Extensive feedwater quality control and monitoring concept for preventing chemistry-related failures of boiler tubes in a subcritical thermal power plant Sonja Vidojkovic a, * , Antonije Onjia b , Branko Matovic c , Nebojsa Grahovac c , Vesna Maksimovic c , Aleksandra Nastasovic a a Institute of Chemistry, Technology, and Metallurgy, University of Belgrade, Njegoseva 12,11001 Belgrade, P.O.B. 473, Serbia b Laboratory of Chemical Dynamics and Permanent Education, “Vinca” Institute of Nuclear Sciences, University of Belgrade, P.O. Box 522, 11001 Belgrade, Serbia c Laboratory of Material Science, “Vinca” Institute of Nuclear Sciences, University of Belgrade, P.O. Box 522,11001 Belgrade, Serbia highlights Feedwater quality monitoring practice in a thermal power plant has been evaluated. The more efficient feedwater quality control have been applied. Analysis of feedwater quality parameters has been performed. Exceeded levels of corrosive contaminants were found. Recommendations for their maintenance at proscribed values were given. article info Article history: Received 19 December 2012 Accepted 14 June 2013 Available online 27 June 2013 Keywords: Thermal power plant Feedwater quality abstract Prevention and minimizing corrosion processes on steam generating equipment is highly important in the thermal power industry. The maintenance of feedwater quality at a level corresponding to the standards of technological designing, followed by timely respond to the fluctuation of measured pa- rameters, has a decisive role in corrosion prevention. In this study, the comprehensive chemical control of feedwater quality in 210 MW Thermal Power Plant (TPP) was carried out in order to evaluate its potentiality to assure reliable function of the boiler and discover possible irregularity that might be responsible for frequent boiler tube failures. Sensitive on-line and off-line analytical instruments were used for measuring key and diagnostic parameters considered to be crucial for boiler safety and per- formances. Obtained results provided evidences for exceeded levels of oxygen, silica, sodium, chloride, sulfate, copper, and conductivity what distinctly demonstrated necessity of feedwater control improvement. Consequently, more effective feedwater quality monitoring concept was recommended. In this paper, the explanation of presumable root causes of corrosive contaminants was given including basic directions for their maintenance in proscribed limits. Ó 2013 Elsevier Ltd. All rights reserved. 1. Introduction Deposit formation and corrosion processes on heat exchange surfaces significantly influence operational reliability of thermal power plant boilers. Deposit of corrosion products on heat transfer surfaces of thermal power plants can lead to heat transfer decreasing, overheating and tube failures, loss of turbines efficiency, and diverse damages in other segments of power units. So far, abundance of studies were published on boiler tube failures caused by deposit formation on the inner wall surfaces in thermal power plants. For instance, Ghosh et al. [1] confirmed that deposit composed of silicates was responsible for the failures of boiler tubes, Husain and Habib [2] proved that magnetite scale formation on the inner surface of the tube induced its overheating and sub- sequent rupture, and Saad Abou-elazm et al. [3] revealed high concentration of sulfur, chlorine and oxygen within the cracks caused by stress corrosion cracking. Aggressive chemicals can be concentrated and accumulated under deposit and enhance the * Corresponding author. Tel.: þ381 60 696 8480. E-mail addresses: [email protected], [email protected](S. Vidojkovic). Contents lists available at SciVerse ScienceDirect Applied Thermal Engineering journal homepage: www.elsevier.com/locate/apthermeng 1359-4311/$ e see front matter Ó 2013 Elsevier Ltd. All rights reserved. http://dx.doi.org/10.1016/j.applthermaleng.2013.06.028 Applied Thermal Engineering 59 (2013) 683e694
Extensive feedwater quality control and monitoring concept forpreventing chemistry-related failures of boiler tubes in a subcriticalthermal power plant
Sonja Vidojkovic a,*, Antonije Onjia b, Branko Matovic c, Nebojsa Grahovac c,Vesna Maksimovic c, Aleksandra Nastasovic a
a Institute of Chemistry, Technology, and Metallurgy, University of Belgrade, Njegoseva 12, 11001 Belgrade, P.O.B. 473, Serbiab Laboratory of Chemical Dynamics and Permanent Education, “Vinca” Institute of Nuclear Sciences, University of Belgrade, P.O. Box 522,11001 Belgrade, Serbiac Laboratory of Material Science, “Vinca” Institute of Nuclear Sciences, University of Belgrade, P.O. Box 522, 11001 Belgrade, Serbia
h i g h l i g h t s
� Feedwater quality monitoring practice in a thermal power plant has been evaluated.� The more efficient feedwater quality control have been applied.� Analysis of feedwater quality parameters has been performed.� Exceeded levels of corrosive contaminants were found.� Recommendations for their maintenance at proscribed values were given.
a r t i c l e i n f o
Article history:Received 19 December 2012Accepted 14 June 2013Available online 27 June 2013
1359-4311/$ e see front matter � 2013 Elsevier Ltd.http://dx.doi.org/10.1016/j.applthermaleng.2013.06.02
a b s t r a c t
Prevention and minimizing corrosion processes on steam generating equipment is highly important inthe thermal power industry. The maintenance of feedwater quality at a level corresponding to thestandards of technological designing, followed by timely respond to the fluctuation of measured pa-rameters, has a decisive role in corrosion prevention. In this study, the comprehensive chemical controlof feedwater quality in 210 MW Thermal Power Plant (TPP) was carried out in order to evaluate itspotentiality to assure reliable function of the boiler and discover possible irregularity that might beresponsible for frequent boiler tube failures. Sensitive on-line and off-line analytical instruments wereused for measuring key and diagnostic parameters considered to be crucial for boiler safety and per-formances. Obtained results provided evidences for exceeded levels of oxygen, silica, sodium, chloride,sulfate, copper, and conductivity what distinctly demonstrated necessity of feedwater controlimprovement. Consequently, more effective feedwater quality monitoring concept was recommended. Inthis paper, the explanation of presumable root causes of corrosive contaminants was given includingbasic directions for their maintenance in proscribed limits.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Deposit formation and corrosion processes on heat exchangesurfaces significantly influence operational reliability of thermalpower plant boilers. Deposit of corrosion products on heat transfersurfaces of thermal power plants can lead to heat transferdecreasing, overheating and tube failures, loss of turbines
efficiency, and diverse damages in other segments of power units.So far, abundance of studies were published on boiler tube failurescaused by deposit formation on the inner wall surfaces in thermalpower plants. For instance, Ghosh et al. [1] confirmed that depositcomposed of silicates was responsible for the failures of boilertubes, Husain and Habib [2] proved that magnetite scale formationon the inner surface of the tube induced its overheating and sub-sequent rupture, and Saad Abou-elazm et al. [3] revealed highconcentration of sulfur, chlorine and oxygen within the crackscaused by stress corrosion cracking. Aggressive chemicals can beconcentrated and accumulated under deposit and enhance the
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694684
corrosion processes provoking failure of tubes through variouscorrosion mechanisms and metallurgical degradation generalizedby Dooley [4]. Accordingly, understanding and identification of themechanism of failure and root cause determination are main pre-conditions for undertaking proper corrective actions and preven-tion of repeated outbreaks.
In a new and clean boiler, a passive magnetite layer that growson innermetal surface provides corrosion protection. Under normaloperating conditions of power plant boilers, the protectivemagnetite layer is formed as a result of reaction between steel (aniron based-alloy) and deoxygenated water (or steam) according tothe following simplified reaction:
3Feþ 4H2O/Fe3O4 þ 4H2 (1)
Intermediate compound in this process is ferrous hydroxide [Fe(OH)2], which is transformed to the magnetite at temperatureshigher than 100 �C, following the Schikorr reaction:
3FeðOHÞ2/Fe3O4 þH2 þ 2H2O (2)
Formed metal oxide prevents contact between metal andoxidizing ions and inhibits oxidation of metal. Magnetite film isblack colored, dense, adherent, tenacious, self-healing, and resis-tant to temperature fluctuation. However, under unfavorable con-ditions, magnetite film is susceptible to damage or breakdown thateventually results in corrosion of the basic metal. Recently madeexamination of the failed feedwater tube, demonstrated by Hen-derson and Brazil [5], provided evidence on the strong corrosiveattack and cracking of metal as a result of the loss of protectiveoxide layer. Crucial factor that can affect protective layer isdisruption in feedwater chemistry. Thus, magnetite, which is thecommonly protective corrosion product, gets porous and brittlefeatures that might have boiler tube an adverse effect on tubesurface protection.
Deposition and corrosion are main cause of efficiency loss inpower industry that has huge economic consequences. The resultsof the Electric Power Research Institute study [6], that estimatedcost caused by corrosion in the electric power industry, indicatedthat the total cost of corrosion damage involving deposition in thewater/steam cycle amounts US$1.9 � 109 what is 40% of the totalcost of corrosion in fossil power plants in the USA. The boiler tubefailures are the number one corrosion item with US$1.1 � 109
annually and reduce unit’s availability, reliability, and performance.According to the data summarized by Chew at al. [7] they wereidentified to be the vital factors which affect the practical imple-mentation of heat integration in the industry that became a well-established strategy for energy conservation involving heat ex-changers, design of thermal process, power systems and control asdescribed [8], and initiating the development of advance tools fordetermination of sensitivity of heat integration methodology asshown [9]. Economic factors connected to the conventional powersystems urged development of efficient numerous techniques foroptimal power allocation and determination of storage capacitytargets in a hybrid power system including renewable energysources as presented [10].
According to accessible data, around 60% of damages of powerplant equipment occur due to deviation from the normal waterchemistry. In addition, corrosion and deposit in the steam/watercircuit of thermal power plants lead to a rise in the cost of theelectric energy. For that reason, the quality of water has to beoptimized for minimizing the content of contaminants to meetcriteria of design and operation of the boiler.
The feedwater system is the main source of corrosion productsand other corrosive impurities. They flow into the fossil boiler, formdeposit and enhance corrosion processes on the heat-transfer
surfaces of the entire water/steam cycle. The most importantaspect of boiler feedwater preparation is its quality control. Thepurpose of good feedwater control is to prevent and/or reducecorrosion in boiler system and to minimize the transport ofcorrosion products and corrosive contaminants to the boiler.Operational experience of modern fossil power plants shows thateven strict abidance to impurity limits in feedwater does not pre-vent deposition of corrosion products and other compounds inboiler tubes. Boiler feedwater quality parameters depend ondesign, metallurgy and physical parameters of a specific boiler(temperatures, pressures, etc.), and type and operational mode ofthe plant (base, medium or peak load operation) as well.
Numerous shutdowns caused by deposit and corrosion damageswere the reason for increased attention to feedwater chemistry in a210 MW subcritical power plant that was object of investigationdescribed in this paper. The survey of boiler records showed thatconsiderable number of shutdowns has been caused by boiler tubefailures, which occurred between 2 and 20 times per year from itscommissioning. In the last ten years tendency for shutdowns toincreasewas evident. Likewise, the recent examination of the boilertube system discovered destruction of protective magnetite layerand various corrosion damages, including stress corrosion crackingand pitting corrosion, on water side of economizer (but also otherparts of boiler tubes) which was covered by brown/reddish, scaled,scabrous and bulging deposit layer (Fig. 1).
Taking into account that feedwater is a boiler operation me-dium, which can directly affect metal surface, and the mostresponsible factor for purity of water/steam circuit, emphasis inthis paper was placed specifically on its quality and possibility to itsimprovement. Within the water/steam cycle evaluation, an exten-sive analysis of feedwater has been conducted and large number ofparameters has been analyzed in order to investigate whetherwater quality ensures reliable operation of boiler and identifypossible deviation in water chemistry that may be responsible forfrequent boiler tube failures. Obtained results give important in-formation about existing water/steam cycle, feedwater monitoringefficiency, and direction for its optimization and provide data formanaging power plant reliability.
2. Steam generation process in a thermal power plant drumboiler
The observed boiler is coal-fired, with steam reheating andnatural circulation of the boiler water. It was operated 19871 h. Thetube was made of steel St.45.8 DIN 17175.
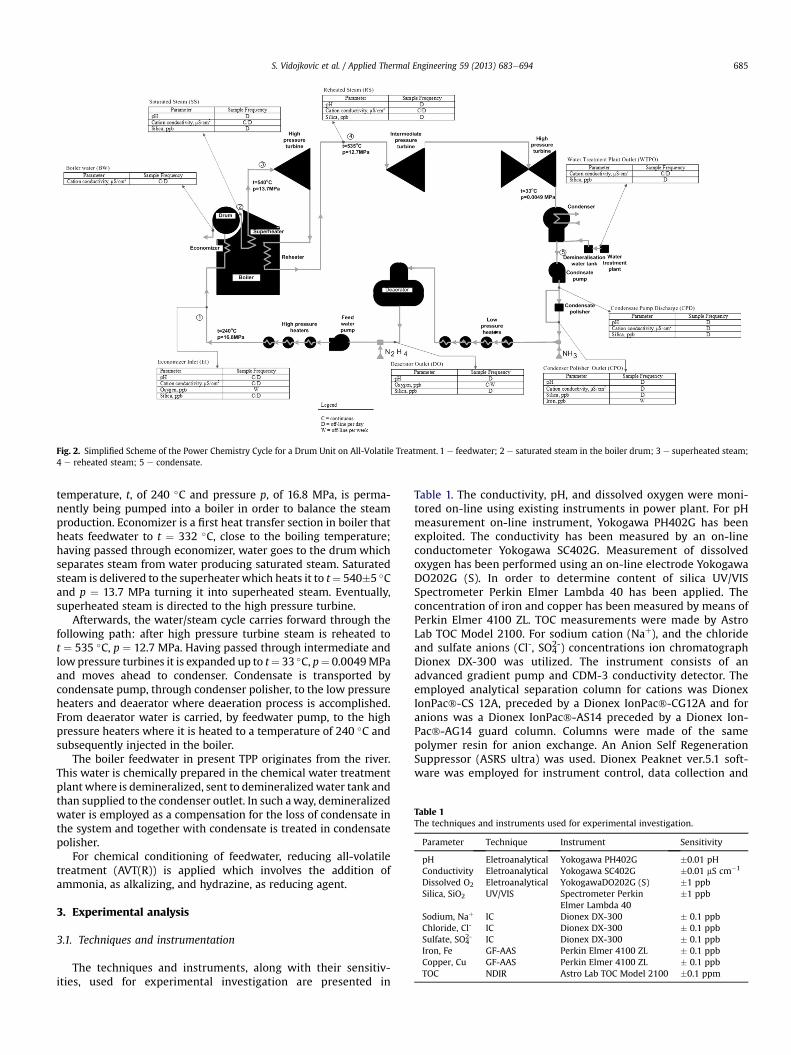
Technological principle of steam generation in the boiler isfollowing (Fig. 2): feedwater, that is the heat transfer fluid with the
Fig. 2. Simplified Scheme of the Power Chemistry Cycle for a Drum Unit on All-Volatile Treatment. 1 e feedwater; 2 e saturated steam in the boiler drum; 3 e superheated steam;4 e reheated steam; 5 e condensate.
Table 1The techniques and instruments used for experimental investigation.
Sodium, Naþ IC Dionex DX-300 � 0.1 ppbChloride, Cl- IC Dionex DX-300 � 0.1 ppbSulfate, SO4
2- IC Dionex DX-300 � 0.1 ppbIron, Fe GF-AAS Perkin Elmer 4100 ZL � 0.1 ppbCopper, Cu GF-AAS Perkin Elmer 4100 ZL � 0.1 ppbTOC NDIR Astro Lab TOC Model 2100 �0.1 ppm
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694 685
temperature, t, of 240 �C and pressure p, of 16.8 MPa, is perma-nently being pumped into a boiler in order to balance the steamproduction. Economizer is a first heat transfer section in boiler thatheats feedwater to t ¼ 332 �C, close to the boiling temperature;having passed through economizer, water goes to the drum whichseparates steam from water producing saturated steam. Saturatedsteam is delivered to the superheater which heats it to t¼ 540�5 �Cand p ¼ 13.7 MPa turning it into superheated steam. Eventually,superheated steam is directed to the high pressure turbine.
Afterwards, the water/steam cycle carries forward through thefollowing path: after high pressure turbine steam is reheated tot ¼ 535 �C, p ¼ 12.7 MPa. Having passed through intermediate andlowpressure turbines it is expanded up to t¼ 33 �C, p¼ 0.0049MPaand moves ahead to condenser. Condensate is transported bycondensate pump, through condenser polisher, to the low pressureheaters and deaerator where deaeration process is accomplished.From deaerator water is carried, by feedwater pump, to the highpressure heaters where it is heated to a temperature of 240 �C andsubsequently injected in the boiler.
The boiler feedwater in present TPP originates from the river.This water is chemically prepared in the chemical water treatmentplant where is demineralized, sent to demineralizedwater tank andthan supplied to the condenser outlet. In such away, demineralizedwater is employed as a compensation for the loss of condensate inthe system and together with condensate is treated in condensatepolisher.
For chemical conditioning of feedwater, reducing all-volatiletreatment (AVT(R)) is applied which involves the addition ofammonia, as alkalizing, and hydrazine, as reducing agent.
3. Experimental analysis
3.1. Techniques and instrumentation
The techniques and instruments, along with their sensitiv-ities, used for experimental investigation are presented in
Table 1. The conductivity, pH, and dissolved oxygen were moni-tored on-line using existing instruments in power plant. For pHmeasurement on-line instrument, Yokogawa PH402G has beenexploited. The conductivity has been measured by an on-lineconductometer Yokogawa SC402G. Measurement of dissolvedoxygen has been performed using an on-line electrode YokogawaDO202G (S). In order to determine content of silica UV/VISSpectrometer Perkin Elmer Lambda 40 has been applied. Theconcentration of iron and copper has been measured by means ofPerkin Elmer 4100 ZL. TOC measurements were made by AstroLab TOC Model 2100. For sodium cation (Naþ), and the chlorideand sulfate anions (Cl-, SO4
2-) concentrations ion chromatographDionex DX-300 was utilized. The instrument consists of anadvanced gradient pump and CDM-3 conductivity detector. Theemployed analytical separation column for cations was DionexIonPac�-CS 12A, preceded by a Dionex IonPac�-CG12A and foranions was a Dionex IonPac�-AS14 preceded by a Dionex Ion-Pac�-AG14 guard column. Columns were made of the samepolymer resin for anion exchange. An Anion Self RegenerationSuppressor (ASRS ultra) was used. Dionex Peaknet ver.5.1 soft-ware was employed for instrument control, data collection and
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694686
processing. A Spectra-Physics model AS3500 autosampler wasused for the direct programmed injection of samples.
On-line instruments yield continuous record of water conditionand enable direct control of operational chemistry, promptingappropriate action. They operate using Ion Selective Electrode (ISE).Off-line analytical techniques produced additional diagnostic in-formation. Principally, the intervals of analysis may vary accordingto the urgency of action required based on the results.
For off-line feedwater analysis, the succeeding analytical tech-niques were utilized:
-Ion Chromatography (IC) for the concentration of Naþ, Cl- andSO4
2-
-Graphite Furnace Atomic Absorption Spectrometry (GF-AAS)for iron and copper concentration
-Spectrophotometry (UV/VIS) for silica (SiO2) content-Non-dispersive infrared (NDIR) for total organic carbon (TOC)
3.2. Samples and preparation
In this work, the sampling points appertaining to the feedwatersystem have been considered. Feedwater is monitored at Econo-mizer Inlet (EI), Deaerator Outlet (DO) and additionally inCondensate Polisher Outlet (CPO). Sampling points at these loca-tions are shown in Table 2 Sampling point in Deaerator Inlet (DI)was not in function.
For the feedwater quality monitoring two groups of parametersare measured: key parameter (essential for adequate control of thecycle chemistry) and diagnostic parameters (provide diagnosticdata and further information that enable evaluation of possibledisruption inwater/steam cycle). The key parameters for feedwaterin tested power plant were: pH, conductivity, oxygen, and silica.The diagnostic parameters were: sodium, chloride, sulfate, iron,copper and TOC. Explanations for monitored parameters, influenceto corrosion development and purpose of their measurements aregiven in Table 3.
Dissolved oxygen, conductivity, and pH were measured on line.Remaining measurements were carried out in the Institute of Nu-clear Science “Vinca” using off-line (grab sampling) analysis. Off-line analyses were made fast and handling with samples wascareful in order to evade contamination. The sampling was made
Table 2Sampling points in the feedwater system.
Sample point Parameters Rationale for sample points
Key Diagnostic
Condensate PolisherOutlet (CPO)
Cationconductivity
Chlorides � Control the effectiveness ofthe condensate polishers
� Determination the needof polishers forregeneration
� Evaluation of resinparticle “throw” fromthe condensate polishers
Silica Sodium
Deaerator outlet Dissolvedoxygen
� Evaluation of deaeratorperformance
Economizerinlet (EI)
Cationconductivity
Sodium � Control whetherrequirements by the boilermanufacturers are metin terms of feedwaterchemistry restrictions
� Direct measurement oftotal contaminant ingressto the boiler
� Monitoring oxygen andpre-boiler corrosion
ChloridesSulfateIronCopperTOC
according to standard procedure. The water samples were stored inpolypropylene bottles and transported in a portable refrigerator tothe laboratory where analyses were performed. Pre-treatment wasnot prerequisite excluding filtering for the IC measurement.
4. Results and discussion
In the course of boiler feedwater quality monitoring measure-ments of representative samples of feedwater have been performedevery third month. The results for the key and diagnostic param-eters, obtained for the period of one year, are presented in Tables 4and 5, respectively.
The values of particular parameter are discussed below:pH: in order to minimize the corrosion rate of both carbon steel
and copper allows the target value under reducing conditions infeedwater system should bemaintained within the range of 9.0 and9.3 according to the widely used guidelines [13] on the cyclechemistry for fossil plants, that have been developed by specialistsfrom Electric Power Research Institute (EPRI) of the United States toachieve benefits of reducing boiler tube failures and make a sub-stantial progress in improving unit availability and reliability. Basedon design specification, pH interval for investigated boiler is iden-tical. However, the obtained results on pH values in EI (Fig. 3)showed certain deviation and varied between 8.20 and 8.57(Table 4). It can be attributed to inappropriate conditioning withammonia. Regular monitoring of pH in actual power plant involveson-line measurement and daily off-line control in EI. Overview ofpower plant data for previous year showed that pH value was notfairly stable and fluctuated between 8.8 and 9.4. A representativediagram on pH vacillation with the time for a period of one monthis shown in Fig. 4. Decreasing of pH causes increase of corrosion rateand intensifies dissolution of magnetite protective layer. In anoverview [11] of the content of the fourth revision to the EPRI cyclechemistry guidelines the significance of maintaining elevated pHfor protection against corrosion was stressed. Installing an auto-matic ammonia dosing can considerably stabilize ammonia level infeedwater. Also, attention should be paid to the condenser leakageas well as possibly insufficient removal of CO2 in deaerator. Ob-tained results for pH value in CPO were closely to expected rangeand amounted to 6.70e7.70.
Cation conductivity: represents conductivity of a water sampleafter passing through a strongly acidic cation exchanger in thehydrogen form that removes all cations (like ammonia, sodium,potassium) and emits Hþ-cations. Accordingly, it reflects sum ofcation conductivities that comprises conductivities of individualanions and carbon dioxide coming from air in-leakage. According tothe EPRI guidelines for feedwater [13], then to the new upgradedtechnical guidance document related to the steam/water circuit offossil plants, authorized by the International Association for theProperties of Water and Steam [18], and actual plant norms, thevalue of cationic conductivity has to be lower than 0.2 mS/cm.However, the measured conductivity was much higher than rec-ommended: 0.52e2.52 mS/cm in EI and 1.24e2.65 mS/cm in CPO(Table 4). It can be ascribed, in good part, to the presence of chlo-ride, sodium, and significant amount of sulfate in the feedwater.Diagrams of the cation conductivity dependence on the concen-trations of chloride and sulfate within the ranges from 0 to 200 mg/kg and 0e300 mg/kg, respectively, presented by Bursik [19], indicatea considerable increase of cation conductivity with concentration ofchloride and sulfate. Changing of cation conductivity in EI duringthe investigated period is presented in Fig. 5. Along with impair-ment of feedwater quality due to the raising of chlorides and sulfatecontents, the increase of cationic conductivity is observed. In thelast two measurements concentrations of chlorides and sulfates inEI were exceptionally high (95 and 94 ppb of chloride and 130 and
Table 3Rationales for measured parameters in feedwater system and causes of their possible deviation.
Parameter Influence to the metal Purpose
pH � Corrosion of metals and alloys depends on pH [11] andincreases at lower pH
� In alkaline environment solubility of protective magnetitelayer decreases and it has larger stability [12]
� Serves as an indication of all acid and basiccompounds and products of their reactions in water
� Allows control of dosing regime (ammonia and hydrazine)
Cation conductivity � Increasing conductivity in water samples developscorrosion processes, particularly in presence of oxygen.
� Reflects the salt content in the water alkalizedwith ammonia
� Control of regularity of water treatment plant andcondenser polisher function
� Effective method for indicating the onset of leakage fromcondenser pipes
Dissolved oxygen � Elevated concentration of oxygen combined with ioniccontaminants (especially chlorides) promotes acidic corrosion
� Extremely low concentration of oxygen amplify flow-accelerated corrosion and iron transport
� Permits oxygen control of feedwater whatenables controlling material corrosion in feedwater system
� Controls oxygen added for eliminate overdosed reducingagent which speeds flow-accelerate corrosion up
� Makes possible assessment for effectiveness of deaeration� Serves as indication of air in-leakage into the cycle� Precludes oxygen breakthrough into the system� Provides information of condenser leakage� Makes possible the estimation of conditioning quality
Sodium � Sodium forms sodium hydroxide and sodium chloride thatcause corrosion of metal particularly in connection withstress corrosion cracking
� Sodium can also be present in form of soluble salts likeNa2O$Fe2O3$4SiO2 and Na2O$4CaO$6SiO2$H2O that depositon metal surfaces
� Provides control of condensate polisher performances� Enables evaluation of amount of deposited
soluble compounds� Points out a quality of feedwater� Indicates the impurity ingress that are typical due to
cooling waterSilica � Carried in by feedwater, silica is characterized by settling on
boiler tubes, and subsequently turbine in form of silicatesdeposits (e.g.SiO2, Na2SiO3 $9H2O, NaFeSi2O6, Mg6[(OH)8Si4O10])that are not soluble in water and extremely difficult for removing
� Silicate deposit are responsible for losses in turbineefficiency and capacity
� Silica can enter in the feedwater in colloidal form, thus stayundetected and afterwards have higher concentration in boilerwater and steam than permitted
� Silica is the first impurity which passes throughan ion-exchanger if it requires regeneration
� Ensures maintaining of requestedconcentration of silica in the feedwaterand condensate polisher outlet
Chloride � Causes boiler tube failures from acid chloride attacks andeasily goes over in the steam initiating turbine failures fromchloride stress corrosion of turbine blades [13]
� Chloride ion is exceptionally reactive and contributesalso pitting corrosion, hydrogen damage in boilers, corrosionfatigue on turbine, and accelerates diverse corrosion processes [14].
� Gives evidence of feedwater purity� Indicates efficiency of condenser polisher
Sulfate � Sodium sulfate stimulate development of general and local corrosionprocesses primarily in high temperature medium
� Sulfates as sodium sulfate form deposit on heat exchange surfaceswhich leads to pitting during non-protecting shutdown periods
� Acid sulfate can induce corrosion of boiler tubes
� Controls maintenance of permissibleconcentration of sulfates in feedwater
� Records presence of ion exchange resinsleaked in water from condensate polisher
Iron � Corrosion products form deposit on internal tube walls,concentrate impurities, produce corrosion fatigue, hydrogendamage, and other forms of local corrosion, that result inoverheating and rupture of tubes.
� Supplies information on the metal dissolutionprocess in the system, corrosion product levelsin feedwater and possible deposits in the boiler
� Keeps iron within proscribed limits� Estimates the accuracy of water chemistry
control (reducing agent, ammonia, oxygen,pH) and thus, provides maintenance ofsatisfactory corrosion rate level
� Indicates efficiency of conditioningCopper � Copper oxides behaves as oxidizers and source of oxygen
� Dissolved copper transported from the feedwater system,deposits in the high pressure turbine causing loss of turbineefficiency and capacity [15]
� Serves as indicator of copper concentrationin feedwater enabling to maintain it inallowed limits
� Makes it possible to predict deposit in theboiler and later in the turbine and givesinformation regarding the metal dissolution
� Checks correctness of water chemistrycontrol (ammonia, pH, oxygen)
Total organic carbon (TOC) � Thermal decomposition products of organics in feedwater canproduce corrosion damages on the boiler tubes and further, causefoaming in the boiler, mechanical carryover and corrosion onturbine [16]
� As a result of decomposition process in the boiler organics canform acetic acids and carbon dioxide [17] but also other organicacids like formic, butyric, and propionic acid that are detected byincreased cation conductivity
� Organic acids decrease pH that can be highly detrimental forconstructional material
� Organics can foul ion exchange resins [16]� Hydrochloric acid is degradation product if organic impurities
consisting of chlorine
� Warns of in-leakage contaminants andinforms about troubleshooting problems
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694 687
Table 4The results obtained for key parameters in feedwater.
Feedwater qualityparameters
Sampling points
Economizerinlet
Condensatepolisher outlet
Deaeratoroutlet
pH 8.38 6.708.57 7.708.20 7.708.31 6.70
Cation conductivity, mS cm�1 0.92 1.240.52 1.372.17 2.242.52 2.65
Dissolved oxygen, ppb 9223180
Silica, ppb 7 210 1010 1639 10.5
Bold entries represent exceeded target values of measured parameters.
Fig. 3. The obtained pH values in EI and CPO.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694688
148 ppb of sulfate) what necessarily led to cation conductivityupgrowth from 0.52 in the first measurement to 2.52 mS/cm in thelatest sample. Similar trend pertains to the CPO where cationconductivity was rising from 1.24 to 2.65 mS/cm. Presence of cor-rosive ions is considered below. Likewise, the condenser leakageshould be checked and forestalled. Increasing of conductivity pro-motes corrosion processes particularly in presence of oxygen. Itought to be mentioned that power plant wields, except on-line forcontinual, laboratory conductometer for daily monitoring as well,which give confirmation of the validity of on-line results.
Dissolved oxygen: recommended target value in EI is below5 ppb according to EPRI [13] but also VGB feedwater guidelines of ajoint European Technical Committee [12], and below 10 ppb basedon the IAPWS guidelines [18]. Dissolved oxygen limit in actual TPPis 20 ppb. The oxygen content during investigation period was notwithin proscribed values and amounted between 9 and 80 ppb(Table 4). The results of the third and fourth measurements showed
Table 5The results obtained for diagnostic parameters in feedwater of TPP.
Feedwater qualityparameters, ppb
Sampling points
Economizer inlet Condensate polisher outlet
Sodium 10 2030 4075 2812 22
Chloride 40 4290 8095 6194 82
Sulfate 30 1020 10
130 130148 119
Iron 2.7 4.20.5 7.53 165.5 6.3
Copper 1.5 2.55.3 <0.5
12 <23.1 3.2
TOC <300 <300<300 <300<300 <300<300 <300
Bold entries represent exceeded target values of measured parameters.
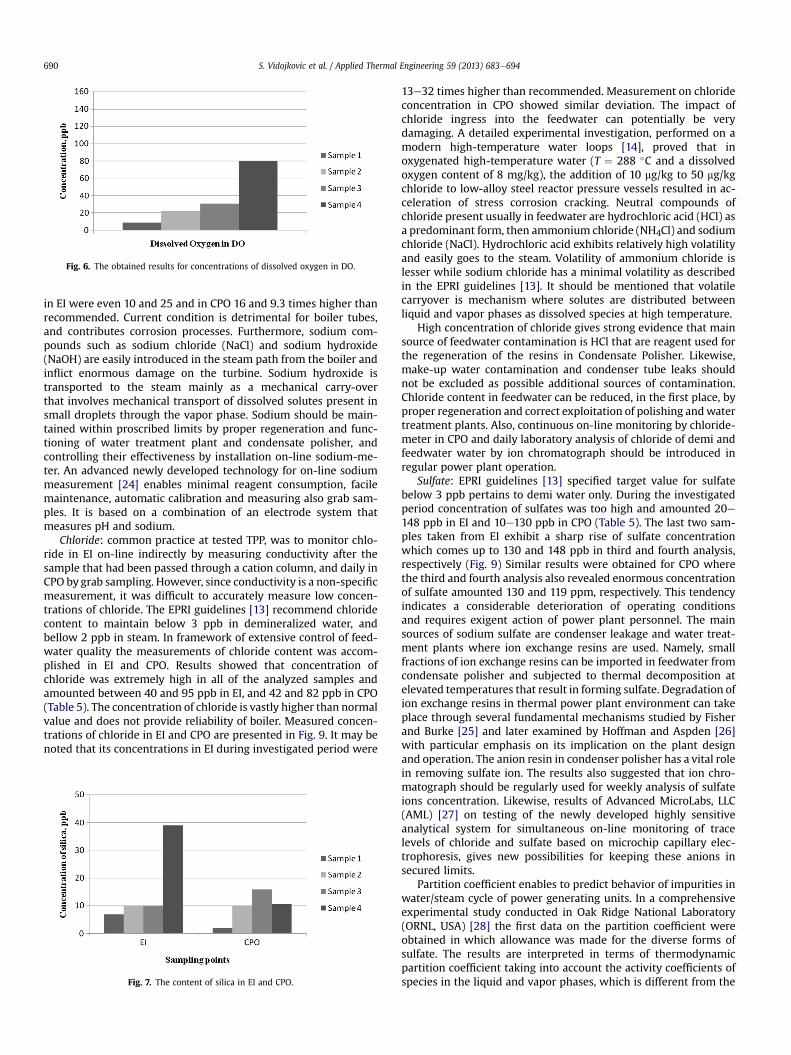
conspicuous leap of oxygen concentration in DO (Fig. 6). Recordedconcentrations were 1.6 and 4 times beyond current limit in TPP.Oxygen breakthrough into the water/steam circuit indicatespossible defect in deaerator functioning and entails recondition ofsampling point in deaerator inlet in order to enable regular controlof its effectiveness. Review of power plant reports has confirmed afrequent oscillation of oxygen content for a long period of time.Typical changes of oxygen concentration for a period of one monthare presented in Fig. 4. Oxygen is highly corrosive element andcan cause severe damages in steam generation tubes. Regularcontrol of the dissolved oxygen content in power plant compriseson-line monitoring in DO and weekly off-line measurement inDO and EI. For removing residual oxygen, conditioning with hy-drazine is employed. The reaction between hydrazine and oxygen isexpressed as follows:
N2H4ðaqÞ þ O2ðgÞ/N2ðgÞ þ 2H2O (3)
Hydrazine also passivates oxidized areas of boiler tubes ac-cording to following equation:
N2H4ðaqÞ þ 6Fe2O3ðsÞ/4Fe3O4ðsÞ þ N2ðgÞ þ 2H2O (4)
However, handling with hydrazine should be precautionary andsafe because of its hazardous feature and carcinogen effect. Thelatest cancer study in humans [20] distinctly confirmed the sig-nificant increase the risk of cancer due to exposure to hydrazine. Arecent experimental investigation made in a thermal power plantwith mixed metallurgy [21] confirmed merits of carbohydrazide(N4H6CO) with ammonia and ethanolamine mixture as the mostconvenient combination for substitution of hydrazine because of itsdetrimental effect to the human health.
Moreover, authors reported the data on decrease of oxygen, ironand copper contents in feedwater and reduction of deposit amounton boiler tube inner surfaces as a result of the carbohydrazideapplication. Obtained results are rather valuable and provide a basisfor the development of new guidelines for the optional feedwaterchemical treatment. This approach could be also considered in thecontext of the cleaner production that became a significant part ofthe energy sector as explained by Klemes [22].
High concentration of oxygen causes corrosion pits that may actas initial location for stress corrosion, so it is necessary to preventexcessive concentration of oxygen in feedwater. In order to keepoxygen in harmless concentration deaeration has to be properlyconducted and condenser leakage should be controlled andprevented.
Silica: technical specification for observed boiler requests silicacontent in feedwater to be below 20 ppb. The acquired values forthe content of silica were mostly satisfactory and amounted to 7e10 ppb in EI and 2e16 ppb in CPO (Table 4) except for one sample
Fig. 4. Change of the pH value and dissolved oxygen concentrations with time in EI for a period of one month.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694 689
taken in EI where silicawas 39 ppbwhich is considered as very highconcentration (Fig. 7). EPRI [13] and VGB [12] guidelines proposeless concentration of silica in CPO which should not go beyond10 ppb and 5 ppb, respectively. Unit is equipped with silicometerfor on-line measurement in feedwater and spectrophotometer fordaily surveillance of silica concentration. Review of power plantrecords on silica content for three previous years confirmed itsfrequent springs beyond the limited values. The highest reportedconcentration was 174 ppb (Fig. 8). Restriction in silica concentra-tion is very important due to thick and dense deposits formation onthe boiler and turbine surfaces that lead to thermodynamic andmechanical loss of efficiency. Anionic exchanger is utilized toremove dissolved silica. Slipping silica from the exhausted anionexchange resin can cause its increase in feedwater. Therefore,improvement of operation of water treatment plant and condenserpolisher is of great importance for maintaining silica in innocuouslimits. Taking action for preventing the ingress of cooling water is
Fig. 5. Changes of cation conductivity
also necessary for debarring silica presence from feedwater. Inaddition, employing recently developed method [23] for simpleestimation and prediction of silica carry-over and solubility in thesteam can enable faster taking actions for deposition preventionand presents easy approach of practical consequence for chemicalpersonnel.
Sodium: measurements showed that the concentration of so-dium in EI varied between 10 and 75 ppb and in CPO between 20and 40 ppb (Table 5), that it is above normal value in feedwater.According to the guidelines developed by The International Asso-ciation for the Properties of Water and Steam [18] recommendedtarget value for sodium in CPO is below 3 ppb. EPRI guidelines [13]consider the target value for sodium in EI and constrained it to bebelow 3 ppb. Elevated concentration of sodium in feedwater,particularly in the second and third analysis (Fig. 9), indicatescontamination with NaOH, which is used for the regeneration ofthe anion exchanger in condensate polisher. These concentrations
during the investigated period.
Fig. 6. The obtained results for concentrations of dissolved oxygen in DO.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694690
in EI were even 10 and 25 and in CPO 16 and 9.3 times higher thanrecommended. Current condition is detrimental for boiler tubes,and contributes corrosion processes. Furthermore, sodium com-pounds such as sodium chloride (NaCl) and sodium hydroxide(NaOH) are easily introduced in the steam path from the boiler andinflict enormous damage on the turbine. Sodium hydroxide istransported to the steam mainly as a mechanical carry-overthat involves mechanical transport of dissolved solutes present insmall droplets through the vapor phase. Sodium should be main-tained within proscribed limits by proper regeneration and func-tioning of water treatment plant and condensate polisher, andcontrolling their effectiveness by installation on-line sodium-me-ter. An advanced newly developed technology for on-line sodiummeasurement [24] enables minimal reagent consumption, facilemaintenance, automatic calibration and measuring also grab sam-ples. It is based on a combination of an electrode system thatmeasures pH and sodium.
Chloride: common practice at tested TPP, was to monitor chlo-ride in EI on-line indirectly by measuring conductivity after thesample that had been passed through a cation column, and daily inCPO by grab sampling. However, since conductivity is a non-specificmeasurement, it was difficult to accurately measure low concen-trations of chloride. The EPRI guidelines [13] recommend chloridecontent to maintain below 3 ppb in demineralized water, andbellow 2 ppb in steam. In framework of extensive control of feed-water quality the measurements of chloride content was accom-plished in EI and CPO. Results showed that concentration ofchloride was extremely high in all of the analyzed samples andamounted between 40 and 95 ppb in EI, and 42 and 82 ppb in CPO(Table 5). The concentration of chloride is vastly higher than normalvalue and does not provide reliability of boiler. Measured concen-trations of chloride in EI and CPO are presented in Fig. 9. It may benoted that its concentrations in EI during investigated period were
Fig. 7. The content of silica in EI and CPO.
13e32 times higher than recommended. Measurement on chlorideconcentration in CPO showed similar deviation. The impact ofchloride ingress into the feedwater can potentially be verydamaging. A detailed experimental investigation, performed on amodern high-temperature water loops [14], proved that inoxygenated high-temperature water (T ¼ 288 �C and a dissolvedoxygen content of 8 mg/kg), the addition of 10 mg/kg to 50 mg/kgchloride to low-alloy steel reactor pressure vessels resulted in ac-celeration of stress corrosion cracking. Neutral compounds ofchloride present usually in feedwater are hydrochloric acid (HCl) asa predominant form, then ammonium chloride (NH4Cl) and sodiumchloride (NaCl). Hydrochloric acid exhibits relatively high volatilityand easily goes to the steam. Volatility of ammonium chloride islesser while sodium chloride has a minimal volatility as describedin the EPRI guidelines [13]. It should be mentioned that volatilecarryover is mechanism where solutes are distributed betweenliquid and vapor phases as dissolved species at high temperature.
High concentration of chloride gives strong evidence that mainsource of feedwater contamination is HCl that are reagent used forthe regeneration of the resins in Condensate Polisher. Likewise,make-up water contamination and condenser tube leaks shouldnot be excluded as possible additional sources of contamination.Chloride content in feedwater can be reduced, in the first place, byproper regeneration and correct exploitation of polishing andwatertreatment plants. Also, continuous on-line monitoring by chloride-meter in CPO and daily laboratory analysis of chloride of demi andfeedwater water by ion chromatograph should be introduced inregular power plant operation.
Sulfate: EPRI guidelines [13] specified target value for sulfatebelow 3 ppb pertains to demi water only. During the investigatedperiod concentration of sulfates was too high and amounted 20e148 ppb in EI and 10e130 ppb in CPO (Table 5). The last two sam-ples taken from EI exhibit a sharp rise of sulfate concentrationwhich comes up to 130 and 148 ppb in third and fourth analysis,respectively (Fig. 9) Similar results were obtained for CPO wherethe third and fourth analysis also revealed enormous concentrationof sulfate amounted 130 and 119 ppm, respectively. This tendencyindicates a considerable deterioration of operating conditionsand requires exigent action of power plant personnel. The mainsources of sodium sulfate are condenser leakage and water treat-ment plants where ion exchange resins are used. Namely, smallfractions of ion exchange resins can be imported in feedwater fromcondensate polisher and subjected to thermal decomposition atelevated temperatures that result in forming sulfate. Degradation ofion exchange resins in thermal power plant environment can takeplace through several fundamental mechanisms studied by Fisherand Burke [25] and later examined by Hoffman and Aspden [26]with particular emphasis on its implication on the plant designand operation. The anion resin in condenser polisher has a vital rolein removing sulfate ion. The results also suggested that ion chro-matograph should be regularly used for weekly analysis of sulfateions concentration. Likewise, results of Advanced MicroLabs, LLC(AML) [27] on testing of the newly developed highly sensitiveanalytical system for simultaneous on-line monitoring of tracelevels of chloride and sulfate based on microchip capillary elec-trophoresis, gives new possibilities for keeping these anions insecured limits.
Partition coefficient enables to predict behavior of impurities inwater/steam cycle of power generating units. In a comprehensiveexperimental study conducted in Oak Ridge National Laboratory(ORNL, USA) [28] the first data on the partition coefficient wereobtained in which allowance was made for the diverse forms ofsulfate. The results are interpreted in terms of thermodynamicpartition coefficient taking into account the activity coefficients ofspecies in the liquid and vapor phases, which is different from the
Fig. 8. Change in the content of silica with time in EI for a period of one month.
Fig. 9. Concentration of sodium, chloride and sulfate in the feedwater: (a) EI, (b) CPO.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694 691
conventional partition coefficient. The thermodynamic partitioncoefficient of sodium sulfate and products of its hydrolysis, takinginto account forms of sulfate, was determined as follows:
KNa2SO4p ¼ mNa2SO4ðvapÞ
m2NaþðaqÞmSO2�
4 ðaqÞg3�ðNa2SO4Þ
(5)
KNaOHp ¼ mNaOHðvapÞ
mNaþðaqÞmOH�ðaqÞg2�ðNaHSO4Þ(6)
KNaHSO4p ¼ mNaHSO4ðvapÞ
mNaþðaqÞmHSO�4 ðaqÞg
2�ðNaHSO4Þ
(7)
KH2SO4p ¼ mH2SO4ðvapÞ
mHþðaqÞmHSO2�4 ðaqÞg
2�ðH2SO4Þ
(8)
where Kp is thermodynamic partition coefficient, m is concentra-tion of compound or ion, mol/kg, g is mean stoichiometric activitycoefficient.
In order to determine the partition coefficients it was assumedthat the neutral molecules in vapor phase do not dissociate, inliquid phase they are dissociated and the activity coefficient ofthe neutral species in the vapor phase is unity. Further, obtaineddependence of thermodynamic partition coefficients on thereciprocal temperature, as showed [29], proved that sulfuric acid isthe uppermost form of sulfate in the steam. Moreover, the contentof sodium sulfate in the steam is lower than sulfuric acid and higherthan sodium bisulfate. However, since the experiments were car-ried out without the addition of other compounds in the liquidphase it may be stated that obtained results can not be regarded assufficient for prediction the sulfate behavior in a thermal powerplant where chemical conditioning is applied. An additionalshortcoming was due to experimental equipment and measuringprocedure which were not wholly corresponded to the real pro-cesses in drum boiler. Hereof, experimental study of behavior ofsulfate in water/steam cycle of power generating units, later con-ducted at the Moscow Power Engineering Institute (TechnicalUniversity) [30], made allowance for conditions relevant to theboiler water with all-volatile treatment which implies the addition
of ammonia (NH4OH). Furthermore, experiments were performedon a dynamic test rig that was entirely simulated processes takingplace in a thermal power plant with drum boiler. It was proved thatpartition coefficient of sulfate was not influenced by presence ofammonia in the liquid phase. In this study forms of molecules suchas sodium sulfate (Na2SO4), sodium bisulfate (NaHSO4) and sulfuricacid (H2SO4), as well as ions SO4
2� and HSO4�were considered. These
forms of sulfate are rooted in weak electrolyte properties that
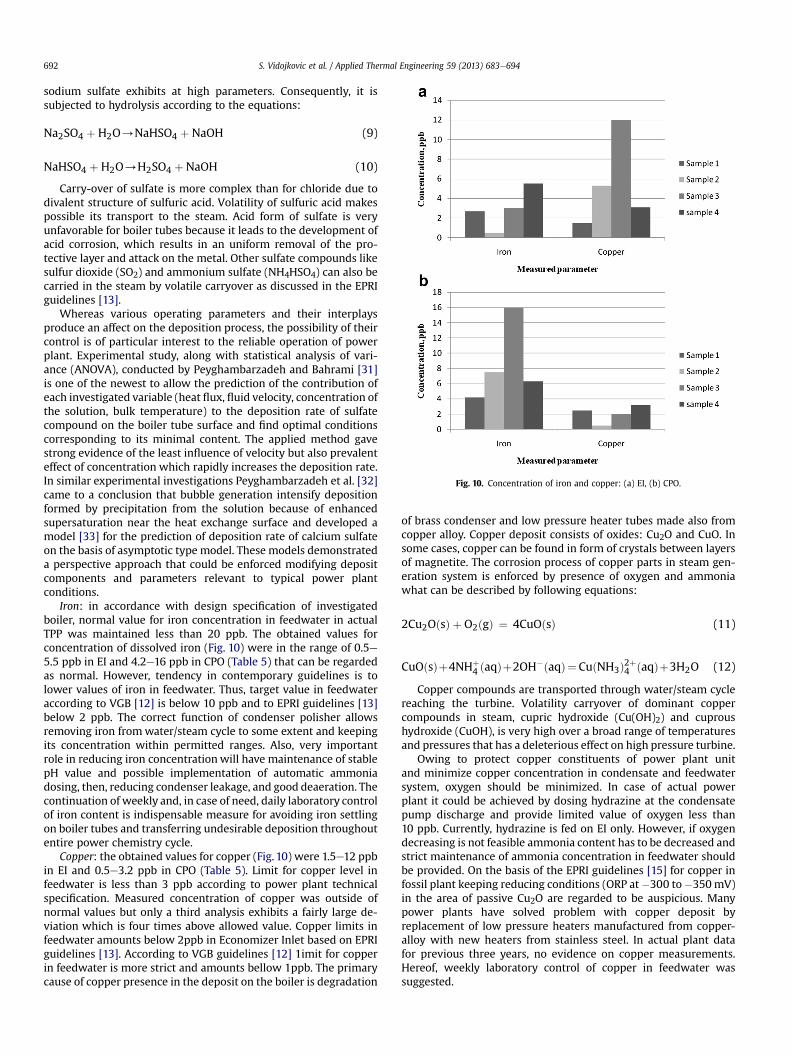
Fig. 10. Concentration of iron and copper: (a) EI, (b) CPO.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694692
sodium sulfate exhibits at high parameters. Consequently, it issubjected to hydrolysis according to the equations:
Na2SO4 þ H2O/NaHSO4 þ NaOH (9)
NaHSO4 þ H2O/H2SO4 þNaOH (10)
Carry-over of sulfate is more complex than for chloride due todivalent structure of sulfuric acid. Volatility of sulfuric acid makespossible its transport to the steam. Acid form of sulfate is veryunfavorable for boiler tubes because it leads to the development ofacid corrosion, which results in an uniform removal of the pro-tective layer and attack on the metal. Other sulfate compounds likesulfur dioxide (SO2) and ammonium sulfate (NH4HSO4) can also becarried in the steam by volatile carryover as discussed in the EPRIguidelines [13].
Whereas various operating parameters and their interplaysproduce an affect on the deposition process, the possibility of theircontrol is of particular interest to the reliable operation of powerplant. Experimental study, along with statistical analysis of vari-ance (ANOVA), conducted by Peyghambarzadeh and Bahrami [31]is one of the newest to allow the prediction of the contribution ofeach investigated variable (heat flux, fluid velocity, concentration ofthe solution, bulk temperature) to the deposition rate of sulfatecompound on the boiler tube surface and find optimal conditionscorresponding to its minimal content. The applied method gavestrong evidence of the least influence of velocity but also prevalenteffect of concentration which rapidly increases the deposition rate.In similar experimental investigations Peyghambarzadeh et al. [32]came to a conclusion that bubble generation intensify depositionformed by precipitation from the solution because of enhancedsupersaturation near the heat exchange surface and developed amodel [33] for the prediction of deposition rate of calcium sulfateon the basis of asymptotic type model. These models demonstrateda perspective approach that could be enforced modifying depositcomponents and parameters relevant to typical power plantconditions.
Iron: in accordance with design specification of investigatedboiler, normal value for iron concentration in feedwater in actualTPP was maintained less than 20 ppb. The obtained values forconcentration of dissolved iron (Fig. 10) were in the range of 0.5e5.5 ppb in EI and 4.2e16 ppb in CPO (Table 5) that can be regardedas normal. However, tendency in contemporary guidelines is tolower values of iron in feedwater. Thus, target value in feedwateraccording to VGB [12] is below 10 ppb and to EPRI guidelines [13]below 2 ppb. The correct function of condenser polisher allowsremoving iron fromwater/steam cycle to some extent and keepingits concentration within permitted ranges. Also, very importantrole in reducing iron concentrationwill have maintenance of stablepH value and possible implementation of automatic ammoniadosing, then, reducing condenser leakage, and good deaeration. Thecontinuation of weekly and, in case of need, daily laboratory controlof iron content is indispensable measure for avoiding iron settlingon boiler tubes and transferring undesirable deposition throughoutentire power chemistry cycle.
Copper: the obtained values for copper (Fig. 10) were 1.5e12 ppbin EI and 0.5e3.2 ppb in CPO (Table 5). Limit for copper level infeedwater is less than 3 ppb according to power plant technicalspecification. Measured concentration of copper was outside ofnormal values but only a third analysis exhibits a fairly large de-viation which is four times above allowed value. Copper limits infeedwater amounts below 2ppb in Economizer Inlet based on EPRIguidelines [13]. According to VGB guidelines [12] 1imit for copperin feedwater is more strict and amounts bellow 1ppb. The primarycause of copper presence in the deposit on the boiler is degradation
of brass condenser and low pressure heater tubes made also fromcopper alloy. Copper deposit consists of oxides: Cu2O and CuO. Insome cases, copper can be found in form of crystals between layersof magnetite. The corrosion process of copper parts in steam gen-eration system is enforced by presence of oxygen and ammoniawhat can be described by following equations:
Copper compounds are transported through water/steam cyclereaching the turbine. Volatility carryover of dominant coppercompounds in steam, cupric hydroxide (Cu(OH)2) and cuproushydroxide (CuOH), is very high over a broad range of temperaturesand pressures that has a deleterious effect on high pressure turbine.
Owing to protect copper constituents of power plant unitand minimize copper concentration in condensate and feedwatersystem, oxygen should be minimized. In case of actual powerplant it could be achieved by dosing hydrazine at the condensatepump discharge and provide limited value of oxygen less than10 ppb. Currently, hydrazine is fed on EI only. However, if oxygendecreasing is not feasible ammonia content has to be decreased andstrict maintenance of ammonia concentration in feedwater shouldbe provided. On the basis of the EPRI guidelines [15] for copper infossil plant keeping reducing conditions (ORP at�300 to�350mV)in the area of passive Cu2O are regarded to be auspicious. Manypower plants have solved problem with copper deposit byreplacement of low pressure heaters manufactured from copper-alloy with new heaters from stainless steel. In actual plant datafor previous three years, no evidence on copper measurements.Hereof, weekly laboratory control of copper in feedwater wassuggested.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694 693
TOC: performed analysis on content of organic mattershowed that concentration of total organic carbon was notexceeded normal value and amounted below 300 ppb (Table 5).Generally, makeup water is considered to be the major source ofTOC contamination entering the plant chemistry cycle undernormal condition, either from raw surface water or fromdeionization resin deterioration. KEMA (Netherlands) conductedresearch [34] in a real power plant using raw water source toevaluate the behavior of organic compounds in the makeupwater plant and observed that they are just partly removed in anion exchange resins. For that reason, monitoring of make-upwater quality for total carbon content is recommended.Several techniques for measurement of organic matter weredeveloped so far and summarized by Maughan and Staudt [35].It may be noted that all automated TOC analyzers are based onoxidation TOC to CO2 which is then measured and used to es-timate the TOC concentration. So far, investigated power planthas not enforced TOC monitoring. The limit of TOC in make upwater is determined in order to achieve the desired steam purityand this is the reason for variation of limiting concentrationfrom low (15 ppb) to higher ranges (over 100 ppb) as demon-strated in the specific VGB guidelines [17] devoted to the organicmatter behavior in the water/steam cycle of power plant. Ac-cording to the EPRI guidelines [13], recommended target valuefor make up water is less than 300 ppb. In an exhaustiveoverview of behavior of organic impurities in the powerchemistry cycle Svoboda et al. [16] highlighted their side effectssuch as corrosive degradation products like acetic acid, inter-ference with monitoring cation conductivity, effect on boilingand fouling of ion exchange resin. The major problem associateswith TOC in the water/steam cycle of power plants can beprevented by correct pretreatment techniques and effective ionexchange.
5. Conclusion
The comprehensive chemical control of feedwater in subcriticalpower plant with drum boiler was performed and significantimprovement of chemical monitoring was demonstrated. On thebasis of the collected experimental data, it may be stated that thequality of feedwater was not satisfactory and can not provide reli-ability of boiler operation. Thus, corrosive contaminants such asoxygen, chloride, sodium, sulfate, copper, and silica were found inexcessive concentrations that induced considerably high conduc-tivity. Regular monitoring of their levels is greatly important forcorrosion prevention and reducing deposit formation on heat ex-change surface. However, accomplished investigation evidencedthat feedwater monitoring in observed fossil plant was insufficientand not capable of enabling a thorough control and diagnostic thatwould ensure required quality. Moreover, taking into accountexisting boiler water condition and amount of corrosion impuritiespresent long-term in feedwater it was assumed that the risk ofgrowth cracks and rupture of tubes is highly presumable in futureexploitation under the influence of the unaltered environment. Thepresence of inorganic elements, though in small amount, can haveunquestionable role in the destruction of the protective magnetitefilm at the heat-transfer surface of boiler tubes. Corrosive impu-rities present in the long-term in feedwater may result in corrosionpits, stress corrosion cracking as well as other forms of corrosiondamages. Performed experimental investigation confirmed indis-pensability of amelioration chemical monitoring in power plant byintroducing an optimal number of key and diagnostic parameters aswell as establishing adequate frequencies between measurements,delimitating target ranges and utilizing corresponding analyticaltools.
Acknowledgements
This research was supported by the Ministry of Education, Sci-ence and Technological Development of the Republic of Serbia(Projects No. III 43009 and No. 45012).
Nomenclature
AVT(R) reducing all-volatile treatmentBW boiler waterCPD condensate pump dischargeCPO condensate polisher outletDI deaerator inletDO deaerator outletGF-AAS graphite furnace atomic absorption spectrometryEI economizer inletIC ion chromatographyISE ion selective electrodeNDIR non-dispersive infraredRS reheated steamSS saturated steamTOC total organic carbonTPP thermal power plantUV/VIS ultravioletevisible spectrophotometryWTPO water treatment plant outlet
References
[1] D. Ghosh, H. Roy, T.K. Sahoo, A.K. Shukla, Failure investigation of platen su-perheater tube in a 210 MW thermal power plant boiler, Trans. Indian Inst.Met. 63 (2010) 687e690.
[2] K. Husain, Habib, Investigation of tubing failure of super-heater boiler fromKuwait desalination electrical power plant, Desalination 183 (2005) 203e208.
[3] I. Saad Albou-elazm, El Mahallawi, R. Abdel-karim, R. Rashad, Failure inves-tigation of secondary super-heater tubes in a power boiler, Eng. Failure Anal.16 (2009) 433e448.
[4] R.B. Dooley, W.P. McNaughton, Don’t let those boiler tubes fail again, PowerEng. 101 (1997) 56e61.
[5] A. Henderson, D. Brazil, Failure analysis of HP feedwater line elbow, PowerPlant Chem. 14 (2012) 76e82.
[6] Cost of Corrosion in the Electric Power Industry (October 2001). (EPRI ReportTR-1004662), Palo Alto, CA, USA.
[7] K.H. Chew, J.J. Klemes, S.R. Wan Alwi, Z.A. Manan, Industrial implementationissues of total site heat integration, Appl. Therm. Eng. (2013), http://dx.doi.org/10.1016/j.applthermaleng.2013.03.014.
[8] J.J. Klemes, P.S. Varbanov, Heat integration including heat exchangers, com-bined heat and power, heat pumps, separation processes and process control,Appl. Therm. Eng. 43 (2012) 1e6.
[9] P.Y. Liew, S.R. Wan Alwi, P.S. Varbanov, Z.A. Manan, J.J. Klemes, A numericaltechnique for total site sensitivity analysis, Appl. Therm. Eng. 40 (2012)397e408.
[10] N.E.M. Rozali, S.R. Wan Alwi, Z.A. Manan, J.J. Klemes, M.Y. Hassan, Processintegration techniques for optimal design of hybrid power systems, Appl.Therm. Eng. (2013), http://dx.doi.org/10.1016/j.applthermaleng.2012.12.038.
[11] J.A. Mathews, Optimizing the continuum of cycle chemistry, Power PlantChem. 14 (2012) 396e409.
[12] Guidelines for Feed Water, Boiler Water and Steam Quality for Power Plants/Industrial Plants, VGB-R 450 Le, second ed., VGB Power Teck e.V., Essen,Germany, 2004.
[13] Cycle Chemistry Guidelines for Fossil Plants: All-Volatile Treatment: Revision1 (EPRI Report TR-1004187), Palo Alto, CA, USA, November, 2002.
[14] S. Ritter, H.-P. Seifert, The effect of chloride and sulfate transients on the stresscorrosion cracking behavior of low-alloy reactor pressure vessel steels undersimulated BWR environment, Power Plant Chem. 6 (2004) 748e760.
[15] Guidelines for Copper in Fossil Plants (EPRI Report 1000457), Palo Alto, CA,USA, 2000.
[16] R. Svoboda, F. Gabrielli, H. Hehs, H. Seipp, F. Leidich, B. Roberts, Organic im-purities and organic conditioning agents in the steam/water cycle: a powerplant manufacturer’s point of view, Power Plant Chem. 8 (2006) 502e509.
[17] Organic Matter and Dissolved Carbon Dioxide in the Steam Water Circuit ofPower Plant, M 418 Le, VGB PowerTech Service GmbH, Essen, Germany, 2002.
[18] Niagara Falls, CanadaVolatile Treatments for the Steam-water Circuits of Fossiland Combined Cycle/HRSG Power Plants, IAPWS Technical Guidance Docu-ment (2010).
[19] A. Bursik, Power plant chemistry practice-cation conductivity, Power PlantChem. 6 (2004) 38e42.
S. Vidojkovic et al. / Applied Thermal Engineering 59 (2013) 683e694694
[20] B. Ritz, Y. Zhao, A. Krishnadasan, N. Kennedy, H. Morgenstern, Estimated effectof hydrazine exposure on cancer incidence and mortality in aerospaceworkers, Epidemiology 17 (2006) 154e161.
[21] S.M.V. Vasile-Pafili, J.G. Bartzis, Experimental investigation and optimizationof carbohydrazide application using different alkalization agents on boilersall-volatile treatment, Appl. Therm. Eng. 30 (2010) 1269e1275.
[22] J.J. Klemes, P.S. Varbanov, D. Huisingh, Recent cleaner production advances inprocess monitoring and optimization, J. Cleaner. Prod. 34 (2012) 1e8.
[23] A. Bahadori, H.B. Vuthaluru, Prediction of silica carry-over and solubility insteamof boilers using simple correlation, Appl. Therm. Eng. 30 (2010) 250e253.
[25] E. Fisher, Burke, Condensate polishing: the potential of sulfate leakage fromlow-cross-linked resins used in BWR condensate polishers, Ultrapure Water11 (1994) 19e24.
[26] B. Hoffman, J.D. Aspden, Critical aspects of ion exchange resin performance inhigh temperature condensate polishing applications, Power Plant Chem. 8(2006) 460e468.
[27] J.T. Palmer, P. Dekleva, M. Heim, K. Ogan, On-line monitoring of chloride andsulfate in the steam cycle with a new analytical technique, Power Plant Chem.15 (2013) 4e10.
[28] Vapor-Liquid Partitioning of Sulfuric Acid and Ammonium Sulfate (EPRIReport TR-112359), Palo Alto, CA, USA, February, 1999.
[29] Volatility of Aqueous Sodium Hydroxide, Bisulfate, and Sulfate (EPRI ReportTR-105801), Palo Alto, CA, USA, October, 1995.
[30] T.I. Pertova, S. Vidojkovic, A.A. Zonov, A.Y. Petrov, Influence of acetic acid tothe contamination of saturated steam by sulfate and fluoride, Therm. Eng. 7(2004) 15e18.
[31] S.M. Peyghambarzadeh, N. Bahrami, Statistical analysis of calcium sulfatescaling under boiler heat transfer, Appl. Therm. Eng. 53 (2013) 108e113.
[32] S.M. Peyghambarzadeh, A. Vatani, M. Jamialahmadi, Influences of bubbleformation on different types of heat exchanger fouling, Appl. Therm. Eng. 50(2013) 848e856.
[33] S.M. Peyghambarzadeh, A. Vatani, M. Jamialahmadi, Application of asymptoticmodel for the prediction of fouling rate of calcium sulfate under subcooledflow boiling, Appl. Therm. Eng. 39 (2012) 105e113.
[34] R. Heijboer, M.H. Deelen-Bremer, L.M. Butter, A.G.L. Zeinjseink, Thebehavior of organics in makeup water plant, Power Plant Chem. 8 (2006)197e202.
[35] E.V. Maughan, U. Staudt, TOC-the contaminant seldom looked for in feedwatermakeup and other sources of organic contamination in power plant, PowerPlant Chem. 8 (2006) 224e233.


















![Energy and Buildings - stuba.skkchbi.chtf.stuba.sk/upload_new/file/Miro/Proc problemy odovzdane... · applications concentrate on two areas: cement kiln fans [17–22] and mine ventilation](https://static.documents.pub/doc/80x56/5e690aa6160ddf70c94ac5b3/energy-and-buildings-stuba-problemy-odovzdane-applications-concentrate-on.jpg)






