1 Outline • Control structure design (plantwide control) • A procedure for control structure design I Top Down • Step 1: Degrees of freedom • Step 2: Operational objectives (optimal operation) • Step 3: What to control ? (self-optimzing control) • Step 4: Where set production rate? II Bottom Up • Step 5: Regulatory control: What more to control ? • Step 6: Supervisory control • Step 7: Real-time optimization • Case studies
Transcript
1
Outline
• Control structure design (plantwide control)
• A procedure for control structure designI Top Down
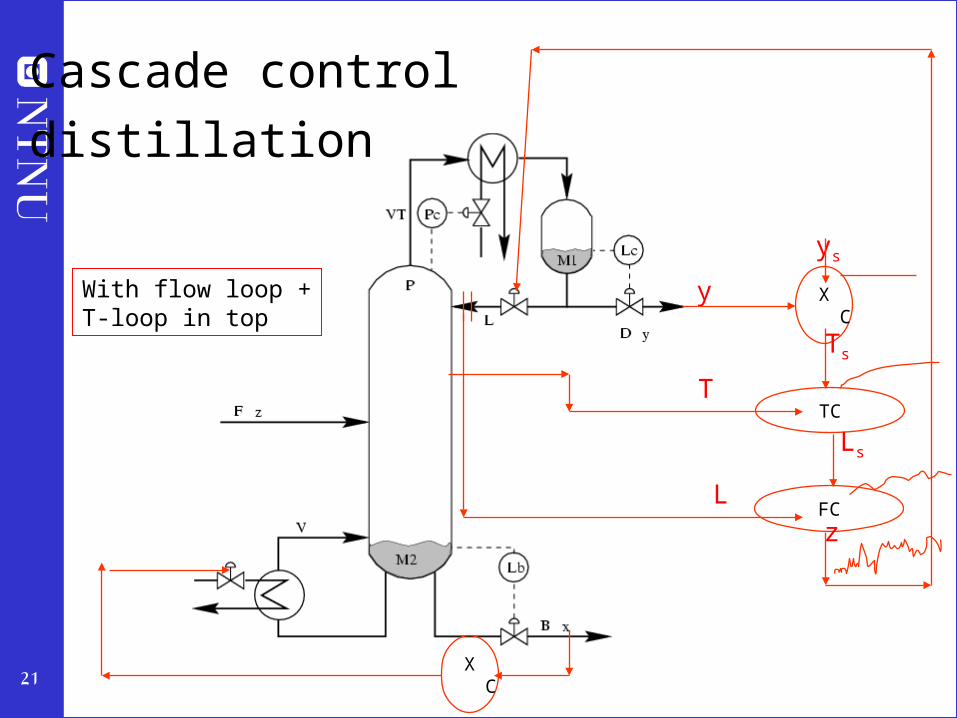
• Regulatory control: For “stabilization” need control of (y2):
– Liquid level condenser (MD)
– Liquid level reboiler (MB)
– Pressure (p)
– Holdup of light component in column (temperature profile)
Unstable (Integrating) + No steady-state effect
Disturbs (“destabilizes”) other loops
Almost unstable (integrating)
TCTs
T-loop in bottom
21
XC
TC
FC
ys
y
Ls
Ts
L
T
z
XC
Cascade control
distillation
With flow loop +T-loop in top
22
Degrees of freedom unchanged
• No degrees of freedom lost by control of secondary (local) variables as setpoints become y2s replace inputs u2 as new degrees of freedom
GKy2s u2
y2
y1
Original DOFNew DOF
Cascade control:
23
Hierarchical control: Time scale separation
• With a “reasonable” time scale separation between the layers(typically by a factor 5 or more in terms of closed-loop response time)
we have the following advantages:
1. The stability and performance of the lower (faster) layer (involving y2) is not much influenced by the presence of the upper (slow) layers (involving y1)
Reason: The frequency of the “disturbance” from the upper layer is well inside the bandwidth of the lower layers
2. With the lower (faster) layer in place, the stability and performance of the upper (slower) layers do not depend much on the specific controller settings used in the lower layers
Reason: The lower layers only effect frequencies outside the bandwidth of the upper layers
24
Objectives regulatory control layer1. Allow for manual operation
2. Simple decentralized (local) PID controllers that can be tuned on-line
3. Take care of “fast” control
4. Track setpoint changes from the layer above
5. Local disturbance rejection
6. Stabilization (mathematical sense)
7. Avoid “drift” (due to disturbances) so system stays in “linear region”– “stabilization” (practical sense)
8. Allow for “slow” control in layer above (supervisory control)
9. Make control problem easy as seen from layer above
Implications for selection of y2:
1. Control of y2 “stabilizes the plant”
2. y2 is easy to control (favorable dynamics)
25
1. “Control of y2 stabilizes the plant”
A. “Mathematical stabilization” (e.g. reactor): • Unstable mode is “quickly” detected (state observability) in the
measurement (y2) and is easily affected (state controllability) by the input (u2).
• Tool for selecting input/output: Pole vectors – y2: Want large element in output pole vector: Instability easily
detected relative to noise – u2: Want large element in input pole vector: Small input usage
required for stabilization
B. “Practical extended stabilization” (avoid “drift” due to disturbance sensitivity):
• Intuitive: y2 located close to important disturbance• Or rather: Controllable range for y2 is large compared to sum of
optimal variation and control error • More exact tool: Partial control analysis
26
Recall rule for selecting primary controlled variables c:
Controlled variables c for which their controllable range is large compared to their sum of optimal variation and control error
Control variables y2 for which their controllable range is large compared to their sum of optimal variation and control error
controllable range = range y2 may reach by varying the inputs
optimal variation: due to disturbances
control error = implementation error n
Restated for secondary controlled variables y2:
Want small
Want large
27
What should we control (y2)?Rule: Maximize the scaled gain
• General case: Maximize minimum singular value of scaled G• Scalar case: |Gs| = |G| / span
• |G|: gain from independent variable (u2) to candidate controlled variable (y2)– IMPORTANT: The gain |G| should be evaluated at the (bandwidth)
frequency of the layer above in the control hierarchy! • If the layer above is slow: OK with steady-state gain as used for selecting primary
controlled variables (y1=c)• BUT: In general, gain can be very different
• span (of y2) = optimal variation in y2 + control error for y2– Note optimal variation: This is often the same as the optimal variation used for selecting primary
controlled variables (c). – Exception: If we at the “fast” regulatory time scale have some yet unused “slower” inputs (u1)
which are constant then we may want find a more suitable optimal variation for the fast time scale.
28
Minimize state drift by controlling y2
• Problem in some cases: “optimal variation” for y2 depends on overall control objectives which may change
• Therefore: May want to “decouple” tasks of stabilization (y2) and optimal operation (y1)
• One way of achieving this: Choose y2 such that “state drift” dw/dd is minimized
• w = Wx – weighted average of all states• d – disturbances
• Some tools developed: – Optimal measurement combination y2=Hy that minimizes state drift
(Hori) – see Skogestad and Postlethwaite (Wiley, 2005) p. 418– Distillation column application: Control average temperature column
29
2. “y2 is easy to control” (controllability)
1. Statics: Want large gain (from u2 to y2)
2. Main rule: y2 is easy to measure and located close to available manipulated variable u2 (“pairing”)
3. Dynamics: Want small effective delay (from u2 to y2)
• “effective delay” includes • inverse response (RHP-zeros)
• + high-order lags
30
Rules for selecting u2 (to be paired with y2)
1. Avoid using variable u2 that may saturate (especially in loops at the bottom of the control hieararchy)• Alternatively: Need to use “input resetting” in higher layer
• Example: Stabilize reactor with bypass flow (e.g. if bypass may saturate, then reset in higher layer using cooling flow)
2. “Pair close”: The controllability, for example in terms a small effective delay from u2 to y2, should be good.
31
Effective delay and tunings
• θ = effective delay
• PI-tunings from “SIMC rule”
• Use half rule to obtain first-order model – Effective delay θ = “True” delay + inverse response time constant + half of
second time constant + all smaller time constants
– Time constant τ1 = original time constant + half of second time constant
– NOTE: The first (largest) time constant is NOT important for controllability!
32
Summary: Rules for selecting y2 (and u2)
Selection of y2
1. Control of y2 “stabilizes” the plant• The (scaled) gain for y2 should be large
2. Measurement of y2 should be simple and reliable• For example, temperature or pressure
3. y2 should have good controllability• small effective delay• favorable dynamics for control• y2 should be located “close” to a manipulated input (u2)
Selection of u2 (to be paired with y2):1. Avoid using inputs u2 that may saturate
• Should generally avoid failures, including saturation, in lower layers 2. “Pair close”!
• The effective delay from u2 to y2 should be small
33
Example regulatory control: Distillation(see separate slides)
5 dynamic DOFs (L,V,D,B,VT)
Overall objective: Control compositions (xD and xB)
E.A. Wolff and S. Skogestad, ``Temperature cascade control of distillation columns'', Ind.Eng.Chem.Res., 35, 475-484, 1996.
34
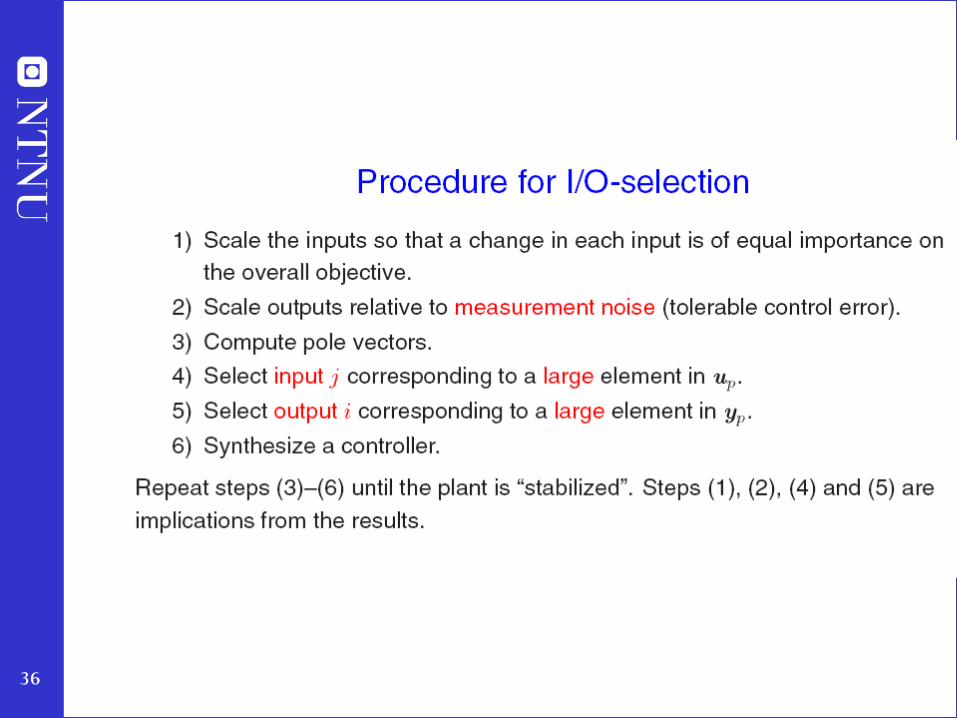
Selecting measurements and inputs for stabilization: Pole vectors
• Maximum gain rule is good for integrating (drifting) modes
• For “fast” unstable modes (e.g. reactor): Pole vectors useful for determining which input (valve) and output (measurement) to use for stabilizing unstable modes
• Assumes input usage (avoiding saturation) may be a problem
• Compute pole vectors from eigenvectors of A-matrix
35
36
37
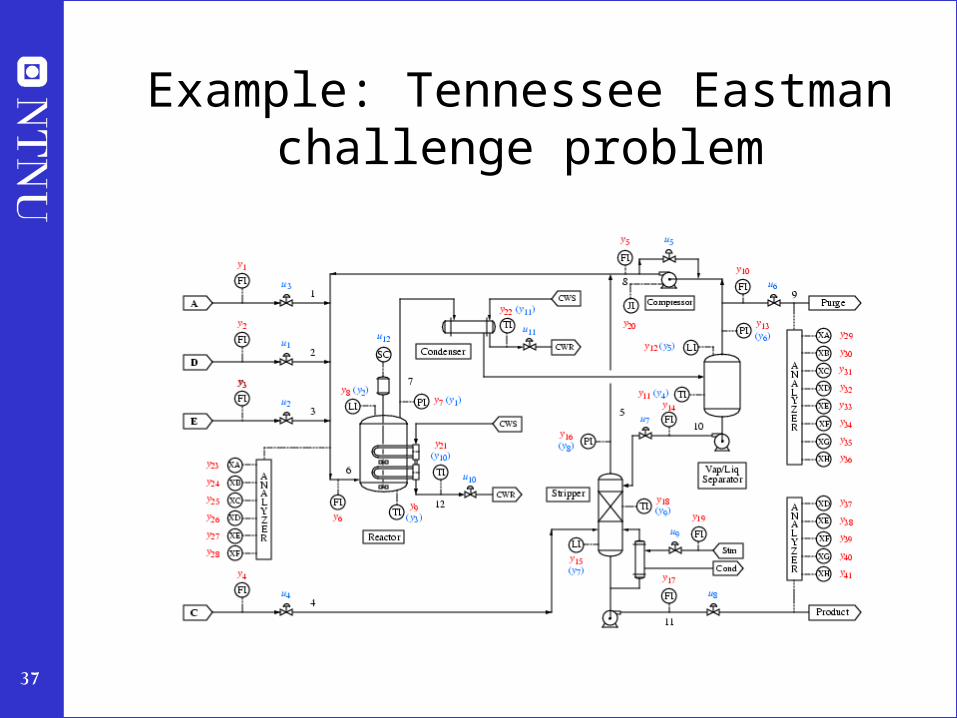
Example: Tennessee Eastman challenge problem
38
39
40
41
42
43
44
Control configuration elements
• Control configuration. The restrictions imposed on the overall controller by decomposing it into a set of local controllers (subcontrollers, units, elements, blocks) with predetermined links and with a possibly predetermined design sequence where subcontrollers are designed locally.
Some control configuration elements:
• Cascade controllers
• Decentralized controllers
• Feedforward elements
• Decoupling elements
45
• Cascade control arises when the output from one controller is the input to another. This is broader than the conventional definition of cascade control which is that the output from one controller is the reference command (setpoint) to another. In addition, in cascade control, it is usually assumed that the inner loop K2 is much faster than the outer loop K1.
• Feedforward elements link measured disturbances to manipulated inputs.
• Decoupling elements link one set of manipulated inputs (“measurements”) with another set of manipulated inputs. They are used to improve the performance of decentralized control systems, and are often viewed as feedforward elements (although this is not correct when we view the control system as a whole) where the “measured disturbance” is the manipulated input computed by another decentralized controller.
46
Why simplified configurations?
• Fundamental: Save on modelling effort
• Other: – easy to understand
– easy to tune and retune
– insensitive to model uncertainty
– possible to design for failure tolerance
– fewer links
– reduced computation load
47
Cascade control(conventional; with extra measurement)
The reference r2 is an output from another controller
General case (“parallel cascade”)
Special common case (“series cascade”)
48
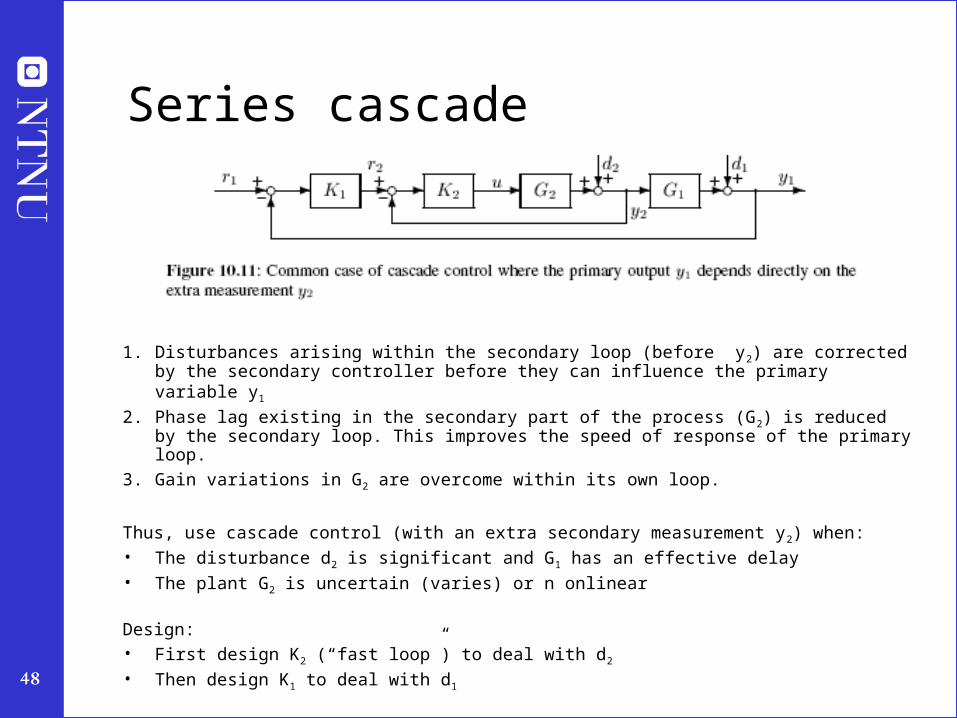
Series cascade
1. Disturbances arising within the secondary loop (before y2) are corrected by the secondary controller before they can influence the primary variable y1
2. Phase lag existing in the secondary part of the process (G2) is reduced by the secondary loop. This improves the speed of response of the primary loop.
3. Gain variations in G2 are overcome within its own loop.
Thus, use cascade control (with an extra secondary measurement y2) when:• The disturbance d2 is significant and G1 has an effective delay• The plant G2 is uncertain (varies) or n onlinear
Design:• First design K2 (“fast loop”) to deal with d2
• Then design K1 to deal with d1
49
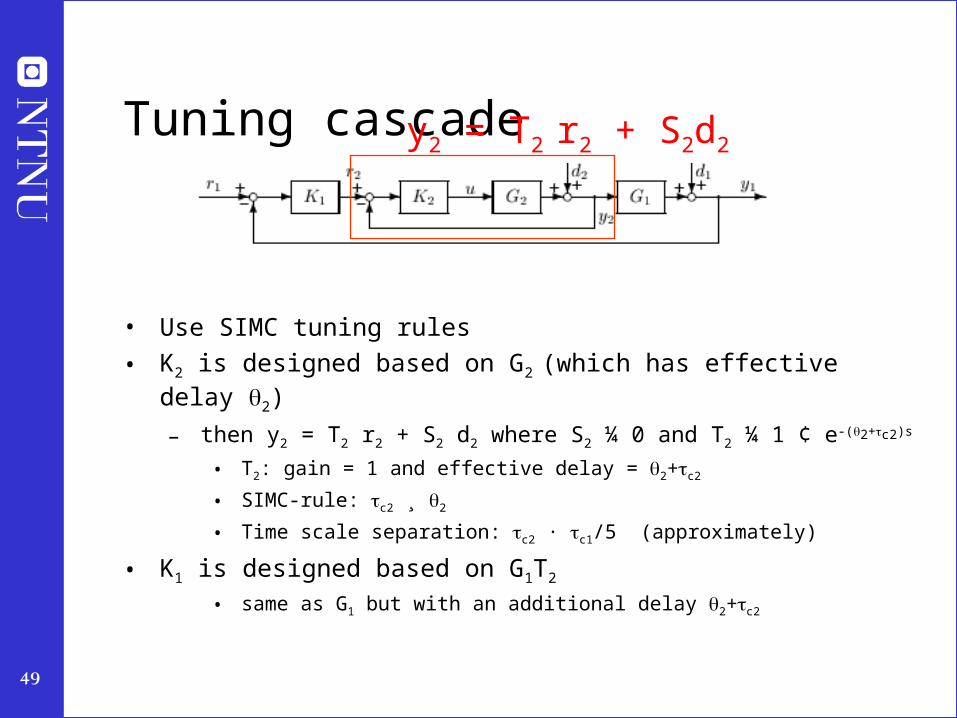
Tuning cascade
• Use SIMC tuning rules
• K2 is designed based on G2 (which has effective delay 2)
– then y2 = T2 r2 + S2 d2 where S2 ¼ 0 and T2 ¼ 1 ¢ e-(2+c2)s
• T2: gain = 1 and effective delay = 2+c2
• SIMC-rule: c2 ¸ 2
• Time scale separation: c2 · c1/5 (approximately)
• K1 is designed based on G1T2
• same as G1 but with an additional delay 2+c2
y2 = T2 r2 + S2d2
50
Exercise: Tuning cascade
1. (without cascade, i.e. no feedback from y2).
Design a controller based on G1G2
2. (with cascade)Design K2 and then K1
51
Tuning cascade control
52
Extra inputs
• Exercise: Explain how “valve position control” fits into this framework. As en example consider a heat exchanger with bypass
53
Exercise
• Exercise: (a) In what order would you tune the controllers?
(b) Give a practical example of a process that fits into this block diagram
54
• Cascade control: y2 not important in itself, and setpoint (r2) is available for control of y1
• Decentralized control (using sequential design): y2 important in itself
• Step 3: What to control ? (self-optimizing control)
• Step 4: Where set production rate?
II Bottom Up • Step 5: Regulatory control: What more to control ?
• Step 6: Supervisory control
• Step 7: Real-time optimization
• Conclusion / References
65
Summary: Main steps
1. What should we control (y1=c=z)?
• Must define optimal operation!
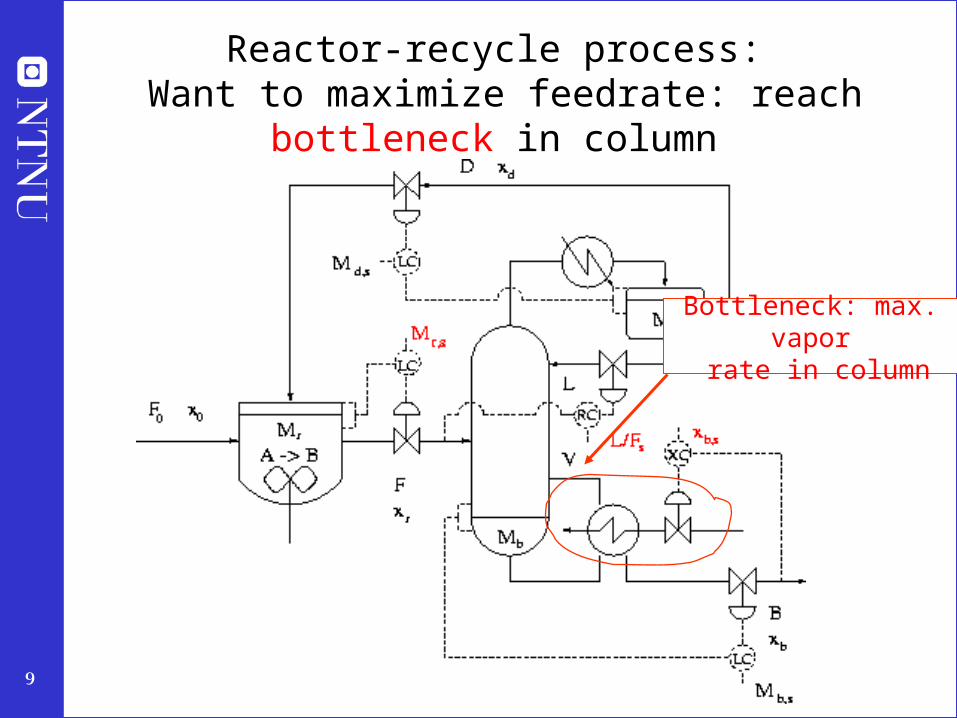
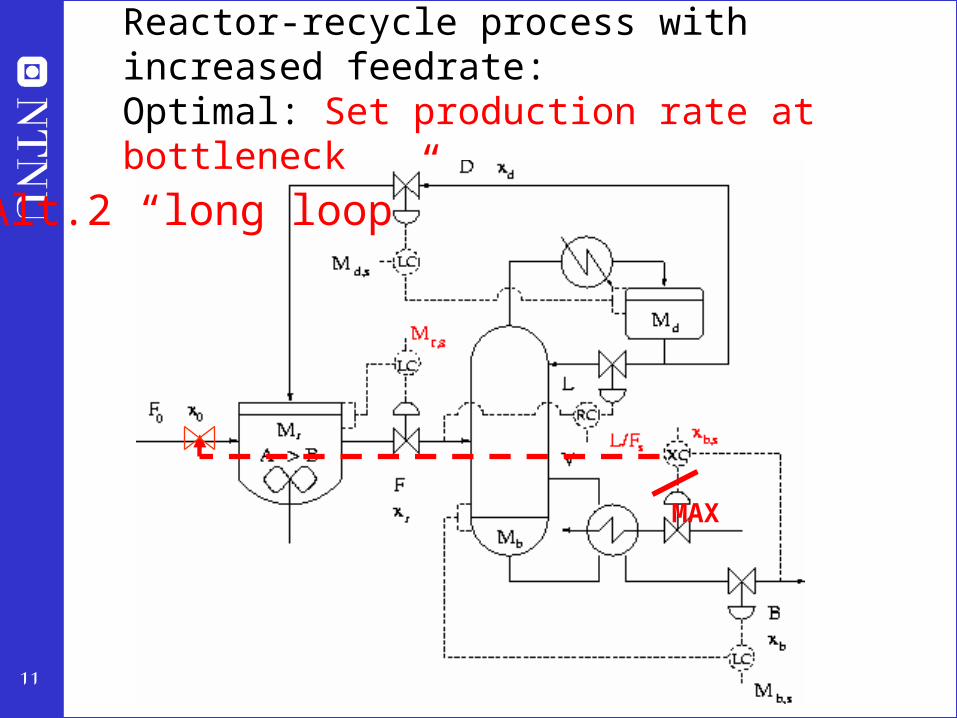
2. Where should we set the production rate?• At bottleneck
3. What more should we control (y2)?
• Variables that “stabilize” the plant
4. Control of primary variables• Decentralized?
• Multivariable (MPC)?
66
Conclusion
Procedure plantwide control:
I. Top-down analysis to identify degrees of freedom and primary controlled variables (look for self-optimizing variables)
II. Bottom-up analysis to determine secondary controlled variables and structure of control system (pairing).
67
More examples and case studies
• HDA process
• Cooling cycle
• Distillation (C3-splitter)
• Blending
68
References• Halvorsen, I.J, Skogestad, S., Morud, J.C., Alstad, V. (2003), “Optimal selection of controlled
variables”, Ind.Eng.Chem.Res., 42, 3273-3284.• Larsson, T. and S. Skogestad (2000), “Plantwide control: A review and a new design
procedure”, Modeling, Identification and Control, 21, 209-240. • Larsson, T., K. Hestetun, E. Hovland and S. Skogestad (2001), “Self-optimizing control of a
large-scale plant: The Tennessee Eastman process’’, Ind.Eng.Chem.Res., 40, 4889-4901. • Larsson, T., M.S. Govatsmark, S. Skogestad and C.C. Yu (2003), “Control of reactor,
separator and recycle process’’, Ind.Eng.Chem.Res., 42, 1225-1234• Skogestad, S. and Postlethwaite, I. (1996, 2005), Multivariable feedback control, Wiley
• Skogestad, S. (2000). “Plantwide control: The search for the self-optimizing control structure”. J. Proc. Control 10, 487-507.
• Skogestad, S. (2003), ”Simple analytic rules for model reduction and PID controller tuning”, J. Proc. Control, 13, 291-309.
• Skogestad, S. (2004), “Control structure design for complete chemical plants”, Computers and Chemical Engineering, 28, 219-234. (Special issue from ESCAPE’12 Symposium, Haag, May 2002).