

1
TECOBLOCK® as an alternative
building solution?
Chapter 1:
Introduction
1.1) Background
TECOBLOCK® is a blocking concept designed in Australia, which
entails a revolutionary way of building with blocks. The system is
being introduced into South Africa and TECOBLOCK® Africa
(Pty)Ltd has been founded to run the project here.
The blocking system consists of hollow blocks (400X250X100mm),
each containing four vertical core holes. The system is either dry
stacked or glued together with a bonding compound. Plastic locators
are used to align the blocks in a line as they have being stacked.
After every fourth course of blocks, the plumbness of the blocks is re-
aligned through an insertion of a steel strap. These straps lie
horizontally between courses and are secured by means of nails.
This is done with the use of a nail gun. A special cement based
render is used to put the final finish on to the wall. This also adds
additional water proofing properties to the system as it is made up of
special hydrophobic chemicals. Every fourth vertical core, unless
otherwise stated by the engineer, is filled with concrete slurry, which
may or may not have reinforcement bars in it, depending on the load
the wall experiences. These specified cores are anchored down by

2
Y10 rebar, which are drilled into the raft foundation below. This
provides for a stable, strong and reinforced wall that can withstand
both vertical and horizontal forces (as depicted in Figure 1 below).
Figure 1 – 3D computer imagery of a TECOBLOCK® wall
Source: TECOBLOCK® Australia (Pty)Ltd
The concept provides for a fast, accurate and complete building
system that provides numerous benefits such as easier cutting and
laying of the blocks and the placement of services down the unused
voids. The system also facilitates carrying the blocks due to its
dimensions and light weight.
In July of 2008 I suggested the building of a real BNG house (figure
2-4) (previously known as RDP). The company in Australia accepted
the proposal and invited the author of this dissertation to Melbourne,
in order to construct a house of such a nature. This was a test to see
if the concept could prove itself for the South African market in terms
of:
• Speed of building in comparison to conventional methods
• Structural integrity
• Ease of construction/erecting of block work

3
• Vertical plumbness and Horizontal leveling of the blockwork
These aspects will be discussed in detail in Chapter 2 together with
the success/failure of each point.
The blocks are stacked at ¼ intervals over the next block. This allows
the overlapping interval on corners to work out, without having to cut
the blocks. (This can be seen in Figures 2-4)
Figure 2 – Constructing a wall with TECOBLOCK® blocks
Source: Own
Figure3 – TECOBLOCK® wall
Source: Own
Figure 4 - TECOBLOCK® BNG House

4
Source: Own
1.2) Statement of main problem:
Will the TECOBLOCK® concept/system be feasible and viable in
South Africa?
1.3) Statement of sub problems:
1) Is TECOBLOCK® cost competitive in the local market?
2) Will TECOBLOCK® be accepted in the market by
architects, contractors, engineers, the government and the
end-users?
3) Can all technical issues be addressed to make
TECOBLOCK® work in South Africa?
4) What are the logistical problems regarding the
manufacturing of TECOBLOCK® in South Africa?
1.4) Hypothesis of main problem:
The TECOBLOCK® concept is likely to work in South Africa due to
its exceptionally practical design and the various benefits it has to
offer (including the possibility of involving township residents in the
construction of their own houses).

5
1.5) Hypothesis of sub problems:
1) The cost competitive aspect of the system is holding the
concept back from flourishing in the market. There is high
confidence level though, that with further research into the
compositional make-up the block, the system will succeed
in the market.
2) The deviation from the conventional method is not that
much; therefore an educated guess would be that the
system will be accepted in the market place.
3) Through a thorough business plan and other professional
means of analysing the system, there is a good assurance
that all technical issues can be sorted out.
4) By taking the manufacturing of the blocks close to the
production of the raw materials, all logistical problems can
be sorted out.
1.6) Delimitations
The limitation of this analysis will only extend up to the actual viability
and feasibility of the concept and will not include company aspects
such as BBBEE (Broad Based Black Economic Empowerment) and
its effects on the success of the product in South Africa.
This viability analysis/feasibility study will include the characteristic of
cost acceptability in the market place compared to conventional
building methods, and pure analysing of the system is actually going
to work and be accepted in South Africa.

6
1.7) Definitions of Terms
• Viability analysis and feasibility study will be used
interchangeable
• TECOBLOCK®: Is the concept/system as explained in
1.1
1.8) Assumptions
It will be assumed that a reasonable cost can be reached in using a
variety of different materials and technologies in producing a cost
effective mix for the block. If this cannot be reached then the concept
will fail.
1.9) Importance of the study
The importance of this study is to show both the practical reader and
the academic audience a top of the range new technology which has
been devised together with the affectivity thereof. The reader will
acquire insight into the blocking and brick industry together with
relevant flaws attached to the sector.
1.10) Research Method:
1) Conduct interviews with key interested and affected
parties:
• Architects
• Engineers
• Contractors

7
• End-users
• Government
2) Conduct laboratory experiments to determine the most
cost-effective mix
3) Look at case studies on similar concepts/systems and
what the outcomes of those were.

8
Chapter 2:
Is TECOBLOCK® cost competitive in the local
market?
2.1) Concise Overview:
For the purpose of testing the relevant hypothesis pertaining to this
study a bench mark needs to be set. This benchmark is based on
studying and comparing conventional building blocks (in this case
MAXI Blocks) with the TECOBLOCK® system.
Theoretical Cost comparisons will be done between the
TECOBLOCK® walling system and a conventional MAXI Block
system. They will take into account the measurement of all direct and
indirect costs pertaining to the construction of a house.
A questionnaire is also used to ascertain what built environment
professionals i.e. architects, engineers, contractors and developers
think of the system in terms of time, cost and quality of the product.
2.2) Comparison, variables and fixed variables:
Cost comparisons will be done on a basis of a theoretical 200 unit
low cost housing development. All factors will be taken into account
including direct and indirect cost pertaining to the project. The area
for the project is set within the parameters of Gauteng, where,
according to the Department of Housing, the government subsidies
are R47000 for the super structure of a BNG (Breaking New Ground)
house.

9
The fixed variables will be the usage of a raft foundation and a single
layer block wall.
2.3) Investigation of conventional walling systems
versus existing alternative building methods and
relating them to TECOBLOCK®.
When considering the viability of alternative building methods one
has to keep in mind that a performance approach is the relevant
driver in innovative building solutions (Becker 2001) and this finding
can be linked to the cost, time and quality of a product.
However, although conventional building methods such as the MAXI
Block building system are relatively slow and labour intensive,they
have stood the test of time.
No other Agrément accredited alternative building solution has really
boomed in South Africa. This needs to be taken into consideration
when looking at the viability of TECOBLOCK® in South Africa on a
large scale.
2.4) The direct cost of the traditional MAXI Block Walling system
The direct costing of a wall consists of two elements, namely raw
material and labour to build the wall structure. In costing a specific
walling system, it is always easier to take all elements into
consideration and to then divide the total by the area of walling that
needs to be completed. This will equal a rate per metre squared,
which can then be used in comparing different systems.

10
2.4.1) Raw Material Prices and Quantities
All prices are excluding VAT and excluding delivery and are set for
May 2009. Prices were obtained from various building product
supplier companies in and around Pretoria. The bill of materials is for
the walling of a BNG house and prices are as follows:
Type of Material Price
MAXI Bricks (220x115x90) per 1000 bricks R1270
Cement 32.5N per bag R59.89
Building Sand per m³ R155.00
Plaster Sand per m³ R173.00
Brick Force per roll R35.80
Precast Concrete Lintol (100x1200mm) R25.95
DPC (Damp Proof Course) 225mm x 30m R66.25
Table 1 – MAXI brick wall components
Source: Own
A typical BNG house has a walling area of 92m². This is according to
a typical building plan for a 50m² BNG house, which was obtained
from the Ekhuruleni municipality.
For a walling area of 92m² the following quantities were obtained:
MAXI Bricks:
MAXI Brick (290x140x90mm) Quantity for
92m²
34 bricks per m² x 92 3128
Plus 10% waste factor 3441
Table 2 – MAXI brick quantity per m²
Source: Own
11
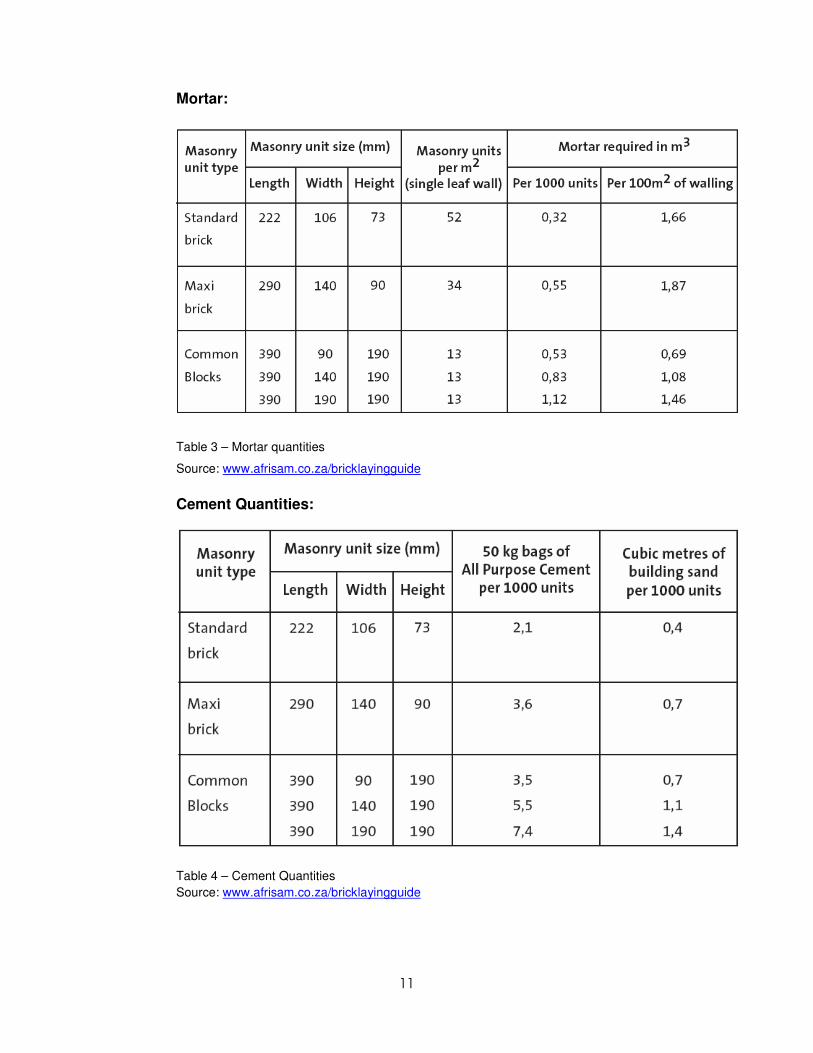
Mortar:
Table 3 – Mortar quantities
Source: www.afrisam.co.za/bricklayingguide
Cement Quantities:
Table 4 – Cement Quantities Source: www.afrisam.co.za/bricklayingguide

12
Mortar mix 1:5 cement:sand Quantity per m² of walling
Mortar: 1.87m³ / 100 x 34 0.64 m³ Cement: 3.6 bags / 1000 x 34 0.1224 bags Building Sand: 0.7m³ / 1000 x 34 0.0238 m³ Table 5 – Quantity of materials needed per m² of walling Source: Own Other Materials: Description: Quantity per
m² of walling Plaster Mortar 1 x 1 x 0.025 x 1.15 x 2 (15% waste factor and both sides)
0.0575 m³
Cement (plaster) 1:5 ratio 0.165 bags Plaster Sand 1:5 ratio 0.0575 / 6 x 5 0.04791 m³ Brick Force 2.5m Lintol 8 / 92m² 0.0869 Damp Proof Course 33m/ 92m² 0.3586m Table 6 - Quantity of other materials needed per m² of walling Source: Own Pricing of materials to build a plastered wall: Description: Price per m²
of walling MAXI Bricks: R1270 / 1000 x 34 R43.18 Cement: R59.89 x (0.1224bags + 0.165bags) R 17.21 Building Sand: R155.00 x 0.0238 R 3.69 Plaster Sand: R 173.00 x 0.04791 R 8.29 Brick Force: R 35.80 / 20 x 2.5 R 4.48 Lintols: R25.95 / 1.2 x 0.0869 R 1.88 DPC: R66. 25 / 30 x 0.3586 R 0,79 TOTAL MATERIAL COST R 79.52 /m² Table 7 – Material pricing per m² Source: Own
13
2.4.2) Labour and transport Items:
This total material cost depicts the cost of the materials for the
construction of a BNG house. Other elements such as transport for
materials and goods and labour for brickwork, plastering and chasing
of walls need to be added to come to a total direct construction cost.
The chasing work needs to be done for the installation of electrical
plug points and light switches. In this case five plug points and five
light switches would be needed. Light switches are set 1200mm and
plug points are set at 400mm above the finished floor level. This
would add up to some 16 metres of chasing work set at a ceiling
level of 2400mm.
According to Krucon Homes (Pty) Ltd (2009) such chasing and
patchwork is a tedious process and involves cutting the slots with an
angle grinder, placing and fixing the conduits and patching the
chased slots with a mesh reinforced plaster. The mesh is placed over
the chased slot and nailed into the wall. A plaster mix is then used to
fill the slot and is finished off like the rest of the surrounding wall. This
process is priced at an additional amount of R55.00/ metre.
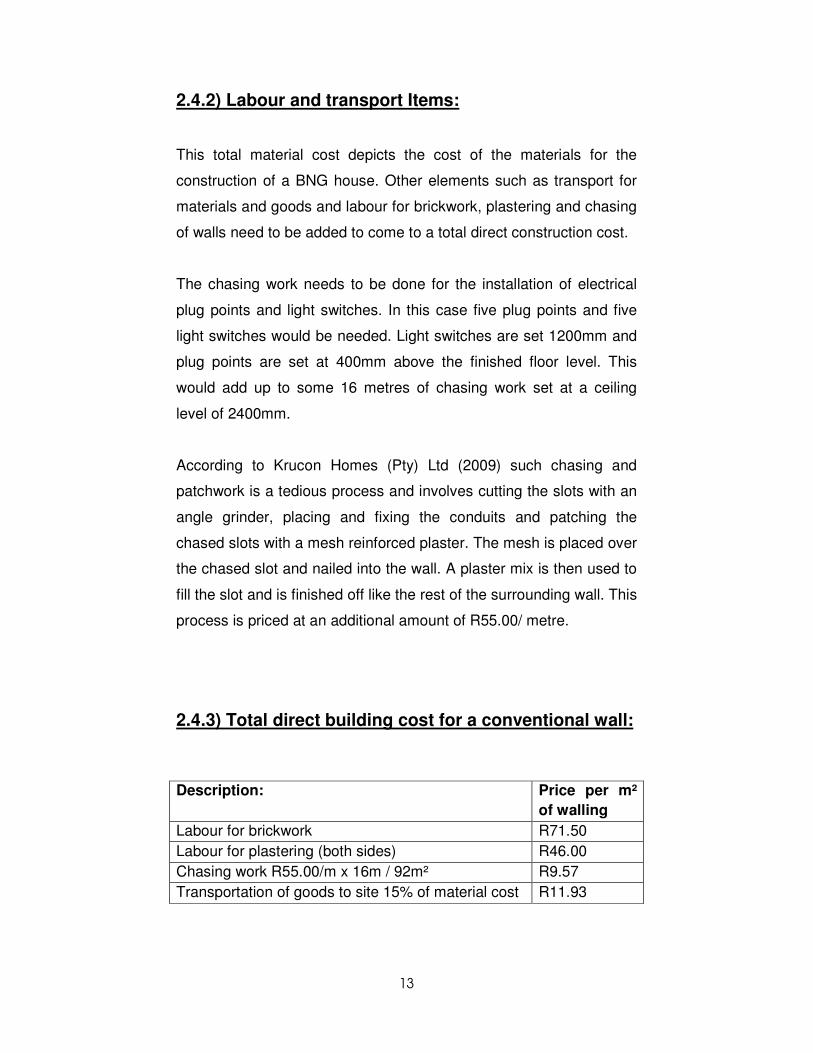
2.4.3) Total direct building cost for a conventional wall:
Description: Price per m² of walling
Labour for brickwork R71.50 Labour for plastering (both sides) R46.00 Chasing work R55.00/m x 16m / 92m² R9.57 Transportation of goods to site 15% of material cost R11.93

14
Total Material cost R79.52 TOTAL WALLING COST (excluding Preliminaries & General)
R218.52/m²
Table 8 – Total direct MAXI brick walling cost per m² Source: Own 2.5) TECOBLOCK® wall costing 2.5.1) Raw Material Cost and Quantities Raw material price: Type of Material Price
TECOBLOCK (400 x 250 x 100mm) per 1000
blocks R8050.00
Block adhesive (20kg) R24.99
Metal strip (80 x 0.5 x 2400mm) R11.85
Render (20kg) R24.99
TECOBLOCK locators (1000) R200.00
Nails (1kg) R35.80
Precast Concrete Lintol (100x1200mm) R25.95
Table 9 – TECOBLOCK® material pricing Source: Own Quantities per m²
Description: Quantity per m² of walling
TECOBLOCK 10/m² 10 blocks TECOBOND adhesive 11.5m²/bag 0.087 bags TECOBLOCK locators 40 locators

15
Metal Strip 1.415m Render (both sides) 0.45 bags Lintol 8 / 92m² 0.0869 Table 10 – TECOBLOCK® quantities per m² Source: Own Material cost per m²: Description: Price per m²
of walling TECOBLOCK 10/m² R80.50 TECOBOND adhesive 11.5m²/bag R2.17 TECOBLOCK locators R8.00 Metal Strip R4.83/m R6.83 Render (+10% waste factor) R12.34 Lintol 8 / 92m² R1.88 TOTAL MATERIAL COST R111.72 Table 11 – TECOBLOCK® Material pricing per m² Source: Own
2.5.2) Total direct building cost for a TECOBLOCK®
wall:
Total brick work labour cost is a mere 40% compared to that of a
conventional MAXI brick building system, according to a case study
conducted in Melbourne, Australia. The amount of time it takes to
construct a 50m² BNG house was also tested during this case study,
as depicted below.

16
Figure 5 – BNG house built in Australia
Source: Own
The structure of this BNG house was constructed in one day.
Conventional MAXI brick systems would take in the region of about
2.5 to 3 days of construction to get to the same level, according to
the project manager at Group Five Construction.
The labour cost on rendering the walls decreases by 40% compared
to conventional plastering. This is due to the render only being
applied 3mm think compared to an average of 25mm on a normal
plastered wall. Furthermore, the application is mixed and sprayed on
by a mortar machine and not applied by hand compared to
conventional methods.

17
Total Cost for building the wall:
Description: Price per m² of walling
Labour for “block work” R71.50 x 40% R28.60 Labour for plastering (both sides) R46.00 x 60% R27.60 Transportation of goods to site 10% of material cost R11.17 Total Material cost R111.72 TOTAL WALLING COST (excluding Preliminaries & General)
R179.09/m²
Table 12 – Total direct cost for a TECOBLOCK® wall per m² Source: Own 2.6) Indirect Construction Costs:
2.6.1) Preliminaries and General
Preliminaries is found in the first section of the Bill of Quantities or
the specification in which management requirements for the contract
are set out (Finsen 1999: 46).
These items are based are on indirect construction costs for items or
services that are needed for the execution of the works. These are
referred to in Section A of the Master Bill of Quantities and include:
• Objective and Preparation – Documents, contractors site
representative, compliance with laws and regulations,
indemnities, insurances, securities etc.
• Execution: Site access, preparation for execution of works,
Contracts instructions, Setting out of the works
• Temporary Plant and Equipment: Concrete mixer, TLB,
pick-up, scaffolding, wheel burrows, shovels/spades, mortar
machine etc

18
• Completion: Practical completion, works completion, final
completion etc.
According to the ASAQS Model Bills of Quantities, the preliminary
sections of items are either fixed, variable or time related costs. In
order to compare a conventional brick system with a TECOBLOCK®
system, only the time related items are taken into account. All other
items that fall under variable and fixed groupings, are not applicable,
as they are set for the execution of the work and are usually coupled
to the value of the work, such as insurance or other basic items such
as setting out of work.
These time related items of the preliminaries are of substantial
importance as they can have a serious impact on the final
construction value of a project, depending on the duration of the
execution of the work.
2.6.2) Escalation on materials
Every longer building contract is subject to escalation from an initial
contract sum to a final contract value over the duration of the
contract. This is known as CPAP – Contractors Price Adjustment
Provision, whereby prices are escalated on a monthly basis
according to the Haylett price indices table set forward by Statistics
South Africa. According to these industry indices, escalated amounts
are calculated and the contractor has the right to claim them in every
interim payment.
This makes time of the essence in every building contract for the
client, as the longer the project takes the more the contract value will

19
increase.
2.6.3) Finance Costs
Compounded interest on money loaned from financial institutions is
also a time related cost. Employers, developers or owners bear the
burden of paying this interest on a monthly basis. Most buildings are
built for either selling them again for a profit, renting the property out
to tenants or running a business entity within the building. Overall,
most buildings are built for the purpose of regaining some kind of
return in order to pay back the money to the bank that was borrowed
initially for the financing of the construction of such a building. In
essence this leads to the incentive to finish the project in the shortest
period possible. This needs to be done in order to gain income from
the project as soon as possible and to start paying back the money
borrowed with the income of the project. Although this is not a factor
in the theoretical case study put forward in this paper, it will definitely
have an impact on developers and owner-builders that borrow money
from financial institutions for the execution of their construction
project endeavour.
2.7) Total cost comparison
In order to shed some light on this comparison between the
TECOBLOCK® system and the MAXI Block system, a theoretical
indirect cost comparison scenario needs to be created. In this

20
scenario a 300 unit BNG housing development is chosen with the
following fixed variables attached to the project:
• The project is based in the Tshwane metropolitan area
• The duration of the contract is estimated at 18 months, using
conventional MAXI bricks
• All foundations are raft foundations and are cast by ready mix
companies
• The company is of a medium size and the labour size is kept
constant
For the purpose of this comparison between conventional MAXI brick
construction and the TECOBLOCK® system certain assumption
need to be made based on the case study that was conducted in
Melbourne, Australia.
These would be:
• The duration of building the structure of a BNG house using
the TECOBLOCK® system is reduced to 30% in comparison
to building with conventional MAXI Bricks.
• Plastering time is reduced to 60% compared to conventional
plastering methods.
• All castings of concrete for raft foundations, construction of
roofs and finishing of houses stay constant as it will take the
same amount of time to complete in both instances.
To determine the project duration using the TECOBLOCK® system,
a project program has to be drawn up. This program is a simplified
version of a real project program, using the main summarised items
to establish the project duration of a conventional MAXIbrick system
compared to the TECOBLOCK® system and taking all above

21
mentioned variables into account. This project program was done in
consultation with HC Projects (Pty) Ltd.
Figure 6 – Building Program Source: Own in consultation with HC Projects (Pty) Ltd
The original project duration, which was planned for the 300 unit
BNG Construction Project, using conventional methods of brick-work
and plastering, was 18 months.
The aforementioned facts of the case study done in Melbourne,
Australia, were used. These were:
• TECOBLOCK® block work took 30% of the time compared to
that of conventional MAXI Brick work
• Plastering using the TECOBLOCK® walling system equalled
60% of the time compared to the conventional method of
plastering.

22
The fixed variables that were taken into account, namely
excavations, casting of raft foundations, erecting and assembly of
roofs and finishing, where those which would remain unchanged
throughout the duration of execution of the work.
In taking all these factors and proven assumptions into consideration,
the TECOBLOCK® system would theoretically reduce the project
duration from 18 months using the conventional MAXI brick system
to 10 months.
In turn it would save the employer some 8 months of relevant time
related preliminaries from the contractor, building related escalations
and finance cost (which would not be applicable in this case as
discussed above). This would also increase the contractors turn-
around time, giving him more projects in a shorter period of time and
in turn increase his annual profit with exactly the same work force.
In order to find out how much would be saved, a relevant
preliminaries document would need to be drawn up with only items
included in it that are time related and specific to the circumstances
they address. This would be the most accurate way of determining
those savings. This would however not quite work as standard
amounts are put forward by the government on projects like these.
Below is an overview of the allocated amounts per BNG house
issued by the Department of Housing for the 2009 financial year.

23
Table 13 – BNG subsidy breakdown Source: Government Department of Housing allocated subsidy for 2009 financial year.
Although the subsidy is only for a 40m² house, the overheads and
P&G’s amounts can be assumed to stay the same. Of course not all
P&G expenses are time bound as was mentioned before. According
to Pienaar (2009), a quantity surveyor and consultant for the
government on housing, it is safe to say that 40% of those costs can
be taken as time related. The rest would either be fixed or variable.
The same can be assumed for the overhead expenses. If the
theoretical building programme is taken into consideration it cuts the
construction time from 18 to 10 months this is an overall saving of
45%. So to be on the safe side it would be good to take a time saving
factor of 40% into consideration. Should this be the case the
following would occur:

24
Description Current allocation
Time related amounts @ 40%
Time savings factor @ (1-40%)
Total saving on Preliminaries
P&G’s R4 968,14 R1987.26 R1192.35 R794.91
Overheads R2095.32 R838.13 R502.88 R335.26
Table 14 – Indirect cost Source: Own
According to the calculations above, the government could be saving
a total of R1130.17 on the preliminaries per house because the work
would be getting done faster. This would decrease the P&G amount
to R4173.22 and the Overhead amount to R1760.06. This of course
is a very theoretical approach and would have to be tested in practice
to see if it could really work.
According to the plans of a 50m² house it has 88m² of walling. The
final building cost of a conventional MAXI Block system compared to
that of a TECOBLOCK® system including the preliminaries would be
as follows:
Description per m² MAXI Block system TECOBLOCK® system
Total building cost excluding preliminaries
R218.52 R179.09
P&G’s R56.46 R47.43
Overheads R23.81 R20.00
Total R298.79/m² R246.52/m²
Table 15 – Total cost comparison per m² Source: Own

25
2.8) Summary:
This theoretical exercise has given great insight into the costing of
both the MAXI Block system as well as the TECOBLOCK® System.
All aspects were taken into account during the costing including
material, labour and preliminaries and general. The time factor was
extensively researched and applied by taking into consideration a
case study that was conducted in Melbourne, Australia. The result of
the time saving aspects show significant impact on the total of the
building cost and especially favours the TECOBLOCK® system.
2.9) Conclusion:
In conclusion looking at the overall cost involved in building a wall the
TECOBLOCK® system is cheaper at R246.52/m² compared to that
of the MAXI Block system, which is R298.79/m². This is a saving of
17.5% and it proves that even though the TECOBLOCK® system’s
raw material price is 28.8% more expensive than the MAXI Block
system, taking the time factor into account and labour hours
reduction makes the TECOBLOCK® system more viable to use.
2.10) Testing of the Hypothesis
Looking at the above conclusion sets the hypothesis as true and it
proves that the TECOBLOCK® system as being cost competitive in
the country compared to that of conventional systems.

26
Chapter 3:
Will TECOBLOCK® be accepted in the market
by Architects, Contractors, Developers,
Engineers, the Government and the end-user?
3.1) Concise Overview:
To be able to come to a conclusion on the acceptability of the
TECOBLOCK(R) system in the market a questionnaire was drawn
up. This questionnaire was split into three sections:
• Section A: For engineers, architects, developers and
contractors
• Section B: For general home owners
• Section C: For state authorities
The questionnaire was divided into the three sections in order to
target different users of the product, from the professional who will
work with the product to the end user who will live in the home that
was built with the system.
In this chapter, each of the questions is discussed and a conclusion
is drawn from them thereafter.
3.2) Body of the chapter:
As mentioned above Section A was presented only to Built
Environment professionals. A mixed number of professionals were
asked ranging from architects, engineers, contractors and

27
developers. The Built Environment professionals were evenly spread
out for the questionnaire. The questionnaire provided a question
pertaining to either the cost effectiveness or acceptability in the
market place of the product. The questions were set up in such a
way that only Yes or No could be answered.
3.3) Questionnaire – Section A
Section A contained a response from Architects, Engineers,
developers and Contractors. The questions that were put forward to
the respondents were structured in such a way as to concentrate on
the design, cost and ease of use of the product. 12 professionals
were asked to fill out the questionnaire.
• Have you ever heard of the alternative building system
TECOBLOCK®?
All respondents answered No to this question. This clearly
shows that the product is not well known in the South
African Built Environment market and that its advertising
has not reached South African shores.
• After viewing the brochure do you understand the
TECOBLOCK® concept?
All respondents answered Yes. This shows that the
brochure had sufficient information on it to make it the
concept understandable to the average Built Environment
professional.
• Would you design/build with an alternative building solution
if it where Agrément certified?

28
Ten respondents answered Yes and two answered No.
Out of these answers a conclusion can be drawn that the
Agrément certification has a relatively high standing within
the Built Environment. One of the respondents that
answered No was an architect and the other a developer.
• If the alternative building solution were faster than
conventional methods would you build/design with the
system?
Eleven of the respondents answered Yes and one
answered No. These answers show that the majority of the
respondents would encourage a system to be used on the
basis of it being faster than a conventional method.
• If the cost of the system was the same or slightly higher,
but faster and more accurate than conventional systems,
would you consider building/designing with it?
Eight of the respondents answered Yes and four answered
No. These answers show that some of the respondents are
concerned about the price of the system. This was
specifically the case for the contractors and the
developers.
• If the required labour force would decrease when building
a TECOBLOCK® house compared to building a
conventional house, would you design/build with it?
Nine of the respondents answered Yes and three
answered No. These answers indicate that the majority of
the professionals would be in favour of a system that would
decrease the labour force for the same amount of work.

29
• If the blocks could be manufactured on site, would this be
an incentive to build the house with such a system i.e.
TECOBLOCK®?
Ten of the respondents answered Yes and two answered
No. This indicates that Built Environment professionals
would see the possibility of producing blocks on site as an
incentive to build with the product.
3.4) Questionnaire – Section B
Section B contained a response from the potential end user. The
questions that were put forward to the respondents were structured
in such a way as to concentrate on the aesthetic appeal and
practicality of the product. 20 end users were asked to fill out the
questionnaire.
• If the wall was built with an alternative building system
such as the TECOBLOCK ® system and the finish of the
wall looked exactly like a conventional plastered wall
would you live in it?
Out of the 20 respondents all answered Yes. This is an
overwhelming indication that anything that looks exactly
like a conventional plastered wall would be acceptable.
• If the acoustics inside the house were the same using the
TECOBLOCK® system as in a conventional house would
you consider building your house with it?
All of the 20 respondents answered Yes. This indicates a
high level of acceptability for the TECOBLOCK® system.

30
• If the walls were 100mm thick using the TECOBLOCK®
system compared to the 220mm width as per
conventional brick work, but with the same insulation
properties would you consider living in the house?
Nineteen out of the 20 respondents said Yes and only
one answered No. This shows a high level of acceptance
for the insulation aspect of the system.
• If the house had the same or better structural properties
using the TECOBLOCK® system compared to that of
conventional masonry walling would you consider living in
the house?
All 20 respondents answered Yes. This shows people
would accept the system if it were the same or stronger
than a conventional method.
3.5) Questionnaire – Section C
Section C contains a response from a Government representative.
The questions were posed in such a way as to determine if the
TECOBLOCK® system could be potentially used for government
projects.
• Is the Government interested in making use of alternative
building systems for building BNG housing?
The answer here was Yes. The representative’s answer
was straight to the point, “We have an enormous housing
backlog at the moment and if one could find a way of
overcoming this problem, by building high quality houses

31
in the most efficient way possible, then the government
would surely look at it.”
• After viewing the explanatory section above do you
understand the concept at hand?
The representative answered Yes and added that she
thought it was a very clever and innovative way of
building.
• Would a faster turn-around time – compared to
conventional methods – for completion of houses be an
incentive to use the TECOBLOCK® concept?
The representative answered Yes and added that “as
mentioned before if it supports the rolling out of more
houses than presently, then that would be a great
incentive to use the product”.
• If the system offered a rational design by an engineer or
were accredited by Agrément South Africa would the
Government consider accepting this alternative building
solution?
The representative answered Yes and motivated that
using the system would be a prerequisite for any of the
projects put forward by the Government.
• If the systems were the same price or slightly more
expensive compared to conventional methods, but
offered savings in time, would the Government still accept
this alternative building solution?
The representative answered No and emphasised the
fact that there is a fixed price per unit for a Government

32
subsidised BNG project. She stated that there is a set
budget put forward per project and that no project is
allowed to go over that budget.
• If the system was the same price or slightly more
expensive compared to a conventional method but
offered better built quality, would the Government still
accept the alternative building solution?
The representative emphasised that if the product was of
a higher quality compared to conventional systems then
that would be good, but as was mentioned before there
would be no chance for the product to work if it would go
over the allocated budget.
3.6) Summary
In summary the Built Environment professionals in Section A were all
in all impressed with the system although the developers and
contractors were very concerned about any increase in price from
what they are used to. After further interviews with some contractors
and developers one came to the conclusion that they are very raw
price driven and if the raw price of one product versus another is
lower, then the latter would be chosen even if it could be proven that
the overall price of the former would be lower in the long run.
Architects in general were not too concerned about price but were
more aesthetics and product driven. They showed an interest in the
product and said that they would be willing to design with it, if it would
pass all accreditation processes or if a rational design was made by
an engineer.

33
Engineers locked closely at the integrity of the concept and there
general view was that the concept could work up to a specific height
only and beyond that as an infill wall.
In section B the potential users gave an overwhelming sign of
acceptance. As the end-user anything that resembles the current
method of living is accepted and small deviations from the norm
could be tolerated.
Section C saw input from the Government side. In overall terms it
was accepted especially if the product would be faster than the
conventional methods, as an emphasis was put forward to meet the
backlog of houses and to fast track the housing output.
The only main concern was the budgetary amount put forward as a
subsidy by the government per house. This amount cannot be
exceeded as this would go against government policies, which would
not be allowed.
3.7) Conclusion
In conclusion, the product could be generally accepted by the Built
Environment professionals, general end-user and the Government.
The only problem that the TECOBLOCK® system faces is the cost
aspect. It was proven in Chapter 2 that the TECOBLOCK system is
more cost effective than a conventional method. This proves to
developers, contractors and Government that the system would meet
their requirements in terms of cost and would therefore be
acceptable to them for their purposes.

34
3.8) Testing of the Hypothesis
The completed questionnaire shows that the majority of the
respondents would accept the system, which therefore proves the
hypothesis that the system could be accepted in the market place in
South Africa.

35
Chapter 4:
Can all technical issues be addressed to make
TECOBLOCK® work in South Africa?
4.1) Concise Overview
In this chapter the technical difficulties that face the TECOBLOCK®
system will be discussed. The technical aspects include:
• Production processes
• Mix ratios and
• Material make-up of the block
According to McCaffer (2006:33), an economy comprises of many
companies and organisations all continually striving to stay profitable
or viable. Consequently, the construction sector also must improve
relative productivity of resources in order to maintain final prices
attractive to potential customers, otherwise demand for its products
either stagnate or fall.
From this it is derived that all business that want to exist need to be
profitable. How is this achieved? According to McCaffer (2006:34) a
productivity factor is needed, which is:
Total factor of productivity = Output / Input = Commodities /
(Natural Resources + Labour + Capital Goods + Entrepreneurship
This monitors and evaluates the basic productivity of a company
using the ratio of outputs over inputs.

36
This productivity ratio factor will be duly noted and be further
discussed in the body of the chapter under production processes.
Material usages and ratio mixes can be seen as the most important
natural resource input. It furthermore is the main contributor of the
final cost of the product.
4.2) Body of the chapter
4.3) Current production process
The production process is one of the most important aspects during
manufacturing of the block. This needs to be a process that is
streamlined, efficient, effective and that can handle large volumes of
producing the blocks. The existing process used in Australia were
polystyrene moulds that were sprayed with releasing oil and the
block once cured, was pushed out by pneumatic arms. The photos
below show the mould and extraction machine.
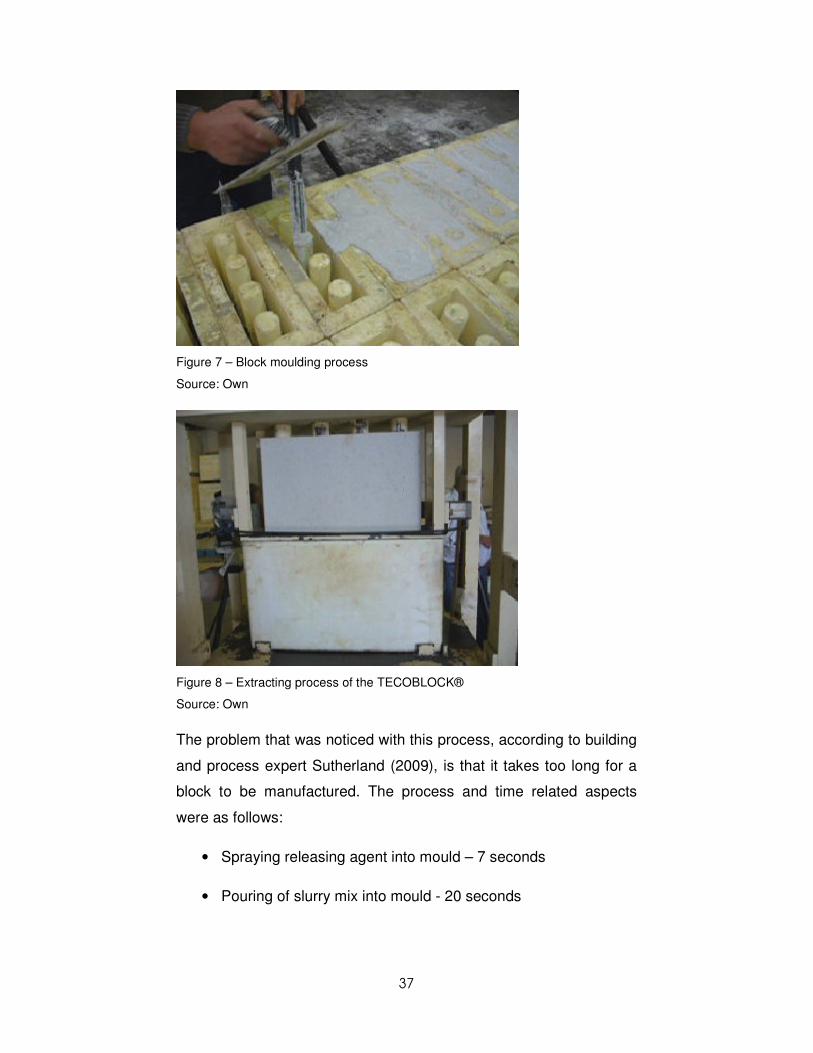
37
Figure 7 – Block moulding process
Source: Own
Figure 8 – Extracting process of the TECOBLOCK®
Source: Own
The problem that was noticed with this process, according to building
and process expert Sutherland (2009), is that it takes too long for a
block to be manufactured. The process and time related aspects
were as follows:
• Spraying releasing agent into mould – 7 seconds
• Pouring of slurry mix into mould - 20 seconds

38
• Curing and drying of block – 1 day (depending on the amount
of accelerator added to the mix)
• Extracting of block out of the mould – 30 seconds
The problem with this process is that the block is made of a slurry
mix. This mix then needs an accelerator in order for curing time to be
decreased so that the block can be extruded as soon as possible.
This adds unnecessary additional raw material costs to the block.
The turn-around time of the mould is the most important. According
to the breakdown of the production process above, this means that a
mould will have to stand approximately one and a half days from start
to end of the process.
If a mould extracting machine can extract around 2 blocks per minute
then one machine could extract around 120 blocks per hour, which in
turn would work out to 960 per day, if the machine works
continuously for 8 hours. This equates to 96 m² of walling, which is
just slightly more than what is used in one BNG house.
If the building program is taken into consideration from chapter 2 on
a 300 BNG unit development as follows:
Figure 9 – Building Program Source: Own in consultation with HC Projects (Pty) Ltd

39
This clearly shows that a number of these machines would be
needed to be able to supply a development of such a nature.
According to the program the building process for the 300 units
would take around 5 months. This would equate to some 3 houses
per day, meaning that at least 3 machines would be needed to
complete only this development.
The next problem that is faced is the amount of moulds needed to
supply the number of blocks required for the development. If three
BNG houses are built per day then around 270 blocks are needed
per day. In order to have a continuous production process and taking
the 1.5 days lag time into consideration in which the blocks lie in the
mould, this would equate to the following number of moulds:
This would mean that at least one and a half time the amount of
moulds would be needed compared to blocks being produced per
day. This would entail that some 270 blocks would start being
extracted in the morning during the process and whilst this was
occurring the extra 135 “buffer” moulds would be initiated with the
filling process. As the filling process carries on, the remaining 135
moulds needed for the daily quota would be taken from the extracted
batch. This would allow maximum time for the 24 hour curing process
together with having a 135 mould buffer.
From this it is clear that this process is not practical for mass
production, as a large number of moulds would be needed to supply
the daily quota.
Suggested answer:
According to process expert Sutherland (2009), the best would be to
use an extrusion or mass mould process to make the blocks. For the

40
extrusion process a machine would need to run on a type of rail
system on the floor and extrude the block on the floor, which would
then be cut one they are dry. The mass mould system would
constitute of a very large mould, which would have numerous blocks
within the one mould. This mould would then work on the exact same
principle as the single mould system above. The only thing that
would be easier, would be that the blocks could be extracted on a
larger scale and could be more mechanised, which would save
significant time in the production process.
4.4) Raw Materials
The biggest aspect of being profitable is to keep the raw material
prices as low as possible. A large number of experiments have been
done by Pharaoh Cement (Pty Ltd) and WACKER Australia using a
combination of financial analysis and trial mixes to see which
material would work out the cheapest for the block while still
providing the required strength.
Each type of mix is different for every country, depending on the
availability of the raw materials and the cost thereof. In Australia the
mix constitutes a mix of cement, sand, accelerator, recycled fibre
filler, volumetric filler and a special polymeric additive called
Vinnapas, which is produced by the chemicals company WACKER,
and which gives the block flexibility and water impermeable
characteristics.
The recycled fibre filler allows the block to be cut with a normal hand
saw and prevents the block from becoming brittle. This filler, being
the most cost effective of all the raw material, is then also used in the
largest quantity in the block.

41
The Australian government is very supportive of recycling materials.
It makes these materials readily available and very cheap or even
free. The recycled fibres are obtained from a number of sources, one
being old carpets that are chopped up into 1-1.5mm fibre strands or
polyester fibres that are obtained from chopping up the plastic coke
bottles.
All these aspects could also be explored in South Africa but would
take a large amount of time and community involvement to obtain
these bottles at a price that makes economic sense to both the
manufacturer of the block and the community at large to make it
worth the effort.
In South Africa a study was conducted by Pharaoh Cement (Pty) Ltd
and the author of this dissertation, on materials that could be used in
the make-up of the blocks. The make-up of the different materials
that were:
• Readily available
• Cost effective
• Contribute as a component to strength, volumetric aspects,
flexibility or water impermeability.
Certain materials were identified that make up the main components
of the block.
The first of course is Portland cement. This provides the main
strength of the block, which occurs during a hydration process. The
strength is determined by the water: cement ratio of the mix (Addis,
2004:66) and for this application ranges between 4 and 9 MPa for
this specific application.

42
The second raw material used in the mix is Fly Ash. In South Africa
fly ash is a major filler used in the “all purpose cement” blend and
originates from the burning process in the coal power stations and is
sold off relatively cheaply to the cement industry. According to Addis
(2004:67) it:
• Workability is improved
• Durability is enhanced
• Strength development is slightly lower
This gives beneficial aspects to the block, if it is used in the mix,
especially considering the low cost of the product. The only negative
element here is the lowering of the strength development. This
difficulty can be overcome by adding more Portland Cement.
The third material identified is well graded sand or crusher dust,
which is a suitable and cost effective bulk filler material. This,
according to the lab tests done at Pharaoh Cement (Pty) Ltd,
enhances density, durability and contributes as an aggregate binder
to the cement, which in turn increases the strength of the mix. The
problem with this bulk filler is that it starts adding too much weight to
the block. The TECOBLOCK® concept is all about having a simple
light weight block to build walls with. This poses restrictions on how
much sand can be added to the mix without compromising too much
on strength and weight of the block.
4.4.1) Accelerators
The accelerator plays a large part in the quick curing process. This is
necessary to get the blocks out of the moulds as soon as possible in
order to decrease the turn-around time of the of the moulds.

43
According to TECOBLOCK founder Toni Mucci, the problems that
are faced with accelerators are:
• Strength: Decreases strength of a given mix in comparison to
the same mix that does not have an accelerator in it
• Price: Increases cost of the block and adds no real value to
the actual block other than decreasing the setting time of it to
get it out of the mould faster.
• Amount added: Needs special attention when it is added to
the mix so that the exact quantity ratio is added. Too much
could have a detrimental effect on the strength and hydration
reaction of the mix, resulting in an immediate setting of the mix
which will lead to cracking of the block. Too little will not
contribute to the increased setting time but will still decrease
the strength of the block.
• Adding time: Some accelerators are very sensitive to how
much they are allowed to be mixed into the mix, such as
Aluminium Sulphate which is only allowed to be mixed into the
mix for a very short period of time before it then needs to be
cast into the moulds. The reason for this is the more the mix is
mixed whilst the accelerator is in the mix the more the
accelerator is broken down and therefore it becomes less
effective. This means that an accelerator generally must be
added when the mix is complete and just before it would be
cast into the mould, whereby it is mixed just enough to allow
for an even consistency throughout the mix.

44
4.4.2) Fillers/Fibres
Fillers and fibres are an essential part in the block mix. During the lab
tests that were conducted it became clear that the fillers and fibres
influenced the block mix in terms of:
• Bulking: This means that fewer other materials are needed to
fill the mould amount of the block. Although it decreases the
block strength dramatically, it decreases the weight of the
block dramatically, which is a general benefit in terms of
handling the block during the building process and using the
block in high rise buildings as infill walling. This brings down
the cost of the actual concrete structure. Therefore it was
found that a maximum of around � of the block could be a
filler. If this figure is exceeded then the block just becomes too
weak. A volumetric filler such as pearl lite means that a
considerable amount of shrinking will during the curing
process, which could distort the block.
Figure 10 – Different grades of perlite
Source: www.inspect-ny.com
• Flexibility: Usage of fibre fillers contributes enormously to
flexibility i.e. tensile test. During lab testing it was found that a
block, which had no fibres versus a block with fibres was four
times more tensile. This is a huge benefit, as should there be

45
any movement in the wall, it will be more resistant to cracking.
Other benefits that were found, is the fact that the block could
be cut with a normal hand saw in the most precise manner.
The fact that fibres are present makes the block less brittle
than blocks with no fibres in them, which allows for the block
to be cut perfectly with a hand or band saw.
Fibres that can be used are natural fibres such as wood or
plant fibres, or artificial fibres, for example polyester fibres.
Figure 11 – Cutting block with a handsaw
Source: Own

46
Figure 12 – Cutting of TECOBLOCK® with a band saw
Source: Own
4.5) Summary:
In this chapter the most significant technical issue were discussed.
The production process seems able to work effectively on small-
scale aspects, with certain challenges being faced for larger scale
applications.
The material constituents of the block mix pose a challenging aspect
to the whole blocking system. This is linked to challenges in terms of
geographically bound areas, availability and cost of the product.

47
4.6) Conclusion:
The present production process works well, but is limited to relatively
small-scale operations. This is therefore not viable for numerous
large-scale developments that would be built at the same time. A
more streamlined and large-scale production line would have to be
devised, which would be largely mechanised. An industrial or
mechanical engineer would have to be employed to devise such a
process, as the present one could never meet the demands of a
large-scale operation.
The raw materials in the block are one of the main contributors to the
cost of the block. Therefore this will make or break the financial
viability of the system. A certain raw material matrix would need to be
devised to come up with the most optimal mix, which would satisfy:
• Minimum compressive strength requirements
• Lowest possible cost
• Fastest possible curing time
• Optimal flexible strength
• Weight requirements (as light as possible)
Intense further lab testing would need to be conducted to develop
such a mix.

48
4.7) Testing of the Hypothesis
Based on the conclusion, an array of industrial engineering
processes would need to be devised. This could be done and
therefore the hypothesis could be proven to be true and valid.

49
Chapter 5:
What are the logistical problems regarding the
manufacturing of TECOBLOCK® in South
Africa?
5.1) Concise Overview:
In this chapter the logistical aspects of the production process are
explored. These aspects pertain to geographical challenges within
South Africa and how, what and where to optimally set up production
plants.
The following variables are taken into consideration in order to see
what area will be most suited for the establishment of manufacturing
plants.
• Distance of manufacturing plant from raw materials or end
user
• Population density of South Africa
• Potential growth areas for the future
• Coal fired power stations – fly ash production
• Cement manufacturing plants – OPC production
5.2 Body of chapter – plant location
It is always debateable where the optimal area in South Africa would
be for a manufacturing plant of this nature. The options are to either
have it close to the source of the raw material or close to the end
user.

50
According to production plant expert Sutherland (2009), it is always
better to have the production plant closer to the origin of the raw
material source than to the end user, with certain restrictions
governed by maximum distances. However, if a combination of both
can be achieved then an optimal compromise is reached. The reason
for this is, according to Brian Sutherland, that should there be any
occurrence of wastage during the manufacturing process, this
wastage will have travelled the minimum distance from the raw
material point of origin to the manufacturing plant and not the full
distance to the closest end user. This in turn saves money on
haulage and therefore it is more effective to have a manufacturing
plant closer to the origin point of the raw material source than to the
end user point.
The next problem occurs when a number of raw materials are placed
into a product and all raw materials come from different areas. This
makes the location of the manufacturing plant more complicated.
According to Sutherland (2009), the following variables need to be
taken into consideration:
• Percentage amount of raw material that forms part of the end
product and what its weight and bulking contribution are in the
end product.
• Distance matrix between all sources of raw materials
• Individual raw material price i.e. value of the raw material
within the end product

51
5.2.1) Population Density:
The above mentioned variables are only some of the considerations
that need to be taken into account. Population density is a major
driving force that determines where to have a manufacturing plant.
According to Pienaar (2009), a low cost housing expert, once a
potential population growth area has been identified, then the closest
raw material deposits for the end product must be sourced in the
surrounding area.
The population density map below shows people/km² for every
municipal region throughout South Africa.
Figure 13 – Population densities in South Africa
Source: Department of Environmental Affairs (14th August 2009)

52
The map depicts medium to high population density in the
• Greater Gauteng area
• Parts of the Northwest Province
• Parts of Mpumalanga and Limpopo Province
• Central Freestate Province
• Central Eastern part of Kwazulu-Natal
• South western area of the Western Cape Province
• And parts of the Eastern Cape
These high density areas would also be potential growth areas,
because people would stay in an area where there is work. This
means that any of the above mentioned areas would entail a demand
for housing.
5.2.2) Sources of raw materials
Following on from this assessment, the next step would be to assess
a strategic placement of the production plant by having a look at
availability of the main raw material sources in the block, namely
Portland cement and fly ash together with a crusher stone.
This is depicted in the maps given below. Crushed stone is not taken
into consideration, as this is assumed to be readily available
throughout South Africa. Figure 14 and 15 show both raw lime
deposits and PPC’s production plants within South Africa. For the
purpose of this assessment, only PPC’s production plants will be
taken into consideration. Figure 16 and 17 show Eskom’s power
plants in and around Mpumalanga and Limpopo Province, which
produce fly ash as a bi-product from the coal that is burnt.

53
A clear matrix can now be derived for the location of the initial
production plants of the blocking system. According to Pienaar
(2009), it is best to first target the economic hub of South Africa, the
greater Gauteng area. He also says that other potential growth areas
are the Rustenburg area, were mining giants such as Anglo Platinum
are expanding their mining areas, and also towards the Limpopo
Province where the new Medupi coal fired power station is being
built. Further growth areas are within Mpumalanga and Witbank,
where coal mining is also expanding.
Figure 14 – Limestone deposits in South Africa
Source: Department of Minerals and Energy ( www.dme.gov.za/pdfs/minerals )
The initial areas chosen for the plants are:
• Gauteng – Johannesburg
• Rustenburg

54
• Ellisras
• Witbank
According to the maps below:
The Gauteng area manufacturing plant could get its raw material
from the following places:
• Portland cement – Jupiter PPC
• Fly ash – Kendal, Lethabo or Grootvlei power stations
Proposed Rustenburg manufacturing plant:
• Portland cement – Slurry PPC
• Fly ash – Lethabo or Kendal
Proposed Ellisras manufacturing plant:
• Portland cement – Dwaalboom PPC
• Fly Ash – Medupi
Proposed Witbank manufacturing plant:
• Portland cement – Hercules PPC
• Fly ash - Duvha

55
Figure 15 – PPC’s Kiln plants in South Africa Source: Pretoria Portland Cement (www.ppc.co.za )
Figure 16 – Power station plants located in Gauteng and Mpumalanga area Source: Airshed Planning Professionals

56
Figure 17 – Power station plants located in the Limpopo Province Source: Airshed Planning Professionals
5.2.3) Transportation:
According to Sutherland (2009), transport either makes or breaks a business. The four proposed manufacturing plants cover a wide range of areas. Sutherland says that a maximum of a distance of up to 100km to the end user is possible
The map below depicts a +/- 100km radius from each proposed manufacturing plant.

57
Figure 18 – Road map of South Africa with potential demand areas Source: www.sa-venues.com
This would cover an area: A= � x r² x 4 , which would equal 125 663
km². As can be seen from the map above, these areas overlap
slightly. Therefore an assumption of around 100 000 km² can be
made together with a population density taken from figure 13 at an
average of +/- 600 people / km². This would equate to a potential
market of around 6 million people of which approximately 20% need
low cost housing, and would entail a potential market of around 1.2
million houses for the proposed area.

58
5.3) Summary:
From a logistical point of view the greater Gauteng area was chosen
due to its high population density and the fact that it is the economic
hub of South Africa. A pre-potential market of around 1.2 million
houses was calculated on the basis of taking an average population
density and assuming 20% of that figure to be the potential market.
All raw materials are within acceptable distances of the proposed
manufacturing plants and it would therefore be viable have them
there.
5.4) Conclusion
In conclusion all aspects and variables need to be taken into account
when deciding on where to have a manufacturing plant. A basic
design matrix was set up taking into account all applicable variables
and therefore four sites were chosen within the greater Gauteng and
surrounding areas.
5.5) Testing of Hypothesis:
Taking into consideration all above mentioned applicable variables,
the hypothesis is true, but with certain restrictions to certain areas.

59
Chapter 6:
Summary
6.1) Background:
The analysis of the TECOBLOCK® building system focused on
whether this advanced building system could work in South Africa.
This system is promising in that it has numerous advantages over
existing methods such as shorter construction time, ease of use
during construction and relatively light weight blocks.
The main question that needs to be asked however is if
TECOBLOCK® could be successful in the South African market in
terms of:
• Cost effectiveness
• Visual acceptability
• Technical challenges and
• Logistical challenges
6.2) Summary
The summary entails discussing all of the above mentioned sub-
problems and the manner in which they were resolved.

60
The cost effectiveness of the system in the market place was tested
against a Maxi Block system, which is typically used in low cost
housing applications. A theoretical 300 unit low cost housing
development was used as an example to test the hypothesis. Even
though the initial raw block cost was calculated to be approximately
28.8% more expensive, it still works out to be 17.5% cheaper on a
total project basis due to the fact that a considerable amount of time
is saved.
The acceptability of the TECOBLOCK® system in the market was
analysed in Chapter three on the basis of questionnaires that were
completed by selected sets of respondents.
• Section A: For engineers, architects, developers and
contractors
• Section B: For general home owners
• Section C: For state authorities
The participants generally answered favourably and seem to find the
proposed TECOBLOCK System promising. This level of acceptance
proves the hypothesis true that the TECOBLOCK® System could be
accepted and could work in the South African context.
The two main technical issues that the TECOBLOCK® System would
face in South Africa were discussed in Chapter Four. These were:
• The production process and
• The material constituents of the block
It was proven that both the production process and the material
constituents were not at their optimal level yet and that further
development in this field is necessary to find the best fit for the
production processes and material constituents.

61
The logistics problem was discussed in Chapter Five. This focused
on the geographical location of where best to construct a production
plant in South Africa. The following aspects were taken into
consideration:
• Distance of manufacturing plant from raw materials or end
user
• Population density of South Africa
• Potential growth areas for the future
• Coal fired power stations – fly ash production
• Cement manufacturing plants – OPC production
After taking all above mentioned aspects into consideration the area
found to be worth exploring was the greater Gauteng area including
surrounding areas, as discussed in the chapter.
6.3) Conclusion:
Taking into consideration all of the above-mentioned sub–problems it
is clear that the TECOBLOCK® System could theoretically be
applied in the South African context. It fulfils all viability and feasibility
aspects and therefore the pre-feasibility analysis of the
TECOBLOCK® System yields satisfactory results. Whether this
could work in practice is another study and would be subject to pure
business building strategies and enough capital input.
All findings seem plausible and realistic, with certain problems still
faced in the production line process and material constituents of the
block.

62
6.4) Further recommendations:
It is recommended that this issue should be researched in more
depth. In terms of the practical implementation of the TECOBLOCK®
System in South Africa, it will need a far more in-depth feasibility
study.
Other recommendations would be to analyse and come up with a
more streamlined production process, which will result in the
production of the blocks on a large scale and with an optimal material
constituent in the block.

63
Bibliography:
Addis, B 2004. Fundamentals of Concrete. Midrand: Cement and
Concrete Institute
ASAQS Bill of Quantities – Preliminaries –Master 2007
Becker, R. 2001. Implementation of the performance approach in the
investigstion of innovative building systems. Pergamon, 24 August
2001, p. 1.
Finsen, E. 1999. The Building Contract. Cape Town: Juta
McCaffer,R. 2006. Modern Construction Management. Singapore:
Blackwell publishing
Personal Interviews:
Pienaar, J.S. 2009. Personal Communication. 15 April, 20 June, 26
July
Sutherland, B. 2009. Personal Communications. 26 March, 17 April,
29 July
Internet:
www.afrisam.co.za Access: 24 April
www.inspect-ny.com Access: 3 August
www.dea.gov.za Access: 20 August

64
www.dme.gov.za Access: 20 August
www.ppc.co.za Access: 20 August
www.sa-venues.com Access: 21 August







