In this issue: Asphalt Additives, Liquids, Terminals; Century Asphalt Unloads AC in Any Season; Double Fog Seal Elevates the Results of Combined Preservation Treatments; Grease Squeaky Wheel Myths; A Tale of Two Testing Companies
JUNE/JULY 2014 Asphalt Additives, Liquids, Terminals PCA Maligns WMA Stop Bearing Myths Strengthen Thin Overlays Oklahoma Doubles Fog Seal The Eyes Have It WITH NEW TERMINAL Century Asphalt Unloads AC In Any Season
Transcript
JUNE/JULY 2014
Asphalt Additives, Liquids, Terminals
PCA Maligns WMAStop Bearing Myths
Strengthen Thin OverlaysOklahoma Doubles Fog Seal
The EyesHave It
WITH NEW TERMINALCentury Asphalt Unloads AC In Any Season
16
40
30
26
contents
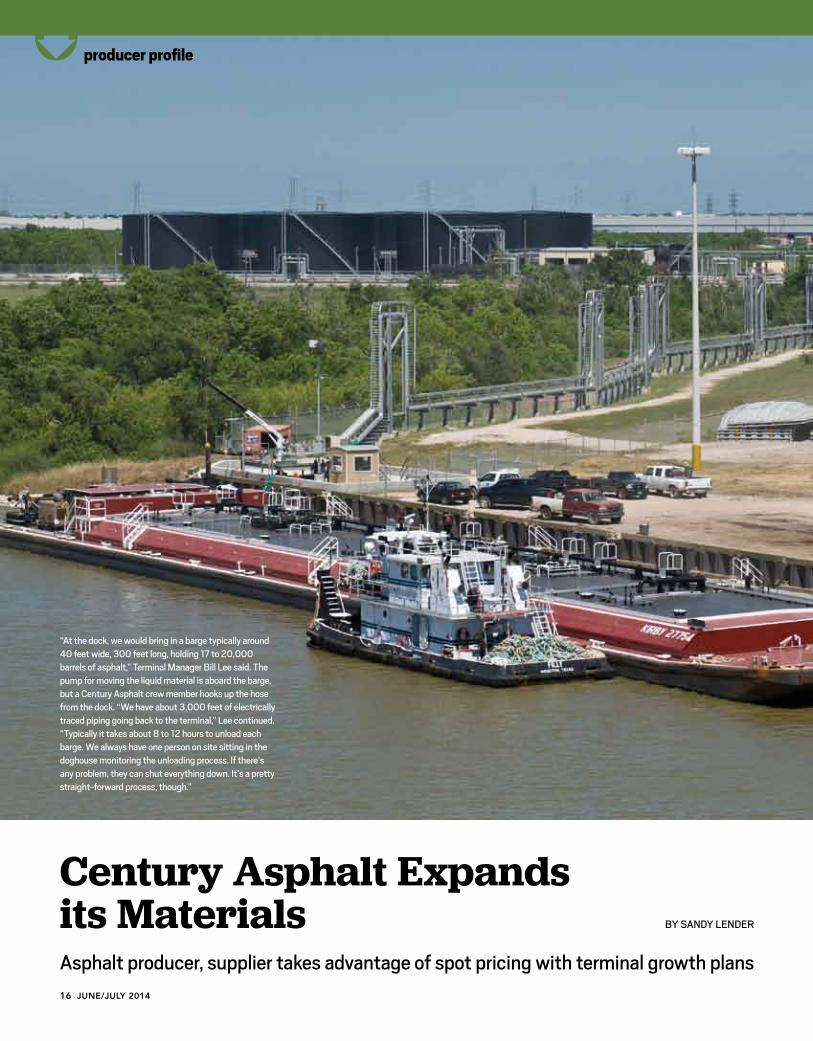
On the CoverCentury Asphalt Materials new terminal in Baytown, Texas, takes delivery from a barge on the Gulf Coast. Terminal Manager Bill Lee shared that purchasing in bulk would comprise two to three barges, each one bringing 17 to 20,000 barrels of material that is conveyed through the 3,000 feet of electrically lined piping you see leading back to the terminal. Photo courtesy of Heatec, Chattanooga.
JUNE/JULY 2014
Asphalt Additives, Liquids, Terminals
PCA Maligns WMAStop Bearing Myths
Strengthen Thin OverlaysOklahoma Doubles Fog Seal
The EyesHave It
WITH NEW TERMINALCentury Asphalt Unloads AC In Any Season
Departments
Letter from the Editor5 Filter Your Source
Around the Globe6
Safety Spotlight8 Protect Eyes When Working in Rugged EnvironmentsBy Honeywell Safety Products
Mix It Up10 A Tale of Two Testing CompaniesBy AsphaltPro Staff
Producer Profile16 Century Asphalt Expands its MaterialsAsphalt producer, supplier takes advantage of spot pricing with terminal growth plansBy Sandy Lender
Equipment Maintenance24 Grease Squeaky Wheel MythsBy Ian A. Rubin
Equipment Gallery46 CEI Boosts Liquid Movement
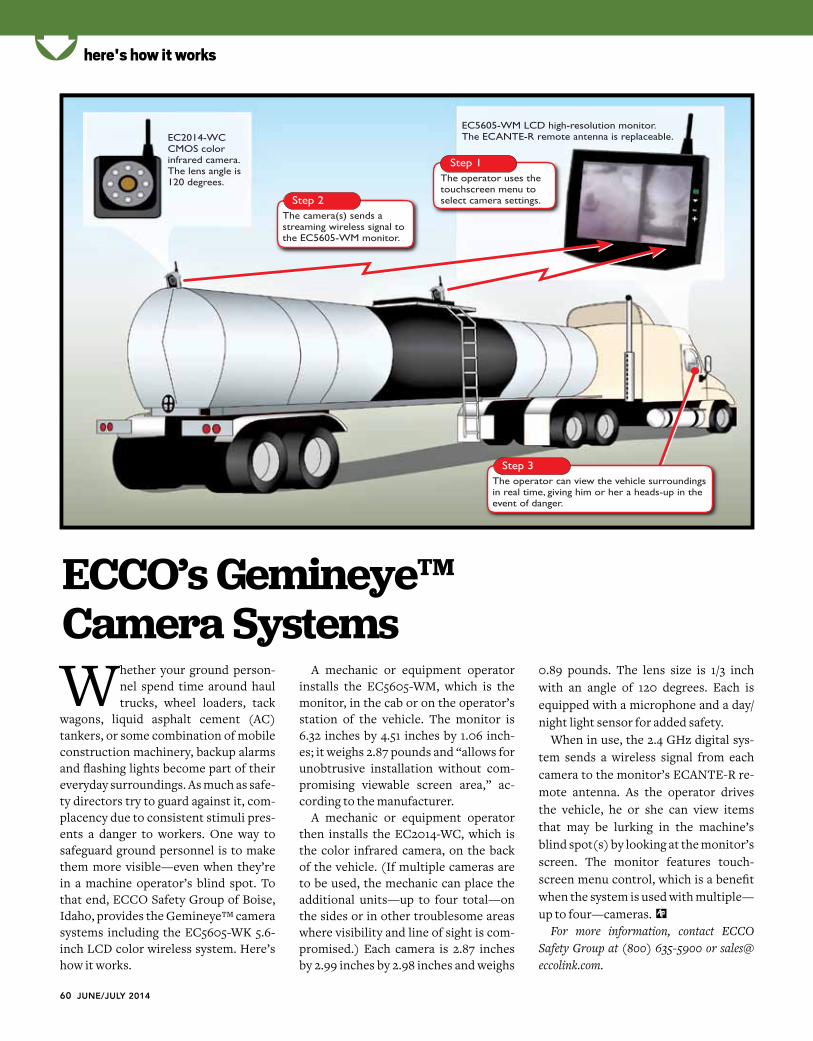
Here's How It Works58 Butler-Justice’s Blue Smoke Control® System60 ECCO’s Gemineye™ Camera Systems
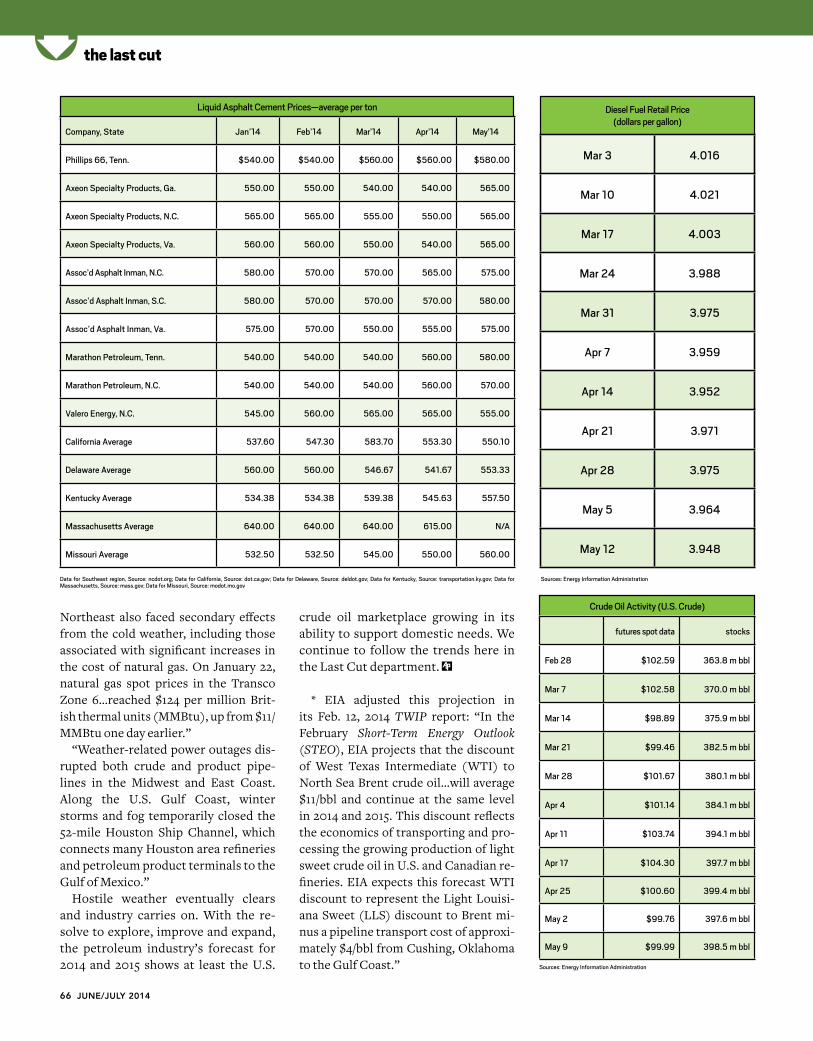
The Last Cut64 Petroleum Past and PresentBy AsphaltPro Staff
articles
26 Double Fog Seal Elevates the Results of Combined Preservation TreatmentsBy Russell Heritage
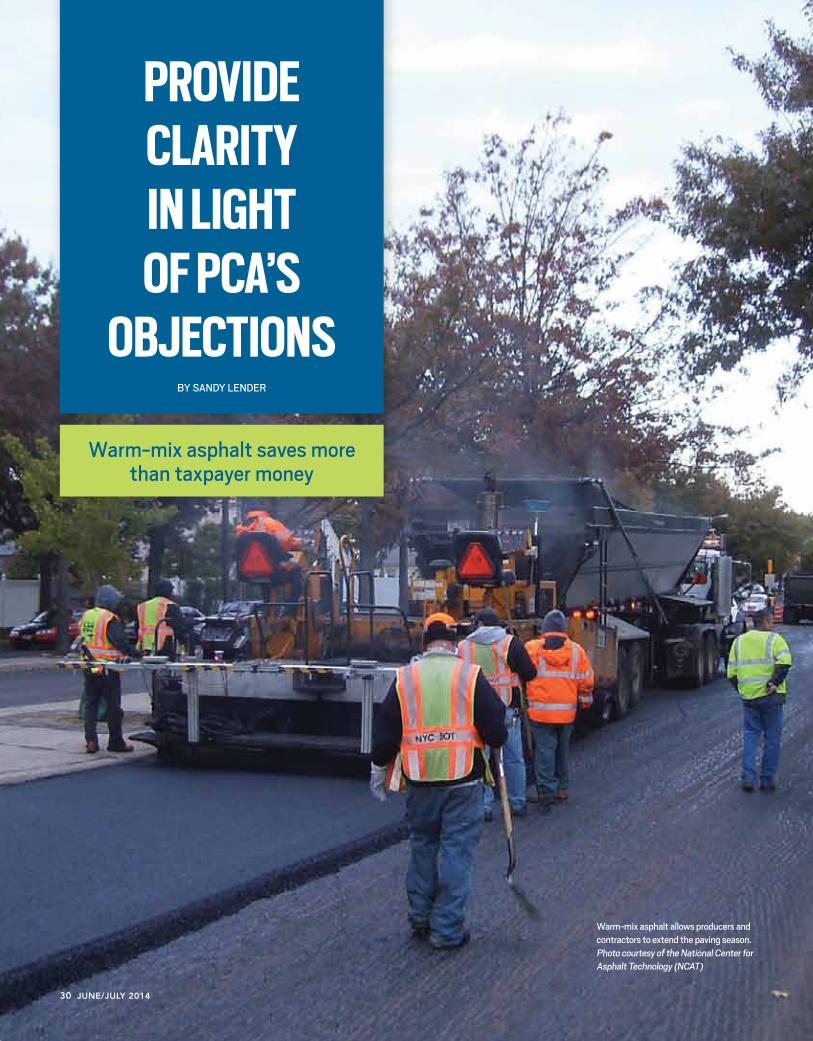
30 Provide Clarity in Light of PCA’s ObjectionsWarm-mix asphalt saves more than taxpayer moneyBy Sandy Lender
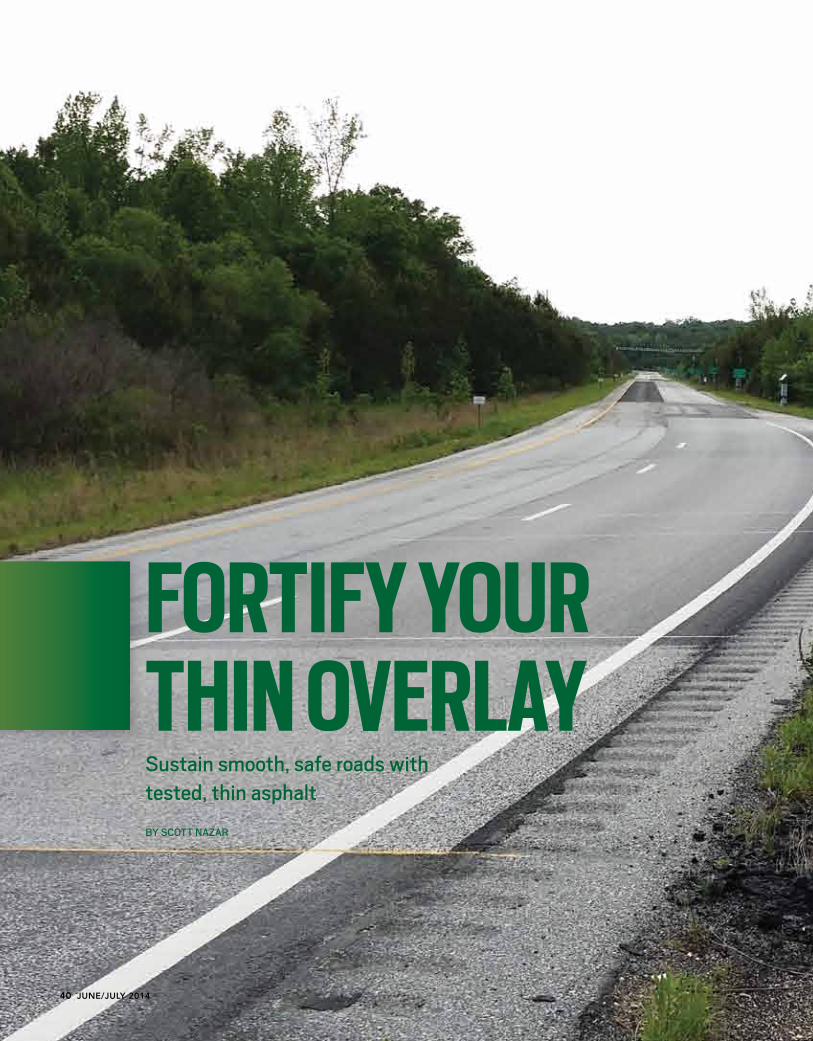
40 Fortify Your Thin OverlaySustain smooth, safe roads with tested, thin asphaltBy Scott Nazar
44 That's a Good IdeaDry Pavement Before PavingBy John Ball
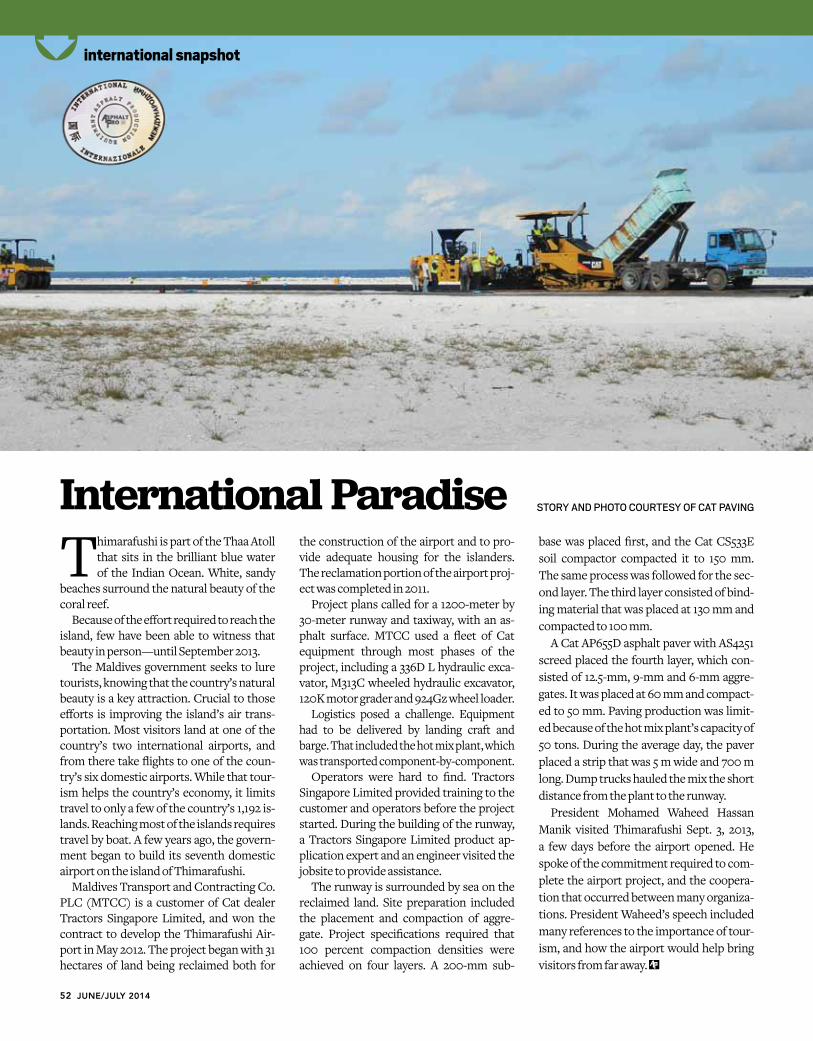
52 International Paradise
54 Grow Economy with American Infrastructure FundingBy AsphaltPro Staff
52
CEI ENTERPRISES,INC. an Astec Industries Company
245 WOODWARD RD, SE • ALBUQUERQUE, NM 87102 USA • 800.545.4034 • FAX 505.243.1422 • ceienterprises.com
Everythingyouwant for asphalt storage:
Complete systems. Vertical tanks. Horizontal. Portable. High efficiency. Low emissions. Hot oil. Direct-fired. Electric. 5,000 – 40,000 gallons.
Worldwide parts & service support.
800.545.4034. ceienterprises.com.
Filter Your sourceA few months ago, one of the regular participants in a journalism group on LinkedIn asked how the influx of company-sponsored print newsletters, electronic newsletters and “pumped up” catalogs targeting clients instead of employees affected B2B publishing. In other words, a manufacturing company that once printed a catalog with listings of its prod-ucts customers could order now prints a 36-page newsletter in which customers can read a dozen or so items that use or include their products in action. A handful of the commenters in the LinkedIn group had useful information on the topic of potential advertisers providing their own content to their own readers. What I learned about the topic included this: it’s hap-pening in all industries.
As magazines and trade papers that once catered to niche industries drown in the pile of publications that refused to learn how to best leverage online platforms, the companies that once advertised in their pages are scrambling to win back page views. Here’s an easy example: A woman who makes hide-away huts for pets told me that her sales of huts plummeted when a popular pet-bird magazine went out of business; she no longer had anywhere to place her advertisements. As a small business owner, she doesn’t have the time or resources to create a hide-away hut newsletter to send out to her own email list every month, so she wants the convenience of a publication that reaches a target audience for her.
Let’s apply that to the asphalt industry and look at the plethora of messages hitting your email box these days. If you’re reading this page, you’re in some aspect of the asphalt indus-try. While that’s a sizeable group of folks who move and store liquid product, design and pro-duce paving mixes, place and compact pavements, repair and maintain infrastructure, recy-cle and reclaim resources, etc., it’s a niche market that not every Tom, Dick and Harry writes about. When an original equipment manufacturer (OEM) sends you a 20-page electronic newsletter with gorgeous pictures of a set-up you’d like to have some day, you feel obliged to read it and learn from the info therein.
Yet you want information that pertains to your business without a specific manufacturer’s bias overshadowing that information. Here’s an easy example: If you pick up a magazine the American Dairy Farmers publish, you can bet it’s not going to contain an article on the benefits of drinking almond milk. If you pick up Telematics Manufacturer A’s newsletter, you can bet it’s not going to contain an article on the benefits of Telematics Manufacturer B’s latest product.
That’s not necessarily a bad thing. If you’re on a certain OEM’s mailing list and that compa-ny’s quarterly magazine or newsletter arrives, you know the information inside will be geared toward the good things that company can do to help you in your business. We all want that.
When you stop to think of the myriad companies out there, it becomes absolutely over-whelming. You need one of two things: a personal assistant who can sit in your office and read for you all day; or a filter. Feel free to consider AsphaltPro magazine your filter.
Of course we include some information straight from OEMs, but you’ll find the informa-tion has gone through a filter. We tend to question everything here. We want to present you facts and information you can trust. But AsphaltPro provides something a specific company e-magazine or newsletter will not. We provide stories from around the industry with a vari-ety of viewpoints within one article or within one edition. When you look at the Equipment Gallery department, you’ll find a number of machines from different OEMs included. When you read through the pages, you’ll see a host of information about processes, machines and technologies that have been developed, engineered and promoted by companies and individ-uals who may or may not be advertisers in our pages.
You can be sure the information will always pertain to your business and will be packaged in a manner that makes it easy for you to improve your bottom line. You may receive a few compa-ny-specific newsletters or magazines in the mail or electronically. These are excellent resourc-es to learn about product capabilities from the OEMs directly. At AsphaltPro, we encourage you to keep reading this resource as well, where a variety of information is filtered with care.
AsphaltPro is published 10 times per year: January, February, March, April, May, June/July,
August/september, October, november and december by the business times Company, 2001
Corporate Place, Columbia, MO 65202
Writers expressing views in AsphaltPro Magazine or on the AsphaltPro website are professionals
with sound, professional advice. Views expressed herein are not necessarily the same as the views of AsphaltPro or business times Company staff, thus producers/contractors are still encouraged to use best practices when implementing new advice.
subsCriPtiOn POliCy: individual subscriptions are available without charge in the united sates,
Canada and Mexico to qualified individuals.
One year subscription to non-qualifying individuals: united states $90, Canada and
Mexico $125.00. For the international digital edition, visit theasphaltpro.com/subscribe-2.
single copies available $17 each.
www.theasphaltpro.com | asphalt pro 5
Industry News and Happenings from Around the WorldaFricaThe Sept. 15 to 18, 2015, trade show to be held in Jo-hannesburg now has the name bauma CONEXPO Africa. As part of their cooperation on internation-al construction machinery events, Messe Munchen and the Association of Equipment Manufacturers (AEM) announced in 2013 their intention to set up a joint venture in Africa. CEO Elaine Crewe oversaw the first event held under the name of bauma Africa, which boasted 754 exhibitors from 38 countries and 14,700 visitors from more than 100 countries. Visit www.bcafrica.com for more information.
canaDaScott Builders, Inc., of Red Deer, Alberta, won the Innovator Award from Dexter + Chaney of Seattle at the software company’s 18th annual Connect 2014 Users’ Conference in late April. Scott Build-ers’ CEO Murray Cunningham shared that his com-pany uses the advanced cloud-based Spectrum® construction software as “an important part of our plans for continued growth.” Scott Builders spe-cializes in total construction service from site se-lection and planning to construction, etc.
UniteD states• Readers from the aggregate portion of our in-
dustry can become a Boy Scouts of America Mining in Society Merit Badge counselor by contacting a local council. Visit www.scout-ing.org/LocalCouncilLocator.aspx and check out the Succession Plan for Consistency ar-ticle in the April/May issue of AsphaltPro for more information.
• Like us at www.facebook.com/AsphaltPro-Magazine. Follow us @AsphaltPro.
iDahoECCO Group has acquired Public Safety Equip-ment (PSE), creating the newly formed ECCO Safety Group (ESG), headquartered in Boise, Ida-ho. The organization now has manufacturing in nine locations on four continents with four addi-tional sales offices in Europe, Australia and China.
illinoisEnbridge Inc. (ENB.TO) has permission from the Illinois Commerce Commission (ICC) but not from the almost 100 landowners along the pro-posed route for the company’s planned 167-mile pipeline to proceed. According to the Pantagraph online news source, an attorney for the landown-
ers will appeal the ruling from the ICC. He has stated that the ICC approved a pipeline of 36 inch-es circumference that could bring hundreds of thousands of barrels of petroleum to the region, but the pipeline has been changed to 24 inches with crude oil that will end up going to China. The attorney also states that Enbridge will bus workers from Michigan to build the pipeline rather than giving jobs to workers in the region.
loUisiana• Sempra International, New Orleans, received
the final permit necessary from the Ener-gy Department for a proposed expansion of its Cameron liquefied natural gas terminal in Hackberry, La., but still needed approval from the Federal Energy Regulatory Commis-sion as of Feb. 12. According to the Associat-ed Press, Sempra intends to add liquefaction plants and other elements—to the tune of $10 billion—to turn the import terminal into an export terminal. If construction begins this year as planned, the company expects full commercial operation by 2019.
• The 2014 Asphalt Sustainability Confer-ence takes place at the Omni Royal Orleans in New Orleans Nov. 4 through 5. Visit www.asphaltpavement.org for more information.
marYlanD• “Cracking concrete has plagued the Silver
Spring Transit Center in Maryland, and now there are also ‘a structural integrity issue as well as a potential local safety issue for the gen-eral public,’ according to a report from an inde-pendent advisory committee.” Source: Ameri-can General Contractors and multiple others
• Working with the National Center for As-phalt Technology and state asphalt pave-ment associations, NAPA is testing sever-al localized Thinlay mixes with a high lev-el of recycled materials, which will be used to craft guidelines states can use to develop sustainable thin overlays to best meet their local conditions and materials. Check out the new paper from NAPA, “Thinlays: The Pavement Preservation Tool of Choice,” at www.AsphaltPavement.org/ThinIsIn.
missoUriMissouri representatives have a chance to im-prove road funding. The Senate voted April 29 in favor of a less than one cent sales tax increase. If
the House approves it, voters will see the trans-portation funding measure on the ballet in No-vember. Source: Kansas City Star online
nevaDa• The Regional Transportation Commission
of Southern Nevada has announced the list of design and construction projects ap-proved by the RTC board October 2013. The 183 projects owned by Boulder City, Clark County, Henderson, Las Vegas, Mesquite, Nevada DOT, North Las Vegas, RTC and RTC Fast range from $67,725 (there are eight at that price) to $180,000,000 for a total of $693,528,300. A handful of pedestrian-relat-ed projects are under $20,000. Seventeen projects are priced at, or greater than $10 million. They’re listed at www.rtcsnv.com/fri/docs/RPT_ApprovedList.pdf.
• Save the date for the Trimble Dimensions 2014 conference this Nov. 3 through 5 at the Mirage Hotel & Events Center in Las Vegas. Visit www.TrimbleDimensions.com.
tennesseeThe National Asphalt Pavement Association Mid-year Meeting takes place at the Renaissance Nash-ville Hotel in Nashville, Tenn., this July 14 through 16. The theme is “The Center of Innovation.” Vis-it www.asphaltpavement.org and the meetings tab to register.
virginiaThe AGC of America hosts its 2014 Contractors Environmental Conference June 12 through 13 in Arlington. Get up-to-date information on envi-ronmental compliance and sustainability issues from federal agency reps onsite. Visit www.agc.org/cs/events.
WashingtonDexter + Chaney of Seattle has released the mobile app Payroll Time Entry, which is developed for Android and Apple tablets and smart phones to let supervisors and project managers enter labor and equipment hours directly from the job site. Visit www.dexterchaney.com.
Washington, D.c.The NAPA Fly-In in cooperation with the National Stone, Sand and Gravel Association takes place Sept. 9 through 10 at the Grand Hyatt Hotel. Visit www.as-phaltpavement.org and the meetings tab.
around the globe
6 June/July 2014
Ad name
If workers hesitate to wear safety glasses because they don’t like the look of the glasses or they find them
uncomfortable, they put their eye health at risk and the company’s insurance pre-mium at risk. To address comfort, style and safety, Honeywell of Smithfield, R.I., has introduced Uvex Hypershock™ safe-ty eyewear. The manufacturer states this eyewear combines premium sport-in-spired style and best-in-class lens perfor-mance for appeal and protection.
“Workers are more likely to wear pro-tective eyewear when it looks good and
is comfortable, so we designed Uvex Hy-pershock with progressive sport styling to support worker acceptance and pro-mote all-day wear,” David Iannelli, se-nior eyewear product manager for Hon-eywell Safety Products, said. “With so many frame and lens tint options plus our most advanced lens coating technology, Uvex Hypershock delivers the good looks workers want and the high performance protection safety managers demand.”
The eyewear has specific features that perform in the work zone as well. “Uvex Hypershock is perfect for all-day wear in
extreme environments,” Iannelli told As-phaltPro. “With the industry’s leading scratch resistant lens coating that stands up in dirty, gritty applications and an ad-vanced anti-fog coating that ensures pro-longed fog-free vision in hot, steamy en-vironments, Uvex Hypershock is ideally suited to those working in the asphalt and related industries.”
The eyewear’s lightweight, wrap-around frame design is engineered to fit a wide range of workers while providing increased coverage, side protection and superior pe-ripheral vision. Streamlined padded tem-ples and a molded nosepiece deliver a se-cure, comfortable fit. Integrated hinge mechanisms with dual cam action promote precision operation and durability.
Uvex Hypershock lenses feature proprie-tary Uvextreme Plus anti-fog coating for su-perior protection against fog and scratches. Lenses are also available with scratch-re-sistant hardcoat for longer lasting protec-tion from scuffing, scratching and a variety of chemicals. The ten available lens tints—Clear Ice, Gray, Amber, SCT-Reflect 50, SCT Blue, Red Mirror, Blue Mirror, Espres-so Polarized, Espresso and Gold Mirror—meet the needs of nearly any lighting ap-plication. Uvex Hypershock lenses provide 99.99 percent UV protection.
Uvex Hypershock meets the ANSI Z87.1-2010 standard and is 100 percent dielectric for safe wear in environments where electrical hazards exist.
For more information, contact the Honey-well Safety Products customer care department at (800) 430-5490 or visit www.uvex.us. Let them know you saw it in AsphaltPro magazine.
*Comparative lens life test performed us-ing a Bayer Abrasion Test method and may vary between environment and application. Anti-fog performance based on independent lab test results.
safety spotlight
Protect Eyes When Working in Rugged Environments By Honeywell Safety ProductS
this worker models the red mirror lens tint of the uvex Hypershock™ lenses.
Workers are more likelY to Wear protective eYeWear When it looks gooD anD is comFortable.”—DaviD iannelli, honeYWell saFetY proDUcts
8 June/July 2014
mix it up
A Tale of Two Testing CompaniesBy aSPHaltPro Staff
The Asphalt industry takes quali-ty control/quality assurance (QC/QA) seriously and has done so for
more than a century. Among the compa-nies that assist technicians and inspec-tors to develop excellent mix designs and test them for long-term performance, two have submitted history lessons for readers. Don’t worry: there’s no quiz at the end. In-stead, Brookfield Engineering of Middle-
boro, Mass., and Pine Instrument Compa-ny and have provided a quick and easy look at testing design with a focus on the people behind the machines. Enjoy this look back at asphalt’s commitment to excellence.
brookFielD celebrates 80th anniversarYIn 1933 Donald Brookfield, Sr., envi-sioned an unconventional approach to
measuring viscosity. His experimenta-tion with motors and springs in the base-ment of his family’s home resulted in the creation of a single-speed instrument that would ultimately become known as “the world standard” in viscosity mea-surement and control.
A year later, Don Brookfield founded the business. Over the years he demonstrated a commitment to service by offering his
Pine was one of two companies selected to deliver gyratory compactors under a contract with fHwa. Photo courtesy of tom Harman of fHwa.
10 June/July 2014
loyal customers his newest innovations at little to no cost. Through the middle years Brookfield Engineering addressed issues of temperature control, small sample volumes and very low viscosi-ties, continually adapting to the chang-ing needs of industry. As technology marched forward, Brookfield produced a wide range of digital and programma-ble viscometers and rheometers that op-erated in stand-alone or PC controlled modes. Brookfield engineers also devel-
oped a complete range of in-line process viscometers that enabled manufacturers to measure viscosity continuously dur-ing production.
In 2004 Brookfield entered the texture analysis market, complimenting its line of R&D and QC testing instrumentation. The CT3 texture analyzer initially targeted the food manufacturing industry, but was later expanded to measure the mechanical flow properties of a wide variety of products in cosmetics, pharmaceuticals and packag-ing. In 2010 the PFT powder flow tester made its debut, providing quick and easy analysis of powder flow behavior in indus-trial equipment.
Most recently: Brookfield has added touch screen technology to several of the company's most popular instruments.
coUnt on pine since 1962When Ted Hines entered the asphalt test-ing market, his mission was to design and build equipment that would withstand the rigors of field operation, operate con-tinuously and accurately, and have an ex-pert technical team behind it to keep the customer up and running when a problem did arise. What Ted Hines didn’t know was that the original equipment his fledgling company built in 1962 would still be op-erational after he retired in 2013 when he handed the reins of the company over to his son, Joe.
Pine’s original products for the as-phalt industry were Marshal mix design products, and the company continues to sell these products today. In the mid 1990s Pine began offering Superpave gy-ratory compactors.
Superior Performing Asphalt Pave-ments (Superpave) is the most com-monly used method of asphalt mix de-sign in the country today. It evolved from the Strategic Highway Research Program (SHRP), an initiative set forth by the U.S. Congress in 1987, which earmarked $150 million for improving the quality of American roads. During the past 20 years, nearly every state has adopted a form of Superpave mix design.
While the origins of asphalt mixing dates back to the 1890s, the most pop-ular were the Marshal and Hveem de-sign methods. Francis Hveem, who was a resident engineer in California in the
late 1920s and early 1930s, developed the Hveem method. The Marshall meth-od was developed by Bruce Marshall of the Mississippi Department of High-ways in the 1940s. Both of these mix design methods are still used today al-though Superpave is now the predomi-nant method.
Pine’s first gyratory compactor was the model AFGC125. It was designed and built as part of a Federal Highway Administration (FHWA) pooled fund purchase that was placed at the conclusion of SHARP. Pine was one of two companies selected to deliver gy-ratory compactors under the contract.In addition to design improvements over the years, many Pine customers want to keep their compactors working as long as possible. Pine technicians have traveled the country to repair units that have been in fires, in floods and exposed to decades of hard use. On Sept. 11, 2001, a Pine tech was on his way to the west coast to repair a compactor. He had gotten as far as Kan-sas City when all flights were cancelled so he rented a car and drove to Oregon to re-pair the unit and get the customer back up and running.
The City of Los Angeles has developed an Accelerated Performance Test, per-formed with a rotary asphalt wheel tes-ter that Pine sold to them a decade ago. The test has reduced the time to deter-mine if a mix is suitable for a specific ap-plication from 10+ hours to about two hours. The engineers and technicians at the city know that if a mix design passes their test, it will perform well in the field.
Most recently: Pine is in the process of refurbishing their units. A 20-year-old gyratory compactor working in the field has components that will need re-placed at some point. It’s not difficult to replace mechanical parts, but it’s anoth-er matter to replace electronic parts if a manufacturer no longer supports them in the constantly evolving world of elec-tronics. Pine is in the process of design-ing new electronic controls to replace obsolete components.
For more information about Brookfield Engineering, visit www.brookfieldengineer-ing.com or call (800) 628-8139 or (508) 946-6200. For more information on Pine In-struments, visit www.pineinstrument.com or call (724) 458-6391.
mix it up
aBoVe donald Brookfield began his company in 1934. Photo courtesy of Brookfield engineering.
aBoVe Pine is in the process of designing new elec-tronic controls to replace obsolete components. Photo courtesy of Pine Instruments.
12 June/July 2014
producer profile
Century Asphalt Expandsits Materials By Sandy lender
asphalt producer, supplier takes advantage of spot pricing with terminal growth plans
“at the dock, we would bring in a barge typically around 40 feet wide, 300 feet long, holding 17 to 20,000 barrels of asphalt,” terminal Manager Bill lee said. the pump for moving the liquid material is aboard the barge, but a century asphalt crew member hooks up the hose from the dock. “we have about 3,000 feet of electrically traced piping going back to the terminal,” lee continued. “typically it takes about 8 to 12 hours to unload each barge. we always have one person on site sitting in the doghouse monitoring the unloading process. If there’s any problem, they can shut everything down. It’s a pretty straight-forward process, though.”
16 June/July 2014
Providing twelve hot-mix asphalt (HMA) and warm-mix asphalt (WMA) products, four sealcoat
products, and eight construction aggre-gate products throughout Southeast Tex-as requires a steady supply of base ingre-dients. To make those products, Centu-ry Asphalt Materials™ operates 10 HMA plants and a concrete crushing plant lo-cated throughout Houston and the Hill Country of Texas, and samples and tests all of its materials daily in its own lab in Houston. Those products begin at Cen-tury Asphalt’s new terminal located in Baytown, Texas.
Bill Lee is the terminal manager of Cen-tury Asphalt Terminal. He began his ca-reer in the asphalt industry in research and then went into quality control and production. He’s worked with Centu-ry Asphalt for about three years now. He
explained that the company worked with Heatec of Chattanooga to make the ter-minal a reality; Heatec personnel did the engineering and programming.
“I would sum it up to say we got the whole package from Heatec instead of having to go out and subcontract various things,” Lee said.
What they acquired included six 54,000-barrel inventory tanks and two 5,000-barrel day tanks as well as the pip-ing and heaters to bring in, heat, store, transfer, load out material and more. A spokesperson for Heatec said, “The job-site was developed from scratch. No exist-ing structures were used or refurbished.”
“Having over 300,000 barrels of stor-age allows us to make spot purchases and gives us the luxury of being able to buy material when it’s at its lowest price,” Lee said. “This will help us pay back the cost
of the terminal and of course reduces our material cost and allows us to make lower bids and win more jobs.”
With liquid material delivered by rail from the north and by barge from the Gulf, Century Asphalt can purchase in-gredients when the price is right. “During any given year, we typically move between 120,000 and 150,000 tons of asphalt, which translates into 600,000 to 700,000 barrels of asphalt,” Lee said. “Our typical purchase on a barge scale would be two to three barges, each one bringing 17 to 20,000 barrels. With rail cars, we typical-ly bring in 80 to 120 rail cars a month, each one of those being 90 tons or maybe 500 barrels of asphalt.
“We’ll move the majority of that ma-terial through here during the months of March through October. Our volumes cer-tainly decrease from October through the
aBoVe: Bill lee is the terminal manager for century asphalt and shared that the site has 20 rail car slots—10 on the west side and 10 on the east. “typically what we do is bring in 10 to 20 cars at a time,” lee said. “we then hook them to our steam system to melt the cars so we’re able to unload them. we have a series of four pumps that we can use in series to un-load the rail cars depending on how many cars we’re unloading and how fast we can unload the material. we will typically heat 10 cars at a time; it’ll take us one to two days depending on the material we’ve brought in.”
www.theasphaltpro.com | asphalt pro 17
producer profile
aBoVe: the pipe rack holds all the piping necessary for moving materials between the tanks and for unloading material from rail cars or barges. It also carries the hot oil through the sys-tem for heating the tanks as well as the piping. Below: this is the automated truck loading rack at the asphalt century terminal. at this time, it has two active scales, but the compa-ny has room—and tentative plans—to install another set.
18 June/July 2014
producer profile
end of February when the paving season decreases, but that’s a good time to make a spot purchase if we can to buy material.”
During the summer, it’s more advan-tageous to bring material in by water in bulk; during the winter, it’s more advan-tageous to bring material in by rail from the continent. “It’s important that we have access to the water,” Lee said. “Typi-cally the asphalt market swings from sea-son to season so the material that’s avail-able during the summertime is tradition-ally lower priced when it’s coming in by water by bulk. The majority of the mate-rial is produced along the Gulf and moved around in barges or ships. During the off-season, the material comes in by rail from the northern part of the country where it’s the paving off-season and there’s an excess of material. So we switch back and forth between those two supply markets. If you’re restricted to one of those two
markets, it will limit your options and raise your costs at the end of the day.”
At the end of the day, the materials are coming in for the purpose of going back out for customers or company use. That means Century Asphalt also invested in loadout structures and automation from Heatec to make the system as user-friendly as possible.
“The automated truck loading rack at the terminal has two active scales,” Lee said. “Trucks pull onto one of the scales. The driver chalks the wheels of the truck [as a safety protocol—this practice alerts personnel if there’s any movement of the truck]. They will go upstairs. They lock down a loading ramp. They go inside to answer a series of questions. They use their loading number to unlock the sys-tem. Then one final safety stop—they have a pedal they have to step on to be able to load the truck. The entire process takes about 25 to 30 minutes from stop to finish, which means we can load some-
where around 80 to 90 trucks per day, de-pending on arrival times of the trucks.”
The series of steps Lee described is in place to assist in safety and accountability. “It’s run with Astec programming, which allows it to be a hands-off process as far as the personnel are concerned here. It’s all done by the truck drivers when they come in, which makes this a 24-hour, 7-day-a-week, 365-day-a-year process.”
The rail line requires a bit more atten-tion from personnel. When the cars ar-rive, workers hook them to the terminal’s steam system to melt the product inside to enable unloading. “We have a series of four pumps here that we can hook in series to unload the rail cars depending on how many cars we’re unloading and how fast we can unload the material,” Lee said. “We will typically heat 10 cars at a time. It’ll take us one to two days depending on the mate-rial we’ve brought in. We can switch those cars out while we’re heating the other set
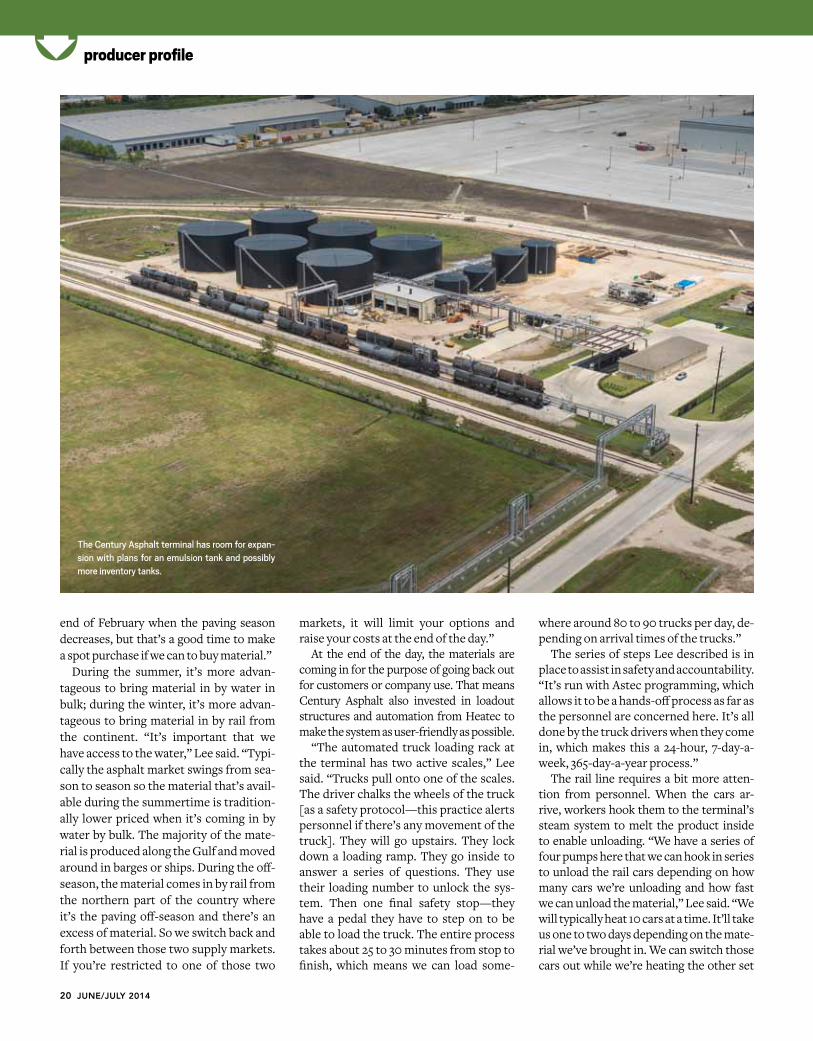
the century asphalt terminal has room for expan-sion with plans for an emulsion tank and possibly more inventory tanks.
20 June/July 2014
of rail cars and go back and forth like that. This allows us to bring in and unload up to 120 to 140 cars a month of rail material. This translates into about 500 barrels per car, which I’d say is about half of the supply of the material that we bring into this ter-minal on a year-to-year basis.”
Century Asphalt’s goal is not to stay with the status quo. They’ve recent-ly completed the construction of two 10,000-barrel tanks to store and ship out polymer-modified asphalts. “We see this terminal as an evolving process,” Lee said. “As we get used to the processes that we already have capabilities for, we’re adding new capabilities. …We have the ability to add more of the 54,000-barrel inventory tanks or any other size tanks. We already have the engineering done to add emul-sion capabilities here at the terminal. Again, we see this as an evolving process so that we can become a totally vertically integrated company.”
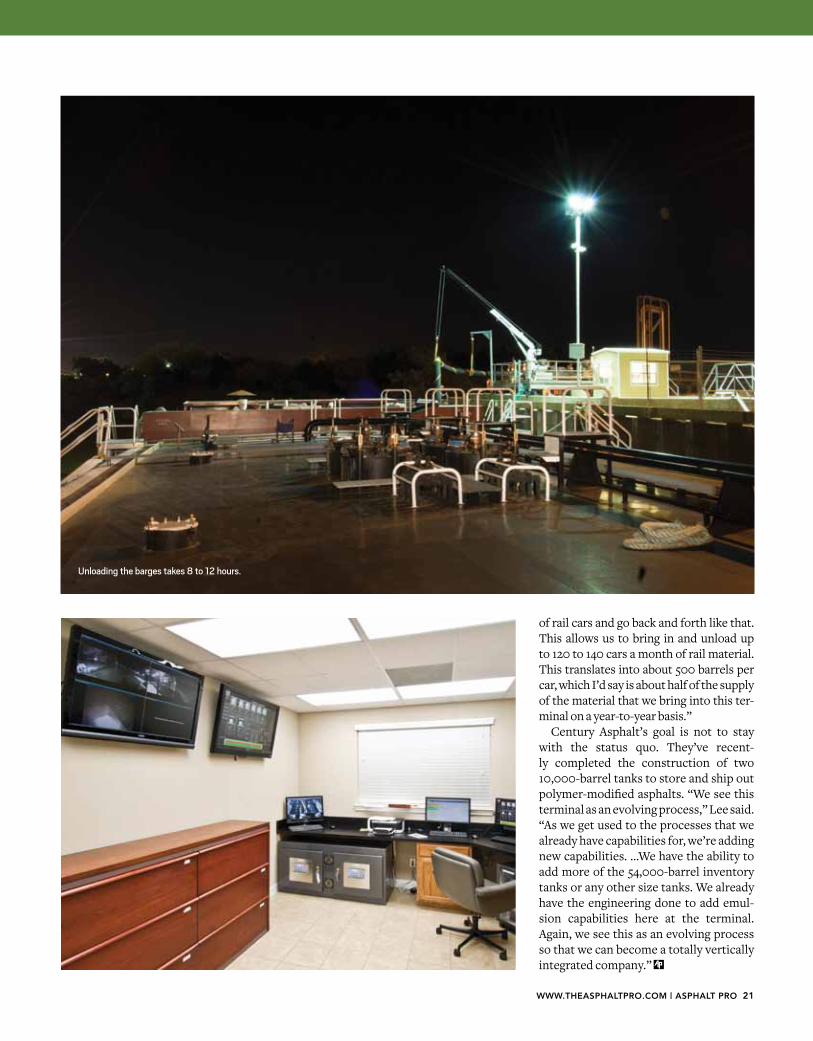
unloading the barges takes 8 to 12 hours.
www.theasphaltpro.com | asphalt pro 21
The wheels of industry turn on bear-ings, so why do the wheels often vibrate, clatter, squeak, drag and
overheat? Bearings can fail for lots of rea-sons. Most failures (as shown in Figure 1) are related to lubrication and contamina-tion, but myths and misconceptions hand-ed from one generation of maintenance engineers to the next perpetuate many avoidable problems. These myths fall into three general areas of bearing use: installa-tion, misapplication and lubrication.
installation mYth #1: it’s okaY to hammer a bearing into position iF neeDeD – False.Never strike a direct blow to a bearing. The rolling elements and raceway are hardened, but can still be damaged. A hammer blow can leave dents in the raceway that can cause noise and dramatically reduce bearing life. If installation is difficult, first check the shaft diameter, look for burrs, dirt or corrosion on the shaft. If needed, use a press to slide the bearing on. Apply pressure equally on the
face of the inner ring to avoid damaging the raceways and rolling elements.
installation mYth #2: oFF-the-shelF tgp shaFting is the best option – False.It’s more important to know the shaft’s tolerance range to be sure it meets your bearing manufacturer’s spec for diameter and roundness. Review the bearing man-ufacturer’s recommendations and mea-sure/specify the correct shaft diameter.
installation mYth #3: it’s Fine to hanD-tighten setscreWs one at a time – False.Setscrews should be tightened to the man-ufacturer’s recommended torque. Under-tightening can allow the bearing to slip on the shaft. Over-tightening can distort the raceway or crack the inner ring. Use the “half-full/full” rule for tightening set-screws—tighten the first setscrew to half the recommended torque, the second set-
screw to the full torque, then go back to the first setscrew and apply full torque. l
application mYth #1: bearings can be hot to the toUch – trUe.Normal bearing operating temperatures can range from 80°F to 150°F, but certain appli-cations may run higher or lower. Most bear-ings are rated for -20 to 220°F, but can be supplied with special grease, seals or heat stabilizing processes that allow them to op-
equipment maintenance
Grease Squeaky Wheel Myths By Ian a. ruBIn
tHIS PHoto: Before lubricating a bearing, make sure the grease fitting is clean. you don’t want to introduce contamination into the bearing during relubrication. rIGHt: Scratching, gouging and general wear in the bore of an inner ring and on the od of a shaft indicate loss of lock. Sometimes the setscrew tips will also be worn. fretting wear can be present on the surfaces and is sometimes a precursor form of wear prior to loss of lock. this can be caused by improper tightening of the locking mechanism, undersized, worn or damaged shafting; frequent start, stop operation; or hardened or stainless steel shafting that prevents set screw penetration or holding.
figure 1. Sources of Bearing wear or failures
24 June/July 2014
erate at higher temperatures. Bearings nor-mally run hotter at start-up or right after re-lubrication because excess grease increases drag and friction in the bearing. Spikes up to 50°F are normal at start-up and 30°F after re-lubrication. As the rolling elements purge excess grease through the seals, the bearings return to steady-state temperatures.
application mYth #2: bigger bearings are alWaYs better – False.Bigger bearings with a higher load capac-ity may show a higher fatigue life, but if the load does not achieve the minimum require-ment, the rolling elements can skid along the raceway instead of rolling. This can cause high temperatures, excessive wear, lu-brication breakdown and bearing failure.
application mYth #3: sealeD/lUbeD-For-liFe bearings Will not last Forever – trUe.Bearing life depends on grease life, which is affected by the operating conditions (speed and load) and environment (temperature and contamination). Grease life can be improved with enhanced seals, proper installation and proper grease selection. Ultimately, the best bearing is the properly lubricated bearing.
lUbrication mYth #1: re-lUbrication once a Year is sUFFicient – False.Start by reviewing the bearing manufactur-er’s lubrication recommendations. These will give amounts and intervals as suggested starting points, but actual lubrication inter-vals may vary quite a bit, depending on load, speed, temperature or environmental condi-tions. Applications with higher speeds, tem-peratures or heavy contamination some-times require frequent re-lubrication, pos-sibly weekly or daily. By contrast, a mount-ed ball bearing in a lightly loaded, low-speed, clean environment may do fine with re-lu-brication at 12- to 24-month intervals. Cer-tain applications may need to be monitored and lubrication intervals/amounts adjusted accordingly.
Re-lubrication replenishes grease when the current grease breaks down or deteriorates because the base oil breaks down due to temperature. Without this,
the lubricating property is gone and the result is metal-to-metal contact. Re-lu-bricating the bearing replenishes the oil, maintaining the proper film.
Pumping new grease into a bearing also helps flush away contamination. Many mounted bearings are designed to allow grease to enter the bearing cavity as close to the rolling elements as possible. As more grease is added, the old grease is pushed out of the seals (if the seals are purgeable). The purged grease carries out contaminants and keeps dirt away from the seals.
lUbrication mYth #2: alWaYs aDD grease Until it pUrges From the seal – False.If you pump grease into the bearing un-til it purges out the seal, you probably have completely filled the bearing cavity. Ex-cess grease can increase operating temper-ature and may create enough pressure to blow the seal out. However, in low-speed or dirty conditions where contamination may easily enter the seals, filling a bearing with grease may help improve performance. Ap-plication experience will dictate when the entire bearing cavity should be filled.
lUbrication mYth #3: iF a bearing makes noise, grease shoUlD be aDDeD – False.If a bearing is making noise, internal dam-age has likely occurred. This increases over time, with the potential for catastrophic failure. Adding grease may provide tem-porary relief, but a noisy bearing should be closely monitored and replaced at the first opportunity. The root of the failure should also be investigated either with indepen-dent or manufacturer failure analysis (manufacturer analysis requires removal of the bearing as soon as possible to aid in a more accurate diagnosis of the problem).
lUbrication mYth #4: anY grease Will Do – False.Greases DO differ. Some may be incom-patible because of the different thickeners (soaps) used. When two incompatible greas-es are mixed, they may thicken and harden or become thin and leak out of the bearing. For example, many electric motors use a poly-urea thickener while some mounted ball bearings use lithium-complex thickeners.
These greases are borderline compatible, and depending on the actual make up, may not work together. Grease types can also be incompatible based on the viscosity or type of oil in the grease, so consulting a lubrica-tion supplier is always recommended.
lUbrication mYth #5: JUst shoot grease throUgh the Fitting – False.Always clean grease fittings and the grease gun tip. It’s good practice to put the grease gun tip in an oil bath or wrap it with a plas-
tic cover to protect it.Your plant’s uptime and OEE may
“turn” on your bearings’ good health. If you are not achieving the desired opera-tional life for some of them, a bearing man-ufacturer can assist you with proper selec-
tion and troubleshooting. Ian A. Rubin is director of marketing, mount-
ed bearings, for Sealmaster, System Plast and Browning-branded products at Emerson Power Transmission Solutions. For more information, visit powertransmissionsolutions.com.
Surface smearing, peeling and skidding are forms of ad-hesive wear that occur when operating with insufficient oil film thickness. under these conditions, sliding occurs between the rolling elements and raceways causing sur-face deformation, cold welding and/or material transfer.causes include:
• Inadequate lubricant properties• lubrication breakdown• Ineffective relubrication• Mixing of incompatible lubricants• Insufficient load at high speeds• Sudden acceleration/deceleration
www.theasphaltpro.com | asphalt pro 25
When companies work together, they can excel in ways beyond a single company’s purview.
That’s what these companies did when they combined their knowledge and re-sources for the Chickasaw Nation. Three Ergon owned companies, Ergon Asphalt & Emulsions, Inc. (EA&E), of Lawton, Okla., Paving Maintenance Supply, Inc., of Edmond, Okla. (PMSI), and Crafco, Inc. (Crafco), based in Chandler, Ariz., joined forces to repair and preserve the mile-long stretch of asphalt pavement leading to the Chickasaw Children’s Village, which is a residential and educational campus in Kingston, Okla., that houses Native Ameri-can children. The scenic roadway was con-structed more than a decade ago, and its quality was rapidly declining due to lack of maintenance. Adding to the road’s trou-
bles, a recent two-year drought in the state had hurried the surface’s deterioration and longitudinal cracking.
Although Village Road was suffering from a high number of cracks, it was far from beyond repair. Rather than overlay the surface with hot mix asphalt, the ex-isting pavement could be restored using a combination of pavement preservation treatments. To do so effectively, industry best practices needed to be followed. One of the most recommended, but often over-looked, steps in preserving a pavement is to seal the existing cracks. Doing so locks out moisture and prevents the otherwise inevi-table decay of the underlying structure.
“Crack sealing a pavement before apply-ing a chip seal is a benefit to the road in sev-eral ways,” Zach Burkey said. He’s the sales representative for PMSI. “You’re sealing
out the moisture to help protect your base, and you’re filling the voids in between the cracks. That gives the road a smooth sur-face to apply a chip seal on, which will im-prove ride quality and prevent reflective cracking in the future. It makes for a better end product that lasts much longer.”
meet the team• Ergon Asphalt & Emulsions manufac-
tures emulsions for use in pavement preservation applications. Area Sales Manager Johnny Roe participated in the Chickasaw project.
• Crafco manufactures pavement preser-vation products and equipment.
• PMSI distributes Crafco and other products via storefront; rents and sells equipment; and provides face-to-face
By ruSSell HerItaGe
By ruSSell HerItaGe
Double Fog Seal elevateS the ReSultS oF CombineD PReSeRvation tReatmentS
the specified fog seal was cQS-1f, an ergon asphalt & emulsions product produced in catoosa, okla. the product is designed to cure in lessw than an hour, making the possibility of the double fog seal more tangible. PSI Seal Masters, Inc., shot the cQS-1f in two overlapping layers, each at 0.10 gallons per square yard.
26 June/July 2014
equipment demonstrations. Sales Representative Bur-key worked with EA&E’s Roe.Chip sealing worn pavements without sealing cracks that
are one quarter of an inch or larger can result in poor perfor-mance. Cracks of that size need to be filled with crack seal-ant beforehand to protect the base from moisture. Without taking this step, base damage and reflective cracking are al-most guaranteed to occur. You could witness these nega-tive results on many county roads in Oklahoma.
Roe recognized the potential to improve the quality of the counties’ chip seals by teaming up with Burkey, the PMSI sales representative. “Zach and I have visited 13 coun-ties to perform crack seal demos, and 12 of those counties have purchased crack seal material through PMSI,” Roe said. Performing crack seals prior to seals has been benefi-cial to the counties as well, because it has resulted in better chip seals. Previously, reflective cracks were returning to the surface as quickly as two weeks after chip seal applica-tions. Today, they’re being thoroughly sealed out.
meet the chickasaW nationStretching across 13 counties, the Chickasaw Nation juris-dictional territory covers more than 7,500 square miles in South Central Oklahoma. As part of the Federal Highway Association’s tribal transportation program, the Nation inventories roads that are either lived on by a percentage of the Chickasaw Nation, or used by its citizens to reach school or work. The Chickasaw Nation Roads Department submits this list to the federal government, which provides funds dedicated to reconstructing or repairing the roads. Until four years ago, the tribal transportation program did not offer funds for pavement preservation products. As a result, the Chickasaw Nation was primarily construction-oriented. Once the restriction was lifted, Pontotoc County Commissioner Gary Starns saw an opportunity to bring the tribe up to speed in preservation methodology.
“Gary already had a great relationship with the Chicka-saws and with Ergon, and knew we would make a great fit,” Roe said. Their relationship with the Chickasaws began dur-ing a crack seal demonstration that Burkey performed for Commissioner Starns. He introduced Burkey and Roe to the Chickasaw Nation Roads Department Special Projects Manager Nick Woodward. The trio became fast friends, and began to perform a large volume of work together.
restore the roaDThe relationship between EA&E and the Chickasaw Nation resulted in the preservation of the pavement in Kingston, Okla., where three preservation options combined to re-pair the mile-long stretch of roadway leading to the Chick-asaw Children’s Village. The three selected preservation treatments followed industry recommended practices:1. Crack seal the existing pavement to prevent water in-
trusion into the base;2. Follow up with a chip seal to halt oxidation, seal the road
against water, and provide a durable high friction surface;3. Lock in the aggregate and protect the surface with a fog seal.
www.theasphaltpro.com | asphalt pro 27
An internal crew from the Chickasaw Nation Roads Department used a Craf-co Super Shot 125 melter/applicator pur-chased from PMSI to crack seal the road with Crafco Road Saver 515 crack seal-ant. Based on the amount of traffic the road typically saw, as well as the tribe’s prior experience with the product, the polymer-modified emulsion CRS2+ was chosen for use with the chip seal that fol-lowed. CRS2+ is produced by EA&A in Lawton, Okla. The aggregate used for the chip seal was a 3/8-inch limestone from the nearby Dolese Quarry.
The contractor for the project, PSI Seal Masters, Inc., of Davis, Okla., applied the chip seal emulsion at 0.4 gallons per square yard, but a calibration issue with the dis-tributor’s onboard computer on the front end of the project caused the binder appli-
cation rate to be lighter than expected. The issue was quickly corrected, but a portion of the pavement only received three quar-ters of the material needed to securely hold the aggregate to the surface of the road-way. To compensate for the lack of materi-al and provide the dark surface the Chicka-saws were looking for, Roe and Woodward planned to apply a single heavy fog seal at 0.15 gallons per square yard. But on the day of application, they came up with a better idea—double the seal.
The specified fog seal was CQS-1F, an Ergon Asphalt & Emulsions product pro-duced in Catoosa, Okla. The product is de-signed to cure in less than an hour, making the possibility of the double fog seal more tangible. PSI Seal Masters, Inc., shot the CQS-1F on one side of the mile-long road at 0.10 gallons per square yard. They then
returned to the starting point and applied the fog seal to the other side of the pave-ment at the same rate. Ideal weather con-ditions helped the seal cure in approxi-mately 20 minutes. Once cured, crews immediately applied the second coat of CQS-1F, again at 0.10 gallons per square yard. Dry weather and the engineered cure times helped the material break quickly.
Using a double fog seal reduced the risk of runoff, provided better initial and long-term aggregate retention, and gave the road a dark, textured look that meshed with the well-kept grounds of the Chil-dren’s Village. The result of that decision, as well as the pavement preservation prod-ucts and best practices that preceded it, was a high quality surface with 10 to 13 pro-jected years of additional service life and a gorgeous appearance.
Chickasaw Roads Director Bo Ellis be-lieves in the benefits of fog seals. “I’ve seen chip seals that are still losing rock a few weeks after they were applied,” he said. “The fog seal really bonds the whole thing together and locks in your driving surface, giving you more bang for your buck.”
Crack sealing is booming throughout the Chickasaw Nation. But it’s also tak-en off in other areas because of what the Chickasaws have done. “I had always been told that crack seals work really well with chip seals,” Burkey said. “But it was with the Chickasaw Nation that we got to see that first-hand. Because they were willing to step out and try it, we were able to show other counties what the Chickasaws had done and how well it was working.”
Harmony between products, people and companies delivered a spectacular look-ing pavement for the residents and staff of the Chickasaw Children’s Village. Roe and Burkey’s partnership, along with the will-ingness of the Chickasaw Nation to try new techniques, resulted in a fantastic end re-sult. The Chickasaw Nation Roads Depart-ment, PSI Seal Masters, Inc., and EA&E received AEMA’s 2014 Past Presidents’ Award for Emulsion Excellence because of their work on this project. The award rec-ognizes specific projects that demonstrate excellence using asphalt emulsions, high quality workmanship and compliance with industry best standards.
Russell Heritage is a staff writer for Ergon, Inc. For more information, contact Ergon at 601-933-3000.
aFter: woodward recently gave a presentation detailing the pavement preservation efforts at a meeting of the five civilized tribes. Sharing knowledge and innovative products with a partner like the chickasaws isn’t a one-way street. they’re excited to share their successes with others. and as innovators seeking new and better ways to preserve their roads, they are always on the lookout for processes and methods that achieve excellent results.
beFore: nick woodward, special projects manager for the chickasaw nation roads department, evaluated the chil-dren’s Village road with other officials and decided it was a good candidate to receive federal funding for preservation. “our inspector, Brad williams, had recently visited the site and saw that the road was significantly cracked and in need of repair,” woodward said.
28 June/July 2014
SOluTIOn FOr
SeAlIng
THe PAveMenT
step 1. The team sealed the cracks with Crafco Road Saver 515 crack sealant.
step 2. PSI Seal Masters, Inc., of Davis, Okla., applied the chip seal emulsion at 0.4 gallons per square yard.*
step 3. PSI shot CQS-1F on one side of the mile-long road at 0.10 gallons per square yard.
step 4. PSI shot CQS-1F on the second side of the mile-long road at 0.10 gallons per
square yard.
step 5. After a 20-minute cure time, PSI imme-diately applied the second coat of CQS-1F to the first side of the mile-long road
at a rate of 0.10 gallons per square yard.
step 6. After the 20-minute cure time, PSI im-mediately applied the second coat of CQS-1F to the second side of the mile-long road at a rate of 0.10 gallons per square yard.
*a calibration issue with the distribu-tor’s onboard computer on the front end of the project caused the binder ap-plication rate to be lighter than expect-ed. The team corrected the issue and compensated for the lack of material on a portion of the pavement by applying the double fog seal.
Joe Clancy Astec Pre-Owned Equipment
Mobile 423.240.6968
astecused.com
Astec® Portable Turbo 400 Double Barrel® Plant
Portable Six Pack®, 2000 model.
7-1/2’ x 37' Double Barrel w/ a Green System, Gencor Burner, and drum shell average of .26.
Two-bin recycle system
Five-bin cold feed system
Astec 11'6" x 31’ 2011 control house w/TC2000 PLC controls, WMO2999SP load out controls.
67K CFM portable baghouse. Portable horizontal cyclone on tandem axle.
[3] Stansteel 200 ton silos with slat conveyor, 36" traverses, two stairs on drag.
ON-LINE NOW #691
Astec® Portable Six Pack® 8’ Double Barrel® PlantON-LINE NOW #699
Astec® Portable Six Pack® Plant
2004 model. 8' x 37' Double Barrel® drum mixer with a Phoenix® burner.
Two-bin recycle system, PRB-814-2.
5' x 16' screen. 30" x 60' incline conveyor.
Five-bin (10' x 14') cold feed system.
CHECK OUT NEW FEATURES AND LISTINGS DAILY ON-LINE
Astec control house with TCII PLC controls.
85K CFM portable baghouse. Model PCY-85 cyclone.
Model 10036 SEB, 100 ton silo with a 36" drag conveyor.
750 BBL self-erecting additive silo.
Model PLM-T500-6, 500 TPH lime mixer. ON-LINE NOW #699
GREAT OFFER
GREAT OFFER
rev astecused AP ad 051514.indd 1 5/15/14 12:22 PMwww.theasphaltpro.com | asphalt pro 29
PRoviDe ClaRity in light oF PCa’S
objeCtionSBy Sandy lender
warm-mix asphalt saves more than taxpayer money
warm-mix asphalt allows producers and contractors to extend the paving season. Photo courtesy of the national center for asphalt technology (ncat)
30 June/July 2014
In the Portland Cement Association (PCA) market intelligence report ti-tled Warm-Mix Asphalt Potential dat-
ed March 2014, the authors give six key findings that appear to imply financial misunderstanding on the part of the Fed-eral Highway Administration (FHWA). PCA Chief Economist Edward J. Sullivan and PCA Senior Market Intelligence Ana-lyst Andrew Moss make a number of state-ments about warm-mix asphalt (WMA) benefits throughout the 11-page draft that could be misleading to readers. Sullivan provided this explanation to AsphaltPro:
“The document PCA prepared in March on warm-mix asphalt is not yet fi-nalized. Any copies that may be in circu-lation are draft documents. The final re-port is not expected to be available until later this spring. As such, quoting statis-tics from the report would be premature.”
The purpose of this article is not to give a point-by-point rebuttal of information within the PCA’s draft report: statistical or otherwise. Instead, the expert sourc-es herein give an overview of general cor-rections and facts to assure transporta-tion construction industry owners and agencies that the use of WMA technolo-gies can indeed save taxpayers billions of dollars by fiscal year 2020, and the as-phalt industry is already using WMA with excellent performance results. In fact, the Construction Innovation Forum select-ed the National Asphalt Pavement Asso-ciation (NAPA) to receive the 2013 NOVA Award for its work to speed the deploy-ment and uptake of WMA.
begin With JanUarYAs widely reported in January of this year, U.S. Secretary of Transportation Anthony Foxx announced his top priorities for the USDOT at the Transportation Research Board (TRB) annual meeting in Washing-ton. One of his priorities “is to work on a bipartisan basis with Congress and to show them that our most fiscally respon-sible path forward is to create sustainable investments in infrastructure now.” Make note of the word bipartisan from Secre-tary Foxx’s speech, which can be found at www.dot.gov/briefing-room. We’ll call on that concept later in this article.
Using “warm-mix asphalt” as his man-tra, Secretary Foxx told the TRB audience, “…this new kind of asphalt doesn’t have to be heated as hot to pave roads. And while
that may sound not that interesting, the savings are very interesting. By 2020, we’ll save $3.6 billion by using warm-mix asphalt: another example of how innova-tion will help us create more capacity.”
After Secretary Foxx’s presentation, members of the PCA examined those three sentences from his speech.
“When Secretary Foxx recently dis-cussed potential paving solutions, he fo-cused on one paving material,” Sullivan shared with AsphaltPro. “PCA believes to have a robust infrastructure and econo-my, departments of transportation must encourage competition in the road con-struction marketplace.”
Secretary Foxx did mention WMA by name in his speech, but FHWA recogniz-es other paving solutions in its Every Day Counts program, including precast pav-ing systems. What members of the PCA included in their draft document refer-enced herein provides an excellent op-portunity to fortify our collective under-standing of the WMA processes and ef-ficiencies for FHWA’s Every Day Counts program. Let’s take a look.
it’s not aboUt moneYNAPA prepared information about the beginnings of WMA and how it’s more than a cash-saving mechanism. “Initial investigations of warm-mix asphalt were spurred by concerns about ensuring the long-term vitality of the industry and re-ducing its greenhouse gas emissions; it was quickly realized that warm mix can make paving sites more comfortable in terms of temperatures and fumes for both workers and the general public.”
Past Asphalt Emulsion Manufactur-ers Association (AEMA) President and board member of the Asphalt Pavement Alliance Mike O’Leary got specific for us. “About eight to ten years ago, we needed to be prepared to address how we reduced fumes in the event the IARC study found a need to reclassify asphalt,” O’Leary said. “As an industry, we needed to protect our workers. To stop fumes, you lower tem-perature. You have to keep the quality of the mix and the pavement even while low-ering the temperature.”
In fact, in 2013, the International Agen-cy for Research on Cancer (IARC) pub-lished its evaluation of the health effects from working with asphalt across all in-dustries. The agency also recognized the emissions reductions taking place in the industry. From the IARC Monograph vol-ume 103:
Recent research reported sig-nificant reductions in exposure levels among paving workers in Europe since 1960 (Burstyn et al., 2003). The discontinuance of coal-tar use in Europe and technological advances in bitumen manufacture have contributed to reducing work-er exposures. Application temper-ature is widely recognized as an important parameter in the gen-eration of bitumen fume. More re-cently, warm-mix asphalt has been developed as a method that allows asphalt to be produced and placed on the road at significantly lower temperatures than conventional asphalt mixes. Lowering the mix-ing and application temperature by 10-38 oC (50-100 oF) has the poten-tial to reduce emissions surround-ing paving workers. However, these technologies may take time to in-troduce, particularly in low- and medium-resource countries.
IARC’s findings indicated that asphalt paving workers faced a health risk from asphalt fume exposure comparable to that from drinking coffee or using a cell-phone. However, the industry knew that it could further improve worker comfort by reducing asphalt mix temperatures
“these Devices inJect a small amoUnt oF Water (1 to 3 percent bY Weight oF the liqUiD ac) into the asphalt binDer beFore it is introDUceD to the aggregate.”—DaviD neWcomb, p.e., ph.D., senior research engineer, texas a&m transportation institUte
32 June/July 2014
and reducing emissions—an important and added benefit with WMA.
“Warm-mix asphalt is a fantastic suc-cess story, for both taxpayers and the as-phalt industry,” NAPA provided. “As Sec-retary Foxx has noted, the temperature reductions currently attainable through the use of warm-mix technology reduce the amount of fuel needed to produce as-phalt pavements. In fact, producers have reported fuel reductions ranging from 11 to 35 percent through the use of warm mix. This saves money and energy, and it reduces emissions. Because most plant CO
2 emissions, for example, are the re-
sult of fuel combustion, reducing the amount of fuel needed to produce a ton of asphalt has a corresponding reduction in CO
2 emissions.”
Carolina Rodezno, Ph.D., is an assistant research professor at the National Center for Asphalt Technology (NCAT) at Au-burn University, Alabama. She shared in-formation from the recent National Co-operative Highway Research Program (NCHRP) 9-47A: Properties and Perfor-mance of Warm Mix Asphalt Technolo-
gies. The program is sponsored by the state departments of transportation in cooperation with FHWA.
“Stack emissions were measured on three multi-technology projects consist-ing of a total of eight WMA mixes and three corresponding HMA control mixes:• Reduced fuel consumption resulted
in reduced CO2 emissions for all of
the WMA mixes.• On average, a 52oF reduction in tem-
perature resulted in a 21 percent re-duction in fuel usage and a 20 per-cent reduction in CO
2 emissions.”
Do it rightHere’s how emissions reduction comes about:
David E. Newcomb, P.E., Ph.D., is a se-nior research scientist in the Materials and Pavements Division of the Texas A&M Transportation Institute, College Station, Texas. He prepared a piece for the Colora-do Asphalt Pavement Association (CAPA) High Road spring 2014 newsletter that ex-plains the plant foaming technology in-volves “devices that can be mounted on batch and continuous plants. These de-
vices inject a small amount of water (1 to 3 percent by weight of the liquid AC) into the asphalt binder before it is introduced to the aggregate….As water comes into contact with the hot asphalt binder in an expansion chamber, it vaporizes and ex-pands to about 1,700 times its liquid vol-ume, causing the binder to expand by 5 to 20 times. This increase in volume reduc-es the viscosity of the liquid binder and al-lows more thorough coating of the aggre-gate particles. Production temperatures for mechanical foaming systems range from 250 to 275oF, though contractors have benefitted from using foaming systems at higher temperatures. The financial bene-fit of plant foaming systems to other WMA technologies is that they are a one-time capital cost to the plant owner.”
One of the statistics that the PCA needs to fix in its report is that of the number of WMA technologies available. The report gave the number of 22. Newcomb’s arti-cle gives the number 30. Another source for this article mentioned 35. The point is that since WMA became a clear emis-sions-reducing concept for the industry,
Visit www.bocaconstructioninc.com for more on our services, capabilities, and history
Asphalt PlaningMicromilling Fine MillingExcavation – Up to 16.5”
the Portland cement association (Pca) listed specific research papers and presen-tations to show its concern for the durability of warm-mix asphalt (wMa) pavements. when asphaltPro took a look at the list Pca provided us, it appeared that the Pca had ex-amined test sections and research work the asphalt industry has performed to create the wMa methodologies we know work today. “there are numerous academic and govern-ment studies, that raised durability concerns about pavements constructed with warm-mix asphalt,” edward Sullivan, Pca group vice president and chief economist shared with us. “as we state in the current version of the draft report, most of the conclusions were mixed and suggested more research is needed before wide-spread use of the material.”
Sullivan is correct that papers prepared in 2010, 2009 and 2006, based on statistics from test pavements placed prior to those years, did call for more research. the asphalt in-
dustry has moved forward and continued its work toward best pavement practices with wMa, and today fHwa and most state specs allow or encourage its use.as the designers of test track sections will attest, the purpose of the wMa pavements placed for research is to study the materials in the field under actual loading and environmen-tal conditions. the investment in pavement research made by state dots allows research-ers to understand materials and structural issues so that pavements can be improved. that understanding is then translated into changes in specs and design methods. this process saves taxpayers money and headaches by allowing proven pavements to hit the roads.
In this image, courtesy of the national center for asphalt testing (ncat), a skilled crew places a wMa test section for the purpose of research so the sponsoring agency can learn from it.
34 June/July 2014
innovators and entrepreneurs have lined up to perfect the methods they prefer.
Newcomb clarified the two basic meth-ods for producing WMA are through 1) as-phalt foaming by water injection or a min-eral additive called zeolite and 2) the use of liquid additives. Of the liquid additive methods, there are chemical and organic additives available. Within the PCA doc-ument, the authors raise two concerns with the methods that we can clarify to give owners/agencies confidence in their WMA solution. From the conclusions portion of the PCA draft report:
Furthermore, there are dura-bility concerns with warm-mix as-phalt. Because temperatures are lower than normal hot-mix pro-duction levels, the risk for incom-plete aggregate drying is increased. Incomplete aggregate drying can lead to increased moisture sus-ceptibility. Excessive moisture in asphalt pavements can cause a phenomenon called “stripping,” in which the aggregate separates from the binder. This can cause the asphalt pavement to fail struc-
turally. More research, however, is required to fully understand the connection between warm-mix asphalt and the need for moisture susceptibility countermeasures.
NAPA Vice President Engineering, Re-search & Technology Audrey Copeland, P.E., Ph.D., explained these last two sen-tences point to the PCA’s lack of knowl-edge of the subject. Moisture susceptibil-ity is not a structural concern.
Furthermore, stripping takes place as a function of aggregate surface chemistry and aggregate drying in asphalt mix pro-duction. Even with WMA, the production temperatures remain greater than the boiling point of water and, at these tem-peratures, drying is a function of the dwell time and aggregate flow in the drum. Stud-ies comparing the field moisture dam-age of WMA to HMA have found that they perform equally well. The only section of many WMA sections where field moisture damage was noted contained a quartzite aggregate, which is known for stripping, with no anti-stripping additives.
“Lowering the temperature has noth-ing to do with drying,” Rick Tapia, P.E.,
Stansteel Asphalt Plant Products of Lou-isville, Ky., explained. “It has everything to do with saving fuel and the reason you can save fuel [with foaming] is because you’ve expanded the asphalt so you get better coating of all materials.
“First of all, drying aggregates has to do with the efficiency of the process,” Tapia continued. “In fact, the material can be dried if it is theoretically above 212oF be-cause, at that point, the moisture in the ag-gregate has been transformed from a liquid to a gas and is then removed in the heating and drying process. In hot-mix asphalt and in many other process industries as sup-plied by Stansteel, Louisville Dryer and other professional companies in the busi-ness, they have many drying processes that heat the materials up to 220 or 240oF and the material is dry at that point. It’s impor-tant not to confuse the process of drying material with the temperature.”
Another aspect of temperature that might catch an asphalt reader by surprise is the range of HMA production listed in the PCA report. Sullivan confirmed for us: “PCA referenced www.fhwa.dot.gov/EveryDayCounts for its data on asphalt’s high-end temperature. Specifically…
“and the fact is: fixing those roads and bridges and transit systems that I just mentioned could put people back to work.”—u.S. Secretary of transportation anthony foxx Photo courtesy of the national center for asphalt technology (ncat)
36 June/July 2014
‘WMA is produced at temperatures that are 30oF to 120oF lower than the typical HMA temperatures of 300oF to 350oF.’”
While it’s possible to reach those tem-peratures, it’s not advised. Malcolm Swan-son, P.E., president of Astec, Inc., Chat-tanooga, has been in the asphalt industry since 1989 and has been in a hands-on po-sition working at HMA plants in the field around the world. He shared the best prac-tices asphalt producers typically follow.
“I have seen mix made at 340oF, but that is definitely not the norm,” Swanson ex-plained. “The typical HMA production temperature is 300oF….High drying tem-peratures can be used to overcome dry-er deficiencies, but good dryers in proper condition can do an excellent job of dry-ing almost any aggregate at temperatures substantially below 300oF.
“Residual moisture is always internal—inside individual aggregate stones—and is typically only found with porous ag-gregates. But most dryers today are capa-ble of effectively removing internal mois-ture at temperatures in the range of 250oF and even lower in many cases. It is more a
matter of how the stone is handled in the dryer than of final temperature.”
What both Tapia and Swanson allude to is the concept of different material types influencing methodology. Remember that owner/agencies specify anti-strips, mix design parameters or performance-graded binders based on the conditions and materials available in their states or regions of the country when letting an HMA project. Those same owner/agen-cies have tested WMA methods and varia-tions to decide what—if any—anti-strips or special additives need to be included to accommodate their available aggregates.
For instance, Western Slope Repre-sentative Jim Fife of the Colorado As-phalt Pavement Association (CAPA) told AsphaltPro that there are several re-gional asphalt specs in his state. He ex-plained that Superpave provided a mix design methodology that was lean on AC to solve rutting problems in areas where pavements experienced rutting. But that provided a too-lean mix for some colder climates and allowed thermal cracking in some areas. Mixes with lower voids and
“althoUgh asphalt plants are more eFFicient anD more environmentallY FrienDlY than ever beFore, an FhWa scan toUr oF eUropean coUntries shoWeD that carbon DioxiDe emissions Were reDUceD betWeen 23 anD 40 percent anD no
x emissions DroppeD
anYWhere From 18 to 70 percent. it Was also noteD that particUlate (DUst) emissions Were reDUceD 25 to 55 percent.”—FhWa report no. FhWa-pl-08-007
www.theasphaltpro.com | asphalt pro 37
higher AC content often prove ideal for higher altitudes. The concept of making the mix more dependent on the area and altitude lets the contractor in the area put his expertise to work and puts region-al AC specs into play.
The same concept is true of WMA. If an HMA mix design requires an anti-strip agent for best aggregate bonding, then it stands to reason the anti-strip will be a good idea when lowering the temperature as well. When the PCA document calls this an unplanned cost, it’s mistaken. When it assigns a wide range of price tags to anti-strips and WMA additives, PCA again provides information that requires additional clarification.
Arlis Kadrmas, P.E., of BASF in Wichita, Kan., explained that WMA additives often come with anti-strip properties already built in. “The latex (polymer) added to sys-tems does have an ability to aid anti-strip properties of mixtures. Chemical additives from companies such as Akzo Nobel or Road Science-ArrMaz are specifically for-mulated for asphalt-aggregate combina-
tions that provide benefit to systems that have a high risk for stripping potential.”
Sundaram Logaraj, Ph.D., of Akzo No-bel also discussed the components al-ready in WMA mixes. “Anti-strips are widely used in mixes already. Warm-mix additives like our Rediset LQ and Redis-et WMX function both as warm-mix ad-ditives and anti-strips so there is no ad-ditional cost. A few of our competitors in the warm-mix arena also have additives that perform both functions.”
Even when a producer finds it necessary to add a separate anti-strip to an HMA or WMA mix, Logaraj suggested a price range well below the suggested prices in the PCA
draft document. “Typical anti-strip costs per ton would be around $0.65 per ton. It could range from $0.50 to $1.0 per ton of mix, but it is never above $1.0 per ton.”
Sources explained that the use of an an-ti-strip in WMA production also incurs no increase in fuel consumption. O’Leary stated clearly, “Anti-strips have minimal, if any effect on mix cost, and no effect on fuel efficiency.”
Equipment manufacturers in the busi-ness of perfecting burners and dryers agreed. “Anti-strip material, whether it’s liq-uid, hydrated lime or anything else has zero, absolutely zero, influence on fuel efficien-cy,” Stansteel’s Tapia said. “The addition of anti-strip is based upon, again, the aggregate and sand materials and has nothing at all to do with fuel efficiency or fuel cost.”
save a bUnDleUsing WMA is what influences fuel effi-ciency and fuel cost, but the WMA benefits don’t stop there. As Maxam Equipment’s Roger Sandberg pointed out, “Fuel savings is eighth or ninth down the list of warm-mix asphalt benefits.” In other words, Secretary
“bY 2020, We’ll save $3.6 billion bY Using Warm-mix asphalt.”—U.s. secretarY oF transportation anthonY Foxx
Foxx has more reasons than just taxpayer savings to recommend WMA.
Astec’s Swanson shared, “The refer-enced PCA report correctly acknowl-edges that substantial fuel savings re-sult from the making of WMA in place of HMA. However, it seems that it has been incorrectly assumed that fuel savings are the only savings associated with that change. In fact, because of a fundamen-tal difference in the way WMA behaves in production and placement, it is usual-ly more easily compacted. This results in a better road surface with less effort. The lower required effort sometimes reduces the size of crew and amount of equipment needed at the paving site.
“Another unmentioned cost advantage is that paving jobs can proceed faster with WMA,” Swanson continued. “Most as-phalt plants are limited in their produc-tion capacity by exhaust system limita-tions. Making mix at a lower temperature requires less fuel burning and produc-es less exhaust, thereby relieving the ex-haust system and allowing the plant to run faster. Faster production reduces days on
a project. Certain fixed costs at the plant and at the road as well as in trucking are avoided in proportion to the number of days by which the duration of the proj-ect is reduced. The increased use of RAP is another major savings. Also, more dura-ble roads may very well result and resur-facing will become less frequent.”
Tapia stated: “One other very positive consequence of WMA is the overall im-provement in quality of the end result product both at the production plant site and after roadway compaction.”
FUnD the partY lineLet’s return to Secretary Foxx’s speech at the TRB meeting. Remember that he used the word bipartisan. Whether members of the asphalt and concrete industries agree on the finer points of how to repair and build new infrastructure, we have a common pur-pose in securing funding to make repair and expansion possible. WMA is a proven, NO-VA-award-winning technology recognized by FHWA and state DOTs and successfully implemented to improve our nation’s infra-structure while saving money.
“To that end, PCA and NAPA continue to work together to urge Congress to pass a multi-year, fully funding surface trans-portation authorization bill and a long-term fix for the Highway Trust Fund,” Sullivan shared.
Secretary Foxx not only spoke about fixing the deficit when it comes to main-taining and repairing our nation’s infra-structure, he spoke about mending some-thing at the core of our economy: “And the fact is: fixing those roads and bridges and transit systems that I just mentioned could put people back to work.”
I’m proud to be part of an industry that can put hundreds of thousands of people to work. At the end of a day laying WMA, crew members can look back and see driv-ers already using the product. That kind of instant gratification is worth a pat on the back. And it’s worth more when we know that yes we saved some taxpayer money, but we also saved extra emissions, saved extra fuel, saved natural resources, kept the work zone more comfortable for each other, and made an honest paycheck.
By Scott nazar
Sustain smooth, safe roads with tested, thin asphalt
FoRtiFy youR thin oveRlay
40 June/July 2014
Every decade or so, a homeown-er will reluctantly shell out thou-sands of dollars to replace the roof
on his or her home. The outer protective surface of the residence has finally suc-cumbed to the snow, ice, rain, heat and humidity that combine to create the an-nual freeze-thaw cycle. As expensive as it is to replace a roof, it’s nothing compared to what it would take to build a new house.
The same logic holds true for preserv-ing and maintaining the safety and long-term stability of many roads and high-ways. The top layer of a highway is like a roof. If the roof leaked continually with-out being repaired, eventually the entire house underneath it would get ruined.
According to the July 2009 IS-135 report from the National Asphalt Paving Associa-tion (NAPA), the emphasis on transporta-tion infrastructure has shifted from new construction to preservation and rehabili-tation. After years of reviewing the asphalt pavement construction process, engineers have discovered that structural stability of the roads hasn’t been nearly as much of a concern as the ability to maintain their overall safety, particularly when it comes to the smoothness of the surface. Assum-ing that damage is confined to only about 10 percent of the upper layer, it’s usually ef-fective to remove a layer or two and replace them in a mill-and-fill operation.
The evolution of warm-mix asphalt (WMA) has improved the sustainability and life cycle of road surfaces while also adding a tangible environmental benefit: Lower temperatures decrease already-low emissions and fuel consumption dur-ing asphalt mix production.
Thin asphalt overlays are increasing-ly popular approaches to pavement pres-ervation for many reasons, such as their ability to provide improved ride qual-ity, and to reduce pavement distresses, noise levels and life cycle costs. NAPA es-timates that thin overlays can be expected
www.theasphaltpro.com | asphalt pro 41
to provide 10 years or more of sustainable performance on asphalt surfaces.
thin overlaYs evolveMore recently, synthetic fibers such as FOR-TA Corporation’s “FORTA-FI” have provid-ed additional sustainability benefits to as-phalt paving projects. Mixing in these fibers as secondary support offers enough poten-tial benefits to increase the lifespan of surfac-es. Industry experts are exploring the feasi-bility of making it a more common additive.
Buzz Powell is the assistant director of the National Center for Asphalt Technol-ogy (NCAT) and manager of the Pavement Test Track at Auburn University. Sponsors predominantly made of up state depart-ments of transportation (DOTs) cooper-atively fund experimental sections on the Pavement Test Track, with subsequent op-eration and research managed by NCAT.
The NCAT Pavement Test Track ad-ministers research on asphalt mixes, structures and preservation treatments designed to reduce the life cycle cost of flexible pavements. Completed in 2000, the track performs the research over the course of three-year test periods, with the fifth research cycle ending in 2015.
Sponsors typically fund research on two or more sections so they can compare life cycle costs of common paving alternatives. That way, they can assess public investment in flexible pavements by choosing mixes that cost less over the life of the structure.
Because recent winters across the southeast have been harsher than usu-al, the Alabama DOT enlisted the Pave-ment Test Track to engage in research to improve the durability of open graded (drainable) friction course (OGFC) thin
overlays. Alabama funded research on three OGFC sections of the 46 total sec-tions along the 1.7-mile track. One section has no fiber reinforcement; another has cellulose fibers; and the final section fea-tures FORTA-FI synthetic fiber second-ary support added to the mix.
Tests began on each section October 2012 and will end this fall. Although Pave-ment Test Track research protocol dictates no final conclusions can be made until the completion of the two-year cycle, Pow-ell said the synthetic fiber performance of FORTA-FI has been positive thus far.
“My expectation is we will continue test-ing traffic on the FORTA-FI section during the next test cycle, but ultimately that deci-sion rests with the state DOT funding the project after it reviews the research,” Pow-ell said. He also noted the final results of the current cycle of testing will be released dur-ing an NCAT conference March 3 through 5, 2015. “We think results will be good because we observed a different consistency of the FORTA-FI mix in laboratory quality control (QC) tests. Some additional experiments us-ing FORTA-FI on patches for the track com-pared to patches without fibers did appear to
show an improvement in the cracking per-formance for the mix with FORTA-FI.”
Pennsylvania has been taking a closer look at fibers as well. PennDOT has con-tracted with the Northeast Center of Ex-cellence for Pavement Technology (NE-CEPT) at Penn State University to evaluate the performance of thin overlay projects over a four-year period. The institute is cur-rently in year two of the evaluation period.
Until last September, none of the projects contained fibers. That month, engineers placed two 1-inch thick mixes of asphalt on two different stretches of State Route 220 in northern Pennsylvania. One section con-tained fibers and the other didn’t. It’s too early in the evaluation process to make de-finitive comparisons. However, NECEPT Director Dr. Mansour Solaimanian said he hopes to see the fibers show greater resis-tance to cracking and greater long-term sta-bility, as has been observed in laboratory performance testing of FORTA-FI mixes.
“It’s obvious adding fibers increases the initial cost of an overlay project,” he said. “But will it save money in the long-term? If you can reduce the number of times you have to go back on the road to maintain it, that translates into cost savings.”
maintain stabilitYThin overlays have demonstrated their val-ue as a safe, sustainable and affordable way to help preserve asphalt surfaces. But thin doesn’t have to mean unstable. A thorough cost-benefit analysis might determine the benefits of adding fibers to mixes will pre-serve thin overlays even longer.
Budget and cost issues are keeping thou-sands of road maintenance and rehabilita-tion projects in limbo. With dollars at a pre-mium, politicians don’t want to turn around and ask for more money to reconstruct roads if options exist to extend the life cycle of a highway section for several more years.
If you could spend a little more up front to install a better roof that would last sev-eral years longer than taking a short cut, wouldn’t it be worth it? Shouldn’t that type of thinking inform the decisions behind maintaining this country’s infrastructure and the health of our highways? .
Scott Nazar is technical manager of asphalt for FORTA Corporation. Prior to FORTA, he spent 13 years working for Pennsylvania’s DOT and four more at an asphalt pavement producer. For more information, contact him at [email protected]
thin overlaYs have DemonstrateD their valUe as a saFe, sUstainable anD aFForDable WaY to help preserve asphalt sUrFaces.
this crew paves a test section of thin asphalt overlay with forta-fI in the mix.
42 June/July 2014
With spring paving comes the possibility of rain and stormy weather. This crew was in
too big of a hurry to get started with the project after a rain storm in Southwest Florida and this pavement will suffer be-cause of it. Sandy mixes tend to shove if you roll them too much. The 3/8-inch sand mix needs to set up and get smooth compaction to bond. If you place it on a wet pavement, it’s not going to bond. In this case, the cars driving through the puddle at the intersection splashing wa-ter onto the fresh mat will result in de-lamination. When the breakdown roller
operator drove the machine off the edge of the mat and into the edge of the pud-dle, he brought problems back up onto the mat. An inspector would return to this site and look for cracking in the mat as well as tearing where it’s shoved by the drum.
Instead of paving immediately after the rain, the crew should wait for the pavement to start to dry. They could use a broom to help the drying process along. A vacuum sweeper would be ideal. On important projects, con-tractors can bring in a jet dryer, which is what my crew did on the Maine Turnpike project
several years ago. If paving must go on, do it right and get the surface ready first.
One thing the crew has done correctly here is deciding to leave the rubber-tire roll-er off the project. Pneumatic rollers must have hot tires when they get on the mat to avoid picking up material. On this overcast day, the asphalt material was wet and cool-ing too quickly. They made the right deci-sion to use just the breakdown and finish rollers. The rubber-tire roller operator wait-ed in the wings for the end of the shift.
John Ball is the proprietor of Top Quality Paving. For more information, contact him at (603) 493-1458.
that's a good idea
Dry Pavement Before Paving By JoHn Ball
44 June/July 2014
equipment gallery
CEI Boosts Liquid MovementWhen you have multiple stor-
age tanks of liquid asphalt ce-ment (AC), polymer-modified
asphalt (PMA) or other mix ingredient to load out incrementally, you don’t neces-sarily want to spend loads of money keep-ing the material at a high temperature. CEI Enterprises, Albequerque, N.M., pro-vides booster heaters and tanks through which material can travel for a necessary temperature rise to facilitate loadout.
In this photo, an asphalt terminal in Ar-izona uses a CEI heating system, which is comprised of two hot oil heaters, an exter-nal expansion tank, controls and piping. The system is designed so that both heat-ers can be used in tandem or one at a time, depending on the heat demand the termi-nal needs at any given time. Each heater is fitted with an exhaust stack Economizer to boost the thermal efficiency of the system,
which provides heat to several million gal-lons of liquid asphalt stored in the bulk storage tanks in the background.
CEI offers the booster heaters in hori-zontal and vertical configurations. Both heaters boost the temperature of AC as it flows through them. The horizontal unit has finned pipes heated by hot oil that flows through them. The hot oil must be provid-ed by an external source, such as a thermal fluid heater. The vertical unit is a helical coil heater that has a burner and requires no other heat source. It heats the AC as it flows through the helical coil. Both are used to boost the temperature of AC when it is low-er than required for making mix.
The vertical configuration allows the heat-er to take up a smaller ground footprint than an equivalently-sized horizontal heater.
For more information, contact 800-545-4034. Let them know you saw it in Asphalt-Pro magazine.
aBoVe: this asphalt terminal in arizona uses a heating system from ceI enterprises that includes an external expansion tank. aBoVe InSet: In this picture, the asphalt booster heat-er is on the front of an asphalt-rubber blending system. liquid ac is heated to higher-than-normal temperatures for rubber-modifying or polymer-modifying processes. In this case, the booster heater is a three-pass coil design in order to heat more asphalt in a smaller space than can be accomplished with a two-pass heater of equivalent physical size. the heated as-phalt is piped from the booster heater to the mixing tank, where it’s blended with ground tire rubber that is fed from the hopper into the mixing tank. Below: the vertical version of the booster heater has a smaller footprint than the horizontal one.
46 June/July 2014
equipment gallery
1
2
48 June/July 2014
asgco keeps belts in placeWhen a facility was processing crushed ore that was the consistency of sand on a 36-inch-wide belt, its conventional guide roller trackers kept failing. Due to the design of the guide rollers, they continually came into contact with the belt’s edge. This made them slow to re-act, which caused premature side wear on the belt. When the facility operators tried to solve the problem by tying the guide rolls off, the guides could no lon-ger train or align the belt properly.
The team at ASGCO, Allentown, Pa., provided the ASGCO® 36-inch Troughing Tru-Trainer® in an effort to provide a belt tracking idler that could react more quickly without freezing up or causing belt damage in the harsh en-vironment. The Tru-Trainer trough-ing idler has a unique center roller that does all the belt’s steering. It includes an internal sealed pivot that is protect-ed from the elements, thus from fugi-tive build-up. The Tru-Trainer is able to detect when the belt is going askew with the internal pivot and corrects the movement of the belt.
The Tru-Trainer is based on a load-carrying design.
For more information, contact ASGCO at (800) 344-4000. Let them know you saw it in AsphaltPro magazine.
vögele sUper 2100-3i saves FUelThe new Vögele Super 2100-3i tracked paver was introduced to North America at Conexpo-Con/Agg 2014 in Las Vegas. The Super 2100-3i is 47,179 pounds and designed for major paving projects that incorporate all types of hot mix asphalt (HMA)—including mixes such as stone matrix asphalt—in a variety of widths from 8 feet 4 inches to 42 feet 6 inches.
The theme of the Dash 3 generation is that lower fuel consumption leads to lower emissions which leads to lower
costs. The Vögele EcoPlus low-emis-sions package combines a number of individual measures which distinct-ly reduce the fuel consumption and noise of the Dash 3 pavers:• Fuel consumption is minimized
in a number of ways. When the paver is stationary while wait-ing, all hydraulic pumps for trac-tion, conveyors and augers and compacting systems are auto-matically disengaged after about one minute. Reducing drag also makes it easier to start the paver at low outside temperatures.
• The tamper is driven by a vari-able displacement pump, which is designed to deliver exactly the amount of oil needed for the current tamper speed, also saving fuel.
• The speed of the variable-speed fan automatically adjusts in line with engine load and ambient temperature, as well as the tem-perature of the oil and cooling water. The fan is driven via a vis-cous coupling in accordance with temperature and engine load.
The Super 2100-3i’s AutoSet Plus feature has two automatic func-tions. The automatic repositioning function facilitates the continuation of work when moving on the job site from one work section to another, or after the paver has been transported.
The automatic function for pav-ing programs in Vögele pavers, on the other hand, allows operating per-sonnel to store specific paving pro-grams in the paving process. Values for tamper and vibration speed, con-veyor and auger speed, height of the auger and paving speed are stored at the push of a button. Once stored, the program can then be retrieved and reused whenever needed.
For more information, contact Bruce Monical at (615) 501-0600 or [email protected]. Let them know you saw it in AsphaltPro magazine.
neW DYnapac paverAtlas Copco, Commerce City, Colo., added a new 8-foot tracked paver
1. the manufacturer states the Super 2100-3i is the most powerful paver of the new dash 3 gen-eration. 2. the large paver is designed to take on major paving projects, including those with wide paving lanes.
www.theasphaltpro.com | asphalt pro 49
to its existing highway class paver range. This one is the Dynapac F800T and is de-signed specifically for North American customers and Tier 4 Final emission regs, according to the manufacturer.
The F800T has a working width of 8 feet to 19 feet and paves up to 12 inches thick, according to the manufacturer. It includes features such as a patented safe-impact push-roller system, chamfered hoppers to prevent material sticking, dual bar feed conveyors and a thin auger chain box for smooth and continuous flow of material. The hopper holds up to 13.5 tons of mix and the F800 series pavers can be equipped with hydraulically operated aprons to prevent spillage at the front.
Both auger and conveyor speed control are achieved through an integrated feed control system using four ultrasonic sen-sors. The integrated hydraulic tunnel op-tion eliminates material spillage toward the track.
The Atlas Copco Dynapac F800T tracked paver’s six-cylinder, 173-horse-power Cummins QSB 6.7 Tier 4 Final en-gine provides less strain on engine com-ponents and increased longevity. The ECO mode setting further reduces fuel consumption during paving operations. Hydraulic components on the F800T match the F1000 10-foot paver range, which ensures availability of parts. The oversized hydraulic components also generate less heat, which reduces fatigue loading and increases component life.
The Dynapac F800T paver is equipped with a frictional undercarriage system; oscillating bogie wheels allow the paver to run on uneven surfaces without affect-ing mat quality. A heavy duty torque hub combined with a two-speed hydraulic motor provides ample torque while pav-ing, with travel speeds up to 8.5 mph for transportation from job to job. The low deck height and balanced center of grav-ity combine for a smooth ride.]
The low operating deck and engine cov-er height, dual swing-out operator con-soles and position of the operator sta-tion closer to the auger compartment are designed for best operator visibili-ty. In addition, the Dynapac F800 series’ dual swing-out operator consoles are fit-ted with simple toggles and controls that permit the operator to focus on the pav-ing process. The controls are assembled in operation-specific groups by frequency of use, allowing operators to respond in-stantly to varying conditions. Both opera-tor consoles have electronic displays.
The F800 series pavers are equipped with Carlson EZIV08-15 front mounted electrical screed. Options like safety edg-es, berm attachments and bolt-on exten-sions are also available. Controls for the screed operator are fitted with simplified toggles. The load-sensing hydraulic sys-tem consumes less power and provides a faster response to varying widths and slope changes.
Power for screed electrical heating is provided by a tractor-mounted 34 kV hy-draulically-driven generator. The gen-erator also provides ample reserve pow-er to connect night lighting accessories and wide width packages. The generator maintains a frequency control at 60 Hz. This control allows frequency-depen-dent tools or accessories to connect to the generator.
The ECO Mode combined with an im-proved common rail technology engine re-duces the fuel consumption significantly over previous generation engines.
For more information, contact Sofie Gielen at (720) 235-2325 or [email protected]. Let them know you saw it in AsphaltPro magazine.
spectra scopes YoUr proJectSpectra Precision has introduced its next-generation Spectra Precision® SP80 GNSS receiver. Designed to meet the evolving needs of the survey market, the new SP80 is an innovative survey solu-tion that combines GNSS technology and a combination of communication capabil-ities. The SP80 is an ideal GNSS receiver specifically designed for mainstream sur-veying and construction applications such as cadastral, topographic, control, stake-out and network RTK.
Spectra Precision SP80 features exclu-sive Z-Blade™ GNSS-centric technology running on a new-generation, 240-chan-nel 6G chipset. The SP80 is capable of us-ing all six available GNSS systems (GPS, GLONASS, BeiDou, Galileo, QZSS and SBAS), but can also be configured to use only selected constellations in an RTK solution (GPS-only, GLONASS-only or BeiDou-only).The SP80 is also the first GNSS receiver on the market to be com-pliant with the new RTCM 3.2 standard, including the recently approved MSM RTCM messages, which also makes it the only receiver ready to support all avail-able GNSS corrections.
The extended communication capabil-ities of the SP80 receiver provide a com-bination of a 3.5G GSM/UMTS modem, Wi-Fi and Bluetooth connectivity, and an optional transmit UHF radio. The receiv-er’s built-in WiFi and 3.5G modem can provide an Internet connection for RTK
equipment gallery
the atlas copco dynapac f800t tracked paver’s six-cylinder engine is tier 4 final compliant.
50 June/July 2014
corrections and also send SMS or e-mails with system alerts. The SP80 features a unique anti-theft technol-ogy to safeguard the receiver and can detect if it is has been disturbed while in the field (for example, when oper-ating as a GNSS base). The anti-theft protection feature informs the sur-veyor via SMS or e-mail if the SP80 receiver is moved and can provide its position to facilitate recovery.
For more information, contact [email protected]. Let them know you saw it in AsphaltPro magazine.
roaDtec’s rUbber paves the roaDRoadtec, Inc., Chattanooga, intro-duced the new rubber-tire RP-190e asphalt paver. The new machine is de-signed to offer the operator comfort and safety with 360-degree visibili-ty, fingertip controls, fully adjustable seats, low noise levels and fume extrac-tion systems. The Roadtec anti-segre-gation design is in place to give consis-tent pavement quality.
The redesigned operator stations not only offer greater efficiency, but also in-clude hydraulic pivot consoles and se-lectable seat positions. Among the de-sign refinements are a new adjustable delta plate design, redesigned hydraulic tunnel panels for improved accessibil-ity, and lower deck height.
Oversized variable displacement pumps are used for propel and feed sys-tems on all Roadtec pavers. The high-capacity pumps can run at optimum speed to keep components cool, lead-ing to longer component life. Access to hydraulic filters and test ports has been improved by clustering these compo-nents in one easily accessed location. Release agent spray-down systems are now standard and include a dual sys-tem; one for diesel and the other for re-lease agent.
A heavy-duty, anti-segregation feed system is standard on the RP-190e.
A Cummins® Tier 4 Interim, 230-horsepower engine powers the new paver. The standard cooling package includes a variable speed, hy-
draulically driven fan. The RP-190e is also compatible with the Guardian re-mote telematics system. With Guard-ian, the machine’s electrical system, hydraulic system, engine, pressure transducers, auger speed sensors, flow gate height, and fuel consump-tion can be closely monitored in real-time via cellular signal.
For more information, contact Jeff Richmond at (423) 265-0600 or visit www.roadtec.com. Let them know you saw it in AsphaltPro magazine.
pre-oWneD, prepareDBack in January, online auction power-house IronPlanet of Pleasanton, Calif., formed a strategic alliance with Mascus, a similar online marketplace headquar-tered in the Netherlands. The agreement included an integration of the two sites with new remarketing services to aid in the availability of equipment.
Advertisers on Mascus can now push items listed there to IronPlan-et for auction. In addition, buyers on IronPlanet have greater access to the entire inventory of listings on Mas-cus. Since pioneering online equip-ment auctions more than a decade ago, IronPlanet has successfully sold more than $3 billion of used equip-ment online and has built an audi-ence of 1 million registered users rep-resenting nearly every country on the planet. In fact, the company sur-passed 1 million users who had regis-tered to view equipment for sale and participate in online auctions as of Feb. 19, 2014.
“This is an exciting milestone for us because it demonstrates that more than 1 million users recognize Iron-Planet as a trusted marketplace for buying and selling equipment,” Iron-Planet CEO Greg Owens said. “We’ve attracted these users because of our ongoing dedication to innovation, customer service and delivering what they need: a convenient and reliable equipment solution.”
For more information, visit www.IronPlanet.com. Let them know you saw it in AsphaltPro magazine.
www.theasphaltpro.com | asphalt pro 51
Thimarafushi is part of the Thaa Atoll that sits in the brilliant blue water of the Indian Ocean. White, sandy
beaches surround the natural beauty of the coral reef.
Because of the effort required to reach the island, few have been able to witness that beauty in person—until September 2013.
The Maldives government seeks to lure tourists, knowing that the country’s natural beauty is a key attraction. Crucial to those efforts is improving the island’s air trans-portation. Most visitors land at one of the country’s two international airports, and from there take flights to one of the coun-try’s six domestic airports. While that tour-ism helps the country’s economy, it limits travel to only a few of the country’s 1,192 is-lands. Reaching most of the islands requires travel by boat. A few years ago, the govern-ment began to build its seventh domestic airport on the island of Thimarafushi.
Maldives Transport and Contracting Co. PLC (MTCC) is a customer of Cat dealer Tractors Singapore Limited, and won the contract to develop the Thimarafushi Air-port in May 2012. The project began with 31 hectares of land being reclaimed both for
the construction of the airport and to pro-vide adequate housing for the islanders. The reclamation portion of the airport proj-ect was completed in 2011.
Project plans called for a 1200-meter by 30-meter runway and taxiway, with an as-phalt surface. MTCC used a fleet of Cat equipment through most phases of the project, including a 336D L hydraulic exca-vator, M313C wheeled hydraulic excavator, 120K motor grader and 924Gz wheel loader.
Logistics posed a challenge. Equipment had to be delivered by landing craft and barge. That included the hot mix plant, which was transported component-by-component.
Operators were hard to find. Tractors Singapore Limited provided training to the customer and operators before the project started. During the building of the runway, a Tractors Singapore Limited product ap-plication expert and an engineer visited the jobsite to provide assistance.
The runway is surrounded by sea on the reclaimed land. Site preparation included the placement and compaction of aggre-gate. Project specifications required that 100 percent compaction densities were achieved on four layers. A 200-mm sub-
base was placed first, and the Cat CS533E soil compactor compacted it to 150 mm. The same process was followed for the sec-ond layer. The third layer consisted of bind-ing material that was placed at 130 mm and compacted to 100 mm.
A Cat AP655D asphalt paver with AS4251 screed placed the fourth layer, which con-sisted of 12.5-mm, 9-mm and 6-mm aggre-gates. It was placed at 60 mm and compact-ed to 50 mm. Paving production was limit-ed because of the hot mix plant’s capacity of 50 tons. During the average day, the paver placed a strip that was 5 m wide and 700 m long. Dump trucks hauled the mix the short distance from the plant to the runway.
President Mohamed Waheed Hassan Manik visited Thimarafushi Sept. 3, 2013, a few days before the airport opened. He spoke of the commitment required to com-plete the airport project, and the coopera-tion that occurred between many organiza-tions. President Waheed’s speech included many references to the importance of tour-ism, and how the airport would help bring visitors from far away.
International Paradise
international snapshot
Story and PHoto courteSy of cat PaVInG
52 June/July 2014
54 June/July 2014
There’s new terminology in the quest to keep the United States economy intact. The Generating
Renewal, Opportunity, and Work with Accelerated Mobility, Efficiency, and Rebuilding of Infrastructure and Com-munities throughout America (GROW AMERICA) Act, will do the following, according to the U.S. Department of Transportation:• It will support millions of American jobs
repairing and modernizing our roads, bridges, railways, and transit systems;
• It will help ensure that American busi-nesses can compete effectively in the global economy and grow; and
• It will pave the way forward by increas-ing access to the ladders of opportuni-ty that help Americans get ahead.The board of directors of the Associa-
tion for the Improvement of American Infrastructure (AIAI) supports all ini-tiatives that promote the rebuilding and growth of infrastructure in the United States. Therefore, AIAI has announced that it supports the principles and con-cepts of the GROW AMERICA Act.
The GROW AMERICA Act intends to improve and expand American infra-structure. It will support millions of jobs by repairing and modernizing America’s roads, bridges, railways and transit sys-tems. It is also structured to ensure that American businesses can compete and
grow effectively in the global economy while increasing opportunities for com-munities across the country.
The GROW AMERICA Act also sup-ports effective, existing finance tools that are imperative to the rebuilding of Amer-ica’s infrastructure. More specifically, the Act looks to expand financing options un-der TIFIA, strengthen the Railroad Reha-bilitation and Improvement Financing (RRIF) Program and increase the avail-ability of Private Activity Bonds (PABs). AIAI finds these tools essential to re-building America’s infrastructure.
In addition, the GROW AMERICA Act will provide critical investment to fix America’s older roads and bridges through its promotion of Public Private Partnerships (P3s), which is in line with AIAI’s mission. Currently, American in-frastructure is not keeping pace with our growing economy, our growing popula-tion and the traveling needs of the Amer-ican public. As an innovative financing and project delivery model, P3s provide the vital link between what is possible and what is needed to rebuild and expand our infrastructure. The Act encourages the private sector to create strong part-nerships with the public sector, there-by promoting P3s and strengthening our country with the substantial benefits that P3s offer.
To learn more about The Grow Amer-ica Act, please visit www.dot.gov/grow-america. You can also learn more about AIAI by visiting www.aiai-infra.org. AIAI is a non-profit organization formed to help shape the direction of the national P3 marketplace. AIAI serves as a national proponent of P3s to facilitate education and legislation through targeted advoca-cy. Its board is comprised of Michael Mc-Nally, president and CEO of SKANSKA USA; John McArthur, president of Kiewit Development Company; Juan Santama-ria, CEO of ACS Infrastructure Devel-opment; Chairman William A. Marino, CEO of Star America; Gregory A. Kelly, P.E., global COO of Parsons Brinckerhoff; Richard Fierce, senior vice president of Fluor; Nicolas Rubio, president of Cintra US; and Vice Chairman Salvatore Manci-ni, chairman of Star America.
By aSPHaltPro Staff
www.theasphaltpro.com | asphalt pro 55
The coolest thing to happen to asphalt, since the road trip.
Proven performance. Easy to use. Lowest temperatures.The road trips you love happen on smooth asphalt. Evotherm® warm mix asphalt technology allows paving 60 to 90oF lower than traditional hot mix asphalt. Lower temperatures save fuel while producing quality pavement with reduced reflective cracking due to crack filler expansion. Pave longer, cooler, and greener with Evotherm and enjoy the smooth ride.
behindthescreed.com
here's how it works
The air plenum with its microscopic AC droplets travels through the vertical filters.
Step 1
The AC droplets collect on the proprietary Pleatloc media of the filters.
Step 2
The clean air plenum rises to the clean air outlet.
Step 4
Gravity allows droplets to “drain.”
Step 3
Drain
Stage 1 Filters
Stage 2 Filters
Stage 3 Filters
Stage 4 Filters
Stage 5 Filters
Stage 6 & 7 FiltersClean Air
Butler-Justice’s Blue Smoke Control® System
Asphalt plant owners strive to be good neighbors on many levels. Even state of the art, modern-day
facilities with the most current electron-ics and controls can improve public rela-tions and trace emissions outputs with additional blue smoke control systems, and older facilities experiencing some blue haze can greatly enhance regulatory compliance and good-neighbor status by installing new systems. For either end of the spectrum, the engineers at Butler-Jus-tice in Anaheim, Calif., created the multi-filter Blue Smoke Control® system for solutions at the top of silos, drag slat con-veyor transfer points and truck loadout areas. Here’s how it works.
The blue smoke control filter system is placed “inline” with the air plenum where the asphalt plant owner wishes to resolve any compliance issues. The unit sits at ground level; ductwork brings the hot air plenum to the filters.
A hot air plenum with tiny asphalt ce-ment (AC) droplets, which make up the blue haze, travels vertically through a se-ries of filters. The first, second and third washable filters, and fourth stage replace-able filter sit vertically inside the col-lector, which allows gravity to aid in the drainage process. The fifth stage filter is also replaceable and is a wrap around the sixth and seventh stage replaceable filters. The sixth stage also rests vertically in the collector to assist in the drainage process.
As the air plenum moves through the filter stages, the AC droplets collect on the proprietary Pleatloc media and “drain” down to the collector. The clean air plenum rises up to the clean air outlet.
To maintain the system, the ground man accesses all stages of filters through the filter access doors. Filters or stages are installed two-deep behind each door; the maintenance personnel access the back filter by pulling the filter remov-al handle. He doesn’t have to reach deep into the collector. He can access the fifth, sixth and seventh stage filters with the fil-ter removal handle.
For more information, contact Mike But-ler at (714) 696-7599 or [email protected].
58 June/July 2014
here's how it works
The operator uses the touchscreen menu to select camera settings.
Step 1
The camera(s) sends a streaming wireless signal to the EC5605-WM monitor.
Step 2
The operator can view the vehicle surroundings in real time, giving him or her a heads-up in the event of danger.
Step 3
EC5605-WM LCD high-resolution monitor.The ECANTE-R remote antenna is replaceable.EC2014-WC
CMOS color infrared camera.The lens angle is 120 degrees.
ECCO’s Gemineye™ Camera SystemsWhether your ground person-
nel spend time around haul trucks, wheel loaders, tack
wagons, liquid asphalt cement (AC) tankers, or some combination of mobile construction machinery, backup alarms and flashing lights become part of their everyday surroundings. As much as safe-ty directors try to guard against it, com-placency due to consistent stimuli pres-ents a danger to workers. One way to safeguard ground personnel is to make them more visible—even when they’re in a machine operator’s blind spot. To that end, ECCO Safety Group of Boise, Idaho, provides the Gemineye™ camera systems including the EC5605-WK 5.6-inch LCD color wireless system. Here’s how it works.
A mechanic or equipment operator installs the EC5605-WM, which is the monitor, in the cab or on the operator’s station of the vehicle. The monitor is 6.32 inches by 4.51 inches by 1.06 inch-es; it weighs 2.87 pounds and “allows for unobtrusive installation without com-promising viewable screen area,” ac-cording to the manufacturer.
A mechanic or equipment operator then installs the EC2014-WC, which is the color infrared camera, on the back of the vehicle. (If multiple cameras are to be used, the mechanic can place the additional units—up to four total—on the sides or in other troublesome areas where visibility and line of sight is com-promised.) Each camera is 2.87 inches by 2.99 inches by 2.98 inches and weighs
0.89 pounds. The lens size is 1/3 inch with an angle of 120 degrees. Each is equipped with a microphone and a day/night light sensor for added safety.
When in use, the 2.4 GHz digital sys-tem sends a wireless signal from each camera to the monitor’s ECANTE-R re-mote antenna. As the operator drives the vehicle, he or she can view items that may be lurking in the machine’s blind spot(s) by looking at the monitor’s screen. The monitor features touch-screen menu control, which is a benefit when the system is used with multiple—up to four—cameras.
For more information, contact ECCO Safety Group at (800) 635-5900 or [email protected].
60 June/July 2014
Scan this code with your smart phone for thousands of used equipment listings
Interested in used equipment? Go online to find hundreds of listings with photos at: www.stansteelused.com
800-826-0223 contact us today!
STANSTEELAsphalt Plant Products
www.stansteel.com
• 5TH Wheel Hitch assembly • Magnetic Separator • Clutch & Hydraulic PTO • Cummins Diesel Engine powered • Electric motor driven debris conveyor • Side Discharge • Material Inlet Feeder, Vibratory (Grizzly) • Dust suppression system • Water Sprinkler • Belt type Under Conveyor • (1) 42” x 50’ Stacking Conveyor
GT-5023WS Portable HSI Crushing System - Eagle Model 1400
• (2) Nominal 9’ x 14’ Stationary/Skidded design Bins with 36” x 18’ flat Feeder Belt Conveyors. The bins also feature fully guarded heavy duty Drive motors and Foote-Jones Speed Reducers, Mounted Air Cannons to assist material flow on discharge end walls and inclinable Grizzlies.• Feed Conveyors are equipped with Tail Tach Pick-ups and Material “No-Flow” Paddles.• Bolt on Formed Steel Plate Leg Extensions to grade for ease of relocation.• All Mechanical components above have been inspected by Stansteel’s Field Representative who reports them to be in very good to excellent condition.• The Shipping Dimensions for each bin are: 9’-11” wide x 10’ tall (with Grizzlies collapsed) x 20’ long.
Late Eighties/Early Nineties Model, Bituma-Stor® stationary hotmix storage silo • Deluxe silo is fully insulated, skirted and includes an anti-segregation batcher, mix waste bypass chute, Low and Mid-Level Bindicators, hot oil heat on the cone and gates and a square top access deck with handrails • A heavy duty support structure manufactured from Wide Flange Beam that allows for an extra large drive-through clearance area • This is a state-of-the-art storage system with dual load out gates to aid in the prevention of mix segregation and horizontal safety gates • Single Bituma-Stor® Bintop Transfer Conveyor included.
GTB-5025WS Stationary Recycle Bins
• CMI Model PVM 10X 400 TPH portable Drum Mixer with Hauck SJ580 burner and RAP Entry Collar• CMI APM-900 portable Pulsejet Baghouse with a new Sullair 50 HP air compressor and bags installed in 2012.• Barber-Greene portable four bin aggregate feed system with portable scale conveyor with SciTronics Scale and a scalping screen. New motors and VFD’s were installed in 2012.• Astec portable single bin RAP feed system with new motors installed in 2012. • Bituma® 150 ton self-erect storage silo complete with a 500 TPH drag conveyor and 60’ Cardinal scale.• CMI PEC-2U 12’ x 16’ MCC with Allen-Bradley switchgear• Astec control house with office • Astec stationary 600 barrel stationary lime silo• 2012 Meeker portable 30,000 gal. (split 15,000/15,000) AC tank with unloading pump, metering system, automated divert valves and gauges.• Heatec HC120 hot oil heater. • Waste oil preheater and pump with filter assembly.
Many upgrades & improvements implemented in 2012 with approximately 100,000 Tons of mix produced since then.
• Portable CMI Model PAB-432 four (4) bin cold feed bins with 10’ x 14’ bin openings, bin partitions, self-store blocking on legs, 30” wide feeders with 5 HP AC drives and a 30” folding collector conveyor with 10 HP Drive. • Stationary 4 x 12 single deck screen with support stand mounted onto a 30” x nominal 47’ long portable truss conveyor complete with a belt scale. • Portable CMI Model PVM-10 EMS recycle drum mixer with recycle entry collar, Hauck Starjet fuel burner. • Portable CMI Model RA-318P Roto-Air Baghouse. • (2) Portable 25,000 gallon Hy-Way® Model DF25S Direct Fired asphalt tanks. • (1) Portable 25,000 gallon Hy-Way® Model 25STT, split 12,500/12,500 gallon, coiled asphalt tank. • (1) Portable CMI Model PRB-120C24 RAP Bin • (1) Portable CMI RAP Scale Conveyor with 30” Belt x nominal 61’ long. Structural Steel Channel frame construction with 7.5 HP Drive Motor and shaft mounted reducer. • (3) 210 ton CMI Model EMS-210D heated storage silo system with 33” wide main drag slat, bintop slat, CMI Model 2FT-8010-111L, 10’ x 80’ low profile steel deck truck scale and Astec load out controls.
Bituma®, Bituma-Stor® and Hy-Way® are a trademarks of Gencor® Industries, Inc. and Stansteel is not related to or licensed by Gencor®.
PO Box 519, Shelbyville KY 40066 • Fax 502.647.1786
Inc.
CALL US NOW FOR DETAILS 866.647.1782 VIEW ALL OUR INVENTORY ONLINE AT:
AsphaltPro’s Resource Directory is designed for you to have quick access to the manufacturers that can get you the information you need to run your business efficiently. Please support the advertisers that support this magazine and tell them you saw them in AsphaltPro magazine.
resource directory
Ace Group ..................................... 43, 59
WRT Equipment ............................... 33Contact: Dean TaylorTel: 800-667-2025Or [email protected]
www.theasphaltpro.com | asphalt pro 63
the last cut
Petroleum Past and Present
During the Rocky Mountain As-phalt Conference and Equip-ment Show (RMACES) in Den-
ver in February, Colorado State Univer-sity’s Scott Shuler discussed the com-plexity of liquid asphalt cement (AC). “This is the most complicated building material we work with,” Shuler told the audience. “We can predict properties of other building materials on paper, but asphalt is less predictable.” The asphalt, AC, bitumen or binder we use as an in-gredient in a paving mix can come from the “tar” sands, such as those in Alber-ta, Canada; from Gilsonite, such as that in the caves in Utah; or from a petroleum source. Shuler reminded us that 98 per-cent of paving is done with AC from a pe-troleum source.
The crude oil sources our industry prefers—actually needs—are those that have heavy bottoms. When the crude oil is distilled, the heavy bottoms provide the AC we use for mix design and per-petual pavements. According to a series of This Week in Petroleum (TWIP) online articles published by and used with per-mission from the U.S. Energy Informa-tion Administration (EIA), U.S. crude oil production has reached new highs. What’s troublesome is the production is of light, sweet crudes that take more ef-fort to get ACs from.
Let’s take a look at information from EIA during the first quarter of this year to see what trends they—and we—are watching. The total U.S. crude oil production averaged 7.5 million bar-rels per day (bbl/d) in 2013, which is 967,000 more bbl/d than 2012 levels and the highest level of U.S. production since 1989, according to EIA. The agen-cy’s Petroleum Supply Monthly news-letter reports in December 2013, U.S. crude oil production reached 7.9 mil-lion bbl/d, which represents an increase of 785,000 bbl/d—or 11 percent—com-pared to December 2012. This uptick had an influence on more than pipeline
capacities; the productivity of the U.S. crude oil industry helped stabilize glob-al crude oil pricing.
“As the United States reduced im-ports, more crude oil became available to the global market, helping to offset significant supply disruptions elsewhere in the world and to stabilize prices. West Texas Intermediate (WTI) spot pric-es averaged $98 per barrel (bbl) for the year, up 4% from 2012 and the highest an-nual average since 2008. The Brent spot price averaged $109/bbl, down 3% from 2012.” This is from the Jan. 3, 2014, TWIP EIA report.
That same report explained the clos-ing gap between WTI and Brent pricing.
“While global crude oil prices were rel-atively stable, prices in the United States saw more movement in addition to the narrowing differential between mid-continent and Gulf Coast crude prices, the closely watched Brent-WTI differen-tial ranged from $23/bbl in mid-February to under $1 in mid-July, when U.S. refin-ers raised crude runs to near record high levels. After refinery runs declined due to autumn maintenance, and under the weight of continuing production growth, the spread widened again, reaching $15/bbl by the end of November.”
All the activity resulted in high outputs. “With greater U.S. crude price discounts, more refineries ran at high utilization rates. High refinery output, combined with muted domestic demand for most
of the year, resulted in record U.S. petro-leum product exports of 3.7 million bbl/d in third-quarter 2013, up 0.6 million bbl/d compared with the same period in 2012.”
When the report states, “China alone accounted for almost 35% of global de-mand growth and eclipsed the United States to become the world’s largest im-porter of crude oil,” a reader might draw conclusions about that nation’s use. Keep in mind, the United States’ decrease in crude imports played a large role in the percentages in 2013. EIA expects these trends to continue through 2015.
In the Jan. 8, 2014, TWIP report, EIA suggests crude oil production growth in 2014 and 2015. “EIA estimates that U.S. crude oil production averaged 7.5 million barrels per day (bbl/d) in 2013, the highest annual average rate of production since 1989, and a 1.0-million-bbl/d increase from 2012. In the January STEO, which extends the forecast period through 2015, EIA expects continued strong production growth. EIA projects crude oil production to average 8.5 million bbl/d in 2014 and 9.3 million bbl/d in 2015, which would be the highest annual rate of crude oil produc-tion since 1972. The record highest annual average crude oil production was 9.6 mil-lion bbl/d in 1970.”
What’s vital to the forecast is the ap-plication of more efficient fracking tech-niques, the contributions of safe offshore production, and the pipeline availability and capacity that has made certain sweet
By aSPHaltPro Staff
in particUlar, eia expects most groWth throUgh 2015 to resUlt From Drilling in the bakken Formation in north Dakota anD montana, the eagle ForD Formation in texas, anD the permian basin in texas anD neW mexico.
64 June/July 2014
crudes more affordable. Let’s turn the next portion of this article over to infor-mation from the Jan. 8 TWIP report:
“Production from light oil forma-tions in Texas, North Dakota and a hand-ful of other states has driven total crude oil production growth for the past four years. Development activity in these key onshore basins and increasing produc-tivity as companies learn how to apply hydraulic fracturing techniques more effectively and efficiently are central to STEO’s forecast. In particular, EIA ex-pects most growth through 2015 to result from drilling in the Bakken formation in North Dakota and Montana, the Eagle Ford formation in Texas, and the Perm-ian Basin in Texas and New Mexico. Bak-ken production is expected to rise from the estimated December 2013 level of 1.0 million bbl/d to 1.3 million bbl/d in De-cember 2015. Eagle Ford production is projected to increase from an estimated December 2013 level of 1.2 million bbl/d to 1.5 million bbl/d in December 2015. The Eagle Ford accounts for more than half of the onshore domestic liquids pro-duction growth because of a compara-tively large amount of liquids coming from both oil and gas wells compared with the other key production basins.
“The Permian Basin in West Texas, which includes thick, overlapping for-mations such as the Spraberry, Bone-spring and Wolfcamp, is a third key growth area. EIA estimates that crude oil production from the Permian Basin reached 1.5 million bbl/d in December 2013 and is projected to increase to 1.8 million bbl/d in December 2015. Crude oil producers are investing heavily in re-search and implementation of hydrau-lic fracturing in both vertical and hori-zontal wells. The stacked formations of the Permian allow vertical wells to reach several productive zones, while several horizontal wells drilled from the same surface location can target different for-mations of several pay zones within the same formation.
“While onshore crude oil production is expected to account for the bulk of the total production increase through 2015, projected growth also reflects expected increases in offshore production from the
U.S. federal Gulf of Mexico (GOM). Af-ter offshore GOM oil production was flat at 1.3 million bbl/d in 2013, EIA projects GOM crude oil production will increase to 1.6 million bbl/d in 2015. The expect-ed increases from GOM are the result of the following projects that are expected to come on stream: Jack, St. Malo, Entra-da, Big Foot, Tubular Bells, Atlantis Phase 2 redevelopment, Hadrian South, and Lu-cius in 2014; Axe, Cardamom Deep, Dal-mation, Deimos South, Kodiak, Pony, Samurai, West Boreas, Winter, and Mars
B redevelopment in 2015.“These continuing increases in crude
oil production are having profound ef-fects on U.S. petroleum balances and global oil prices. EIA expects the dis-count of the WTI crude oil price to Brent to average $12 per barrel (bbl) in 2014, $3/bbl higher than projected [previous-ly].* This increase in the projected WTI discount reflects increasing uncertainty about existing refinery infrastructure’s ability to absorb growing production of light sweet crude oil in North America at current price levels. Because of pipe-line capacity expansions and pipeline re-versals, there is now ample capacity to ship crude oil via pipeline from the pre-vious bottleneck in the Midcontinent to the Gulf Coast. As a result, Light Loui-siana Sweet (LLS) crude oil on the Gulf Coast, which was priced at a premium to North Sea Brent for much of the past two years, has recently begun tracking WTI prices and selling at a consistent dis-count to Brent. Thus, EIA expects the re-cent convergence of Gulf Coast crude oil prices with WTI to persist over the fore-cast period, with Gulf Coast crude oil
prices moving in step with the WTI pric-es plus a pipeline transport cost. At this price level, Gulf Coast crudes such as LLS and medium-grade Mars will trade at historically wide discounts to similar international benchmarks such as Brent and Dubai, respectively. The forecast re-lationship between Brent, WTI and LLS prices in 2015 are similar to those expect-ed in 2014.”
One of the things to consider as we move through 2014 and into 2015 is the ef-fect weather has on petroleum markets. For example, the harsh winter-weather conditions throughout most of the Unit-ed States put a dent in more than DOT maintenance budgets during January and February of 2014. EIA states, “The sus-tained cold weather that overtook much of the United States…increased demand for space heating fuels, disrupted crude oil and natural gas production as well as refinery, rail, and pipeline operations, and challenged the ability of energy infra-structure to deliver fuel.”
Companies trying to expand for 2014—and beyond—saw setbacks. “The cold weather in January resulted in a slow-down in crude oil and natural gas explora-tion and production activity. EIA’s Febru-ary STEO expects that the reduced well-completion activity because of harsh weather conditions caused oil produc-tion to slow. Very cold temperatures re-quire the use of additional heating equip-ment at drilling sites, which can slow the pace of drilling and completing new wells. In particular, large volumes of water used for hydraulic fracturing must be heated to prevent freezing. Heavy snow has an even greater effect on well-completion activity because poor road conditions restrict the movement of equipment.”
It may be difficult to remember now that spring and summer paving are upon us and our plants are making mix to fill potholes and repair pavements damaged by the ice and snowplows of the winter, but even refinery produc-tion slowed a few months ago. “Win-ter weather caused refineries to reduce runs and in some cases suspend opera-tions because of power outages and the effect of extremely low temperatures on unit operations….Refineries in the
the proDUctivitY oF the U.s. crUDe oil inDUstrY helpeD stabilize global crUDe oil pricing.
www.theasphaltpro.com | asphalt pro 65
the last cut
Northeast also faced secondary effects from the cold weather, including those associated with significant increases in the cost of natural gas. On January 22, natural gas spot prices in the Transco Zone 6…reached $124 per million Brit-ish thermal units (MMBtu), up from $11/MMBtu one day earlier.”
“Weather-related power outages dis-rupted both crude and product pipe-lines in the Midwest and East Coast. Along the U.S. Gulf Coast, winter storms and fog temporarily closed the 52-mile Houston Ship Channel, which connects many Houston area refineries and petroleum product terminals to the Gulf of Mexico.”
Hostile weather eventually clears and industry carries on. With the re-solve to explore, improve and expand, the petroleum industry’s forecast for 2014 and 2015 shows at least the U.S.
crude oil marketplace growing in its ability to support domestic needs. We continue to follow the trends here in the Last Cut department.
* EIA adjusted this projection in its Feb. 12, 2014 TWIP report: “In the February Short-Term Energy Outlook (STEO), EIA projects that the discount of West Texas Intermediate (WTI) to North Sea Brent crude oil…will average $11/bbl and continue at the same level in 2014 and 2015. This discount reflects the economics of transporting and pro-cessing the growing production of light sweet crude oil in U.S. and Canadian re-fineries. EIA expects this forecast WTI discount to represent the Light Louisi-ana Sweet (LLS) discount to Brent mi-nus a pipeline transport cost of approxi-mately $4/bbl from Cushing, Oklahoma to the Gulf Coast.”
california average 537.60 547.30 583.70 553.30 550.10
delaware average 560.00 560.00 546.67 541.67 553.33
Kentucky average 534.38 534.38 539.38 545.63 557.50
Massachusetts average 640.00 640.00 640.00 615.00 n/a
Missouri average 532.50 532.50 545.00 550.00 560.00
data for Southeast region, Source: ncdot.org; data for california, Source: dot.ca.gov; data for delaware, Source: deldot.gov; data for Kentucky, Source: transportation.ky.gov; data for Massachusetts, Source: mass.gov; data for Missouri, Source: modot.mo.gov
Sources: energy Information administration
Sources: energy Information administration
crude oil activity (u.S. crude)
futures spot data stocks
feb 28 $102.59 363.8 m bbl
Mar 7 $102.58 370.0 m bbl
Mar 14 $98.89 375.9 m bbl
Mar 21 $99.46 382.5 m bbl
Mar 28 $101.67 380.1 m bbl
apr 4 $101.14 384.1 m bbl
apr 11 $103.74 394.1 m bbl
apr 17 $104.30 397.7 m bbl
apr 25 $100.60 399.4 m bbl
May 2 $99.76 397.6 m bbl
May 9 $99.99 398.5 m bbl
diesel fuel retail Price (dollars per gallon)
Mar 3 4.016
Mar 10 4.021
Mar 17 4.003
Mar 24 3.988
Mar 31 3.975
apr 7 3.959
apr 14 3.952
apr 21 3.971
apr 28 3.975
May 5 3.964
May 12 3.948
66 June/July 2014
Up-Time vs Up-KeepEach Rotochopper shingle grinder is designed with one simple goal—maximizing the value of your shingle waste by minimizing wear costs and maintenance downtime.
Which Rotochopper grinder is right for your volume of shingle waste? Contact us today to learn more. 320-548-3586 www.rotochopper.com
• No weekly hardfacing
• Most uptime
• Best horsepower effi ciency
• Fast tooth & screen changes
• Less spillage
• No augers, sprockets, or chains operating in abrasive fi nes
• 350-765 HP, electric or diesel
Up-Time
RG-1 Purpose-Built Shingle Grinder
B-66 Multi-
Purpose Shingle Grinder
PO Box 519, Shelbyville KY 40066 • Fax 502.647.1786
Inc.
VIEW ALL OUR INVENTORY ONLINE AT:
www.ReliableAsphalt.com866.647.1782
• 8x43 Parallel Flow Drum Mixer
• Cedarapids CR430-0500 Baghouse
• 150 Ton Standard Havens Silo
• (2) Portable Burke AC Tanks
• Portable Control House• 4 Bin Portable Cold
Feed
RAP-13225 CEDARAPIDS PORT. DRUM MIXER PLANT
3Qualified listings3Complete retrofit capability3All types of component reconditioning
3Custom engineering3Experience with all types of plants 3Complete plants and stand alone components
• Pioneer 7’6” x 46’ Parallel-Flow Drum
• Gencor AF-75 Oil/Gas Combo Burner
• Smico 5’ x 14’ Double-Deck Virgin Screen
• 70,000 CFM Pulse-Jet Baghouse w/ New York Fan
• (3) 20,000 Gallon Coiled Vertical AC Tanks
• (1) 20,000 Gallon Fuel Tank• CEI 200 Gas-Fired Hot Oil Heater• (4) 100-ton Pioneer Storage Silos• Pioneer Drag Slat w/ Single 9856
REX Chain• Set of (9) Cold Feed Bins• One Recycle Bin
• 7ft x 30ft dryer - 6ft x 16ft rotary • Hauck Ecostar 75 burner• Fuel and AC pumps• Control room• BHP585-9 portable baghouse• 5 (14x10) cold feed bins w/