

MFK cast iron cutterHigh efficient cutter with 10 cutting edges per insert
2
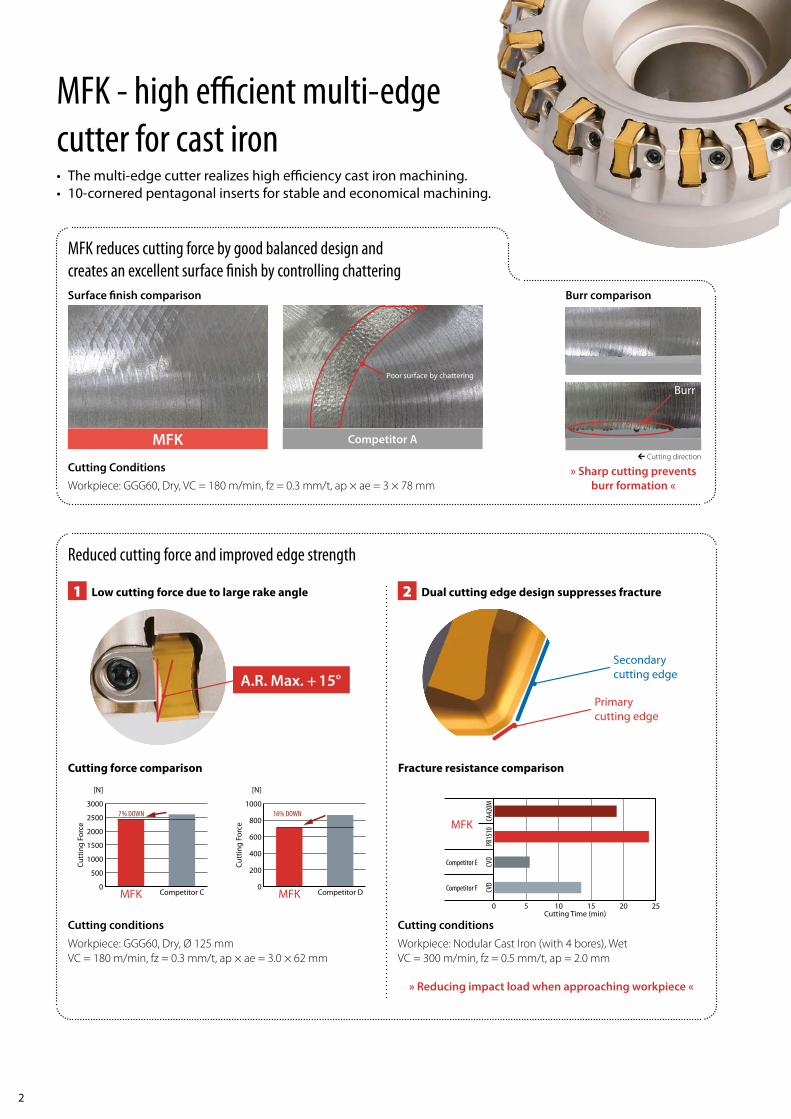
MFK - high efficient multi-edge cutter for cast iron• The multi-edge cutter realizes high efficiency cast iron machining.• 10-cornered pentagonal inserts for stable and economical machining.
MFK reduces cutting force by good balanced design and creates an excellent surface finish by controlling chattering
MFK Competitor A
Poor surface by chattering
Surface finish comparison Burr comparison
Cutting direction
Cutting Conditions
Workpiece: GGG60, Dry, VC = 180 m/min, fz = 0.3 mm/t, ap × ae = 3 × 78 mm» Sharp cutting prevents
burr formation «
Cutting conditions
Workpiece: GGG60, Dry, Ø 125 mmVC = 180 m/min, fz = 0.3 mm/t, ap × ae = 3.0 × 62 mm
Cutting conditions
Workpiece: Nodular Cast Iron (with 4 bores), WetVC = 300 m/min, fz = 0.5 mm/t, ap = 2.0 mm
Reduced cutting force and improved edge strength
1 Low cutting force due to large rake angle 2 Dual cutting edge design suppresses fracture
Cutting force comparison
A.R. Max. + 15°
3000
2500
2000
1500
1000
500
0MFK Competitor C
[N]
Cutt
ing
Forc
e
7 % DOWN1000
800
600
400
200
0MFK Competitor D
[N]
Cutt
ing
Forc
e
16% DOWN
PR15
10CV
DCV
DCA
420M
MFK
Competitor E
Competitor F
0 5 10 15 20 25Cutting Time (min)
» Reducing impact load when approaching workpiece «
Primarycutting edge
Secondary cutting edge
Fracture resistance comparison
Burr

3
Toolholder lineup for various applicationsFine pitch type and extra fine pitch type are available.
Fine Pitch (Example : Ø 125, 12 inserts)
• Recommended for low rigidity workpiece
• For wide application range
Extra Fine Pitch (Example : Ø125, 18 inserts)
• Recommended for high rigidity workpiece
• For high efficiency machining
New CVD grade for milling CA420M realizes long tool life and stable machiningInsert grade lineup Wear resistance comparison
CA420MLong tool life
(1st recommendation)
PR1510Stable machining
PR1525Fracture resistance
0.10 10 20 30 40 50
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Cutting Time (min)
Cutting Conditions
Workpiece: Nodular Cast Iron, DryVC = 200 m/min, fz = 0.3 mm/t, ap × ae = 2.0 × 80 mm
CA420MCompetitor G
Wea
r (m
m)
Fracture
Applicable to various applications with wide range lineup of chipbreakers
General use: GM Chipbreaker
Finishing: GL Chipbreaker
Strong edge: GH Chipbreaker
Wiper edge: W Chipbreaker

4
MFK Face Mill
#1 #2
#3 #4
øC øD1
øD
S
G
ød4
ød3b
aE
ød
H
øD1øD
S
ød1
ød
b
a
E
H
VD1øDød2
ød1
ød
øD2 øD2
b
aE
S
H
øD1
øDC1C
S
ød6
ød5
ød4
ød3
G
b
aE
ød
H
ød1
ød1
70°
70°
70°70°
øD2 øD2
Rake Angle ( ° )
Description A.R. R.R.
MFK080R-OO
(MAX.)+15°
-7°
MFK100R-OO -6°
MFK125R-OO…MFK315R-OO
-5°
Toolholder dimensions
DescriptionStan-dard
No. of inserts
Dimension (mm)Drawing Weight (kg)
øD øD1 øD2 ød ød1 ød2 H E a b s ød3 ød4 ød5 ød6 øC øC1 G
Met
ric
Fine p
itch
MFK 080R-11-8T-M N 8 80 89 76 27 20 13
63
24 7 12.4
6.0
– –
– –
–
–
– #1 1.87100R-11-10T-M N 10 100 109 96 32 26 17 28 8 14.4 2.99125R-11-12T-M N 12 125 134 100 40 55
–
33 9 16.4 #2 3.56160R-11-16T-M N 16 160 169 70 14 20 66.7 28
#34.51
200R-11-20T-M N 20 200 209 142 60 110 40 14 25.7 18 26 101.6 327.35
250R-11-24T-M N 24 250 259 10.43315R-11-28T-M MTO 28 315 324 220 22 32 177.8 #4 19.41
Extra
Fine
pitch
MFK 080R-11-10T-M N 10 80 89 76 27 20 13
63
24 7 12.4
6.0
– –
– –
–
–
– #1 1.81100R-11-14T-M N 14 100 109 96 32 26 17 28 8 14.4 2.86125R-11-18T-M N 18 125 134 100 40 55
–
33 9 16.4 #2 3.38160R-11-22T-M N 22 160 169 70 14 20 66.7 28
#34.32
200R-11-28T-M N 28 200 209 142 60 110 40 14 25.7 18 26 101.6 327.10
250R-11-36T-M N 36 250 259 10.07315R-11-44T-M MTO 44 315 324 220 22 32 177.8 #4 18.92
Inch
Fine p
itch
MFK 080R-11-8T O 8 80 89 76 31.75 26 17
63
32 8 12.7
6.0
– –– –
––
–#1 1.76
100R-11-10T O 10 100 109 96 2.98125R-11-12T O 12 125 134 100 38.1 55
–
38 10 15.9 #2 3.65160R-11-16T O 16 160 169 50.8 70 11 19.1 4.62200R-11-20T O 20 200 209 142 47.625 110 40 14 25.4 18 26 101.6 32 #3 7.65250R-11-24T O 24 250 259 10.73315R-11-28T MTO 28 315 324 220 22 32 177.8 #4 19.71
Extra
Fine
pitch
MFK 080R-11-10T O 10 80 89 76 31.75 26 17
63
32 8 12.7
6.0
– –– –
––
–#1 1.70
100R-11-14T O 14 100 109 96 2.85125R-11-18T O 18 125 134 100 38.1 55
–
38 10 15.9 #2 3.44160R-11-22T O 22 160 169 50.8 70 11 19.1 4.44200R-11-28T O 28 200 209 142 47.625 110 40 14 25.4 18 26 101.6 32 #3 7.40250R-11-36T O 36 250 259 10.36315R-11-44T MTO 44 315 324 220 22 32 177.8 #4 19.21
Spare parts and applicable inserts
Description(Metric)
Wedge Wedge screw Wrench Mounting Bolt
Applicable InsertsDescription
(Inch)
Wedge Wedge screw Wrench Mounting Bolt
Applicable Inserts
MFK 080R-11-8T-M
C09N W6X18N TT-15
HH12X35PNMG1106XNEN-GMPNMG1106XNEN-GHPNEG1106XNEN-GLPNEG1106XNER-W
MFK 080R-11-8T
C09N W6X18N TT-15
HH16X40PNMG1106XNEN-GMPNMG1106XNEN-GHPNEG1106XNEN-GLPNEG1106XNER-W
100R-11-10T-M HH16X40 100R-11-10T125R-11-12T-M
–
125R-11-12T
–160R-11-16T-M 160R-11-16T200R-11-20T-M 200R-11-20T250R-11-24T-M 250R-11-24T315R-11-28T-M 315R-11-28T
MFK 080R-11-10T-M
C09N W6X18N TT-15
HH12X35PNMG1106XNEN-GMPNMG1106XNEN-GHPNEG1106XNEN-GLPNEG1106XNER-W
MFK 080R-11-10T
C09N W6X18N TT-15
HH16X40PNMG1106XNEN-GMPNMG1106XNEN-GHPNEG1106XNEN-GLPNEG1106XNER-W
100R-11-14T-M HH16X40 100R-11-14T125R-11-18T-M
–
125R-11-18T
–160R-11-22T-M 160R-11-22T200R-11-28T-M 200R-11-28T250R-11-36T-M 250R-11-36T315R-11-44T-M 315R-11-44T
● : Std. Item ○ : Check availability MTO : Made to order

5
Insert DescriptionDimension (mm)
CVD Coated Carbide
Megacoat Nano
A T X Z CA420M PR1510 PR1525
General
A
X
Z
T
PNMG1106XNEN-GM
17.23
6.35
2.0 2.0
N N N
Tough edge
A
X
Z
T
PNMG1106XNEN-GH N N N
Surface-finish Oriented
T
A
X
Z PNEG1106XNEN-GL 17.18 2.6 2.6 N N N
Wiper insert (2-edge)
X
Z
A
T
PNEG1106XNER-W 18.02 2.0 10.0 N N N
Applicable inserts
Recommended cutting conditions
Recommended application range
Workpiece material Insert grade Cuting speed (m/min) Chipbreakersfz (mm/t) feed per tooth
0.06 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Gray Cast Iron
CA420M 170 ~ 230 ~ 300 GM★
PR1510120 ~ 180 ~ 250
GH✩
PR1525 GL
Nodular Cast Iron
CA420M 150 ~ 200 ~ 250 GM★
PR1510100 ~ 150 ~ 200
GH✩
PR1525 GL
GL GM
W
GH
fz (mm/t)
ap (m
m)
6.0
4.0
2.0
0.1 0.2 0.3 0.4fz (mm/t)
ap (m
m)
GL
GM
W
GH6.0
4.0
2.0
0.1 0.2 0.3 0.4
Workpiece: Gray Cast Iron Workpiece: Nodular Cast Iron
NotesWhen using W type, please use together with GM or GH. If machining over fz = 0.2, insert corner will be damaged. The main cutting edge of W type insert is receding from that of GM and GH. Therefore, the feed rate for the insert next to W type is double of the other inserts.
● : Std. Item ○ : Check availability MTO : Made to order
● 0.25
● 0.3
● 0.12
● 0.2
● 0.25
● 0.1

6
Case studies
GG25 (Gray Cast Iron)
720 1.000
• Machine base• Vc = 160 m/min• fz = 0.16 mm/t(Vf = 782 mm/min)
• ap × ae = 3 × 100 mm• Dry• MFK125R-11-12T (12 inserts)• PNMG1106XNEN-GM (PR1510)
PR1510 Chip removal rate = 235 cc/min
Competitor H (12 inserts) Chip removal rate = 125 cc/min
Light noise and small vibration even increasing cutting speed and feed rate.
GG25 (Gray Cast Iron)
800 800
• Base• Vc = 160 m/min• fz = 0.18 mm/t
(Vf = 917mm/min)
• ap × ae = 3 × 140 mm• Dry• MFK200R-11-20T (20 inserts)• PNMG1106XNEN-GM (CA420M)
CA420M Chip removal rate = 385 cc/min
Competitor I (12 inserts)
Chip removal rate = 167 cc/min
CA420M improved the efficiency by 2.3 times. Small noise and stable machining.
Efficiency
2.3 times
GG30 (Gray Cast Iron)
2.2 m
10 m
• Bed• Vc = 150 m/min• fz = 0.26 mm/t
(Vf = 1,242 mm/min)
• ap × ae = 3 × 100 mm• Dry• MFK160R-11-16T (16 inserts)• PNMG1106XNEN-GM (CA420M)
CA420M Chip removal rate = 372 cc/min
Conventional K (8 inserts)
Chip removal rate = 93 cc/min
CA420M improved the efficiency by 4 times compared to Conventional K.
GGG60 (Nodular Cast Iron)
• Mold part• Vc = 90 m/min• fz = 0.34 mm/t
(Vf = 974 mm/min)
• ap × ae = 2 × 60 mm• Dry• MFK080R-11-8T (8 inserts)• PNMG1106XNEN-GM (PR1525)
PR1525 Machining efficiency: 3 pcs/edge
Competitor J (8 inserts)
Machining efficiency: 1 pcs/edge
Competitor J had chipping after machining 1pc. PR1525 kept good edge condition and stable machining after machining 3 pcs.
Efficiency
4 timesTool life
3 times
Efficiency
2 times

7

TZE00066
www.kyocera-unimerco.com
GERMANYKYOCERA UNIMERCO Tooling GmbHHammfelddamm 6 · 41460 NeussPhone +49 (0)2131 1637 115Fax +49 (0)2131 1637 [email protected]
ITALYKYOCERA UNIMERCO Tooling GmbH, Italy BranchVia Torino 51 · 20123 Milan Phone +39-02 00620 845Fax +39-02 00620 [email protected]
SPAINKYOCERA UNIMERCO Tooling GmbH, Spain BranchAvenida Manacor 4 · 28290 Las Matas, MadridPhone +34-91-631-83-92-802Fax [email protected]
POLANDKYOCERA UNIMERCO Tooling Sp. z o.o.ul. Gwiaździsta 66, 53-413 WrocławPhone (+48) 71 381 12 15Fax (+48) 71 381 12 [email protected]
FRANCEKYOCERA Fineceramics S.A.S.21 Rue de Villeneuve · 94583 RungisPhone +33 (0) 1 41 73 73 40Fax +33 (0) 1 56 72 18 [email protected]
TURKEYKYOCERA UNIMERCO Tooling GmbH, Turkey Liaison O�ceBuyukdere Caddesi 195 · Levent, IstanbulPhone +90 (0) 212 703 3165Fax +90 (0) 212 324 [email protected]
UNITED KINGDOMKYOCERA UNIMERCO Tooling Ltd.101 Attercli�e Road · She�eld S4 7WWPhone +44 (0)1142 788787Fax +44 (0)1142 [email protected]
SWEDENKYOCERA UNIMERCO Tooling ABSagaholmsvägen 9 · 553 02 JönköpingPhone +46 036-34 46 00Fax +46 036-31 32 [email protected]
NORWAYKYOCERA UNIMERCO Tooling A/SKarihaugveien 89 · 1086 OsloPhone +47 22 72 06 02Fax +47 22 30 92 [email protected]
DENMARKKYOCERA UNIMERCO Tooling A/SDrejervej 2 · DK-7451 SundsPhone +45 97 14 14 11Fax +45 97 14 14 [email protected]
RUSSIAKYOCERA Fineceramics GmbH, Russia Representative O�ceProspekt Andropova 18, Bldg. 6, O�ce No. 4-03 · 115432 MoscowPhone +7 (495) 258 70 27Fax +7 (495) 258 70 [email protected]







