

Overview11/15 - 1.0
Stud WeldingSystems

2
Overview Stud Welding Systems Issue 11/2015 - 1.0
The information contained herein may not be copied, reproduced, adapted, mer-ged, translated or used without the prior written consent of the copyright owner.
Adaptations, errors and technical modifications reserved without prior notice.
© HBS Bolzenschweiss-Systeme GmbH & Co. KG
3©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Table of Contents
Table of Contents
Conditions
1 Systems for manual applications
CDi Series ............................................................................................................................ 6Stud welding systems for CD stud welding
ACCU-TWIN ......................................................................................................................... 9Stud welding systems for CD stud welding for fastening of heat allocation meters
ARC/Inverter Series ............................................................................................................ 10Stud welding systems for ARC stud welding
ISO Series .......................................................................................................................... 18Stud welding systems for fastening of insulation mats
MARC Series ...................................................................................................................... 23Nut welding systems for welding with magnetic rotating arc
2 Systems for semi-automatic machines
Automatic stud welding gun ................................................................................................ 26Stud welding systems for semi-manual stud welding
PC-S ................................................................................................................................... 30Stationary stud welding system for manual or automatic stud feeding
3 Systems for fully automatic machines
CPW Series ........................................................................................................................ 31CNC Stud welding machines (1 stud welding head)
MPW Series ........................................................................................................................ 32CNC Stud welding machines (1 to 4 stud welding heads)
4 Systems for automation engineering
Components for stud welding machines ............................................................................. 33

©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
4
Table of Contents
5 Automatic componentsIntegratable components for automation and automation engineering
Stud welding units .............................................................................................................. 34
Automatic stud welding heads ............................................................................................ 37
Fully automatic stud feeder VBZ-3 ..................................................................................... 38
Pneumatic single feed unit - PBZ ....................................................................................... 40
Pneumatic stud feeding switch - PBW ................................................................................ 42
Pneumatic ground and workpiece clamps .......................................................................... 44
Zero-point positions ............................................................................................................ 46
Liquid spray devices ........................................................................................................... 47
6 Appendix
Form FB FE-07-3 Overview Automatic Welding Gun ......................................................... 48
Form FB FE-08-1 Overview Systems for Automation Engineering .................................... 49
Form FB FE-09-1 Overview MPW ...................................................................................... 50
Form FB FE-10-1 Overview CPW ...................................................................................... 51
Form FB FE-10-2 Overview PC-S ...................................................................................... 52
Form FB FE-07 General Specification ................................................................................ 53
Form FB FE-08 Specification Systems for Automation Engineering .................................. 54
Form FB FE-09 Machine Specification MPW ..................................................................... 57
Form FB FE-10 Machine Specification CPW and PC-S ..................................................... 60

Modifications and mistakes: reserved
By sending us an order you accept our general business terms and conditions valid at the date of the order. To view our General Terms and Conditions please visit our website at www.hbs-info.com [Terms and conditions] where you can also download a copy. If you require a paper copy please contact us.
5
Conditions
©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Conditions

Overview Stud Welding Systems
6 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1CDi Series
Stud welding systems for CD stud weldingCDi stud welding units are for 230 V(115 V)-power supply - please ask for different primary power if needed.
Article Equipment Connection type Order No.
welding gun
ground cable
Weight (net)
Stud welding units with Inverter-Capacitor Charging Technology:
Pegasar 500 accu 100 V-240 V/5 A-2 A SK 50 SK 50 92-10-0500Battery-powered stud welding unit, operation via battery or mains connection possible for CD welding elements: mild steel and stainless steel M3 to M6, dia. 2 to 6 mm aluminium M3 to M4, dia. 2 to 4 mm Delivery without battery
10.700 kg
CDi 1502 230 V (115 V)/10 AT SK 50 SK 50 92-10-1502Bfor CD welding elements: M3 to M8, dia. 2 to 8 mm 14.000 kg
CDi 2302 230 V (115 V)/10 AT SK 50 SK 50 92-10-2302Bfor CD welding elements: M3 to M8 (M10 limited), dia. 2 to 8 mm (dia. 10 mm limited) 17.000 kg
CDi 3102 230 V (115 V)/10 AT SK 50 SK 50 92-10-3102Bfor CD welding elements: M3 to M10, dia. 3 to 10 mm 18.500 kg
Stud welding guns:
C 06-3 3,0 m, 25 mm² SK 50 92-20-275for Pegasar 500 accu for CD welding elements: mild steel and stainless steel M3 to M6, dia. 2 to 6 mm aluminium M3 to M4, dia. 2 to 4 mm l = 6 up to 40 mm l > 40 mm with special accessories
2.900 kg
C 08 (contact welding) 6.5 m, 25 mm² SK 50 92-20-256for CD welding elements: mild steel and stainless steel M3 to M8, dia. 2 to 8 mm up to l = 40 mm > M8 and l >40 mm with special accessories
2.900 kg
CA 08 (gap welding) 3.0 m, 25 mm² SK 50 92-20-255for CD welding elements: mild steel and stainless steel, aluminium, brass M3 to M8, dia. 2 to 8 mm up to l = 40 mm > M8 and l >40 mm with special accessories
2.000 kg

Overview Stud Welding Systems
7©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1CDi Series
Stud welding systems for CD stud welding
Article Equipment Connection type Order No.
welding gun
ground cable
Weight (net)
Ground cables:
for Pegasar 500 accu 2.5 m, 25 mm² 1 vice grip 10“
SK 50 92-40-154 1.485 kg
for CDi Series 2.5 m, 25 mm² 2 vice grips 10“
SK 50 92-40-095 2.800 kg
Accessories:
Accessories CD M3 to M6 92-40-050(Chucks each 1 x M3, M4, M5, M6 and 1 socket wrench AF 17) for welding elements: type PT M3 to M6 and type UT dia. 3 to 6 mm
0.191 kg
Accessories CD M3 to M8 92-40-018(Chucks each 1 x M3, M4, M5, M6, M8 and 1 socket wrench AF 17 ) for welding elements: type PT M3 to M8 and type UT dia. 3 to 8 mm
0.206 kg
Battery type Accu 150 2) 88-23-484Lithium-Ion battery (rechargeable) for Pegasar 500 accu for battery mode (for up to 400 welds M6)
1.300 kg
Charging unit ACCU CHARGER 150 88-23-661for Lithium-Ion battery type Accu 150 for external charging of the battery
1.100 kg
2) Please observe the legal requirements for storage and shipment of lithium ion batteries!

Overview Stud Welding Systems
8 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1CDi Series
Stud welding systems for CD stud welding
Set consisting of Order No. Weight 1)
Pegasar 500 accu Battery type Accu 150 C06-3 (contact welding) Ground cable
92-10-0500 88-23-484 92-20-275 92-40-154
P500accu 16.400 kg
CDi 1502 C 08 (contact welding) Ground cable
92-10-1502B 92-20-256 92-40-095
CDi1502C 21.600 kg
CDi 1502 CA 08 (gap welding) Ground cable
92-10-1502B 92-20-255 92-40-095
CDi1502CA 20.700 kg
CDi 2302 C 08 (contact welding) Ground cable
92-10-2302B 92-20-256 92-40-095
CDi2302C 24.700 kg
CDi 2302 CA 08 (gap welding) Ground cable
92-10-2302B 92-20-255 92-40-095
CDi2302CA 23.800 kg
CDi 3102 C 08 (contact welding) Ground cable
92-10-3102B 92-20-256 92-40-095
CDi3102C 26.200 kg
CDi 3102 CA 08 (gap welding) Ground cable
92-10-3102B 92-20-255 92-40-095
CDi3102CA 25.300 kg
Please order accessories or chucks additionally.
1) Weight incl. packaging

Overview Stud Welding Systems
9©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ACCU-TWIN
Stud welding systems for CD stud welding for fastening of heat allocation meters
Article Usable cable length Order No. Weight 1)
Stud welding systems:
ACCU-TWIN (1.1 m welding gun cable) 92-10-2280A 8.500 kgBattery powered twin stud welding gun
for welding elements M3 to length l = 40 mm
ACCU-TWIN (2.1 m welding gun cable) 92-10-2285B 8.500 kg
***)Battery powered twin stud welding gun for welding elements M3 to length l = 40 mm
1) Weight incl. packaging
***) Minimum order quantity: 10 pieces per order

Overview Stud Welding Systems
10 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1ARC/Inverter Series
Stud welding systems for ARC stud weldingARC and IT stud welding units are for 400 V-power supply - please ask for different primary power if needed.
Article Equipment Connection type Order No.
welding gun
ground cable
Weight (net)
Stud welding systems with Inverter technology:Outstanding welding quality with very high arc stability even when working under large mains voltage fluctuations (-10 % +10 %) Welding time and welding current steplessly adjustable
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1202(Shielding gas) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg
IT 2002 400 V/63 AT SK 50/ SKK 95/ SK 70
SK 50/ SKK 95/ SK 70
93-60-2201for welding elements: dia. 2 to 22 mm, M3 to M24 95.000 kg
IT 2002 400 V/63 AT SK 50/ SKK 95/ SK 70
SK 50/ SKK 95/ SK 70
93-60-2202(Shielding gas) for welding elements: dia. 2 to 22 mm, M3 to M24
95.000 kg
IT 3002 400 V/63 AT SKS 120 SKS 120 93-60-3211for welding elements: dia. 2 to 25 mm, M3 to M24 170.000 kg
IT 3002 400 V/63 AT SKS 120 SKS 120 93-60-3221for welding elements: dia. 2 to 25 mm, M3 to M24 two gun connections
183.000 kg
IT 130 400 V/63 AT SK 50/ SKK 95/ SK 70
SK 50/ SKK 95/ SK 70
93-60-12133 *)(Shielding gas/Process control/1 gun connection) for welding elements: dia. 2 to 25 mm, M3 to M24
168.000 kg

Overview Stud Welding Systems
11©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ARC /Inverter Series
Stud welding systems for ARC stud welding
Article Equippment Connection type Order No.
welding gun
ground cable
Weight (net)
Stud welding units with Transformer technology:Entry-level model with simple operation Welding time steplessly adjustable
ARC 500 400 V/35 AT SK 50 SK 50 93-10-0401Afor welding elements: dia. 2 to 8 mm, M3 to M10 (type RD) 33.500 kg
ARC 800 400 V/35 AT SK 50 SK 50 93-10-0702A(Shielding gas) for welding elements: dia. 2 to 10 mm, M3 to M12 (type RD)
40.000 kg
ARC 1550 400 V/63 AT SK 50 SK 50 93-10-1552A(Shielding gas) for welding elements: dia. 2 to 19 mm, M3 to M20 (type RD)
133.000 kg
Overview Stud Welding Systems
12 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
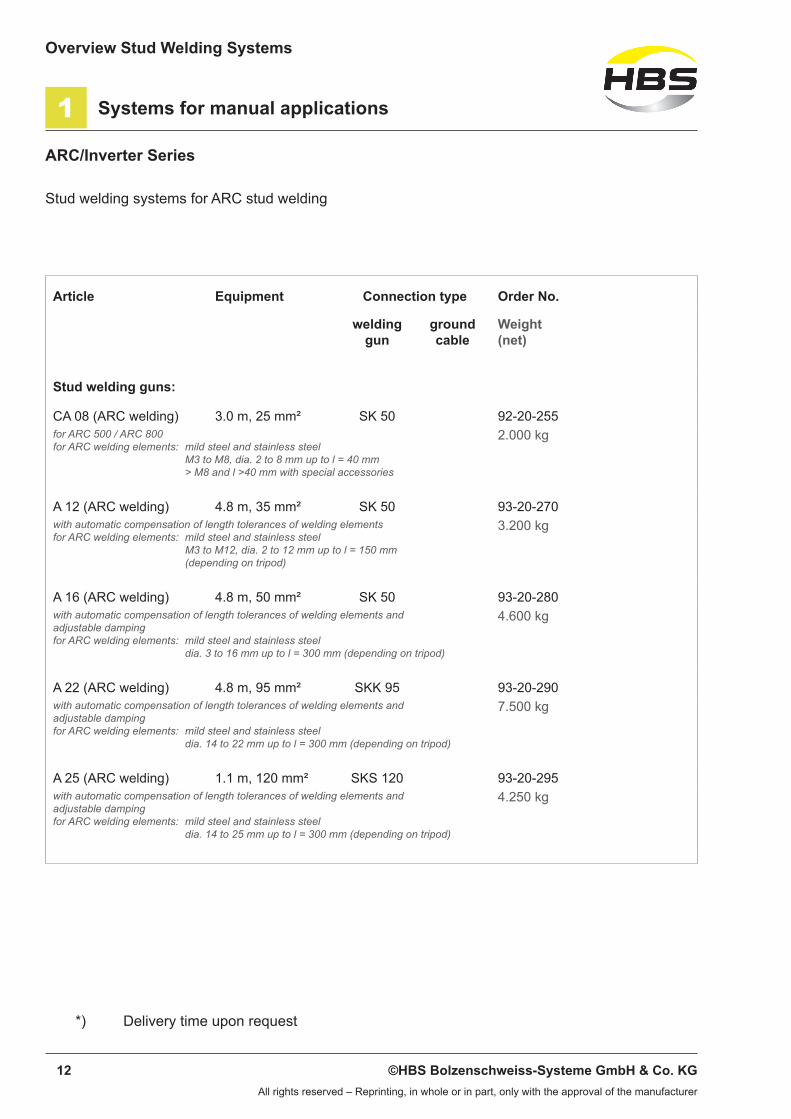
Systems for manual applications1ARC/Inverter Series
Stud welding systems for ARC stud welding
Article Equipment Connection type Order No.
welding gun
ground cable
Weight (net)
Stud welding guns:
CA 08 (ARC welding) 3.0 m, 25 mm² SK 50 92-20-255for ARC 500 / ARC 800 for ARC welding elements: mild steel and stainless steel M3 to M8, dia. 2 to 8 mm up to l = 40 mm > M8 and l >40 mm with special accessories
2.000 kg
A 12 (ARC welding) 4.8 m, 35 mm² SK 50 93-20-270with automatic compensation of length tolerances of welding elements for ARC welding elements: mild steel and stainless steel M3 to M12, dia. 2 to 12 mm up to l = 150 mm (depending on tripod)
3.200 kg
A 16 (ARC welding) 4.8 m, 50 mm² SK 50 93-20-280with automatic compensation of length tolerances of welding elements and adjustable damping for ARC welding elements: mild steel and stainless steel dia. 3 to 16 mm up to l = 300 mm (depending on tripod)
4.600 kg
A 22 (ARC welding) 4.8 m, 95 mm² SKK 95 93-20-290with automatic compensation of length tolerances of welding elements and adjustable damping for ARC welding elements: mild steel and stainless steel dia. 14 to 22 mm up to l = 300 mm (depending on tripod)
7.500 kg
A 25 (ARC welding) 1.1 m, 120 mm² SKS 120 93-20-295with automatic compensation of length tolerances of welding elements and adjustable damping for ARC welding elements: mild steel and stainless steel dia. 14 to 25 mm up to l = 300 mm (depending on tripod)
4.250 kg

Overview Stud Welding Systems
13©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ARC/Inverter Series
Stud welding systems for ARC stud welding
Article Equipment Order No.
Weight (net)
Tripods (Shielding gas):
PSS-2 for A 12 D = 35, Tripod leg 8 x 220 93-40-021 0.750 kgfor ARC welding elements: dia. 6 to 12 mm up to l = 150 mm
PSS-3 for A 16 D = 35, Tripod leg 10 x 240 93-40-017 0.960 kgfor ARC welding elements: dia. 6 to 12 mm up to l = 220 mm
Tripods (Ceramic):
PSC-1 for A 12 d = 22, Tripod leg 8 x 220 93-40-022 0.217 kgfor ARC welding elements: dia. 6 to 12 mm up to l =150 mm
PSC-2 for A 16 d = 22, Tripod leg 10 x 240 93-40-028 0.397 kgfor ARC welding elements: dia. 6 to 12 mm up to l =170 mm
PSC-2 for A 16, A 22, A 25
d = 28, Tripod leg 10 x 240 93-40-040 0.388 kg
for ARC welding elements: dia. 16 to 20 mm (type DD) up to l =150 mm
PSC-2 for A 16, A 22, A 25
d = 29, Tripod leg 10 x 240 mm 93-40-041 0.380 kg
for ARC shear connectors dia. 5/8“, 3/4“, 7/8“ (dia. 16 mm, 19 mm, 22 mm) up to l =150 mm
PSC-2 for A 16, A 22, A 25
d = 29, Tripod leg 10 x 390 mm 93-40-074 0.551 kg
for ARC shear connectors dia. 5/8“, 3/4“, 7/8“ (dia. 16 mm, 19 mm, 22 mm) from l =150 mm up to l = 300 mm
PSC-2 for A 25 d = 34, Tripod leg 10 x 390 mm 93-40-073 0.552 kgfor ARC shear connectors dia. 1“ (dia. 25 mm) from l =150 mm up to l = 290 mm
PSC-2 for A 25 d = 34, Tripod leg 10 x 600 mm 93-40-102 0.802 kgfor ARC shear connectors dia. 1“ (dia. 25 mm) up to l = 500 mm

Overview Stud Welding Systems
14 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1ARC/Inverter Series
Stud welding systems for ARC stud welding
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Ground cable:
for ARC 500/ARC 800 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
for ARC 1550 5 m, 50 mm² 1 vice grip 10“
SK 50 93-40-013 3.449 kg(2 pieces necessary)
for IT 1002 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
for IT 2002/IT 130 5 m, 95 mm² 1 vice grip 10“
SKK 95 93-40-072 4.300 kg(2 pieces necessary)
for IT 2002 5 m, 70 mm² 1 vice grip 10“
SK 70 93-40-019 4.400 kg(2 pieces necessary)
for IT 3002 5 m, 120 mm² 1 vice grip 10“
SKS 120 93-40-080 7.000 kg(2 pieces necessary)
Accessories:
Adaptor for IT 3002 (120 mm²/95 mm²) SKS 120 to SKK 95/
SK 70/SK 50
93-40-120 0.850 kg
*)when connecting the welding gun A 12, A 16, A 22 or AI 06
Adaptor for IT 90, IT 130 or IT 2002
(120 mm²/ 50 - 95 mm²)
SK 50/SK 70/ SKK 95
to SKS 120
88-16-760 0.170 kg
*)
when connecting the welding gun A 25
Extension cable for A 25
5 m SKS 120 93-40-078 7.200 kg

Overview Stud Welding Systems
15©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ARC/Inverter Series
Stud welding systems for ARC stud welding
Article Equipment Order No. Weight (net)
Accessories (Shielding gas):
Accessories for A 12 D = 35 93-40-114(Chucks each 1 x M6, M8, M10, M12, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17) for ARC welding elements M6 to M12
0.500 kg
Accessories for A 16 D = 35 93-40-084(Chuck 1 x M12, insertion depth 13 mm, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17) for ARC welding elements M12
0.384 kg
Accessories (Ceramic):
Accessories for A 12 d = 22 93-41-012(Chucks each 1 x M6, M8; M10, M12, chucks ceramic ferrule each 1 x for RD5/6/DD5/6, RD8, DD8/10/RD10, RD12, RD16/DD12, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17) for ARC welding elements M6 to M12
0.343 kg
Accessories for A 16 d = 22 93-40-082(Chuck 1 x M12, chucks ceramic ferrule each 1 x RD12 and DD12/RD16, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17) for ARC welding elements M12
0.337 kg
Accessories for A 16 d = 28 93-40-081(Chuck 1 x M16, chuck ceramic ferrule 1 x RD20/DD16/DD20, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17, 1 x double open-ended wrench 19/22) for ARC welding elements M12
0.490 kg
Accessories for A 16 d = 22 93-40-083(Chuck 1 x 1/2“, chuck ceramic ferrule 1 x 1/2“, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17, 1 x double open-ended wrench 19/22) for ARC welding elements (shear connectors) 1/2“ (dia. 13 mm)
0.510 kg

Overview Stud Welding Systems
16 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1ARC/Inverter Series
Stud welding systems for ARC stud welding
Article Equipment Order No. Weight (net)
Accessories (Ceramic):
Accessories for A 22, A 25
d = 29 93-40-010
(Chuck 1 x 5/8-3/4“, chuck ceramic ferrule 1 x 5/8-3/4“, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17, 1 x double open-ended wrench 19/22) for ARC welding elements (shear connectors) 5/8“ and 3/4“ (dia. 16 mm and 19 mm)
0.491 kg
Accessories for A 22, A 25
d = 29 93-40-011
(Chuck 1 x 7/8“, chuck ceramic ferrule 1 x 7/8“, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17, 1 x double open-ended wrench 19/22) for ARC welding elements (shear connectors) 7/8“ (dia. 22 mm)
0.492 kg
Accessories for A 25 d = 34 93-40-085(Chuck 1 x 1“, chuck ceramic ferrule 1 x 1“, allen keys each 1 x 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, 1 x double open-ended wrench 14/17, 1 x double open-ended wrench 19/22) for ARC welding elements (shear connectors) 1“ (dia. 25 mm)
0.735 kg
Mounting tool set for A 16, A 22 and A 25 93-40-116(Allen keys each 1 x 1,5 mm, 2 mm, 2.5 mm, 3 mm, 4 mm, 5 mm, 8 mm, pin 2 mm, double open-ended wrench each 1 x 14/17 und 19/22)
0.326 kg
Overview Stud Welding Systems
17©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ARC/Inverter Series
Stud welding systems for ARC stud welding
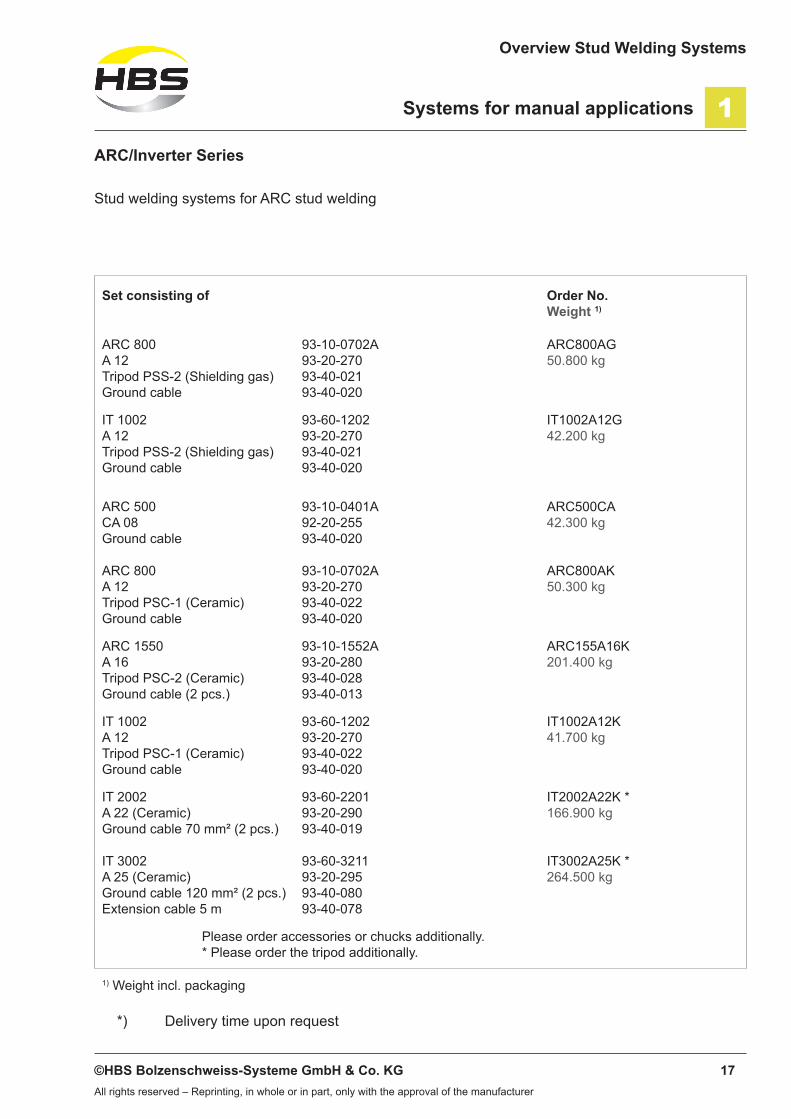
Set consisting of Order No. Weight 1)
ARC 800 A 12 Tripod PSS-2 (Shielding gas) Ground cable
93-10-0702A 93-20-270 93-40-021 93-40-020
ARC800AG 50.800 kg
IT 1002 A 12 Tripod PSS-2 (Shielding gas) Ground cable
93-60-1202 93-20-270 93-40-021 93-40-020
IT1002A12G 42.200 kg
ARC 500 CA 08 Ground cable
93-10-0401A 92-20-255 93-40-020
ARC500CA 42.300 kg
ARC 800 A 12 Tripod PSC-1 (Ceramic) Ground cable
93-10-0702A 93-20-270 93-40-022 93-40-020
ARC800AK 50.300 kg
ARC 1550 A 16 Tripod PSC-2 (Ceramic) Ground cable (2 pcs.)
93-10-1552A 93-20-280 93-40-028 93-40-013
ARC155A16K 201.400 kg
IT 1002 A 12 Tripod PSC-1 (Ceramic) Ground cable
93-60-1202 93-20-270 93-40-022 93-40-020
IT1002A12K 41.700 kg
IT 2002 A 22 (Ceramic) Ground cable 70 mm² (2 pcs.)
93-60-2201 93-20-290 93-40-019
IT2002A22K * 166.900 kg
IT 3002 A 25 (Ceramic) Ground cable 120 mm² (2 pcs.) Extension cable 5 m
93-60-3211 93-20-295 93-40-080 93-40-078
IT3002A25K * 264.500 kg
Please order accessories or chucks additionally. * Please order the tripod additionally.
1) Weight incl. packaging
Overview Stud Welding Systems
18 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
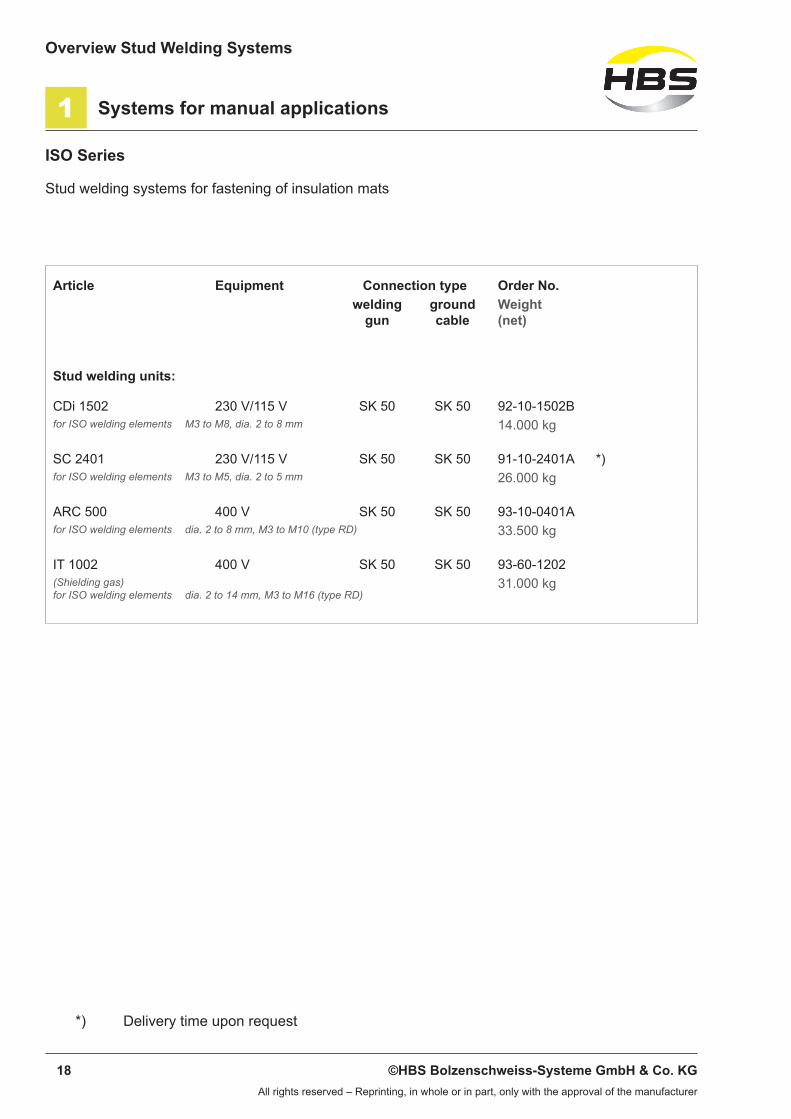
Systems for manual applications1ISO Series
Stud welding systems for fastening of insulation mats
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Stud welding units:
CDi 1502 230 V/115 V SK 50 SK 50 92-10-1502Bfor ISO welding elements M3 to M8, dia. 2 to 8 mm 14.000 kg
SC 2401 230 V/115 V SK 50 SK 50 91-10-2401A *)for ISO welding elements M3 to M5, dia. 2 to 5 mm 26.000 kg
ARC 500 400 V SK 50 SK 50 93-10-0401Afor ISO welding elements dia. 2 to 8 mm, M3 to M10 (type RD) 33.500 kg
IT 1002 400 V SK 50 SK 50 93-60-1202(Shielding gas) for ISO welding elements dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg

Overview Stud Welding Systems
19©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ISO Series
Stud welding systems for fastening of insulation mats
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Stud welding guns:
CI 03 9.3 m, 6 mm² SK 50 92-20-254for CDi 1502 for ISO welding elements: mild steel and stainless steel for cupped head pins dia. 2/2.7 mm from l = 9.5 mm to l = 152.4 mm (no additional tripod necessary)
1.900 kg
AI 06 9.3 m, 35 mm² SK 50 93-20-250for SC 2401, ARC 500 oder IT 1002 for ISO welding elements: mild steel and stainless steel M3 to M6, dia. 2 to 6 mm up to l = 400 mm (depending on tripod)
5.500 kg
C 08 6.5 m, 25 mm² SK 50 92-20-256for CDi 1502 for ISO welding elements: mild steel and stainless steel M3 to M8, dia. 2 to 8 mm up to l = 40 mm > M8 and l >40 mm with special accessories
2.900 kg
A 12 4.8 m, 35 mm² SK 50 93-20-270for ARC 500 or IT 1002 with automatic compensation of length tolerances of welding elements for ISO welding elements: mild steel and stainless steel ARC 500: M3 to M10 (type RD) , dia. 2 to 8 mm IT 1002: M3 to M12 , dia. 2 to 14 mm up to l = 150 mm (depending on tripod)
3.200 kg
A 16 4.8 m, 50 mm² SK 50 93-20-280for ARC 500 or IT 1002 with automatic compensation of length tolerances of welding elements and adjustable damping for ISO welding elements: mild steel and stainless steel ARC 500: M3 to M10 (type RD) , dia. 2 to 8 mm IT 1002: M3 to M16 (type RD), dia. 2 to 14 mm up to l = 240 mm (depending on tripod)
4.600 kg

Overview Stud Welding Systems
20 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1ISO Series
Stud welding systems for fastening of insulation mats
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Tripods:
PSI for AI 06 D = 22, Tripod leg 8 x 220 93-40-044 0.228 kg(ISO tripod with supporting tube, aluminium)
for ARC insulation pins, ARC Fiberfix pins, ARC threaded studs and ARC pins from l = 6 mm up to l = 80 mm
PSI-3 for AI 06 D = 35, Tripod leg 8 x 220 93-40-066 0.290 kg(ISO tripod with supporting tube, aluminium with Teflon insert)
for ARC insulation pins, ARC Fiberfix pins, ARC threaded studs and ARC pins from l = 40 mm up to l = 280 mm
PSI-3 for AI 06 D = 35, Tripod leg 8 x 400 93-40-065 0.420 kg(ISO tripod with supporting tube, aluminium with Teflon insert)
for ARC insulation pins, ARC Fiberfix pins, ARC threaded studs and ARC pins from l = 40 mm up to l = 460 mm
PSI-2 for C 08 3-point rest, Tripod leg 8 x 220
92-40-043 0.525 kg
(ISO tripod) for insulation pins from l = 85 mm up to l = 300 mm
PSI-3 for A 12 D = 29, Tripod leg 8 x 400 93-40-026 0.377 kg(ISO tripod with supporting tube, plastic - hard tissue)
for ARC insulation pins, ARC Fiberfix pins, ARC threaded studs and ARC pins from l = 40 mm up to l = 460 mm
PSI-4 for A 16 D = 29, Tripod leg 10 x 390 93-40-029 0.592 kg(ISO tripod with supporting tube, plastic - hard tissue)
for insulation pins dia. 3 to 6 mm from l = 30 mm up to l = 330 mm

Overview Stud Welding Systems
21©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1ISO Series
Stud welding systems for fastening of insulation mats
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Ground cables:
for CDi 1502 6.7 m, 16 mm² 1 vice grip 10“
SK 50 92-40-091 1.974 kg
for SC 2401 10 m, 16 mm² 2 vice grips 10“
SK 50 92-40-078 5.000 kg
for ARC 500 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
for IT 1002 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
Accessories:
Accessories for CI 03 92-40-063A(1 x chuck for cupped head pins and 1 x double open-ended wrench 14/17) for cupped head pins with head dia. 30 mm and 38 mm
0.187 kg

Overview Stud Welding Systems
22 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1ISO Series
Stud welding systems for fastening of insulation mats
Set consisting of Order No. Weight 1)
CDi 1502 CI 03 Ground cable Accessories
92-10-1502B 92-20-254 92-40-091 92-40-063A
CDi1502CI 20.000 kg
SC 2401 AI 06 Tripod PSI-3 (ISO) Ground cable
91-10-2401A 93-20-250 93-40-066 92-40-078
SC241AI * 41.000 kg
*)
ARC 500 AI 06 Tripod PSI-3 (ISO) Ground cable
93-10-0401A 93-20-250 93-40-066 93-40-020
ARC500AI * 46.100 kg
* Please order accessories or chucks additionally.
1) Weight incl. packaging

Overview Stud Welding Systems
23©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications 1MARC Series
Nut welding systems for welding with magnetic rotating arcMARC nut welding units are for 400 V- power supply - please ask for different primary power if needed.
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
MARC 1 A
Nut welding units:
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1202(Shielding gas) for MARC welding nuts type HexNut M6 to M12
31.000 kg
Nut welding guns:
AM 12 A SK 50 93-20-242 *)without cooling for MARC welding nuts type HexNut M6 to M12 (Material A2-50)
4.960 kg
Ground cables:
for IT 1002 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg

Overview Stud Welding Systems
24 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for manual applications1MARC Series
Nut welding systems for welding with magnetic rotating arc
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
MARC 1 W
Nut welding units:
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1202(Shielding gas) for MARC welding nuts type HexNut M6 to M12
31.000 kg
Nut welding guns:
AM 12 W SK 50 93-20-243 *)liquid cooled for MARC welding nuts type HexNut M6 to M12 (Material A2-50)
4.450 kg
Ground cables:
for IT 1002 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
Cooling unit:
CU 230 V/10 AT SK 50 88-15-477A *)for MARC 1 W system 28.500 kg
Overview Stud Welding Systems
25©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
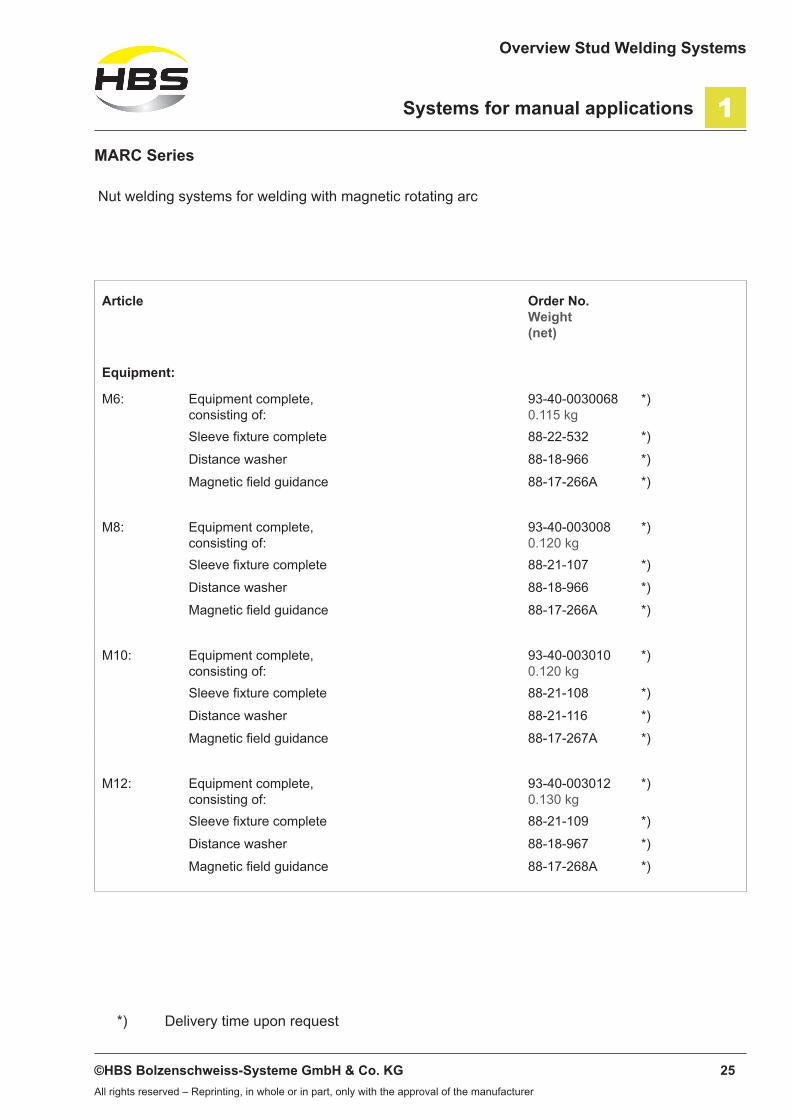
Systems for manual applications 1MARC Series
Nut welding systems for welding with magnetic rotating arc
Article Order No. Weight (net)
Equipment:
M6: Equipment complete, consisting of:
93-40-0030068 0.115 kg
*)
Sleeve fixture complete 88-22-532 *)
Distance washer 88-18-966 *)
Magnetic field guidance 88-17-266A *)
M8: Equipment complete, consisting of:
93-40-003008 0.120 kg
*)
Sleeve fixture complete 88-21-107 *)
Distance washer 88-18-966 *)
Magnetic field guidance 88-17-266A *)
M10: Equipment complete, consisting of:
93-40-003010 0.120 kg
*)
Sleeve fixture complete 88-21-108 *)
Distance washer 88-21-116 *)
Magnetic field guidance 88-17-267A *)
M12: Equipment complete, consisting of:
93-40-003012 0.130 kg
*)
Sleeve fixture complete 88-21-109 *)
Distance washer 88-18-967 *)
Magnetic field guidance 88-17-268A *)

Overview Stud Welding Systems
26 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for semi-automatic machines2Automatic stud welding gun
Stud welding systems for semi-manual stud welding
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
PAH-1 (gap welding) 3 m, 25 mm² SK 50 94-20-025 2.920 kg(equipped for one stud dimension according to customer request)
for welding elements: from mild steel and stainless steel, aluminium, brass M3 to M8, dia. 3 to 8 mm from l = 8 mm up to l = 30 mm stud feeding manually or automatically possible
Accessories:
associated components, stud welding head, stud welding unit, automatic stud feeding and accessories
see Overview PAH-1
Overview automatic stud welding gun PAH-1:Stud Stud Ground Stud Options
welding gun welding units cables feeding selectable
CDi 1502 Assortment Box92-10-1504B Automatic manual 3 mm - 8 mmCDMi 2402 25 mm² x 2.5 m VBZ M3 84-40-013A
92-10-22412B 92-40-095 1 pc. 94-63-103B Assortment BoxPAH-1 CDMi 3202 VBZ M4 automatic 3 mm - 8 mm
94-20-025 92-10-23212B 94-63-104B 84-43-013AVBZ M5 Centering
94-63-105B deviceVBZ M6 Diameter 20 mm
ARC 800 94-63-106B 94-40-02193-10-0704A VBZ dia. 7.1 Diameter 26 mm
IT 1002 25 mm² x 5 m 94-63-171B 94-40-02693-60-1204 93-40-020 1 pc. VBZ M8 Diameter 30 mm
IT 1002 AT/QS 94-63-108B 94-40-03093-60-1206 VBZ S5 Gas shroud
94-63-153B PAH-1*ARC 1550 50 mm² x 5 m VBZ S6 94-40-022
93-10-1554A 93-40-013 2 pcs. 94-63-163B * option fordrawn arc
Overview Automatic Welding Gun
FB FE-07-3_E Overview Automatic Welding Gun_09.15
see page 38 see accessories catalogue

Overview Stud Welding Systems
27©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for semi-automatic machines 2Automatic stud welding gun
Stud welding systems for semi-manual stud welding
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Accessories:
Assortment box (stocked) for PAH-1 84-40-013Afor manual stud feeding (by hand)
(pin stops, guide bushings, chucks, feed tubes, socket wrench AF 17, plungers, pin 2 mm, special wrench) for converting the stud welding gun to other welding element diameters and lengths for welding elements dia. 3 to 6 mm, l = 8 up to 30 mm dia. 8 mm, l = 10 up to 30 mm
1.000 kg
Assortment box (stocked) for PAH-1 84-43-013Afor fully automatic stud feeding (by VBZ)
(pin stops, guide bushings, chucks, feed tubes, socket wrench AF 17, plungers, pin 2 mm, special wrench) for converting the stud welding gun to other welding element diameters and lengths for welding elements dia. 3 to 6 mm, l = 8 up to 30 mm dia. 8 mm, l = 10 up to 30 mm
1.000 kg
Overview Stud Welding Systems
28 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
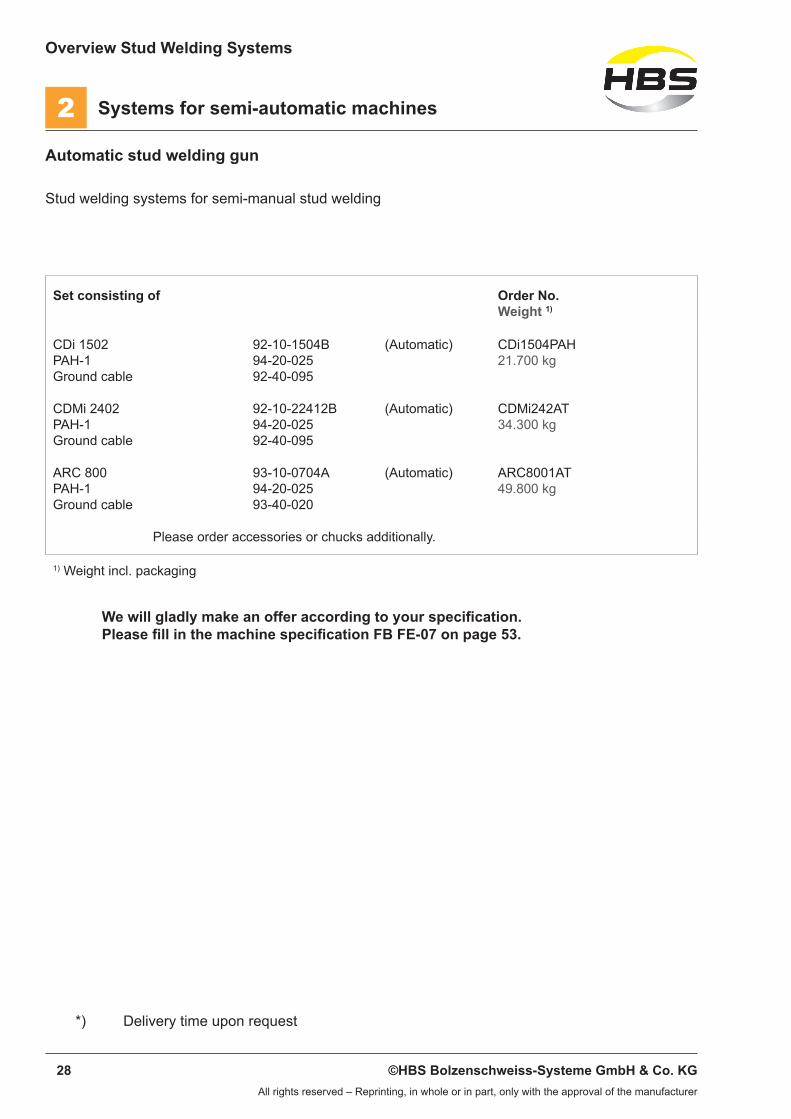
Systems for semi-automatic machines2Automatic stud welding gun
Stud welding systems for semi-manual stud welding
Set consisting of Order No. Weight 1)
CDi 1502 PAH-1 Ground cable
92-10-1504B 94-20-025 92-40-095
(Automatic) CDi1504PAH 21.700 kg
CDMi 2402 PAH-1 Ground cable
92-10-22412B 94-20-025 92-40-095
(Automatic) CDMi242AT 34.300 kg
ARC 800 PAH-1 Ground cable
93-10-0704A 94-20-025 93-40-020
(Automatic) ARC8001AT 49.800 kg
Please order accessories or chucks additionally.
1) Weight incl. packaging
We will gladly make an offer according to your specification. Please fill in the machine specification FB FE-07 on page 53.
Overview Stud Welding Systems
29©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
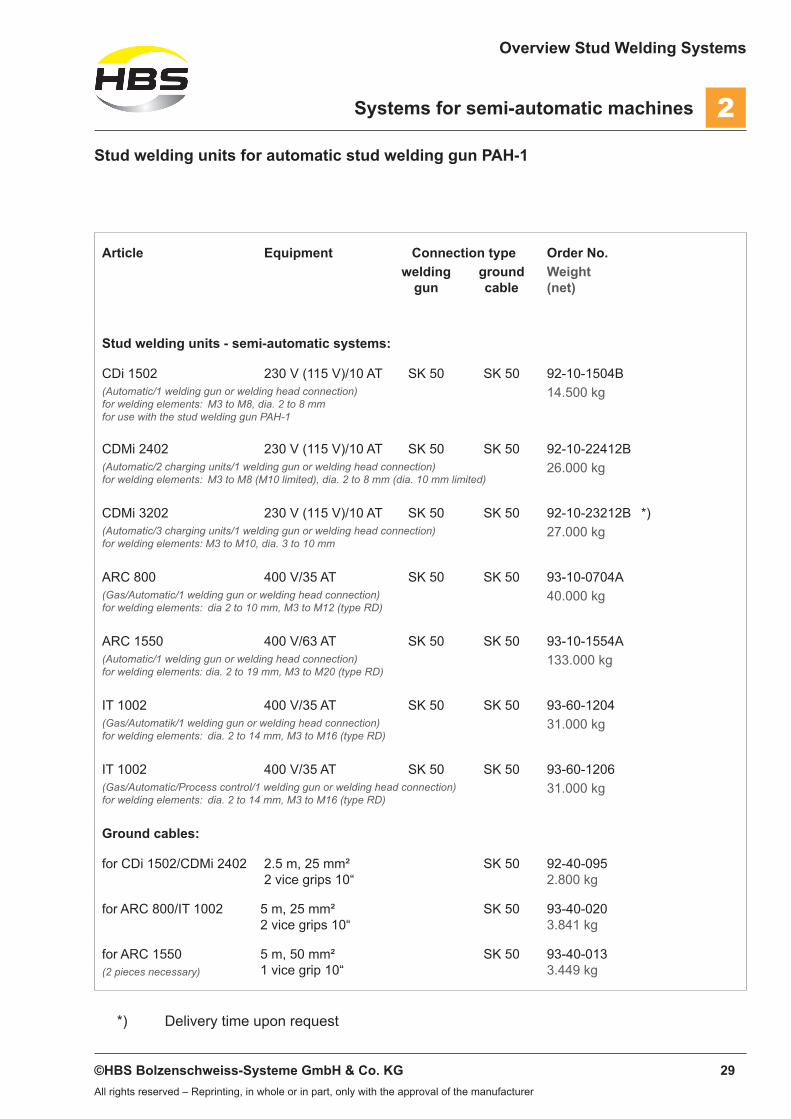
Systems for semi-automatic machines 2Stud welding units for automatic stud welding gun PAH-1
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
Stud welding units - semi-automatic systems:
CDi 1502 230 V (115 V)/10 AT SK 50 SK 50 92-10-1504B(Automatic/1 welding gun or welding head connection) for welding elements: M3 to M8, dia. 2 to 8 mm for use with the stud welding gun PAH-1
14.500 kg
CDMi 2402 230 V (115 V)/10 AT SK 50 SK 50 92-10-22412B(Automatic/2 charging units/1 welding gun or welding head connection) for welding elements: M3 to M8 (M10 limited), dia. 2 to 8 mm (dia. 10 mm limited)
26.000 kg
CDMi 3202 230 V (115 V)/10 AT SK 50 SK 50 92-10-23212B *)(Automatic/3 charging units/1 welding gun or welding head connection) for welding elements: M3 to M10, dia. 3 to 10 mm
27.000 kg
ARC 800 400 V/35 AT SK 50 SK 50 93-10-0704A(Gas/Automatic/1 welding gun or welding head connection) for welding elements: dia 2 to 10 mm, M3 to M12 (type RD)
40.000 kg
ARC 1550 400 V/63 AT SK 50 SK 50 93-10-1554A(Automatic/1 welding gun or welding head connection) for welding elements: dia. 2 to 19 mm, M3 to M20 (type RD)
133.000 kg
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1204(Gas/Automatik/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1206(Gas/Automatic/Process control/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg
Ground cables:
for CDi 1502/CDMi 2402 2.5 m, 25 mm² 2 vice grips 10“
SK 50 92-40-095 2.800 kg
for ARC 800/IT 1002 5 m, 25 mm² 2 vice grips 10“
SK 50 93-40-020 3.841 kg
for ARC 1550 5 m, 50 mm²1 vice grip 10“
SK 50 93-40-013 3.449 kg(2 pieces necessary)

Overview Stud Welding Systems
30 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for semi-automatic machines2PC SeriesProduction Center Standard manualfor stud welding with manual (by hand) or fully automatic stud feeing (by VBZ) for welding elements: from mild steel and stainless steel, aluminium, brass M3 to M8, dia. 3 to 8 mm (dia. 10/12/12.7 mm only with modification) from l = 8 mm up to l = 40 mm (other lengths on request)
Article Order No. Weight
PC-S 90-70-5028DInclusive: Pneumatic working stroke, manual height adjustment, complete cable pack
Working range: 500 x 375 mm
Project depending
associated components, stud welding head, stud welding unit, automatic stud feeding and accessories
see overview PC-S
Machine protection cover 88-16-446 Project depending
Overview PC-S:Production Stud Accessories Stud Stud Options
center welding head optional welding units feeding selectableAutomaticVBZ M3
94-63-103B Gas shroudCDMi 2402 VBZ M4 88-10-505
92-10-22412B 94-63-104B Shielding gasCDMi 3202 VBZ M5 tripod
92-10-23212B 94-63-105B 80-07-772AVBZ M6 Shielding gas
94-63-106B tripod + groundARC 800 VBZ dia. 7.1 80-07-772MA
93-10-0704A 94-63-171B PneumaticKAH 412 ARC 1550 VBZ M8 clamp-S
PC-S 94-31-412C 93-10-1554A 94-63-108B 90-60-01190-70-5028D VBZ M10 Pneumatic
KAH 412 LA 94-63-110B clamp-LS94-37-412 IT 1002 Change over kit 90-60-020
93-60-1204 KAH 412 M10 PneumaticIT 1002 AT/CP 88-11-930 clamp-LS II
93-60-1206 VBZ S5 90-60-120IT 90 / 1 Gun 94-63-153B Welding current93-60-12096 VBZ S6 sensor
94-63-163B 90-70-020Manual Assortment boxPBZ M3 Manual 3 mm - 8 mm
94-43-033 84-41-312APBZ M4 Assortment box
94-43-034 automatic 3 mm - 8 mmPBZ M5 84-42-312A
94-43-035 Zero-point positionPBZ M6 88-10-688
94-43-036PBZ M8
94-43-038
Overview PC-S
FB FE-10-2_E Overview PC-S_09.15
Further informationen about automatic components see page 34 or accessories catalogue
We will gladly make an offer according to your specification. Please fill in the machine specification FB FE-10 on page 60.
31
Overview Stud Welding Systems
31©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
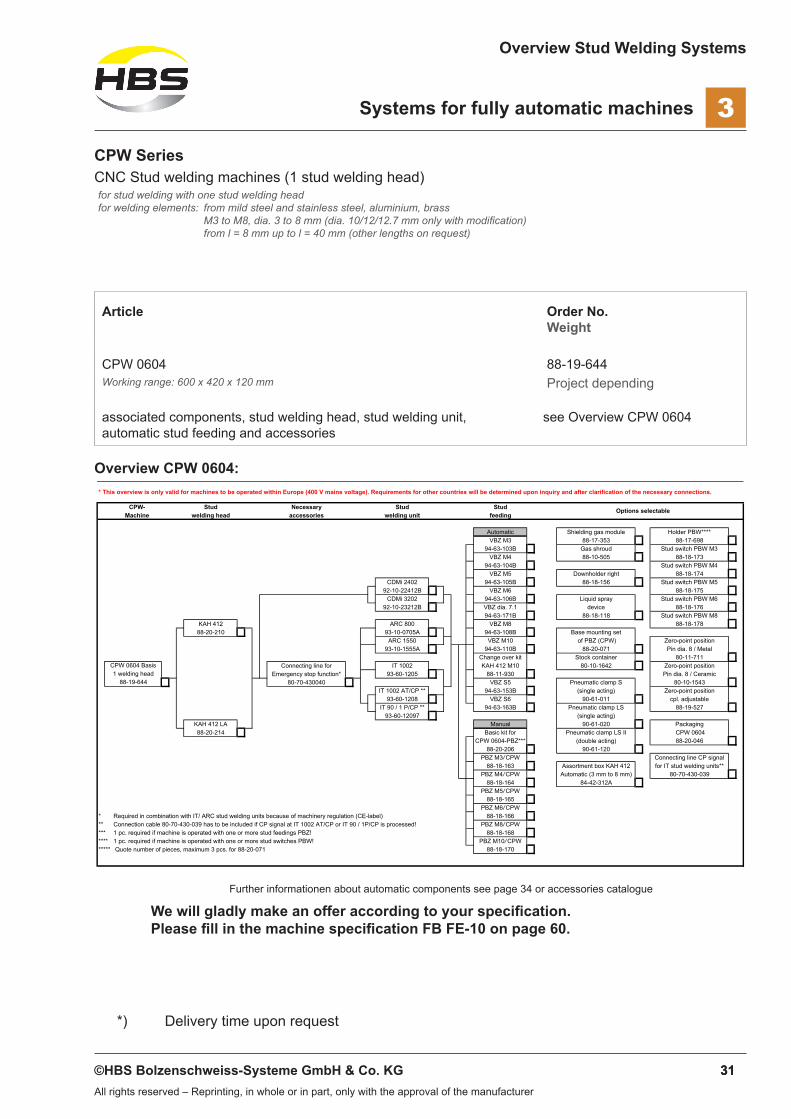
Systems for fully automatic machines 3CPW SeriesCNC Stud welding machines (1 stud welding head)for stud welding with one stud welding head for welding elements: from mild steel and stainless steel, aluminium, brass M3 to M8, dia. 3 to 8 mm (dia. 10/12/12.7 mm only with modification) from l = 8 mm up to l = 40 mm (other lengths on request)
Article Order No. Weight
CPW 0604 88-19-644Working range: 600 x 420 x 120 mm Project depending
associated components, stud welding head, stud welding unit, automatic stud feeding and accessories
see Overview CPW 0604
Overview CPW 0604:
CPW- Stud Necessary Stud StudMachine welding head accessories welding unit feeding
Automatic Shielding gas module Holder PBW****VBZ M3 88-17-353 88-17-698
94-63-103B Gas shroud Stud switch PBW M3VBZ M4 88-10-505 88-18-173
94-63-104B Stud switch PBW M4VBZ M5 Downholder right 88-18-174
CDMi 2402 94-63-105B 88-18-156 Stud switch PBW M592-10-22412B VBZ M6 88-18-175
CDMi 3202 94-63-106B Liquid spray Stud switch PBW M692-10-23212B VBZ dia. 7.1 device 88-18-176
94-63-171B 88-18-118 Stud switch PBW M8KAH 412 ARC 800 VBZ M8 88-18-178
88-20-210 93-10-0705A 94-63-108B Base mounting setARC 1550 VBZ M10 of PBZ (CPW) Zero-point position
93-10-1555A 94-63-110B 88-20-071 Pin dia. 8 / MetalChange over kit Stock container 80-11-711
Connecting line for IT 1002 KAH 412 M10 80-10-1642 Zero-point positionEmergency stop function* 93-60-1205 88-11-930 Pin dia. 8 / Ceramic
80-70-430040 VBZ S5 Pneumatic clamp S 80-10-1543IT 1002 AT/CP ** 94-63-153B (single acting) Zero-point position
93-60-1208 VBZ S6 90-61-011 cpl. adjustableIT 90 / 1 P/CP ** 94-63-163B Pneumatic clamp LS 88-19-527
93-60-12097 (single acting)KAH 412 LA Manual 90-61-020 Packaging88-20-214 Basic kit for Pneumatic clamp LS II CPW 0604
CPW 0604-PBZ*** (double acting) 88-20-04688-20-206 90-61-120
PBZ M3/ CPW Connecting line CP signal88-18-163 Assortment box KAH 412 for IT stud welding units**
PBZ M4/ CPW Automatic (3 mm to 8 mm) 80-70-430-03988-18-164 84-42-312A
PBZ M5/ CPW88-18-165
PBZ M6/ CPW* Required in combination with IT/ ARC stud welding units because of machinery regulation (CE-label) 88-18-166** Connection cable 80-70-430-039 has to be included if CP signal at IT 1002 AT/CP or IT 90 / 1P/CP is processed! PBZ M8/ CPW*** 1 pc. required if machine is operated with one or more stud feedings PBZ! 88-18-168**** 1 pc. required if machine is operated with one or more stud switches PBW! PBZ M10/ CPW***** Quote number of pieces, maximum 3 pcs. for 88-20-071 88-18-170
Options selectable
CPW 0604 Basis1 welding head
88-19-644
Overview CPW 0604 ** This overview is only valid for machines to be operated within Europe (400 V mains voltage). Requirements for other countries will be determined upon inquiry and after clarification of the necessary connections.
FB FE-10-1_E Overview CPW 0604 Europe_09.15Further informationen about automatic components see page 34 or accessories catalogue
We will gladly make an offer according to your specification. Please fill in the machine specification FB FE-10 on page 60.

Overview Stud Welding Systems
32 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for fully automatic machines3MPW SeriesCNC Stud welding machines (1 to 4 stud welding heads)for stud welding with up to four stud welding heads and each up to three stud feeding units (not included in delivery)for welding elements: from mild steel and stainless steel, aluminium, brass M3 to M8, dia. 3 to 8 mm (dia. 10/12/12.7 mm only with modifi cation) from l = 8 mm up to l = 40 mm (other lengths on request)
Article Order No.Weight
MPW 1010 Project dependingWorking range: 1250 x 1050 x 200 mm
MPW 2010 Project dependingWorking range: 1250 x 2250 x 200 mm
MPW 3015 Project dependingWorking range: 3000 x 1500 x 200 mm
associated components, stud welding head, stud welding unit, automatic stud feeding and accessories
see Overview MPW
Overview MPW:Stud MPW Accessories Stud Stud
welding head machines possible welding units feeding
Automatic Gas Stud switch M3VBZ M3 shroud 88-15-5811B
94-63-103B 88-10-505 Stud switch M4VBZ M4 Shielding gas 88-15-5812B
94-63-104B tripod Stud switch M5VBZ M5 80-07-772A 88-15-5813B
CDMi 2402 94-63-105B Shielding gas Stud switch M6KAH 412 92-10-22412B VBZ M6 tripod + ground 88-15-5814B
94-31-412C CDMi 3202 94-63-106B 80-07-772MA Stud switch M8KAH 412 MPW 1010 92-10-23212B VBZ Ø 7.1 88-15-5815B
94-31-412C MPW 1010 Protective equipment 94-63-171B DownholderKAH 412 1-4 heads 88-23-642 ARC 800 VBZ M8 pneumatic Zero point position Y
94-31-412C Project Number MPW 1010 93-10-0705A 94-63-108B 80-08-702MPW 88-14-417KAH 412 *) Enclosure ARC 1550 VBZ M10 Zero point position X94-31-412C 88-21-950 93-10-1555A 94-63-110B Pneumatic 88-10-688
Duo Milling Unit *) Change over kit clamp-S88-22-288 MPW 2010 MPW 2010 IT 1002 KAH 412 M10 90-60-011 Spray
1-4 heads Protective equipment 93-60-1205 88-11-930 Pneumatic 1 welding headProject Number 88-23-643 IT 1002 AT/CP VBZ S5 clamp-LS 88-23-218
KAH 412 LA 93-60-1208 94-63-153B 90-60-020 Spray94-37-412 IT 90 / 1 gun VBZ S6 Pneumatic 2 welding heads
KAH 412 LA 93-60-12097 94-63-163B clamp-LS II 88-22-21994-37-412 MPW 3015 MPW 3015 90-60-120 Spray
KAH 412 LA 1-4 heads Protective equipment IT 50 / 4 guns Manual Pneumatic 3 welding heads94-37-412 Project Number Project Number 93-60-42057 PBZ M3 clamp vertical 88-23-220
KAH 412 LA *) IT 90 / 4 guns 94-43-133 88-10-552 Spray94-37-412 93-60-42097 PBZ M4 4 welding heads
Duo Milling Unit *) 94-43-134 Welding current 88-23-22188-22-288 PBZ M5 sensor
94-43-135 90-70-020 HBS CADPBZ M6 80-50-0660
*) KAH 412 or Duo Milling Unit 94-43-136 Assortment boxPBZ M8 Automatic 3mm-8mm HBS Code Reader
94-43-138 84-42-312A 88-21-127
HBS Adjustment setfor welding head pos.
88-22-301
Options selectable
Further informationen about automatic components see page 34 or accessories catalogue
We will gladly make an offer according to your specifi cation. Please fi ll in the machine specifi cation FB FE-09 on page 57.

33
Overview Stud Welding Systems
33©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Systems for automation engineering 4Systems for automation engineeringComponents for stud welding machines
Overview:Stud Connecting Accessory Stud Ground cable Stud Options
welding head lines possible welding units feeding selectable
AutomaticKAH 412 35 mm² x 5 m Welding start external VBZ M3
94-31-412C 92-40-130 90-70-016 CDMi 2402 94-63-103B Gas shroud92-10-22412B 25 mm² x 2.5 m VBZ M4 80-07-772A
KAH 412LA 25 mm² x 3 m Interface CDMi 3202 92-40-095 1 pc. 94-63-104B Gas shroud incl.94-37-412 92-40-131 documentation 92-10-23212B VBZ M5 grounding device
88-17-375 94-63-105B 80-07-772MAVBZ M6 Device for pneumatic
Working stroke 94-63-106B fixture workpiecewith height adjustment, VBZ Ø 7,1 80-08-702
with ring initiator 94-63-171B Pneumatic clamp S80-09-750 VBZ M8 (single acting)
Solenoid valve ARC 800 94-63-108B 90-60-01180-10-188 93-10-0704A VBZ M10 Pneumatic clamp LS
Utensil socket IT 1002 25 mm² x 5 m 94-63-110B (single acting)80-10-189 93-60-1204 93-40-020 1 pc. Changeover kit 90-60-020
IT 1002 AT/QS KAH 412 M10 Pneumatic clamp LS II93-60-1206 88-11-930 (double acting)
VBZ S5 90-60-120Working stroke ARC 1550 50 mm² x 5 m 94-63-153B Solenoid valve
with height adjustment, 93-10-1554A 93-40-013 2 pcs. VBZ S6 80-10-188without ring initiator 94-63-163B Utensil socket
80-09-760 IT 50 / 4 guns 80-10-189Solenoid valve 93-60-42056 Welding current
80-10-188 IT 90 / 1 gun 70 mm² x 5 m sensorUtensil socket 93-60-12096 93-40-019 2 pcs. Manual 90-70-020
80-10-189 IT 90 / 4 guns PBZ M3 Stud switch M393-60-42096 94-43-033 80-08-0471B
PBZ M4 Stud switch M494-43-034 80-08-0472BPBZ M5 Stud switch M5
94-43-035 80-08-0473BPBZ M6 Stud switch M6
94-43-036 80-08-0474BPBZ M8 Stud switch M8
94-43-038 80-08-0475B
Overview Systems for Automation Engineering
FB FE-08-1_E Overview Systems for Automation Engineering_09.15Further informationen about automatic components see page 34 or accessories catalogue
We will gladly make an offer according to your specification. Please fill in the machine specification FB FE-08 on page 54.

Overview Stud Welding Systems
34 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components5Stud welding units
For each stud welding head one welding head connection to the stud welding unit is necessary.
Article Equipment Coupling Order No.for
welding gun
for ground cable
Weight (net)
CDMi 2402 230 V (115 V) SK 50 SK 50 92-10-22412B(Automatic/2 charging units/1 welding gun or welding head connection) for welding elements: M3 to M8 (M10 limited), dia. 2 to 8 mm (dia. 10 mm limited)
26.000 kg
CDMi 3202 230 V (115 V) SK 50 SK 50 92-10-23212B *)(Automatic/3 charging units/1 welding gun or welding head connection) for welding elements: M3 to M10, dia. 3 to 10 mm
27.000 kg
ARC 800 400 V/35 AT SK 50 SK 50 93-10-0704A(Gas/Automatic/1 welding gun or welding head connection) for welding elements: dia. 2 to 10 mm, M3 to M12 (type RD)
40.000 kg
ARC 800 400 V/35 AT SK 50 SK 50 93-10-0705A *)(Gas/Automatic/Emergency stop function/1 welding gun or welding head connection) for welding elements: dia. 2 to 10 mm, M3 to M12 (type RD)
40.000 kg
ARC 1550 400 V/63 AT SK 50 SK 50 93-10-1554A *)(Automatic/1 welding gun or welding head connection) for welding elements: dia. 2 to 19 mm, M3 to M20 (type RD)
133.000 kg
ARC 1550 400 V/63 AT SK 50 SK 50 93-10-1555A *)(Automatic/Emergency stop function/1 welding gun or welding head connection) for welding elements: dia. 2 to 19 mm, M3 to M20 (type RD)
133.000 kg
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1204(Gas/Automatic/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1205 *)(Gas/Automatic/Emergency stop function/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1206(Gas/Automatic/Process control/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
31.000 kg

Overview Stud Welding Systems
35©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5Stud welding units
For each stud welding head one welding head connection is necessary.
Article Equipment Connection type Order No.welding
gunground cable
Weight (net)
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1208 31.000 kg
*)(Gas/Automatic/Process control/Emergency stop function/1 welding gun or welding head connection) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
IT 1002 400 V/35 AT SK 50 SK 50 93-60-1207 31.000 kg
*)(Gas/Automatic/Process control/Remote control) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
IT 90 400 V/63 AT SKK 95/ SK 70
SKK 95/ SK 70
93-60-12096 145.000 kg
*)
(Gas/Automatic/Process control/1 welding gun or welding head connection) for welding elements: dia. 2 to 22 mm, M3 to M24
IT 90 400 V/63 AT SKK 95/ SK 70
SKK 95/ SK 70
93-60-12097 145.000 kg
*)
(Gas/Automatik/Process control/Emergency stop function/1 welding gun or welding head connection) for welding elements: dia. 2 to 22 mm, M3 to M24
IT 50 400 V/35 AT SK 50 SK 50 93-60-42056 145.000 kg
*)(Gas/Automatic/Process control/4 welding gun or welding head connections) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
IT 50 400 V/35 AT SK 50 SK 50 93-60-42057 145.000 kg
*)(Gas/Automatic/Process control/Emergency stop function/4 welding gun or welding head connections) for welding elements: dia. 2 to 14 mm, M3 to M16 (type RD)
IT 90 400 V/63 AT SKK 95/ SK 70
SKK 95/ SK 70
93-60-42096 165.000 kg
*)
(Gas/Automatic/Process control/4 welding gun or welding head connections) for welding elements: dia. 2 to 22 mm, M3 to M24
IT 90 400 V/63 AT SKK 95/ SK 70
SKK 95/ SK 70
93-60-42097 165.000 kg
*)
(Gas/Automatic/Process control/Emergency stop function/4 welding gun or welding head connections) for welding elements: dia. 2 to 22 mm, M3 to M24
Overview Stud Welding Systems
36 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
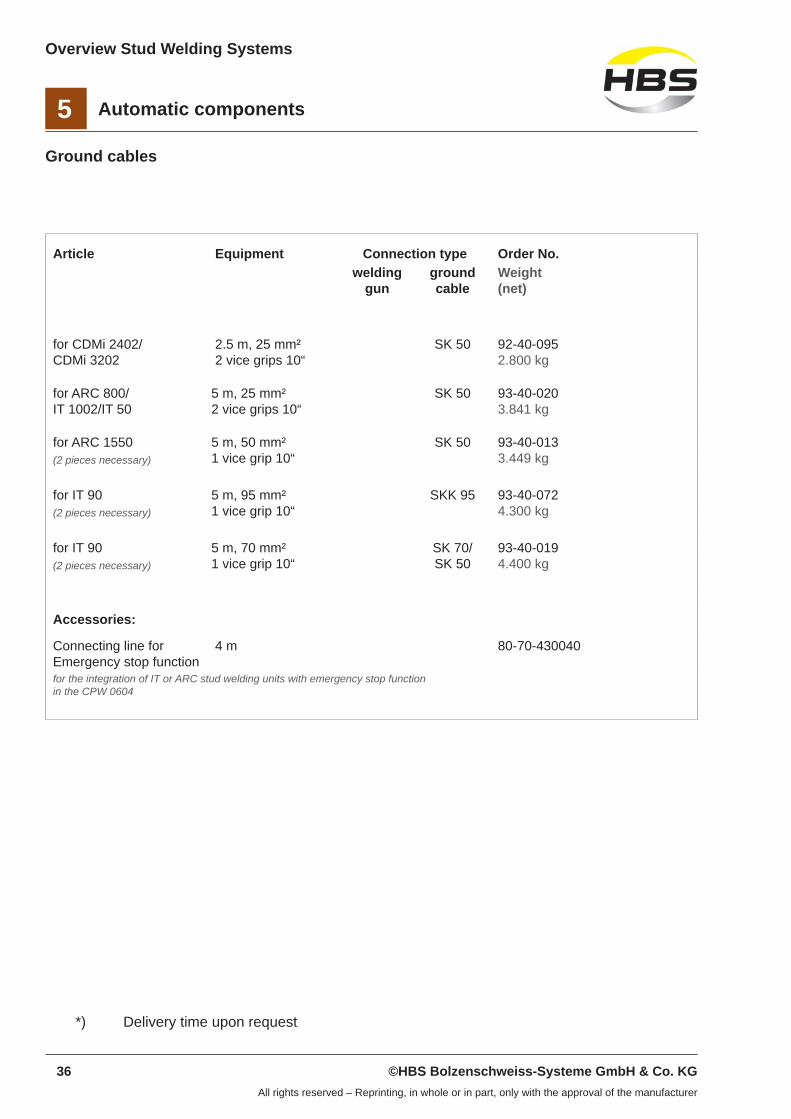
Automatic components5Ground cables
Article Equipment Connection type Order No.welding
gunground cable
Weight(net)
for CDMi 2402/CDMi 3202
2.5 m, 25 mm²2 vice grips 10“
SK 50 92-40-0952.800 kg
for ARC 800/IT 1002/IT 50
5 m, 25 mm²2 vice grips 10“
SK 50 93-40-0203.841 kg
for ARC 1550 5 m, 50 mm²1 vice grip 10“
SK 50 93-40-0133.449 kg(2 pieces necessary)
for IT 90 5 m, 95 mm²1 vice grip 10“
SKK 95 93-40-0724.300 kg(2 pieces necessary)
for IT 90 5 m, 70 mm²1 vice grip 10“
SK 70/SK 50
93-40-0194.400 kg(2 pieces necessary)
Accessories:
Connecting line for Emergency stop function
4 m 80-70-430040
for the integration of IT or ARC stud welding units with emergency stop functionin the CPW 0604

Overview Stud Welding Systems
37©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5Automatic stud welding heads
(equipped for one stud dimension according to customer request) for welding elements: from mild steel and stainless steel, aluminium, brass M3 to M8, dia. 3 to 8 mm (dia. 10/12/12.7 mm only with modification) from l = 8 mm up to l = 40 mm (other lengths on request)
Article Order No. Weight (net)
KAH 412 (Automatic stud welding head with digital display) 94-31-412CDigital display (1/100 mm) for the position of the welding piston via integrated measuring system, Direct reading for the adjusted plunge and lift dimension
3.400 kg
KAH 412 (Automatic stud welding head for CPW 0604) 88-20-210Equipment see 94-31-412C, additionally with support for CPW liquid spray device and ring initiator, Ring initiator not included in delivery
3.600 kg
KAH 412 LA (Automatic stud welding head with length compensation) 94-37-412Automatic compensation of length tolerance of welding elements and height tolerance of the work piece through integrated length adjustment
3.400 kg
KAH 412 LA (Automatic stud welding head for CPW 0604) 88-20-214Equipment see 94-37-412, additionally with support for CPW liquid spray device and ring initiator, Ring initiator not included in delivery
3.600 kg
Accessories:
Assortment box (stocked) for KAH 412 and KAH 412 LA 84-41-312Afor manual stud feeding (by hand)
(pin stops, guide bushings, mounting tool, feed tubes, socket wrench AF 17, plungers, pin 2 mm) for converting the stud welding head to other welding element diameters and lengths for welding elements dia. 3 to 6 mm, l = 8 up to 40 mm dia. 8 mm, l = 10 up to 40 mm
0.900 kg
Assortment box (stocked) for KAH 412 and KAH 412 LA 84-42-312Afor fully automatic stud feeding (by VBZ)
(pin stops, guide bushings, mounting tool, feed tubes, socket wrench AF 17, plungers, pin 2 mm) for converting the stud welding head to other welding element diameters and lengths for welding elements dia. 3 to 6 mm, l = 8 up to 40 mm dia. 8 mm, l = 10 up to 40 mm
0.900 kg

Overview Stud Welding Systems
38 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components5Fully automatic stud feeder VBZ-3
for connection to automatic stud welding heads KAH 412 or KAH 412 LA or to stud welding gun PAH-1 for fully automatic stud feeding for welding elements type PT, IT, UT, PS, IS and US from length l = 8 mm (M8 from length l = 10 mm) up to l = 50 mm Fully automatic stud feeder VBZ-3 are for 230 V/50 Hz-power supply.
Article Order No. Weight (net)
for welding elements with diameter:
dia. 2.5 94-63-1025B 24.000 kg
*)
dia. 3 94-63-103B 24.000 kg
dia. 4 94-63-104B 24.000 kg
dia. 5 94-63-105B 24.000 kg
dia. 6 94-63-106B 24.000 kg
dia. 7.1 94-63-171B 24.000 kg
dia. 8 94-63-108B 24.000 kg
dia. 10 94-63-110B 24.000 kg
*)
X-mas tree stud dia. 5 94-63-153B 24.000 kg
*)
X-mas tree stud dia. 6 94-63-163B 24.000 kg
*)
When ordering feeding tube, please give type of welding gun or welding head like PAH-1 or KAH 412/KAH 412 LA.
Overview Stud Welding Systems
39©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
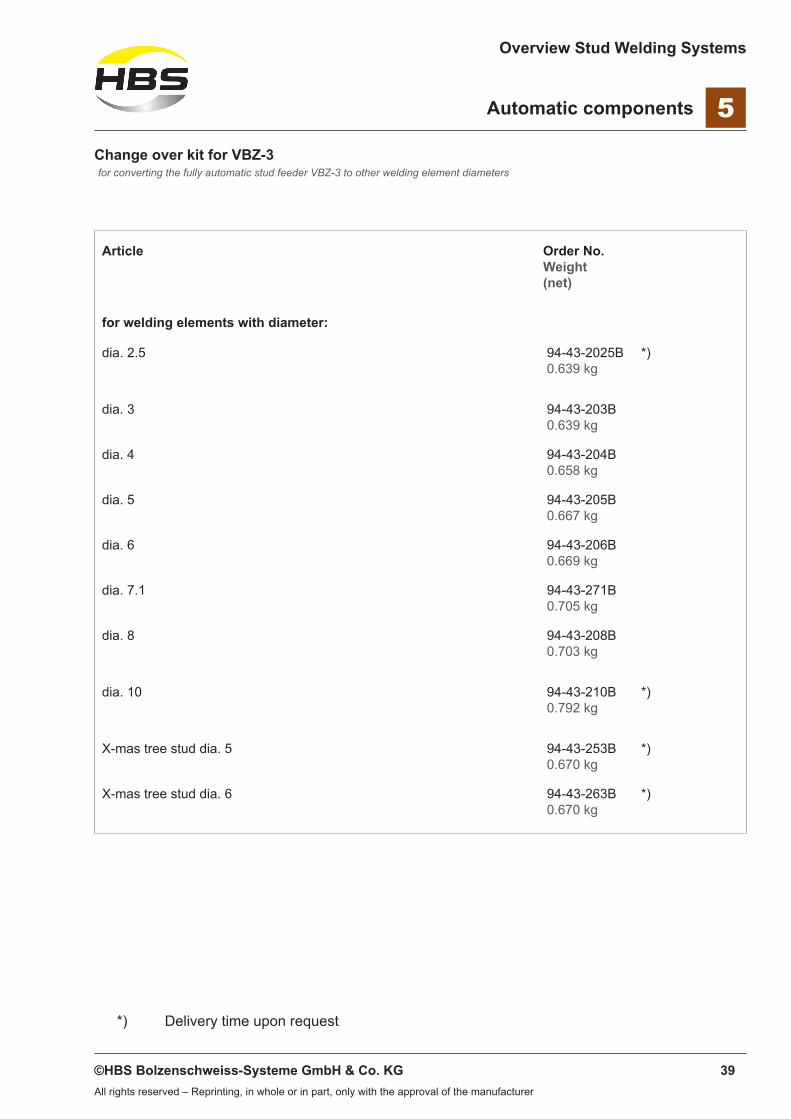
Automatic components 5Change over kit for VBZ-3for converting the fully automatic stud feeder VBZ-3 to other welding element diameters
Article Order No. Weight (net)
for welding elements with diameter:
dia. 2.5 94-43-2025B 0.639 kg
*)
dia. 3 94-43-203B 0.639 kg
dia. 4 94-43-204B 0.658 kg
dia. 5 94-43-205B 0.667 kg
dia. 6 94-43-206B 0.669 kg
dia. 7.1 94-43-271B 0.705 kg
dia. 8 94-43-208B 0.703 kg
dia. 10 94-43-210B 0.792 kg
*)
X-mas tree stud dia. 5 94-43-253B 0.670 kg
*)
X-mas tree stud dia. 6 94-43-263B 0.670 kg
*)

Overview Stud Welding Systems
40 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components5 Pneumatic single feed unit - PBZ
For use in KAH 412 or KAH 412 LA automatic welding headsfor manual stud feeding if a fully automatic stud feeder appears to be uneconomical due to low stud numbersPBZ units are delivered with 24 V connection.
A PBZ stud feeder can be connected to each automatic welding head in combination with up to two VBZ-3 stud feeders for supplying different stud lengths with the same diameter.
for installation in systems of the MPW series:
Article Order No.
Equipment such as change over kit for PBZ for installation in automatic systems of the MPW series,(single feed unit, holding plate, cover, solenoid valve, utensil socket, connecting cable, plastic hose and control cable)for installation in automatic machines of the MPW series
for welding elements with diameter:
M3 94-43-133
M4 94-43-134
M5 94-43-135
M6 94-43-136
M8 94-43-138
Change over kit for PBZfor converting the PBZ to other welding element diameters
Article Order No.
(two feed tubes and one feeding tube, complete)
for welding elements with diameter:
M3 94-43-103
M4 94-43-104
M5 94-43-105
M6 94-43-106
M8 94-43-108

Overview Stud Welding Systems
41©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5Pneumatic single feed unit - PBZ
for installation in systems of the CPW series:
Article Order No.
Basic kit for all PBZ 88-20-206Multiple terminal plate, cover plate and mounting hardware 1 x necessary if machine is operated with one or more PBZ stud feeders
for welding elements with diameter:
Equipment such as the change over kit for PBZ for installation in automatic systems of the MPW series, additionally with single feed unit, solenoid valve, plastic hose and connection cable for installation in automatic systems of the CPW series
M3 88-18-163
M4 88-18-164
M5 88-18-165
M6 88-18-166
M8 88-18-168
for installation in automatic systems and systems of type PC-S:
Article Order No.
Equipment such as the change over kit for PBZ for installation in automatic systems of the MPW series, (single feed unit, solenoid valve, utensil socket, connecting cable, plastic hose and connection cable) for installation in automatic systems
for welding elements with diameter:
M3 94-43-033
M4 94-43-034
M5 94-43-035
M6 94-43-036
M8 94-43-038

Overview Stud Welding Systems
42 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components5Pneumatic stud feeding switch - PBW
For use in KAH 412 or KAH 412 LA automatic welding heads for feeding studs with the same diameter but with different lengths from the connected VBZ-3 fully automatic stud feeder or PBZ pneuma-tic stud feeder to an automatic welding head
To feed in from two VBZ-3 fully automatic stud feeders, you require one PBW pneumatic stud switch; to feed in from three VBZ-3 fully automatic stud feeders, you require two PBW pneumatic stud swit-ches.
for installation in systems of the MPW series:Stud feeding switch (end position damped on delivery), hose coupling, feeding tube, flow control valve, plastic hose, solenoid valve and utensil socket
Article Order No.
for welding elements with diameter:
M3 88-15-5811B
M4 88-15-5812B
M5 88-15-5813B
M6 88-15-5814B
M8 88-15-5815B

Overview Stud Welding Systems
43©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5for installation in systems of the CPW series:Stud feeding switch (end position damped on delivery), hose coupling, flow control valve, solenoid valve and double airline
Article Order No.
Holder PBW 88-17-698Holder and mounting hardware 1 x necessary if machine is operated with one or more PBW pneumatic stud switches
for welding elements with diameter:
M3 88-18-173
M4 88-18-174
M5 88-18-175
M6 88-18-176
M8 88-18-178
for installation in automatic systems:Stud feeding switch (end position damped on delivery), hose coupling, feeding tube, flow control valve, plastic hose, solenoid valve and utensil socket
Article Order No.
for welding elements with diameter:
M3 80-08-0471B
M4 80-08-0472B
M5 80-08-0473B
M6 80-08-0474B
M8 80-08-0475B
Overview Stud Welding Systems
44 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
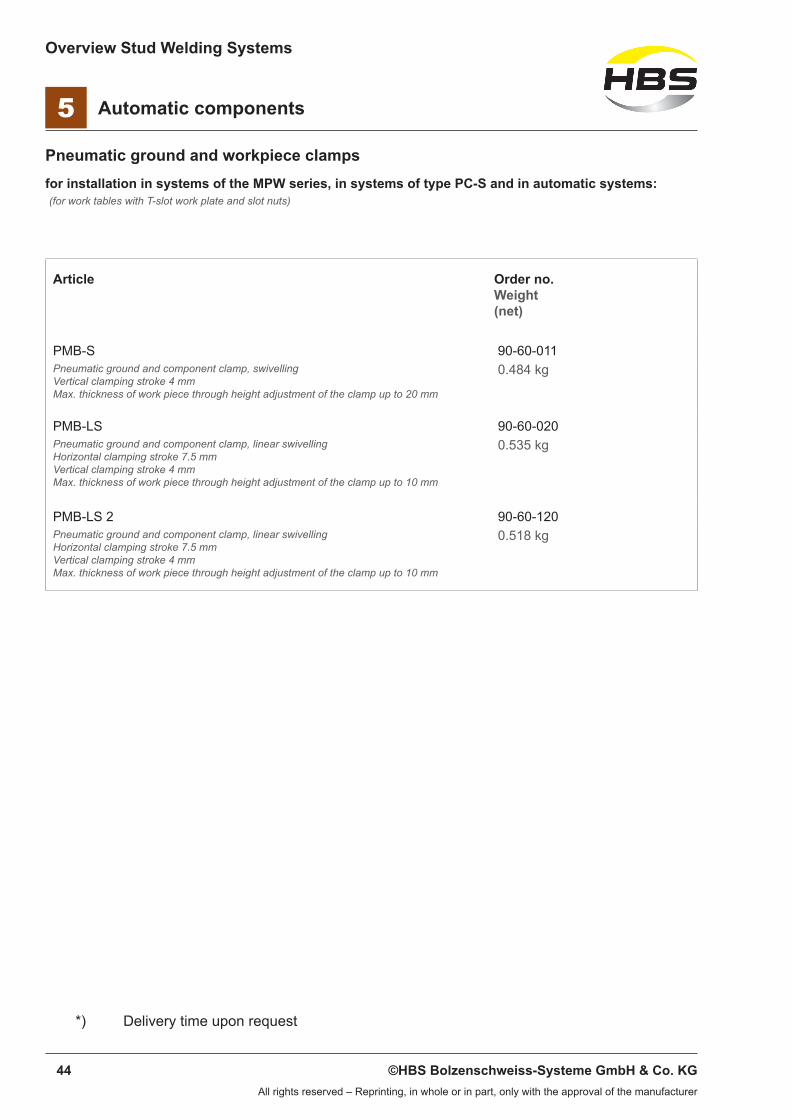
Automatic components5Pneumatic ground and workpiece clampsfor installation in systems of the MPW series, in systems of type PC-S and in automatic systems:(for work tables with T-slot work plate and slot nuts)
Article Order no. Weight (net)
PMB-S 90-60-011Pneumatic ground and component clamp, swivelling Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 20 mm
0.484 kg
PMB-LS 90-60-020Pneumatic ground and component clamp, linear swivelling Horizontal clamping stroke 7.5 mm Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 10 mm
0.535 kg
PMB-LS 2 90-60-120Pneumatic ground and component clamp, linear swivelling Horizontal clamping stroke 7.5 mm Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 10 mm
0.518 kg

Overview Stud Welding Systems
45©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5for installation in systems of the CPW series:(for work tables with T-slot work plate and sliding blocks)
Article Order no. Weight (net)
PMB-S 90-61-011Pneumatic ground and component clamp, swivelling Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 20 mm
0.484 kg
PMB-LS 90-61-020Pneumatic ground and component clamp, linear swivelling Horizontal clamping stroke 7.5 mm Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 10 mm
0.535 kg
PMB-LS 2 90-61-120Pneumatic ground and component clamp, linear swivelling Horizontal clamping stroke 7.5 mm Vertical clamping stroke 4 mm Max. thickness of work piece through height adjustment of the clamp up to 10 mm
0.518 kg

Overview Stud Welding Systems
46 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components5Zero-point positionsfor installation in systems of the CPW series:
Article Order No.
Pin dia. 8 mm metal (standard) 80-11-711
Pin dia. 8 mm ceramic 80-10-1543corrosion-resistant against spraying fluid
Zero-point position 88-19-527movable on the work plate in the t-slot
for installation in systems of the MPW series and systems of type PC-S:
Article Order No.
Zero-point position (fixed) 88-10-688
Zero-point position (adjustable) 88-14-417for exact adjustment of the zero-point position on the t-slot work plate

Overview Stud Welding Systems
47©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
*) Delivery time upon request
Automatic components 5Liquid spray devicesfor installation in systems of the CPW series:
Article Order No.
Liquid spray device for machines type CPW 88-18-118
for installation in systems of the MPW series:
Article Order No.
Liquid spray device for machines type MPW with 1 welding head 88-23-218
Liquid spray device for machines type MPW with 2 welding heads 88-23-219
Liquid spray device for machines type MPW with 3 welding heads 88-23-220
Liquid spray device for machines type MPW with 4 welding heads 88-23-221
for installation in automatic systems:
Article Order No.
Liquid spray device for machines eqipped with components 88-21-550

Overview Stud Welding Systems
48 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6St
udSt
udG
roun
dSt
udO
ptio
nsw
eldi
ng g
unw
eldi
ng u
nits
cabl
esfe
edin
gse
lect
able
CD
i 150
2A
ssor
tmen
t Box
92-1
0-15
04B
Aut
omat
icm
anua
l 3 m
m -
8 m
mC
DM
i 240
225
mm
² x 2
.5 m
VB
Z M
384
-40-
013 A
92-1
0-22
412B
92-4
0-09
5 1
pc.
94-6
3-10
3BA
ssor
tmen
t Box
PA
H-1
CD
Mi 3
202
VB
Z M
4au
tom
atic
3 m
m -
8 m
m94
-20-
025
92-1
0-23
212B
94-6
3-10
4B84
-43-
013 A
VB
Z M
5C
ente
ring
94-6
3-10
5Bde
vice
VB
Z M
6D
iam
eter
20
mm
AR
C 8
0094
-63-
106B
94-4
0-02
193
-10-
0704
AV
BZ
dia.
7.1
Dia
met
er 2
6 m
mIT
100
225
mm
² x 5
m94
-63-
171B
94-4
0-02
693
-60-
1204
93-4
0-02
0 1
pc.
VB
Z M
8D
iam
eter
30
mm
IT 1
002
AT/
QS
94-6
3-10
8B94
-40-
030
93-6
0-12
06V
BZ
S5
Gas
shr
oud
94-6
3-15
3BP
AH
-1*
AR
C 1
550
50 m
m² x
5 m
VB
Z S
694
-40-
022
93-1
0-15
54A
93-4
0-01
3 2
pcs.
94-6
3-16
3B*
optio
n fo
rdr
awn
arc
Ove
rvie
w A
utom
atic
Wel
ding
Gun
FB F
E-0
7-3_
E O
verv
iew
Aut
omat
ic W
eldi
ng G
un_0
9.15

Overview Stud Welding Systems
49©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Stud
Con
nect
ing
Acc
esso
rySt
udG
roun
d ca
ble
Stud
Opt
ions
wel
ding
hea
dlin
espo
ssib
lew
eldi
ng u
nits
feed
ing
sele
ctab
le
Aut
omat
icK
AH
412
35 m
m² x
5 m
Wel
ding
sta
rt ex
tern
alV
BZ
M3
94-3
1-41
2C92
-40-
130
90-7
0-01
6C
DM
i 240
294
-63-
103B
Gas
shr
oud
92-1
0-22
412B
25 m
m² x
2.5
mV
BZ
M4
80-0
7-77
2AK
AH
412L
A25
mm
² x 3
mIn
terfa
ce
CD
Mi 3
202
92-4
0-09
5 1
pc.
94-6
3-10
4BG
as s
hrou
d in
cl.
94-3
7-41
292
-40-
131
docu
men
tatio
n92
-10-
2321
2BV
BZ
M5
grou
ndin
g de
vice
88-1
7-37
594
-63-
105B
80-0
7-77
2MA
VB
Z M
6D
evic
e fo
r pne
umat
icW
orki
ng s
troke
94-6
3-10
6Bfix
ture
wor
kpie
cew
ith h
eigh
t adj
ustm
ent,
VB
Z Ø
7,1
80-0
8-70
2w
ith ri
ng in
itiat
or94
-63-
171B
Pne
umat
ic c
lam
p S
80-0
9-75
0V
BZ
M8
(sin
gle
actin
g)S
olen
oid
valv
eA
RC
800
94-6
3-10
8B90
-60-
011
80-1
0-18
893
-10-
0704
AV
BZ
M10
Pne
umat
ic c
lam
p LS
Ute
nsil
sock
etIT
100
225
mm
² x 5
m94
-63-
110B
(sin
gle
actin
g)80
-10-
189
93-6
0-12
0493
-40-
020
1 pc
.C
hang
eove
r kit
90-6
0-02
0IT
100
2 A
T/Q
SK
AH
412
M10
Pne
umat
ic c
lam
p LS
II93
-60-
1206
88-1
1-93
0(d
oubl
e ac
ting)
VB
Z S
590
-60-
120
Wor
king
stro
keA
RC
155
050
mm
² x 5
m94
-63-
153B
Sol
enoi
d va
lve
with
hei
ght a
djus
tmen
t,93
-10-
1554
A93
-40-
013
2 pc
s.V
BZ
S6
80-1
0-18
8w
ithou
t rin
g in
itiat
or94
-63-
163B
Ute
nsil
sock
et80
-09-
760
IT 5
0 / 4
gun
s80
-10-
189
Sol
enoi
d va
lve
93-6
0-42
056
Wel
ding
cur
rent
80-1
0-18
8IT
90
/ 1 g
un70
mm
² x 5
mse
nsor
Ute
nsil
sock
et93
-60-
1209
693
-40-
019
2 pc
s.M
anua
l90
-70-
020
80-1
0-18
9IT
90
/ 4 g
uns
PB
Z M
3S
tud
switc
h M
393
-60-
4209
694
-43-
033
80-0
8-04
71B
PB
Z M
4S
tud
switc
h M
494
-43-
034
80-0
8-04
72B
PB
Z M
5S
tud
switc
h M
594
-43-
035
80-0
8-04
73B
PB
Z M
6S
tud
switc
h M
694
-43-
036
80-0
8-04
74B
PB
Z M
8S
tud
switc
h M
894
-43-
038
80-0
8-04
75B
Ove
rvie
w S
yste
ms
for A
utom
atio
n En
gine
erin
g
FB F
E-0
8-1_
E O
verv
iew
Sys
tem
s fo
r Aut
omat
ion
Eng
inee
ring_
09.1
5

Overview Stud Welding Systems
50 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Stud
MPW
Acc
esso
ries
Stud
Stud
wel
din g
hea
dm
achi
nes
poss
ible
wel
ding
uni
tsfe
edin
g
Aut
omat
icG
as
Stu
d sw
itch
M3
VB
Z M
3sh
roud
88-1
5-58
11B
94-6
3-10
3B88
-10-
505
Stu
d sw
itch
M4
VB
Z M
4S
hiel
ding
gas
88-1
5-58
12B
94-6
3-10
4Btri
pod
Stu
d sw
itch
M5
VB
Z M
580
-07-
772A
88-1
5-58
13B
CD
Mi 2
402
94-6
3-10
5BS
hiel
ding
gas
S
tud
switc
h M
6K
AH
412
92-1
0-22
412B
VB
Z M
6tri
pod
+ gr
ound
88-1
5-58
14B
94-3
1-41
2CC
DM
i 320
294
-63-
106B
80-0
7-77
2MA
Stu
d sw
itch
M8
KA
H 4
12M
PW
101
092
-10-
2321
2BV
BZ
Ø 7
.188
-15-
5815
B94
-31-
412C
MP
W 1
010
Pro
tect
ive
equi
pmen
t94
-63-
171B
Dow
nhol
der
KA
H 4
121-
4 h
eads
88-2
3-64
2A
RC
800
VB
Z M
8pn
eum
atic
Zero
poi
nt p
ositi
on Y
94-3
1-41
2CP
roje
ct N
umbe
rM
PW
101
0 93
-10-
0705
A94
-63-
108B
80-0
8-70
2MP
W88
-14-
417
KA
H 4
12 *
)E
nclo
sure
AR
C 1
550
VB
Z M
10Ze
ro p
oint
pos
ition
X94
-31-
412C
88-2
1-95
093
-10-
1555
A94
-63-
110B
Pne
umat
ic88
-10-
688
Duo
Mill
ing
Uni
t *)
Cha
nge
over
kit
clam
p-S
88-2
2-28
8M
PW
201
0M
PW
201
0IT
100
2K
AH
412
M10
90-6
0-01
1S
pray
1-4
hea
dsP
rote
ctiv
e eq
uipm
ent
93-6
0-12
0588
-11-
930
Pne
umat
ic1
wel
ding
hea
dP
roje
ct N
umbe
r88
-23-
643
IT 1
002
AT/
CP
VB
Z S
5cl
amp-
LS88
-23-
218
KA
H 4
12 L
A93
-60-
1208
94-6
3-15
3B90
-60-
020
Spr
ay94
-37-
412
IT 9
0 / 1
gun
VB
Z S
6P
neum
atic
2 w
eldi
ng h
eads
KA
H 4
12 L
A93
-60-
1209
794
-63-
163B
clam
p-LS
II88
-22-
219
94-3
7-41
2M
PW
301
5M
PW
301
590
-60-
120
Spr
ayK
AH
412
LA
1-4
hea
dsP
rote
ctiv
e eq
uipm
ent
IT 5
0 / 4
gun
sM
anua
lP
neum
atic
3 w
eldi
ng h
eads
94-3
7-41
2P
roje
ct N
umbe
rP
roje
ct N
umbe
r93
-60-
4205
7P
BZ
M3
clam
p ve
rtica
l88
-23-
220
KA
H 4
12 L
A *
)IT
90
/ 4 g
uns
94-4
3-13
388
-10-
552
Spr
ay94
-37-
412
93-6
0-42
097
PB
Z M
44
wel
ding
hea
dsD
uo M
illin
g U
nit *
)94
-43-
134
Wel
ding
cur
rent
88-2
3-22
188
-22-
288
PB
Z M
5se
nsor
94-4
3-13
590
-70-
020
HB
S C
AD
PB
Z M
680
-50-
0660
*) K
AH
412
or D
uo M
illin
g U
nit
94-4
3-13
6A
ssor
tmen
t box
PB
Z M
8A
utom
atic
3m
m-8
mm
HB
S C
ode
Rea
der
94-4
3-13
884
-42-
312A
88-2
1-12
7
HB
S A
djus
tmen
t set
for w
eldi
ng h
ead
pos.
88-2
2-30
1
Ove
rvie
w M
PW
Opt
ions
sel
ecta
ble
FB F
E-0
9-1_
E O
verv
iew
MP
W_0
2.16

Overview Stud Welding Systems
51©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
CPW
-St
udN
eces
sary
Stud
Stud
Mac
hine
wel
ding
hea
dac
cess
orie
sw
eldi
ng u
nit
feed
ing
Aut
omat
icS
hiel
ding
gas
mod
ule
Hol
der P
BW
****
VB
Z M
388
-17-
353
88-1
7-69
894
-63-
103B
Gas
shr
oud
Stu
d sw
itch
PB
W M
3V
BZ
M4
88-1
0-50
588
-18-
173
94-6
3-10
4BS
tud
switc
h P
BW
M4
VB
Z M
5D
ownh
olde
r rig
ht88
-18-
174
CD
Mi 2
402
94-6
3-10
5B88
-18-
156
Stu
d sw
itch
PB
W M
592
-10-
2241
2BV
BZ
M6
88-1
8-17
5C
DM
i 320
294
-63-
106B
Liqu
id s
pray
Stu
d sw
itch
PB
W M
692
-10-
2321
2BV
BZ
dia.
7.1
devi
ce88
-18-
176
94-6
3-17
1B88
-18-
118
Stu
d sw
itch
PB
W M
8K
AH
412
AR
C 8
00V
BZ
M8
88-1
8-17
888
-20-
210
93-1
0-07
05A
94-6
3-10
8BB
ase
mou
ntin
g se
tA
RC
155
0V
BZ
M10
of P
BZ
(CP
W)
Zero
-poi
nt p
ositi
on93
-10-
1555
A94
-63-
110B
88-2
0-07
1P
in d
ia. 8
/ M
etal
Cha
nge
over
kit
Sto
ck c
onta
iner
80-1
1-71
1C
onne
ctin
g lin
e fo
rIT
100
2K
AH
412
M10
80-1
0-16
42Ze
ro-p
oint
pos
ition
Em
erge
ncy
stop
func
tion*
93-6
0-12
0588
-11-
930
Pin
dia
. 8 /
Cer
amic
80-7
0-43
0040
VB
Z S
5P
neum
atic
cla
mp
S80
-10-
1543
IT 1
002
AT/
CP
**
94-6
3-15
3B(s
ingl
e ac
ting)
Zero
-poi
nt p
ositi
on93
-60-
1208
VB
Z S
690
-61-
011
cpl.
adju
stab
leIT
90
/ 1 P
/CP
**
94-6
3-16
3BP
neum
atic
cla
mp
LS88
-19-
527
93-6
0-12
097
(sin
gle
actin
g)K
AH
412
LA
Man
ual
90-6
1-02
0P
acka
ging
88-2
0-21
4B
asic
kit
for
Pne
umat
ic c
lam
p LS
II C
PW
060
4C
PW
060
4-P
BZ*
**(d
oubl
e ac
ting)
88-2
0-04
688
-20-
206
90-6
1-12
0P
BZ
M3/
CP
WC
onne
ctin
g lin
e C
P s
igna
l88
-18-
163
Ass
ortm
ent b
ox K
AH
412
for I
T st
ud w
eldi
ng u
nits
**P
BZ
M4/
CP
WA
utom
atic
(3 m
m to
8 m
m)
80-7
0-43
0-03
988
-18-
164
84-4
2-31
2AP
BZ
M5/
CP
W88
-18-
165
PB
Z M
6/C
PW
* R
equi
red
in c
ombi
natio
n w
ith IT
/ AR
C s
tud
wel
ding
uni
ts b
ecau
se o
f mac
hine
ry re
gula
tion
(CE
-labe
l)88
-18-
166
**
Con
nect
ion
cabl
e 80
-70-
430-
039
has
to b
e in
clud
ed if
CP
sig
nal a
t IT
1002
AT/
CP
or I
T 90
/ 1P
/CP
is p
roce
ssed
!P
BZ
M8/
CP
W**
* 1
pc. r
equi
red
if m
achi
ne is
ope
rate
d w
ith o
ne o
r mor
e st
ud fe
edin
gs P
BZ!
88-1
8-16
8**
**
1 pc
. req
uire
d if
mac
hine
is o
pera
ted
with
one
or m
ore
stud
sw
itche
s P
BW
!P
BZ
M10
/CP
W**
***
Quo
te n
umbe
r of p
iece
s, m
axim
um 3
pcs
. for
88-
20-0
7188
-18-
170
Opt
ions
sel
ecta
ble
CP
W 0
604
Bas
is1
wel
ding
hea
d88
-19-
644
Ove
rvie
w C
PW 0
604
** T
his
over
view
is o
nly
valid
for m
achi
nes
to b
e op
erat
ed w
ithin
Eur
ope
(400
V m
ains
vol
tage
). R
equi
rem
ents
for o
ther
cou
ntrie
s w
ill b
e de
term
ined
upo
n in
quiry
and
afte
r cla
rific
atio
n of
the
nece
ssar
y co
nnec
tions
.
FB F
E-1
0-1_
E O
verv
iew
CP
W 0
604
Eur
ope_
09.1
5
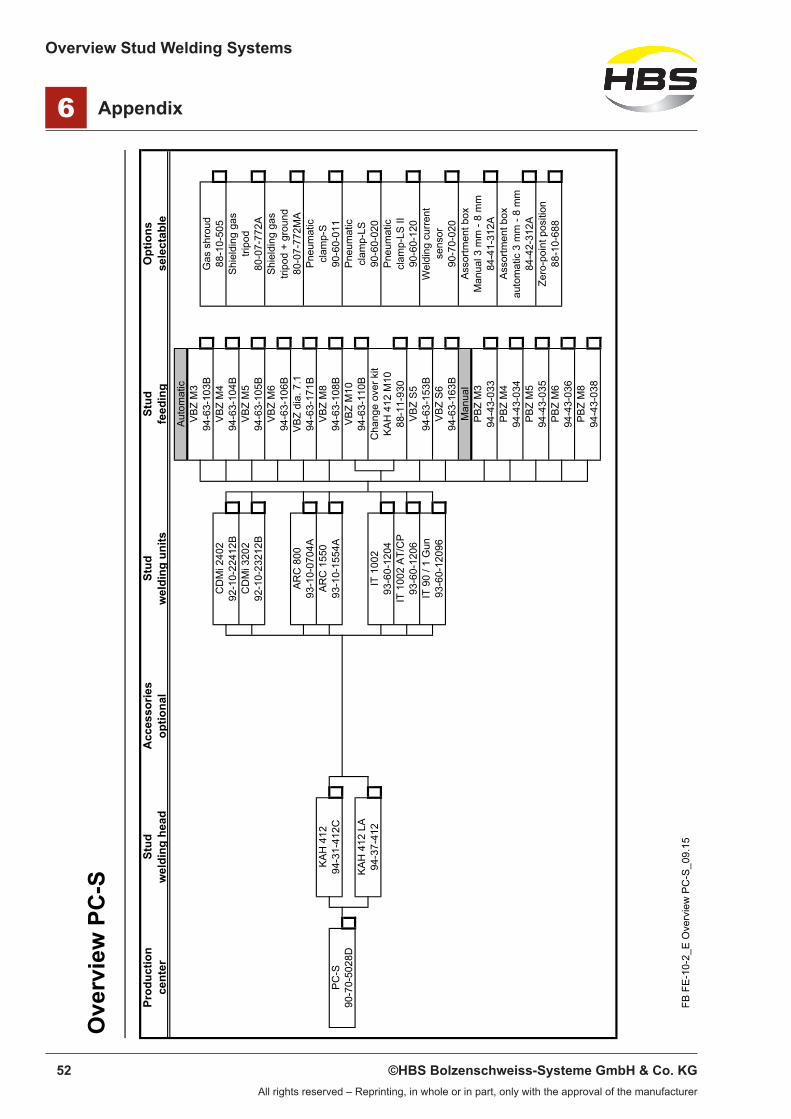
Overview Stud Welding Systems
52 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6Pr
oduc
tion
Stud
Acc
esso
ries
Stud
Stud
Opt
ions
cent
e rw
eldi
ng h
ead
optio
nal
wel
ding
uni
tsfe
edin
gse
lect
able
Aut
omat
icV
BZ
M3
94-6
3-10
3BG
as s
hrou
dC
DM
i 240
2V
BZ
M4
88-1
0-50
592
-10-
2241
2B94
-63-
104B
Shi
eldi
ng g
asC
DM
i 320
2V
BZ
M5
tripo
d92
-10-
2321
2B94
-63-
105B
80-0
7-77
2AV
BZ
M6
Shi
eldi
ng g
as94
-63-
106B
tripo
d +
grou
ndA
RC
800
VB
Z di
a. 7
.180
-07-
772M
A93
-10-
0704
A94
-63-
171B
Pne
umat
icK
AH
412
AR
C 1
550
VB
Z M
8cl
amp-
SP
C-S
94-3
1-41
2C93
-10-
1554
A94
-63-
108B
90-6
0-01
190
-70-
5028
DV
BZ
M10
Pne
umat
icK
AH
412
LA
94-6
3-11
0Bcl
amp-
LS94
-37-
412
IT 1
002
Cha
nge
over
kit
90-6
0-02
093
-60-
1204
KA
H 4
12 M
10P
neum
atic
IT 1
002
AT/
CP
88-1
1-93
0cl
amp-
LS II
93-6
0-12
06V
BZ
S5
90-6
0-12
0IT
90
/ 1 G
un94
-63-
153B
Wel
ding
cur
rent
93-6
0-12
096
VB
Z S
6se
nsor
94-6
3-16
3B90
-70-
020
Man
ual
Ass
ortm
ent b
oxP
BZ
M3
Man
ual 3
mm
- 8
mm
94-4
3-03
384
-41-
312A
PB
Z M
4A
ssor
tmen
t box
94-4
3-03
4au
tom
atic
3 m
m -
8 m
mP
BZ
M5
84-4
2-31
2A94
-43-
035
Zero
-poi
nt p
ositi
onP
BZ
M6
88-1
0-68
894
-43-
036
PB
Z M
894
-43-
038
Ove
rvie
w P
C-S
FB F
E-1
0-2_
E O
verv
iew
PC
-S_0
9.15

Overview Stud Welding Systems
53©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Company:
Street:
Town:
Counry:
Phone:
Person in charge:
Phone:
According standards
Aluminum
Brass
Aluminum
Brass
Coating thickness µ
Test weldings already done Yes Yes
No No
Type of welding CD
ARC
SC
External installation conditions
A
115 V 230 V
400 V
200 V
230 V
50 Hz
Date:
Signature:
General Specification
Surface/type and conditionShiny, cleaned
Scaled, zinc coated
Air pressure bar
Samples available
Power supply
Voltage 1 phase
Voltage 3 phases
Stud dimension
Stud material
Workpiece
Diameter mm
Length mm
Mild steel
Stainless steel
Mild steel
Stainless steel
460 V
480 V
575 V
Frequency 60 Hz
FB FE-07_E General Specification_09.15

Overview Stud Welding Systems
54 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Specification Systems for Automation Engineering
FB FE-08_E Specification Systems for Automation Engineering_09.15, Sheet 1 of 3
Customer:
Language: German English
Company:
Customer number:
Contact person:
Street:
Zip code/ City:
Country:
Phone:
Fax:
E-mail:
Work piece, Stud, Welding rate, Welding trials:
Workpiece: min.: x x [mm] max.: x x [mm] Tolerance: Length/Width: [mm] Thickness: [mm]
Material:
Surface:
Sample: yes no
Drawing: yes no
3D Cad data: yes no Format:
Accuracy of position: max.: Steel 0.15 / Alu 0.2 mm Target Customer: [mm]
Remarks:
Stud: Standard: yes no
Stud description:
Stud dimension: [mm]
Stud material:
Sample: yes no
Drawing: yes no
Remarks:
Welding rate: [pieces / hour] [studs / piece] [studs / min.] Shift duration: [hours / day]
Welding trials: yes no Date:
Trial journal: yes no
Remarks:

Overview Stud Welding Systems
55©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Specification Systems for Automation Engineering
FB FE-08_E Specification Systems for Automation Engineering_09.15, Sheet 2 of 3
Component requirements:
Stud welding unit: [pcs.]
Stud welding head: KAH 412 KAH 412 LA [pcs.]
Downholder pneumatically: right left yes no [pcs.]
Downholder shielding gas: right left yes no [pcs.]
Gas shroud KAH 412: yes no [pcs.]
Gas shroud with grounding device KAH 412: yes no [pcs.]
Spray unit liquid pulse metering: yes no [pcs.]
Connecting line complete 3 m, 25 mm²: yes no [pcs.]
Connecting line complete 5 m, 35 mm²: yes no [pcs.]
Connecting line special: [pcs.]
Working stroke complete yes no [pcs.] with height adjustment without ring initiator
Working stroke complete yes no [pcs.] with height adjustment with ring initiator
Stud feeder: VBZ-3: [pcs.] for studs PBZ: [pcs.] for studs
Special: [pcs.] for studs
Stud switch: yes no [pcs.]
Workpiece clamp: PMB-S: yes no [pcs.] PMB-LS: yes no [pcs.] Special: yes no [pcs.]
Ring initiator: yes no [pcs.]
Coupling ring initiator: yes no [pcs.]
Welding current sensor: yes no [pcs.]
Assortment box: yes no [pcs.]
Single change over kit: Type: [pcs.]
VBZ PBZ change over kit: Type: [pcs.]
Ground cable: Type: [pcs.]
Welding current cable: Type: Length: [m]
Cable connector: Type: [pcs.]
Workpiece fixtures: yes no [pcs.]
Description:
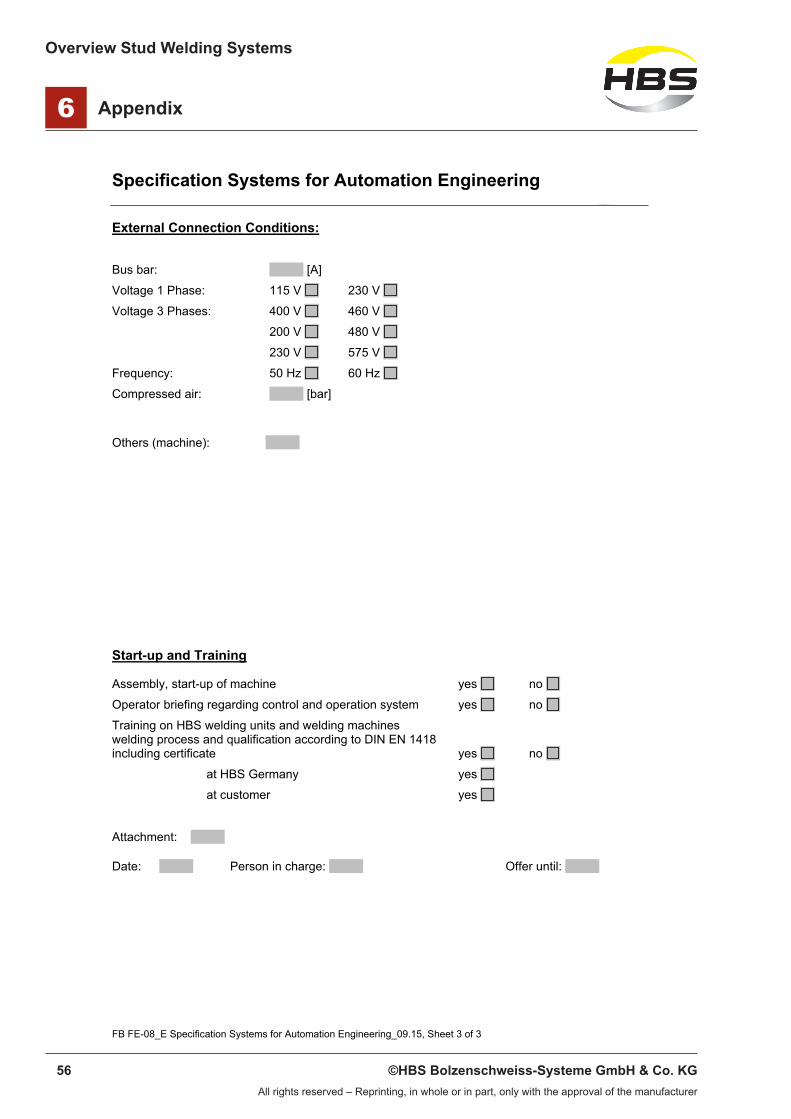
Overview Stud Welding Systems
56 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Specification Systems for Automation Engineering
FB FE-08_E Specification Systems for Automation Engineering_09.15, Sheet 3 of 3
External Connection Conditions:
Bus bar: [A]
Voltage 1 Phase: 115 V 230 V
Voltage 3 Phases: 400 V 460 V
200 V 480 V
230 V 575 V
Frequency: 50 Hz 60 Hz
Compressed air: [bar]
Others (machine):
Start-up and Training
Assembly, start-up of machine yes no
Operator briefing regarding control and operation system yes no
Training on HBS welding units and welding machines welding process and qualification according to DIN EN 1418 including certificate yes no
at HBS Germany yes
at customer yes
Attachment:
Date: Person in charge: Offer until:
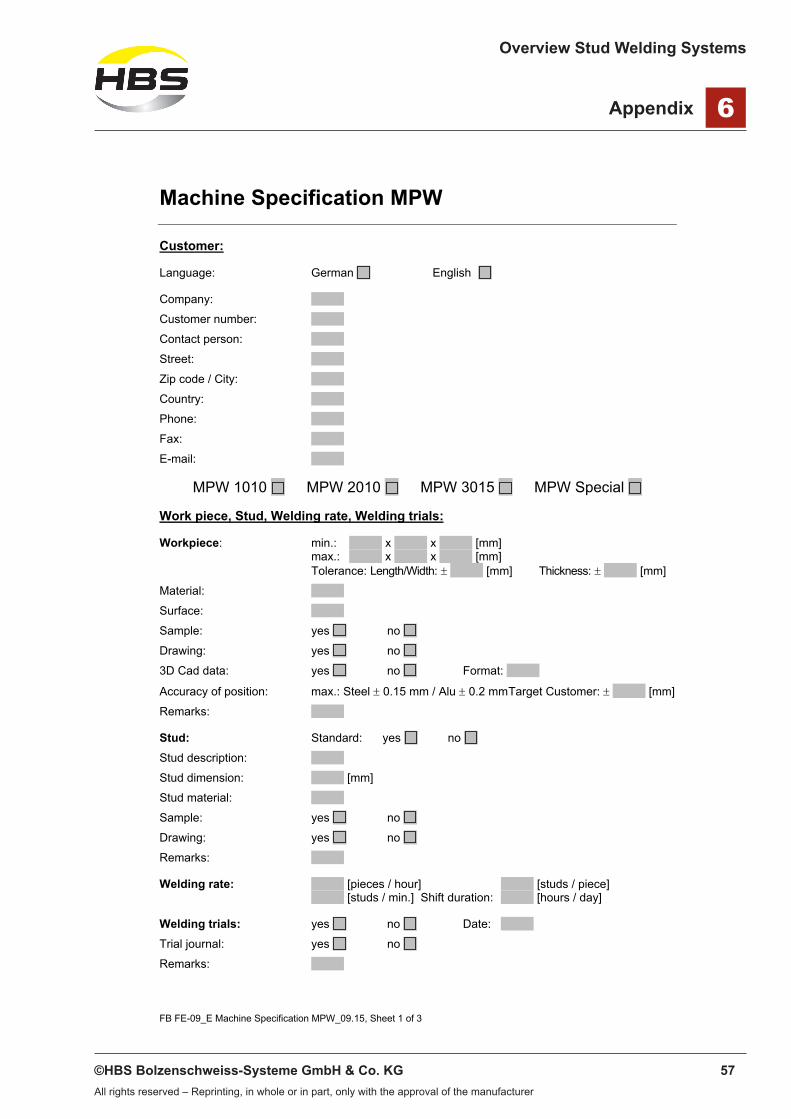
Overview Stud Welding Systems
57©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Machine Specification MPW
FB FE-09_E Machine Specification MPW_09.15, Sheet 1 of 3
Customer:
Language: German English
Company:
Customer number:
Contact person:
Street:
Zip code / City:
Country:
Phone:
Fax:
E-mail:
MPW 1010 MPW 2010 MPW 3015 MPW Special
Work piece, Stud, Welding rate, Welding trials:
Workpiece: min.: x x [mm] max.: x x [mm] Tolerance: Length/Width: [mm] Thickness: [mm]
Material:
Surface:
Sample: yes no
Drawing: yes no
3D Cad data: yes no Format:
Accuracy of position: max.: Steel 0.15 mm / Alu 0.2 mm Target Customer: [mm]
Remarks:
Stud: Standard: yes no
Stud description:
Stud dimension: [mm]
Stud material:
Sample: yes no
Drawing: yes no
Remarks:
Welding rate: [pieces / hour] [studs / piece] [studs / min.] Shift duration: [hours / day]
Welding trials: yes no Date:
Trial journal: yes no
Remarks:
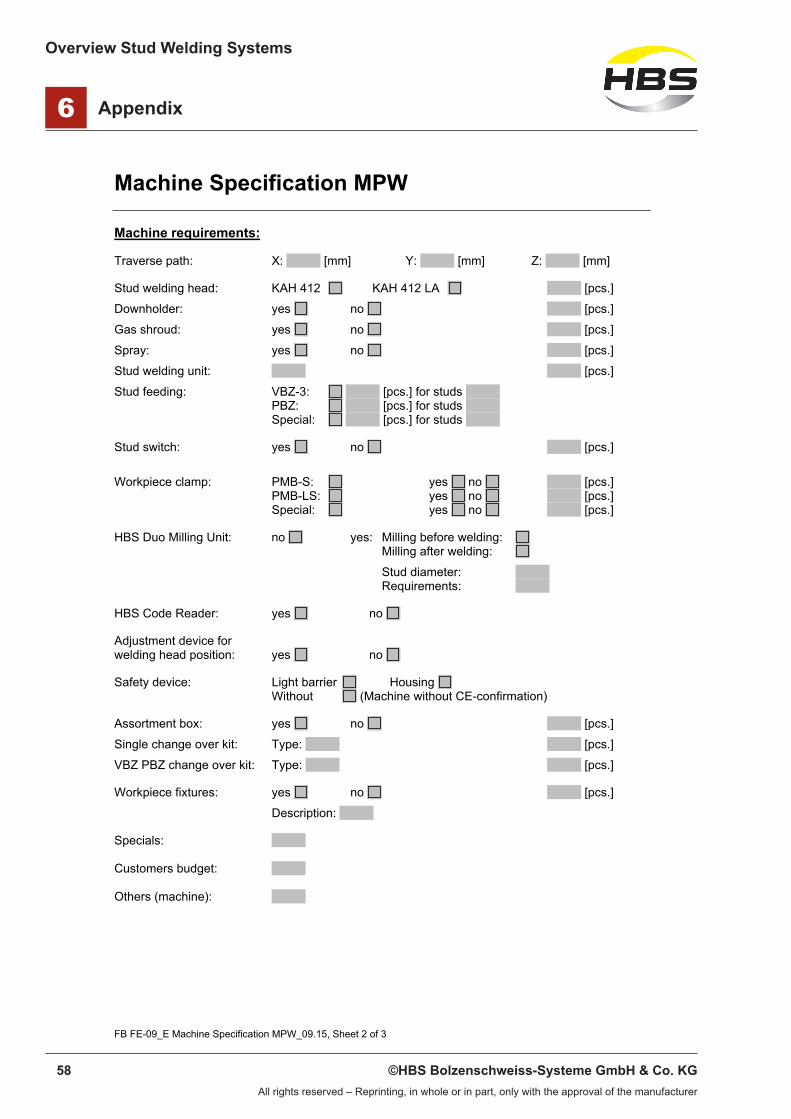
Overview Stud Welding Systems
58 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Machine Specification MPW
FB FE-09_E Machine Specification MPW_09.15, Sheet 2 of 3
Machine requirements:
Traverse path: X: [mm] Y: [mm] Z: [mm]
Stud welding head: KAH 412 KAH 412 LA [pcs.]
Downholder: yes no [pcs.]
Gas shroud: yes no [pcs.]
Spray: yes no [pcs.]
Stud welding unit: [pcs.]
Stud feeding: VBZ-3: [pcs.] for studs PBZ: [pcs.] for studs
Special: [pcs.] for studs
Stud switch: yes no [pcs.]
Workpiece clamp: PMB-S: yes no [pcs.] PMB-LS: yes no [pcs.] Special: yes no [pcs.]
HBS Duo Milling Unit: no yes: Milling before welding: Milling after welding:
Stud diameter: Requirements:
HBS Code Reader: yes no
Adjustment device for welding head position: yes no
Safety device: Light barrier Housing Without (Machine without CE-confirmation)
Assortment box: yes no [pcs.]
Single change over kit: Type: [pcs.]
VBZ PBZ change over kit: Type: [pcs.]
Workpiece fixtures: yes no [pcs.]
Description:
Specials:
Customers budget:
Others (machine):

Overview Stud Welding Systems
59©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Machine Specification MPW
FB FE-09_E Machine Specification MPW_09.15, Sheet 3 of 3
External Connection Conditions:
Bus bar: [A]
Voltage 1 Phase: 115 V 230 V
Voltage 3 Phases: 400 V 460 V
200 V 480 V
230 V 575 V
Frequency: 50 Hz 60 Hz
Compressed air: [bar]
Others (machine):
Start-up and Training
Assembly, start-up of machine yes no
Operator briefing regarding control and operation system yes no
Training on HBS welding units and welding machines welding process and qualification according to DIN EN 1418 including certificate yes no
at HBS Germany yes
at customer yes
Attachment:
Date: Person in charge: Offer until:

Overview Stud Welding Systems
60 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Machine Specification CPW and PC-S
FB FE-10_E Machine Specification CPW and PC-S_09.15, Sheet 1 of 3
Customer:Language: German English
Company:
Customer number:
Contact person:
Street:
Zip code / City:
Country:
Phone:
Fax:
E-mail:
Installation country:
Supply voltage: Frequency: Phase:
CPW 0604 PC-S PC-S Special
Workpiece, Stud, Welding rate, Welding trials: Workpiece: min.: x x [mm] max.: x x [mm] Tolerance: Length/Width: [mm] Thickness: [mm]
Material:
Surface:
Sample: yes no
Drawing: yes no
3D Cad data: yes no Format:
Accuracy of position: max.: Steel 0.2 mm Target Customer: [mm]
Remarks:
Stud: Standard: yes no
Stud description:
Stud dimension: [mm]
Stud material:
Sample: yes no
Drawing: yes no
Remarks:
Welding rate: [pieces / hour] [studs / piece] [studs / min.] Shift duration: [hours / day]
Welding trials: yes no Date:
Trial journal: yes no
Remarks:

Overview Stud Welding Systems
61©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix 6
Machine Specification CPW and PC-S
FB FE-10_E Machine Specification CPW and PC-S_09.15, Sheet 2 of 3
Machine requirements: Traverse path: X: [mm] Y: [mm] Z: [mm]
Stud welding head: KAH 412 KAH 412 LA [pcs.]
Downholder: yes no [pcs.]
Gas shroud: yes no [pcs.]
Spray: yes no [pcs.]
Stud welding unit: [pcs.]
Stud feeding: VBZ-3: [pcs.] for studs PBZ: [pcs.] for studs
Special: [pcs.] for studs
Stud switch: yes no [pcs.]
Workpiece clamp: PMB-S: yes no [pcs.] PMB-LS: yes no [pcs.] Special: yes no [pcs.]
Safety device: Light barrier Housing Without (Machine without CE-confirmation)
Assortment plate: yes no [pcs.]
Single change over kit: Type: [pcs.]
VBZ PBZ change over kit: Type: [pcs.]
Workpiece fixtures: yes no [pcs.]
Description:
Specials:
Customers budget:

Overview Stud Welding Systems
62 ©HBS Bolzenschweiss-Systeme GmbH & Co. KGAll rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Appendix6
Machine Specification CPW and PC-S
FB FE-10_E Machine Specification CPW and PC-S_09.15, Sheet 3 of 3
External Connection Conditions:
Bus bar: [A]
Voltage 1 Phase: 115 V 230 V
Voltage 3 Phases: 400 V 460 V
200 V 480 V
230 V 575 V
Frequency: 50 Hz 60 Hz
Compressed air: [bar]
Others (machine):
Start-up and Training Assembly, start-up of machine yes no
Operator briefing regarding control and operation system yes no
Training on HBS welding units and welding machines welding process and qualification according to DIN EN 1418 including certificate yes no
at HBS Germany yes
at customer yes
Attachment:
Date: Person in charge: Offer until:


HBS Bolzenschweiss-Systeme GmbH & Co. KG Felix-Wankel-Strasse 18 • 85221 DACHAU • GERMANY
Phone +49 8131 511-0 • Fax +49 8131 511-100 • E-mail [email protected]
www.hbs-info.com







