10
| Date post: | 17-Dec-2015 |
| Category: |
Documents |
| Upload: | bennett-griffith |
| View: | 229 times |
| Download: | 5 times |

2
EXECUTIVE SUMMARYMACHINE DOWNTIME CD BAR YR 2014/2015
CD BAR YR 2013 by %FEB14
MAC14
APR14
MAY14
JUNE14
JULY14
AUG14
SEPT14
OCT14
NOV14
DEC14
JAN 15
TARGET MC D/TIME
8 8 8 8 8 8 8 8 8 8 8 8
ACTUAL % 1010 7 6 3 7 7 4 7 6 8 9 9TARGET
PM100 100 100 100 100 100 100 100 100 100 100 100
SCORE CARD PM
9595 86 77 74 72 75 73 79 87 84 79 86
SCORE SHEET TARGET 85%
MC D/TIME TARGET 8%

EXECUTIVE SUMMARYCD BAR MACHINE DOWNTIME ANALYSIS REPORT Downtime by Hours & Category
Major Downtime
Cause Action Status
Shot BlastShot Blast
- Motor don’t move as usual. ( Belt problem), Bar not shine (clogged dust collector)- Motor not balancing ( belting drop) & Concussion machine
- Change new belting, rotation motor & setting impeller 1,2,3 & 4- Change new belting & impeller
Done on 8 Jan 2015Done on 21 Jan
2015
CraneCrane - Trip ( wire pendant cable short) - Change new wireDone on 15 Jan
2015
4
MACHINEFEB ’14
MAC ’14
APR
’14
MAY
’14
JUN’14
JULY
’14
AUG
’14
SEPT
’14
OCT ’14
NOV
’14
DEC’14
JAN’15
PAY OFF STAND 2.00 9.25 0.00 0..00 10.50 4.50 0.00 0.50 0.00 0.00 0.00 0.00
PRE-STG 0.50 0.00 0.00 0.00 0.00 0.00 5.00 1.00 0.00 0.83 0.00 3.50
SHOT BLAST 0.00 0.00 3.00 0.00 0.00 0.00 0.00 0.00 0.00 2.50 11.75 7.00 DRAWING CARRIAGE
5.50 0.83 1.50 5.00 0.00 3.91 0.00 0.00 7.25 9.92 6.65 1.50
V-H ROLLER 0.00 0.00 0.00 0.00 0.00 0.00 1.50 0.00 0.00 0.00 0.00 0.00
SHEARING 3.00 0.00 0.00 0.00 0.00 0.00 0.00 1.33 0.25 2.50 0.00 0.00
PINCH ROLLER 0.00 0.00 0.00 0.00 0.00 0.00 0.50 0.00 0.50 2.00 0.00 0.25
2 ROLLER 0.00 0.00 2.75 0.00 0.00 7.00 0.50 7.50 0.00 7.00 0.00 0.00
DELIVERY TABLE 0.00 0.00 0.25 0.00 0.50 0.50 1.25 0.00 0.00 0.00 0.00 0.00
ECT 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
KLN 0.00 0.00 0.00 0.00 0.00 1.50 8.75 0.00 0.00 0.00 1.25 0.00
SHEAR CUTTING 0.0 0.00 0.00 0.00 0.00 1.50 12.25 3.00 0.00 0.00 1.25 1.75
DUST COLLECTOR 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
POINTING 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
CRANE 0.00 0.00 0.00 0.00 0.00 0.25 0.00 0.00 0.00 0.00 0.00 7.99
LASTIC 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.50 0.50 0.00 0.00
COMPRESSOR 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Cooling Tower 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 1.50 0.00 0.00
TOTAL 11.00 10.08 7.50 5.00 11.00 19.16 29.75 13.33 8.50 26.7526.4
021.99

CD MAINTENANCE COST ANALYSIS 2014/2015(TOTAL REPAIR & MAINTENANCE + CHARGE OUT SPARE PART)
Charge out above 1 Year,
Shall be charge under depreciation

(TOTAL REPAIR & MAINTENANCE + CHARGE OUT SPARE PART BY MACHINE)
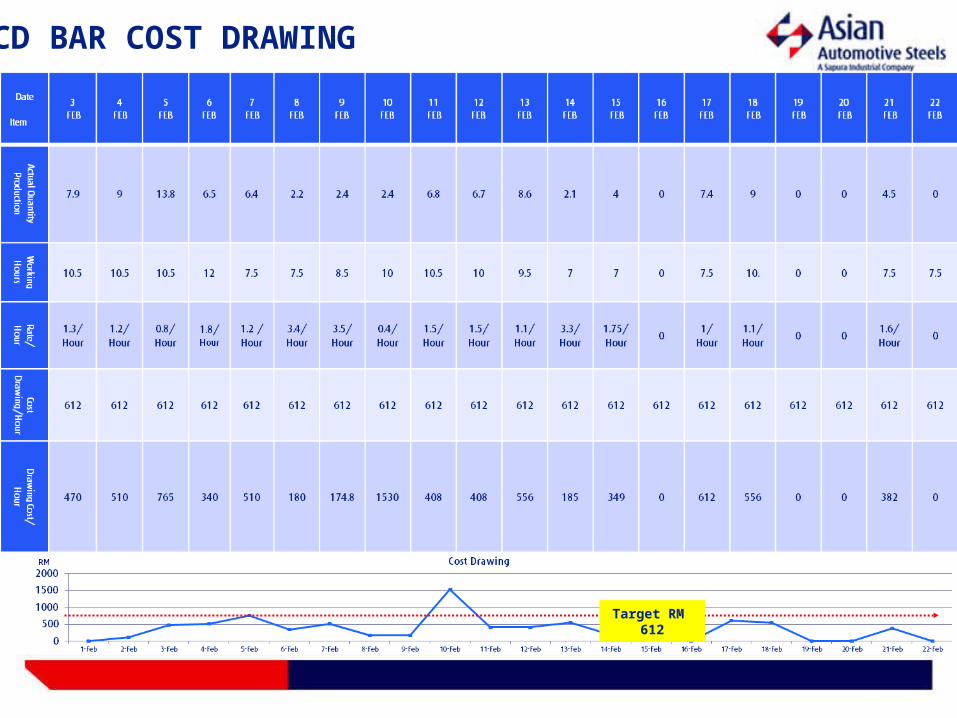
CD BAR COST DRAWING
Target RM 612
4
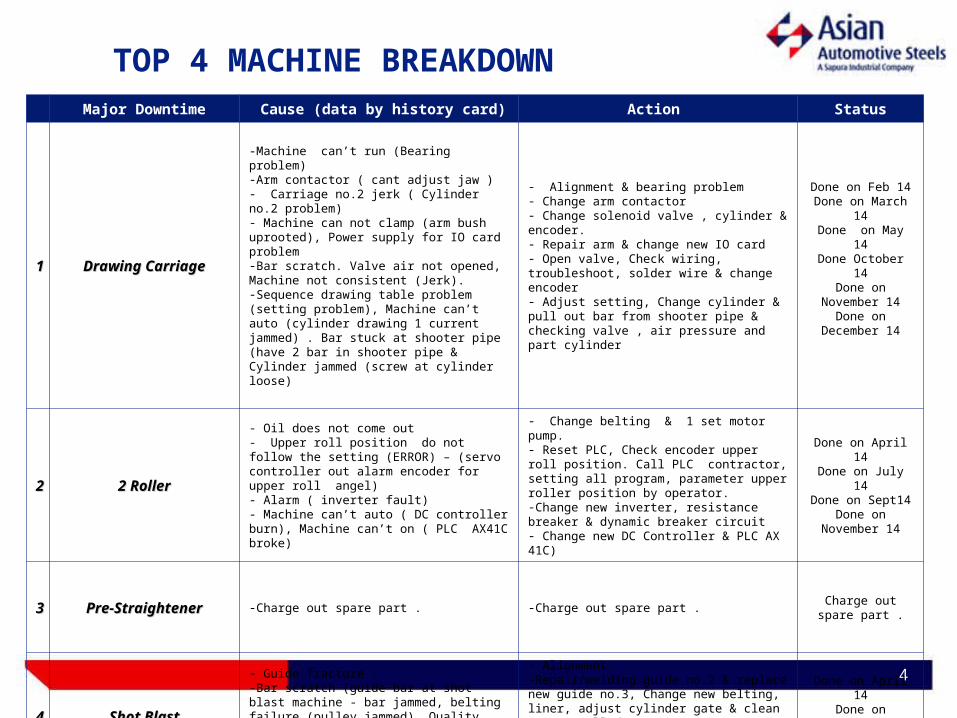
Major Downtime Cause (data by history card) Action Status
11 Drawing CarriageDrawing Carriage
-Machine can’t run (Bearing problem) -Arm contactor ( cant adjust jaw )- Carriage no.2 jerk ( Cylinder no.2 problem)- Machine can not clamp (arm bush uprooted), Power supply for IO card problem-Bar scratch. Valve air not opened, Machine not consistent (Jerk).-Sequence drawing table problem (setting problem), Machine can’t auto (cylinder drawing 1 current jammed) . Bar stuck at shooter pipe (have 2 bar in shooter pipe & Cylinder jammed (screw at cylinder loose)
- Alignment & bearing problem- Change arm contactor- Change solenoid valve , cylinder & encoder.- Repair arm & change new IO card - Open valve, Check wiring, troubleshoot, solder wire & change encoder- Adjust setting, Change cylinder & pull out bar from shooter pipe & checking valve , air pressure and part cylinder
Done on Feb 14Done on March
14Done on May 14Done October 14
Done on November 14
Done on December 14
22 2 Roller2 Roller
- Oil does not come out - Upper roll position do not follow the setting (ERROR) – (servo controller out alarm encoder for upper roll angel)- Alarm ( inverter fault) - Machine can’t auto ( DC controller burn), Machine can’t on ( PLC AX41C broke)
- Change belting & 1 set motor pump.- Reset PLC, Check encoder upper roll position. Call PLC contractor, setting all program, parameter upper roller position by operator.-Change new inverter, resistance breaker & dynamic breaker circuit- Change new DC Controller & PLC AX 41C)
Done on April 14Done on July 14Done on Sept14
Done on November 14
33 Pre-StraightenerPre-Straightener -Charge out spare part . -Charge out spare part .Charge out spare
part .
44 Shot BlastShot Blast
- Guide fracture . -Bar scratch (guide bar at shot blast machine - bar jammed, belting failure (pulley jammed), Quality problem (liner leak) - Bar not shine
- Alignment.-Repair/welding guide no.2 & replace new guide no.3, Change new belting, liner, adjust cylinder gate & clean up at small door - Change new belting, rotation motor & setting impeller 1,2&3
Done on April 14Done on
December 14Done on Jan 15
TOP 4 MACHINE BREAKDOWN

Sapura Machining Corp Sdn Bhd8
HIGHEST MACHINE BREAKDOWN IN JANUARY 2015LINE : CD BARMACHINE : DRAWING CARRIAGE/MEASURING ROLLERTYPE OF DAMAGE : BAR CUTTING NOT CONSISTANT/BAR SCRATCHTOTAL PRODUCTION : AVERAGE 10 TONNES PER DAY SPEED 30m/s
LineCatego
riesDepart. Issue Cause Immediately Action
Quantity/
Frequency
Part Price
Total Prod
Output
CD Bar
Machine
Measuring
Roller
Maintenance
Length bar
cutting long/short
after shear
Encoder measuring unit fault
Replace new encoder(28/01/15)
10 Times
RM 3.6 K
10 Tonnes per day speed 30m/s
CD Bar
Machine
Horizontal
vibration Roller
Maintenance
Bar scratch
after drawing
Bar stuck with
jammed roller at vibration
roller
Overhaul with SMC refurbish team,
temporary action to ensure machine can
run.(26/01/15) to fabricate new shaft & bearing
housing reverse engineering action
15 Times
Waiting
Quotation
10 Tonnes per day speed 30m/s
CD Bar
Drawing Die
Tool & Die
Bending NG for
dia. 10.84 & 10.24
Bending NG >
1.5mm
Trial run on 4/3/15Fuji Dies, Japan visit
5/3/15100%
¥ 25,00
0
60 Tonnes for 2
model
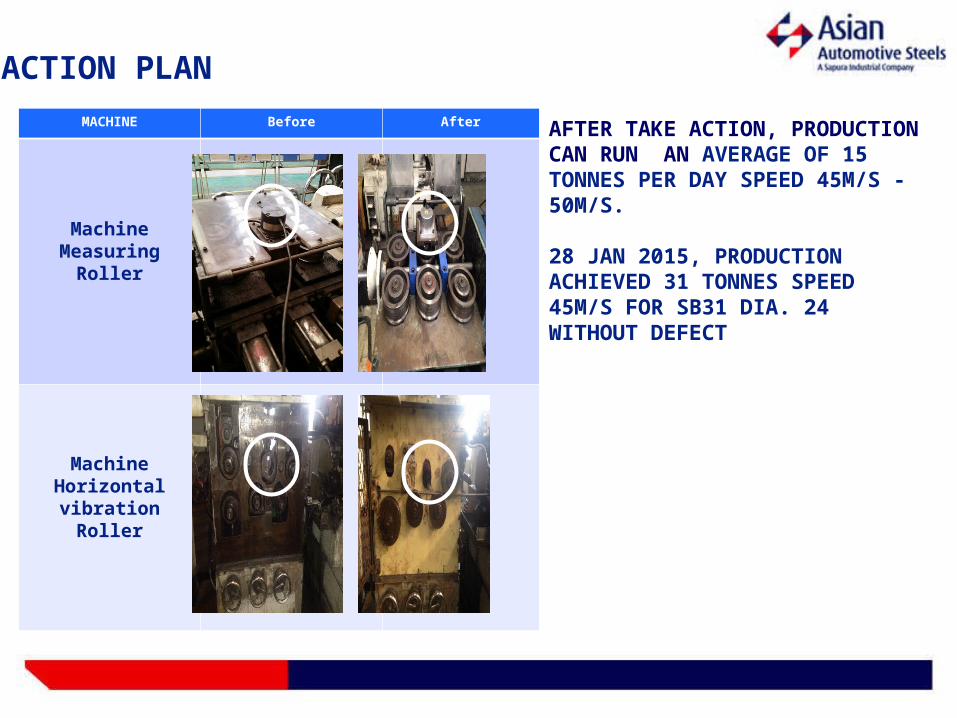
AFTER TAKE ACTION, PRODUCTION CAN RUN AN AVERAGE OF 15 TONNES PER DAY SPEED 45M/S - 50M/S.
28 JAN 2015, PRODUCTION ACHIEVED 31 TONNES SPEED 45M/S FOR SB31 DIA. 24 WITHOUT DEFECT
MACHINE Before After
MachineMeasuring
Roller
MachineHorizontal vibration
Roller
ACTION PLAN
Sapura Machining Corp Sdn Bhd10
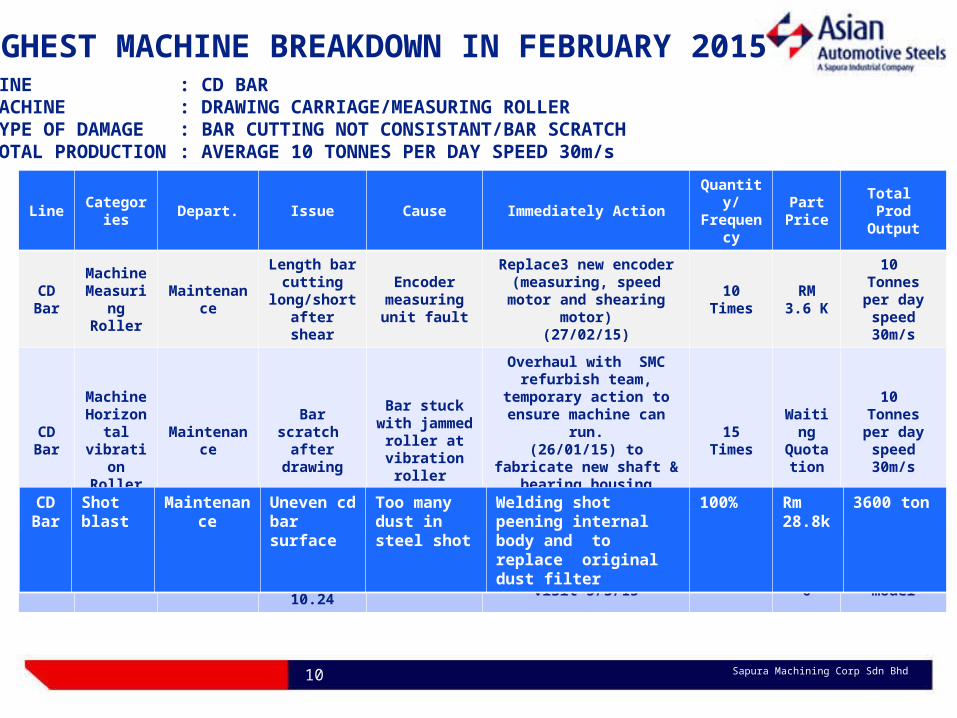
HIGHEST MACHINE BREAKDOWN IN FEBRUARY 2015LINE : CD BARMACHINE : DRAWING CARRIAGE/MEASURING ROLLERTYPE OF DAMAGE : BAR CUTTING NOT CONSISTANT/BAR SCRATCHTOTAL PRODUCTION : AVERAGE 10 TONNES PER DAY SPEED 30m/s
LineCatego
riesDepart. Issue Cause Immediately Action
Quantity/
Frequency
Part Price
Total Prod
Output
CD Bar
Machine
Measuring
Roller
Maintenance
Length bar
cutting long/short
after shear
Encoder measuring unit fault
Replace3 new encoder(measuring, speed motor and shearing
motor)(27/02/15)
10 Times
RM 3.6 K
10 Tonnes per day speed 30m/s
CD Bar
Machine
Horizontal
vibration Roller
Maintenance
Bar scratch
after drawing
Bar stuck with
jammed roller at vibration
roller
Overhaul with SMC refurbish team,
temporary action to ensure machine can
run.(26/01/15) to fabricate new shaft & bearing
housing reverse engineering action
15 Times
Waiting
Quotation
10 Tonnes per day speed 30m/s
CD Bar
Drawing Die
Tool & Die
Bending NG for
dia. 10.84 & 10.24
Bending NG >
1.5mm
Trial run on 4/3/15Fuji Dies, Japan visit
5/3/15100%
¥ 25,00
0
60 Tonnes for 2
model
CD Bar
Shot blast
Maintenance
Uneven cd bar surface
Too many dust in steel shot
Welding shot peening internal body and to replace original dust filter
100% Rm 28.8k
3600 ton

















