38
Section Opener 3 Font: Verdana Size: 30 pt. STRIDE ABG

Section Opener 3Font: VerdanaSize: 30 pt.
STRIDEABG

RDCW AT A GLANCE
Hirmi Cement Works
Jafrabad Cement
Works
Magdalla Cement
Works
Ratnagiri Cement
Works
Andhra Pradesh Cement
Works
Arrakonam Cement
Works
Awarpur Cement
Works
Jharsuguda Cement
Works
West Bengal Cement
Works
Bathinda Cement
Works
Aditya Cement
Vikram
Cement
Gujarat Cement
Works
Kotputli Cement
Works
Hotgi Cement Works
Rajashree Cement
Works
Ginigera Cement
Works
Panipat Cement
WorksDadri Cement
WorksAligarh Cement
Works
ABG Group- Location of Integrated Plants, Grinding Units and
Bulk Terminals
RWCW
Reddipalayam Cement Works
Integrated plant
Grinding unit
Bulk terminalsMangalore
Cement Unit
BSBT-
Dodballapur
Shankarapally Bulk
Terminal
Navi Mumbai Cement
Unit
Units SymbolNumber
of Units
Integrated
Plants12
Grinding Units 12
Bulk Terminals 05
Area of spread Units
Plant capacity 1.6 MTPA
Area of mines 188.62 Ha
Area of plant 125 Ha
Nearest air port Trichy 75 km

CEMENT – MANUFACTURING PROCESS

State of art AFR Laboratory Established
AFR Laboratory Inaugurated by
TNPCB Member Secretary
Laboratory is well equipped with all sophisticated
and imported instruments like -
Gas Chromatography with FID & ECD
ICP-OES
UV vis spectrophotometer
CHNS-O analyser
TGA Analyser
Automatic Bomb Calorimeter
Auto Flash Point Tester
Karl Fischer Titrator
Ion Selective Electrodes etc.
CHNS-O ANALYSER GAS CHROMATOGRAPHY WITH
FID AND ECD DETECTORSINDUCTIVE COUPLED PLASMA
SPECTROPHOTOMETER
We can analyze all types of metal and
heavy metals in PPB range by using
ICP-OES.
By using CHNS, we can find out
ultimate analysis like Carbon,
Hydrogen, Nitrogen, Sulphur &
Oxygen
By using GC-FID/ECD, we can find
out all types of organics like VOC’s,
PCB’s, PAH’s, Pesticides etc.

PLANT UNIQUE FEATURES
State of the art Cement Plant commissioned in the millennium year
Modified Design for multiple fuels.
Pioneer in using alternate fuel with pre-processing system
Leader in using alternate raw material (ETP Sludge)
First Plant in the World to get CDM credit for use of Agro waste alternate fuel
Robo lab for total quality control from sampling to analysis.
Excellent Safety record- No Fatal Accidents since Twelve years
State of art testing laboratory for Alternative fuels

ALTERNATE RAW MATERIAL (ETP SLUDGE)

Co Processing of ETP Sludge as an
Alternate Raw material
Background
• RDCW has embarked wholeheartedly on a new path of promoting the use of alternate
fuel and alternate raw material.
• We have made a strategic priority to conserve earth’s mineral resources through waste
management solutions.
• ETP sludge generated from Common Effluent Treatment Plants (CETPs) for textile
dyeing wastewater is a major challenge for environment management due to its volume,
toxic nature and restricted land for disposal.
• This sludge is classified as hazardous waste as per CPCB rules, uncontrolled disposal
of this waste poses significant risk and adverse impact on health, aesthetics and the
environment.
• Extensive characterization for all physio-chemical parameters and heavy metals so that a
suitable solution can be selected for the disposal.
• Presently huge quantity of sludge is dumped in the treatment plant premises and
awaiting for a suitable disposal method. The conventional disposal method like land filling
may not be suitable because the leachate from the land filling sites induces secondary
pollution.
Co Processing of ETP Sludge as an
Alternate Raw material
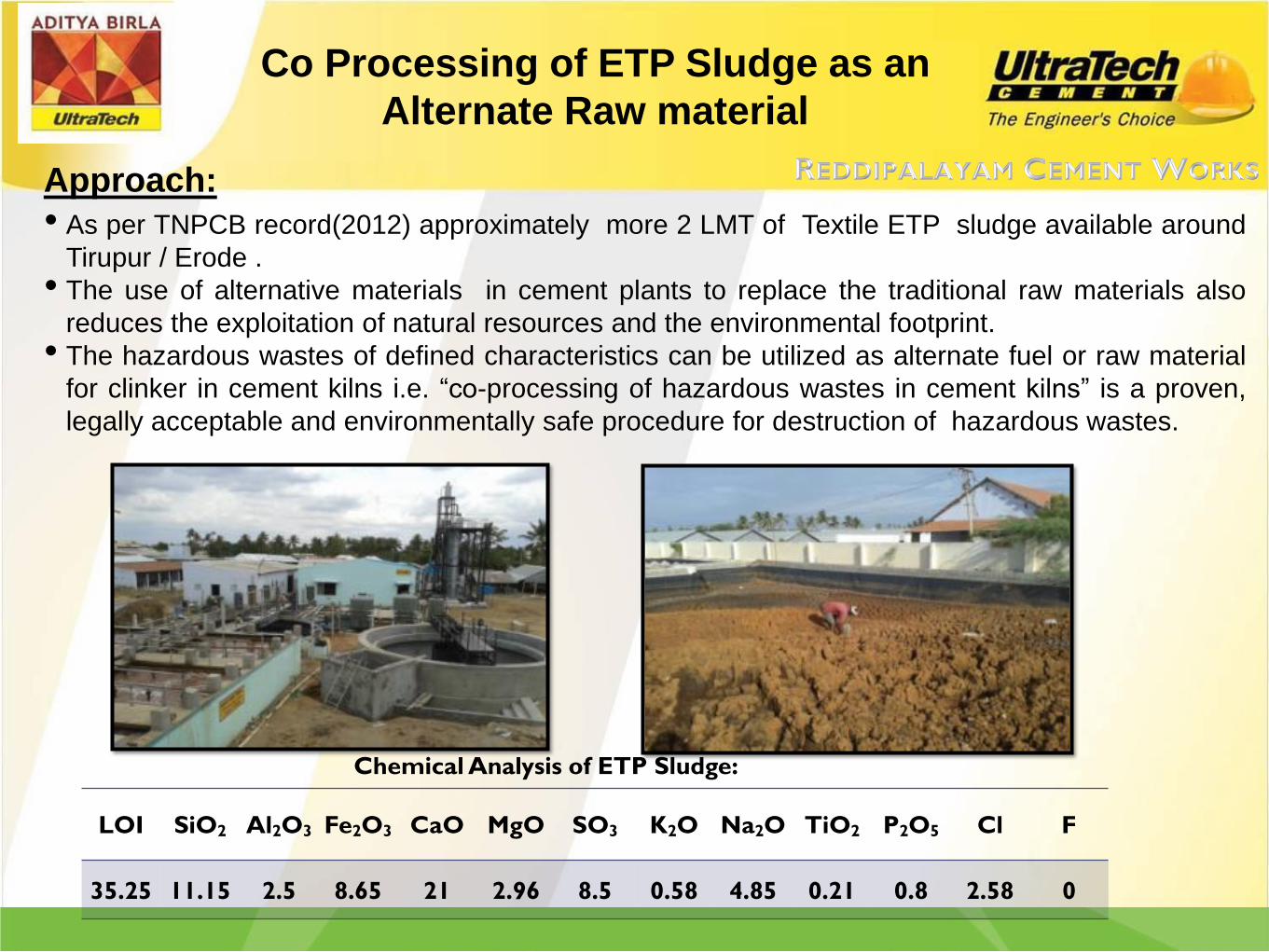
Approach:
• As per TNPCB record(2012) approximately more 2 LMT of Textile ETP sludge available around
Tirupur / Erode .
• The use of alternative materials in cement plants to replace the traditional raw materials also
reduces the exploitation of natural resources and the environmental footprint.
• The hazardous wastes of defined characteristics can be utilized as alternate fuel or raw material
for clinker in cement kilns i.e. “co-processing of hazardous wastes in cement kilns” is a proven,
legally acceptable and environmentally safe procedure for destruction of hazardous wastes.
Chemical Analysis of ETP Sludge:
LOI SiO2 Al2O3 Fe2O3 CaO MgO SO3 K2O Na2O TiO2 P2O5 Cl F
35.25 11.15 2.5 8.65 21 2.96 8.5 0.58 4.85 0.21 0.8 2.58 0

Co Processing of ETP Sludge as an
Alternate Raw material
• RDCW has discussed with Textile Industries of Tamil Nadu state and TNPCB. After
having discussion, it was agreed upon for the environmental friendly disposal of
CETP/IETP Sludge from textile industries in kiln by co-processing at Reddipalayam
Cement Works of UltraTech Cement Limited.
• The Unit has conducted the Trial Run successfully in the presence of CPCB and SPCB
and has presented the study reports. RDCW has received CPCB permission and
SPCB permission for regular co-processing of ETP sludge.
Trial Run in the presence of CPCB and SPCB

Process Flow chart - ETP Sludge Handling
ETP RECEIPTSAMPLE COLLECTION AT
AFR LAB
SAMPLE PREPARATION
AND FPA AT AFR LAB
ELEMENTAL ANALYSIS
IN X-RAY
CATAGORISATION OF
ETP SLUDGEUNLOADING AT
APPROPRIATED
LOCATION
GREEN
YELLOW-H1
YELLOW-H2
RED-H1
RED-H2
RED-H3
AFR-LAB RECOMMENDATION
SILP
X-RAY

Co Processing of ETP Sludge as an
Alternate Raw material
Deployment:
• Finger Print analysis will be done for every truck.
• Parameters analyzed in FPA like all Proximate
analysis, major oxides and Chloride etc.
• Unloading & Storage of ETP sludge as per
categorization (Green, Yellow & Red) in the ETP
Sludge storage Shed.
• Feeding of the ETP Sludge to LS pile as per the below
blending ratio.
Classification of ETP sludge
CATEGORY Usage %
GREEN ( <1.5 % SO3 , <1.5%Cl) 15
YELLOW-H1 ( >1.5%<4.0% SO3 & Cl, >20%
CaO) 15
YELLOW-H2 ( >1.5<4.0 SO3& Cl, < 20% CaO) 10
RED -H1 ( >4.0% & > 20% Cao) 35
RED -H2 ( >4.0% & <20% & >10% Cao) 15
RED -H3 ( >4.0% & < 10% Cao) 10

Co Processing of ETP Sludge as an
Alternate Raw material
Major Technical Challenges
• Huge variation in chemical properties of ETP sludge Cl (0.16% to 13.65%) , Na2O
(0.8% to 9.3%) and SO3 (0.3 % to 15.05 %).
• High chloride, alkali and SO3 has tendency of ring formation in rotary kiln due to
adhesion of alkali melt at pre burning zone .
• Handling of high moisture (40% to 70%) of ETP sludge

Co Processing of ETP Sludge as an
Alternate Raw material
RESULT:
• This project helps to reduce the consumption of natural resources and extend the life of
the quarries.
• Reduction in green house gas emission: 23 MT CO2/year. Conservation of
limestone by 2% (approx 1 lakh MT).
Consumption of ETP Sludge %

Co Processing of ETP Sludge as an
Alternate Raw material

ALTERNATE FUELS

Co Processing of Industrial Waste
as an Alternate Fuel
Background:
• The major cost drivers for cement manufacturing are raw material, fuel and power.
• Fuel constitutes 24% of the total cost of production, the cost of fuel at RDCW was very
high compared to other cement plants because of its location and high logistic cost.
• Continuous increase of fuel price at very fast pace and to cut down the production
cost, a petroleum refinery by-product known as petroleum coke was used 100% as
fuel in RDCW.
• Price of pet coke gradually started increasing and availability reduced and it was not
economically much viable.
• It was felt that other innovative measures were required to be taken to sustain low fuel
cost for a longer period of time.
• Hence, the distinct focus was on reduction of fuel cost, either by improving the
operational efficiency or by adopting other innovative measures like utilizing industrial
waste as fuel, through installation of a tailor-made pre-processing (handling & feeding)
and co-processing system.

Co Processing of Industrial Waste
as an Alternate Fuel
Approach:
• The concept of utilization of industrial waste as fuel is conceived because of huge
availability, which otherwise is being dumped as land-filling, burning in unauthorized &
unorganized way thereby creating high level of pollution in atmosphere & water.
• The developed countries in Europe and USA, where utilization of waste fuels was very high
quantity and in a very organized and environment-friendly way, got the attention of our
senior executives and immediately a decision was taken that same concept can be applied in
our unit.
Country or Region % Substitution
(as per CII data)
Netherland 83
Switzerland 47.8
Austria 46
Norway 35
France 34.1
Belgium 30
Germany 42
Sweden 29
Czech Republic 24
EU (prior to expansion in 2004) 12
Japan 10
It was in this scenario that unit took the
challenge to install an alternate fuel
feeding system in plant. The strategic
decision for co-processing of AF at
RDCW was taken because of the
availability of industrial waste in the
surrounding areas.

Co Processing of Industrial Waste
as an Alternate Fuel
Approach:
• At the initial period, surrounding agro waste were targeted for usage but the availability
of agro waste became difficult, so the unit shifted towards industrial waste usage.
• Alternate fuel are collected from different locations through different suppliers, and
stored as per allotted space in closed yard of size 25x36 square meters. Presently the
Unit has three sheds of same size.

Alternate fuel are collected from
different locations through different
suppliers, and stored as per allotted
space in closed yard. size 25X36
square meters. Presently the unit has
three shed of same size.
Size 25x36 square meters. Presently
the unit has three shed of same size.
New shredder machine
Oversize material whose size is
above 50 mm is shredded through
the shredder machine.
Established Pre-Processing & Handling System

20
HOPPER-2
Bucket Elevator
FAN
BAG FILTER
FAN
BAG FILTER
3rd Stage Cyclone
4TH Stage Cyclone
PRECALCINER
KILN
FLAP VALVES
HOPPER-1
Alternate Fuel Feeding System

Co Processing of Industrial Waste as an Alternate Fuel
Alternate fuel Activities Flow Chart

Type of Waste as Alternate Fuels

Co Processing of Industrial Waste
as an Alternate Fuel
The initiatives was taken by RDCW both at unit
and corporate level were of multi dimensional
nature as follows.
• Explored the availability of different type of
alternate fuel.
• Obtained clearance from TNPCB & CPCB for
usage of various AFR.
• Established waste fuel handling system in plant.
• Installed shredding machine for plastic, paint
sludge
• Installed wood cutting machine
• Established state of art AFR laboratory for
detailed analysis of hazardous AFR.
Deployment:

Type of Waste as Alternate Fuels
Plastic waste – It is mainly sourced from plastic
industries/municipality and consists of CV around 2500
kcal/kg. The moisture content is about 10-12 %, due to
light in weight, it can flow properly from the hopper so it
is used with other alternate fuel it comes with free of cost
so it is on another advantage to use.
Paint Sludge – It is mainly sourced from Automobile
industries and consists of CV around 3500 kcal/kg. The
moisture content is about 20-50 %, due to high moisture
and sticky nature of the material, it has to dry for
shredding properly in the shredding machine.
De-Oiled Rice Bran (DORB)
Shredded Tyres
De-oiled Cashew nut shell (DOCS)
Saw Dust
Refinery Sludge
Groundnut shell
Coconut shell
Match stick waste
Wood strips
Leco fines
Municipal waste (RDF
Fluff)
Coir waste/dust
Corn waste
Rice Husk
Rubber trimmings/liquid
Chilly stump
Bio-compost
Banana waste
Wood char coal
Tyres powder
Deployment:

Type of Waste as Alternate Fuels
Foot wear waste– It is mainly sourced from Foot
wear manufacturing industry and consists of CV around
6500 kcal/kg. The moisture content is about 1-5 %, due
to long length pieces, required size not achieved with
single shredding. Double shredding is required to get
small size. It gives high calorific value for Mixed material.
FMCG Waste – It is mainly sourced from FMCG
manufacturing industries and consists of CV around
2500 kcal/kg. The moisture content is about 10-50 %,
due to high moisture and different types of material
mixed together, uniform shredding is difficult. After
shredding, mixing of this material with other material and
feeding to PC.
Deployment:

Key Challenges and Action Taken
There are several challenges associated with using industrial waste in kiln. It is a
highly heterogeneous in nature which makes difficult to maintain kiln stability. Several
efforts have been made to overcome the challenges. Some of the key challenges are
as follows:
Challenges Action taken
Issue related to size and flow-ability of
solid AFR:
Flow-ability was a bigger issue during AFR
feeding, due to bigger size in solid AFR
upto 400 mm and high moisture content
(25%-30%), the material frequently stuck
up at the hopper discharge chute.
To improve the flow-ability, hopper chute is
modified. Slant inclination of hopper was
modified and made vertical.
A new shredder machine with mechanised
system for feeding to shredder and
discharge from shredder is installed. This
helps to reduce the size of solid AFR less
than 50mm. This increase AFR feeding
from 50 MT to 90 MT
Process Challenges:
Key Challenges and Action Taken
Challenges Action taken
Calciner Temperature Fluctuation:
There was huge fluctuation in calciner
temperature followed by CO generation at
kiln inlet during AFR (industrial waste)
injection in calciner.
Variation in material flow at hopper
discharge:
Un-uniform material flow from hopper
discharge caused operational issues in
kiln.
VFD installed in AFR feeding conveyor
belt. Interlock provided to reduce belt
speed by 50% and weigh feeder set point
to minimum (i.e. 1 MT) whenever calciner
temperature exceeds 9000C. To avoid
variation in CV, to minimize CV variation
mixing of high and low CV alternate fuel
started with help of wheel loader.
Wobbler feeder installed for smooth and
continuous flow of alternate fuel.
Process Challenges:

Alternate fuel Usage % on TSR Basis
Co Processing of Industrial Waste
as an Alternate Fuel

Co Processing of Industrial Waste
as an Alternate Fuel
0
5000
10000
15000
20000
25000
13-14 14-15 15-16 16-17 till Feb
20698
17887
21030
23499
Alternate fuel Quantity (MT)

Safety Measures
• Full Body suit for hazardous waste handling
• Flame proof cable lighting fitted in AFR Yard.
• Fire Hydrant System provided In & around AFR Yard.
• Sprinkler System provided in AFR Yard.
• Periodical health check of person working in Alternate fuel.
• Leachate collection tank provided in the storage sheds.
• Full body & Eye wash provided at AFR Yard.
• Storage of AFR material as per CPCB guidelines.
• Display of safety signs & SOP for handling Hazardous waste.
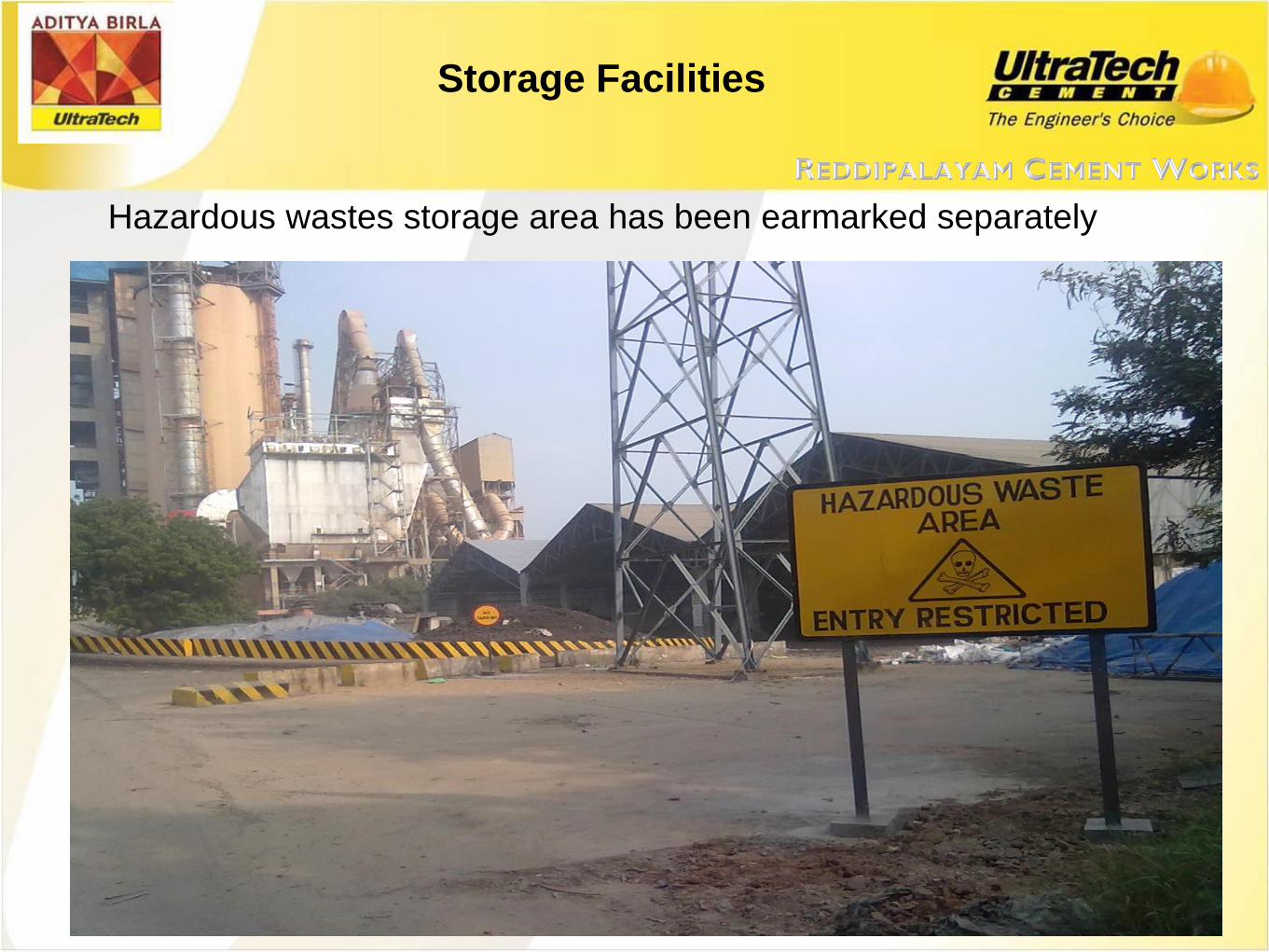
Storage Facilities
Hazardous wastes storage area has been earmarked separately

Storage Area – Safety Measures

Safety Measures
Periodical medical check up –Every 3 months
Flame proof electrical fittings in AF Yard Full Body suit for hazardous waste handling
Leachate collection tank

International Expert AFR visiting our Plant

Co Incineration of Plastic waste from
near by municipality

TNPCB Green award by Hon’ble CM
Award & Accolades

Award & Accolades
National Energy Efficient Unit Award by CII (2004 & 2006,2007 , 2008 ,2012 & 2013)
National Excellent Energy Efficient Unit Award by CII – (2009 , 2010 , 2011,2014, 2015)
NCCBM Best Electrical Energy Performance Award 2008-09
Green Co Gold awardFrost & Sullivan Leader award for
Sustainability 4 (Green Manufacturing)














![Index [media.srsdistribution.com]...Winter Grade. USES: Karnak 13 Plastic Cement is a general-purpose cement for repairing leaks in shingles, concrete, metal or asphalt roofs, flashings](https://static.documents.pub/doc/80x56/5e8e796697652816ed4b082e/index-media-winter-grade-uses-karnak-13-plastic-cement-is-a-general-purpose.jpg)



