- - -- -- 0 de un empaque. EI gas debe entrar a la torre frio para que se presente una mejor remoci6n de los componenles de interes. EI aceite usado para hacer la remocion entra a la torre por la parte superior y se conoce como aceite pobre; cuando sale de la t'orre, por la parte inferior, Ileva los componentes removidos al gas y se conoce como aceite rico. EI gas que sale de la torre absorbedora es basicamente metano y se conoce como gas residual. EI aceite ·rico que sale de la absorbedora pasa a una columna de estabilizacion que en este caso, libera al aceite rico del etano y el metano que no pudo sallr en la absorbedora; en este caso no se pretende obtener etano. Cuando se necesita etano, el aceite rico pasa a una desmetanizpdora y el fluido que sale de esta pasa a una desetanizadora. EI reflujo en la desentanizadora es para mejorar la separaci6n de metano y etano. Tabla 26-. Especificaciones de Gases Licuados del Petr6Ieo(1) PRODUCTO Caracterist. Propano Butano Mezclas P-B Propano Metodos de del Producto. Comercial Comercial Comerciales HD-5 Prueba Composici6n Basicamente Basicamente Mezclas de 90% om as de ASTM 0- y/o butano y/o y 2163-82 propileno butilenos butano Hquido y 5% comerciales omenos de propileno liquido Presion de 208 70 208 208 ASTM 0- vapor a 100°F, 1267-84 Lpcm , Max Resid Vol. Temp.aEvap.d el 95% , of , -37 36 36 -37 ASTM 0- Max 1837-81 C;, %V, max 25 - - - 2.5 ASTM 2163- 82 0- ('5 +' %V, Max 2.0 2.0 - ASTM 02163- 82 Res. Mat. Composici6n Org 0. 05 ml - - 0.05ml ASTM O- Res . al 2158-80 Evap.100 ml. Corr. Lam de No. 1 No. 1 No. 1 No. 1 ASTM 0- Cobre, Max. 1838-84 S, Total , 185 140 140 123 ASTM 0- __ ... _ 2784-80 Cont. Agua - nada n.)da - - Libre - . I II . uido que sale de desetanizadora pas a a otra colun:na fracclonadora, en l<L£.lg.Jll])rQPcrno. botano y . en la absocbe ora son separados del aceite de absorci6n y salen como va ores or e de la column 'EY e el a€ei te pobre, sale pOrJaEarte inferior y se a la absorbedora- para continuar co proceso . 254
Transcript
- - -- --
~~ 0 de un empaque. EI gas debe entrar a la torre frio para que se presente una mejor remoci6n de los componenles de interes. EI aceite usado para hacer la remocion entra a la torre por la parte superior y se conoce como aceite pobre; cuando sale de la t'orre, por la parte inferior, Ileva los componentes removidos al gas y se conoce como aceite rico. EI gas que sale de la torre absorbedora es basicamente metano y se conoce como gas residual. EI aceite ·rico que sale de la absorbedora pasa a una columna de estabilizacion que en este caso, libera al aceite rico del etano y el metano que no pudo sallr en la absorbedora; en este caso no se pretende obtener etano. Cuando se necesita etano, el aceite rico pasa a una desmetanizpdora y el fluido que sale de esta pasa a una desetanizadora. EI reflujo en la desentanizadora es para mejorar la separaci6n de metano y etano.
Tabla 26-. Especificaciones de Gases Licuados del Petr6Ieo(1)
PRODUCTO Caracterist. Propano Butano Mezclas P-B Propano Metodos de del Producto. Comercial Comercial Comerciales HD-5 Prueba Composici6n Basicamente Basicamente Mezclas de 90% omas de ASTM 0
propan~ y/o butano y/o propan~ y propan~ 2163-82 propileno butilenos butano Hquido y 5%
comerciales omenos de propileno liquido
Presion de 208 70 208 208 ASTM 0vapor a 100°F, 1267-84 Lpcm , Max Resid Vol. Temp.aEvap.d el 95%, of, -37 36 36 -37 ASTM 0Max 1837-81
C;, %V, max 25 -
- - 2.5 ASTM 2163-82
0
('5+' %V, Max 2.0 2.0 - ASTM 0216382
Res. Mat. Composici6n Org 0.05 ml - - 0.05ml ASTM O-Res. al 2158-80 Evap.100 ml.
I II . uido que sale de ~ desetanizadora pas a a otra colun:na estabilizador~como fracclonadora, en l<L£.lg.Jll])rQPcrno. botano y cCfrrrporrentes-mas-pesad~ rertlo~ . en la absocbe ora son separados del aceite de absorci6n y salen como va ores or e de la column'EY e '11~ ~WLeSJ)asicarT.HiFlt€· el a€eite pobre, sale pOrJaEarte inferior y se r~cj[wla a la absorbedora- para continuar co proceso.
254
de interes. EI aceite usado para hacer la conoce como aceite pobre; cuando sale de la ovid os al gas y se conocp ""mo aceite rico. EI te metanf' " - ) gas residual. EI
'ue en este caso, este caso no se ,etaniz~dora y el ;zadora es para
I /=1 gas debe entrar a la torre frio para que se
todos de eba M 0-\-82
0-4
0-
0-
163-
-'m
0- :
o
L~ ~o o Il.
. ~-EE -0
Q)
jY-p o Q) .c100:: Q)
0::
c ~__~---+~~ o U
'" o -0
N'" c: a;'"
GO
a;Q) co III
Q)c o u :2 W «Q) '" 0Q) ~ L
-0.00 a
II)~Il. .0E
0 < 10 L
a 0 a.
II)-0 IU
~ '" (!)c
LJ.J Cii "0 a-c:
.!!:! E IU II) CI) 0 a'" o La.-0
Q) Cii~ "0o
III IU.0 iii« :::> E
-0 IU. iii LQ) Cl 0:: IU III C (9'"
I
co ...... IU L:l Cl
LL
Los gases que salen de la fraccionadora se condensan y parte de este condensado que se utiliza como reflujo para mejorar la eficiencia de la fraccionadora y el resto ira para almacenamiento de productos , en caso de que no se desee hacer separacion de LPG y gasolina natural , 0 para fraccionamiento en caso contrario.
Tanto en la desetanizadora como en la fraccionadora hay calentamiento en la parte inferior para mejorar el proceso de estabilizacion 0 remocion de etano y metano en la primera y propano y componentes mas pesados en la segunda. EI calentamiento en el fondo de la fraccionadora debe ser tal que la temperatura alii este proxima al punto de ebullicion del aceite pobre, para garantizar una remocion total del propano y componentes mas pesados que este aceite removio del gas y adem as que el aceite pobre quede puro para recircularlo a la torre absorbedora
Esta plantas de tratamiento por absorcion, no son muy usadas porque son dificiles de operar y controlar su eficiencia; ademas el aceite pobre se contamina y pierde su eficiencia para remover los hidrocarburos intermedios del gas natural. Los recobros tipicos en este tipo de planta son C3 ""
80%; C4 "" 90%; C5+ "" 98%.
6.2. Proceso de Refrigeracion
En este caso la mezcla gaseosa se enfria a una temperatura tal que se puedan condensar las fracciones de LPG y NGL. Los refrigerantes mas usados en este caso son freon 0 propano. La figura 79 muestra un esquema de este proceso.
EI gas inicialmente se hace pasar por un separador para removerle el agua y los b.id.rocarburos liquidos. AI ~alir el gas del separador se Ie agrega glicol 0 algun inhibidor de hidratos.~ppra evitar que estos se formen durante el enfriamiento. Luego el gas p_asa por un intercambiador donde se somete a pre-enfriamiento antes de entrar al Chiller dbnde Ie aplica el enfriamientOdefinitivo para lIevarlo hasta "aproximadamente -15°F.
Del Chiller el gas pasa a un separador de baja temperatura donde habra remocion del glicol y el agua, y los hidrocarburos, como mezcla bifasica, pasan a una torre de fraccionamiento en la cual se Ie remueven los hidrocarburos livianos, C1 basicamente, en forma gaseosa como gas residual que sale por la parte superior; los hidrocarburos intermedios C2, C3, C4 Y C5+ salen por la parte inferior hacia almacenamiento si no se va hacer separacion de, al menos, LPG y NGL, 0 hacia fracionamiento si es 10 contrario.
Parte de los gases que tratan de salir de la torre fraccionadora son condensados y reciclados para reducir el arrastre de hidrocarburos intermedios en el gas.
EI calentamiento en el fondo de la torre se hace para evaporar el metano y el etano; reduciendo la presion y aumentando la temperatura se puede conseguir una mejor separacion del metano y el etano de la fase liquida.
Los niveles tipicos de remocion de C3, C4 , C5 + por este proceso son: C3 "" 85%; C4 "" 94%; C5+ ""
98%. Es posible recuperar pequenos porcentajes de C2 en este tipo de plantas, pero esta limitado por el hecho de que no es posible, con las refrigerantes actuales, bajar la temperatura del gas antes de entrar a la absorbedora a valores por debajo de -40°F aproximadamente.
La mayoria de las plantas usa!1 freon 0 0 refrl gerante limitan la temperatura del gas de entrada a -20°F, porque a tempercttufas por debajo de este limite las propiedades mecanicas del acero de las tuberias se ven afectadas.)
.., (
256
y parte de este condensado que se utiliza ora y el resto ira para almacenamiento de
'no:>ro:>,...·'· ,. on de LPG y gasolina natural, 0 para
hay calenti'lmi",n+~ - - . lferior para . propano y ldora debe garantizar del gas y
operar y remover son C3 "'"
sar las 10 . La
"buros evitar :Je se para
yel cual jual 3rte Icia
Ira
la el
~
Q)
0::
u. 0 ("')
'u t)
~ u.
0
"" 5'
0 ,g <.9 Q) '0 C
-0 '0 t) Q) :>. E
~ 0 '0 nJ c
'0
0 '0 ~ nJ 0. Q)
(/)
nJ '0 ~ C W Q) '0 VI nJ
<.9
0 '0 . ~
Q) ~ Q)
a::
nJ ro aJ~ Q) ::J'Oro o ~ '00. nJ Eiij Q)
o.f-Q)
(/)
0~ . '0 nJ.0
:::i VI CnJ Q)
:::l '0
l) « 0> c
0
r-c:: If)
:2 ('.) (.)
III... Q)
.2l... Q) -a::: ... 0 c. III III (!)
Qi '"C 0-c:: Q)
'E III III Q) (.)
0... c. 0; '"C III
E III... Cl III
C ,
0),.... III... :::J
.2l LL
/.
En el proceso por refrigeracion tambiem se puede usar absorbente liquido solo que en este caso el liquido absorbente tambien es sometido a refrigeracion antes de entrar a la torre absorbedora; la figura 80 muestra un esquema del proceso por refrigeracion usando absorbente conocido tam bien como proceso de absorci6n a baja temperatura y su funcionamiento con respecto al proceso de absorcion presenta las siguientes diferencias: EI aceite pobre antes d'e entrar a la contactora pasa por un intercambio de calor donde se usa propano 0 freon para enfriarlo hasta aproximadamente 15°F Y el gas de entrada antes de entrar a la contactora tambiem pasa por un proceso de enfriamiento con freon 0 propano liquido, EI proceso es pues una combinacion de los procesos de de absorcion y refrigeracion antes descritos y presenta mayor eficiencia en el recobro de productos en la planta que ambos,
6.3. Procesos Criogenicos
La selecci6n de una plantacriogenica se recomienda cuando se presenta una 0 mas de las siguientes condiciones (4
U f . Disponibilidad de caida de presion en la mezcla gaseosa
Gas pobre, Se requiere un recobro alto de eta no (mayor del 30%), Poca disponibilidad de espacio, Flexibilidad de operaci6n (es decir facilmente adaptable a variaciones amplias en presion y productos) .
Como el gas se somete a caida de presion, el gas residual debe ser recomprimido y por esta razon la expansion del gas, en lugar de hacerse a traves de una valvula, se hace a traves de un turbo expander para aprovechar parte de la energla liberada en la expansion.
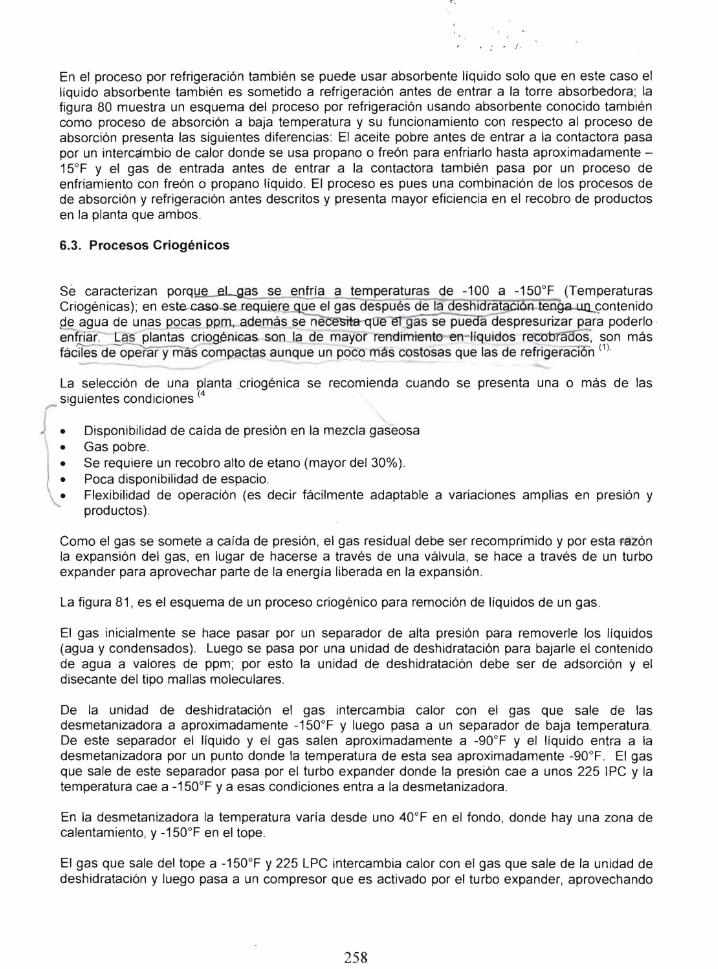
La figura 81, es el esquema de un proceso criogenico para remoci6n de liquidos de un gas,
EI gas inicialmente se hace pasar por un separador de alta presion para removerle los liquidos (agua y condensados), Luego se pasa por una unidad de deshidratacion para bajarle el contenido de agua a valores de ppm; por esto la unidad de deshidratacion debe ser de adsorcion y el disecante del tipo mallas moleculares.
De la unidad de deshidratacion el gas intercambia calor con el gas que sale de las desmetanizadora a aproximadamente -150°F y luego pasa a un separador de baja temperatura, De este separador el liquido y el gas salen aproximadamente a -gO°F y el liquido entra a la desmetanizadora por un punto donde la temperatura de esta sea aproximadamente -gO°F, EI gas que sale de este separador pasa por el turbo expander donde la presi6n cae a unos 225 IPC Y la temperatura cae a -150°F ya esas condiciones entra a la desmetanizadora,
En la desmetanizadora la temperatura varia desde uno 40°F en el fondo, donde hay una zona de calentamiento, y -150°F en el tope,
EI gas que sale del tope a -150°F y 225 LPC intercambia calor con el gas que sale de la unidad de deshidrataci6n y luego pasa a un compresor que es activado por el turbo expander, aprovechando
parte de la energia cedid, el gas para lIevarlo a la pr
Como el gas se calienta para mantener el fondo para lIevarlo a la tempe Msicamente metano,
EI liquido que sale df almacenamiento, 0 a 1
___ Entrada de hid' ....•........ Aceite de absf ...... __ .. Entrada de hi(
acelle j
abson
9<1 ' .:.:' - ----t,.(
cn tfllda
gas de prop" ventas de fln
A
II ahsorb{Hjor ,.•••• , < rdcsmela nizad~~/ '
lesotanlzador pr~l'1 n iF l'!e flt ll3 rr
Figu
258
. : . /.
bsorbente liquido solo CUP ,en este caso el antes riP 0"'- lbsorbedora; la
10cido tambien al proceso de 'ntactora pasa rnadamente
proceso de ( \ procesos de
je productos
lperaturas contenido a poderlo · son mas (1).
; de las
ion y
lzon Irbo
)s
'0
~I
parte de la energia cedida por la expansion del ~as, y luego otro compresor termina de comprimir el gas para lIevarlo a la presion requerida. "
Como el gas se calienta por la com presion al salir del ultimo compresor, parte de este gas se usa para mantener el fonda de la desmetanizadora a 40°F y el resto se hace pasar por un enfriador para lIevarlo a la temperatura adecuada. Todo este es el gas residual , que en su composicion es Msicamente metano.
EI liquido que sale de la desmetanizadora son los componentes pesados del gas y se envia a almacenamiento, 0 a fraccionamiento para obtener C2, C3 YC4 (0 LPG) Y NGL.
___ Entrada de hidrocarburos ............_Aceite de absorcion ___~ Entrada de hidrocarburos y aceite de absorcion
11ab orb ,lior ·····i A~ .A ~ ! Jt esm la nizad~~/r-y' 8 -y ·J .... -~~ ------
I setanl7ador . IF I (j acel e 1 , pr~I~IOm:.-,n~ ore 6n t
alreiagu de enf 'amienlo
Figura 80-. Proceso de Absorci6n a Baja atemperatura,
259
;as
de A
gua
Con
dens
ada
Des
hidr
atac
i6n
(~OOO LP~')
~
OOO F .J
~
i ~
f"i)(
il
Com
pres
or A
dici
onal
.x
;....
t 14
0' f
Sep
. De
Baj
a T
I;-
----j
Com
pres
or d
e E
xpan
der
R,h
'N;d
" d
, 4
Des
met
aniz
ador
a
,as
Res
idua
l 1
00
0 L
PC)
NG
l F
ondo
81-.
Dia
gra
ma
de
Pro
cesa
mie
nto
Cri
og
enic
o d
el G
as.
"
260
,,.,
,....
n n
()
CJ)
-"--'m
w
m~;:t
.!!!
I Ql~~-
tI)
O::
:J
,0
"
f I
o \0 01
En una planta criogemica los rendimientos en componentes recuperados son : C2 > 60%, C3 >
90% Y C4 + ~ 100%.
Ejemplo 6.1
EI gas de la tabla 3 se somete a endulzamiento, deshidratacion y procesamiento por refrigeracion , donde se Ie remueve el 85% de C3 , el 94% de C4 y el 98% de C5+, para lIevarlo a los requisitos de calidad exigidos. Encontrar la composici6n del gas residual que sale de la fraccionadora en los procesamientos.
Soluci6n:
Tomando una mol de gas que entra al proceso, l::Is moles de cada uno de los componentes que quedan luego del tratamiento del gas son
C, = 0.855
C2 = 0.0574 C3 =(1 - 0.85)·0.0574 =0.0027
C4 =(0 .0082) * (1 - 0.94) =0.003
C5+ =(0 .0063) * (1 - 0.98) ~ 0.0
Como el porcentaje de CO2 deben ser el 2%, las moles de C" C2, C3 , C4 Y C5+ representan el 98% sea que las moles de CO2 presentes en el gas residual son:
y el numero total de moles es 0.95 = 0.019 fi;,almente, la composicion del gas residual se 0.02
calcular de la siguiente tabla:
Cj nj Yj = n;lO.95 CO2 0.019 0.02 N2 0.0144 0.015 C1 0.855 0.901 C2 0.0574 0.060 C3 0.0027 0.003 C4 0.0004 0.0004 C +
5 0.0001 0.0
EI peso molecular de este gas es 17.87 y su gravedad especifica 0.62.
261
Referencias Bibliogrilficas
1 - Arnold , K and Stewart, M. "Surface Production Operations" (Vol. 2, Design of Gas Handling Systems and Facilities) , Chap. 7, Gulf Publishing Company. Book Division , Houston, TX , USA, 1988. 2- . Kumar, S. "Natural Gas Engineering", Chap. 6, Gulf Publishing Company. Book Division, Houston, TX, USA, 1987. 3- . Campbell , J.M. "Gas Conditioning and Processing", chaps. 20, John M. Campbell and Co. International Petroleum Institute Ltd ., Norman, Okla ., USA, 1968, 2nd Edition . 4 -. Gas Processors and Suppliers Association, "Enginering Data Book", Vol. 1, Tulsa , Okla ., USA, Tenth Edition , 1987. 5-. Fournie, F. J . C. "Permeation Membranes can Efficiently Replace Conventional Gas Treatment Processes", JPT 06/87 , Pag. 707 - 712 . 6 -. Gas Research Institute (GRI) of the Institute of Gas Technology (IGT) "Field Evaluation Supports Applicability of Membrane Processing", 2001 .( Articulo bajado de la pagina Web del IGT) .
7 -. R.L. McKee and A.J . Foral , M.W. Kellogg; H.S. Meyer and J.P. Gamez, Gas Research Inst. ; and SA Stern, Syracuse U. "Offshore Dehydration of Natural Gas: an Evaluation of Alternatives" . Articulo bajado de la pagina Web dellGT en diciembre de 2001 .
8 - GRI of the IGT "Evaluation of Hidrogen Sulphur Scavenging Technologies". Articulo bajado de la pagina Web dellGT en noviembre de 2001. 9- . GRI of the IGT and Krupp Uhde GmbH,"Commercial Development of New Gas Processing Technology". Articulo bajado de la pagina Web del IGT en diciembre de 2001 .
n Operations" (Vol. 2, Design of Gas ishing Company. Book Division , Houston,
Gulf Publishing Company. Book Division ,
" chaps. 20, John M. Campbell and Co. USA, 1968, 2nd Edition. ginering Data Book", Vol. 1, Tulsa, Okla. ,
mventional Gas
:ield Evaluation lag ina Web del
esearch Ins!. ; ( 1 )f
rticulo bajado
'rocessing
7. FLUJO DE GAS BAJO CONDICIONES ESTABLES
Nomenclatura
A, Area, L2 C, Constante de conversion de unidades D, Diametro, L d, diametro en unidades practicas E, Eficiencia de flujo e, Rugosidad absoluta, L E, Rugosidad relativa, adimensional f, Factor de friccion , adimensional g, Aceleraci6n de la gravedad, 32.2 pies/s2(9.8 m/s2) h, entalpfa especffica (L2It) L, Longitud I, Longitud en unidades practicas M, Peso molecular m, Masa NRe , Numero de Reynolds, adimensional P, Presion, MILt Pb Presion base q, Tasa de flujo (L3/t) , Calor(ML2It) qb, Tasa de flujo a condiciones base (L 3/t ) qsc, Tasa de flujo a condiciones base en unidades practicas R, Constante universal de los gases S, Entropfa especifica (ML 21tT) t. Tiempo T, Temperatura u, Velocidad, flujo volumetrico (LIt) v, Volmen especffico (L3/m) W, Trabajo (mL2/e) w, Trabajo especifico (L2/e) X, Distancia, L Z, Factor de compresibilidad de los gases, adimensional Z, altura, L