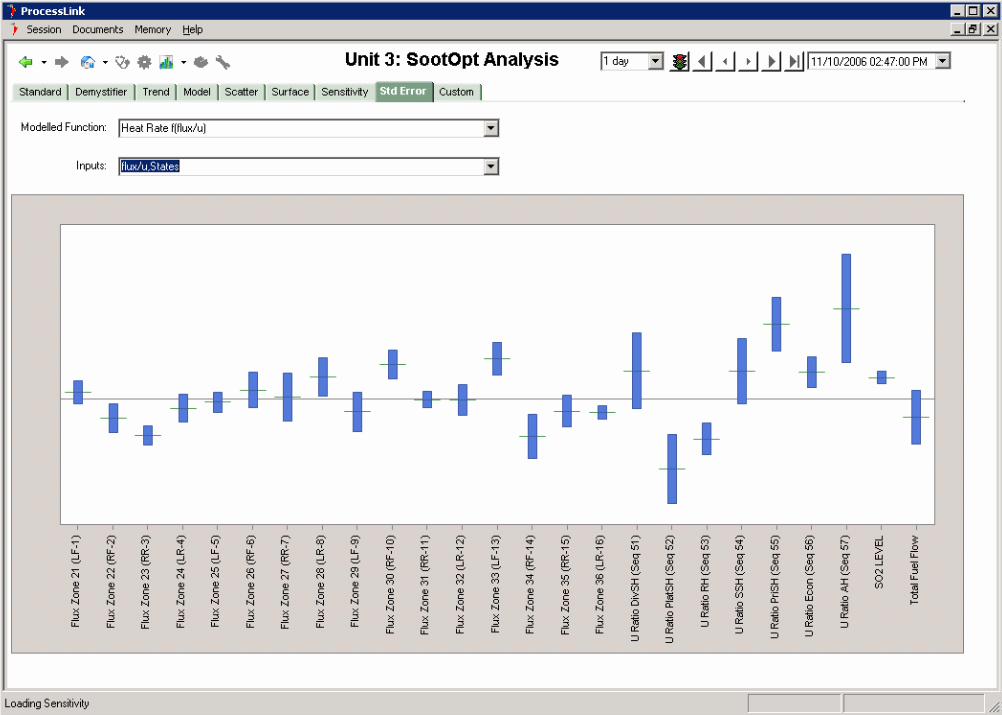
SootOpt Sensitivities: Net HR
15
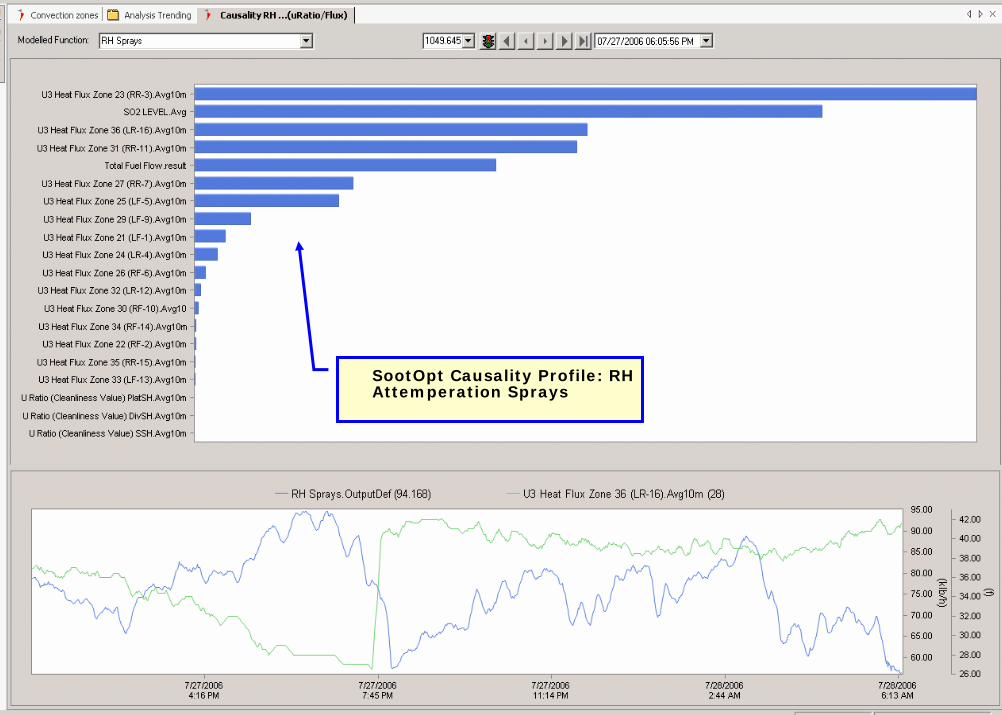
SootOpt Causality Profile: RH Attemperation Sprays
17
18
19
20
21
SootOpt at Baldwin: Results Thus FarSootOpt at Baldwin: Results Thus Far
Operating and Producing Results on Unit 3Initially operated only on Water Cannons for furnace cleaningNow operating on furnace and all convection pass regionsNow being integrated with CombustionOpt
Being installed on Unit 2 nowUnique opportunity to quantify contributions of individual ISB control and instrumentation components
22
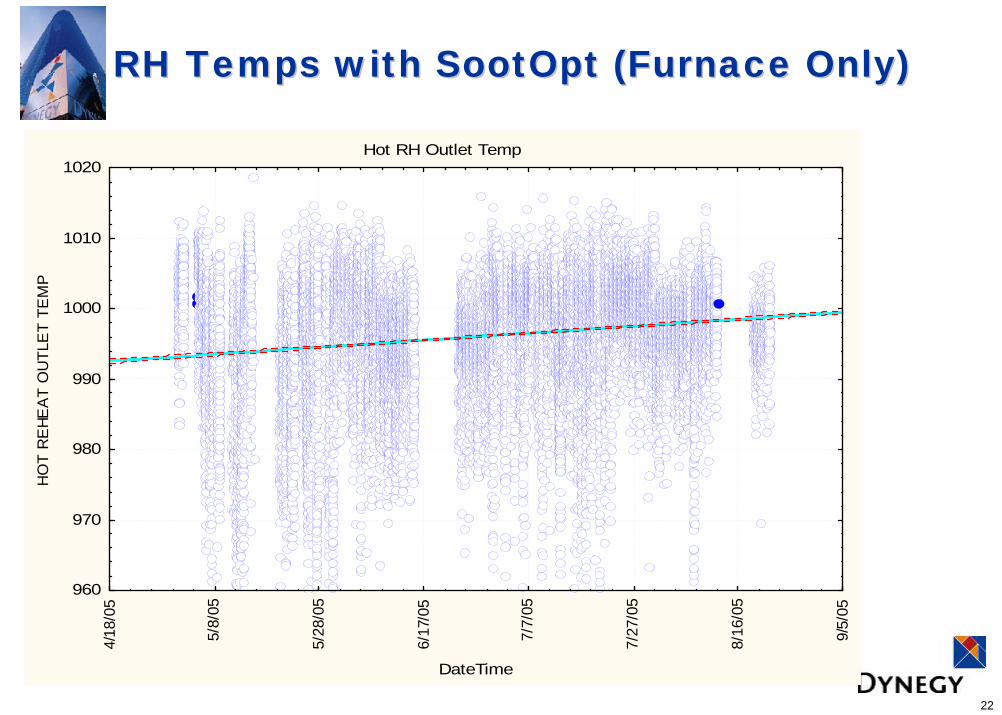
RH Temps with SootOpt (Furnace Only)RH Temps with SootOpt (Furnace Only)
Hot RH Outlet Temp
4/18
/05
5/8/
05
5/28
/05
6/17
/05
7/7/
05
7/27
/05
8/16
/05
9/5/
05
DateTime
960
970
980
990
1000
1010
1020
HO
T R
EHE
AT
OU
TLE
T TE
MP
23
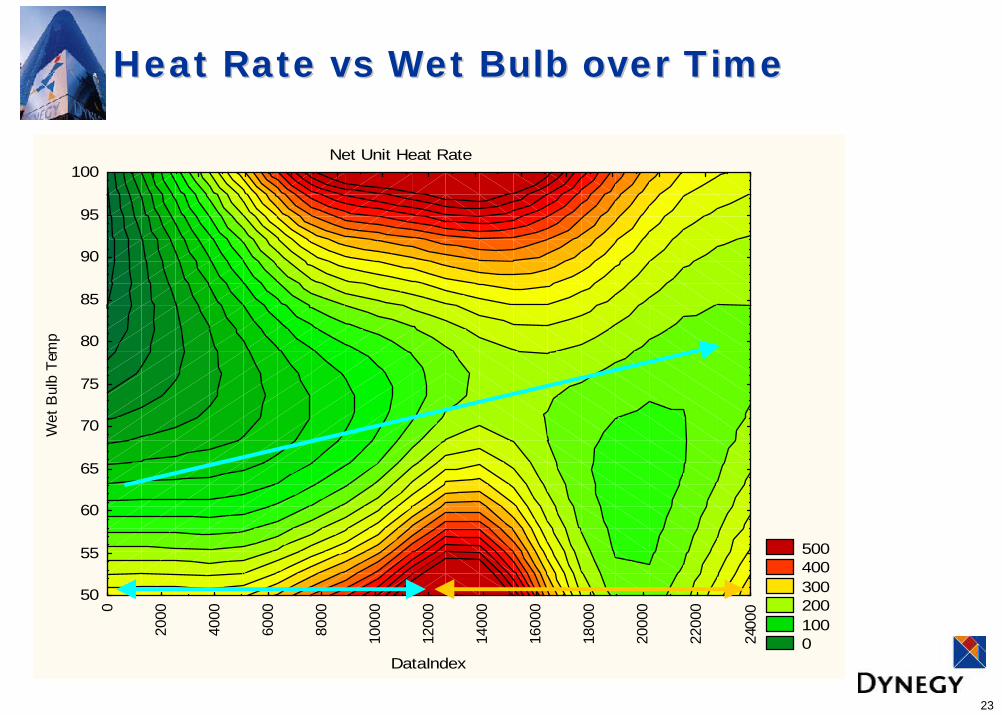
Net Unit Heat Rate
500 400 300 200 100 0
0
2000
4000
6000
8000
1000
0
1200
0
1400
0
1600
0
1800
0
2000
0
2200
0
2400
0
DataIndex
50
55
60
65
70
75
80
85
90
95
100
Wet
Bul
b Te
mp
Heat Rate Heat Rate vsvs Wet Bulb over TimeWet Bulb over Time
24
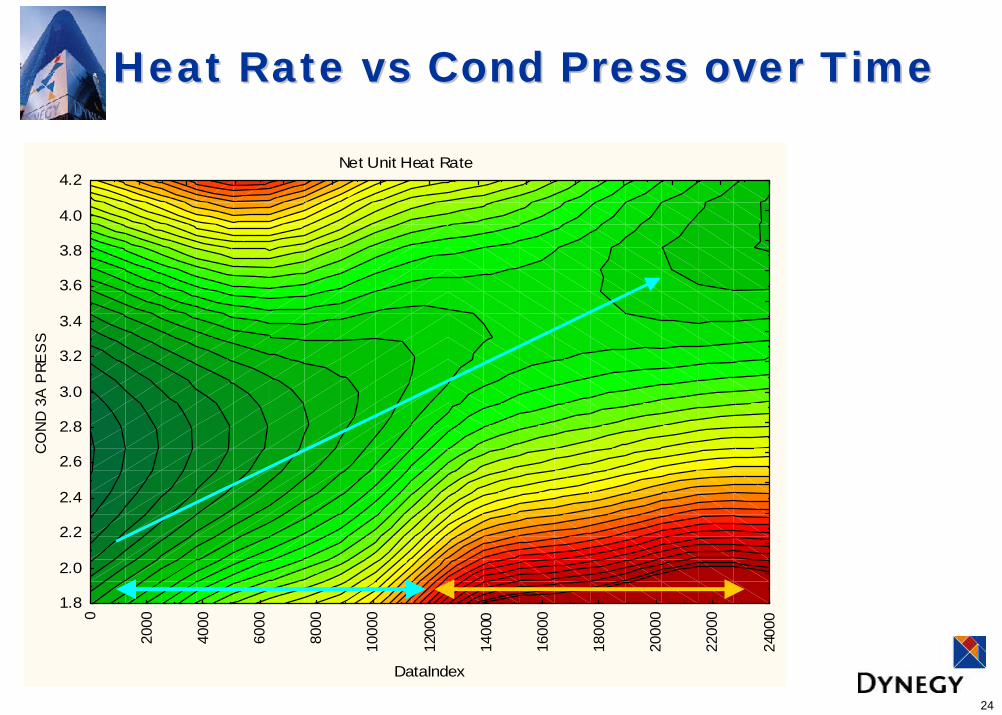
Heat Rate Heat Rate vsvs CondCond Press over TimePress over Time
Net Unit Heat Rate
0
2000
4000
6000
8000
1000
0
1200
0
1400
0
1600
0
1800
0
2000
0
2200
0
2400
0
DataIndex
1.8
2.0
2.2
2.4
2.6
2.8
3.0
3.2
3.4
3.6
3.8
4.0
4.2
CO
ND
3A
PRE
SS
25
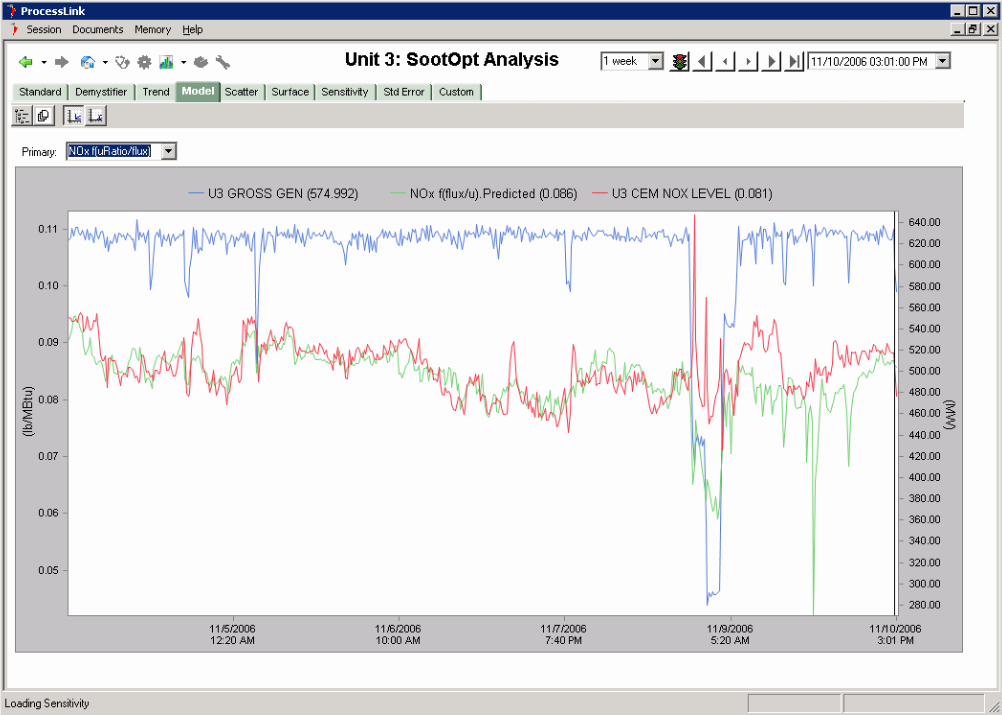
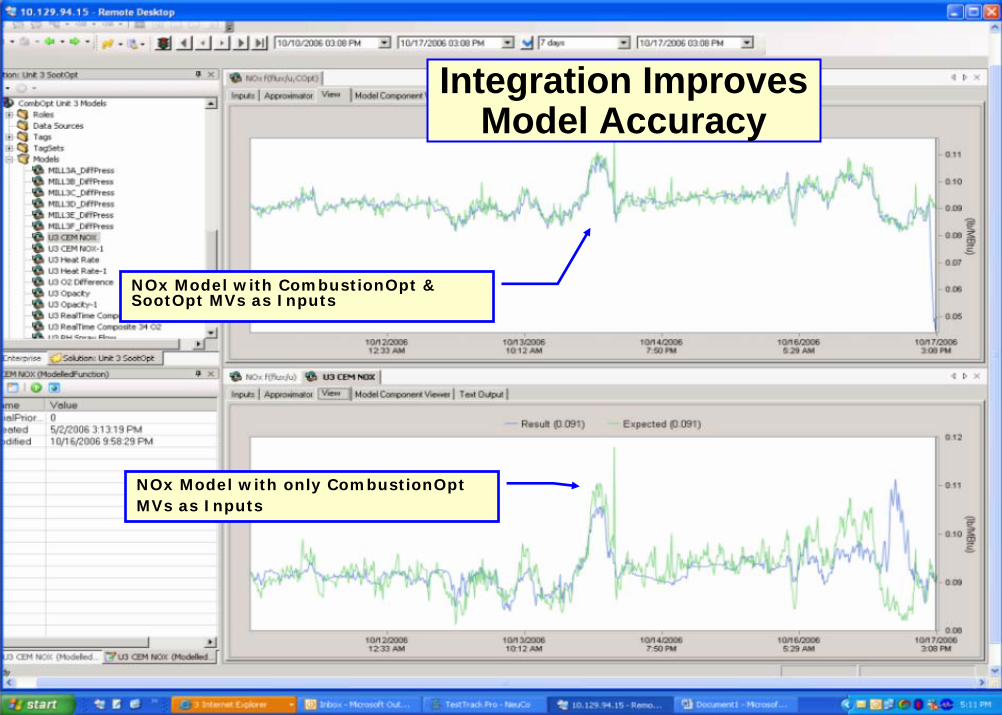
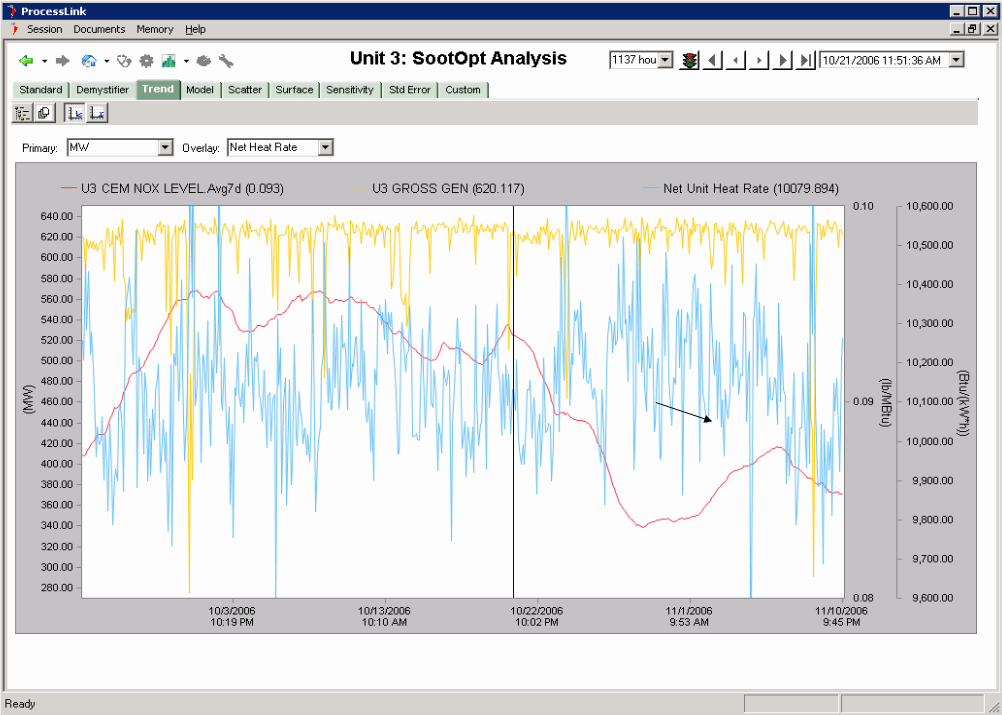
NOx Model with CombustionOpt & SootOpt MVs as Inputs
NOx Model with only CombustionOptMVs as Inputs
Integration Improves Model Accuracy
26
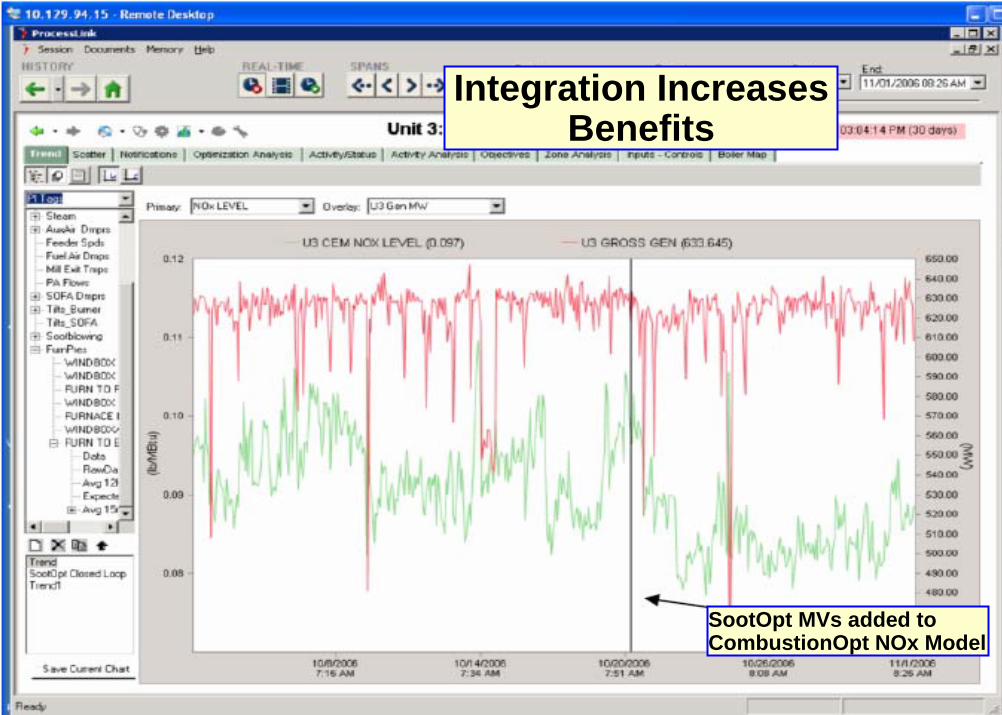
SootOpt MVs added to CombustionOpt NOx Model
Integration Increases Benefits
27
28
29
SootOpt SootOpt –– SummarySummary
SootOpt improves control of heat-transfer process
Relates impacts to global objectives. Searches for global optimum across multiple sometimes competing objectives
SootOpt performance can be changed by changing relative priority of objectives, e.g., Steam Temperature Max vs. Heat Rate, or all can be given equal priority
Lets user assess where priority should be given based on bottom line impact.
The highly inter-related processes of combustion and boiler cleaning confirms the need for integration to achieve maximum benefits
30
Looking AheadLooking Ahead
Complete Integration of CombustionOpt and SootOpt and at Unit 3Complete installation of SootOpt on Unit 2Integrate CombustionOpt, SCR-Opt, SootOpt, PerformanceOpt and MaintenanceOpt at Unit 2Further refine CombustionOpt, PerformanceOpt & MaintenanceOpt at Unit 1Further refine Unit and Plant AdvisorsSubsequent refinement and releases based on feedback from Baldwin and other NeuCo Showcase sites







