

CFRP in Orthopedics:OPPORTUNITIES IN EXOSKELETONS
A property of Gardner Business Media
DOWNLOAD this issue ofCompositesWorld
in a low-res PDF format— CLICK HERE —
VOL 2 No- 6
JUNE 2016
Selective reinforcements boost “commodity” FRP properties / 20
Structural adhesives, Part I: Industrial applications / 30
Virtual simulation yields one- piece <700g CF bike frame / 44

BETTER PARTSLOWER COSTLET US SHOW YOU HOW
CONTACT US AT [email protected]
Quasi-Isotropic Fabric
513-688-3226 | braider.com
0616 A P Technology.indd 1 5/9/16 2:08 PM

COLUMNS 4 From the Editor
6 Past, Present and Future
10 Perspectives & Provocations
12 Gardner Business Index
20 Work In ProgressContributing writer Peggy Malnati provides this detailed examination of a selective reinforcement strategy for what are generally considered "commodity" composites that has reportedly demonstrated "transformative" benefits in finished parts in terms of weight and cost reduction, plus large increases in flexural strength, stiffness and impact strength.
» DEPARTMENTS 14 Trends37 Calendar38 Applications40 New Products42 Marketplace 43 Showcase 43 Ad Index
» ON THE COVER The INDEGO exoskeleton, which uses car-
bon fiber in the foot braces, has been FDA-approved for increased efficiency during rehabilitation of those afflicted with spinal cord injuries. Demand for similar “wearable robots” in the workplace is predicted to be on par with that for industrial robots. The role composites will play in this likely huge market, however, is potentially big but still unclear. Read more on p. 24.
Source / Parker Hannifin
FOCUS ON DESIGN44 Carbon Fiber Meets
Simulation in Ultralight Bike Frame Rolo Bikes wanted to design a bicycle frame with carbon fiber in mind, and it wanted to test it in the virtual world.By Jeff Sloan
CompositesWorld (ISSN 2376-5232) is published monthly and copyright © 2016 by Gardner Business Media Inc. 6915 Valley Ave., Cincinnati, OH 45244-3029. Telephone: (513) 527-8800. Printed in U.S.A. Periodicals postage paid at Cincinnati, OH and additional mailing offices. All rights reserved. POSTMASTER: Send address changes to CompositesWorld Magazine, 6915
MEMBERSHIPS:Valley Ave., Cincinnati, OH 45244-3029. If undeliverable, send Form 3579.CANADA POST: Canada Returns to be sent to IMEX Global Solutions, PO Box 25542, London, ON N6C 6B2 Canada. Publications Mail Agreement #40612608. The information presented in this edition of CompositesWorld is believed to be
accurate. In applying recommendations, however, you should exercise care and normal precautions to prevent personal injury and damage to facilities or products. In no case can the authors or the publisher accept responsibility for personal injury or damages which may occur in working with methods and/or materials presented herein, nor can the publisher assume responsibility for the validity of claims or performance of items appearing in editorial presentations or advertisements in this publication. Contact information is provided to enable interested parties to conduct further inquiry into specific products or services.
FEATURES24 CFRP: Opportunities in
OrthopedicsOrthopedics is the branch of medicine that addresses impairments of the skeletal system, ligaments and muscles. It comprises two sectors: prosthetics — devices that substitute for a limb or joint — and orthotics, such as lower back supports and knee braces, which compensate, assist or stabilize a body part. Carbon fiber has a niche here, but can it secure a larger piece of a high-growth pie?By Ginger Gardiner
30 Structural Adhesives, Part I: IndustrialAlthough fasteners always will have a place in manufacturing assembly, one of the Holy Grails of composites manufacturing is adhesive joinery that eliminates them. Relieved of fastener weight, much lighter bonded composites could be leveraged for cascading weight and cost benefits elsewhere in the larger structures of which they are a part. Today’s myriad chemistry options enable formulators to tailor adhesives to customers’ exact application requirements.By Sara Black 30
24
20
40
CompositesWorld.com 1
JUNE 2016 / Vol: 2 No–: 6
TABLE OF CONTENTS

PUBLISHER Ryan Delahanty [email protected]
EDITOR-IN-CHIEF Jeff Sloan [email protected]
MANAGING EDITOR Mike Musselman [email protected]
TECHNICAL EDITOR Sara Black [email protected]
SENIOR EDITOR Ginger Gardiner [email protected]
MANAGING EDITOR – Heather Caliendo ELECTRONIC PRODUCTS [email protected]
GRAPHIC DESIGNER Susan Kraus [email protected]
MARKETING MANAGER Kimberly A. Hoodin [email protected]
CW SALES GROUP
MIDWESTERN US & INTERNATIONAL Ryan Mahoney / district manager [email protected]
EASTERN US SALES OFFICE Barbara Businger / district manager [email protected]
MOUNTAIN, SOUTHWEST & Rick Brandt / district manager WESTERN US SALES OFFICE [email protected]
EUROPEAN SALES OFFICE Eddie Kania / european sales mgr. [email protected]
HEADQUARTERS
6915 Valley Avenue, Cincinnati, OH 45244-3029Phone 513-527-8800 Fax 513-527-8801
COMPOSITESWORLD IS A PROPERTY OF
president Rick Kline, CBC coo Melissa Kline Skavlem group publisher Rick Kline, Jr. senior vp, content Tom Beard director of market intelligence Steve Kline, Jr. treasurer Ernie Brubaker advertising manager Bill Caldwell director of information services Jason Fisher senior managing editor Kate Hand director of marketing and events Dave Necessary creative department manager Rhonda Weaver creative director Jeff Norgord advertising production manager Becky Helton
Modern Machine Shop Moldmaking Technology Plastics Technology Automotive Design & Production Production Machining Products Finishing
GARDNER BUSINESS MEDIA ALSO PUBLISHES
@CompositesWrld
CW CONTRIBUTING WRITERS
Dale Brosius [email protected] Donna Dawson [email protected] Michael LeGault [email protected] Peggy Malnati [email protected]
CompositesWorld.com
ANNIVERSARY
02HPC
CharterAdvertiser
www.geiss-ttt.com
HIGH PERFORMANCE CNC MACHINERY AND TOOLING
ADVANCED CUTTING SYSTEMS AVAILABLE
203.988.9426 [email protected]
• LASER CUTTING
• ULTRASONIC KNIFE• ULTRASONIC ROTATING DISK
• INTEGRATED DUST EXTRACTION• CONVENTIONAL MILLING & ROUTING
2 JUNE 2016

120 Technology Drive Troutman, North Carolina 28166 (704) 508-7000 www.cronsrud.com© Copyright 2016, C.R. Onsrud, Incorporated. CW 01/2016
Quality craftsmanship. The finest materials & tailor-made components. American ingenuity.
#ExperienceOnsrud.
Real.American.Originals.
Pictured: Our F427HR40H2 - Dual Head High Rail
36” dia. Saw Blade
5-Axis Head
Every piece of machinery we design, engineer and build comes from the blood, sweat and
ingenuity of our entire team here in North Carolina. Our machinery helps manufacture a
variety of goods all over the globe, and it’s no coincidence companies who are leading
the way in their respective industries, continue to utilize our high-quality CNC machining
products. We want you to
0216 CR Onsrud.indd 1 1/13/16 10:37 AM

JUNE 20164 CompositesWorld
FROM THE EDITOR
» As I write this, in mid-May, Donald Trump and Hillary Clinton
are the presumptive US presidential nominees of the Republican
and Democrat parties, respectively. Each nominee has pointed to
the US manufacturing economy and, one way or another, empha-
sized its decline as a brake
on the engine of middle-
class growth.
Trump identifies China
as the culprit of this alleged
decline, aided and abetted by
profit-chasing manufacturers:
“They [China] are stealing our jobs, they’re beating us in every-
thing, they’re winning, we’re losing.” The New York Times reported
on May 4 that Trump says one of his first acts as president would
be to call up “corporate executives to threaten punitive measures if
they shift jobs out of the United States.”
Clinton’s position is less direct, but she stated in January that
“we do need to try to revitalize the manufacturing sector,” and she
calls for a “New Manhattan Project” to rebuild American manufac-
turing. Clinton’s use of the words “revitalize” and “rebuild” signal,
obviously, that she believes the manufacturing sector is something
less than vital and in need of help.
Each time a presidential election rolls around, manufacturing
provides a big and easy target for politicians of all stripes who
equate its apparent decline in the US (accompanied by manu-
facturing growth in developing countries) with the decline of the
American middle class. And that middle class, through the ’50s,
’60s and ’70s, bought a lot of homes and cars and sent a lot of kids
to college with the income that manufacturing jobs provided.
Today, however, according to the narrative, those middle class
jobs have been captured by Mexico, China, Taiwan and a handful
of other countries that have significantly lower labor costs. Mean-
while, US manufacturing — and the middle class — have become
a shell of their former selves.
The truth, of course, is not so simple. It’s also much less adapt-
able as a political campaign narrative.
Understanding what has really happened in the US manufac-
turing economy requires first that we de-couple two concepts
that have been — falsely — linked: Manufacturing growth and
manufacturing employment. The fundamental belief, if you’re a
politician, is that overall manufacturing health is tied proportion-
ally to manufacturing employment. If one is good, the other is good;
if one is bad, the other is bad. The fact is that, over the past 30-plus
years, that is an assumption that cannot be supported by the data.
Michael J. Hicks and Srikant Deveraj, from Ball State Univer-
sity’s Center for Business and Economic Research, published in
2015 a short report titled, “The Myth and Reality of Manufacturing
in America.” In it, they note that “the country’s growth of manu-
facturing production has been a constant feature of the economy
throughout the past century.” They present Federal Reserve Data
that show the US manufacturing GDP since the early 20th Century:
In inflation-adjusted dollars, it has — Depression and recessions
not withstanding — demonstrated long and strong expansion, not
contraction. They point out that this has been accompanied by a
decrease in employment, but primarily due to productivity improve-
ments (offshoring accounts for less than 20% of the losses). The math
is simple: You take the value of all goods manufactured and divide
by the number of workers. In fact, say Hicks and Deverarj, “Had we
kept 2000-levels of productivity and applied them to 2010-levels of
production, we would have required 20.9 million manufacturing
workers. Instead, we employed only 12.1 million.”
And that’s the good news/bad news here. Good: The manu-
facturing economy has been and is expanding. Bad: Increasingly
efficient manufacturing requires fewer and fewer workers, which
throws highly qualified, motivated people out of the workforce, and
leaves them struggling to find a place in a fast-changing economy.
And this leads me back to the presidential election and the vision
our candidates should be communicating: The American worker is
among the most efficient and dynamic in the world. We know that
because they created this efficient and dynamic manufacturing
economy. Imagine what this country could be if all of its workers
were given a chance to prove their mettle.
Thoughts on the “decline” of US
manufacturing.
JEFF SLOAN — Editor-In-Chief

Registration Link: http://short.compositesworld.com/Altair616
EVENT DESCRIPTION: Multiscale modeling can be used for design, ultimate failure, statistical-based
material allowables, fatigue, fracture, impact, crash, environmental degradation
and multiphysics simulations of continuous, woven, and/or chopped fiber
composites, honeycomb cores, reinforced concrete, soil, bones, and various other
heterogeneous materials.
While a number of multiscale modeling frameworks exist, Altair’s Multiscale
Designer provides unmatched combination of practicality, mathematical rigor,
validation, and versatility.
PARTICIPANTS WILL LEARN: • Develop multiscale material models using forward homogenization and inverse optimization technologies • Create built-in parametric unit cells for unidirectional, woven, chopped, and particulate fiber composites • Simulate nonlinear material behavior including ultimate failure at the micro-scale • Obtain virtual material allowables supported by test and perform fatigue analysis • Efficiently plugin to commercial FEA codes such as OptiStruct, RADIOSS, LS-DYNA, and Abaqus
Design with Multiscale Modeling of Heterogeneous Materials for Statistical-based Allowables, Fatigue, and Fracture Behavior
REGISTER TODAY FOR WEBINAR AT:
DATE AND TIME:June 16, 2016 • 2:00 PM EDT
PRESENTER
PRESENTED BY
altair.com
JEFFREY WOLLSCHLAGERSenior Technical Director
Aerospace, Altair
0616_CW_AltairWebinar.indd 1 5/10/2016 3:46:10 PM
JUNE 20166 CompositesWorld
COMPOSITES: PAST, PRESENT & FUTURE
» Just 10 years ago, three major suppliers of carbon
fiber supplied 70% of the worldwide market. Today,
the same three suppliers — Toray Industries, Toho
Tenax and Mitsubishi Rayon Corp. (MRC), all based
in Tokyo, Japan — have a combined market share of
45% (excluding Toray’s recent acquisition of Zoltek
Corp., St. Louis, MO, US), with nearly 20 competi-
tors vying for position. Notably, every player in this
burgeoning sector of the composites market can
point to massive expansion. Overall, there is now
three times the capacity and three times the demand
for carbon fiber, compared to 2005.
That growth has been reflected not only in the
supply chain’s development but also in its value:
Hexcel’s share price, for example, in June 2005, stood
at US$16.30, but by the same date in 2015, it was US$49.49. Hexcel
manufactures everything from carbon fiber to finished aircraft
structures, and it is in the aerospace industry that carbon fiber has
seen massive increases in usage.
The Boeing Co.’s (Chicago, IL, US) 787 and the Airbus (Toulouse,
France) A350 XWB and A380 widebody platforms accelerated
composites use in aircraft — exceeding the airlines’ requirements
for reduced fuel consumption and emissions, reduced mainte-
nance and longer design life, fewer parts, and reduced tooling and
assembly costs. Composite materials also deliver an enhanced
passenger experience (by damping engine noise/vibration) and
a cabin atmosphere less conducive to dehydration. For large,
widebody aircraft, carbon fiber delivers a winning value proposi-
tion. Competition, legislation and the uncertainty of fuel pricing
created the “perfect storm” necessary for technology adoption.
Over the next 20 years, nearly 9,000 new widebodied aircraft
are due for delivery, and they will all use predominantly carbon
fiber composites for their primary structures. Narrowbody aircraft
orders are increasing in similar fashion, typically at a compound
annual growth rate (CAGR) of more than 4%, driven by the growth
of air travel in China, the Middle East and other emerging markets.
Future Materials Group’s recent in-depth research into the specific
opportunities for composites in the widebody and narrowbody
commercial aircraft markets has underscored some challenges,
but also prompted some intriguing conclusions.
For narrowbody aircraft, it might be assumed that carbon fiber
demand would mirror that of the past 10 years and continue the
widebody story. Yes, there are drivers for carbon fiber adoption for
narrowbodies, but our research reveals that there also are barriers
that make carbon fiber use less compelling. Narrowbody aircraft
demand much higher build rates — often a problem for compos-
ites manufacturing processes — and fuel consumption is much
less of a factor on short-haul trips. Plus, parts must be designed
and built to specifications similar to those for widebodied aircraft,
for damage tolerance, tending to increase laminate thicknesses
beyond that needed for purely structural reasons. This increases
weight and cost, reducing the benefits of carbon fiber.
Industry projections point to nearly 27,000 new narrowbody
aircraft deliveries by 2034. By 2030, many of the Boeing 737 and
Airbus A320 planes delivered in the 1980s and 1990s will need
replacement. New platform designs are in progress, but the level of
carbon fiber use in them is unknown at present.
For the operators, however, our data point to emerging drivers
that could radically alter the uptake of carbon fiber technology,
and those data are based on the track record of quality and reli-
ability that composites have established over the past 10 years.
Boeing’s experience with composite floor beams in the Boeing
777 is a good example: In 565 aircraft, not one composite floor
beam has been replaced in more than 10 years of commercial
flight service. The Boeing 777 composite tail is 25% larger than the
Boeing 767 aluminum tail, and yet the maintenance logs show a
savings of more than one-third in labor hours. Similarly, Airbus
claims that the high penetration of carbon fiber on the A350 XWB
will reduce fatigue and corrosion-related maintenance by 60%.
The business case for carbon fiber in narrowbodies has become
a lot stronger now that these operational benefits are in evidence.
Metal producers are responding to the carbon fiber threat with
new alloys and new technologies. Most of all, they are underlining
their established position in the supply chain: The relatively low
cost of manufacture, the good recyclability of metals, and the
wealth of knowledge about metal properties and performance.
Previously, composites suppliers would not have been able to
overcome these claims for metal. Although concerns about carbon
fiber recyclability remain, carbon fiber’s enhanced durability can
reduce some of the issues. At the design stage, stress analysis,
finite element analysis, materials selection and mechanical perfor-
mance are all fully available for composites. Improved fabrica-
tion processes are increasing throughput capacity and, thus,
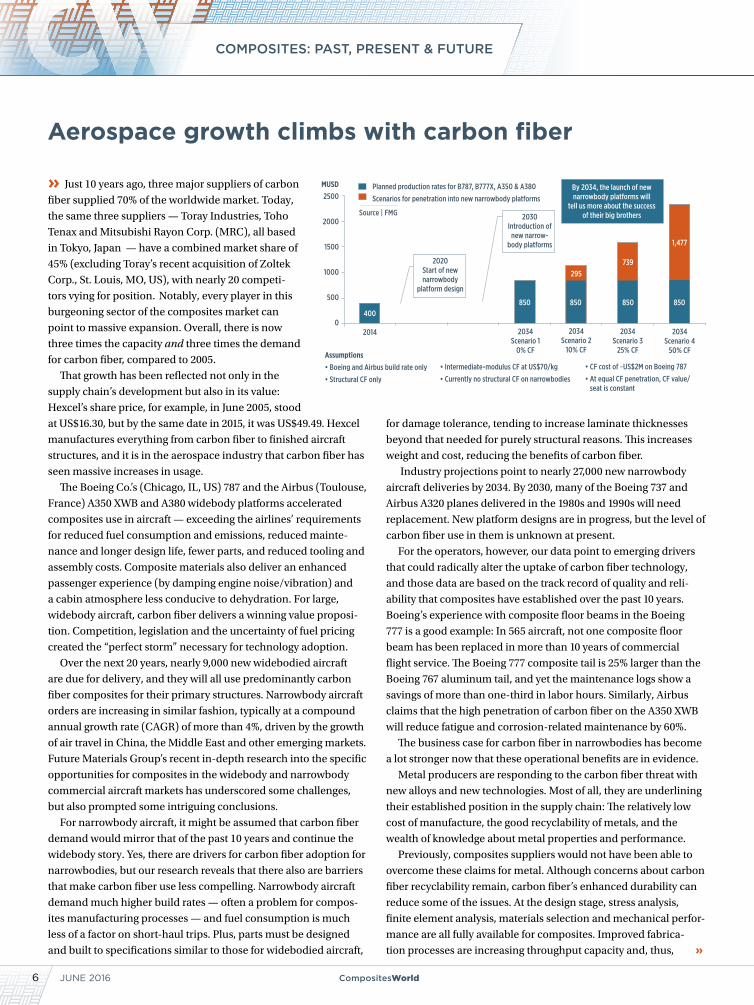
Aerospace growth climbs with carbon fiber
MUSD2500
2000
1500
1000
500
0
2020 Start of new narrowbody
platform design
2030 Introduction of
new narrow-body platforms
2014
1,477
2034 Scenario 1
0% CF
2034 Scenario 2
10% CF
2034 Scenario 3
25% CF
2034 Scenario 4
50% CF
By 2034, the launch of new narrowbody platforms will
tell us more about the success of their big brothers
Planned production rates for B787, B777X, A350 & A380
Scenarios for penetration into new narrowbody platforms
850850850850
739295
Assumptions
• Boeing and Airbus build rate only
• Structural CF only
• Intermediate-modulus CF at US$70/kg
• Currently no structural CF on narrowbodies
400
• CF cost of ~US$2M on Boeing 787
• At equal CF penetration, CF value/ seat is constant
Source | FMG

INDUSTRY LEADERS COMPOSITES A
DVANCED MATERIALS E
DUCATIONAL PROGRAMS EXHIBITIONS O
NE SOURCE INNOVATIVE PRODUCTS S
USTAINABLE
PRODUCED BY
September 26–29, 2016: Conference / September 27–29, 2016: Exhibits Anaheim Convention Center / Anaheim, California
Experience the
Difference!
CAMX 2016 is
REGISTER NOWwww.theCAMX.org
…the largest global marketplace in North America.
…the one source for products, solutions, networking and advanced industry thinking.
…a robust conference program with 300+ technical and business sessions.
…the premier showcase of new products and innovations with 550+ exhibiting companies.
…an unrivaled networking forum with business meetings and 7500+ industry professionals from all market segments.
COMBINED STRENGTH.
UNSURPASSED INNOVATIO
N.
0616 CAMX.indd 1 5/10/16 2:54 PM

8 CompositesWorld
COMPOSITES: PAST, PRESENT & FUTURE
JUNE 2016
carbon fiber part costs are declining. Most of all, major aerospace
producers have many years of closely working with the composites
supply chain: The days of early adoption and high risk are over.
It is highly unlikely that carbon fiber will not be adopted for
the new narrowbody platforms. The question is, how much? On a
Boeing 787, 50% of the aircraft is composite, with 20% aluminum,
15% titanium, 10% steel and 5% other materials. If this mix is repli-
cated in narrowbody aircraft, then by 2034 the total carbon fiber
market would be more than US$2 billion annually (Scenario 4 in
the chart on p. 6). This would necessitate installation of at least one
new carbon fiber production line every year until 2034. In the worst
case — no structural carbon fiber in any future narrowbody aircraft
(Scenario 1) — growth in widebody production alone would more
than double the carbon fiber market in 20 years. We anticipate a
three-way battle between the airframe OEMs driving down cost
and the carbon fiber suppliers and the metal suppliers fighting for
market share. Ultimately, the airlines will be the final arbiter and
likely to favor a high penetration of carbon fiber for its maintenance
and passenger comfort benefits, pointing to Scenario 4 or, possibly,
3, if fiber/metal laminates are successful in narrowbody fuselages.
In summary, the aerospace market for carbon fiber is predict-
able, manageable and expanding. Demand comes from a relatively
small number of large and highly professional manufacturers
with long-term design and production cycles. Further, composite
materials are an accepted solution to major lightweighting issues,
and composite parts are recognized as robust and durable.
So where are the problems? Any increase in volume results in
pricing pressure, and to the inevitable commoditization of carbon
fiber. On the fiber supply side, market leaders will have to decide
whether to protect market share by building capacity, adding value
to processes or products, acquiring competitors — or all three.
In addition, the aircraft manufacturers themselves will see
greater competition, especially in the narrowbody market, and will
need to differentiate: Airframe suppliers in China and Russia are
now emerging and with strong home markets could challenge the
Boeing and Airbus dominance. Protecting margins in this environ-
ment will be challenging.
But the good news is that the quality and performance of carbon
fiber structures will not only deliver reduced lifecycle costs, but
also make it impossible for metals to regain their previous market
share in aerospace.
ABOUT THE AUTHOR
Adrian Williams is co-founder and managing director of Future Materials Group (Cambridge, UK), an independent strategic advisory firm. Its services include growth strategies, mergers and acquisitions, strategic partnerships and growth capital.
Hufschmied USA203.988.9426
www.hufschmied.net
• Quality without secondary operations• High abrasion resistance• Extremely long service life• Highest process stability – roughing and finishing in one single step• Extreme improvements in cycle time

Registration Link: http://short.compositesworld.com/GenPlas621
EVENT DESCRIPTION: Commercial aircraft OEMs, and Tier 1 and Tier 2 suppliers are continually faced with cost reductions and efficiency challenges, as well as a growing need for core materials to pass stringent FAA fire, smoke, toxicity and heat release requirements. With fuel accounting for up to 50% of an airline’s direct operating cost, design engineers look for solutions to make every-thing lighter without sacrificing mechanical properties. Honeycomb, polyethersulfone, polymethacrylimide, polyetherimide, polyurethane and end-grain balsa are some core materials to consider. Some may be light and cost-effective but do not pass FST/OSU criteria, while others may pass FST/OSU requirements but prove to be expensive and over-engineered for an application. With these challenges, an FST/OSU-compliant core material with high strength and toughness was developed for the aerospace industry.
PARTICIPANTS WILL LEARN: • Aerospace industry trends and its impact on weight, cost, FAA specifications and other requirements • FAA regulations and an in-depth look at fire, smoke, toxicity and heat release requirements • FST/OSU-compliant core material developed for the aerospace industry
Choosing Core Materials for Aerospace Applications
REGISTER TODAY FOR WEBINAR AT:
DATE AND TIME:June 21, 2016 • 2:00 PM EDT
PRESENTER
PRESENTED BY
www.generalplastics.com
G. JOEL MEYER, PH.D.Chemistry Laboratory Manager
0616_CW_GenPlasticsWebinar.indd 1 5/16/2016 8:22:48 AM

JUNE 201610 CompositesWorld
PERSPECTIVES & PROVOCATIONS
» Not long ago, someone asked me how many factories I have
toured. It seemed to them that I had been to quite a few, which is
true. As I write this, I am en route to Europe, where I will visit five
manufacturing facilities related to composites, some at pilot scale
and others at full scale.
I grew up making things — my father was a carpenter and shade
tree mechanic, so it always seemed natural to have a hammer or
wrench in my hand. I also grew up in the shadow of large chemical
plants and refineries in Houston. More than 20 of them lay within
about a half hour’s drive from my childhood home. The sheer size
of these facilities, with their tall towers and networks of pipes,
always fasci-
nated me, espe-
cially at night
when they were
lighted.
I went to univer-
sity, earned my degree
in chemical engineering
and received multiple job offers, some from those very same
refineries and chemical plants. Almost all of them wanted me to
crunch numbers behind a desk, designing distillation columns
and such. Except one, which also happened to be my lowest salary
offer. Dow Chemical Co. (Midland, MI, US) wanted me to put on
a hard hat and steel-toed shoes and be a manufacturing engineer.
I took the job in a heartbeat. It offered me the chance, every day,
to be “in the action,” being in charge of a 500,000 MT propylene
oxide plant and a 140,000 MT propylene glycol plant. I still have
fond memories of getting middle-of-night calls to come to the
plant to troubleshoot some issue. That’s what engineers live for,
right? To solve problems!
I also learned a lot about safety, especially considering we
were injecting gaseous propylene and gaseous chlorine into a
rapidly flowing pipe of de-ionized water heated to 60°C, which five
seconds later, due to the exotherm, was 90°C! That mixture was
crossed with another that contained sodium hydroxide (caustic
soda) to complete the reaction, yielding propylene oxide and hot
salt water. I also got my first exposure to composites, because
we used a lot of vinyl ester/fiberglass piping due to the corrosive
nature of the materials we were handling.
Although my career, thereafter, switched more to market devel-
opment and general management, manufacturing remains in my
bloodstream to this day. There is just something about being in an
environment where physical products come off the end of the line.
Luckily, my subsequent positions have enabled me to be inside
numerous factories, including those of my employers, partners
and customers. The list includes materials manufacturing facilities,
such as textile mills, those that do polymer synthesis, resin formu-
lators, compounders and prepreggers, plus glass and carbon fiber
lines. I’ve seen all sorts of preforming techniques, including sewing,
stitching, braiding, 3-D weaving and thermal forming. Also on the
list are molding shops that have employed processes that include
hand layup, ATL/AFP, autoclave, vacuum bag, chopper gun, RTM,
pultrusion, filament winding, compression molding, injection
molding and VARTM processes, to name a few. I love molding
facilities — each has a characteristic aroma, be that styrene (even at
today’s low levels), phenolic or molten thermoplastic.
Seeing how all these composite parts get put together is special,
as I have toured airplane and jet engine factories, automotive
assembly plants, boat shops, tank and pipe fabricators, electronics
manufacturers, motor assemblers and, more recently, several wind
turbine blade manufacturers. Yes, manufacturing is in my blood.
But we also need bench chemists, part designers, stress analysts,
laboratory technicians, technical service and customer service
people to make the composites industry work. One thing I think is
important is to get our non-manufacturing colleagues out into the
field and see what all our customers make. Having that apprecia-
tion goes a long way toward providing improved quality of service.
In my travels in Germany over the years, and more recently in
the UK, I have heard about and interfaced with advanced univer-
sity programs that graduate engineers with a doctoral degree
in manufacturing. Typically, Ph.D programs yield folks who
specialize in research tracks, but not with a bent toward full-scale
manufacturing. I think such an approach would be welcomed by
industry in the US, and I do hope we can see this evolve, because
it provides an exciting alternative career path for some of our
brightest students.
Now, back to the initial query from my colleague. How many
factories have I visited? I would venture to say at least 500, but it
could be many more. Whatever the number, I’ll never tire of seeing
things produced. Especially if they are related to composites!
Composites manufacturing — where the excitement lives
Dale Brosius is the chief commercialization officer for the Institute for Advanced Composites Manufacturing Innovation (IACMI, Knoxville, TN, US), a US Department of Energy (DoE)-sponsored public/private partnership targeting high-volume applications of composites in energy-related industries. He is
also head of his own consulting company and his career has included positions at US-based firms Dow Chemical Co. (Midland, MI), Fiberite (Tempe, AZ) and successor Cytec Industries Inc. (Woodland Park, NJ), and Bankstown Airport, NSW, Australia-based Quickstep Holdings. He served as chair of the Society of Plastics Engineers Composites and Thermoset Divisions. Brosius has a BS in chemical engineering from Texas A&M University and an MBA.
A Ph.D in manufacturing could be the door to an exciting,
alternative career path.

Registration Link: http://short.compositesworld.com/Abaris616
EVENT DESCRIPTION: This interactive tutorial provides a comprehensive look at common industry practices, including typical surface preparation methods for composites and an overview of the basic scientific principles involved in measuring surface energy and how it relates to material performance in manufacturing and repair. This presentation will focus on universal methods and techniques used to measure and achieve durable and consistent surface preparation in manufacturing across all industries. Ensuring surface condition and consistency is a vital component for guaranteeing success in sealing, coating, bonding, painting, printing or cleaning.
PARTICIPANTS WILL LEARN: • Common surface preparation methods and techniques for composite substrates. • What is surface energy and why is it important to maintain and understand it in manufacturing. • How the Surface Analyst™ measures energy in a manufacturing or repair environment. • Using surface energy measurements to modify surface energy, determine process optimization, and perform quality assurance.
Measuring Surface Energy in Manufacturing and Repair of Composites to Assure Quality of Bonded Interfaces
REGISTER TODAY FOR WEBINAR AT:
DATE AND TIME:June 9, 2016 • 2:00 PM EDT
PRESENTERS
PRESENTED BY
LOUIS C. (LOU) DORWORTHAbaris Direct Services Manager
abaris.com btglabs.com
LUCAS DILLINGHAMHead Sales Engineer-BTG Labs
0616_CW_AbarisWebinar.indd 1 5/5/2016 9:05:00 AM

12 CompositesWorldJUNE 2016
GARDNER BUSINESS INDEX: COMPOSITES
Another uptrend in future capital spending plans points to an increase in capital equipment investment.
70
60
50
40
30
» With a reading of 46.3, the Gardner Business Index for
April 2016 showed that the US composites industry fell back
into contraction after two months at an index of 50 or higher.
However, the rate of contraction in April was slower than it was
during a previous period of contraction that ran from August
2015 through January 2016.
New orders contracted in April after two months of growth.
In general, however, the trend in the new orders subindex was
still toward the upside. The production subindex also contracted
after showing expansion in the previous two months. New orders
generally had increased more than production in recent months.
The backlog subindex contracted at an accelerating rate for the
second straight month. The employment subindex contracted
after showing expansion in February and March, and the rate
of contraction was the second fastest recorded in this subindex
since the GBI composites survey began in December 2011.
Exports contracted in April at their fastest rate, to that point, this
year. Supplier deliveries lengthened at their fastest rate since
October 2015.
Materials prices increased in the US at an accelerating rate for
the third month in a row. April’s was the second fastest rate of
materials price increases since November 2014. Prices received
decreased for the seventh month in a row, but the rate of
decrease was relatively constant for the third straight month. The
future business expectations subindex for the US region fell in
April after two months of improvement in February and March.
On the composites fabricators front, plants in the US with
more than 250 employees showed contraction for the fifth
straight month in April. US-based facilities with 100-249
employees were unchanged after contracting significantly in
March. Companies with 50-99 and 20-49 employees contracted
for the first time since January of this year. Fabricators with fewer
than 20 employees also contracted in April, but did so for the
second month in a row.
In terms of major markets served, the aerospace industry, by
the end of April, had expanded for three months in a row and
in five of the previous seven months. Although the aerospace
industry had performed well for composites fabricators recently,
the automotive industry, as April closed out, had contracted for
five consecutive months. This mirrored motor vehicle and parts
consumer spending, which has contracted four months in a row.
Compared with one year earlier, future capital spending plans
increased by 12% in April, which was the second straight month
of growth in this key subindex. The trend in spending plans was a
clear sign that the US composites industry was in the early stages
of its next expansion in capital equipment spending.
April 2016 — 46.3
Steve Kline, Jr. is the director of market intelligence for Gardner Business Media Inc. (Cincinnati, OH, US), the publisher of CompositesWorld magazine. He began his career as a writing editor for another of the company’s magazines before moving into his current role. Kline holds a BS in civil engineering from
Vanderbilt University and an MBA from the University of Cincinnati. [email protected]
A GBI reading of >50.0 indicates expansion; values <50.0 indicate contraction.
60
50
40
46.045.443.145.5
New OrdersProduction
BacklogsEmployment
Apr-
15
May
-15
Jun-
15
Jul-1
5
Aug-
15
Sep-
15
Oct-
15
Nov-
15
Dec-
15
Jan-
16
Feb-
16
Mar
-16
Apr 1
6
46.3GBIAPRIL
Apr-
15
May
-15
Jun-
15
Jul-1
5
Aug-
15
Sep-
15
Oct-
15
Nov-
15
Dec-
15
Jan-
16
Feb-
16
Mar
-16
Apr 1
6

The Thermoplastic Composites Conference for Automotive 2016 is designed to help you start or continue the transition into using new advanced processing methods and equipment for these materials.
Injection molders and composites fabricators attending TCC Auto 2016 will leave with cutting-edge information on:
Lightweighting Cost reduction New approaches to automotive production!
REGISTER TODAY!
JUNE 15-16, 2016NOVI, MICHIGAN
SUBURBAN COLLECTION SHOWPLACE
16THERMOPLASTIC COMPOSITES CONFERENCE
FOR AUTOMOTIVE
PRESENTED BY:
Your registration includes access to the Amerimold Exhibit Hall and to Amerimold Technical Conference Sessions!
Details on the Amerimold 2016 exhibit hall and conference sessions are available at amerimoldexpo.com.
CO-LOCATED WITH:
TWO FOR ONE!
For the complete TCC Auto 2016 agenda and to
REGISTER TODAY, visit
TCCAuto.com!
TCC16_RT_UNIV_MMT_May.indd 1 4/7/16 10:06 AM

ENERGY
Composites innovators in the aerospace, automotive and wind energy markets put “out of the box” ideas into practical applications.
JUNE 201614 CompositesWorld
TRENDS
For a decade, the prevailing wisdom in wind energy circles has been this: A wind turbine’s power output is propor-tional to the square of its blade length. Therefore, the longer the blade, the more efficient the turbine’s output. There has been a downside, however. A blade’s volume and weight are proportional to the cube of its length. So the price of a turbine climbs faster than its power output as its size increases. A factor in that climb is the difficulty of transporting that massive blade to sometimes quite remote installation sites.
Vestas Wind Systems A/S (Aarhus, Denmark) and the Technical University of Denmark are working together to test the technical feasibility of operating multiple, smaller turbines, with shorter blades on a single support struc-ture (see artist’s conception, top right). Their multi-rotor concept demonstrator will use four refurbished V29-225kW nacelles mounted as depicted in the photo above, and has a peak blade tip height of 74m. They are erecting the demonstrator at the Risø test site near Roskilde, Denmark (see photo, top left), where it will be fitted with sensors and studied closely in the coming years.
Although Vestas looks to challenge the core scaling rules mentioned above and address/installation challenges, the
unprecedented design concept poses many new unknowns to engineers in terms of load cases. What will be the effects of the interactions of vibrations generated by four inter-connected rotors? How will rotor blades turning in such close proximity affect aerodynamics and, as a result, power generating efficiency? Load and control features will need to be developed, tested and proven to assess the techni-cal and commercial feasibility of the concept. Not the least of these would be the need for blade makers to adjust to producing 12 shorter blades in the same cost/time frame once devoted to three long blades.
“Installing a concept turbine shows that innovation some-times entails entirely new thinking and new approaches,” says Jorge Magalhaes, senior VP, Vestas Innovation & Concepts. “This process of continuous innovation and exploration is extremely important. It provides us with essential knowledge that can help us bring down our prod-ucts’ cost of energy and integrate key technologies to solve our customers’ challenges. Ultimately, the goal is to assess if we can build an even more cost-efficient turbine by chal-lenging the scaling rules.”
View a video about the multi-rotor concept | short.compositesworld.com/4Rotor
Vestas thinks outside the “big blade” box
Source | BMW
Source (both photos) | Vestas Wind Systems

CompositesWorld.com 15
TRENDS
www.northcoast.us216-398-8550
Whether you are buying tooling, developing a process,
or buying the part look no further than North Coast.
Based on our 40 year history,
we can guide you through the entire journey.
With a complete spectrum of services – from design assistance, to tooling, to part production – we’ll get you to your destination.
All Compasses Point North
Notes on newsworthy events recently covered on the CW Web site. For more information about an item, key its link into your browser. Up-to-the-minute news | www.compositesworld.com/news/list
MONTH IN REVIEW
Honda Aircraft delivers first HondaJet in EuropeHonda Aircraft Co.’s composites-intensive aircraft received type certification in December 2015 and deliveries into North America began immediately.05/09/16 | short.compositesworld.com/HondaJetEU
NASA selects Sierra Nevada for Mars 2020 mission contractsSierra Nevada Space Systems (Louisville, CO, US) will design and manufacture the descent brake, as well as actuators for the robotic arm and sample caching system.05/09/16 | short.compositesworld.com/SNC-Mars
Argosy International to open new honeycomb core facility in AlabamaThe New York, NY, US-based company’s new facility will provide US panel manufac-turers with a local manufacturer and distributor of honeycomb core products.05/02/16 | short.compositesworld.com/ArgosyAla
Hexcel breaks ground on new Moroccan core plantThe Stamford, CT, US-based supplier’s African plant will be fully operational in 2017 and will convert HexWeb honeycomb into engineered core for aerospace applications.05/02/16 | short.compositesworld.com/HexcelMoro
Airbus, Safran sign agreement for space joint ventureThe 50/50 joint venture will focus on the development of cost-competitive launchers that meet the needs of both government and commercial customers. 05/02/16 | short.compositesworld.com/SpaceJV
CH-53K achieves first external lift flightSikorsky’s composites-intensive CH-53K King Stallion heavy-lift helicopter success-fully carried a 12,000-lb external load as part of its flight test program.05/02/16 | short.compositesworld.com/CH-53Klift
California EPA adds styrene to labeling regulationThe American Composites Manufacturers Assn. (Arlington, VA, US) says labeling will be required for some styrenated products sold, or that might be sold, in California.04/25/16 | short.compositesworld.com/CalEPA
US Army evaluating composites solution for airfield damage repairThe Army’s Engineer Research and Development Center is working on use of an FRP matting system to repair damaged military airfields.04/25/16 | short.compositesworld.com/ArmyAirRep
Shell unveils concept car built with recycled carbon fiberWeighing in at 1,212 lb, the city car features recycled carbon fiber in the body and almost the entire car can be recycled at the end of its lifecycle.04/25/16 | short.compositesworld.com/ShellCar
NASA seeks new designs for deep space habitation prototypesThe US Congress has instructed NASA to finish development of working prototypes of a deep space habitat by 2018.04/20/16 | short.compositesworld.com/NextSTEP-2
TRENDS
AUTOMOTIVE
JUNE 201616 CompositesWorld
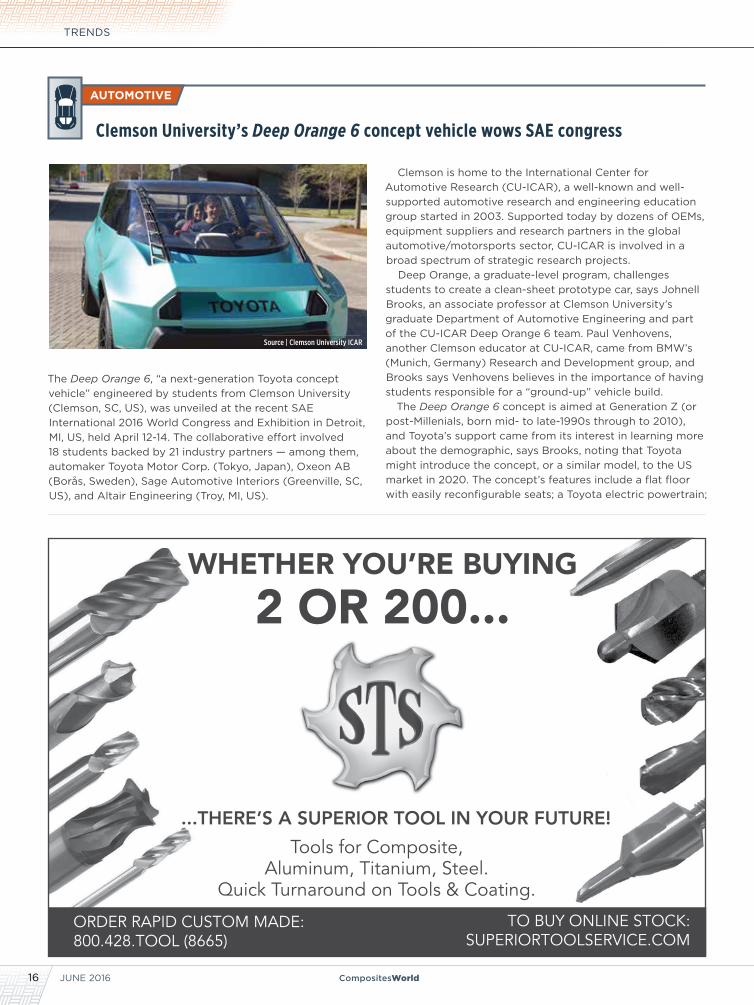
The Deep Orange 6, “a next-generation Toyota concept vehicle” engineered by students from Clemson University (Clemson, SC, US), was unveiled at the recent SAE International 2016 World Congress and Exhibition in Detroit, MI, US, held April 12-14. The collaborative effort involved 18 students backed by 21 industry partners — among them, automaker Toyota Motor Corp. (Tokyo, Japan), Oxeon AB (Borås, Sweden), Sage Automotive Interiors (Greenville, SC, US), and Altair Engineering (Troy, MI, US).
Clemson University’s Deep Orange 6 concept vehicle wows SAE congress
Clemson is home to the International Center for Automotive Research (CU-ICAR), a well-known and well-supported automotive research and engineering education group started in 2003. Supported today by dozens of OEMs, equipment suppliers and research partners in the global automotive/motorsports sector, CU-ICAR is involved in a broad spectrum of strategic research projects.
Deep Orange, a graduate-level program, challenges students to create a clean-sheet prototype car, says Johnell Brooks, an associate professor at Clemson University’s graduate Department of Automotive Engineering and part of the CU-ICAR Deep Orange 6 team. Paul Venhovens, another Clemson educator at CU-ICAR, came from BMW’s (Munich, Germany) Research and Development group, and Brooks says Venhovens believes in the importance of having students responsible for a “ground-up” vehicle build.
The Deep Orange 6 concept is aimed at Generation Z (or post-Millenials, born mid- to late-1990s through to 2010), and Toyota’s support came from its interest in learning more about the demographic, says Brooks, noting that Toyota might introduce the concept, or a similar model, to the US market in 2020. The concept’s features include a flat floor with easily reconfigurable seats; a Toyota electric powertrain;
Source | Clemson University ICAR
WHETHER YOU’RE BUYING
2 OR 200...
...THERE’S A SUPERIOR TOOL IN YOUR FUTURE!
Tools for Composite, Aluminum, Titanium, Steel.
Quick Turnaround on Tools & Coating.
ORDER RAPID CUSTOM MADE:800.428.TOOL (8665)
TO BUY ONLINE STOCK:SUPERIORTOOLSERVICE.COM

17CompositesWorld.com
NEWS
and the ability to be transformed from a utility hauler to a mobile office or even to a camper, using “bSPOKE” features that suit an individual owner’s personal aesthetic. A feature called mPower enables the vehicle to function as a mobile power source for devices and equipment, with 120V AC receptacles. The Deep Orange 6 team sees the concept as a value proposition for a younger generation that
• has little money to spare. • has less interest in vehicle ownership than past generations.
• needs a personal mobility solution for commuting and shopping at low cost of ownership.
• wants extra space, range and performance for leisure activities. To realize weight savings, ensure the concept’s emissions
compliance and promote part surface smoothness with-out sacrificing mechanical performance, the team selected Oxeon’s trademarked TeXtreme ultralight spread-tow carbon fabrics for the car’s door panels, rear hatch, dashboard, and bumpers and cladding. “With our exposed CFRP interior components on Deep Orange 6, it was a high priority to use a woven carbon fiber fabric with a unique weave pattern. The Textreme materials exceeded our expectations, gave us a beautiful finish on the interior, and were easy to lay up without distorting the weave. The spread tow fabrics leave a very smooth finish on the final part,” says CU-ICAR’s Brooks. She adds that project participant Sage Automotive Interiors
helped with material selection and company is a “huge part-ner” in helping the students understand automotive trends.
“The Clemson team has been very good at utilizing the unique benefits of TeXtreme and designing the compos-ite parts, balancing the mechanical properties and weight savings to get the optimal results on the car,” says Oxeon CEO Henrik Blycker.
A YouTube video about the Clemson project, including interviews with some of the automotive industry partners in the project, can be viewed here | www.youtube.com/watch?v=XmfG0PG5fAs.
More information about Deep Orange is available here | www.cuicardeeporange.com
Source | Clemson University ICAR
Deep Orange 6

TRENDS
AEROSPACE
JUNE 201618 CompositesWorld
Aircraft door demo satisfies primary-structure joint redundancy rule without fasteners
Cyclone Ltd. (Karmiel, Israel), a subsidiary of Elbit Systems (Haifa, Israel), has successfully demonstrated one-shot resin transfer molding (RTM) of its all-composite, fastener-free passenger aircraft door.
Because catastrophic failure of doors jeopardizes safe flight, they are considered primary (flight-critical) structures in aircraft. To be certified for use on commercial aircraft, doors that use adhesively bonded joints must
provide redundancy in that load path in case the bonds fail. Cyclone’s patented fittings (see photo) legitimately replace the typically used metal fasteners because they interlock in such a way that, even if the adhesive bond fails, they satisfy that redundancy require-ment. The result is a 30% reduction in door weight and cost vs. similar doors of aluminum and “black aluminum.”
Read more about the door online | short.compositesworld.com/CyclDoor
WTF
yomingest
ixturesINC.
• Over 40 types of fixtures in stock, ready to be shipped. • Expert consultation with Dr. Adams • Email or call today to discuss your fixture and custom design needs.
Three and Four Point Short Beam Fixture
ASTM D 790, D 6272, D 7264
2960 E. Millcreek Canyon RoadSalt Lake City, UT 84109
Phone (801) 484.5055Fax (801) 484.6008
email: [email protected]
Dr. Donald F. AdamsPresident50 years of Composite Testing Experience
FLEXURE FIXTURES FOR EVERY SPECIMEN SIZE
We provide quotes for a variety of grips, fixtures, and jigs. We carry over 40 types of fixtures in stock, available for immediate delivery.
Email or call us today. We look forward to hearing from you.
Three and Four Point FlexureASTM D 790,
D 6272, D 7264
Long Beam Flexure Fixture
w/Alignment Rods and Bearings
ASTM C 393, D 7249
Reversed Cycle Flexural Fatigue
Miniature Flexure Fixture
Source | Cyclone Ltd.
In the July 2014 issue of CW, Dr. Stephen Tsai, professor research emeri-tus in the Department of Aeronautics & Astronautics at Stanford University, suggested an invariant-based method for accelerating aerospace certifica-tion testing (see short.compositesworld.com/TsaiCerTst). He identified trace (the sum of three components of stiffness, plus that of shear) as the one and only property of composites that can make them easier to understand, and make design and testing of composites much more simple and straightforward.
Tsai and José Daniel Diniz Melo, a consulting professor at Stanford, expand on this in their book, Composite Materials Design and Testing – Unlocking mystery with invariants, explaining that for all carbon/epoxy composites in use today, the stiffness of all laminates
Trace-based accelerated composites design/testing: Online workshop set for June

AEROSPACE
19CompositesWorld.com
NEWS
Aircraft door demo satisfies primary-structure joint redundancy rule without fasteners
Visitors to Wittman Field for the Experimental Aircraft Assn.’s (EAA) AirVenture 2016 (July 25-31, Oshkosh, WI, US) will have the opportunity to attend a reprise of last year’s multi-day infusion processing demonstration, again sponsored by Innegra Technologies (Greenville, SC, US) and hosted by Innegra’s infusion expert Russ Emanis. More extensive than the 2015 offering, it will involve infusion of the majority of parts for two composite aircraft, including the Star-Lite (pictured at right). Distributor Composites One (Arlington Heights, IL, US) will have two technical specialists on hand and a host of suppliers will donate mate-rials, equipment and supplies to help with the processing. “This is all about education,” says Emanis. “We’re going to demonstrate single bag and double-bag infusion methods, and people will see the differences between epoxy and vinyl ester infusion.”
Read a more detailed preview at short.compositesworld.com/EAADemo16
A demo schedule is available at the Innegra Web site | www.innegratech.com
For more about EAA’s AirVenture 2016, visit | www.eaa.org/en/airventure
Oshkosh Fly-In: Multi-day infusion demo
We bring 100 plus years of experience and 110% commitment to the table. Because it takes bold innovation and absolute focus to meet the challenges facing today’s automotive manufacturers and suppliers. The demand for lighter, smarter, more fuel efficient vehicles has never been stronger. And we’ve never been more driven to deliver. From exteriors to interiors, we partner with customers from concept to completion. For safety, comfort, sustainability, aesthetics and durability depend on the global leader. Because at BASF, we create chemistry. Learn more at www.automotive.basf.us
We create chemistry that makes automotive leaders love the road less traveled
Source | Brian Burghgrave
Fly-In Infusion Demo
is simply a fixed fraction of trace. Beyond their simplicity, trace-based calculations net the user many design benefits (see short.compositesworld.com/CompoTrace and short.compositesworld.com/TraceWS).
Tsai, Melo and others are offering a Composites Design Workshop, June 20-24, to give participants a solid foundation and skills to master this invariant-based approach. The inten-sive online course includes 20 hours of sessions via WebEx; live software demonstrations and practice sessions; a free copy of the book referenced above; additional free reference books; a copy of MicMac and iMicMac software packages designed by Tsai; and access to an interactive Q&A forum. Registration and cost informa-tion can be found here: web.stanford.edu/group/composites/Workshop/priceinfo.html.
For those new to the concept, Dr. Tsai will reintroduce the trace invariant to CW readers in an illustrated article scheduled for the August issue.

JUNE 201620 CompositesWorld
WORK IN PROGRESS
» New reinforcement technologies developed by Integrated
Composite Products Inc. (ICP, Winona, MN, US), when selectively
placed in part structures molded from conventional discontin-
uous long- or short-fiber-reinforced thermoplastics (and possibly
thermosets) have demonstrated transformative benefits. Report-
edly, they can reduce part weight by 20% or more, reduce part
cost 20-40%, increase flexural strength and stiffness by 100-300%,
increase impact strength 100-500%, provide superior (non-
catastrophic) failure modes and address warpage/differential
shrinkage issues to help molded parts hold closer tolerances.
Sound impossible? Consider that these technologies, called
advanced fiber reinforcements (AFRs), accomplish the above
without the use of carbon fiber or other expensive high-perfor-
mance fiber forms the composites industry usually associates with
the term “advanced fiber.” Instead, AFRs employ continuous glass
rovings and relatively inexpensive thermoplastic resin systems.
“The real promise of AFRs,” says Derek Mazula, ICP’s CEO, “is that
they allow ‘commodity’ composites to perform at levels normally
only seen with dramatically more costly premium materials.”
AFR technology is the brainchild of Mazula and ICP’s chief
science officer Ron Hawley. Serial inventor Hawley has a remark-
able 45-year history of composites innovation and commer-
cialization, having developed extrusion compounding (1969;
trade secrets only; no patents filed), and having been issued
patents on long-fiber thermoplastics (LFT, 1979), direct-(inline
compounded)-LFT (D-LFT, 1989), and the Pushtrusion D-LFT
variant (1999). Developed in 2013, AFR technology builds on all
four of Hawley’s previous breakthroughs.
Avoiding the “doom loop”Like so many other composites-industry veterans, Hawley says,
he and Mazula had long faced the frustration of technologies
Strategically placed advanced fiber reinforcements reduce weight and cost while dramatically increasing mechanical performance and dimensional stability.
Selective reinforcements boost “commodity” composite properties
By Peggy Malnati / Contributing Writer
that promised much, then
“came close, but fell short,”
a pattern he calls the “doom
loop.” “When technology fails
to live up to its potential,”
explains Hawley, “it hurts
all parties in the composites
supply chain — from material
and equipment suppliers to
compounders to processors
to customers.” Customers
must endure the cost and
time required for part and
tool redesigns and retesting,
increased weight and costs,
and delays or even failures to
launch on time. The processor
sees shrinking margins with
each redesign, might have to add secondary operations, and
could suffer delayed or lost programs. The compounder risks that
material prices will have to be reduced or another compound-
er’s material will be selected, and also could suffer delayed or
lost programs. And the designer is blamed for poor correlation
between predicted and measured part performance and weight,
and failure to meet specifications, which can lead to costly
redesigns and further delays. Such failures to launch, or launch
successfully, also necessitate that financial models be revisited
throughout the supply chain.
Hawley and Mazula founded ICP in 2013 with the express
purpose of finding a way to avoid the doom loop. They assembled
a team with extensive research, application development and
molding experience, and formed a strategic network of design,
AFRs in three types
Three advanced fiber reinforcements (AFRs) reportedly reduce part weight by 20% or more and part cost by 20-40%, increase flexural strength and stiffness by 100-300% and impact strength 100-500%. Tension members (TM-AFRs, left) resemble rods of varying thickness that are placed at potential points of failure. Impact members (IM-AFRs; middle white mesh) and structural members (SM-AFRs; right top, black mesh) look similar but feature different material formulation and composition to drive their respective benefits in impact or structural performance.
Source | Integrated Composite Products Inc.
CompositesWorld.com 21
NEWSAdvanced Fiber Reinforcements
molding and compounding partners. It was this experience that
led them not only to develop the AFRs, but also to invest in propri-
etary material models for finite element analysis (FEA) to ensure
rapid design optimization and repeatable implementation of the
technologies. As a result, they say they can help customers design,
formulate and place AFR elements exactly where they’re needed.
“If customers substitute as little as 5% of the base materials in
a given application with our AFRs,” Hawley contends, “they can
simultaneously reduce weight and cost — two eternal pressures —
while at the same time increasing both flexural strength and
impact performance — two objectives that are tricky to accom-
plish in parallel. And they can do all this with a high level of
predictability.”
Putting fiber where it’s neededAFRs rely on the fact that continuous glass rovings are 20-60 times
stronger than discontinuous glass fiber plus resin. AFR technolo-
gies feature continuous glass rovings impregnated and coated
with special formulations of common resins (e.g., polypropylene).
The proprietary formulation and the continuous glass impregna-
tion/coating process used eliminates voids and ensures excellent
wetout of the rovings to maximize adhesion with the matrix while
still providing an excellent, resin-rich surface that will ensure
good aesthetics right out of the tool. The coated rovings are then
formed as needed into specific shapes for insertion, via manual
or automated methods, into molds used in compression, injec-
tion or transfer molding processes. Once in the tool, they are
combined with the base materials (typically, discontinuous long-
or short-fiber-reinforced thermoplastic).
There are three types of AFRs: tension members (TM-AFRs),
impact members (IM-AFRs) and similar looking but differently
formulated structural members (SM-AFRs). TM-AFRs resemble
rods of varying thickness that are placed at the point of failure,
typically at the end/top of ribs (in the bottom of the tool), in order
to prevent failure by halting crack propagation. IM-AFRs and
SM-AFRs resemble mesh screens and typically are embedded in
part skins to provide what Hawley calls a “safety-glass” sandwich
that allows material to flow through to ribs. Although similar,
IM-AFRs and SM-AFRs feature a different material formulation
and composition to drive their respective benefits in impact or
structural performance. All three elements reportedly also can be
used to improve flatness/dimensional control.
ICP claims performance improvements can be achieved with
a wide variety of part shapes and designs, including elaborately
ribbed structures. Further, little to no special tooling or molding
process changes are needed, and the technology often can be
applied on the fly for a rapid prove-out before finalizing tooling/
process changes, which makes it ideal for use in development
projects as well as for troubleshooting commercial applications.
Using ICP’s proprietary FEA material models, the team reports
tight correlation between predicted and measured part perfor-
mance. Reportedly, the models work with static and dynamic
loads across a variety of glass reinforcement lengths (short to long)
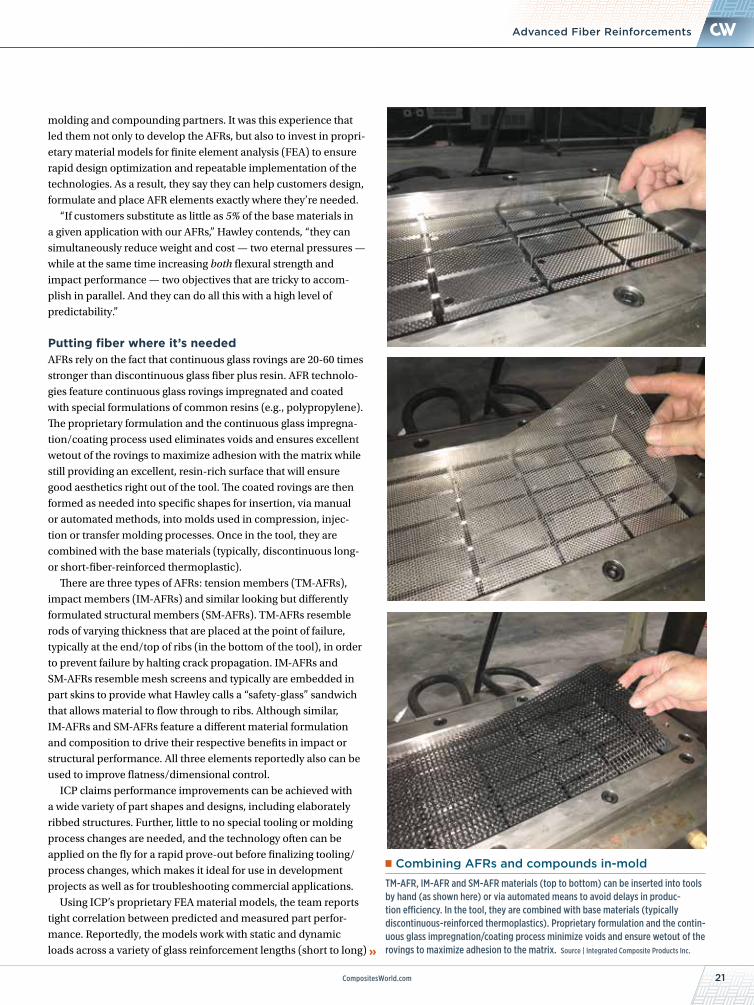
Combining AFRs and compounds in-mold
TM-AFR, IM-AFR and SM-AFR materials (top to bottom) can be inserted into tools by hand (as shown here) or via automated means to avoid delays in produc-tion efficiency. In the tool, they are combined with base materials (typically discontinuous-reinforced thermoplastics). Proprietary formulation and the contin-uous glass impregnation/coating process minimize voids and ensure wetout of the rovings to maximize adhesion to the matrix. Source | Integrated Composite Products Inc.
JUNE 201622 CompositesWorld
WORK IN PROGRESS
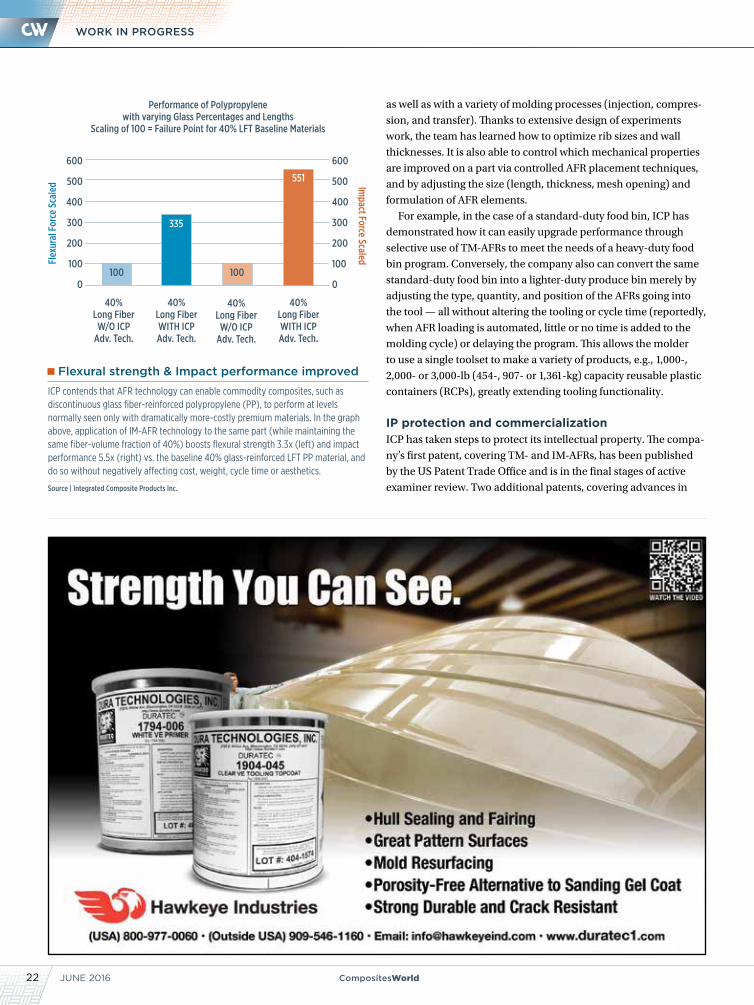
Flexural strength & Impact performance improved
ICP contends that AFR technology can enable commodity composites, such as discontinuous glass fiber-reinforced polypropylene (PP), to perform at levels normally seen only with dramatically more-costly premium materials. In the graph above, application of IM-AFR technology to the same part (while maintaining the same fiber-volume fraction of 40%) boosts flexural strength 3.3x (left) and impact performance 5.5x (right) vs. the baseline 40% glass-reinforced LFT PP material, and do so without negatively affecting cost, weight, cycle time or aesthetics.
Source | Integrated Composite Products Inc.
Performance of Polypropylene with varying Glass Percentages and Lengths
Scaling of 100 = Failure Point for 40% LFT Baseline Materials
600
500
400
300
200
100
0
40%Long Fiber
W/O ICPAdv. Tech.
40%Long FiberWITH ICPAdv. Tech.
40%Long Fiber
W/O ICPAdv. Tech.
40%Long FiberWITH ICPAdv. Tech.
Flex
ural
For
ce S
cale
d
100100
Impact Force Scaled
600
500
400
300
200
100
0
335
551
as well as with a variety of molding processes (injection, compres-
sion, and transfer). Thanks to extensive design of experiments
work, the team has learned how to optimize rib sizes and wall
thicknesses. It is also able to control which mechanical properties
are improved on a part via controlled AFR placement techniques,
and by adjusting the size (length, thickness, mesh opening) and
formulation of AFR elements.
For example, in the case of a standard-duty food bin, ICP has
demonstrated how it can easily upgrade performance through
selective use of TM-AFRs to meet the needs of a heavy-duty food
bin program. Conversely, the company also can convert the same
standard-duty food bin into a lighter-duty produce bin merely by
adjusting the type, quantity, and position of the AFRs going into
the tool — all without altering the tooling or cycle time (reportedly,
when AFR loading is automated, little or no time is added to the
molding cycle) or delaying the program. This allows the molder
to use a single toolset to make a variety of products, e.g., 1,000-,
2,000- or 3,000-lb (454-, 907- or 1,361-kg) capacity reusable plastic
containers (RCPs), greatly extending tooling functionality.
IP protection and commercializationICP has taken steps to protect its intellectual property. The compa-
ny’s first patent, covering TM- and IM-AFRs, has been published
by the US Patent Trade Office and is in the final stages of active
examiner review. Two additional patents, covering advances in
CompositesWorld-halfpage.indd 1 4/14/16 8:58 AM

CompositesWorld.com 23
NEWS
IM-, SM-, and TM-AFR technologies, along with proprietary formu-
lations and manufacturing techniques, are currently working their
way through US and Patent Cooperation Treaty (PCT) systems.
Moreover, ICP’s trade secrets, which are shared only with partners
and licensees, deal with additional formulations and manufac-
turing techniques.
The company also has
formed strategic part-
nerships with several
multi-million/multi-
billion-dollar compa-
nies along the value chain (including compounders, molders,
asset managers/distributors and customers). Mazula says, “Our
partners bring a wealth of knowledge and resources and have
signed MOUs [memorandums of understanding] supporting global
growth. Thanks to that collaboration, we’ve already developed a
pipeline of programs, including two for RCPs/bins and one for a
pallet. We’re now in the phase of rapid commercialization, with
projected 2017 startup dates on programs that are each worth in
excess of US$100 million and projected to consume over 1 million
kg of AFRs and 18 million kg of base LFT materials per geographical
market.” Although ICP’s initial focus is on the transportation-pack-
aging/materials-handling market (pallets, RPCs, bins, totes, etc.),
it welcomes new partners to accelerate development of additional
applications in other industries.
Contributing writer Peggy Malnati covers the automotive and infrastructure beats for CW and provides communications services for plastics- and composites-industry clients. [email protected]
How to put AFRs to work According to Mazula, molders or customers who wish to incor-
porate AFRs into their product development processes would
typically begin their work with ICP by signing a two-way nondis-
closure agreement, followed by determination of the issue(s) to
be resolved or area of design optimization to be tackled. Next,
they provide their FEA work to ICP’s design partners to facilitate
a design review. Then, ICP would apply its proprietary material
models to the design, quickly determining which changes will
improve performance, reduce cost, and meet customer-specified
optimization goals. With data in hand, the customer then decides
which scenario(s) to run on production tooling — with molding
trials conducted either on the customer’s equipment or at ICP’s
fully equipped R&D center. Results are then confirmed by part
testing, performed either at the customer’s site or by an indepen-
dent lab. Finally, the customer and ICP enter into a relationship
that includes licensing or other forms of long-term contracts that
leverage ICP’s technology to benefit both organizations.
Read this article online | short.compositesworld.com/ICP-AFRs
Advanced Fiber Reinforcements
For technical information and samplecall 800.992.2424
miller-stephenson chemical company, inc.Connecticut - Illinois - California - Canada
800.992.2424 203.743.4447 [email protected]
miller-stephenson.com/quik-freeze
msTM
NEW! Low Global Warming Formulation Available
Perfect for controlling resin viscosity incomposite forming by cooling lay-up dur-ing cure cycle. Also, effectively used forreducing tack on pre-preg during lay-up ifrequired.
We also offer a complete line of EPONEpoxy Resins/Curing Agents andPTFE Release Agents for compositemolding and fabrication.
Composite ChillersComposite Chillers

JUNE 201624 CompositesWorld
Carbon fiber has a niche, but can it secure a larger piece of a high-growth pie?
» Orthopedics is the branch of medicine that addresses impairments of the skeletal
system, ligaments and muscles. It comprises prosthetics — devices that substitute for
a limb or joint — and orthotics, such as lower back supports and knee braces, which
compensate, assist or stabilize a body part.
Blade-like lower-leg-and-foot prosthetics like those worn by double-amputee
Oscar Pistorius when he ran the 100m dash in 11.04 seconds (the current world
record is 9.58 seconds, held by non-amputee Usain Bolt) put carbon fiber-reinforced
polymer (CFRP) under the spotlight in the Paralympic, Olympic and medical worlds.
But strong showings in the sports media have not necessarily mirrored market reali-
ties in the medical arena.
For lower-limb prosthetics, CFRP is a very good candidate. “If you look at the feet,
they act like a spring,” explains Maximilian Segl, head of composite development at
the world’s largest prosthetics manufacturer, Otto Bock (Duderstadt, Germany). “The
best springs are made with titanium or special steels, but CFRP is lightweight, strong
and has especially good fatigue resistance.”
But composites’ place in the wider orthopedics market is not a given. As bionics
and other human augmentation devices continue to be developed, manufacturers
are looking for lightweight components, but at a lower cost and a greater ease of
Opening the door into orthopedicsCarbon fiber composites have carved a niche in high-performance lower-limb prosthetics (left) and orthotics, such as this knee brace (below).
Sources | Otto Bock and (below) Össur
By Ginger Gardiner / Senior Editor
CFRP: opportunities in orthopedicsCFRP: opportunities in orthopedics

25CompositesWorld.com
NEWSOrthotics & Prosthetics
processing not typical, historically, with compos-
ites. There also is a push, particularly in
the burgeoning orthotics exoskel-
eton market, toward less bulky “soft”
devices that rely on textiles instead of
hard molded components.
That said, opportunities abound
where composites’ high perfor-
mance and low weight justify cost.
Making the most of lower-limb mobility“Composites and carbon fiber will continue
to help us improve people’s mobility,” says
Christophe Lecomte, R&D engineer at Össur
(Reykjavik, Iceland), which manufactures the
Flex-Foot Cheetah and a range of other, mostly
lower-limb, orthopedic products.
Due to increased load-bearing and lightweight
requirements, CFRP is most common in lower limb
prosthetics and orthotics. “Carbon fiber has different,
unmatched properties to other materials,” say Lecomte. “For
example, in Össur’s CTi Knee brace, carbon fiber is used on the
frame, where its high stiffness and low weight secure the knee
joint during sport activities. The same material is used in our Flex-
Foot prosthetic feet, however, because the outstanding load capa-
bility and fatigue properties allow shock absorption and return
energy to the user.” He also notes the material’s tolerance to high
deformations, amazing versatility and ability
to tailor stiffness and strength by adjusting
layup schedules.
Össur uses primarily epoxy prepreg,
with a range of fibers depending on the
device and intended use. Production
is highly automated. Össur devel-
oped its own tape laying machine to
achieve high efficiency in low-void
laminates, which are then vacuum-
bagged and autoclaved. Cured parts are post-processed using
waterjet cutting, CNC machining and robotic grinding. They are
incorporated into prosthetic assemblies using structural adhe-
sives and bolts.
CFRP has helped Össur consistently push the boundaries of
prosthesis performance. “We found an innovative way to combine
several carbon fiber blades in our new Pro-Flex prosthetic foot,
which has increased ankle range of motion and peak ankle power,”
notes Lecomte.
Selective stiffness in socketsA promising area of prosthetics is the socket, the part of a pros-
thesis into which the stump of the remaining limb fits. Most,
today, are made from plastic, which is cheap, fairly lightweight
and easy to clean. However, demand for ever greater increases
in device performance and wearer comfort and capability has
opened the door for fiber reinforcement.
“This part is directly on the person, so lightweight is good,”
says Otto Bock’s Segl, who explains that sockets are somewhat
different from other prosthetic appli-
cations. “Some areas must be thicker
and some thinner. The front side typi-
cally includes more flexible zones, so
it is not too stiff when walking. But you
need stability on the sides.” He notes that
some areas of the stump are stronger, with
bones underneath the skin, while others
are not so reinforced. “You must look at the
shape and composition of the stump, and also
where the forces are acting as the person moves.”
Segl says that socket constructions in the industry are no longer
simply braided fabric impregnated with resin and then cured
over a mold. “There are new constructions,” he explains. “They
are not round, but now have sections that are stiff and sections
that are flexible. They also use very flexible materials between the
stiff sections, much like a stringer in a wing.” Hand layup acrylic
is an older construction, used to give flexibility. “Though not as
stiff or strong as an epoxy laminate,” says Segl, “you can design
more rounded edges and can also heat locally to form it like a
thermoplastic.” Newer constructions use epoxy prepreg cured
below 100°C vs. previous systems that required >120°C. Segl notes
these new systems enable stiffer and thinner constructions, which
results in greater design flexibility.
CFRP for fleet, flexible feetCFRP’s excellent load-bearing capability and fatigue properties work well to emulate the spring-like function of the human foot, providing shock absorption and forward energy. Spring-like CFRP structures are incor-porated into both Otto Bock’s Triton (above) and (at left) Össur’s Flex-Run lower-leg prosthetics. Sources | (above) Otto Bock / (left) Össur
Carbon fiber-reinforced plastic is most commonly used in lower-limb pros-
thetic and orthotic devices.

JUNE 201626 CompositesWorld
FEATURE / ORTHOPEDICS
durability and/or reduce cost have opportunities at varied points
along the product spectrum.
In addition to Otto Bock’s individualized products (such as
the sockets mentioned earlier), it also makes more industrial,
standardized parts, which also use CFRP, such as prosthetic feet
and very stiff covers for the knee. Its C-Leg above-knee pros-
thesis uses a microprocessor-controlled knee mechanism to
enable a more stable and efficient gait that more closely
resembles a natural walking pattern. “For individu-
alized devices made by orthopedic shops, we
must look at how they can use the materials
even though their processes are not indus-
trial-type production,” explains Segl.
“For industrial parts, we use autoclaves,
stamping, pressing and resin transfer
molding, with material selection driven by
function of the part. For example, the C-Leg
cover must be stiff to protect the hydraulics
and electronics inside.”
In July 2015, Össur unveiled successful
demonstrations of mind-controlled lower
limb (MCLL) prosthetics, using its implanted
myoelectric sensor (IMES) technology. The first
two cases include one above-knee amputee
using the dynamic Rheo Knee device and one
below-knee amputee using the dynamic ProPrio
Foot, made with CFRP. Össur has large-scale
clinical trials underway, aiming for commercial-
ization in 3-5 years.
Exoskeletons: Robotic orthoticsAs bionics technology begins to transform
prosthetic manufacturing, a parallel shift in
the orthotics paradigm is well on its way. In
2015, Robotics Trends Media (Framingham,
MA, US) managing editor Steve Crow reported
the robotic exoskeleton market is forecast to
reach US$1.8 billion in 2025, up from US$68
million in 2014, with a CAGR of almost 40%.
Crow noted that lower-body exoskeletons used
as rehabilitation tools or to improve quality
of life are the market leaders, but commercial
systems that augment human capabilities will
have the strongest growth. And in the work-
place, demand for these “wearable robots” is
predicted to be on par with industrial robots.
The goals here are injury prevention and
productivity improvement for tasks that
include heavy lifting, extended standing,
squatting, bending or walking, with
applications that range from construc-
tion and agriculture to transportation
and healthcare (e.g., nurses lifting
patients).
Selective stiffness in socketsProsthetic sockets are tailored to individual stump shape and composition, making use of newer epoxy prepregs, for thinner, stiffer sections with more flexible materials in between.
Source | Otto Bock
Bionics: Powered prostheticsDevelopments in prosthetics
have increased rapidly during
the past decade. Powered limbs
are increasingly common, with motors that can be
controlled by muscles in the stump pushing switches,
or by electromyography, which uses algorithms to
decode electrical signals in natively innervated or
surgically reinnervated muscles, combined with data
from sensors on the prosthesis to interpret the patient’s
intended movements. There are a variety of robotic,
multi-dexterous hands commercially available today,
including Otto Bock’s Michelangelo hand, Touch Bionics’
(Livingston, UK) i-Limb and Steeper Group’s bebionic3
(see photo, p. 27). Notably, none of these uses composites.
“We use a water-transfer printing process to give the
bebionic hand the look of carbon fiber,” explains Martin
Wallace, mechanical design manager at Steeper Group,
noting, “I investigated carbon fiber for some of the compo-
nents, but had little interest from the suppliers contacted and
my early attempts met with cost barriers.” Instead, bebionic
products use cast and machined aerospace-grade aluminum,
machined stainless steel, bearing brass and engineering
polymers, such as acrylonitrile butadiene styrene (ABS), poly-
butylene terephthalate (PBT) and polyetheretherketone (PEEK)
overmolded with thermoplastic elastomers (TPE) — i.e., rubber-
ized polymers like polyolefin blends and thermoplastic polyam-
ides, polyurethanes or copolyesters — as well as conductive TPE
to allow the use of touch-screen devices.
“We have attempted to use glass fiber-filled materials for
some of our finger components and would like to use them due
to cost savings,” says Wallace, “however, we have often found at
the prototype stage that the brittleness of the material discounts
its use in favor of more durable cast aluminum.” Cost and dura-
bility are serious issues. Powered prostheses can cost many
tens of thousands of dollars, while the less-advanced average
prosthetic device has a lifespan of only three years
according to the National Limb Loss Informa-
tion Center/Amputee Coalition (Manassas,
VA, US). Thus, materials that can increase

27CompositesWorld.com
NEWS
According to ExoskeletonReport.com,
there are at least 40 companies working
on hard exoskeletons, both powered and
unpowered, and more looking into soft
exosuits (see Learn More). A few products
tout the use of CFRP for lightweighting,
but many rely on metals and plastics.
Segl says exoskeletons naturally
evolved from orthoses. Do compos-
ites have any opportunity here? “The
question is whether it is an active or
passive system,” he responds. “Active
means powered, and the issue is where
the power comes from.” Though he
acknowledges big steps are being made in
energy storage, “If you need an exoskel-
etal system to climb stairs, you are moving
a 60- to 80-kg load upward, and a battery
then also adds weight.”
He says that many exoskeletons are
now more nearly robotic than orthotic,
“but with energy sources gaining in effi-
ciency, you might be able to integrate an
active system via a composite with piezo-
fibers. For example, look at NASA’s folding
systems for satellites. However, they are
moving only grams in space and we are
moving kilograms acted upon by gravity.”
Otto Bock has licensed two patents
from Ekso Bionics (Richmond, CA, US),
SIDE STORY
The Center of Innovation for Biomaterials in Orthopedic Research (CIBOR) at the National Institute for Aviation Research (Wichita, KS, US) applies aerospace materials and process knowledge to orthopedic devices and works with aerospace manufacturers to pursue opportunities in the medical industry. It has two patents on the use of carbon foam as a bone-graft material to improve success in orthopedic implants. CIBOR research engineer Joel White describes it as “a very open-celled, rigid, carbon/ceramic foam. Its structure mimics that of trabecular [spongy] bone, and its pore size and interconnected structure are able to be tailored for our applications.”
Extremely machinable, the material was being used by a local aero-space manufacturer as a core material for layup tools for the autoclave. It also offered much lower thermal mass vs. aluminum or Invar. “The carbon foam performed really well in biocompatibility studies,” says White, who also notes very good results with small animal bone-regeneration studies. These involved creating a defect in mice femurs and evaluating if the carbon foam aided regeneration. “We also have run studies where small samples were placed in muscle pouches and we were able to induce bone growth even in areas that would not normally support this,” White adds.
Trials in large animals (sheep) showed the carbon foam induced bone growth in an 8-mm by 18-mm hole in the femur. “We put our material in with BMP-2 [a protein which helps to induce bone growth] and were able to use dramatically less than the normal clinical dosage, but still achieved the same amount of regeneration in bone volume as we did with the full clinical dosage.”
White says the carbon foam is, indeed, amenable to bonding with different proteins and other osteoinductive materials, “which provides
Orthopedics: Carbon foam fosters bone growth
a lot of options.” He illustrates the impact it could have on a common spinal fusion procedure. “They take the damaged disk out, and to fuse the vertebrae they insert a load-carrying device, like a PEEK intervertebral cage,” he explains, noting, “We could put the carbon foam in the middle of this donut-shaped cage — instead of having to harvest a patient’s own bone — and get good bone growth, because the PEEK alone does not support good bone formation. So the carbon foam provides a great synthetic conduit for bone growth through the implant and provides us with an exciting option.”
White says the carbon foam could eliminate the need to harvest the patient’s own bone and reduce overall risk involved in surgery. See Learn More for news about CIBOR’s research into CFRP use in implants for joint replacement surgery and the surgical instruments used to install them.
.
Carbon foam: Stimulating bone growthPerforming well in tests as a bone-graft material for orthopedic implants, such as these PEEK intervertebral cages used in spinal fusions (left), carbon foam (50X micrograph, right) could potentially eliminate bone harvesting, reducing surgery duration and invasiveness. Source | CIBOR
Bionics get a handComposites were investigated for the bebionic3 hand, but lack of supplier interest, cost and a need for less brittle parts resulted in a metals and plastics makeup with a printed “carbon fiber look.” Source | Steeper Group
Orthotics & Prosthetics

JUNE 201628 CompositesWorld
FEATURE / ORTHOPEDICS
Directed Medical Research Programs to do just that.
Ekso Bionics also has received FDA approval for
its Ekso GT product to be used with stroke and
spinal cord injury (SCI) patients, while the US
Department of Veterans Affairs (VA, Washington,
DC, US) has issued a national coverage policy
for ReWalk Robotics Inc.’s (Marlborough, MA,
US) robotic wearable exoskeletons for qualifying
veterans with SCI. Veterans will be evaluated for
use of the device, which uses CFRP footplates to
support the patient’s weight, while powered hip
and knee motion enables the patient to stand
upright and walk independently. Training will
begin on an outpatient basis and proceed to
home or community settings, followed by
consideration for procurement of a personal
device for long-term use. Although both ReWalk
and Parker Hannifin are focused primarily on rehabilitation
products, Parker also is pursuing human augmentation products
via its investment in and partnership with Freedom Inno-
vations (Irvine, CA, US), which uses CFRP in a
number of its standard prosthetic devices and
component upgrades.
Developments for future devicesSegl is hopeful for improved materials. Although
he concedes that carbon fibers are now “better
performing and more precise”, he contends that
they are still merely tweaks of the same basic mate-
rials created in the 1970s. “We need to take the next
step in order to make the fibers and matrix more
connected,” Segl explains. “We need a better inter-
face between the fiber and matrix so that you are
able to get the best performance out of the fiber
for each part. Then you will be able to build
lighter weight and thinner parts with the same
mechanical performance.”
Segl also sees a need for tighter production
tolerances. He explains that with thermoset
composites, “you’re making the material and
the part at the same time, so you must have
very tight control on the temperature, pressure,
viscosity, etc. Variability causes part perfor-
mance to go down. Simulation of composites
is also not as good as with a metal part, which is
very exact with standardized material performance
CFRP for fleet, flexible bionic feet Össur has moved from its Pro-Flex foot (left), which has increased ankle range of motion and power, to the dynamic ProPrio Foot (right) now under-going tests as a mind-controlled bionic prosthetic for below-knee amputees. Both devices incorpo-rate CFRP. Source | Össur
Exoskeletons: Lightweighting external support The INDEGO exoskeleton, which uses carbon fiber in the foot brace, has been FDA-approved
for increased efficiency during rehabilitation and improved health for spinal cord injury patients. Source | Parker Hannifin
exoskeleton pioneer and partner to the US
Army and Lockheed Martin Exoskeleton
Technologies (Orlando, FL, US) in devel-
oping assistive devices for soldiers and
noncombatants, such as shipbuilders.
The INDEGO exoskeleton by Parker
Hannifin (Cleveland, OH, US) has been
approved by the US Food and Drug
Admin. (FDA, Silver Springs, MD, US)
for use with spinal cord injury patients.
“We use carbon fiber in the foot braces,”
says Parker Hannifin director of global
communications Aidan Gormley, “but the rest
is made from metal and a mix of ABS and polycar-
bonate plastic.”
INDEGO exoskeletons will initially be supplied
to rehabilitation centers, which will manage
their use with patients. “The current focus is not
lifetime mobility restoration for these patients,”
says Gormley, “but instead to achieve significant
health benefits and efficiencies during rehabilita-
tion by replacing the current robotic treadmill
training, which requires numerous physical
therapists/attendants, while the INDEGO only
requires one.”
In the same price range as many exoskeleton
products, INDEGO costs roughly $80,000. Gormley
says personal lifelong use is a definite goal, but
the cost is a factor and work is still needed
to document its health benefits and usage
outcomes if users are to obtain health insurance
reimbursements. Parker Hannifin has started a
four-year, multi-center study funded by the US
Department of Defense and the Congressionally

29CompositesWorld.com
NEWSOrthotics & Prosthetics
CW senior editor Ginger Gardiner has an engineering/materials background and has more than 20 years in the composites industry. [email protected]
data sheets. Our computer simulation is getting closer and
closer to actual part performance. If you can improve simula-
tion, you reach the right part design much faster.”
Lecomte says Össur expects its future devices to provide
more information to the patients and allow patients to interact
with their
prostheses.
Like Segl, he
suggests that
next-genera-
tion composites
could use piezo-
electric fibers,
for example, as
layers in laminates
that harvest energy while patients walk to recharge prosthesis
batteries. Next-generation composites also could adjust device
stiffness on-the-fly in response to in-use conditions or even
self-heal in case of damage.
“Our goal is to design prostheses that are closer to the human
leg,” says Lecomte. “There is still a lot to do to achieve this goal.
Human limbs are complex systems that adapt to the environ-
ment and situation.” He says that current bionic prostheses
collect data via sensors and adjust behavior with motors. “Our
next challenges are to reduce prosthesis weight and volume and
efficiently detect and communicate user intent.”
“We expect further developments in resin and fibers in the
coming years, which will lead to the design of new, lighter
and stronger orthotics and prosthetics,” says Lecomte. Össur
is also looking at means to reduce material usage, waste and,
possibly, recycling. “There is a need to make the industry more
sustainable.”
Read this article online | short.compositesworld.com/CFRPOrtho
Read more online about the opportunities for the use of “Composites in Exoskeletons” at the CW Blog site | short.compositesworld.com/exoskel
Read about how “CIBOR advances aerospace materials in medical applications” at the CW Blog site | short.gardnerweb.com/CIBOR
Read more online about multifunctional composites capable of energy harvest and self-healing in “Aerocomposites: The move to multifunctionality” | short.compositesworld.com/AeroMFComp
Next-generation composites could use piezoelectric
layers to harvest energy to recharge device batteries.
www.dieffenbacher.com
Lightweighting Your WorldSMC | CFRP | LFT | HybridProcess technology and automatedsystems for manufacturingfiber-reinforced components
K DüsseldorfHall 14 / A02

JUNE 201630 CompositesWorld
Structural adhesives, Part I: Industrial
» Fasteners always will have a place in manufacturing assembly,
but one of the Holy Grails of composites manufacturing is adhesive
joinery that eliminates mechanical fasteners. Relieved of fastener
weight, much lighter bonded composites could be leveraged for
cascading weight and cost benefits elsewhere in the larger struc-
tures of which they are a part. Further, with no fastener holes,
those composites would deliver better fatigue
performance. Perhaps most important, elimi-
nation of drilling operations would accel-
erate manufacturing cycle time, ensuring
lower overall cost even if the adhesive’s
material cost were greater than the cost
of the fasteners it replaces.
Although redundant fasteners
are mandated in adhesively bonded
commercial aerospace structures — a
situation unlikely to change in the near future (a subject CW will
address in “Structural Adhesives, Part 2: Aerospace,” see Learn
More, p. 36) — fabricators in marine, wind energy and other
“industrial” market sectors have enthusiastically embraced adhe-
sive-only bonding. Many more applications from architecture to
automotive stand to benefit from advances in bonding technology.
The result has been rapid, long-term growth in the develop-
ment of structural adhesives. The worldwide market for all types of
adhesives exceeds US$45 billion, with 8% annual growth predicted
by research firm Markets and Markets (Pune, India). According to
Structural Adhesives: Chemistry and Technology author S.R. Harts-
horn, structural thermosetting adhesives comprised 10-15% of the
total adhesives market in 2015, and were posting annual growth
rates of 7-9% as early as the 1980s. Meanwhile, the Freedonia
Group (Cleveland, OH, US) says global
demand for adhesives and sealants
is forecast to grow 4.5% per annum
through 2019 to 20.2 million MT.
Conservatively, then, the structural
adhesives market could be worth US$4.5
billion, today, and US$6 billion-$7 billion
by 2020.
Getting the glue rightAt least 40 adhesives suppliers now serve the composites industry.
Although structural adhesives offer an opportunity to simplify
assembly of manufactured products, it is no simple matter to
arrange that opportunity either for those who formulate them or
for the molders who must find a formula to match a particular
composites application.
“Adhesives mean chemistry, and chemistry is complex,” empha-
sizes George Bullen, president and CEO of Smart Blades Inc.
Today’s myriad chemistry options enable formulators to tailor adhesives to customers’ exact application requirements.
By Sara Black / Technical Editor
Adhesive vs. fastenersAdhesive bonding of composites, to like and unlike materials, without the use of
mechanical fasteners, enables manufacturers to eliminate hole drilling and leverage
cascading benefits of weight and cost savings throughout larger assembled structures.
Perhaps most important, it can significantly shorten production cycle, a critical goal in
automotive assembly operations such as the one pictured here, using Pliogrip structural
adhesive from Ashland Performance Materials (Columbus, OH, US).
Source | Ashland
One of the Holy Grails of composites manufacturing
is adhesive joinery that elimi- nates mechanical fasteners.

CompositesWorld.com 31
NEWSStructural Adhesives, Part 1
(Oxnard, CA, US). Formerly with Northrop
Grumman and a Fellow in the Society of
Manufacturing Engineers (SME), he points
out, “Many factors need to be considered
before undertaking structural bonding of
composite materials.” (Structural adhesives
are defined and their forms enumerated in
the Side Story on p. 33.)
Making and selecting adhesives has,
historically, involved formulation and appli-
cations tradeoffs that can prove challenging.
For example:
• Tougheners added to improve elon-gation and impact resistance can reduce adhesive strength and glass transition tempera-ture (Tg).
• Heat during fixturing and cure might be needed for best results, particularly with epoxies, but also can contribute to bond line read-through in bonded assemblies, in which the adhesive bonds within the assembly can be detected on the outer cosmetic surface. Room-tempera-ture cure is less susceptible to read-through but, histori-cally, less efficient.
• When bonding dissimilar materials, the adhesive’s formu-lation must accommodate potentially significant differ-ences in coefficients of thermal expansion (CTEs) and surface properties of the bonded components.
• Surface preparation and cleaning prior to adhesive appli-cation, fixturing and cure optimizes joint adhesion but can significantly prolong processing time and increase per-part cost.
• On a joint with a large surface area, such as a boat hull, longer open-time or out-time will be required, yet the additional out-time has the poten-tial to degrade the adhesive’s cured mechanical properties.
• If the surface to be bonded during assembly is oriented vertically, the adhesive must have enough sag resis-tance to remain where placed.
Notably, adhesive suppliers are reporting
a number of recent product developments
that mitigate or circumvent such difficulties,
offering customers an unprecedented degree
of design freedom.
Automotive “multi-material” applicationsA key property required in automotive
structural adhesives is elongation, necessary
to accommodate CTE differences and the
movement of body parts in relation to each
other under dynamic and fatigue loading
on the road. And as the “multi-material vehicle” mantra spreads
in the auto industry, composite-to-metal bonding has become a
necessity. The adhesives that meet this requirement must accom-
modate significant differences in the materials. Key innovations
here also include adhesives that cure rapidly and require little-to-
no surface preparation.
Dow Automotive Systems (Auburn Hills, MI, US) revealed
in 2014 that its trademarked BETAFORCE urethane composite
bonding adhesive is being used by BMW Group (Munich,
Germany) to bond the carbon composite elements of the all-elec-
tric BMW i3 car (see Learn More). The urethane offers a balance
of strength, flexibility and good adhesion to multiple substrates,
and a very high elongation. It has a unique two-part, pre-polymer
chemistry, which means that some of the diisocyanate is already reacted with the polyol to create an intermediate, partially reacted
polymer with higher molecular weight for better mixability and
stability. Dow Automotive’s Christophe van Herreweghe, adhesive
Truck-hood tough bondingAshland’s (Columbus, OH, US) Pliogrip polyure-thane, epoxy and acrylic chemistries are already used to bond most Class 8 truck-hood and raised-roof assemblies, and, in automobiles, to bond composites for roofs, doors, hoods and liftgates.
Source | Ashland
Bonding the BMW 7-Series B-pillarL&L Products (Romeo, MI, US), developed a customized epoxy film adhesive for BMW (Munich, Germany), for use in bonding a carbon fiber stiffener to metal inside its new 7-Series B-pillar. The adhesive performs multiple func-tions, including galvanic isolation).
Source | L&L Products

JUNE 201632 CompositesWorld
MARKET OUTLOOK
market manager, says, “BETAFORCE, depending on the specific
grade, has a modulus varying from 20 MPa to 300 MPa and an
elongation as high as 400% for superior energy absorption under
dynamic and fatigue loading.”
Van Herreweghe says that previous grades of BETAFORCE
required a primer coat or application of an activator, but the latest
grade does not. Although any mold release that remains on the
composite parts must be removed prior to bonding, he empha-
sizes that BETAFORCE bonds well to composites. After adhesive
is dispensed via automated meter/mix machine, cure occurs with
application of heat, typically infrared or other rapid method, to
more than 80°C for 1-3 minutes to achieve handling strength.
Dow Automotive is currently working on expanding the adhe-
sive’s open time, in combination with faster cure via heat accelera-
tion. “We’re researching more sophisticated application technolo-
gies,” he adds, “such as bead injection into cavities for bonding
composites to metal frames, and new encapsulated formulations
for spot curing under heat acceleration.”
Another BMW adhesives supplier, L&L Products (Romeo, MI,
US), which entered the automotive/commercial vehicles market
with noise, vibration and harshness (NVH) products, already has
a composite-to-metal adhesive in serial production. A custom
formulated, heat-activated, toughened epoxy film adhesive is
used to bond a carbon/epoxy composite structural stiffener to
the inside of the BMW 7-Series steel B-pillar. “The adhesive cure
can be as high as 190°C for a sub-1-minute cure time,” explains
Didier Trau, project manager of advanced development at L&L’s
Molsheim, France, facility. “However, for the BMW process, cure
is tailored to match the cure profile of the carbon prepreg, and still
achieves a 2-minute cure.” The film is cut to shape, preformed with
the carbon prepreg and cures in the compression molding process
that shapes the stiffener (see photo, p. 31).
Trau notes that no surface preparation is required for either
the metal or the prepreg material, saving considerable time. The
film’s elongation accommodates differences in thermal expan-
sion between the composite and the steel. A key point, adds Trau,
is that the film includes an embedded glass veil that ensures
consistent separation between the carbon prepreg and the steel
substrate, to avoid galvanic effects: “If we used microspheres for
bondline control, there is the chance that stray fibers of carbon
might still contact the metal. The veil ensures a complete separa-
tion, yet guarantees the minimum bondline thickness.”
SciGrip Smarter Adhesive Solutions (an IPS company, Durham,
NC, US, and Tyne and Wear, UK) supplies acrylic structural adhe-
sives to a number of transportation customers, among them GRP
HighTech (Bangkok, Thailand), which uses SciGrip’s SG5000 1:1
high-performance methyl methacrylate (MMA) for bonding fiber-
reinforced acrylonitrile butadiene styrene (ABS) rear spoilers
and front skirt parts to a metal substructure for major auto OEM
customers, including Toyota (Tokyo, Japan). SG5000 report-
edly has excellent adhesion to the ABS parts and the stainless
steel supports to which they’re bonded because acrylics form
strong covalent bonds that provide high tensile strength yet also
exhibit high elongation (up to 150%) to adjust to variations in
CTE. More importantly, its fast room-temperature cure with
little or no surface preparation — MMAs are generally suitable
Automation increases application speedNew World Doors (Ballymena, Northern Ireland) has reduced its cycle time by 73% for its inner door sash bonding step, and significantly increased adhesive application speed through the use of an automated dispensing machine. Scott Bader (Wollaston, Northamptonshire, UK) supplies the adhesive: Crystic Crestabond M1-05 10:1 methyl methacrylate (MMA). Source | Scott Bader
Adhering to excellence in yacht racingIan Burns, performance team manager for ORACLE TEAM USA (San Francisco, CA, US), says his yacht-building team uses PRO-SET epoxy adhesives (Gougeon Bros., Bay City, MI, US) to build high-quality small parts, which are eventually joined to elements of the team’s racing vessels. The pre-thickened, two-part structural pastes, based on resins and hardeners that do not require elevated-temperature post-cure, reportedly achieve good adhesion and mechanical properties on a great variety of substrates. Source | ORACLE TEAM USA

33CompositesWorld.com
NEWS
Structural Adhesives, Part 1
for applications involving moderate temperatures (80-100°C) —
matches production speed, says Mark Rogan, SciGrip’s European
sales and marketing manager.
“SciGrip offers its products in two ways: in a 1:1 mix ratio paste
for typical transport and industrial applications. Its 10:1 mix ratio
paste products, with a peroxide-based activator, provide higher
performance on more diverse substrates, delivering up to 150%
elongation and up to 90% of the strength of epoxy,” says Rogan.
SciGrip SG230HV (high viscosity) and SG300, both intended for
high-production-rate vehicle manufacturing, are 10:1 mix ratio
products, used often for composite-to-metal bonding, with higher
temperature resistance than the 1:1 products: “SG300 requires no
surface preparation before bonding and gives very good fatigue
performance,” he adds.
3M (St. Paul, MN, US) offers a range of epoxies built on legacy
Scotch-Weld chemistry pioneered and trademarked for compos-
ites more than 30 years ago, says Brent White, 3M’s global struc-
tural adhesives manager. 3M Scotch-Weld two-part 420NS epoxy
offers good fatigue performance and can withstand automotive
E-coat and powder-coating temperatures.
“Customer needs have led to our team’s development of poly-
urethane adhesives, such as 3M Scotch-Weld urethane adhesive
620,” adds White. “They’re very effective where flexibility is
needed, such as in composites/metal bonds.” The adhesive has
a low dispense viscosity, yet is non-sagging after dispensing and
provides low temperature flexibility.
Ashland’s (Columbus, OH, US) trademarked Pliogrip structural
adhesives — available in polyurethane, epoxy and acrylic chem-
istries — have been employed for more than 40 years in automo-
tive and heavy truck applications. “Our Pliogrip 9100 two-compo-
nent heat cure urethane … is capable of achieving a heated fixture
time as short as 2 minutes, with little or no surface preparation,”
contends Keith Grover, Ashland’s industry manager for structural
assembly adhesives. “The tailored cure helps to maximize our
customers’ productivity.” A second adhesive, Pliogrip 8500, offers
a room-temperature cure option. Because urethanes degrade at
high E-coat process temperatures during vehicle painting, Ashland
also offers Pliogrip 5500 two-component epoxy. It provides an
open time of 30 minutes and a 2-minute heated fixture cure that
can withstand 205°C, for applications that will be post-painted.
Pliogrip products are used to bond most Class 8 truck hood and
raised roof assemblies, and, in automobiles, to bond composites
for roofs, doors, hoods and liftgates.
Pliogrip products are designed to reduce or eliminate surface
prep and to streamline production. But Grover adds that the
selected adhesive should be qualified to ensure it meets the
performance requirements for the application, a process that
Ashland can assist the customer with, in its laboratory. “Light-
weighting is a hot trend in many markets,” he sums up, “and we’re
developing new products capable of minimizing part distortion,
joining dissimilar substrates and curing at even faster speeds to
enable high-volume production rates.”
LORD Corp. (Cary, NC, US) also supplies a portfolio of epoxy,
urethane and acrylic adhesives for a range of markets including
vehicle metal bonding, and is a supplier to bus and commercial
truck OEMs, says Julie Miller, LORD’s global market manager.
Although Lord’s 200- and 400-series acrylics are general-market
adhesives, its 600-series provides extended working times for
large parts, such as “big rig” fairings. The adhesive also can form
large beads where large bond gaps exist, and can accommodate
composite-to-metal bonding.
“Our newer 800-series acrylics are specifically designed to
reduce or eliminate bondline read-through,” adds Dr. John Hill,
principal engineer, structural adhesives R&D, who explains that
read-through is a not yet fully understood phenomenon. LORD’s
urethane grades, used for automotive and heavy-duty truck
assembly, include 7542 and 7545: 7542 is a low-viscosity liquid that
allows gravity feed, yet offers instant sag resistance when applied
to vertical surfaces, thanks to its chemical thixotropy (7545 has
similar properties but comes as a paste). For higher temperature
SIDE STORY
An adhesive is “structural” if it has sufficient strength to transfer or share loads between highly stressed components. Adhesive manufacturers typically stipulate that a force of at least 6.9 MPa is required to separate a structural adhesive bonded joint in a lap shear coupon test (for more background, see Learn More, p. 36). To achieve such performance, or effective adhesion, the adhesive’s chemistry must dissolve molecules in the adherend, enabling it to form covalent chemical bonds that lock the adhesive and adherend together.
The bond can be enhanced by increasing surface free energy through abrasion of the substrate’s surface. Although this must be done carefully to avoid fiber damage, the microscopic crevices it creates increases surface area (which increases the opportunity for effective adhesion) and captures the adhesive for a mechanical interlock as well. Additionally, the structural properties of adhesives can be tailored with numerous additives, including plasticizers, rubbers, curatives and accelerators to increase or reduce viscosity, elongation out-time and/or cure speed. Further, microspheres are often added as spacers to maintain consistent bondline thickness.
There are three dominant thermosetting resin chemistries: epoxy (the most common), polyurethane and acrylic (including methyl methacrylate or MMA). Epoxy is the strongest, and offers high temperature and chemical resistance, so is most common in aerospace. Tough urethanes perform well in a wide variety of environments, but in general have lower strength than either epoxies or acrylics. Acrylics and MMAs provide high bond strength on plastics, metals and composites, and good performance for bonding even on oily surfaces, and at lower surface temperatures than epoxies. Chemistry choice depends on many factors, including expected thermal, chemical and stress environments.
Structural adhesives are offered in liquid, paste and film form. Liquids typically offer better load transfer due to the thin bond line, but can be brittle when cured. Pastes, with viscosities of 8,000 centipoise or more, tend to form thicker bond lines and offer greater elongation and impact resistance. Films need heat, and are commonly used in aerospace for bonding faceskins to honeycomb core; most will be covered in Part 2 of CW’s Structural Adhesives coverage.
Structural adhesives: The basics

JUNE 201634 CompositesWorld
MARKET OUTLOOK
applications, LORD offers a
range of epoxies.
With a long history of engi-
neering adhesive develop-
ment, Permabond (Colden,
Hampshire, UK and Potts-
down, PA, US) serves virtually
all markets and offers a large
range of adhesive chemistries
in liquid and paste form. A
recent application of Perma-
bond’s MMA product TA4810
is on the Western Michigan
University’s Sunseeker solar-
powered car project, headed by WMU senior Cameron Tyler Knight
(see Learn More). Knight says that the 2016 Sunseeker car is under
construction now, and that the complex composite chassis is made
with Nomex-cored carbon/epoxy prepreg panels that are waterjet
cut to shape. To bond the car’s chassis components, Permabond’s
MMA adhesive provides a thick, non-sag bondline that’s report-
edly easy to control, curable within 15 minutes and eliminates the
need for elaborate holding fixtures. “Our previous epoxy adhesive
required fixturing,” says Knight, “but with the Permabond MMA, we
can virtually hold the components in place while the adhesive sets.
A big part of our success in solar racing is using strong adhesives in
the right places.”
Marine, construction and more One arena in which structural adhesives have established a solid
niche is competition yachtbuilding. “America’s Cup racing cata-
marans are built with methods comparable to processes used
in the aerospace industry today,” says Jimmy Spithill, ORACLE
TEAM USA’s (San Francisco, CA, US) skipper and helmsman, yet
without that industry’s requirement to use redundant mechanical
fasteners. “The boats must be extremely light, yet stiff and strong
enough to take real punishment on the water,
and PRO-SET adhesives are like the ‘nuts and
bolts’ that make our builds possible.”
Ian Burns, ORACLE’s performance team
manager, says the team uses PRO-SET adhesives
to build very high-quality small parts, which are
eventually joined to the boat. Made by Gougeon
Bros. Inc. (Bay City, MI, US), PRO-SET adhe-
sives are pre-thickened, two-part structural paste
epoxies, based on resins and hardeners that do
not require elevated-temperature post-cure to
achieve good adhesion and high mechanical
properties on virtually any substrate, says the
company. Depending on the hardener selected,
working out-time can range from 20 minutes to
150 minutes at room temperature, and PRO-SET’s
“shear thinning technology” reportedly enables
users to dispense paste easily by hand, or via
powered dispensing equipment, through static
mixing nozzles. For best results, says technical
director Jeffrey Wright, faying surfaces should be cleaned with a
solvent to remove contamination, then abraded.
Elsewhere in the marine market, 3M’s recently developed
two-part acrylic adhesive, says Shari Loushin, the company’s
structural adhesive lead technical service specialist, is specially
formulated to bond to many low-surface-energy plastics, including
polyolefin, polypropylene, polyethylene and thermoplastic elas-
tomers, all of which are notoriously difficult to bond without
surface preparation. “Structural plastic adhesive 8010 Blue can
bond dissimilar substrates in the same application, replacing
mechanical fasteners and plastic welding,” contends Loushin.
3M customer Aqua-Cal (St. Petersburg, FL, US) made the switch
to 8010 Blue, replacing sonic welding. The company produces
pool heat pump condensers molded with 40% glass-filled poly-
propylene, in a barrel shape with domed top and bottom. Plant
manager Jason Taghikhani says Aqua-Cal has gone from a 40-50%
failure rate using welding to less than 2% failure, using adhesive to
bond the condensers together: “Our laboratory testing shows that
with the 8010 Blue adhesive, the polypropylene breaks before the
adhesive, which is proof of a great bond.” (See Learn More).
Scott Bader Co. Ltd.’s (Wollaston, Northamptonshire, UK)
trademarked Crystic Crestomer is a hybrid urethane/acrylic that
also was developed originally for the marine market, first used
to replace titanium rivets on Sandown-class naval minesweeper
vessels in the British navy. All Crestomer variants have earned
approvals from several maritime classification societies. Jon
Stowell, Scott Bader’s global business leader for adhesives, says,
“The ability of MMAs and urethane/acrylates to bond dissimilar
substrates has broadened their acceptance in many industries,
beyond composites, and we’re conducting research to widen the
number of bondable substrates.”
In the construction arena, Scott Bader’s Crystic Crestabond
M1-05 10:1 MMA adhesive is preferred by New World Doors Ltd.
(Ballymena, Northern Ireland) to bond its molded composite door
components, including the inner sash frame and door skins (see
Selective conductivityA research focus at Master Bond (Hackensack, NJ, US) is development of thermally conductive epoxies that function at thicknesses as thin as 10-15 microns (0.0004 to 0.0006 inch), so that less adhesive is required without compromising part functionality. A new series of thermally conductive, electrically insulating structural epoxies applied in ultra-thin bond lines, in parts such as those pictured here, is designed to maximize heat transfer. Source | Master Bond

35CompositesWorld.com
NEWSStructural Adhesives, Part 1
photo, top of p. 32). The company has reduced
its cycle time by 73% for the inner sash bonding
step, and significantly increased application
speed with automated dispensing equipment.
Asa McGillian, New World’s managing director,
says, “With the fixture time of 12 minutes that
Scott Bader provides, we have made significant
productivity gains. Part quality has improved as
well, particularly during colder weather periods,
because of the consistency of the Crestabond —
we’ve less scrap and fewer breakages compared
to the adhesives we used previously.”
Crystic Crestabond is one of two groups of
structural adhesives Scott Bader manufactures
for a wide range of markets. Crestabond MMAs
are modified using proprietary chemistry for a unique set of prop-
erties, says the company, and 1:1 or 10:1 mix ratios are available, in
a wide range of working times (3-100 minutes). Crestabond bonds
composites, metals, plastics and dissimilar substrates, with no
primer needed and minimal surface cleaning. However, peel ply
(without silicone lubricants) is recommended to keep composite
surfaces clean and ready to bond.
Gurit’s (Newport, Isle of Wight, UK) Spabond structural epoxies
are well known for performance in marine, industrial and wind
blade applications. Developed initially for marine hull-to-deck
bonding, the Spabond range includes 2:1 and 1:1 mix ratio products
that cure overnight, or 5-minute fast-curing formulations, says Ian
Lancey, Gurit’s formulated product manager: “All Gurit Spabond
adhesives are designed primarily for bonding of epoxy-based
composites, in hand layup, RTM and infusion processes. They will
bond well to most composites as well as metals.”
Gurit’s Spabond SP340LV toughened epoxy adhesive formula-
tion was chosen for its high strength, ease of application and resis-
tance to saltwater for assembly of the blades used on the Andritz
Hydro Hammerfest (Scotland) tidal turbine rotor, the largest single
tidal turbine installed to date (see Learn More).
A wealth of additional applicationsVenkat Nandivada, manager of technical support at epoxy adhe-
sives specialist Master Bond Inc. (Hackensack, NJ, US), says his
company’s niche is customized formulations for demanding
applications. “We pride ourselves on tweaking formulations
based on conditions, processing demands and packaging require-
ments involved,” he says. “We can modify viscosity, working time/
cure time, hardness/modulus, and temperature resistance, to
name a few.”
A research focus at Master Bond, says Nandivada, is developing
thermally conductive epoxies (see photo, p. 34) that function at
thicknesses as thin as 10-15 microns (0.0004 to 0.0006 inch): “The
goal is to use less adhesive, which reduces the carbon footprint
of the part, without compromising functionality. We have a new
series of thermally conductive, electrically insulating structural
epoxies applied in ultra-thin bond lines that help maximize heat
transfer.” A recent case involved carbon fiber parts that had to be
bonded in two configurations: the first required a low-viscosity
liquid, while the second
needed a thixotropic paste,
applied via syringe. Both had to
withstand cryogenic tempera-
tures, and be low-outgassing.
“Our two-part EP29LPSP heat-
curing, low-viscosity resin
handled the first configura-
tion, while one-part SUPRE-
ME10AOHT-LO worked in
the second,” he notes, adding,
“Both products meet NASA
out-gassing specifications and
are cryogenically serviceable.”
Royal Adhesives and Sealants (South Bend, IN, US) specializes
in MMA chemistry, but also manufactures and sells epoxy and
polyurethanes through some well-known brands, says Dr. Richard
Foukes, Ph.D., Royal’s VP of technology: “Tailoring and ‘tuning’
high-performance, specialized adhesives is what we do best. We
custom-formulate for an application, rather than requesting a
customer adjust preparation or change a substrate.” Adhesives for
severe working environments are a specialty, he adds, those with
excessive vibration, shock and impact.
Royal is involved in a number of co-research projects with key
customers. One involves MMA that can withstand impact at -51°C,
yet maintain bond integrity and flexibility. Another is a project
to move its Korapur 4W polyurethane adhesive into wind blade
assembly, with an automated dispensing system to significantly
reduce cycle time, which Foukes says is a “huge industry issue.”
ACRALOCK MMA adhesives, from Engineered Bonding Solu-
tions (Titusville, FL, US), were used to build a marine dock along
the St. Johns River in Jacksonville, FL. Jacksonville Fire & Rescue
Department (JFRD) Station 40, designed by George Register of
Register Marine (Jacksonville, FL, US), is an all-composite struc-
ture that can resist Category 3 hurricane winds (see Learn More).
Explains Register, “We developed a system where all of the
composite pultrusions are held together using both ACRALOCK
structural adhesive and stainless steel through-bolts.”
The ACRALOCK MMA successfully bonded glass-reinforced
polyurethane and glass/polyester structural elements used on
Solar-powered car chassis assemblyPermabond’s (Colden, Hampshire, UK and Pottsdown, PA, US) MMA product TA4810 is used by Western Michigan University’s Sunseeker solar-powered car project techs to assemble the complex composite chassis of Nomex-cored carbon/epoxy prepreg panels. The adhesive’s thick, non-sag bondline was easy to control, and cured within 15 minutes, eliminating the need for elaborate fixtures.
Source | Western Michigan Univ. / Permabond

JUNE 201636 CompositesWorld
MARKET OUTLOOK
the project, which was completed on schedule in 2013 and within
a tight budget. ACRALOCK designs its two-part MMAs for tough
applications in bus, truck, rail, marine, architectural and other
“industrial” projects. In the future, Register would like to eliminate
the fasteners on similar projects, but the structural redundancy
they provided was, he says, necessary to appease the structural
engineer on the dock project.
Adhering to a growth trajectorySo, what’s the future for structural adhesives? Certainly, the
trend toward customer- and application-specific products will
continue. “These adhesive products enable engineers to optimize
part design for better production and more intelligent assembly,”
concludes Ashland’s Grover, “We foresee a continued increase in
adhesive use as an enabler for composites in many market spaces.”
But Smart Blades’ Bullen cautions, “The best adhesive in the
world won’t work well if it’s not applied correctly by the people
involved in the process. To crack this nut, we need more auto-
mated application processes and better quality control.”
“The composites industry is in need of effective bonding solu-
tions as customers look to specify more and more lightweight
composite materials,” 3M’s White sums up, noting that adhesive
suppliers need one particularly important ingredient, that of
feedback: “We look to those customers to inspire our innovation.”
Stay tuned for CW’s follow-up coverage, “Structural Adhesives,
Part II: Aerospace,” in an upcoming issue of CW.
Read this article online | short.compositesworld.com/SA-PART1
Read our previous review of “Bonding technology: Thermosetting structural adhesives” online | short.compositesworld.com/Bonding07
Read about the BMW i3 online in “BMW Leipzig: The epicenter of i3 production” | short.compositesworld.com/BMWLeipzig
See a YouTube video about Aqua-Cal and its transition to 3M adhesive in pursuit of a better product | www.youtube.com/watch?v=g1hcVgvQtoo
Here’s a link to the Sunseeker solar challenge car being built by Western Michigan University | www.wmich.edu/sunseeker
Here’s a link to the Andritz Hydro Hammerfest tidal turbine story on CompositesWorld’s Web site | www.compositesworld.com/articles/tidal-turbine-blade-toughened- for-turbulent-salt-sea
Read more online about the St. Johns River dock facility in “Composites upgrade marine infrastructure” | short.compositesworld.com/JohnsDock
Sara Black is CW’s technical editor and has served on the CW staff for 19 [email protected]

ADVERTISING INDEX
37CompositesWorld.com
June 15-16, 2016 — Novi, MI, US amerimold 2016 amerimoldexpo.com
June 15-16, 2016 — Novi, MI, US Thermoplastic Composites for Automotive (TCC Auto)
Conference compositesworld.com/conferences/thermoplastic-composites-for-automotive
June 15-16, 2016 — Stade, Germany 10th International CFK-Valley Stade Conventioncfk-convention.com
June 20-25, 2016 — Stanford, CA, USOnline Composites Design Workshop –
Stanford Universityweb.stanford.edu/group/composites
June 22-23, 2016 — Sheffield, UK Composites Innovation 2016compositesinnovation.com
July 11, 2016 — Farnborough, UK Farnborough International Airshow 2016farnborough.com
July 17-23, 2016 — Sanya, Hainan, China ICCE-24: 24th Annual Int’l Conference on
Composites and Nano Engineeringicce-nano.org
Aug. 22-25, 2016 — St. Paul, MN, USCMH-17 PMC Coordination Meetingcmh-17.org
Aug. 28, 2016 — Gramado, Brazil Brazilian Conference on Composite Materials (BCCM)bccm.com.br/bccm3
Aug. 31-Sept. 2, 2016 — Shanghai, China China International Composites Expochinacompositesexpo.com/en/
Sept. 7-9, 2016 — Novi, MI, US SPE Automotive Composites Conference
and Exhibition (ACCE)speautomotive.com
Sept. 13-14, 2016 — Chicago, IL, US Additive Manufacturing Conference 2016additiveconference.com
Sept. 19-21, 2016 — Toulouse, FranceSpeedNews 17th Annual Industry Suppliers Conference
in Toulousespeednews.com/aviation-industry-suppliers-conference-in-toulouse
Sept. 21-23, 2016 — Augsburg, Germany Experience Composites experience-composites.com/en
Sept. 26-29, 2016 — Anaheim, CA, US CAMX – Composites and Advanced Materials
Expo 2016thecamx.org
Oct. 4-6, 2016 — Tampa, FL, US IBEX 2016ibexshow.com
Nov. 2-3, 2016 — Birmingham, UKAdvanced Engineering UKadvancedengineeringuk.com
Nov. 9-11, 2016 — Scottsdale, AZ, US Carbon Fiber 2016compositesworld.com/conferences
Nov. 14-16, 2016 — Sao Paulo, Brazil Feiplar Composites + Feipur 2016feiplar.com.br
Nov. 28, 2016 – Stuttgart, Germany 2nd International Composites Congress (ICC)composites-europe.com/2nd_international_composites_congress_28.html?sprache=englisch
Nov. 29, 2016 — Stuttgart, GermanyComposites Europe 2016composites-europe.com
mvpind.com • [email protected] • 253.854.2660
Your ToTal ProducTion SoluTion composite Pressure Vessel Winding Equipment
Superior technology and simplified compressed gas storage solutions to maximize your profitability.
• Carbon fiber processing capacity
• Fiber tensioning and creel equipment
• User friendly computer control program
• Configurable 4 axis capability
• Dual drive and multiple spindle options to increase production
• Dedicated customer service team with decades of winding experience
CALENDAR
Composites Events
See more events | short.compositesworld.com/events

JUNE 201638 CompositesWorld
APPLICATIONS
HMPP fiber hybrids graduate from tennis to … tornados!
TAKING THE HIT WITHOUT ADDING WEIGHT
› Although high stiffness and strength at very low weight have made carbon fiber (CF) a mainstay in high-performance sporting goods, athletes now also desire vibration damping, which improves athlete control and reduces fatigue. This trend toward a better “feel” — a quality CF cannot provide on its own — created a niche for Innegra, the tradename for high-modulus polypropylene (HMPP) fiber produced by Innegra Technologies (Greenville, SC, US). An early adopter was HEAD Sport (Kennelbach, Austria). Tennis players valued the energy absorption HMPP added to HEAD’s carbon fiber racquets: HEAD has measured a 17% reduction in vibration in its hybrid HMPP/CF racquets, which are now a standard product line, reports Innegra Technologies’ business development director Jen Hanna. Surfers appreciated HMPP’s ability to keep their fiberglass boards from breaking. Similarly, HMPP in Adventure Technology’s (Greenville, SC, US) whitewater kayak paddle shafts significantly reduced catastrophic failure and increased abrasion resistance by 200% in the paddle’s glass fiber blade.
“What we’re seeing,” Hanna emphasizes, “is a real push for increased toughness, durability and vibration damping, but without sacrificing light weight.”
Innegra also iced a spot in the National Hockey League (NHL). A hybrid HMPP/CF fabric and a special resin developed for Bauer (Exeter, NH, US and Mississauga, ON, Canada) was used in Bauer goalie sticks for years. NHL players suggested applying the hybrid fabric in goalie masks, which must withstand multiple hits per game from 100-mph pucks. HMPP reportedly dissipates energy very quickly, with a sonic velocity — the rate (m/sec) at which energy is dispersed in ballistics testing — near that of more expensive aramid fiber. “The players say they don’t get the ringing in their ears that they do with the normal masks,” says Hanna. “You could build up more toughness and durability with more CF layers,” concedes Hanna, “or with plastics like nylon, but this also means adding weight.” She says HMPP offers a higher elongation-to-break than CF while offering a higher modulus than either standard PP, polyethylene (PE), or polyamide (nylon). And although HMPP is hydrophobic, like ultrahigh-molecular-weight PE (UHMWPE) fiber, it has enough surface roughness to enable good bonding, which the UHMWPE’s slick surface makes difficult.
“Innegra really excels in applications that have to take a lot of abuse,” says Hanna. That was not lost on Tornado Pod (Dallas, TX, US) founder Wes Kouba. Seeing what Innegra hybrids had achieved in the sporting goods world, he sought to use the fiber in his cost-effective, compact alternative to traditional storm shelters. His TornadoPod uses a submerged 1.5m-diameter PE unibody, anchored to the ground with poured concrete, to accommodate up to six adults, and a slidable hybrid glass/HMPP fiber composite dome that extends almost 1m above ground to permit easy entry and exit. The dome has been tested to Federal Emergency Management Agency (FEMA, Washington, DC, US) standards, for which certification testing includes four 100-mph impacts from wooden two-by-fours fired from a cannon at close range. “The two-by-fours just bounced off the dome,” recalls Innegra Technology chief composites engineer Russ Emanis.
View a video of the TornadoPod testing online | short.compositesworld.com/tornadopod
Source | BAUER Hockey
Vibration Damping of lnnegra S0.006
0.005
0.004
0.003
0.002
0.001
00 200 400 600 800
Resonant Frequency (Hz)
Dam
ping
ratio
100% InnegraS
60/40 Carbon/Innegra
100% carbon
Innegra fiber offers low mass, toughness, durability and vibration damping (see chart, above) in glass and carbon fiber composites, expanding from Bauer hockey sticks to goalie masks.
Source | Innegra Technologies

REGISTER NOW!
P R E S E N T E D B Y
AdditiveConference.com
CO-LOCATED WITH
SEPTEMBER 13-14, 2016McCormick Place (West Hall)Chicago, IL, USA
Connecting Additive
Manufacturing + Production
Register now to attend the only conference focused on additive manufacturing for industrial applications like tooling and end-use part production!
The third annual Additive Manufacturing Conference takes place with the largest machining and manufacturing event in the United States, IMTS 2016!
Topics Include: Lightweighting, Robotic Additive Manufacturing, Combining Additive and Subtractive Manufacturing, Software, Automation
AMC16_RegisterNow_full_univ.indd 1 4/13/16 11:44 AM

JUNE 201640 CompositesWorld
New Products» INJECTION MOLDING SYSTEMS & ACCESSORIES
High-definition part surface quality on injection molded partsRocTool’s (Le Bourget du Lac, France; Charlotte, NC, US) new HD Plastics technology reportedly applies the company’s fast, high heating and fast cooling to optimize tool surface replication of thermoplastic resin systems in injection molding applications. With the technology, RocTool says the surface replication level goes up to 97.2%, providing product designers premium looks, high-gloss possibilities and excellent texture matching. In the case of the latter, the microphotos at right show parts pulled from the same mold. The most faithful texture (bottom) was made with HD Plastics technology. RocTool says the improved material flow possible with its high-heat molding technology “unlocks design rules” and maximizes the potential for molders to create thin-wall applications. RocTool has begun building a materials database that will record the HD Plastics
Walton Process Technologies, Inc.
Best Customer Service in The Industrywww.autoclaves.com
Mansfield TX 682-518-9002
Service/Repair
Retrofit/Relocate
Autoclaves
Bond Presses
Batch ProcessControls
Ovens
Parts
NEW PRODUCTS
» ADHESIVE FILM & TAPE PRODUCTS
High-temperature, silicone-free adhesive tapesDeWAL Industries (Narragansett, RI, US) has introduced a line of high-temperature, silicone-free adhesive tapes for the aerospace composites market. Said to be ideal for low out-gassing applica-
tions, the line includes a woven glass tape, a foil/glass laminate tape, a red polyester tape and a high-density PTFE tape. DW 915-1 and DW915-2 polyester tapes for composite layup processes provide a high-bond, clean-release acrylic adhesive, pass the ASTM E595 Low Outgassing Test, and use a 1-mil and 2-mil film, respectively. The DW716-2HD PTFE tape is for use as a composite tool coat. The print-able glass tape, DW379, is used in aerospace blanket seaming and also as a wire harness and transformer wrap. The fourth tape in this new series, DW417, is a flexible dead-soft foil, supplied on a release liner. Its aluminum laminate reportedly makes it an ideal heat-shield tape. www.dewal.com

41
technology’s level of replication in terms of tool surface, weld line strength and flow length. Target resins include commodity, engineering and high-performance polymers, including PEEK, PEI and those with high filler content. www.roctool.com
CompositesWorld.com
New Products
» PRECISION TESTING & MEASUREMENT EQUIPMENT
Lab-scale testing systemInstron (Norwood, MA, US) has launched three new-generation HV Series systems, designed to reduce the workload and increase the efficiency of HDT and Vicat testing in the lab. The manually operated HV3S, with two (optionally, three) testing stations, is designed for laboratories that perform HDT or Vicat tests at low volume. Where HDT or Vicat testing is done daily, the HV6M features manual weights applica-tion on up to six stations with a motorized lifting mechanism, designed to significantly reduce operator effort. Where time is absolutely crucial, the HV6X system offers motorized lifting station and weights application on all of its up to six testing stations. HV6M and
» THERMOET RESIN & ADHESIVE SYSTEMS
Sprayable adhesive systemQuin Global (Perth, Australia) has launched the TensorGrip TC range of solvent-based polymer adhesive in pressurized canister spray delivery systems, developed specifically for use with composite materials in marine applications. They include web adhesives, suitable for building plugs from MDF, polystyrene foam and similar materials, and mist spray products for use as reinforcement and preform binders in infusion and resin transfer molding (RTM) processes. The new adhesives also are available with the company’s CO-REZ technology, a highly engineered resin-and-gas matrix formulation that requires less gas and, therefore, provides up to 15% more adhesive coverage at 2-3 kg less weight per canister. www.quinglobal.com
HV6X feature larger bath size and more automation. All of them use advanced electronics that automatically zero the position of the LVDT measuring sensors before starting a test, reducing test time and human errors. All three systems also use silicone oil as a heat-transfer medium to cover a temperature range of 20-300°C with a resolution of 0.1°C. A continuous oil-monitoring routine reduces the risk of running invalid tests by alerting the operator when the bath level is low or oil degrada-tion could adversely affect test results. www.instron.com
High Density Urethane Tooling Board and Core Material
(800) 845-0745 • www.precisionboard.com
• Closed cell structure• No out-gassing • 15 standard densities
• Low-to-no dust machining• Exceeds aviation flammability standards
Make it Precision Board Plus
New Material! Low-to-no dust! See the 22-second machining video on our website

JUNE 201642 CompositesWorld
MARKETPLACE
MANUFACTURING SUPPLIERS
TESTING
Blended Continuous Filament Thermoplastic and
Reinforcement Fibers for Composites
Contact Randy Spencer at 401-828-1100 ext 111 or
Available in various temperature ranges
800-762-1144 • 626-961-0211 • Fax 626-968-5140Website: http//:www.generalsealants.comE-mail: [email protected]
Used world wide by composite manufacturers
Distributed by:AIRTECH INTERNATIONAL INC.
Tel: (714) 899-8100 • Fax: (714) 899-8179Website: http//:www.airtechintl.com
Manufactured by:®
PO Box 3855, City of Industry, CA 91744
Ultrasonic C-Scan Inspection Systems for your
High Performance Materials
• Automated Ultrasonic C-Scan Systems for Simple and Complex Geometries• Multi-Axis Gantries and Immersion Tanks• System Upgrades
www.matec.comEmail: [email protected]
56 Hudson St., Northborough, MA 01532 • 508-351-3423
24305 Prielipp Road, Suite 102, Wildomar, CA 92595
RECRUITMENT/ HELP WANTED
www.forcomposites.comComposites Industry Recruiting and Placement
COMPOSITES SOURCESPhone (225) 273-4001 • Fax (225) 275-5807
P.O. Box 40086, Baton Rouge, LA 70835Email: [email protected]
VacuumTables.com • 773.725.4900
• Work Holding applications• Eliminates clamps/adhesives• Reduces set-up time• Retrofits all machines• OEMs and Dealers Wanted
Vacuum Tables for Composites
CompositesWorld Closed MoldKNOWLEDGE CENTER
CompositesWorld.com
PRESENTED BY:
Get the information you need on Closed
Molding today!
EXPERT ACCESSDirect access to industry thought leaders and technical experts
PRODUCT AND PROCESS TECHNOLOGY Complete closed molding process overview: Light RTM | Reusable bag molding | Vacuum infusionAccess to Closed Mold Alliance supplier network
TECH SUPPORT & EDUCATIONTraining and consultation solutions for all aspects of closed mold conversion

43
• Thermal conductivity: 9-10 BTU·in/ft²·hr·°F• Electrically insulative • Serviceability: -100°F to +550°F• Tg > 215°C
For Bonding and Sealing EP46HT-1AO Epoxy
+1.201.343.8983 • www.masterbond.com
SHOWCASE / ADVERTISING INDEX
CompositesWorld.com
SHOWCASE
ADVERTISING INDEX
6 1 6 I N D U S T R I A L S T R E E T , S U I T E 1 0 1
H O O D R I V E R , O R 9 7 0 3 1
5 4 1 - 3 5 9 - 2 9 8 0
W W W . R E A L C A R B O N . C O M
C U S T O M C A R B O N F A B R I C A T I O N
P R O T O T Y P E D E S I G N A N D D E V E L O P E M E N T
A&P Technology Inc. . . . . . . . . . . . . . . . . . Inside Front Coverwww.braider.com
Altair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Back Coverwww.altairhyperworks.com
ACMA/CAMX. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 www.thecamx.org
BASF Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19www.aerospace.basf.com
C.R. Onsrud Inc.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3www.cronsrud.com
Coastal Enterprises Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41www.precisionboard.com
Dieffenbacher GmbH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29www.dieffenbacher.com
Geiss, LLC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2www.geissllc.com
Hawkeye Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22www.duratec1.com
Hufschmied USA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 www.hufschmied.net
Magnolia Advanced Materials Inc. . . . . . . Inside Back Coverwww.magnolia-adv-mat.com
Magnum Venus Products Inc. . . . . . . . . . . . . . . . . . . . . . . . . .37www.mvpind.com
McClean Anderson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23www.mccleananderson.com
Miller-Stephenson Chemical Co. Inc.. . . . . . . . . . . . . . . . . . .23www.miller-stephenson.com
North Coast Composites. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15www.northcoast.us
Pacific Coast Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8www.pccomposites.com
Pro-Set Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36www.prosetepoxy.com
Revchem Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17www.revchem.com
Superior Tool Service Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16www.superiortoolservice.com
Torr Technologies, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2www.torrtech.com
Walton Process Technologies Inc. . . . . . . . . . . . . . . . . . . . . 40www.autoclaves.com
Wyoming Test Fixtures Inc.. . . . . . . . . . . . . . . . . . . . . . . . . . . 18www.wyomingtestfixtures.com

JUNE 201644 CompositesWorld
FOCUS ON DESIGN
Carbon fiber meets simulation in ultralight bike frameRolo Bikes wanted to design a bicycle frame with carbon fiber in mind, and it wanted to test it in the virtual world.
» The modern bicycle was conceived and developed around
1820 by a German named Baron Karl von Drais, who built the
draisine, a 22-kg, pedal-less, wood-framed, iron-wheeled vehicle
that riders propelled simply by ‘walking’ while astride the bike
frame. It featured a hand-activated brake on the back wheel. Drais
reported that he could ride his draisine over a distance of 13 km in
less than one hour.
Since then, inventors have added a chain-and-sprocket drive,
crankshaft and pedals, put brakes on the front wheel, modified
wheel sizes, developed rubber tires, improved seat design and
employed lightweight materials, the latter culminating, today,
in the dominance, on the market’s high end, of aluminum and
carbon fiber composites. Along the way, the bicycle has become
the most efficient and fastest form of human-powered transport.
As bicycle materials and technology improved, bicycle design
matured. Today, it revolves primarily around two factors:
Weight reduction and rider comfort/ergonomics. The former
has reached its zenith in all-carbon fiber composite bike frames,
for which riders pay a high premium — similar to that paid
for carbon fiber use in high-end automobiles. The latter have
focused on optimizing the transfer of human muscle power to
the crankshaft.
Despite these advancements, however, carbon fiber bike frame
design and manufacture has largely mirrored that employed for
steel and aluminum: a series of mass-produced tubes that are
Rolo Bikes (Luxembourg; Stockholm, Sweden) was founded on the premise that carbon fiber bike frame design should avoid the limits implied by the term “black aluminum.” Although Rolo technicians’ best efforts led to one of the bike industry’s few single-piece monocoque bicycle frames, Rolo’s founder Adam Wais turned to Altair Engineering (Troy, MI, US) to optimize the 830g baseline frame, yet meet a more ambitious target of <700g. Source | Rolo Bikes
By Jeff Sloan / Editor-in-Chief

45CompositesWorld.com
Superlight Road Bike Frame
subsequently bonded together (aka, “black aluminum”). The bike
manufacturer is rare who has developed a single-piece, mono-
cocque carbon fiber frame. And until recently it was virtually
impossible to find a bike manufacturer who has designed, devel-
oped and manufactured such a frame optimized specifically to use
carbon fiber composites.
That is, until Rolo Bikes (Luxembourg; Stockholm, Sweden) met
Altair Engineering (Troy, MI, US).
Designing the perfect bicycleRolo Bikes was founded by Adam Wais, who is not a lifelong
cyclist. But, his friend Anders Annerstedt is. Wais and Annerstedt,
says Wais, found themselves talking more and more about bikes
and biking, and about current bicycle design and materials. Wais
eventually broke down and decided to get a road bike.
This raised a difficult question for Wais: “What really matters in
a bike? What is the hierarchy of importance? How do we evaluate
Illustration / Karl Reque
Rolo Bikes/Altair Ultralight Bike Frame
› Design optimization improves ply placement, reduces weight by 14%.
› Virtual testing proves stiffness capabilities of optimized design.
› New plybook adds efficiency and speed to manufacturing process.
ROLO BIKES ROAD BIKE
HEAD TUBE
Stack/reach ratio ideal: 1.5:1
Head tube bearing seat substantially optimized to reduce carbon fiber use
Reach
Head tube
Stack
Head tube angle
Rake
Front Center
Bb drop
Seat tube
Seat angle
TrailTrail optimized at 52 mm
Bottom bracket stiffness minimum 65
N/mm units
Rear center
Bike frame weight reduced from
830g to <700g

JUNE 201646 CompositesWorld
FOCUS ON DESIGN
bike quality?” The short answer was simple: Fit, handling and
engineering. But he could not find a bike with the fit, handling and
engineering he desired. Thus, Rolo Bikes was launched in 2011.
Rolo’s mission is simply stated, but complex in execution:
Design a bike frame that optimizes rider comfort and pedaling
efficiency, applying carbon fiber in a way that maximizes material
application while minimizing weight. This would require a holistic,
back-to-basics design assessment, says Wais. “We started,” he says,
“by looking at the relationship between the three human contact
points on a bike: The
saddle, handle bars
and pedals.”
One data point
emerged as criti-
cally important in
overall frame design:
the stack/reach ratio. The stack is the vertical distance from the
bottom bracket (crankshaft) to the top of the head tube. The reach
is the horizontal distance from bottom bracket to the top of the
head tube (see drawing, p. 45). If this ratio is low, the rider is more
stretched out over the bike (less comfortable), but also in a better
aerodynamic profile. If stack/reach ratio is high, the rider sits more
upright (more comfortable), but in a less aerodynamic profile.
A variable in this ratio is body type — leg, torso, arm length —
but Rolo’s research, says Wais, revealed that regardless of body
type, most people have bodies that are, statistically, proportional.
So, the question became, “What is the ideal stack/reach ratio?”
Rolo’s answer is 1.5:1. This number offers the best balance of
comfort and aerodynamics.
Next, Rolo evaluated an apparently trivial design feature that
actually has significant impact on bike performance. Called the trail
(see drawing), it’s the imaginary distance on the ground created
by the angle between the head tube and an imaginary vertical line
through the front hub. A long trail is more self-stabilizing, but makes
wheel turning more difficult. A shorter trail tends to create wheel
flutter. So, what is the ideal trail? Rolo says 52 mm, which is relatively
short. Says Wais, “We opted for a low-trail bike, which feels twitchy
at first, but as speed increases, handling gets much easier.”
With these data in mind, says Wais, Rolo developed its first
carbon fiber monococque bike frame, designed in Dassault
Systèmes’ (Waltham, MA, US) SolidWorks. The result, based
on M55J UD and M46J twill epoxy/carbon fiber prepreg (Toray
Carbon Fibers Europe, Paris, France), hand-laid in a metallic mold
with bladder core and cured in an autoclave, was estimated to
weigh 830g.
Making good even betterRolo and Wais, however, weren’t done designing. The lightest bikes
in the world have frames of less than 700g, and Rolo had to be able
to compete at that level.
Read this article online | short.compositesworld.com/ClassChass
Altair Engineering’s Kate Fisher provided optimization services and says two frame components — the head tube and the bottom bracket (shown here) — received the most attention. Plies were added and rearranged to enhance stiffness, but the weight added in the head tube and bottom bracket was more than offset by the minimization of reinforcements in other areas. Source | Rolo Bikes

47CompositesWorld.com
Superlight Road Bike Frame
Wais says conventional bicycle develop-
ment involves making several prototypes and
then testing each to determine which design
performs best. Most critical in this process is that
the frame meet certain strength and stiffness
requirements established by the Zedler Institute
(Ludwigsburg, Germany). Designing a frame at
a competitive weight that also could pass the
Zedler tests would be a real challenge.
Wais wanted to limit as much as possible,
if not eliminate, this expensive trial-and-error
development process: “I refused to believe that
there weren’t tools out there that allowed us to
do all of the design work virtually.”
With that in mind, he started asking around
the composites industry and, eventually, settled
on Altair Engineering (Troy, MI, US). “We went
to Altair and said, ‘We really need your help and
we want to be smart about this,’” Wais recalls.
Rolo also did not want to invest the money,
time and intellectual capital required to acquire
and learn to use design simulation software.
So, it opted to use Altair’s design services.
That’s when Altair’s team manager, Kate Fisher,
entered the picture.
Working remotely and in person with Rolo
engineers, Fisher says she first created a virtual test structure
that emulates the type used in Zedler tests. Into it, she placed
a finite element model of the Rolo frame. Next, she looked at
strength and stiffness targets set by Wais:
• Bottom bracket stiffness: >65 N/mm• Head tube stiffness: >96 Nm/deg
The design optimization process, performed using Altair’s
OptiStruct product, followed three steps. First, starting with a
0°/±45°/90° ply schedule, Fisher conducted what’s called free
element sizing, which basically determines where on the frame
plies should be placed to meet stiffness targets. The result, she
says, is an “organic-looking patchy structure” that highlights the
frame’s fundamental design elements.
Second, Fisher conducted sizing, which is an assessment
of how much material to put where to create the thicknesses
required. This step, she says, depends on the type of prepreg
used. “The first two stages are the most crucial: Where to put
each material — and how much,” she says.
The third and final step is sequencing — a shuffling of the
ply order to fine-tune stiffness and to avoid consecutive plies
oriented in the same direction.
Most of the optimization, say Fisher and Wais, was in the head
tube and bottom bracket, which suffered in the original design
from less-than-adequate reinforcement application. Says Fisher:
“The additional [optimized] mass that was added in the thickest
areas was compensated for by taking out material
in other, less-critical areas.”
“Once these steps were done, we went back
to our virtual test rig to see how the design
performed,” Fisher says. In short, it passed. Not
only that, but the new frame checked in at <700g,
14% lighter than its baseline predecessor. “More
importantly,” reports Fisher, “we now have a
design that is much easier to manufacture. Plies
are relatively large and edges are very clear and
easy to see and place.”
Proof in the prototypesWith a new, optimized design and new plybook
in hand, Rolo then went to work proving that
the virtual results could be replicated in the
real world. “We had a reasonable idea from the
simulation that the prototypes would be pretty
close,” says Wais. Indeed, although the new design
required a few “tweaks,” on the whole, they matched up well. “The
target we set for the head tube stiffness was over 96 Nm/deg, and the
bottom bracket stiffness target was over 65 N/mm,” says Wais. “We
are on target for the head tube and way over on the bottom bracket.”
Further, with the design simulation process proven, Rolo has
simplified its manufacturing path for future bikes. The entire
process, first time around, says Fisher, took about five weeks. “The
most difficult part is building your virtual test rig and making sure
that the baseline design is robust,” Fisher says. “Once these things
are in place, it becomes a much easier process.”
“Now, based on what we know,” says Wais. “I think we would be
pretty confident going straight from simulation right to production
tooling with only minor modifications.”
With the optimized design and more efficient manufacturing
process that results, Wais hopes to drive down overall cost. As a
result, a fully assembled Rolo bike today runs €14,000-€15,000
(US$15,900-US$17,000), but Wais thinks he can bring the bike’s
price point down to €11,000 (US$12,500).
“There is so much we can simulate,” Wais says, thinking about
the future. “We are only at the very beginning.”
Jeff Sloan is editor-in-chief of CompositesWorld and has been engaged in plastics- and composites-industry journalism for 22 years. [email protected]
Altair’s design optimization work not only hit the <700g weight target, but in the process, helped streamline manufacturing because the resulting plybook calls for fewer, larger plies, with cleaner, clearer edges that make layup simpler and faster. This is evident in the frame’s transition points, which belie the structure’s single-piece design.
Source | Rolo Bikes

TRAMCONFERENCE.COM
TRENDS IN ADVANCED MACHINING,MANUFACTURING & MATERIALS
AEROSPACE CONFERENCE 2016
SPONSORED BY:
TRAM is dedicated to transferring advanced manufacturing
techniques to business leaders, managers and engineers in the
aerospace industry. This is your chance to see the very latest
technologies from the best and brightest that aviation has to offer.
CHICAGO, ILLINOIS, USAAT
SEPTEMBER 14-15, 2016
GLOBAL PRESENTERS
REGISTER NOW!
TRAM_Register_Now.indd 1 5/17/16 12:59 PM

Custom Formulations
Syntactics
Aerospace Adhesives
Liquid Shims
Composites & Repair Resins
RTM Resins
Potting & Encapsulating Epoxies
Tooling & Casting Resins
Roadway Solutions
Conductive Adhesives & Coatings
Anti-ballistic Materials
Industrial Coatings
Custom Formulations
Syntactics
Aerospace Adhesives
Liquid Shims
Composites & Repair Resins
RTM Resins
Potting & Encapsulating Epoxies
Tooling & Casting Resins
Roadway Solutions
Conductive Adhesives & Coatings
Anti-ballistic Materials
Industrial Coatings
High-PerformanceADVANCED MATERIALSHigh-PerformanceADVANCED MATERIALS
[email protected] | 1.800.831.8031
4360 Northeast ExpresswayAtlanta, GA 30340 USA
Superior PerformanceRapid Turn-Around
A d v a n c e d M a t e r i a l s
NEW
NEW
NEW
NEW
[email protected] | 1.800.831.8031
4360 Northeast ExpresswayAtlanta, GA 30340 USA
0616 Magnolia.indd 1 5/9/16 1:59 PM

Will it be the fastest road bike?
We helped ROLO Bikes design the lightest and stiffest composite road bike frame - the rest is up to you.
Minimize mass: OptiStruct® Maximize stiffness: OptiStruct Handcraft composite plies
By partnering with Altair to develop the world’s lightest and stiffest composite road bike frame, Rolo was able to leverage 30 years of experience in lightweight product design. To optimize the design to this level of structural, and fatigue performance we used our Hyperworks software. Now to make it the fastest bike, we just need your legs.
Learn more at altair.com/rolo
0616 Altair.indd 1 5/16/16 11:20 AM





![Shaping neuroplasticity by using powered exoskeletons in ... · for the patient of a real-world setting ambulation [10, 11]. To this end, wearable powered exoskeletons, e.g., the](https://static.documents.pub/doc/80x56/5f0c28a57e708231d434072f/shaping-neuroplasticity-by-using-powered-exoskeletons-in-for-the-patient-of.jpg)

