

S&C FY02
Integrated Intelligent Industrial Process Sensing and Control Applied to and Demonstrated on Cupola Furnaces
PI: Mohamed AbdelrahmanTennessee Technological University
Presented by D. E. Clark, INEEL
S&C FY02 ANNUAL REVIEW MEETING

S&C FY02
Project Description
Collaborative effort that aims at the development of generic technology for improving operation of industrial processes through the integration of process sensing and control.This is achieved through the following– Development of a generic object oriented architecture for
integration of various system components– Development of algorithms for Multi Modal
Sensor Fusion, or MMSF – Integration of MMSF and intelligent control– Application of developed technology to cupola furnaces

S&C FY02
Collaborations
DOEAlbany Research Center
Demonstration
P. L. King
Industrial Oversight
AFSJ. A. Santner
Advisory BoardMark Bauer, GMMike Barstow, US PipeSy Katz, Katz Associates
Tennessee Tech
Technical Development
M. AbdelrahmanJ. FrolikM. HaggardW. Mahmoud
Utah State
K. L. Moore
INEELD. E. ClarkE. D. Larsen
S&C FY02
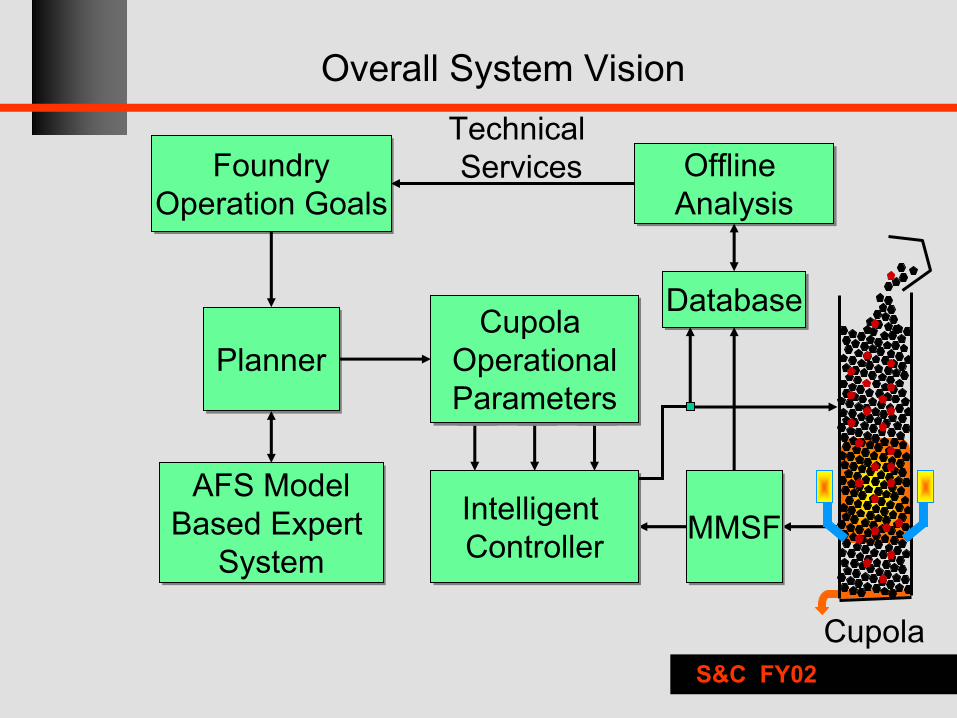
FoundryOperation Goals
FoundryOperation Goals
PlannerPlanner
AFS ModelBased Expert
System
AFS ModelBased Expert
SystemMMSFMMSF
DatabaseDatabase
Offline AnalysisOffline
Analysis
Technical Services
Overall System Vision
Cupola OperationalParameters
Cupola OperationalParameters
Intelligent ControllerIntelligent Controller
Cupola

S&C FY02
Project Objectives/Goal
IOF need(s) addressed by this technology– Improved sensing and control technology is an issue of
importance to most IOF industries.– Direct Application to : Metal Casting
Objectives– Develop Generic Technology for Improved Process Sensing– Technology for Integration of Sensing and Control– Demonstration of Technology on Cupola Furnaces
Overall goal– Improved process monitoring and control by utilizing all available
multi-modal sources of information.
S&C FY02
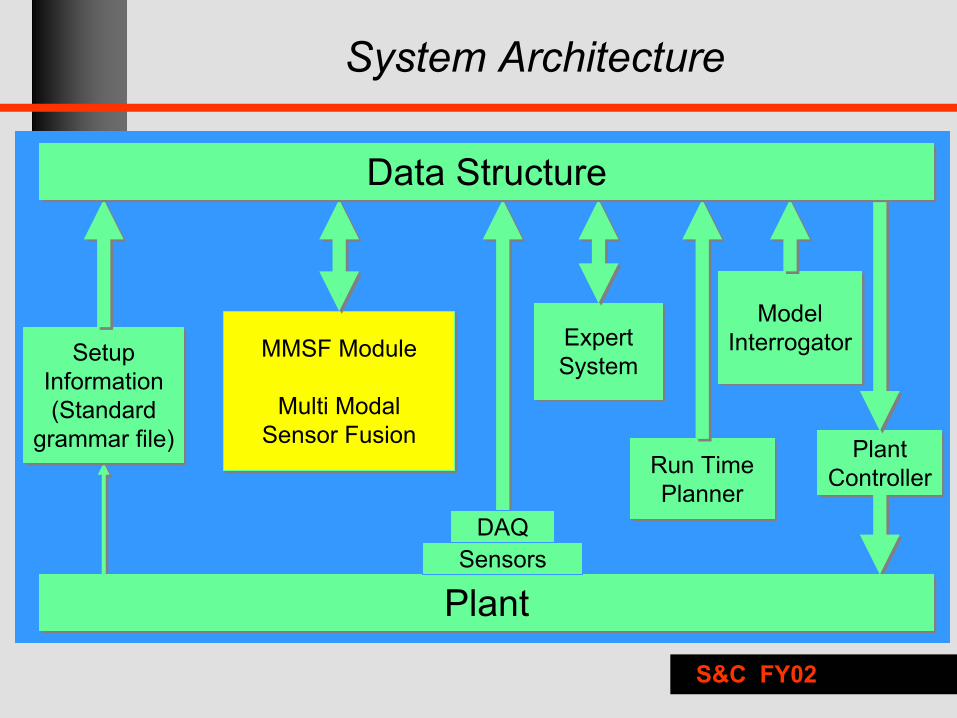
System Architecture
Run TimePlanner
Run TimePlanner
PlantController
PlantController
ModelInterrogator
ModelInterrogatorExpert
SystemExpertSystemMMSF Module
Multi ModalSensor Fusion
MMSF Module
Multi ModalSensor Fusion
SetupInformation(Standard
grammar file)
SetupInformation(Standard
grammar file)
Data StructureData Structure
PlantPlantSensors
DAQ

S&C FY02
MMSF Module Architecture
GraphicalUser Interface
LabVIEW
GraphicalUser Interface
LabVIEW
Setupfiles
Setupfiles
Setup FusionGroups
Setup FusionGroups
Create SensorSelf-validation
Files
Create SensorSelf-validation
Files
FusionGroup
File
FusionGroup
File
MMSFAlgorithmMMSF
Algorithm
FuzzyFis
Files
FuzzyFis
Files
Multi-modalSensor fusionMulti-modalSensor fusion
S&C FY02
Technical Risks/Innovation
Technical risks– Cupola furnace sensing and control practices have remained generally
untouched for a long time– Sensors for measuring cupola furnace parameters such as melt-rate are
not well developedInnovation– New Algorithms for sensor fusion (Basic Research)– New Algorithms for integration of intelligent control and sensor fusion
based on confidence in measurements– Generic architecture that allows for easy integration of new components
and adaptation of the developed system to new industrial applicationsAdvancement of state-of-the-art over competition– Control has been limited to control of input parameters such as blast rate– Control of process variables such as iron composition is more desirable,
and is the goal of the current project

S&C FY02
Task PerformancePast Technical Milestones
Still Going due to recent tragic events
Delay of 9 Months
Third YearDemonstration Plans
Delayed due to recent tragic events
Delay of 6 Months
Third YearImplementation on Albany Cupola
Proof of conceptHardware Implementation
Improvements continue
On TimeSecond Year
Generic Architecture
On TimeThird YearIntelligent Control
On TimeFirst YearSensor Fusion
CommentsCompletion Date
Due Date
Milestone
S&C FY02
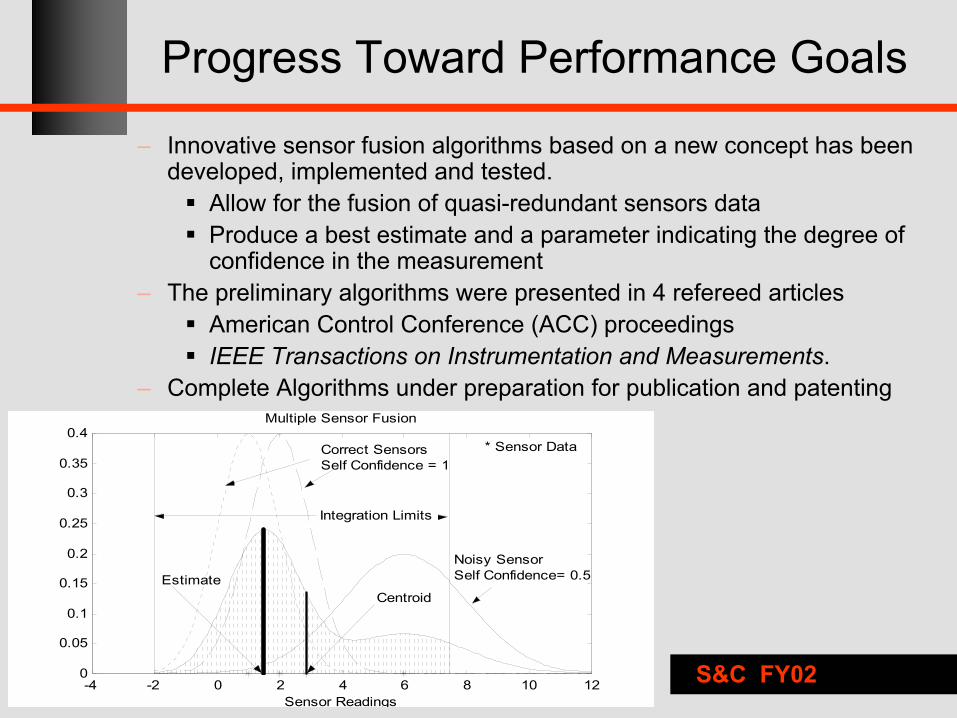
Progress Toward Performance Goals
– Innovative sensor fusion algorithms based on a new concept has been developed, implemented and tested.
Allow for the fusion of quasi-redundant sensors dataProduce a best estimate and a parameter indicating the degree ofconfidence in the measurement
– The preliminary algorithms were presented in 4 refereed articlesAmerican Control Conference (ACC) proceedingsIEEE Transactions on Instrumentation and Measurements.
– Complete Algorithms under preparation for publication and patenting
-4 -2 0 2 4 6 8 10 120
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
Sensor Readings
Multiple Sensor Fusion
Correct SensorsSelf Confidence = 1
Noisy SensorSelf Confidence= 0.5
Centroid Estimate
Integration Limits
* Sensor Data

S&C FY02
Progress Toward Performance Goals
– An algorithm for Integration of Sensor Fusion and Intelligent Control developed, implemented and tested
– Results presented:Refereed conference paper in the ACC 2002Will appear in 2002 in Transactions of Instrumentation Society of America
Plant
RedundantSensors
Self - Validation(On each sensor
Data)
MultipleSensorFusion
Input -+ Error
ControlInput
Output
RedundantDataSelf
Confidence
ConfidenceEstimate
Kh
Kl
WA
Controller
WA - Weighted Avg.Kh and Kl - Controller
Defined Before
Speed of response depends on confidenceIn measurements
S&C FY02
Progress Toward Performance Goals
– An adaptation of the generic algorithms for the cupola furnace was developed, implemented and tested.
– A fuzzy logic-based controller that controls %C, %Si, melt rate, and temperature by adjusting coke-to-metal ratio, charge composition, blast rate, and Oxygen
– Results presented at the AFS congress in 2002 and will appear inthe Transactions

S&C FY02
Progress Toward Performance Goals
– A Generic package was developed in LabVIEWA leading instrumentation software packageIntegrates the developed system components into a working system that can be easily modifiedCan be considered a Beta version for a commercial implementation of the developed algorithms
– Current Modules include:Plant InterfaceMonitoring SystemSensor Fusion ModuleVirtual Sensors ModuleController ModulePlanner Module

S&C FY02
Progress Toward Performance Goals
– FPGA (Floating Point Gate Array) implementations of a subset of developed sensor fusion algorithms have been developed, implemented and tested
– Developed system interfaced with the cupola furnace at the DOE Albany Research Center, Oregon, and successfully tested
– Several demonstration runs have been performed and data collected
Results illustrate system’s flexibility and potential to improvecupola furnace operation.
In Summary, the project has achieved all the technical objectives. The remaining demonstration plans will be used to further illustrate the capabilities of the developed system.
S&C FY02
Publications Supported by Project
Refereed Journal Publications
1. “A methodology for self-validation, fusion and reconstruction of quasi-redundant sensors," IEEE Transaction on Instrumentation and Measurement. , Vol. 50, No. 6, December 2001.
2. “Integration Of Multiple Sensor Fusion In Controller Design,” Accepted for Publication in the Transactions of Instrumentation Society of America, 2002.
3. “Fuzzy Control Of A Cupola Iron Melting Furnace,” To Appear in Transactions of American Foundry Society, 2003.
Refereed Conferences
4. “INTEGRATION OF MULTIPLE SENSOR FUSION IN CONTROLLER DESIGN,” in proceedings of the the American Control Conference, Anchorage, AK, May 2002.
5. “Fuzzy Control Of A Cupola Iron Melting Furnace,” AFS Congress, Kansas City, MO, May 2002.6. ”Wavelet-Based Sensor Fusion for Data with Different Sampling Rates,” ," in Proceedings of American Control Conference,
Washington D.C., June 2001. 7. "A Methodology For Fusion Of Redundant Sensors," in Proceedings of American Control Conference, Chicago, IL, June 2000. 8. "Synthesis of quasi-redundant sensor data: a probabilistic approach," ," in Proceedings of American Control Conference,
Chicago, IL, June 2000. 9. "Fuzzy rules for automated sensor self-validation and confidence measure," in Proceedings of American Control Conference,
Chicago, IL, June 2000. 10. "A convenient methodology for the hardware implementation of fusion of quasi-redundant sensors," Proceedings of 32nd SSST
Conference, Tallahassee, FL, Mar 2000, pp. 349-353.11. "A Methodology for Integrating Multiple Sensor Fusion in the Controller Design," in Proceedings Of 32nd SSST conference,
Tallahassee, FL, March 2000, pp. 115 -118. 12. “Intelligent Control of Cupola Furnaces,” in Proceedings of the 34th SSST conference, Huntsville, AL, March 2002, pp. 435-440.

S&C FY02
MS Theses Supported by Project
Tennessee Technological University– Confidence-based Integration Of Multiple Sensor Fusion Into Controller
Design, Param. Kanadasamy, 2000– Wavelet Based Sensor Fusion For Multiple Sampling Rate Data, Min Luo,
2001– A Methodology for Multi-Modal Sensor Fusion, Vipin Vijayakumar, 2001– Hardware/Software Codesign – Efficient Algorithms for Hardware
Synthesis from C to VHDL, S. Sankaran 2001– Comparison of Cordic Algorithms Implementation on FPGA Families,
Srikala Vadlamani 2002– (Work in Progress) Jie Chen, 12/2002
Utah State University– Multi-dimensional Data Structure for Cupola Information Processing,
Avinash Seegehalli, 2000– (Work in Progress) Spencer Anderson, 2002

S&C FY02
Input/Output Cupola Control Parameters
Cupola Furnace
Blast rate
% O2
C/Metal ratio
Steel/Iron ratio
Si C
Fluxes
Melt rate
Temperature
%C
% Si
Slag Properties
Demonstration On Cupola Furnace

S&C FY02
Demonstration
Experimental Cupola,DOE Albany Research Center, Oregon
18-inch diameter
Fully instrumented
Analytical capabilities

S&C FY02
Demonstration Results
Insert graphic hereInsert graphic here
Monitoring of Tap hole from Albany Cupola Furnace
Tap Hole Temperatures
2400
2500
2600
2700
2800
2900
3000
0 1000 2000 3000 4000
time, seconds
Tem
pera
ture
, F
Spout TemperaturePyrometer 1Pyrometer 2Fused TemperatureKalman T
S&C FY02
Demonstration Results
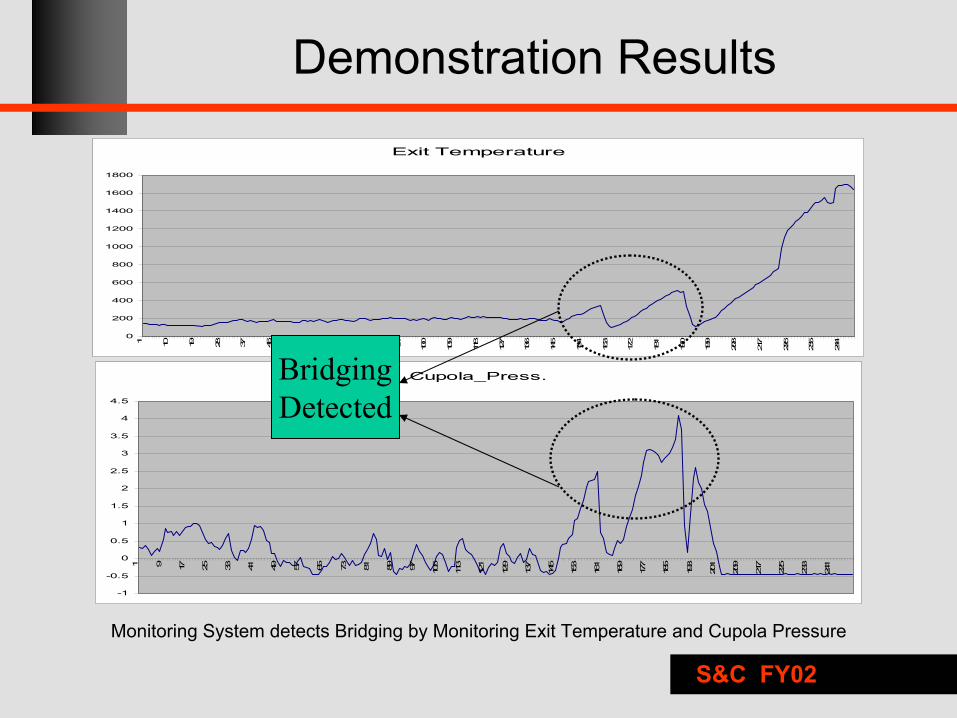
Monitoring System detects Bridging by Monitoring Exit Temperature and Cupola Pressure
Insert graphic hereInsert graphic here
Exit Temperature
0
200
400
600
800
1000
1200
1400
1600
1800
1 10 19 28 37 46 55 64 73 82 91 100
109
118
127
136
145
154
163
172
181
190
199
208
217
226
235
244
Cupola_Press.
-1
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
1 9 17 25 33 41 49 57 65 73 81 89 97 105
113
121
129
137
145
153
161
169
177
185
193
201
209
217
225
233
241
BridgingDetected

S&C FY02
Confidence in MR EstimateMelt Rate
0
1000
2000
3000
4000
0 1000 2000 3000 4000 5000
poun
ds/h
our
MR FusionMelt Rate from RadarKalman MRManual MR
Confidence
0
0.5
1
0 1000 2000 3000 4000 5000
time, seconds

S&C FY02
Automatic Control of Steel/Cast Iron
0
10
20
30
40
50
60
70
9:36:00 AM 10:48:00 AM 12:00:00 PM 1:12:00 PM 2:24:00 PM 3:36:00 PM
SteelPig Iron
Pig Iron Disturbance
S&C FY02
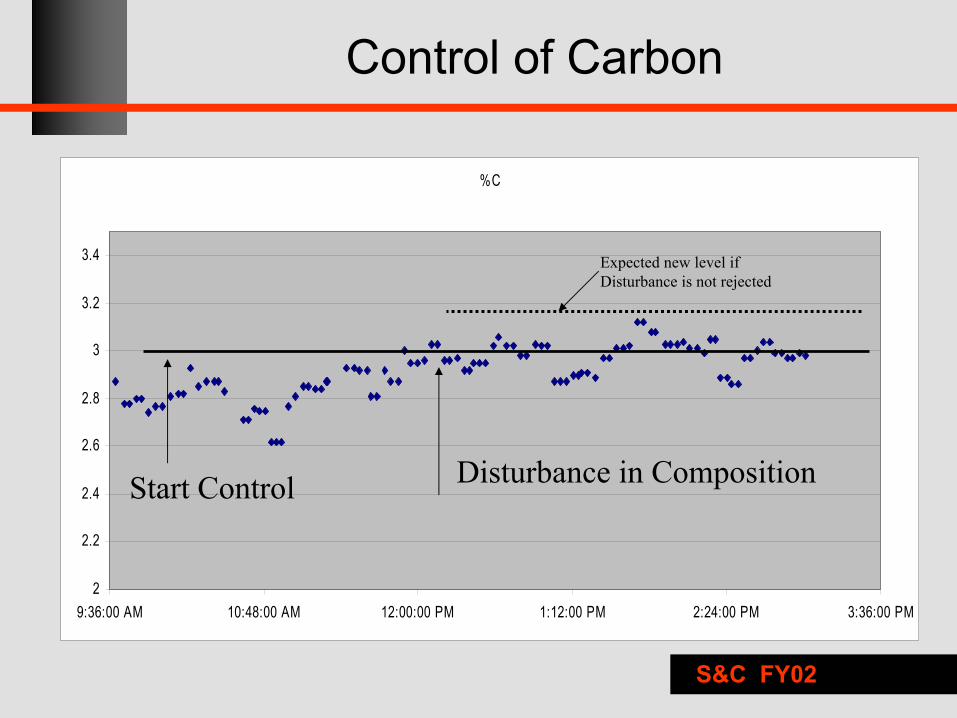
Control of Carbon
%C
2
2.2
2.4
2.6
2.8
3
3.2
3.4
9:36:00 AM 10:48:00 AM 12:00:00 PM 1:12:00 PM 2:24:00 PM 3:36:00 PM
Start Control Disturbance in Composition
Expected new level if Disturbance is not rejected

S&C FY02
Commercialization
Proposed plant tests/deployments, and planned use in IOF manufacturing plant(s)– As set forth in the proposal, the technology is being demonstrated
on a research cupola facility in Albany OregonCommercialization path & partners– The generic part of the results of the research are published in
refereed journals and presented at AFS congress– Several presentations to AFS cupola committee regarding
research results have been made to seek industrial partners– The project has industrial advisory boards from manufacturing
facilities such as US Pipe and GM that are interested in improving cupola melting technology
– Funding for implementation of the developed technology in a foundry is currently sought from DOE programs with such focus.
S&C FY02
Performance Merits
Improving energy efficiency– How will energy be saved?
Better control over cupola parameters such as %C and metal temperature would produce less return scrapMonitoring and detection of operational problems such as bridging early can reduce the impact of such problems over the quality of molten metal
– What are the energy savings (per installed unit and nationwide)?
A 10% improvement in the efficiency of cupola operation would result in savings of Quads/Year
S&C FY02
Performance Merits
Improving product quality– How will product quality be improved?
Metal casting products are affected by variations in the chemical composition of the molten iron as well as the iron temperature.The developed technology would give better control over these parameters and hence a more consistent produce would be expected
– How will this improvement be quantified?This could be judged by the percentage reduction in the amount of returns

S&C FY02
Path Forward
Future Technical Milestones
Extension Requested
Sep.30,2002June 30, 2002
Final Report
July 31,2002Sep 30,2001Finish Demonstration Plans
CommentsCompletion Date
Due Date
Milestone







