COMBU TIBLE ALTERNAT VAS CATALiT CAS EN LA SiN ESIS DE BIODIESE Vias alcalina y enzimatica Se estudia la obtenci6n de biodiesel por transesterificaci6n de un aceite vegetal con diferentes grados de acidez, y empleando etanol como alternativa al tradicional uso de metanol. Se analizan dos vias de catalisis: la via tradicional, o alcalina, y una via alternativa que emplea enzimas como biocatalizadores. D. Arnaldo del Cerro, M. Casquete Vitorero, E. Millan Diaz, V. Sanchez Pardo, J.M. Cervera Garcia y S. Luque Rodriguez Dpto. Ingenierra Qurmica y Tecnologra del Medio Ambiente, Universidad de Oviedo EL rtRMINO L se aplica al biocarburante elaborado a partir de aceites vegetales 0 grasas anima- les, apto como sustitutivo parcial 0 total del gasoil en motores diesel, sin que resulten necesarias conver- siones, ajustes 0 regulaciones espe- ciales de los mismos. Esto es debido a que las propiedades del biodiesel son practicamente las mismas que las del gasoleo de automocion en cuanto a densidad y numero de ce- tano. Ademas, presenta un punto de inflamacion superior. Su denomina- cion, si es sustituto total (biodiesel puro), es BlOO, mientras que otras denominaciones como B5 0 B30 hacen referencia a la proporcion 0 tanto por ciento de biodiesel utiliza- do en la mezcla. Ademas, es faci! de usar, renovable y respetuoso con el medio ambiente [I, 2J. Tecnicamente, el termino bio- diesel comprende a los esteres meti- licos (0 etflicos) de los acid os grasos que pueden utilizarse como carbu- rante en todo tipo de vehiculos que funcionen con gasoil. Se obtiene por via sintetica, mediante la mezcla de trigliceridos con alcoholes de ca- dena corta, que producen una reac- cion de transesterificacion (tambien llamada alcoholisis) en presencia de un catalizador [IJ. ClIalquier materia que contenga trigliceridos puede utilizarse para la produccion de biodiesel (por ejem- plo, aceites vegetales como los de gil-asol, colza, soja, aceite de fritura usado, sebo de vaca, etc.). Los acei- tes de fritllra llsaclos constituyen una materia prima que presenta buenas perspectivas en la produccion de biodiesel, ya que, ademas de ser ba- rata, con su utilizacion se revaloriza un residuo. Por otro lado, los aceites usados no sufren gran des alteracio- nes y son adecuados para su aprove- chamiento como biocombustible. El proceso de fabricacion de este producto resulta bastante sencillo desde el punto de vista tecnologico. La transesterificacion se basa en la reaccion de las moleculas de trigli- ceridos del aceite con alcoholes de bajo peso mo lecular, como met.<lllol, etanol, propanol 0 butanol, en can- tidad superior a la estequiometrica, para desplazar la reaccion hacia la formacion de los esteres de los aci- dos grasos correspondientes y glice- rina. Si el alcohol empleado es me- tano l, se obtienen metilesteres, que son los productos mas habituales. El proceso se realiza a una temperatura 244 INGENIERIA QUIMICA N° 462
Transcript
COMBU TIBLE
ALTERNAT VAS CATALiT CAS EN LA SiN ESIS DE BIODIESE Vias alcalina y enzimatica
Se estudia la obtenci6n de biodiesel
por transesterificaci6n de un aceite
vegetal con diferentes grados de acidez
y empleando etanol como alternativa al
tradicional uso de metanol Se analizan
dos vias de catalisis la via tradicional
o alcalina y una via alternativa que
emplea enzimas como biocatalizadores
D Arnaldo del Cerro M Casquete Vitorero E Millan Diaz V Sanchez Pardo JM Cervera Garcia y S Luque Rodriguez Dpto Ingenierra Qurmica y Tecnologra del Medio Ambiente Universidad de Oviedo
EL rtRMINO B10DrE~I L se aplica al biocarburante elaborado a partir de aceites vegetales 0 grasas animashyles apto como sustitutivo parcial 0
total del gasoil en motores diesel sin que resulten necesarias convershysiones ajustes 0 regulaciones espeshyciales de los mismos Esto es debido a que las propiedades del biodiesel son practicamente las mismas que las del gasoleo de automocion en cuanto a densidad y numero de ceshytano Ademas presenta un punto de inflamacion superior Su denominashycion si es sustituto total (biodiesel puro) es BlOO mientras que otras denominaciones como B5 0 B30 hacen referencia a la proporcion 0
tanto por ciento de biodiesel utilizashydo en la mezcla Ademas es faci de usar renovable y respetuoso con el medio ambiente [I 2J
Tecnicamente el termino bioshydiesel comprende a los esteres metishylicos (0 etflicos) de los acid os grasos que pueden utilizarse como carbushyrante en todo tipo de vehiculos que funcionen con gasoil Se obtiene por via sintetica mediante la mezcla de trigliceridos con alcoholes de cashydena corta que producen una reacshycion de transesterificacion (tambien llamada alcoholisis) en presencia de un catalizador [IJ
ClIalquier materia que contenga trigliceridos puede utilizarse para la produccion de biodiesel (por ejemshyplo aceites vegetales como los de gil-asol colza soja aceite de fritura usado sebo de vaca etc) Los aceishytes de fritllra llsaclos constituyen una materia prima que presenta buenas perspectivas en la produccion de biodiesel ya que ademas de ser bashyrata con su utilizacion se revaloriza un residuo Por otro lado los aceites usados no sufren grandes alteracioshynes y son adecuados para su aproveshychamiento como biocombustible
El proceso de fabricacion de este producto resulta bastante sencillo desde el punto de vista tecnologico La transesterificacion se basa en la reaccion de las moleculas de triglishyceridos del aceite con alcoholes de bajo peso molecular como metltlllol etanol propanol 0 butanol en canshytidad superior a la estequiometrica para desplazar la reaccion hacia la formacion de los esteres de los acishydos grasos correspondientes y gliceshyrina Si el alcohol empleado es meshytanol se obtienen metilesteres que son los productos mas habituales El proceso se realiza a una temperatura
244 INGENIERIA QUIMICA Ndeg 462
COMBUSTIBLES
moderada (50-60degC) en presencia de un catalizador para aumentar la veshylocidad de reacci6n y el rendimiento final Este catalizador es normalmenshyte hidr6xido s6dico 0 potisico aunshyque tambien es posible emplear un catalizador acido e incluso enzimas EI rendimiento de este proceso proshyductivo es alto ya que al formarse la ghcerina (inmiscible con los esteres) esta se separa hacia una fase polar 10 que origina el desplazamiento de la reacci6n hacia la formaci6n de mas esteres de monoalcoholes alcanzanshydose conversiones cercanas aI100 La transesterificaci6n consiste qufshymicamente en tres reacciones revershysibles y consecutivas EI triglicerido se convierte consecutivamen te en dishyglicerido monoglicerido y glicerina En cada reacci6n se libera un mol de ester metilico
En este proceso se pueden proshyducir reacciones secundarias deshypendiendo del tipo de catalizador que se uti lice
bull Reacci6n de saponificaci6n EI triglicerido reacciona con el catalishyzador basico en presencia de agua dando lugar a la formaci6n de jashybones y a un descenso del rendishymiento del catalizador EI proceso de saponificaci6n pu e de ocurrir cuando se utiliza hidr6xido potasico o s6dico mientras que el uso de meshyt6xidos no produce practicamente jabones por saponificaci6n Por ello en la mayona de procesos se genera el catalizador como met6xido antes de la reacci6n En cualquier caso se deben utilizar aceites y alcohoshyles esencialmente anhidros por 10 que se debe eliminar el agua en los aceites con contenidos elevados en humedad antes de levar a cabo la transesterificaci6n [2]
bull Reacci6n de neutralizaci6n de acidos grasos libres Los acidos grashysos libres (free fatty acids FFA) preshysen tes en el aceite vegetal pueden reaccionar con el catalizador basico produciendo tambien jabones
bull Reacci6n de esterificaci6n de acidos grasos libres Una forma mas eficaz de aprovechar el con teshynido en FFA del aceite es mediante una reacci6n de esterificaci6n e n presencia de un catalizador acido con 10 que se forma el ester del alshycohol correspondiente (metflico por ejemplo) El proceso mas coshymunmente empleado es el calentashymiento de una mezcla del alcohol y del acido correspondiente con
246 INGENIERfA QUfMICA
acido sulfurico utilizando el reactishyvo mas econ6mico en exceso para desplazar el equilibrio y aumentar el rendimiento hacia la formaci6n de ester (esterificaci6n de Fischer) EI acido sulfUrico sirve en este casu tan to de catalizador como de SllSshytancia higrosc6pica absorbiendo el agua formada en la reacci6n A veshyces se emplea tam bien acido fosf6rishyco concentrado En la practica este procedimiento tiene varios inconveshynien tes EI alcohol puede sufrir reshyacciones de eliminaci6n formando olefinas esterificaci6n con el propio acido sulfurico 0 de formaci6n del eter y el acido organico puede sufrir descarboxilaci6n [2]
En la actualidad el principal inshyconveniente para la producci6n de biodiesel a gran escala es la relativa escasez de materia prima debido a la poca dedicaci6n de terrenos a culshytivos energeticos a pesar de existir ayudas econ6micas para las tierras dedicadas a tal fin en la UE (PAC) Desde este punto de vista la vfa enshyzimatica se plantea tam bien como una alternativa interesante porque permite la valorizaci6n de materias primas de elevada acidez que actualshymente estan siendo infrautilizadas debido a las limitaciones de la vfa alcalina
Aiternatlv8S n las ruta catalfticas p ra
La catalisis basica es el metodo inshydustrial mas comunmente utilizado para la conversi6n de trigliceridos en biodiesel Aunque tambien se puede llevar a cabo mediante catalishysis acida la transesterificaci6n catalishyzada por un alcali resulta mas rapida y se considera econ6micamente mas rentable debido a las siguientes conshysideraciones [3]
- Proceso a temperaturas relativashymente bajas (60 - 65degC) ya presi6n atrnosferica
- Elevadas conversiones en tiemshypos cortos de reacci6n
- Formaci6n directa del alquiJesshyter sin etapas intermedias
- No son necesarios materiales de construcci6n especiales ni caros
Sin embargo esta vfa de obtenshyci6n de biodiesel tiene tam bien una serie de desventajas [3] que hacen in teresante el estudio de rutas altershy
51 LA ACIDEZ DE LA MATERIA PRIMA ES SUPERIOR A UN 1 LA ViA ALCALINA RESULTA IMPRACTICABLE
nativas para la reacci6n de transesteshyrificaci6n
- No esterifica acidos grasos libres (FFA) Por ello la materia prima ha de ser un aceite refinado con un contenido en ITA inferior al 05 De otro modo se reduce la convershysi6n final debido a la formaci6n de jabones [4]
- EI catalizador ha de ser anhishydro para evitar reacciones secunshydarias como la hidr6lisis y posterior saponificaci6n que reducirfa el renshydimiento del proceso
- Dificultad para la separaci6n y recuperaci6n del glicerol formado mas aCllsada si tienen lugar reaccioshynes de saponificaci6n
La vfa de catalisis acida es una alternativa para la fabricaci6n d e biodiesel cuando la materia prima tiene una acidez 10 sllficientemente alta como para que la catalisis basic a resulte impracticable (con mas de I en peso en FFA) Las ventajas de este metodo son [25]
- Se esterifican los FFA - No se forman jabones - La purificaci6n final es mas
simple
Las desventajas de este metodo son [2]
- Velocidad de reacci6n menor que en la catalisis basica
- Necesidad de emplear elevados excesos de alcohol
- Necesidad de elevadas pres ioshynes y temperaturas
- Necesidad de neutralizar el cashytalizador
Las lipasas son enzimas cuya funshyci6n natural es catalizar reacciones de hidr6lisis No obstante tambien pueden usarse como catalizadores en reacciones de esterificaci6n y
Ndeg 462
COMBUSTIBLES
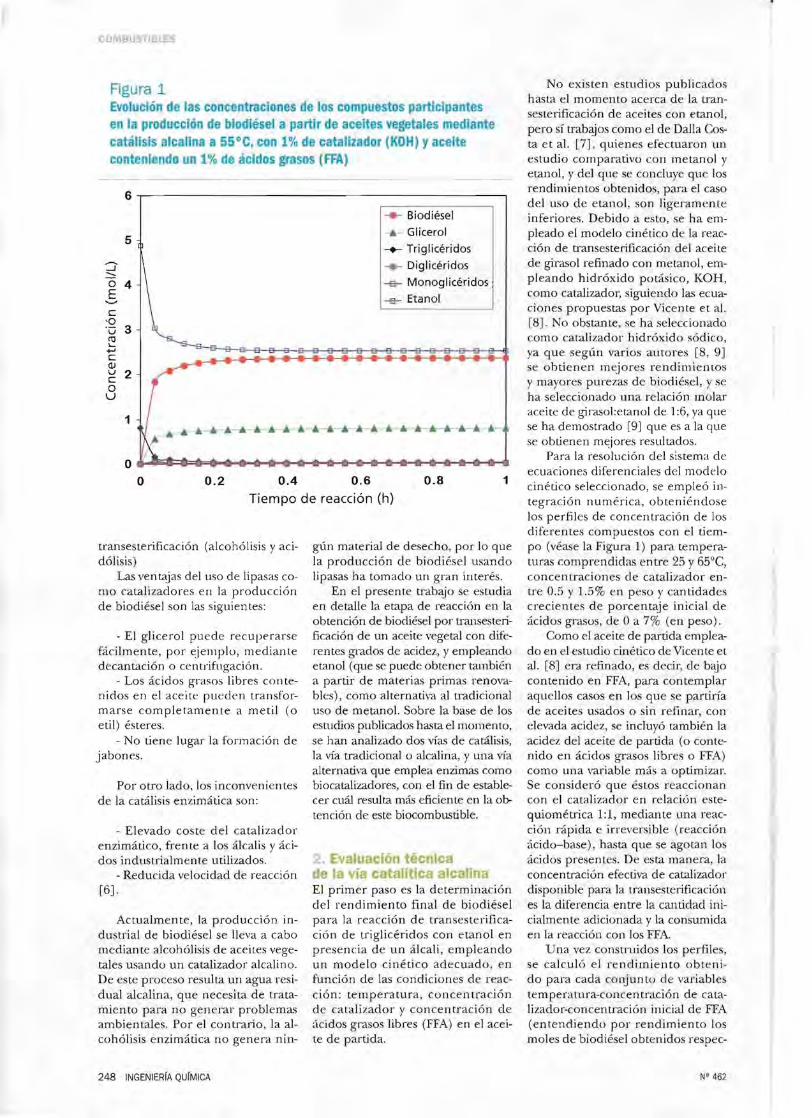
Figura 1 Evoluclon de las concentraclones de los compuestos participantes en la produccion de biodiesel a partir de aceltes vegetales mediante catalisis alcallna a 55degC con 1 de cataJizador (KOH ) yacelte conteniendo un 1 de acldos grasos (FFA)
6
0 E -
c 0 u ~ +- C Q) u c 0
U
transesterificac ion (alcoholisis y acishydolisis)
Las ventajas del uso de lipasas coshymo catalizadores en la produccion de biodiesel son las siguientes
- EI gli cero l puede recuperarse facilmente por ejemplo mediante decantacion 0 centrifngacion
- Los acidos grasos libres con teshynidos en el aceite pueden transforshymarse completamente a metit (0 etil) esteres
- No tiene lugar la formacion de jabones
POl o[ro lado los inconvenientes de la catalisis emimatica son
- Elevado coste del catalizador enzimatico frente a los alcal is yacishydos industrialmente utilizados
- Reducida velocidad de reaccion [6]
Actualmente la produccion inshydustrial de biodiesel se lleva a cabo mediante alcoh61 isis de aceites vegeshytales usando un catalizador alcalino De este proceso resulta un agua resishydual alcalina que necesita de tratashymiento para no general problemas ambientales Por el con trario la alshycoholisis enzimatica no genera ninshy
248 INGENIERfA QUrMICA
Biodiesel
5 k- Glicerol
-+- Trigliceridos Digliceridos
-e- Monogliceridos4 -er- Etanol
3
2
o 02 04 06 08 1
Tiempo de reacci6n (h)
gun material de desecho por 10 que la produccion de biodiese l usando lipasas ha tornado un gra n interes
En el presen te trabajo se estudia en detalle la etapa de reacci6n en la obtencion de biodiesel por transesterishyficacion de un aceite vegetal con difeshyrentes grad os de acidez yempleando etanol (que se puede obtener tambien a partir de materias primas renovashybles) como alternativa al tradicional uso de metano Sobre la base de los estudios publicados hasta el momento se han analizado dos vfa~ de catalisis la vfa tradicional 0 alcalina y una vfa alternativa que emplea enzimas como biocatalizadores con el fin de estableshycer cua resulta mas eficiente en la obshy[en cion de este biocombustible
Evaluaclon tecmca de la i catartic al lin EI primer paso es la determinacion del rendimiento final de biodiesel para la reaccion de transesterificashycion de trigliceridos con etanol en presencia de un alcali empleando un modelo cinetico adecuado en funci6n de las condiciones de reacshyci6n tempera tura co ncentraci6n de catalizador y concentraci6n de acidos glasos libres (FFA) en el aceishyte de partida
No ex isten estudios publicados hasta e l momenta acerca de la transhysesterificaci6n de lCeites con etanol pero sf trab~jos como el de Dalla Cosshyta et al [7J quienes efectuaron un estudio comparativo con metanol y etanol y del que se conduye que los rendimientos obtenidos para el casu del uso de etanol son ligeramente inferiores Debido a esto se ha emshypleado eI modelo cinetico de la reacshycion de transesterificaci6n del aceite de girasol refinado con metanol emshypleando hidroxido potasico KOH como catalizador siguiendo las ecuashyciones propuestas por Vicente et a [8J No obstante se ha seleccionado como catali zado r hidr6xido s6d ico ya que segun varios auto res [8 9J se obtienen mejores rendimientos y mayores purezas de biodiesel y se ha seleccionado una relacion molar aceite de girasoletanol de 16 ya que se ha demostrado [9J que es a la que se obtienen mltjores resultados
Para la resoluci6n del sistema de ecuaciones diferenciales del modelo cinetico seleccionado se empleo inshytegraci6n numerica obteniendose los perfiles de concentraci6n de los diferentes compuestos con el tiemshypo (vease la Figura 1) para temperashyturas comprendidas entre 25 y 65degC concen traciones de catalizador enshytre 05 y 15 en peso y can tidades crecientes de porcentaje inicial de acid os grasos de 0 a 7 (en peso)
Como el aceite de partida empleashydo en eI estudio cinetico de Vicente et aI [8J era refinado es decir de bajo contenido en FFA para contemplar aquellos casos en los que se partirfa de aceites usados 0 sin refinar con e1evada acidez se incluyo tam bien la acidez del aceite de partida (0 conteshynido en acidos grasos Iibres 0 FFA) como una variable mas a optimizar Se considero que eS los reaccionan con el catalizador en relacion esteshyquiometrica 11 mediante una reacshycion rapida e irreversible (reacci6n aciclo-base) hasta que se ago tan los acidos presentes De esta manera la concentraci6n efectiva de catalizador disponible para la transesterificaci6n es la diferencia entre la cantidad inishycialmente adicionada y la consumida en la leacci6n con los FFA
Una vez construidos los perfiles se calculo el rendimiento obtenishydo para cada cor~j un to de variables temperatura-concentraci6n de catashylizador-concentraci6n inicial de FFA (entendiendo por rendimiento los moles de biodiesel obtenidos respec-
Ndeg 462
100
COMBUSTIBLES
Figura 2
(a) Etecto de la temperatura y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel con un 15 de catalizador
9S
~ 90
2 85c E 6 c ltV a
_ 65 _ 70 _ so_ 75
= 85 90 9S
00
(b) Etecto de la temperatura y la proporcion de catalizador empleado sobre el rendimiento de la conversion en biodiesel de un aceite con 1 de FFA
_ 80 _ 85 =90~ =95 _ 002
c ltV
E
C ltV a
100
95
90
85
(c) Efecto de la proporci6n de catalizador y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel a 55degC TANTO EN LA viA CATALiTICA
ALCALINA COMO EN LA_0 ENZlMATICA LA DISPOSICION _ 20 _ 40 OPTIMA ES LA DE DOS =J 60 =J 80 REACTORES CSTR EN SERlE DE00
DISTINTO TAMANO
to a los teoricamente posibles conshysiderando la composici6n del aceite de partida) y a partir de estos las condiciones 6ptimas de reacci6n Las Figuras 2a 2b y 2c muestran los resultados obtenidos Las condicioshynes 6ptimas de reacci6n resultaron ser temperatura comprendida entre 55 y 65degC 15 de catalizador ) aushysencia de acidez (FFA)
Una vez conocidas las condiciones 6ptimas de reacci6n se procedi6 al dishyserlO 6ptimo de la etapa de reacci6n Se emplearon reactores continuos de tanque agitado CSTR isotermicos para llevar a cabo Ja producci6n de biodiesel en los que se supuso comshyportamiento ideal Se han valorado distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateria de reactores dispuesshytos en serie En todos los casos se tuvo en cuenta la misma alimentaci6n 500 Lh de aceite EI volumen minimo del reactor se calculo empleando la ecuaci6n de diseno para sistemas de densidad constante con la restricci6n
250 INGENIERrA QUrMICA
de que la concentraci6n del producshyto final cumpliese las especificaciones legales (Norma EN14214) la cual se obtuvo tras simular las etapas posteshyriores de separacion con el programa comercial Hysys En la via catalftica alcalina esto ultimo s610 se cumpie cuando se emplea un aceite libre de acidez teniendo en cuenta la composhysici6n de salida del reactor
Con el objeto de reducir los cosshytes de inversi6n en esta etapa de reshyacci6n se ha disenado tambien una baterfa de CSTR considerando la posibilidad de que todos ellos deban tener el mismo volumen 0 bien deshyterminando el volumen de cada uno de ellos de forma que se obtenga en cada etapa el valor minimo Pashyra ello se emple61a herramienta de optimizaci6n Solver implementada en MS Excel Una vez obtenidos los volumenes minimos se evalu6 el cosshyte de los reactores para las distintas disposiciones empleando datos de costes obtenidos de la bibliograffa en forma de grMica doble logarft shy
mica de costes frente a la capacidad de los mismos [1 OJ Y los valores asi obtenidos se actualizaron mediante los indices de costes de equipos ) plantas quimicas en 2007 [I1J
Por otro lado se realiz6 un bashylance energetico a cada reactor con el fin de encontrar los costes anuales derivados de mantener la temperashytura de reacci6n constante tenienshydo en cuenta que la planta opera 24 horas al dia durante 330 dfas al ano Finalmente considerando los costes de los reactores correspondien tes a las distintas posibilidades de diseshyno se encontr6 que el numero de reactores optimo corresponde a una serie con dos CSTR de distinto tashymano Los resultados obtenidos se muestran en la Tabla 1
Evaluacl6n teenica litl e ma lea
Para el modelo cinetico de la transhysesterificacion del aceite se han empleado los resultados del estudio
Ndeg 462
C STI Lpound
La cantidad de enzima a utilizar y su efecto sobre el renclimiento en biodiesel fue tambien objeto de un estudio de Shah et al [12] A partir de sus resultados se concluye que el mejor Fendimiento se alcanza para cantidades del 15 en peso de lipashysa respecto a la cantidad de aceite inicial Sin embargo los autores del estudio recomiendan la utilizacion de concentraciones del orden de 5-10 de lipasa debido a que el rendimiento no decae en exceso y se obtiene un significativo ahorro en costes Por otro lado Salis et al [17] estudiaron el efecto de la temshyperatura sobre el rendimiento de la reaccion de transesterificacion con butanol encontrando que el valor optimo esta en torno a 40degC Dado que no se espera diferencias entre este valor y el que se obtendria emshypleando etanol se considera 40degC como temperatura optima en el preshysente trabajo La relacion molar opshytima entre reactivos para la reacci6n de transesterificacion con butanol se encuentra entre 13 y 16 [17] De nuevo es razonable considerar que el uso de etanol no modificara este resultado y se selecciono una relashycion molar de 1 4
Una vez seleccionadas las conshydiciones de reaccion y obtenido el modelo cinetico se procedio a anashylizar el efecto de los FFA en el renshydimiento de la reaccion Para ello se plantearon simultaneamente las ecuaciones diferenciales de los moshydelos combinados de trigliceJidos y de FFA con porcentajes crecientes de FFA A continuacion se resolvieshyron dichas ecuaciones diferenciales mediante metodos numericos obteshyniendo los resultados de la reaccion de transesterificacion de aceite de J curcas con etanol a 40degC 10 de enzima y relacion molar 14 aceite etanol resumidos en la Tabla 2 tras 12 h de reaccion
Posteriormente se han realizado los calculos para el caso de un aceishyte con acidez inicial del 9 en peshyso calculada respecto a la masa de trigliceridos a un temperatura de 40degC con 5-10 en peso de catalizashydor calculado respecto a la masa inishycial de trigliceridos y relacion molar 14 trigliceridosetanol Los perfiles de concentracion con el tiempo de todas las sustancias presentes en el medio de reaccion se muestran en la Figura 3
Tras seleccionar la combinacion optima de las variables de reaccion
Ndeg 462
de Shah et al [12] para el aceite de Jatropha curcas con etanol en presenshycia de una lipasa A partir de los datos de rendimiento en biodiesel con el tiempo y utilizando el programa Mishycromath Scientist 30 se ha encontrashydo el mejor ajuste posible de las consshytantes cineticas correspondientes a un modelo generico tipo Ping Pong Bi Bi con inhibicion competitiva por susshytrato Son varios los autores que han comprobado que las reacciones de transesterificacion se ajustan a ecuashyciones cineticas de este tipo [1314]
En el caso de la cataJisis enzishymatica se ha evaluado el efecto del contenido en FFA en la materia prishyma A diferencia de la vIa catalftica alcalina en la via enzimatica los FFA se convierten tambien a biodiesel Esto supone una ventaja ya que para una misma concentracion de
Contenido en FFA ()
o 1
15
18
21
252 INGENIERiA QUIMICA
Contenido I Diseiio reactor I Volumen I Inversion FFA () I total (m3) (euro)I
1 CSTR 2 47500
DlstlfllO tamailc 9 26300 2CSTR
r) Misn I tam 110 15 29400
3 CSTR Dlstlnto tamano 8 36600
COSTE ENERGETICO i ano) 1500
FFA en el aceite de partida se obshytiene un mayor rendimiento final en biodiesel respecto a la cantidad de materia prima empleada Para llevar a cabo este estudio y debido a que los aceites empleados en los estudios publicados son refinados y por tanto de muy baja acidez fue necesario bus car datos cineticos adicionales para la reaccion de esshyterificacion enzimatica de FFA Con este objeto se empleo el estudio de Oliveira et al [15] en el que se aborda la reaccion del acido oleico con etanol en presencia de una lipashysa como catalizador El acido oleico es representativo de los FFA de 18 atomos de carbono de longitud de cadena los cuales suponen el 89 del total de los presen tes en la mashyyor parte de aceites vegetales como el deJ curcas [16]
I Rendimiento ()
9996
9991
998
996
991
991
987
982
971
COMBU rIBLES
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
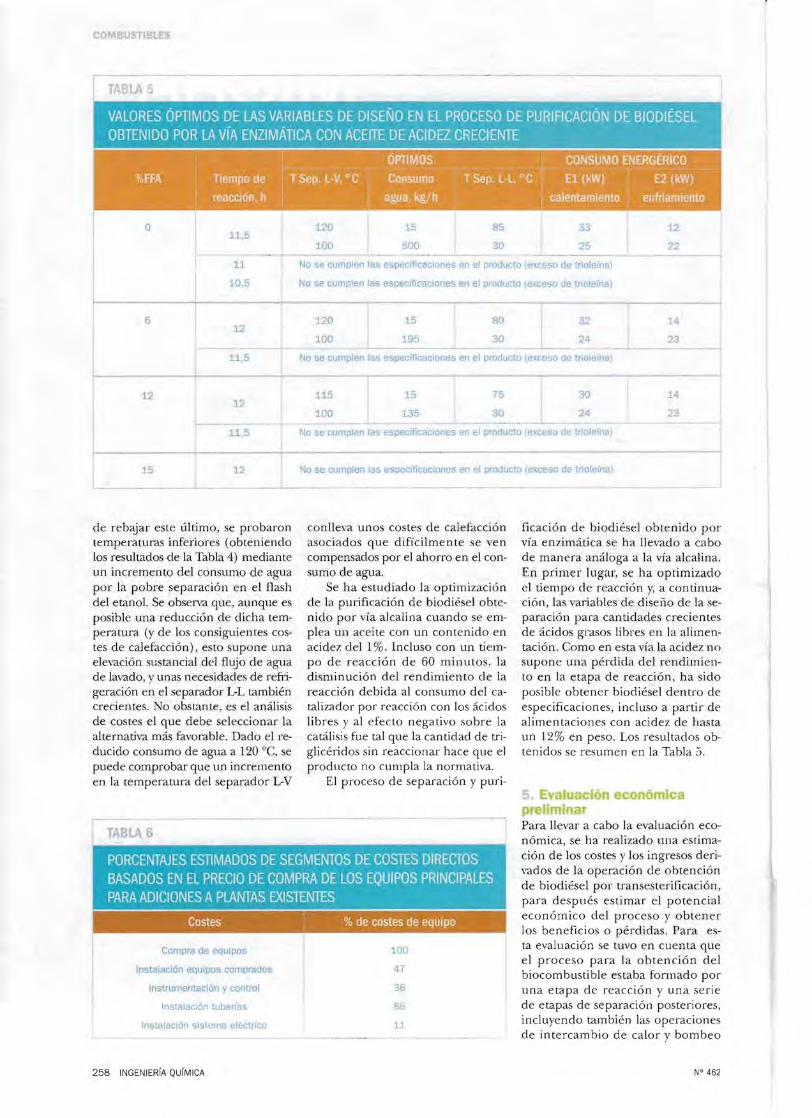
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
moderada (50-60degC) en presencia de un catalizador para aumentar la veshylocidad de reacci6n y el rendimiento final Este catalizador es normalmenshyte hidr6xido s6dico 0 potisico aunshyque tambien es posible emplear un catalizador acido e incluso enzimas EI rendimiento de este proceso proshyductivo es alto ya que al formarse la ghcerina (inmiscible con los esteres) esta se separa hacia una fase polar 10 que origina el desplazamiento de la reacci6n hacia la formaci6n de mas esteres de monoalcoholes alcanzanshydose conversiones cercanas aI100 La transesterificaci6n consiste qufshymicamente en tres reacciones revershysibles y consecutivas EI triglicerido se convierte consecutivamen te en dishyglicerido monoglicerido y glicerina En cada reacci6n se libera un mol de ester metilico
En este proceso se pueden proshyducir reacciones secundarias deshypendiendo del tipo de catalizador que se uti lice
bull Reacci6n de saponificaci6n EI triglicerido reacciona con el catalishyzador basico en presencia de agua dando lugar a la formaci6n de jashybones y a un descenso del rendishymiento del catalizador EI proceso de saponificaci6n pu e de ocurrir cuando se utiliza hidr6xido potasico o s6dico mientras que el uso de meshyt6xidos no produce practicamente jabones por saponificaci6n Por ello en la mayona de procesos se genera el catalizador como met6xido antes de la reacci6n En cualquier caso se deben utilizar aceites y alcohoshyles esencialmente anhidros por 10 que se debe eliminar el agua en los aceites con contenidos elevados en humedad antes de levar a cabo la transesterificaci6n [2]
bull Reacci6n de neutralizaci6n de acidos grasos libres Los acidos grashysos libres (free fatty acids FFA) preshysen tes en el aceite vegetal pueden reaccionar con el catalizador basico produciendo tambien jabones
bull Reacci6n de esterificaci6n de acidos grasos libres Una forma mas eficaz de aprovechar el con teshynido en FFA del aceite es mediante una reacci6n de esterificaci6n e n presencia de un catalizador acido con 10 que se forma el ester del alshycohol correspondiente (metflico por ejemplo) El proceso mas coshymunmente empleado es el calentashymiento de una mezcla del alcohol y del acido correspondiente con
246 INGENIERfA QUfMICA
acido sulfurico utilizando el reactishyvo mas econ6mico en exceso para desplazar el equilibrio y aumentar el rendimiento hacia la formaci6n de ester (esterificaci6n de Fischer) EI acido sulfUrico sirve en este casu tan to de catalizador como de SllSshytancia higrosc6pica absorbiendo el agua formada en la reacci6n A veshyces se emplea tam bien acido fosf6rishyco concentrado En la practica este procedimiento tiene varios inconveshynien tes EI alcohol puede sufrir reshyacciones de eliminaci6n formando olefinas esterificaci6n con el propio acido sulfurico 0 de formaci6n del eter y el acido organico puede sufrir descarboxilaci6n [2]
En la actualidad el principal inshyconveniente para la producci6n de biodiesel a gran escala es la relativa escasez de materia prima debido a la poca dedicaci6n de terrenos a culshytivos energeticos a pesar de existir ayudas econ6micas para las tierras dedicadas a tal fin en la UE (PAC) Desde este punto de vista la vfa enshyzimatica se plantea tam bien como una alternativa interesante porque permite la valorizaci6n de materias primas de elevada acidez que actualshymente estan siendo infrautilizadas debido a las limitaciones de la vfa alcalina
Aiternatlv8S n las ruta catalfticas p ra
La catalisis basica es el metodo inshydustrial mas comunmente utilizado para la conversi6n de trigliceridos en biodiesel Aunque tambien se puede llevar a cabo mediante catalishysis acida la transesterificaci6n catalishyzada por un alcali resulta mas rapida y se considera econ6micamente mas rentable debido a las siguientes conshysideraciones [3]
- Proceso a temperaturas relativashymente bajas (60 - 65degC) ya presi6n atrnosferica
- Elevadas conversiones en tiemshypos cortos de reacci6n
- Formaci6n directa del alquiJesshyter sin etapas intermedias
- No son necesarios materiales de construcci6n especiales ni caros
Sin embargo esta vfa de obtenshyci6n de biodiesel tiene tam bien una serie de desventajas [3] que hacen in teresante el estudio de rutas altershy
51 LA ACIDEZ DE LA MATERIA PRIMA ES SUPERIOR A UN 1 LA ViA ALCALINA RESULTA IMPRACTICABLE
nativas para la reacci6n de transesteshyrificaci6n
- No esterifica acidos grasos libres (FFA) Por ello la materia prima ha de ser un aceite refinado con un contenido en ITA inferior al 05 De otro modo se reduce la convershysi6n final debido a la formaci6n de jabones [4]
- EI catalizador ha de ser anhishydro para evitar reacciones secunshydarias como la hidr6lisis y posterior saponificaci6n que reducirfa el renshydimiento del proceso
- Dificultad para la separaci6n y recuperaci6n del glicerol formado mas aCllsada si tienen lugar reaccioshynes de saponificaci6n
La vfa de catalisis acida es una alternativa para la fabricaci6n d e biodiesel cuando la materia prima tiene una acidez 10 sllficientemente alta como para que la catalisis basic a resulte impracticable (con mas de I en peso en FFA) Las ventajas de este metodo son [25]
- Se esterifican los FFA - No se forman jabones - La purificaci6n final es mas
simple
Las desventajas de este metodo son [2]
- Velocidad de reacci6n menor que en la catalisis basica
- Necesidad de emplear elevados excesos de alcohol
- Necesidad de elevadas pres ioshynes y temperaturas
- Necesidad de neutralizar el cashytalizador
Las lipasas son enzimas cuya funshyci6n natural es catalizar reacciones de hidr6lisis No obstante tambien pueden usarse como catalizadores en reacciones de esterificaci6n y
Ndeg 462
COMBUSTIBLES
Figura 1 Evoluclon de las concentraclones de los compuestos participantes en la produccion de biodiesel a partir de aceltes vegetales mediante catalisis alcallna a 55degC con 1 de cataJizador (KOH ) yacelte conteniendo un 1 de acldos grasos (FFA)
6
0 E -
c 0 u ~ +- C Q) u c 0
U
transesterificac ion (alcoholisis y acishydolisis)
Las ventajas del uso de lipasas coshymo catalizadores en la produccion de biodiesel son las siguientes
- EI gli cero l puede recuperarse facilmente por ejemplo mediante decantacion 0 centrifngacion
- Los acidos grasos libres con teshynidos en el aceite pueden transforshymarse completamente a metit (0 etil) esteres
- No tiene lugar la formacion de jabones
POl o[ro lado los inconvenientes de la catalisis emimatica son
- Elevado coste del catalizador enzimatico frente a los alcal is yacishydos industrialmente utilizados
- Reducida velocidad de reaccion [6]
Actualmente la produccion inshydustrial de biodiesel se lleva a cabo mediante alcoh61 isis de aceites vegeshytales usando un catalizador alcalino De este proceso resulta un agua resishydual alcalina que necesita de tratashymiento para no general problemas ambientales Por el con trario la alshycoholisis enzimatica no genera ninshy
248 INGENIERfA QUrMICA
Biodiesel
5 k- Glicerol
-+- Trigliceridos Digliceridos
-e- Monogliceridos4 -er- Etanol
3
2
o 02 04 06 08 1
Tiempo de reacci6n (h)
gun material de desecho por 10 que la produccion de biodiese l usando lipasas ha tornado un gra n interes
En el presen te trabajo se estudia en detalle la etapa de reacci6n en la obtencion de biodiesel por transesterishyficacion de un aceite vegetal con difeshyrentes grad os de acidez yempleando etanol (que se puede obtener tambien a partir de materias primas renovashybles) como alternativa al tradicional uso de metano Sobre la base de los estudios publicados hasta el momento se han analizado dos vfa~ de catalisis la vfa tradicional 0 alcalina y una vfa alternativa que emplea enzimas como biocatalizadores con el fin de estableshycer cua resulta mas eficiente en la obshy[en cion de este biocombustible
Evaluaclon tecmca de la i catartic al lin EI primer paso es la determinacion del rendimiento final de biodiesel para la reaccion de transesterificashycion de trigliceridos con etanol en presencia de un alcali empleando un modelo cinetico adecuado en funci6n de las condiciones de reacshyci6n tempera tura co ncentraci6n de catalizador y concentraci6n de acidos glasos libres (FFA) en el aceishyte de partida
No ex isten estudios publicados hasta e l momenta acerca de la transhysesterificaci6n de lCeites con etanol pero sf trab~jos como el de Dalla Cosshyta et al [7J quienes efectuaron un estudio comparativo con metanol y etanol y del que se conduye que los rendimientos obtenidos para el casu del uso de etanol son ligeramente inferiores Debido a esto se ha emshypleado eI modelo cinetico de la reacshycion de transesterificaci6n del aceite de girasol refinado con metanol emshypleando hidroxido potasico KOH como catalizador siguiendo las ecuashyciones propuestas por Vicente et a [8J No obstante se ha seleccionado como catali zado r hidr6xido s6d ico ya que segun varios auto res [8 9J se obtienen mejores rendimientos y mayores purezas de biodiesel y se ha seleccionado una relacion molar aceite de girasoletanol de 16 ya que se ha demostrado [9J que es a la que se obtienen mltjores resultados
Para la resoluci6n del sistema de ecuaciones diferenciales del modelo cinetico seleccionado se empleo inshytegraci6n numerica obteniendose los perfiles de concentraci6n de los diferentes compuestos con el tiemshypo (vease la Figura 1) para temperashyturas comprendidas entre 25 y 65degC concen traciones de catalizador enshytre 05 y 15 en peso y can tidades crecientes de porcentaje inicial de acid os grasos de 0 a 7 (en peso)
Como el aceite de partida empleashydo en eI estudio cinetico de Vicente et aI [8J era refinado es decir de bajo contenido en FFA para contemplar aquellos casos en los que se partirfa de aceites usados 0 sin refinar con e1evada acidez se incluyo tam bien la acidez del aceite de partida (0 conteshynido en acidos grasos Iibres 0 FFA) como una variable mas a optimizar Se considero que eS los reaccionan con el catalizador en relacion esteshyquiometrica 11 mediante una reacshycion rapida e irreversible (reacci6n aciclo-base) hasta que se ago tan los acidos presentes De esta manera la concentraci6n efectiva de catalizador disponible para la transesterificaci6n es la diferencia entre la cantidad inishycialmente adicionada y la consumida en la leacci6n con los FFA
Una vez construidos los perfiles se calculo el rendimiento obtenishydo para cada cor~j un to de variables temperatura-concentraci6n de catashylizador-concentraci6n inicial de FFA (entendiendo por rendimiento los moles de biodiesel obtenidos respec-
Ndeg 462
100
COMBUSTIBLES
Figura 2
(a) Etecto de la temperatura y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel con un 15 de catalizador
9S
~ 90
2 85c E 6 c ltV a
_ 65 _ 70 _ so_ 75
= 85 90 9S
00
(b) Etecto de la temperatura y la proporcion de catalizador empleado sobre el rendimiento de la conversion en biodiesel de un aceite con 1 de FFA
_ 80 _ 85 =90~ =95 _ 002
c ltV
E
C ltV a
100
95
90
85
(c) Efecto de la proporci6n de catalizador y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel a 55degC TANTO EN LA viA CATALiTICA
ALCALINA COMO EN LA_0 ENZlMATICA LA DISPOSICION _ 20 _ 40 OPTIMA ES LA DE DOS =J 60 =J 80 REACTORES CSTR EN SERlE DE00
DISTINTO TAMANO
to a los teoricamente posibles conshysiderando la composici6n del aceite de partida) y a partir de estos las condiciones 6ptimas de reacci6n Las Figuras 2a 2b y 2c muestran los resultados obtenidos Las condicioshynes 6ptimas de reacci6n resultaron ser temperatura comprendida entre 55 y 65degC 15 de catalizador ) aushysencia de acidez (FFA)
Una vez conocidas las condiciones 6ptimas de reacci6n se procedi6 al dishyserlO 6ptimo de la etapa de reacci6n Se emplearon reactores continuos de tanque agitado CSTR isotermicos para llevar a cabo Ja producci6n de biodiesel en los que se supuso comshyportamiento ideal Se han valorado distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateria de reactores dispuesshytos en serie En todos los casos se tuvo en cuenta la misma alimentaci6n 500 Lh de aceite EI volumen minimo del reactor se calculo empleando la ecuaci6n de diseno para sistemas de densidad constante con la restricci6n
250 INGENIERrA QUrMICA
de que la concentraci6n del producshyto final cumpliese las especificaciones legales (Norma EN14214) la cual se obtuvo tras simular las etapas posteshyriores de separacion con el programa comercial Hysys En la via catalftica alcalina esto ultimo s610 se cumpie cuando se emplea un aceite libre de acidez teniendo en cuenta la composhysici6n de salida del reactor
Con el objeto de reducir los cosshytes de inversi6n en esta etapa de reshyacci6n se ha disenado tambien una baterfa de CSTR considerando la posibilidad de que todos ellos deban tener el mismo volumen 0 bien deshyterminando el volumen de cada uno de ellos de forma que se obtenga en cada etapa el valor minimo Pashyra ello se emple61a herramienta de optimizaci6n Solver implementada en MS Excel Una vez obtenidos los volumenes minimos se evalu6 el cosshyte de los reactores para las distintas disposiciones empleando datos de costes obtenidos de la bibliograffa en forma de grMica doble logarft shy
mica de costes frente a la capacidad de los mismos [1 OJ Y los valores asi obtenidos se actualizaron mediante los indices de costes de equipos ) plantas quimicas en 2007 [I1J
Por otro lado se realiz6 un bashylance energetico a cada reactor con el fin de encontrar los costes anuales derivados de mantener la temperashytura de reacci6n constante tenienshydo en cuenta que la planta opera 24 horas al dia durante 330 dfas al ano Finalmente considerando los costes de los reactores correspondien tes a las distintas posibilidades de diseshyno se encontr6 que el numero de reactores optimo corresponde a una serie con dos CSTR de distinto tashymano Los resultados obtenidos se muestran en la Tabla 1
Evaluacl6n teenica litl e ma lea
Para el modelo cinetico de la transhysesterificacion del aceite se han empleado los resultados del estudio
Ndeg 462
C STI Lpound
La cantidad de enzima a utilizar y su efecto sobre el renclimiento en biodiesel fue tambien objeto de un estudio de Shah et al [12] A partir de sus resultados se concluye que el mejor Fendimiento se alcanza para cantidades del 15 en peso de lipashysa respecto a la cantidad de aceite inicial Sin embargo los autores del estudio recomiendan la utilizacion de concentraciones del orden de 5-10 de lipasa debido a que el rendimiento no decae en exceso y se obtiene un significativo ahorro en costes Por otro lado Salis et al [17] estudiaron el efecto de la temshyperatura sobre el rendimiento de la reaccion de transesterificacion con butanol encontrando que el valor optimo esta en torno a 40degC Dado que no se espera diferencias entre este valor y el que se obtendria emshypleando etanol se considera 40degC como temperatura optima en el preshysente trabajo La relacion molar opshytima entre reactivos para la reacci6n de transesterificacion con butanol se encuentra entre 13 y 16 [17] De nuevo es razonable considerar que el uso de etanol no modificara este resultado y se selecciono una relashycion molar de 1 4
Una vez seleccionadas las conshydiciones de reaccion y obtenido el modelo cinetico se procedio a anashylizar el efecto de los FFA en el renshydimiento de la reaccion Para ello se plantearon simultaneamente las ecuaciones diferenciales de los moshydelos combinados de trigliceJidos y de FFA con porcentajes crecientes de FFA A continuacion se resolvieshyron dichas ecuaciones diferenciales mediante metodos numericos obteshyniendo los resultados de la reaccion de transesterificacion de aceite de J curcas con etanol a 40degC 10 de enzima y relacion molar 14 aceite etanol resumidos en la Tabla 2 tras 12 h de reaccion
Posteriormente se han realizado los calculos para el caso de un aceishyte con acidez inicial del 9 en peshyso calculada respecto a la masa de trigliceridos a un temperatura de 40degC con 5-10 en peso de catalizashydor calculado respecto a la masa inishycial de trigliceridos y relacion molar 14 trigliceridosetanol Los perfiles de concentracion con el tiempo de todas las sustancias presentes en el medio de reaccion se muestran en la Figura 3
Tras seleccionar la combinacion optima de las variables de reaccion
Ndeg 462
de Shah et al [12] para el aceite de Jatropha curcas con etanol en presenshycia de una lipasa A partir de los datos de rendimiento en biodiesel con el tiempo y utilizando el programa Mishycromath Scientist 30 se ha encontrashydo el mejor ajuste posible de las consshytantes cineticas correspondientes a un modelo generico tipo Ping Pong Bi Bi con inhibicion competitiva por susshytrato Son varios los autores que han comprobado que las reacciones de transesterificacion se ajustan a ecuashyciones cineticas de este tipo [1314]
En el caso de la cataJisis enzishymatica se ha evaluado el efecto del contenido en FFA en la materia prishyma A diferencia de la vIa catalftica alcalina en la via enzimatica los FFA se convierten tambien a biodiesel Esto supone una ventaja ya que para una misma concentracion de
Contenido en FFA ()
o 1
15
18
21
252 INGENIERiA QUIMICA
Contenido I Diseiio reactor I Volumen I Inversion FFA () I total (m3) (euro)I
1 CSTR 2 47500
DlstlfllO tamailc 9 26300 2CSTR
r) Misn I tam 110 15 29400
3 CSTR Dlstlnto tamano 8 36600
COSTE ENERGETICO i ano) 1500
FFA en el aceite de partida se obshytiene un mayor rendimiento final en biodiesel respecto a la cantidad de materia prima empleada Para llevar a cabo este estudio y debido a que los aceites empleados en los estudios publicados son refinados y por tanto de muy baja acidez fue necesario bus car datos cineticos adicionales para la reaccion de esshyterificacion enzimatica de FFA Con este objeto se empleo el estudio de Oliveira et al [15] en el que se aborda la reaccion del acido oleico con etanol en presencia de una lipashysa como catalizador El acido oleico es representativo de los FFA de 18 atomos de carbono de longitud de cadena los cuales suponen el 89 del total de los presen tes en la mashyyor parte de aceites vegetales como el deJ curcas [16]
I Rendimiento ()
9996
9991
998
996
991
991
987
982
971
COMBU rIBLES
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
Figura 1 Evoluclon de las concentraclones de los compuestos participantes en la produccion de biodiesel a partir de aceltes vegetales mediante catalisis alcallna a 55degC con 1 de cataJizador (KOH ) yacelte conteniendo un 1 de acldos grasos (FFA)
6
0 E -
c 0 u ~ +- C Q) u c 0
U
transesterificac ion (alcoholisis y acishydolisis)
Las ventajas del uso de lipasas coshymo catalizadores en la produccion de biodiesel son las siguientes
- EI gli cero l puede recuperarse facilmente por ejemplo mediante decantacion 0 centrifngacion
- Los acidos grasos libres con teshynidos en el aceite pueden transforshymarse completamente a metit (0 etil) esteres
- No tiene lugar la formacion de jabones
POl o[ro lado los inconvenientes de la catalisis emimatica son
- Elevado coste del catalizador enzimatico frente a los alcal is yacishydos industrialmente utilizados
- Reducida velocidad de reaccion [6]
Actualmente la produccion inshydustrial de biodiesel se lleva a cabo mediante alcoh61 isis de aceites vegeshytales usando un catalizador alcalino De este proceso resulta un agua resishydual alcalina que necesita de tratashymiento para no general problemas ambientales Por el con trario la alshycoholisis enzimatica no genera ninshy
248 INGENIERfA QUrMICA
Biodiesel
5 k- Glicerol
-+- Trigliceridos Digliceridos
-e- Monogliceridos4 -er- Etanol
3
2
o 02 04 06 08 1
Tiempo de reacci6n (h)
gun material de desecho por 10 que la produccion de biodiese l usando lipasas ha tornado un gra n interes
En el presen te trabajo se estudia en detalle la etapa de reacci6n en la obtencion de biodiesel por transesterishyficacion de un aceite vegetal con difeshyrentes grad os de acidez yempleando etanol (que se puede obtener tambien a partir de materias primas renovashybles) como alternativa al tradicional uso de metano Sobre la base de los estudios publicados hasta el momento se han analizado dos vfa~ de catalisis la vfa tradicional 0 alcalina y una vfa alternativa que emplea enzimas como biocatalizadores con el fin de estableshycer cua resulta mas eficiente en la obshy[en cion de este biocombustible
Evaluaclon tecmca de la i catartic al lin EI primer paso es la determinacion del rendimiento final de biodiesel para la reaccion de transesterificashycion de trigliceridos con etanol en presencia de un alcali empleando un modelo cinetico adecuado en funci6n de las condiciones de reacshyci6n tempera tura co ncentraci6n de catalizador y concentraci6n de acidos glasos libres (FFA) en el aceishyte de partida
No ex isten estudios publicados hasta e l momenta acerca de la transhysesterificaci6n de lCeites con etanol pero sf trab~jos como el de Dalla Cosshyta et al [7J quienes efectuaron un estudio comparativo con metanol y etanol y del que se conduye que los rendimientos obtenidos para el casu del uso de etanol son ligeramente inferiores Debido a esto se ha emshypleado eI modelo cinetico de la reacshycion de transesterificaci6n del aceite de girasol refinado con metanol emshypleando hidroxido potasico KOH como catalizador siguiendo las ecuashyciones propuestas por Vicente et a [8J No obstante se ha seleccionado como catali zado r hidr6xido s6d ico ya que segun varios auto res [8 9J se obtienen mejores rendimientos y mayores purezas de biodiesel y se ha seleccionado una relacion molar aceite de girasoletanol de 16 ya que se ha demostrado [9J que es a la que se obtienen mltjores resultados
Para la resoluci6n del sistema de ecuaciones diferenciales del modelo cinetico seleccionado se empleo inshytegraci6n numerica obteniendose los perfiles de concentraci6n de los diferentes compuestos con el tiemshypo (vease la Figura 1) para temperashyturas comprendidas entre 25 y 65degC concen traciones de catalizador enshytre 05 y 15 en peso y can tidades crecientes de porcentaje inicial de acid os grasos de 0 a 7 (en peso)
Como el aceite de partida empleashydo en eI estudio cinetico de Vicente et aI [8J era refinado es decir de bajo contenido en FFA para contemplar aquellos casos en los que se partirfa de aceites usados 0 sin refinar con e1evada acidez se incluyo tam bien la acidez del aceite de partida (0 conteshynido en acidos grasos Iibres 0 FFA) como una variable mas a optimizar Se considero que eS los reaccionan con el catalizador en relacion esteshyquiometrica 11 mediante una reacshycion rapida e irreversible (reacci6n aciclo-base) hasta que se ago tan los acidos presentes De esta manera la concentraci6n efectiva de catalizador disponible para la transesterificaci6n es la diferencia entre la cantidad inishycialmente adicionada y la consumida en la leacci6n con los FFA
Una vez construidos los perfiles se calculo el rendimiento obtenishydo para cada cor~j un to de variables temperatura-concentraci6n de catashylizador-concentraci6n inicial de FFA (entendiendo por rendimiento los moles de biodiesel obtenidos respec-
Ndeg 462
100
COMBUSTIBLES
Figura 2
(a) Etecto de la temperatura y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel con un 15 de catalizador
9S
~ 90
2 85c E 6 c ltV a
_ 65 _ 70 _ so_ 75
= 85 90 9S
00
(b) Etecto de la temperatura y la proporcion de catalizador empleado sobre el rendimiento de la conversion en biodiesel de un aceite con 1 de FFA
_ 80 _ 85 =90~ =95 _ 002
c ltV
E
C ltV a
100
95
90
85
(c) Efecto de la proporci6n de catalizador y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel a 55degC TANTO EN LA viA CATALiTICA
ALCALINA COMO EN LA_0 ENZlMATICA LA DISPOSICION _ 20 _ 40 OPTIMA ES LA DE DOS =J 60 =J 80 REACTORES CSTR EN SERlE DE00
DISTINTO TAMANO
to a los teoricamente posibles conshysiderando la composici6n del aceite de partida) y a partir de estos las condiciones 6ptimas de reacci6n Las Figuras 2a 2b y 2c muestran los resultados obtenidos Las condicioshynes 6ptimas de reacci6n resultaron ser temperatura comprendida entre 55 y 65degC 15 de catalizador ) aushysencia de acidez (FFA)
Una vez conocidas las condiciones 6ptimas de reacci6n se procedi6 al dishyserlO 6ptimo de la etapa de reacci6n Se emplearon reactores continuos de tanque agitado CSTR isotermicos para llevar a cabo Ja producci6n de biodiesel en los que se supuso comshyportamiento ideal Se han valorado distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateria de reactores dispuesshytos en serie En todos los casos se tuvo en cuenta la misma alimentaci6n 500 Lh de aceite EI volumen minimo del reactor se calculo empleando la ecuaci6n de diseno para sistemas de densidad constante con la restricci6n
250 INGENIERrA QUrMICA
de que la concentraci6n del producshyto final cumpliese las especificaciones legales (Norma EN14214) la cual se obtuvo tras simular las etapas posteshyriores de separacion con el programa comercial Hysys En la via catalftica alcalina esto ultimo s610 se cumpie cuando se emplea un aceite libre de acidez teniendo en cuenta la composhysici6n de salida del reactor
Con el objeto de reducir los cosshytes de inversi6n en esta etapa de reshyacci6n se ha disenado tambien una baterfa de CSTR considerando la posibilidad de que todos ellos deban tener el mismo volumen 0 bien deshyterminando el volumen de cada uno de ellos de forma que se obtenga en cada etapa el valor minimo Pashyra ello se emple61a herramienta de optimizaci6n Solver implementada en MS Excel Una vez obtenidos los volumenes minimos se evalu6 el cosshyte de los reactores para las distintas disposiciones empleando datos de costes obtenidos de la bibliograffa en forma de grMica doble logarft shy
mica de costes frente a la capacidad de los mismos [1 OJ Y los valores asi obtenidos se actualizaron mediante los indices de costes de equipos ) plantas quimicas en 2007 [I1J
Por otro lado se realiz6 un bashylance energetico a cada reactor con el fin de encontrar los costes anuales derivados de mantener la temperashytura de reacci6n constante tenienshydo en cuenta que la planta opera 24 horas al dia durante 330 dfas al ano Finalmente considerando los costes de los reactores correspondien tes a las distintas posibilidades de diseshyno se encontr6 que el numero de reactores optimo corresponde a una serie con dos CSTR de distinto tashymano Los resultados obtenidos se muestran en la Tabla 1
Evaluacl6n teenica litl e ma lea
Para el modelo cinetico de la transhysesterificacion del aceite se han empleado los resultados del estudio
Ndeg 462
C STI Lpound
La cantidad de enzima a utilizar y su efecto sobre el renclimiento en biodiesel fue tambien objeto de un estudio de Shah et al [12] A partir de sus resultados se concluye que el mejor Fendimiento se alcanza para cantidades del 15 en peso de lipashysa respecto a la cantidad de aceite inicial Sin embargo los autores del estudio recomiendan la utilizacion de concentraciones del orden de 5-10 de lipasa debido a que el rendimiento no decae en exceso y se obtiene un significativo ahorro en costes Por otro lado Salis et al [17] estudiaron el efecto de la temshyperatura sobre el rendimiento de la reaccion de transesterificacion con butanol encontrando que el valor optimo esta en torno a 40degC Dado que no se espera diferencias entre este valor y el que se obtendria emshypleando etanol se considera 40degC como temperatura optima en el preshysente trabajo La relacion molar opshytima entre reactivos para la reacci6n de transesterificacion con butanol se encuentra entre 13 y 16 [17] De nuevo es razonable considerar que el uso de etanol no modificara este resultado y se selecciono una relashycion molar de 1 4
Una vez seleccionadas las conshydiciones de reaccion y obtenido el modelo cinetico se procedio a anashylizar el efecto de los FFA en el renshydimiento de la reaccion Para ello se plantearon simultaneamente las ecuaciones diferenciales de los moshydelos combinados de trigliceJidos y de FFA con porcentajes crecientes de FFA A continuacion se resolvieshyron dichas ecuaciones diferenciales mediante metodos numericos obteshyniendo los resultados de la reaccion de transesterificacion de aceite de J curcas con etanol a 40degC 10 de enzima y relacion molar 14 aceite etanol resumidos en la Tabla 2 tras 12 h de reaccion
Posteriormente se han realizado los calculos para el caso de un aceishyte con acidez inicial del 9 en peshyso calculada respecto a la masa de trigliceridos a un temperatura de 40degC con 5-10 en peso de catalizashydor calculado respecto a la masa inishycial de trigliceridos y relacion molar 14 trigliceridosetanol Los perfiles de concentracion con el tiempo de todas las sustancias presentes en el medio de reaccion se muestran en la Figura 3
Tras seleccionar la combinacion optima de las variables de reaccion
Ndeg 462
de Shah et al [12] para el aceite de Jatropha curcas con etanol en presenshycia de una lipasa A partir de los datos de rendimiento en biodiesel con el tiempo y utilizando el programa Mishycromath Scientist 30 se ha encontrashydo el mejor ajuste posible de las consshytantes cineticas correspondientes a un modelo generico tipo Ping Pong Bi Bi con inhibicion competitiva por susshytrato Son varios los autores que han comprobado que las reacciones de transesterificacion se ajustan a ecuashyciones cineticas de este tipo [1314]
En el caso de la cataJisis enzishymatica se ha evaluado el efecto del contenido en FFA en la materia prishyma A diferencia de la vIa catalftica alcalina en la via enzimatica los FFA se convierten tambien a biodiesel Esto supone una ventaja ya que para una misma concentracion de
Contenido en FFA ()
o 1
15
18
21
252 INGENIERiA QUIMICA
Contenido I Diseiio reactor I Volumen I Inversion FFA () I total (m3) (euro)I
1 CSTR 2 47500
DlstlfllO tamailc 9 26300 2CSTR
r) Misn I tam 110 15 29400
3 CSTR Dlstlnto tamano 8 36600
COSTE ENERGETICO i ano) 1500
FFA en el aceite de partida se obshytiene un mayor rendimiento final en biodiesel respecto a la cantidad de materia prima empleada Para llevar a cabo este estudio y debido a que los aceites empleados en los estudios publicados son refinados y por tanto de muy baja acidez fue necesario bus car datos cineticos adicionales para la reaccion de esshyterificacion enzimatica de FFA Con este objeto se empleo el estudio de Oliveira et al [15] en el que se aborda la reaccion del acido oleico con etanol en presencia de una lipashysa como catalizador El acido oleico es representativo de los FFA de 18 atomos de carbono de longitud de cadena los cuales suponen el 89 del total de los presen tes en la mashyyor parte de aceites vegetales como el deJ curcas [16]
I Rendimiento ()
9996
9991
998
996
991
991
987
982
971
COMBU rIBLES
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
(a) Etecto de la temperatura y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel con un 15 de catalizador
9S
~ 90
2 85c E 6 c ltV a
_ 65 _ 70 _ so_ 75
= 85 90 9S
00
(b) Etecto de la temperatura y la proporcion de catalizador empleado sobre el rendimiento de la conversion en biodiesel de un aceite con 1 de FFA
_ 80 _ 85 =90~ =95 _ 002
c ltV
E
C ltV a
100
95
90
85
(c) Efecto de la proporci6n de catalizador y la acidez del aceite empleado sobre el rendimiento de la conversi6n en biodiesel a 55degC TANTO EN LA viA CATALiTICA
ALCALINA COMO EN LA_0 ENZlMATICA LA DISPOSICION _ 20 _ 40 OPTIMA ES LA DE DOS =J 60 =J 80 REACTORES CSTR EN SERlE DE00
DISTINTO TAMANO
to a los teoricamente posibles conshysiderando la composici6n del aceite de partida) y a partir de estos las condiciones 6ptimas de reacci6n Las Figuras 2a 2b y 2c muestran los resultados obtenidos Las condicioshynes 6ptimas de reacci6n resultaron ser temperatura comprendida entre 55 y 65degC 15 de catalizador ) aushysencia de acidez (FFA)
Una vez conocidas las condiciones 6ptimas de reacci6n se procedi6 al dishyserlO 6ptimo de la etapa de reacci6n Se emplearon reactores continuos de tanque agitado CSTR isotermicos para llevar a cabo Ja producci6n de biodiesel en los que se supuso comshyportamiento ideal Se han valorado distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateria de reactores dispuesshytos en serie En todos los casos se tuvo en cuenta la misma alimentaci6n 500 Lh de aceite EI volumen minimo del reactor se calculo empleando la ecuaci6n de diseno para sistemas de densidad constante con la restricci6n
250 INGENIERrA QUrMICA
de que la concentraci6n del producshyto final cumpliese las especificaciones legales (Norma EN14214) la cual se obtuvo tras simular las etapas posteshyriores de separacion con el programa comercial Hysys En la via catalftica alcalina esto ultimo s610 se cumpie cuando se emplea un aceite libre de acidez teniendo en cuenta la composhysici6n de salida del reactor
Con el objeto de reducir los cosshytes de inversi6n en esta etapa de reshyacci6n se ha disenado tambien una baterfa de CSTR considerando la posibilidad de que todos ellos deban tener el mismo volumen 0 bien deshyterminando el volumen de cada uno de ellos de forma que se obtenga en cada etapa el valor minimo Pashyra ello se emple61a herramienta de optimizaci6n Solver implementada en MS Excel Una vez obtenidos los volumenes minimos se evalu6 el cosshyte de los reactores para las distintas disposiciones empleando datos de costes obtenidos de la bibliograffa en forma de grMica doble logarft shy
mica de costes frente a la capacidad de los mismos [1 OJ Y los valores asi obtenidos se actualizaron mediante los indices de costes de equipos ) plantas quimicas en 2007 [I1J
Por otro lado se realiz6 un bashylance energetico a cada reactor con el fin de encontrar los costes anuales derivados de mantener la temperashytura de reacci6n constante tenienshydo en cuenta que la planta opera 24 horas al dia durante 330 dfas al ano Finalmente considerando los costes de los reactores correspondien tes a las distintas posibilidades de diseshyno se encontr6 que el numero de reactores optimo corresponde a una serie con dos CSTR de distinto tashymano Los resultados obtenidos se muestran en la Tabla 1
Evaluacl6n teenica litl e ma lea
Para el modelo cinetico de la transhysesterificacion del aceite se han empleado los resultados del estudio
Ndeg 462
C STI Lpound
La cantidad de enzima a utilizar y su efecto sobre el renclimiento en biodiesel fue tambien objeto de un estudio de Shah et al [12] A partir de sus resultados se concluye que el mejor Fendimiento se alcanza para cantidades del 15 en peso de lipashysa respecto a la cantidad de aceite inicial Sin embargo los autores del estudio recomiendan la utilizacion de concentraciones del orden de 5-10 de lipasa debido a que el rendimiento no decae en exceso y se obtiene un significativo ahorro en costes Por otro lado Salis et al [17] estudiaron el efecto de la temshyperatura sobre el rendimiento de la reaccion de transesterificacion con butanol encontrando que el valor optimo esta en torno a 40degC Dado que no se espera diferencias entre este valor y el que se obtendria emshypleando etanol se considera 40degC como temperatura optima en el preshysente trabajo La relacion molar opshytima entre reactivos para la reacci6n de transesterificacion con butanol se encuentra entre 13 y 16 [17] De nuevo es razonable considerar que el uso de etanol no modificara este resultado y se selecciono una relashycion molar de 1 4
Una vez seleccionadas las conshydiciones de reaccion y obtenido el modelo cinetico se procedio a anashylizar el efecto de los FFA en el renshydimiento de la reaccion Para ello se plantearon simultaneamente las ecuaciones diferenciales de los moshydelos combinados de trigliceJidos y de FFA con porcentajes crecientes de FFA A continuacion se resolvieshyron dichas ecuaciones diferenciales mediante metodos numericos obteshyniendo los resultados de la reaccion de transesterificacion de aceite de J curcas con etanol a 40degC 10 de enzima y relacion molar 14 aceite etanol resumidos en la Tabla 2 tras 12 h de reaccion
Posteriormente se han realizado los calculos para el caso de un aceishyte con acidez inicial del 9 en peshyso calculada respecto a la masa de trigliceridos a un temperatura de 40degC con 5-10 en peso de catalizashydor calculado respecto a la masa inishycial de trigliceridos y relacion molar 14 trigliceridosetanol Los perfiles de concentracion con el tiempo de todas las sustancias presentes en el medio de reaccion se muestran en la Figura 3
Tras seleccionar la combinacion optima de las variables de reaccion
Ndeg 462
de Shah et al [12] para el aceite de Jatropha curcas con etanol en presenshycia de una lipasa A partir de los datos de rendimiento en biodiesel con el tiempo y utilizando el programa Mishycromath Scientist 30 se ha encontrashydo el mejor ajuste posible de las consshytantes cineticas correspondientes a un modelo generico tipo Ping Pong Bi Bi con inhibicion competitiva por susshytrato Son varios los autores que han comprobado que las reacciones de transesterificacion se ajustan a ecuashyciones cineticas de este tipo [1314]
En el caso de la cataJisis enzishymatica se ha evaluado el efecto del contenido en FFA en la materia prishyma A diferencia de la vIa catalftica alcalina en la via enzimatica los FFA se convierten tambien a biodiesel Esto supone una ventaja ya que para una misma concentracion de
Contenido en FFA ()
o 1
15
18
21
252 INGENIERiA QUIMICA
Contenido I Diseiio reactor I Volumen I Inversion FFA () I total (m3) (euro)I
1 CSTR 2 47500
DlstlfllO tamailc 9 26300 2CSTR
r) Misn I tam 110 15 29400
3 CSTR Dlstlnto tamano 8 36600
COSTE ENERGETICO i ano) 1500
FFA en el aceite de partida se obshytiene un mayor rendimiento final en biodiesel respecto a la cantidad de materia prima empleada Para llevar a cabo este estudio y debido a que los aceites empleados en los estudios publicados son refinados y por tanto de muy baja acidez fue necesario bus car datos cineticos adicionales para la reaccion de esshyterificacion enzimatica de FFA Con este objeto se empleo el estudio de Oliveira et al [15] en el que se aborda la reaccion del acido oleico con etanol en presencia de una lipashysa como catalizador El acido oleico es representativo de los FFA de 18 atomos de carbono de longitud de cadena los cuales suponen el 89 del total de los presen tes en la mashyyor parte de aceites vegetales como el deJ curcas [16]
I Rendimiento ()
9996
9991
998
996
991
991
987
982
971
COMBU rIBLES
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
La cantidad de enzima a utilizar y su efecto sobre el renclimiento en biodiesel fue tambien objeto de un estudio de Shah et al [12] A partir de sus resultados se concluye que el mejor Fendimiento se alcanza para cantidades del 15 en peso de lipashysa respecto a la cantidad de aceite inicial Sin embargo los autores del estudio recomiendan la utilizacion de concentraciones del orden de 5-10 de lipasa debido a que el rendimiento no decae en exceso y se obtiene un significativo ahorro en costes Por otro lado Salis et al [17] estudiaron el efecto de la temshyperatura sobre el rendimiento de la reaccion de transesterificacion con butanol encontrando que el valor optimo esta en torno a 40degC Dado que no se espera diferencias entre este valor y el que se obtendria emshypleando etanol se considera 40degC como temperatura optima en el preshysente trabajo La relacion molar opshytima entre reactivos para la reacci6n de transesterificacion con butanol se encuentra entre 13 y 16 [17] De nuevo es razonable considerar que el uso de etanol no modificara este resultado y se selecciono una relashycion molar de 1 4
Una vez seleccionadas las conshydiciones de reaccion y obtenido el modelo cinetico se procedio a anashylizar el efecto de los FFA en el renshydimiento de la reaccion Para ello se plantearon simultaneamente las ecuaciones diferenciales de los moshydelos combinados de trigliceJidos y de FFA con porcentajes crecientes de FFA A continuacion se resolvieshyron dichas ecuaciones diferenciales mediante metodos numericos obteshyniendo los resultados de la reaccion de transesterificacion de aceite de J curcas con etanol a 40degC 10 de enzima y relacion molar 14 aceite etanol resumidos en la Tabla 2 tras 12 h de reaccion
Posteriormente se han realizado los calculos para el caso de un aceishyte con acidez inicial del 9 en peshyso calculada respecto a la masa de trigliceridos a un temperatura de 40degC con 5-10 en peso de catalizashydor calculado respecto a la masa inishycial de trigliceridos y relacion molar 14 trigliceridosetanol Los perfiles de concentracion con el tiempo de todas las sustancias presentes en el medio de reaccion se muestran en la Figura 3
Tras seleccionar la combinacion optima de las variables de reaccion
Ndeg 462
de Shah et al [12] para el aceite de Jatropha curcas con etanol en presenshycia de una lipasa A partir de los datos de rendimiento en biodiesel con el tiempo y utilizando el programa Mishycromath Scientist 30 se ha encontrashydo el mejor ajuste posible de las consshytantes cineticas correspondientes a un modelo generico tipo Ping Pong Bi Bi con inhibicion competitiva por susshytrato Son varios los autores que han comprobado que las reacciones de transesterificacion se ajustan a ecuashyciones cineticas de este tipo [1314]
En el caso de la cataJisis enzishymatica se ha evaluado el efecto del contenido en FFA en la materia prishyma A diferencia de la vIa catalftica alcalina en la via enzimatica los FFA se convierten tambien a biodiesel Esto supone una ventaja ya que para una misma concentracion de
Contenido en FFA ()
o 1
15
18
21
252 INGENIERiA QUIMICA
Contenido I Diseiio reactor I Volumen I Inversion FFA () I total (m3) (euro)I
1 CSTR 2 47500
DlstlfllO tamailc 9 26300 2CSTR
r) Misn I tam 110 15 29400
3 CSTR Dlstlnto tamano 8 36600
COSTE ENERGETICO i ano) 1500
FFA en el aceite de partida se obshytiene un mayor rendimiento final en biodiesel respecto a la cantidad de materia prima empleada Para llevar a cabo este estudio y debido a que los aceites empleados en los estudios publicados son refinados y por tanto de muy baja acidez fue necesario bus car datos cineticos adicionales para la reaccion de esshyterificacion enzimatica de FFA Con este objeto se empleo el estudio de Oliveira et al [15] en el que se aborda la reaccion del acido oleico con etanol en presencia de una lipashysa como catalizador El acido oleico es representativo de los FFA de 18 atomos de carbono de longitud de cadena los cuales suponen el 89 del total de los presen tes en la mashyyor parte de aceites vegetales como el deJ curcas [16]
I Rendimiento ()
9996
9991
998
996
991
991
987
982
971
COMBU rIBLES
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
Figura 3 Evolucion de las concentraclones de los compuestos partlclpantes en la producclon de blodlesel a partir de aceltes vegetales mediante catalisis enzimatlca a 40degC con 5middot10de catallzador relaclon molar 14 y aceite con 9 de FFA
35
3
~ 25 0 E
2c 0 U rtl + 15 C a u c 10 u
05
0
0 2 4 6 8
Tiempo de reacci6n (h)
Biosiesel
A--- Glicerol ___ Trigliceridos
-a- Acidos libres
-+- Agua Etanol
10 12
se procedio al diseno del reactor enshyzimatico Del mismo modo que en la vfa alcalina se emplearon reactores continuos de tanque agitado CSshyTR isotermicos para llevar a cabo la produccion de biodiesel medianshyte catalisis enzimatica Se han valoshyrado ademas distintas posibilidades de diseno pues se puede emplear un unico reactor 0 bien una bateshyrfa de reactores dispuestos en serie En ambos casos se han empleado las condiciones optimas del proceso determinadas anteriormen te 40degC y lipasa de Pseudomonas cepacia inmoshyvilizada siendo las materias primas aceite vegetal y etano
La enzima se comercializa ya inshymovilizada en partfculas facilmente separables por decantacion flltrashycion 0 centrifugacion suave Una vez separadas pueden volver a introdushycirse al reactor Esta reutilizacion es clave para la economfa del proceso En este proyecto se ha supuesto una eficacia en la recuperacion de las parshytfculas del 99 y una tasa de reutilishyzacion del enzima de 100 ciclos En todos los casos se tomaron los flujos molares de entrada de reactivos calshyculados anteriormente (para un flushyjo de entrada de aceite de 500 L h) Y se calcularon las concentraciones iniciales de ambos reactivos 083
254 INGENIERfA QUiM ICA
mol L para e l aceite y 332 mol L para el etanol A continuacion se calculo el f1ujo volumetrico del etashynol 123 L h Y el flujo volumetrico de entrada total 623 L h
EI procedimiento de dlculo del volumen de reactor necesario es analogo al de la vfa alcalina expl ishycado anteriormente Los resultados obtenidos se muestran en la Tabla 3 De nuevo se observa que la disposishycion optima es la que corresponde a 2 CSTR en serie de distinto tamano
Puri Icaci6n I
EI proceso de purificacion tiene por objeto comprobar la adecuacion a norma de la composicion del bioshydiesel obtenido como producto Esshyte proceso comienza en la corrienshyte de salida del reactor compuesta principalmente por los productos de la reaccion biodiesel glicerina y agua y por reactivos de conversion incompleta etanol acidos grasos lishybres y trigliceridos Asf pues la etapa de purificacion finaliza cuando los niveles de estos compuestos se enshycuentran dentro de los Ifmites que marca la norma EN14214
Para lIevar a cabo los calculos de la separacion se ha empleado el
programa de simulacion de procesos qufmicos AspenTech Hysys 301 Esshyte programa penni te hacer dlculos de equilibrio mediante metodos rishygurosos previa selecc ion de un adeshycuado mode lo termodinamico
EI modelo a elegir depende prinshycipalmente de la composicion de la mezcla que se desea separar En el presente proyecto se tiene una mezshycia de marcado caracter no ideal con presencia de compuestos a ltashymente polares como agua 0 gliceshyrol Por ello se ha seleccionado un modelo de coeficientes de actividad NRTL extendido con prediccion de coeficientes de interaccion binarios para aquellos casos en que no son dispone de datos mediante Unifac LL EI modelo NRTL ha sido usado por Zhang et al [I8] para la simushylac ion de una planta completa de produccion de biodiesel
EI diagrama de f1ujo de la sepashyracion consta de un cambiador de calor que proporciona la temperashytura necesaria a la corriente de alishymentacion mediante una corriente de energia y a continuacion una valvula en la que la alimentacion se expande desde presion atmosferica hasta 20 kPa El separador flash trabaja a esta presion pues con ella se alcanza una buena separacion sin ejercer un vacio excesivo [I8] y es ademas un valor habitual en las plantas de biodiesel actualmente en funcionamiento La temperatura en el separador flash es una de las vashyriables a optimizar pues de ella deshypende en gran medida la cantidad final de etanol en el biodiesel proshyducto y que este cumpia espec ificashyciones Una vez separado el etanol vaporizado en el flash de la corrienshyte de salida del reactor se comprime la fase Ifqu ida de salida del flash de nuevo hasta presion atmosferica en la bomba y a continuacion se refrishygera en un cambiador de calor meshydiante o tra corriente de energfa La disminucion de temperatura tiene por obje to favorecer la posterior seshyparacion de fases en el separador Ifshyquido-Ifquido ya que reduce la solushybilidad mutua entre los componenshytes hidrofilos y los hidrofobos Dicha temperatura es la segunda variable de diseno que sera op timizada
EI ultimo equipo es el separador Ifquido-Ifquido (en realidad en el simulador Hysys siempre se consideshyra la formacion de una fase vapor en equilibrio por 10 que el separaclor es en realidad de tres fases L-L-V aun-
NO 462
1 rSTR 1 2b3900
Distmlo taman 44 44400 CSTR
0 MisIll0 lamano 46 15000
[)Istinto tamana 25 v 300 3 cSTR
MI51ll0 tarnano 26 15800
GUSI ENERGETICO Wain) 21300
1 UJICO CS1R 77fi 407000
DI5tn(1) tltlmalo 15 44500 2CSrn
Ilsmo IBnlsno 45100
Os nto tamano 25 5100 3 CSiR
Miltnl1imaii1 26 45 00
- ---shy
COSTE ENERGETlCO ti 0) 22300
---~
1 UNICO csm 283 155100
omiddot Into tafl11lrio 17 45500 CSTR
1I11smo lamane 49 16600
~
D stil1to mano 26 45900 3 CST
Mismo tamano 27 46400
COSTE ENERGEnCO (euroI 10~ 22300
~
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
nempo de I TSep LmiddotV Consumo TSep LmiddotL E1 (kW) I E2 (kW)
reaccion It J DC aguiI kgh I degc Icalentamiento enfriamiento
15 80 38 12
033 450 30 30 20
80 1070 30 22 15
256 INGENIERfA QUiMICA
que esta ultima tiene un flujo nulo) En este separador se mezcla la coshyrriente anterior con una cantidad de agua determinada a fin de realizar el lavado del biodiesel La cantidad de agua a utilizar es la ultima variashyble de diseno considerada Medianshyte ellavado se consigue un producto final en la corriente fase biodiesel que cum pIe las especificaciones que marca la norma EN14214 siendo necesario encontrar el 6ptimo de las variables de diseno (el valor que dara lugar a los minimos costes) que se han ido definiendo temperatura del flash temperatura de refrigerashyci6n de la corriente biodiesel a lashyvado y flujo de agua necesaria para ellavado
Las condiciones 6ptimas de la seshyparaci6n fueron obtenidas medianshyte un analisis de sensibilidad del sisshytema El primer paso es determinar el tiempo minimo de reacci6n que permite obtener un biodiesel de cashylidad adecuada Este calculo es direcshyto porque depende de la cantidad de trigliceridos que pennanecen sin reaccionar Para obtenerlo simpleshymente se introducen las concentrashyciones molares de salida del reactor para un tiempo dado y se observa la concentraci6n final de trigliceridos en la fase de l biodiesel
A continuaci6n se realiz6 el anashylisis de sensibilidad del sistema de seshyparaci6n eJ cual consiste en seleccioshynar una serie de variables respuesta (dependientes) y hacer variar de una en una las variables de diseno selecshycionadas (variables independientes) dentro de un intervalo razonable para observar el efecto de las mismas sobre las variables seleccionadas Coshymo variables dependientes se han escogido todas aquellas que definen la composici6n del producto asi como otras que resultan de interes como las perdidas d e biodiesel en la corriente vapor del flash la cantidad de etanol no separado en el flash los consumos energeticos y las posibles perdidas en la corriente vapor del seshyparador Ifquido-liquido
Se ha realizado la optimizaci6n para distintas temperaturas del flash en el intervalo de 65 a 180 C manteshyniendo constante el flujo de agua en el separador L-L en 15 kg h Y la temshyperatura en 80 C Se obtiene un valor 6ptimo de 120degC Por debajo de este valor no se cumplen las especiflcacioshynes mientras que si se emplean mayoshyres temperaturas el consumo energeshytico se ve incrementado Con el objeto
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
VALORESOPTIMOSDE LAS VARIABLES DE DISENO IENELLFROCESO DEPURIFICACIOMDEmIODIESELl OBTENIDO POR LA VIA~ ENZIMAficAcON AtEriE DE middotAtibEitmiddotRECIN1tL~~~~~-~= - i--middot
~FFA ~_-__ ~
- l-rr - - - - ~HifjMQ~ I
T~e~p~Q~euro T~SePLmiddotP(lC -~COiiSUiTio 1middot tSep I L~ l~a -~-- - - J _ II bull~~ -- --
re_a sci6n~~ middot - - _rI ~j )~~lI_a i klUh - _
120 15 85 115
100 500 30 - --+-- - - --- shy
tQMsu_MQJ~E~~EBf~QJ
- E1i ( kWr~ -E2ItkW-) ----r1bull - - 11 -~ -~
~caletilnierito 11 ~~~~
o
u No se cumplen las especificlclones en ul ilrrldvcto (exceso de tnoleins)
toS No sa cumplen las especlflcaclones en el producto c~ce 0 de rloleina)
6 20 12
100 _1~_5___I___~ __L~ 115 No se cUlTIplen las esp feaclonlts en el produtto (exceso de tnolell13)
12 15 15 75 30 12
100 135 30
US No se curnplen las especlficaciones en el pmd J 0 ( xce 0 do lliotefna)
15 12
de rebajar este tiltimo se probaron temperaturas inferiores (obteniendo los resultados de la Tabla 4) mediante un incremento del consumo de agua por la pobre separacion en el flash del etanol Se observa que aunque es posible una reduccion de dicha temshyperatura (y de los consiguientes cos~ tes de calefaccion) esto supone una elevaci6n sustancial del flujo de agua de lavado y unas necesidades de refiishygeraci6n en el separador L-L tam bien crecientes No obstante es el amilisis de costes el que debe seleccionar la alternativa mas favorable Dado eI reshyducido consumo de agua a 120 degC se puede comprobar que un incremento en la temperatura del separador L-V
Instalaci6n i1Qulpo comprodos
Instrumemaclon y contr1
Instalaclon tubena5
Instalacll~n sistema etectrico
258 INGENIERfA QUfMICA
33
25
No se cumplen la5 espec liceoclones en el producto (exceso de trioternal
con1Iea unos costes de calefaccion asociados que diffcilmente se ven compensados por el ahorro en el conshysumo de agua
Se ha estudiado la optimizacion de la purificaci6n de biodiesel obteshynido por via alealina cuando se emshyplea un aceite con un contenido en acidez dell Incluso con un ti emshypo de reacci6n de 60 minutos la disminuci6n del rendimiento de la reacci6n debida al consumo del cashytalizador por reacci6n con los acidos libres y al efecto negativo sobre la catalisis fue tal que la cantidad de trishygliceridos sin reaccionar hace que el producto no cumpla la normativa
EI proceso de separaci6n y purishy
47
36
68
11
12
22 - -----lt
23
14
23
ficaci6n de biodiesel obtenido pOl via enzimatica se ha llevado a cabo de manera analoga a la via alealina En primer lugar se ha optimizado el tiempo de reacci6n y a continuashyci6n las variables de diseiio de la seshyparacion para cantidades crecientes de acidos grasos libres ell la alimenshytaci6n Como en esta via la acidez no supone una perdida del rendimienshyto en la etapa de reacci6n ha sido posible obtener biodiesel dentro de especificaciones incluso a partir de alimentaciones con acidez de hasta un 12 en peso Los resultados obshytenidos se resumen en la Tabla 5
bull Evatuaci6n econ6mlca
Para llevar a cabo la evaluaci6n ecoshyn6mica se ha realizado una estimashyci6n de los costes y los ingresos derishyvados de la operacion cle obtencion de biodiesel por transesterificaci6n para despues estimar el potencial econ6mico del proceso y obtener los beneficios 0 perdidas Para esshyta evaluacion se tuvo en cuenta que el proceso para la obtenci6n del biocombustible estaba fonnado por una etapa de reaccion y una serie de etapas de separacion posteriores incluyendo tambien las operaciones de intercambio de calor y bombeo
Ndeg 462
Compra de QUIPOS lOO
COMBUSTIBLES
TABLA 7
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
IrB~ESULTADO BALANCE ECONOMICO VIA ALCAUNA tcQ~ ~N ACEITE UBRE DE ACIDEZ
COSI reactlvos Ieuro arial _ -
Coste CCIIJIPOS( lana
Cost cnergra(euroRiiO)
Coste ar clllunlilmlnlo ~I no
CU Ie agu d gtnfrarl1ltnto(euroaiio __
Coste agua de lavadol anD)
Producto enta blodIPsel(euro aiio
Ingr os-costes(euroanoj
2005200
428500
428_500
7700
1200
120
2766500
auOOO
correspondientes Los costes que se consideraron fueron los de reactivos inversion en equipos e instalacion de los mismos consumo de agua de proceso agua de enfriamien to y vapor de calefaccion y el consumo de energfa electrica Como unico inshygreso se considera el producto de la venta del biodiesel
Se plan teo una evaluacion para cada vfa catalftica y dentro de cada vfa se analizaron tambien diferentes opciones Por un lado se selecciono la combinacion de reactores mas ecoshynomica segun 10 explicado en el dishyseno del reactor Tambien se tuviemn en cuenta para cada via los diferentes grados de acidez del aceite empleado como materia prima y siempre se fuo como restriccion que el biodiesel obshytenido cumpliese las especificaciones de la norma EN14214 Ademas para cada combinacion anterior reactor y grado de acidez del aceite se analizo la viabilidad economica de distintas opciones en las etapas de separacion
01 EstimaCIUll
dp 10 en e y los ngrpsos EI coste de los reactivos se obtuvo de val ores actuales reflejados en el
Chemical Market Reporter [19] En esta lista aparece el precio de los principales productos entre ellos el precio del aceite de girasol crudo (047 euro kg) etanol (054 euro L) e hishydroxido de de potasico (07 euro kg ) que son los reactivos empleados en la catalisis alcalina En la vfa enzishymatica se tuvo que tener en cuenta ademas el coste de las enzimas pashyra 10 se empieo la tabla de precios aproximados de las enzimas mas coshymunes que figura en el estudio de Rozzell [20] y las indicaciones proshyporcionadas por el fabricante de las mismas Novozymes (l000 euro kg) En la vfa enzimatica se tuvieron en cuenta varios precios para e l aceite de partida ya que en esta vfa cabe la posibilidad de emplear aceites de elevada acidez (hasta un 12) Para aceites libres de acidez se consideshyro el precio del aceite crudo (047 eurokg) mientras que en el caso de aceite con mayor acidez se tuvo en cuenta el precio de un aceite usado de freidurfa (042 eurokg) facilitado por la empresa Bionorte (Asturias)
A continuacion se evaluo el cosshyte anualizado de los equipos (todos ellos fabricados en acero inoxidashy
ble) teniendo en cuen ta una vida util de los mismos de 10 aiios con un 20 de valor residual al cabo de este tiempo y un 10 de tasa de interes En la estimacion del coste de los equipos se incluyo el coste de instalacion la instrumentacion y control y el coste derivado de la insshytalacion de tuberfas y sistema electrishyco siguiendo las indicaciones de Peshyters y Timmerhaus [10] Para ella se emplearon una serie de factores que permiten calcular el capital invertishydo a partir del coste de los equipos principales considerando que se trata de una adici6n a una planta ya existente En el caso que nos ocupa los valores empleados son los que se muestran en la Tabla 6
Anteriormente en la etapa de dishyseiio del reactor se habfa demostrashydo que [a manera mas economica de llevar a cabo la reaccion tanto en la via alcalina como en la vfa enzimatishyca era empleando una combinacion de dos CSTR de diferente tamano Esa distribuci6n fue la empleada en la evaluaci6n economica
En los equi pos de intercambio de calor y bombeo empleados tanto en el precalentamiento de la alimenshytacion como en las etapas de sepashyracion posterior se estim6 el coste a partir de las dimensiones de los mismos y empleando las grcificas de estimacion de costes del texto de Peshyters y Timmerhaus [10] Lo mismo se hizo con el coste de los equipos de separaci6n tanto L-V como L-L
Para calcular el coste de la enershygfa electrica se considero el consushymo energetico de las bombas y de la agitacion de los reactores y se tomo el preoio de la electricidad para conshysumo industrial (011 eurokWh)
En todos los casos de calen tashymien to se utiliza vapor saturado a 120degC (8 euro1000 kg) y en enfriashymiento agua de refrigeracion (015 euro 1000 kg) En el caso del agua emshypleada en la etapa de lavado de bioshy
TABLA 8
Co~e cal~ntdlrenl euroAilol 7800 6900 6000
Coste Enfria~linto (euroAAo) 1200 2000 1500
Coste Lallado (euroAJio) 120 3500 8 200
Total euroMo) 9100 12400 15700 ------~-
260 INGENIERrA QUiMICA
diesel se considero el precio de un agua de proceso (l euro1000 kg)
Como unico ingreso se consideshyra la venta de biodiesel EI precio de mercado es variable y se ha estimashydo en 067 euro kg
(f ( ( I
Para la via alcalina solo se pudo dishysenar el reactor para un aceite de partida libre de acidez ya que de otra manera el biodiese l obtenido no cumple las especificaciones pashyra ser vendido Los resultados de la
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
Veil ~il(Jujse l (euroailol 2766500 2601300 2601300
Venta costes (euro ano) 177 260100 t 77 248000 -177280000
evaluacion economica son los que se muestran en la Tabla 7
Debido a que la etapa de separashycion se planteo para diferentes temshyperaturas se evaluo a continuacion si la disminucion de la temperatura en la etapa de separacion supone una ventaja economica Al disminuir la temperatura a la que se separa el etanol en el flash (etapa de equilishybrio L-V) se produce un menor conshysumo de energfa pero esto tambien implica una peor separacion y por tanto un mayor consumo de agua en la etapa de lavado del biodiesel En la Tabla 8 se muestran los resultashydos para los tres casos detail ados en la etapa de separacion
Al disminuir la temperatura en el separador L-V aumentan los cosshytes totales de la etapa de separacion por 10 que aunque se disminuye el consumo de vapor y agua de refrigeshyracion el coste que conlleva el agua de lavado de biodiesel es superior
TABLA 10
Luego se puede concluir que la tem peratura en la etapa de separashycion es optima a 120degC
~ I 111 1 (I
En la vfa enzimatica se han evaluado tres casos para diversos tipos de aceishyte de partida con 0 6 y 12 de acidez y los resultados se muestran en la Tabla 9 El gasto en reactivos supone un valor muy elevado deshybido a que las enzimas son catalizashydores muy caros que hacen que el proceso sea antieconomico Este es el problema con el que se encuenshytran las empresas al intentar llevar a cabo la transesterificacion por la vfa enzimatica ya que el precio de las enzimas es mucho mas elevado que el del catalizador convencional de hidroxido potisico empleado en la vfa alcalina En estos casos 10 que se realiza es la inmovilizacion de la enshyzima de manera que se pueda llevar a cabo una etapa posterior a la reshy
accion de recuperacion de enzima con 10 que parte de esta enzirna se recicla al reactor El resultado es que la alimentacion fresca de enzima se reduce considerablemente con el consiguiente ahorro economico La enzima inmovilizada se recupeshyra median te Iiltracion decan tacion o centrifugacion y se devuelve al reactor En este tTabajo se ha conshysiderado una etapa posterior de reshycuperaci6n de enzima mediante el empleo de un separador centrifllgo que opera recuperando el 99 de la enzima inmovilizada La tasa de reutilizacion de dicha enzima es la correspondiente a 100 ciclos La Tashybla 10 muestra el balance economishyco obtenido para dicho proceso
El resultaelo ele inmovilizar la enzima es que el coste de los reacshytivos disminuye significativamente aunque a pesar de ello el proceso sigue sin ser rentable economicashymente Tambien se observa como disminuye el precio de los reactivos en funcion ele la acidez del aceite Esto es debido a que en el caso de aceite con elevada acidez se consishydero el precio de un aceite usado de fritura cuyo precio es algo mas bajo (042 eurokg frente a 047 euro kg) que el aceite crudo
CUI
En este estudio de obtencion de bioshydiesel mediante vfas cataliticas alcalishyna y enzimatica se han obtenido las siguientes conclusiones
bull Ambos metodos son tecnicashymente viables para la obtencion de biodiesel de calidad a partir de una materia prima con baja acielez 0 libre de ella Sin embargo si la acidez de la materia prima es superior a un 1 la vfa alcalina resulta impracticable o bien requiere una etapa de pretrashytamiento de la materia prima La vfa enzimatica por el contrario permite la valorizacion de aceites ele elevado contenido en acidos grasos libres de hasta un 12 como materia prima para la obtencion de biodiesel
bull Debido a la baja velocidad de reaccion de la vfa enzimatica el volushymen de reactor necesario para tratar las materias primas es muy superior al requerido en la vfa alcalina Sin embargo el consumo energetico de la vfa enzimatica es en terminos generales inferior debiclo a que la reaccion tiene lugar a menor temshyperatura y con menor exceso de eta-
Ndeg 462
I 0 Acidez I 6 Acidez I 12 Acidez
Coste reaCl1VOS (euroano) 3970400 3792600 J792600
Cost ~QIIIJl()s (E ano) 2686 21686 t800
Coste energia (euro ano) 50700 51000 53000
Coste agua catentamlento (Eano) 6700 6700 6400
Casu agu PfifriaITuerno (euroj ano) 1200 1400 1400
Costp 8gua Iwallo (iiano) 120 120 120
Venta Olodlesel (euroano) 2766500 2601300 2601300
Vel Ita rostes (euro ano) -I 284300 middot [272 200 -1274000 _ _----_ ---shy
262 INGENIERIA QUIMICA
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil
ALTERNATIVAS CATALITICAS EN Ll SfNTESIS DE BIODltSEL
nol con e l consecuente ahorro de e ne rgfa en e l precalentamiento de la alimentaci6n yen las operaciones d e separaci6n p os teriores respectishyvamente
bull En cuanto a la viabilidad ecoshyn6 mica se observa que la vfa enzishym atica no resu lta rentable debido al excesivo coste de las enzimas No obstante puede considerarse esta vfa como una alternativa para un fushyturo pues permite el procesamiento de m aterial de desecho de gran acishydez como es el ace ite usado que de otra mane ra deberfa de se r tratado como un residuo con el consecuenshyte problema medioambiental
121 Garcia Camus JM Garcia l aborda JA Biocarbu rantes liquidos biodiesel y etano CEIM Comunidad de Madrid (2006)
[31 National Biodiesel Board (2003)
141Freedman B Pryde E H Mounts ll Varia bles affecting the yield of fany esters from transesterifled vegetable oi l J Am Oil Chem Soc 61(10)1638-1643 (1984)
[51 lappi M Hernandez R Sparks D Horne J Brough M A review of the engineering aspects of the Biodiesel Industry Mississippi Biomass Counci l Jackson MS (2003)
161 Marchetti JM Miguel VU Errazu AF Possible methods for biodiesel production Ren ewable and Sustainable Energy Reviews 11(3-5) 1300-1311 (2007)
[71 Dalia Costa Ba Pisarelio Ml Que rini CA Procesos de Produccion de Biodiesel Uso de Materias Primas Alternativas y de Alta Acidez 3er Congreso de Industria Quimica y Petroquimica del Mercosur 5- 7 Septiembre de 1005 Buenos Aires (Argentina) Disponible en httpwwwipqaorgarCongres03trabajos_ teen iCos_p df procesos_de_pro d u cci 0n pd f
181 Vicente G Martinez M Aracll J Este ban A Kinetics of Sunflower Oil Methanolysis Ind Eng Chem Res 44(15) 5447-5454 (2005)
[91 Rashid U Anwar F Production of biodiesel through optimized alkaline-catalyzed transesteri flcation of rapeseed oil Fuel en prensa (2007)
11 01 Peters MS Timmerhaus KD Plant design and economics for Chemical engineers McGrawmiddotHill New York (2003)
[111 Chemical Engineering Plant Cost Index Economic Indicadors Chem Eng 114(8) (2007)
1121 Shah S Gupta MN lipase catalyzed preparation of biodiesel from oi l in a solvent free system Process Biochem 42(3) 409-414 (2007)
[131 AI-Zuhair S Production of Biodiesel by lipaseshyCatalyzed Transesterifica tion of Vegetable Oils A Kinetics Study Biotechnol 21(5)1442middot1448 (2005)
[141 XUY Du W liu D Study on the kinetics of enzymatic interesterification of triglycerides for biodiesel production with methyl acetate as the acyl acceptor J Mol Catal B Enzym 32(11) 241-245 (2005)
[151 Oliveira AC Rosa MF Aires-Barros MR Cabra l JMS Enzymatic esterification of ethano l and oleic acid - a kinetic study J Mol Catal B Enzym 11(4-6) 999-1005 (2001)
[161 Berchmans HJ Hirata S Biodiesel producti on from crude Jatropha curcas l seed oil with a high content of free fany acids Bioresour Tecnol en prensa (2007)
1171 Salis A Pinna M Monduzzi M Solinas V Biodiesel production from triolein and short chain alcohols through biocatalysis J Biotechnol 119(3) 291-299 (2005)
[181 Zhang Y Dube MA Mclean DD Kates M Biodiesel production from waste cooking oil 1 Process design and technological assessment Bioresour Tecnol 89( 1) 1-16 (2003)
[191 Chemical Prices Chemical Market Reporter www iciscom
[201 Rozzell JD Commercial scale biocatalysis myths and realities Bioorgan Med Chern 7 2253-2261 (1999) JIil