

2015 LanzaTech. All rights reserved.
Recycling Carbon with
Synthetic Biology
2016 LanzaTech. All rights reserved.
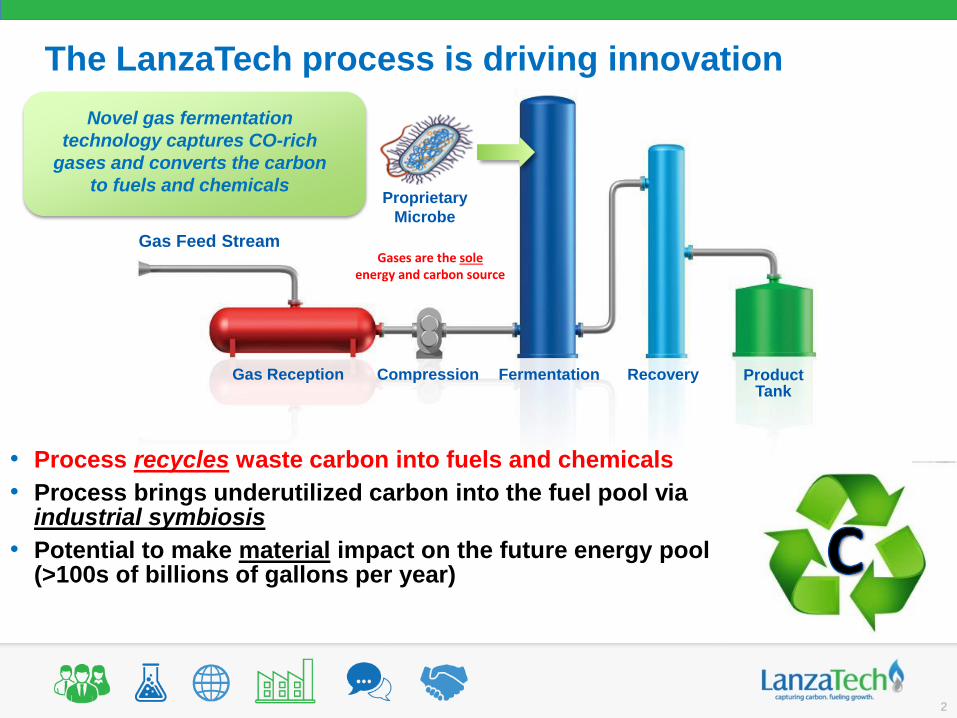
The LanzaTech process is driving innovation
Gas Feed Stream
Gas Reception Compression Fermentation Recovery ProductTank
• Process recycles waste carbon into fuels and chemicals
• Process brings underutilized carbon into the fuel pool via industrial symbiosis
• Potential to make material impact on the future energy pool (>100s of billions of gallons per year)
Novel gas fermentation
technology captures CO-rich
gases and converts the carbon
to fuels and chemicalsProprietary
Microbe
Gases are the soleenergy and carbon source
2

3
Staying within 2 degrees
65% of 2°carbon budget: USED
1870-2011: 1900 GtCO2
Remaining: 1000 GtCO2
To stay within budget biofuels consumption must grow
~350 billion gpy>1500 new 200M gallon
biofuel facilities
Must stay in the ground

Steel Gases: 30Bn Gal Ethanol Capacity
USA
925
BRAZIL
955INDIA
1,315
CHINA
10,800
RUSSIA
1,830
W. EUROPE
4,870
JAPAN
3,750
Steel Mills (>5 MT/year)
Country
Potential Ethanol Production Capacity (MMGPY)
Brazil
Argentina
Mexico
UnitedStates
Russia
Kazakhistan
Iceland
Australia
Thailand
Indonesia
China
S. KOREA
1,270E. EUROPE
1,300
TOTAL
27,015 MMGPY
4

5
Gas Feed Stream
Gas reception CompressionFermentation Recovery Producttank
The LanzaTech Process
CO
CO2
5.2 barrels of gasoline are displaced by every
tonne of ethanol produced
1 tonne ethanol produced as CO averted from flare
Per tonne of LanzaTech Ethanol
CO2 MT kg PM kg NOx
Averted from flare 2.1 0.6 4.1
Displaced gasoline +0.5 +2.5 +7.4
Energy required for
LanzaTech Process-0.8 -0.2 -0.8
Avoided per
tonne of ethanol1.8 2.9 10.7
Broader Environmental Impact
LanzaTech Process emits
~40%
less NOx and ~80% fewer
particulates than electricity
generation per MJ energy
recovered
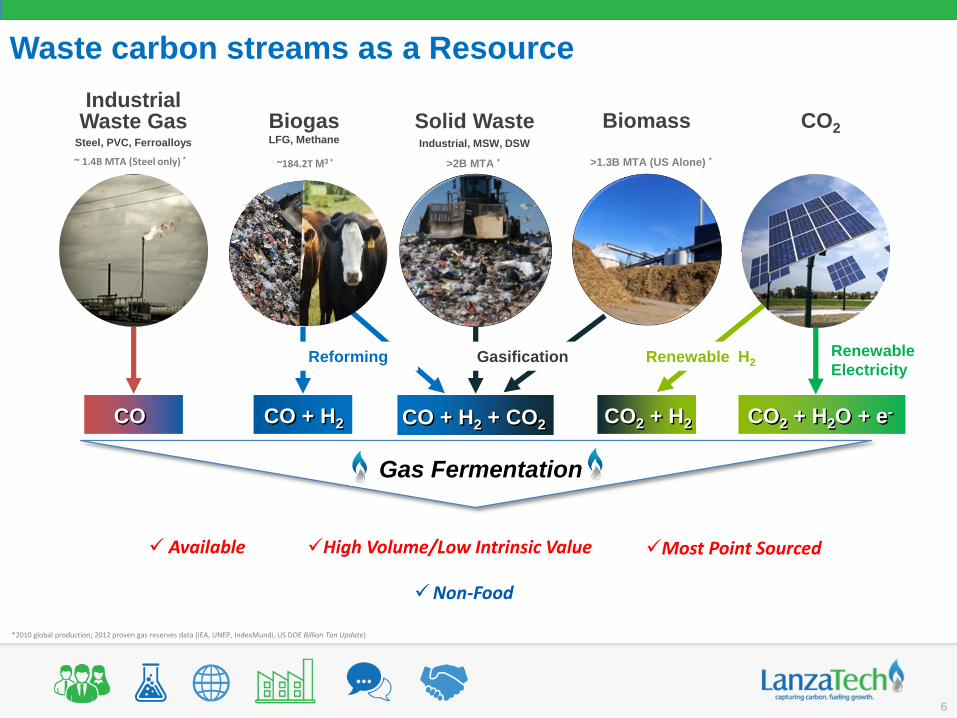
BiogasLFG, Methane
BiomassSolid WasteIndustrial, MSW, DSW
Waste carbon streams as a Resource
CO2
CO CO + H2 CO + H2 + CO2 CO2 + H2 CO2 + H2O + e-
Gas Fermentation
Reforming Gasification Renewable
ElectricityRenewable H2
Industrial Waste Gas
Steel, PVC, Ferroalloys
Available Most Point SourcedHigh Volume/Low Intrinsic Value
Non-Food
*2010 global production; 2012 proven gas reserves data (IEA, UNEP, IndexMundi, US DOE Billion Ton Update)
~ 1.4B MTA (Steel only) * ~184.2T M3 * >1.3B MTA (US Alone) *>2B MTA *
6

7
LanzaTech’s Integrated Gas Fermentation Platform
Industrial provenhost strain
‒ Evolved proprietary strain with optimal performance, tolerance and robustness
‒ Chassis strains for key metabolic nodes
‒ Automatedevolutionplatform
Efficient genetic toolbox
‒ Robust tools (stable modular plasmids, genome engineering)
‒ Extensive Genetic parts library for precise control
‒ Automated DNA assembly platform
Integrated models and algorithms
‒ Codon usage algorithm and BioCAD
‒ Validated genome-scale model
‒ Process models and automation
‒ LCA and TEA
Process optimization and scale up
‒ Pure continuousprocess with high stability
‒ No sterility requirements (CO toxic and sole carbon)
‒ Proprietary scalable reactor designs
‒ Proven at scale at industrial sites
Feedstockflexibility
Low Cost
CarbonCaptureUtilization(CCU)
Products
Plug-in of existing pathways (in silico, in vitro; E. coli/yeast, retrosynthesis)
IP (>300 granted patents on all aspects of process)
Existing plants/ partners

8
1 Organism, over 20 Products…
Pyruvate
CO/H2
Acetyl-CoA
Fatty Acids,
Terpenoids
Aromatics
Ethanol
Succinate
Lactate
2,3-Butanediol
(2,3-BDO)
Biodiesel (FAEE)
3-Hydroxypropionate
(3-HP)
Isopropanol
Acetone
3-Hydroxybutyrate
(3-HB)
1,3-Butanediol (1,3-BDO)
Branched-chain
Amino Acids
Butyrate
1-Butanol
Methyl Ethyl Ketone
(MEK)
2-Butanol
Acetoin
1,2-Propanediol
1-Propanol
Jet Fuel
Isoprene
Aromatics
DiscoveryContinuous
lab-scale
fermentation
Scale
Up1 Organism, over 25 Products…
Acetate

Plug-and-play with engineered strains
Ethanol, 2,3-butanediol
9
Same reactor
Same operating conditions
Same feedstock
“hardware”
“software”
improved efficiency, tolerance, ethanol only
new product molecule
Microbe 1.0
Microbe 1.1
Microbe 2.0

10
Controlling Selectivity by Metabolic Engineering/ Process Conditions
Shift of flux between Acetyl-CoA derived products (Ethanol) and Pyruvate derived
products (BDO)
BDO pathway Knock-Out Unmodified BDO Process Optimization
Runs under controlled conditions for comparison,
flux can be pushed further to Ethanol and BDO by process control

18
Metabolic engineering: Isopropanol and Acetone
Acetoacetyl-CoA
Thiolase
Acetoacetate
Acetyl-CoA
CoA transferase
Clostridial ABE pathway
Biomass Syngas
CO/CO2/H2
Acetyl-CoA
2x
AcetateATP
• Acetate as by-product• No net ATP generation
Acetone
C. autoethangenum native pathway
heterologous Clostridial ABE pathway
Acetoacetate decarboxylase
CO2 NADPH NADP+ i-propanol
Primary secondary alcohol
dehydrogenase

12
LanzaTech Microbe 2.0: Isopropanol production
Thiolase
CoA transferase
decarboxylase
Secondary ADH

13
Acetogens hold their own against established model organisms
Inokuma et al., 2010, Improvement of isopropanol production by metabolically
engineered Escherichia coli using gas stripping. J Biosci Bioeng, 110: 696-701.
PathwayNative producer
C. acetobutylicum/C. beijerinckii
Genotype -
Expression system
--
Enzymes
Nativenativenative
nativeSet Up Fed-batchSubstrate GlucoseMedia Complex
Production Rate<0.1 g/L/h
acetone/IPAOperational 3 days
May et al., 2012A modified pathway for the production of acetone in
Escherichia coli. Met. Eng,, 15:218-25.
Using a similar approach, same or higher rates and yields achieved from gas compared to sugar:
Best engineered strains from literature
E. coli E. coli
non-optimized strain non-optimized strainplasmid-based plasmid-based
inducible promoter inducible promoterThlA (Cac) ThlA (Cac)
YbgC (Hin)/CtfAB (Cac)AtoAD (Eco)/CtfAB
(Cac)Adc (Cac) Adc (Cac)
- SecAdh (Cbe)Fed-batch Fed-batchGlucose GlucoseComplex Complex
0.15 g/L/h acetone 0.67 g/L/h IPA
2 days 10 days
Acetogen
C. autoethanogenum
non-optimized strainplasmid-based
inducible promoterThlA (Cac)
CtfAB (Cac)Adc (Cac)
Native/KOContinuous
Steel Mill GasMinimal
>2.3 g/L/h acetone/IPA
>3 weeks

14
Questions?
Gas Feed Stream
Gas Reception Compression Fermentation Recovery ProductTank







