49
1 차량경량화를 위한 고강도강 부품적용 및 성형기술동향 대구대학교 기계·자동차공학부 김세호 KISTI 그린카 핵심부품 연구회 세미나 2014. 05. 29. mm , Max. : 9.954 mm
1
차량경량화를 위한 고강도강 부품적용및 성형기술동향
대구대학교 기계·자동차공학부
김 세 호
KISTI 그린카 핵심부품 연구회 세미나
2014. 05. 29.
mm , Max. : 9.954 mm
2목 차
고강도강/공법 적용사례2
고강도강 사용 배경1
고강도강 프레스 성형 애로사항4
고강도강 적용 프로젝트3
3
1. 고강도강 사용 배경

4
에너지 고갈 지구 온난화 환경 오염 지능형 차량 요구
P/T 시스템 디젤/가솔린 HEV EV/FCEV
전자 시스템 Passive System Active/Intelligent System
기술개발 동향 및 차량 개발 Issue
1-1. 자동차 기술개발 Trend
5
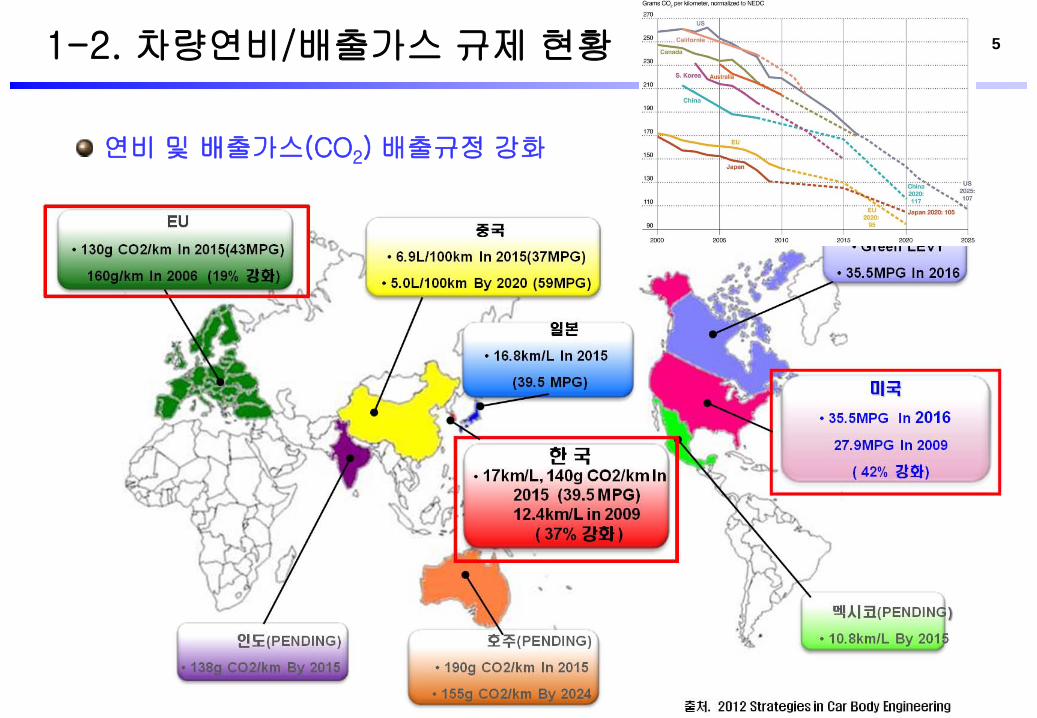
연비 및 배출가스(CO2) 배출규정 강화
1-2. 차량연비/배출가스 규제 현황
6
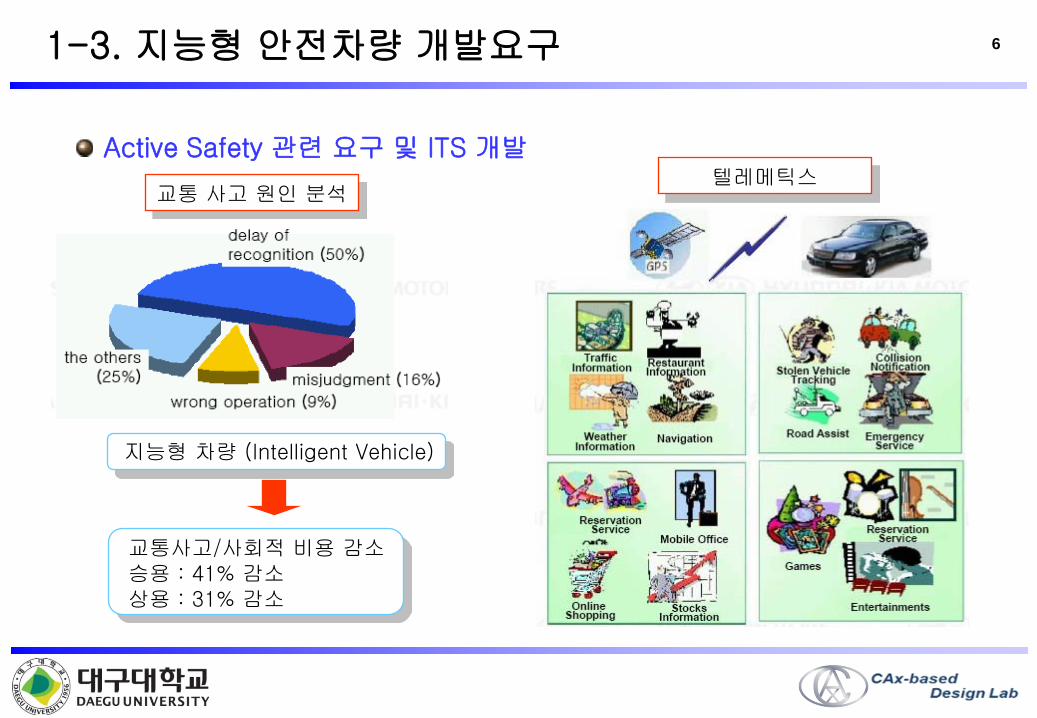
Active Safety 관련 요구 및 ITS 개발
교통 사고 원인 분석
지능형 차량 (Intelligent Vehicle)
교통사고/사회적 비용 감소승용 : 41% 감소상용 : 31% 감소
텔레메틱스
1-3. 지능형 안전차량 개발요구

7
차세대 차량개발 동향
GM Sequel DCX F600 Toyota FINE X Honda FCX FORD Explorer NISSAN FCV HMC i-BLUE
1-4. 차량 개발 관련 동향
8
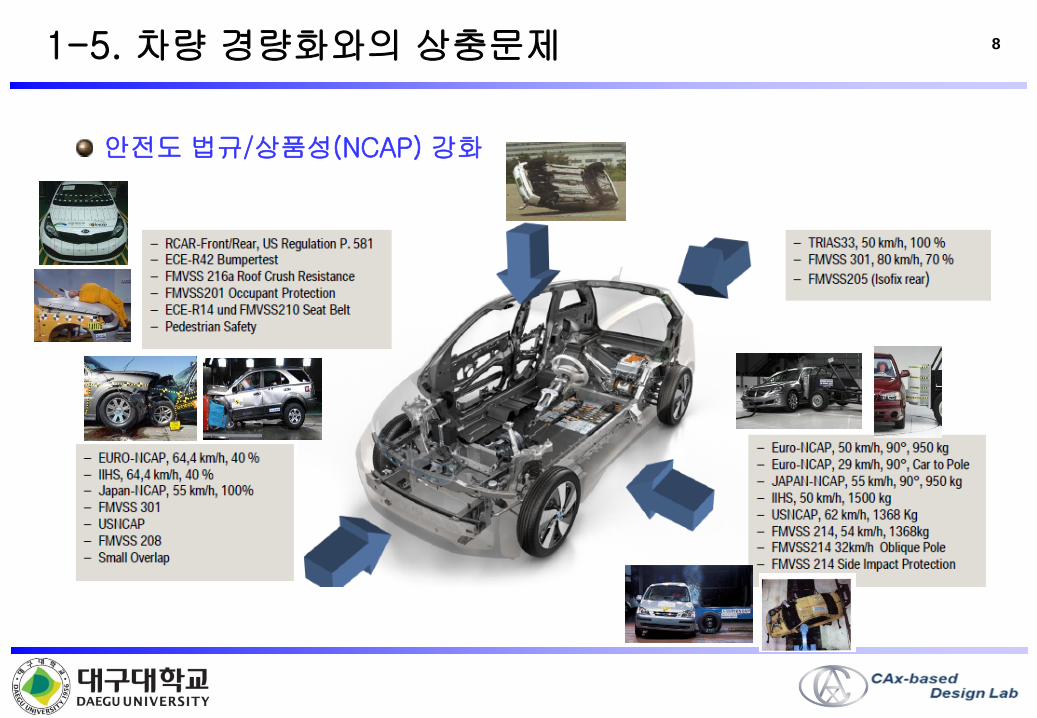
안전도 법규/상품성(NCAP) 강화
1-5. 차량 경량화와의 상충문제

9
충돌안전 (Passive Safety)
- 1950년대 Seat Belt 장착으로부터 시작됨
- 견고한 자동차 구조 설계, 사고 후 승객의 거동을 제한하는 기술
- 주로 자동차 구조 설계의 개념으로 crashworthiness로 정의함
분류 안전성 확보 기술 설명
구조 설계
- 차량 L/O 최적화
- 주요 멤버류 형상 및 단면, 두께 최적화
- 신공법 도입
-고강도 강판 및 경량금속 사용
1-6. (충돌)안전 설계 및 경량화

10
2. 고강도강/공법 적용사례

11
강판 강도별 명칭El
onga
tion
(%)
Tensile Strength (MPa)
0
10
20
30
40
50
60
70
600 800 1200400 1000 1400
Mild
BH
200
TSxEl = 60,00040,00020,000
MART/CP HPF
1600 1800 2000
HSS UHSS (’05, IISI) LSS
2-1. 자동차용 강판

12
부품명 국내 일본 유럽
FR S/MBR590DP590TR
590DP590TR
600DP
CTR-PLR 590DP 980TR HPF
S/SILL 1180CP 980DP 600DP
BPR 780DP 1200DP HPF
S/FRAME 540DP 590DP 500MC
ARM 590FB 780FB 590FB
RR/TBA 590 780 HPF
Wheel 590FB 780DP 600DP
적용 부품별 동향
- 외판 : 가공성이 우수한 극저탄소강에서 내덴트성/두께감소 가능 (DP)
- 차체구조 : 충돌성/승객보호를 위한 1GPa급 이상 AHSS 적용 (1180CP, S/SILL)
유럽 자동차사 중심으로 HPF 부품 적용 급증 (1500MPa)
- 샤시구조 : HER이 우수한 고버링성 780MPa급 이상 강재 적용
2-2. 고강도강판 적용

13
고강도강판 적용 동향
H/KMC GDIS, 2012
2-2. 고강도강판 적용 (계속)

142-3. 고강도강판 적용 사례
EUROCARBODY2012/2013 출품차 등 사례
- HPF 적용사례 증가
- UHSS 적용률은 크게 증가하지 않음
- 3세대 HSS 개발로 냉간 Draw type으로의 부품적용 증가 예상
1위 : Benz-SL Class 2위 : Audi A3 3위 : Jaguar Range Rover
Al-Body HPF Al-Body
1위 : Benz-S Class 2위 : BMW i3 3위 : LEXUS IS
Plastic (CFRP)
15
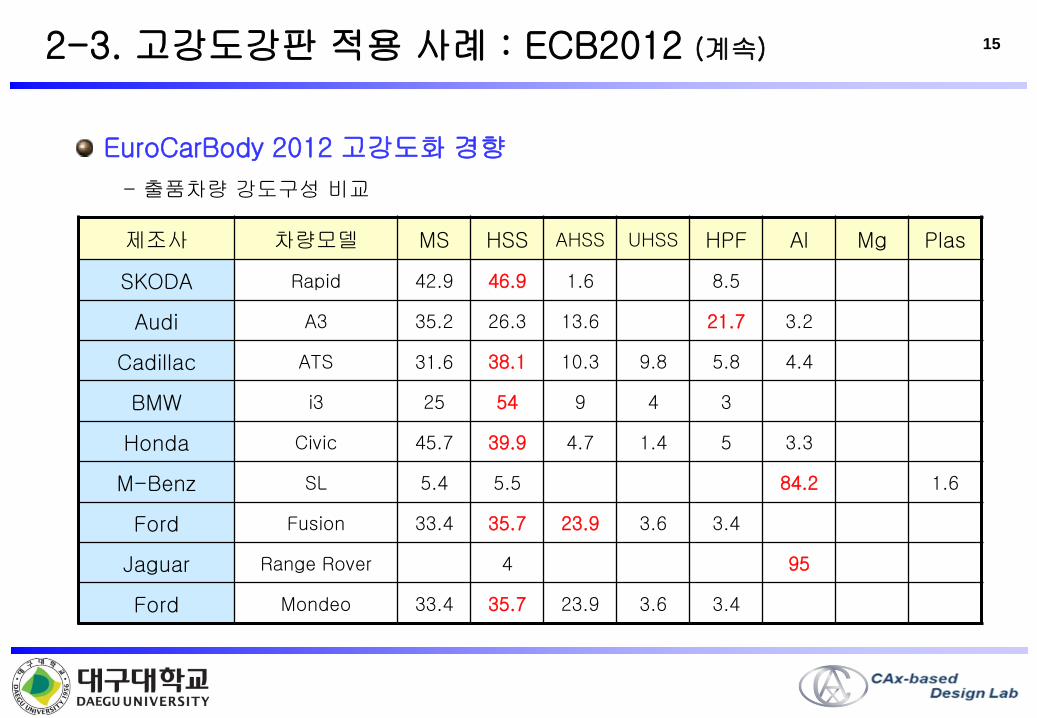
EuroCarBody 2012 고강도화 경향
- 출품차량 강도구성 비교
제조사 차량모델 MS HSS AHSS UHSS HPF Al Mg Plas
SKODA Rapid 42.9 46.9 1.6 8.5
Audi A3 35.2 26.3 13.6 21.7 3.2
Cadillac ATS 31.6 38.1 10.3 9.8 5.8 4.4
BMW i3 25 54 9 4 3
Honda Civic 45.7 39.9 4.7 1.4 5 3.3
M-Benz SL 5.4 5.5 84.2 1.6
Ford Fusion 33.4 35.7 23.9 3.6 3.4
Jaguar Range Rover 4 95
Ford Mondeo 33.4 35.7 23.9 3.6 3.4
2-3. 고강도강판 적용 사례 : ECB2012 (계속)
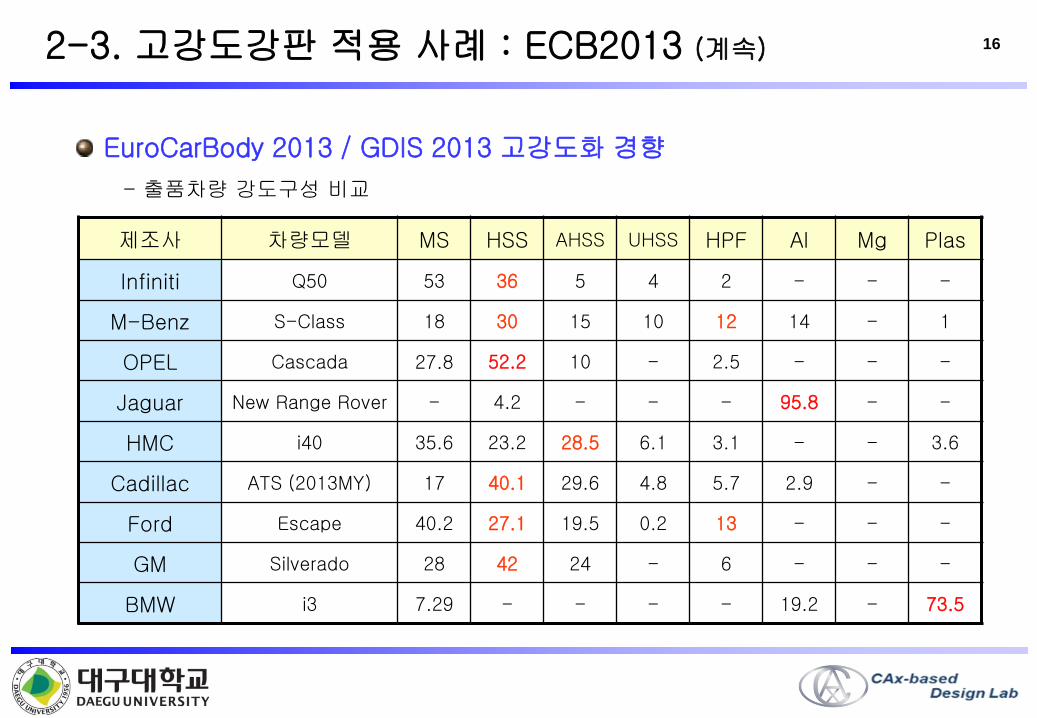
162-3. 고강도강판 적용 사례 : ECB2013 (계속)
EuroCarBody 2013 / GDIS 2013 고강도화 경향
- 출품차량 강도구성 비교
제조사 차량모델 MS HSS AHSS UHSS HPF Al Mg Plas
Infiniti Q50 53 36 5 4 2 - - -
M-Benz S-Class 18 30 15 10 12 14 - 1
OPEL Cascada 27.8 52.2 10 - 2.5 - - -
Jaguar New Range Rover - 4.2 - - - 95.8 - -
HMC i40 35.6 23.2 28.5 6.1 3.1 - - 3.6
Cadillac ATS (2013MY) 17 40.1 29.6 4.8 5.7 2.9 - -
Ford Escape 40.2 27.1 19.5 0.2 13 - - -
GM Silverado 28 42 24 - 6 - - -
BMW i3 7.29 - - - - 19.2 - 73.5
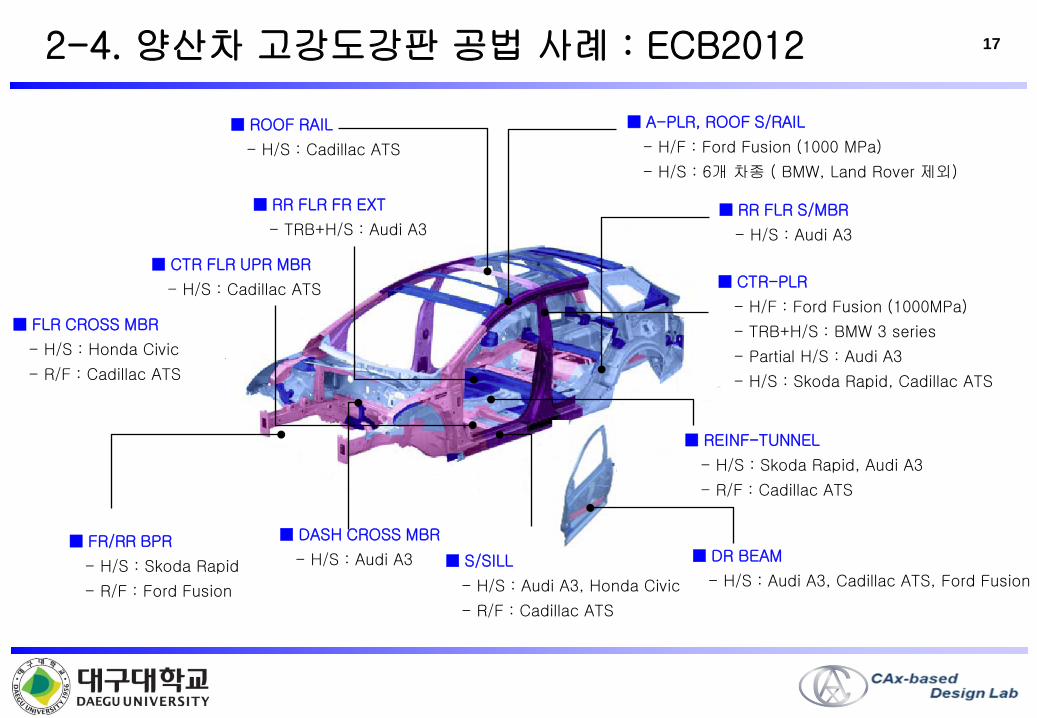
172-4. 양산차 고강도강판 공법 사례 : ECB2012
■ A-PLR, ROOF S/RAIL
- H/F : Ford Fusion (1000 MPa)
- H/S : 6개 차종 ( BMW, Land Rover 제외)
■ CTR-PLR
- H/F : Ford Fusion (1000MPa)
- TRB+H/S : BMW 3 series
- Partial H/S : Audi A3
- H/S : Skoda Rapid, Cadillac ATS
■ S/SILL
- H/S : Audi A3, Honda Civic
- R/F : Cadillac ATS
■ REINF-TUNNEL
- H/S : Skoda Rapid, Audi A3
- R/F : Cadillac ATS
■ ROOF RAIL
- H/S : Cadillac ATS
■ RR FLR FR EXT
- TRB+H/S : Audi A3
■ DASH CROSS MBR
- H/S : Audi A3■ FR/RR BPR
- H/S : Skoda Rapid
- R/F : Ford Fusion
■ RR FLR S/MBR
- H/S : Audi A3
■ DR BEAM
- H/S : Audi A3, Cadillac ATS, Ford Fusion
■ FLR CROSS MBR
- H/S : Honda Civic
- R/F : Cadillac ATS
■ CTR FLR UPR MBR
- H/S : Cadillac ATS

18
Hot Press Forming 공법
- Boron 강을 900oC 이상으로 가열후 성형과 동시에 금형 내에서 급냉
- 1.5 GPa 수준의 강도확보가 가능함
- 스프링백 저감, 성형성/용접성 우수
Audi A3 HPF 국부연화 공법Audi A3 TRB
2-4. 양산차 고강도강판 공법 사례
C-PLR 적용 예

19
Hot Press Forming 공법
- 국부연화 등 방식 활성화 (Transition zone 30 mm 이하)
- TRB/TWB 등 이종 블랭크 판재 기술 활용
- 측면충돌 상황의 변형 위상차 효과를 위함
Audi A3 HPF 국부연화 공법 TWB-HPF (Honda Civic)Audi A3 TRB
Ford Escape 국부연화 공법
2-4. 양산차 고강도강판 공법 사례 : ECB2012/13

20
Hot Press Forming 공법 (GDIS2013 발표)
- TRB 활용 자유도 증대
- Energy 사용 관점에서 공법전환 고려 필요
Cadillac ATS 2014MY
(2종 두께로 제작)
Ford Escape 2013MY BMW-3 series HPF 국부연화 공법 (TRB)
2-4. 양산차 고강도강판 공법 사례 : ECB2012/13

21
Roll-forming 공법
- 판재를 롤 사이에서 순차적으로 변형시키는 공정 (BPR B/BEAM, S/RAIL 등)
- 일체화 및 경량화 효과
UHSS RF (Cadillac ATS) Ford Fusion (Cadillac ATS)
2-4. 양산차 고강도강판 공법 사례 : ECB2012

22
Al 소재 활용
- 외판류 : HOOD, FENDER, B/BEAM (Audi A3)
- 판재, 다이캐스팅, 압출재 등 전반 적용 (Benz SL, Jaguar Range Rover)
- 성형성 저하, Trim 시 Sliver 발생 등 양산 문제점
Audi A3
Cadillac ATS
Mercedes Benz SL
Jaguar Range Rover
2-4. 양산차 고강도강판 공법 사례 : ECB2012

23
Tailor-Rolled Blank (TRB)
- 압연과정의 컴퓨터 제어를 통하여 두께가 다른 압연강판을 생산
- TWB 보다 공수절감, 강도향상 등의 효과 있음
2-5. 고강도강판 적용 공법 (기타)

24
HPF 응용 공법 (FSV)
- TWB, TRB, 국부 연화 공법 등
2-5. 고강도강판 적용 공법 (계속)

25
가변 단면 Roll-Forming
- RF 공정중 롤의 위치와 각도를 조정하여 고강도강 스프링백 제어
- 3축 가변 롤 성형 활용으로 S/SILL 등 멤버류 성형 가능
2-5. 고강도강판 적용 공법 (계속)
262-5. 고강도강판 적용 공법 (계속)
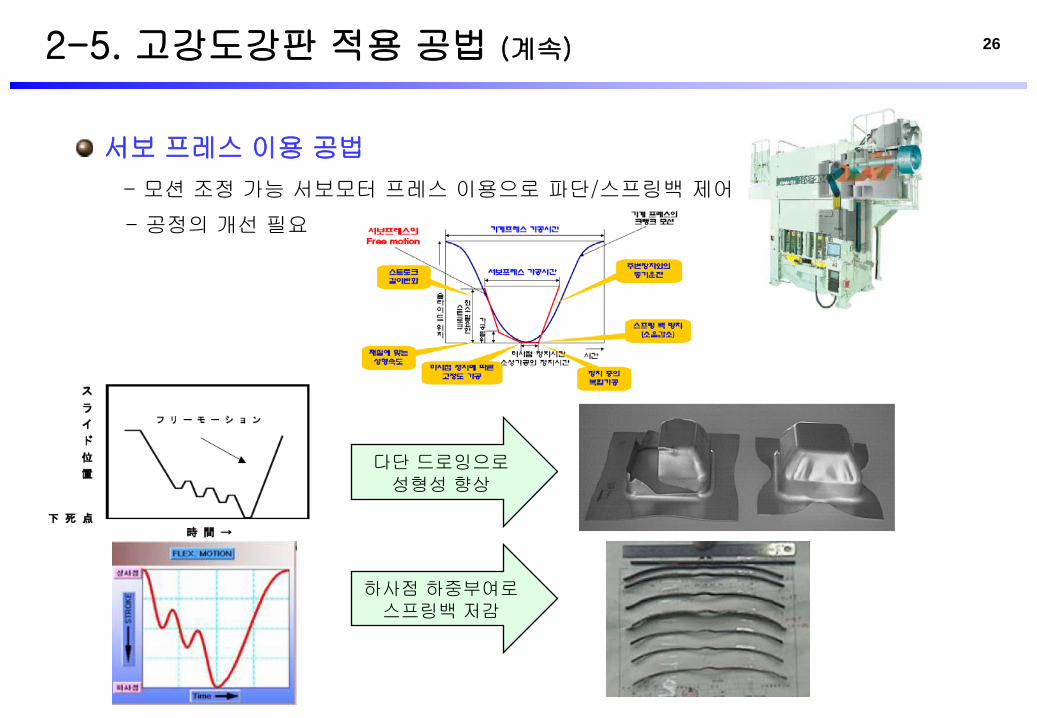
서보 프레스 이용 공법
- 모션 조정 가능 서보모터 프레스 이용으로 파단/스프링백 제어
- 공정의 개선 필요
다단 드로잉으로성형성 향상
하사점 하중부여로스프링백 저감

272-5. 고강도강판 적용 공법 (계속)
서보 프레스 이용 사례
- 서보 프레스 Up-down motion에 의한 Loading-unloading 모사 필수
- 스프링백 개선효과
0 20 40 60 80 100 120 140-80
-70
-60
-50
-40
-30
-20
-10
0
10
Stro
ke (m
m)
Time (s)
Flexible Motion
0 20 40 60 80 100 120 140-80
-70
-60
-50
-40
-30
-20
-10
0
10
Stro
ke (m
m)
Time (s)
Pendulum Motion
0 20 40 60 80-80
-70
-60
-50
-40
-30
-20
-10
0
10 Coining motion
Stro
ke (m
m)
Time (s)
Const. Flexible Stop Pendulum02468
10121416182022
∆θ1,
2 (Deg
ree)
SGAFC780DP
∆θ1 ∆θ2
0.009
0.010
0.011
0.012
0.013
Curv
atur
e 1/
ρ (m
m-1)
ρ
Const. Flexible Stop Pendulum02468
1012141618202224
∆θ1,
2 (Deg
ree)
∆θ1 ∆θ2
0.009
0.010
0.011
0.012
0.013
0.014
0.015
Curv
atur
e 1/
ρ (m
m-1)
SPFC980
ρ

28
GPa 급 강판 냉간 Draw 제품 활용
- 1.2GPa급 Draw 부품 차량 양산 적용중 (Nissan Infiniti, Daihatsu)
- 1.5GPa급 Draw 부품 적용 연구중 (일본/국내)
- B-PLR, S/SILL, R/RAIL 등 측면충돌 구조 중심 적용예정
TRIP1180 소재 CTR-PLR (Infiniti Q50)
2-4. 양산차 고강도강판 공법 사례 : ECB2013
29
3. 고강도강 적용 프로젝트

303-1. 고강도강판 적용 프로젝트
ULSAB(UltraLight Steel AutoBody) 프로젝트 개요
- 차량 경량화 대응 경합소재(Al/Mg/Plastic) 확대적용 대응 철강업계 대응 프로젝트
ULSAC 25~33% ↓
’97.5 ~ ’01.6
ULSAB 25% ↓
’94.1 ~ ’98.5
ULSAB AVC 20~30% ↓
’99.1 ~ ’02.1
’97.5 ~ ’00.5
ULSAS 20~35% ↓
C-CLASS : 202 Kg (평균 243 Kg)
PNGV-Class : 218 Kg (평균 263 Kg)
31
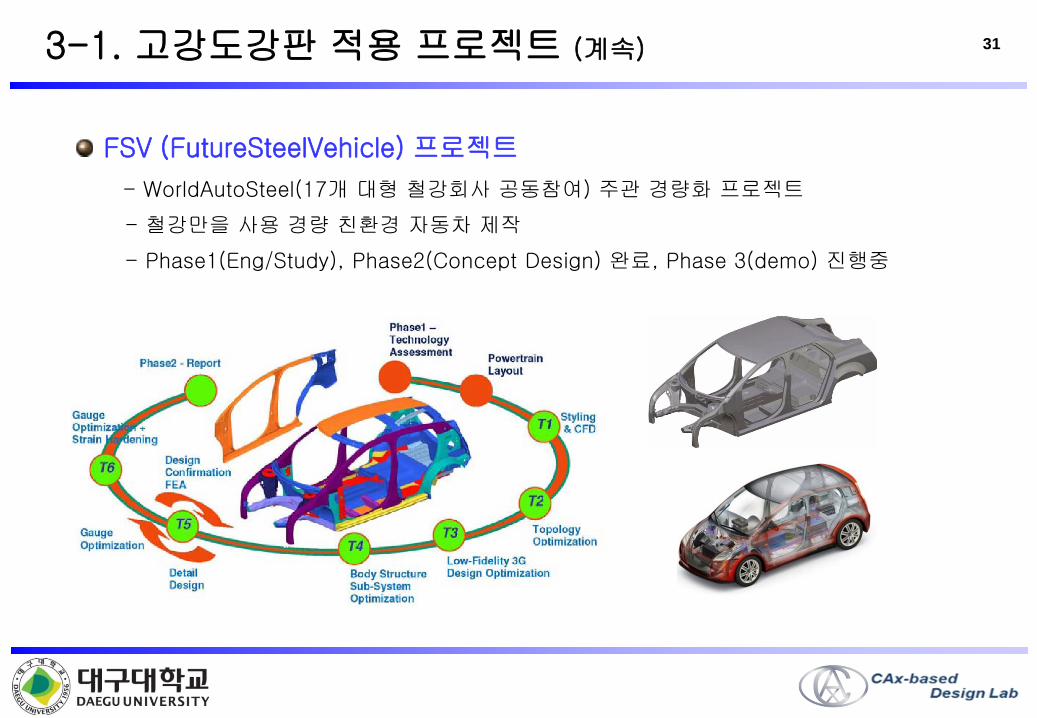
FSV (FutureSteelVehicle) 프로젝트
- WorldAutoSteel(17개 대형 철강회사 공동참여) 주관 경량화 프로젝트
- 철강만을 사용 경량 친환경 자동차 제작
- Phase1(Eng/Study), Phase2(Concept Design) 완료, Phase 3(demo) 진행중
3-1. 고강도강판 적용 프로젝트 (계속)

32
선행기술 집약 프로젝트 역할
- 실제 차량 BIW 등 경량화 trend를 이끌고 있음
GDIS, 2013
3-1. 고강도강판 적용 프로젝트 (계속)

33
FSV (FutureSteelVehicle) 프로젝트 성과
Design Innovation 35% Weight Down 97% HSS & AHSS 50% GPa Steels
5-Star Safety Ratings Reduce Emissions No Cost Penalty
3-1. 고강도강판 적용 프로젝트 (계속)

34
FSV 차체 고강도화
3-2. 고강도강판 적용 사례 : FSV

35
FSV 성형공법
- TWB(Laser welding), HPF, RF를 중심으로
3-3. 고강도강판 적용 공법 방향 : FSV

36
FSV 기본부품 고강도강 성형공법
3-3. 고강도강판 적용 공법 방향 : FSV (계속)
37
4. 고강도강 프레스성형 애로사항

38
재질산포
공정산포
금형변형
형합불량
금형손상
4-1. 고강도강 성형 현장 문제점 요약
금형 문제
산포현상 심화
CAE 보정활용
파단
주름
스프링백
미세굴곡
블랭크 불량
①
(②)
③
394-1. 고강도강 성형 현장 문제점 요약 (계속)
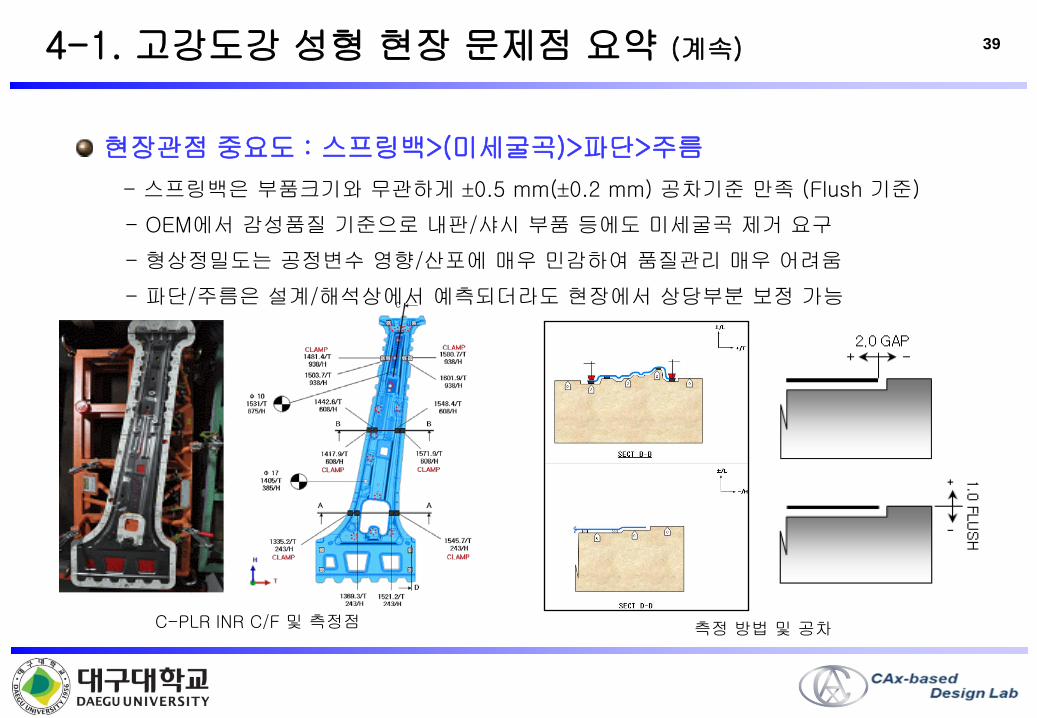
현장관점 중요도 : 스프링백>(미세굴곡)>파단>주름
- 스프링백은 부품크기와 무관하게 ±0.5 mm(±0.2 mm) 공차기준 만족 (Flush 기준)
- OEM에서 감성품질 기준으로 내판/샤시 부품 등에도 미세굴곡 제거 요구
- 형상정밀도는 공정변수 영향/산포에 매우 민감하여 품질관리 매우 어려움
- 파단/주름은 설계/해석상에서 예측되더라도 현장에서 상당부분 보정 가능
C-PLR INR C/F 및 측정점 측정 방법 및 공차

404-2. 고강도강 성형 현장 문제점 : (1) 파단
Shear Fracture 발생 빈도 증가
- Necking 이후 fracture 발생까지의 변형이 줄어듬, 갑작스러운 파단 증가
- Stretch flange 변형구간 파단 증가 : through-thickness fracture 현상
- 기존 FLD 사용 불가능한 상황 빈번 : HER 등 고려 필요
신장플랜지 구간의 HER 특성 파단예측 (JFE)강판 Shear Fracture 사례

414-2. 고강도강 성형 현장 문제점 : (1) 파단
다단 냉간 Stamping 기법
- 냉간 스탬핑 적용 시 성형성 열화에 따른 다단 성형공정 분할
- Restriking 기법 활용, 다단 성형 CAE가 관건임
- Progressive 공정 방식 활용 : 금형평삭 기술 문제
RR RAIL-DP600 (AZ Automotive)

42
스프링백 공법 제어
- Draw의 경우 성형성 부족에 의한 파단, Wall-curl 문제 발생
- Form, Reverse Bottoming, Form-draw 방식으로 문제점 해결
- CAE 적용 금형보정 한계점 봉착
공법제어 방식
4-2. 고강도강 성형 현장 문제점 : (2) 스프링백
Reverse Bottoming
CAE를 활용한 고강도강 Trouble Shooting

43
스프링백 보정 제어 Trend
- CAE 또는 현장 보정기법 활용 금형보정 : 대부분의 업체 미사용 또는 단발성
4-2. 고강도강 성형 현장 문제점 : (2) 스프링백

444-2. 고강도강 성형 현장 문제점 : (3) 금형손상
금형 마모-마찰 문제
- 성형하중 증가에 따른 금형 마모-파손-내구수명 저하문제 발생
- 일반강 성형 시와 동일한 금형소재 선정, 동일 설계 표준 활용
- 신 금형강종/표면처리 활용, 금형내구 표준 재정비
금형설계표준 (30년전) 금형소재개발 문제
Daido 특수강개발현황
Hitachi Metal 개발현황
금형 손상-파괴 발생
Crack Flaking
Sticking Scratch

454-2. 고강도강 성형 현장 문제점 : (4) 금형변형
금형 변형문제
- 성형하중 증가에 따른 금형 변형 문제 발생
- 일반강 성형 시와 동일한 금형구조 설계 이용
- 금형주물부 보강설계
금형설계표준 (30년전) 금형변형 초도에서 예측불가 스프링백 발생
Sticking
-800 -600 -400 -200 0 200 400 600 800-0.20.00.20.40.60.81.01.21.41.6
Twist
ing
Angl
e (d
eg)
Longitudinal Coordinate (mm)
Twist
-3
-2
-1
0 Disp.
Sagg
ing
Dist
ance
(mm
)
46
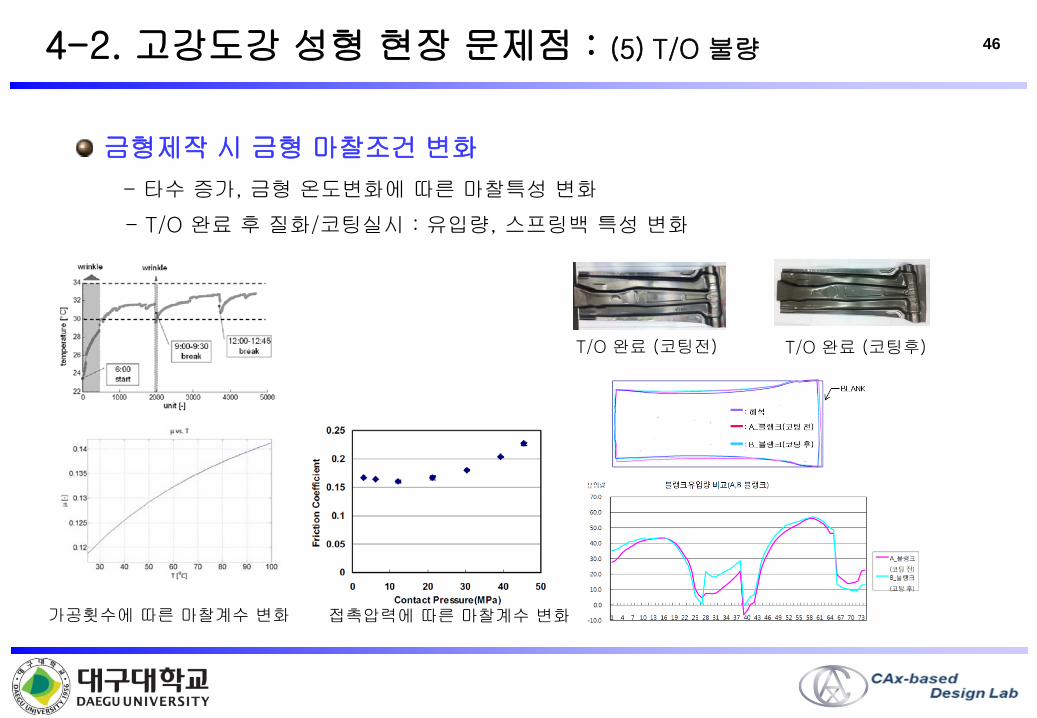
금형제작 시 금형 마찰조건 변화
- 타수 증가, 금형 온도변화에 따른 마찰특성 변화
- T/O 완료 후 질화/코팅실시 : 유입량, 스프링백 특성 변화
T/O 완료 (코팅전) T/O 완료 (코팅후)
가공횟수에 따른 마찰계수 변화 접촉압력에 따른 마찰계수 변화
4-2. 고강도강 성형 현장 문제점 : (5) T/O 불량

47
고강도화에 따른 성형 CAE 예측도 저하
- 기계적 물성 수식화 문제, 금형변형, 산포 증가
- 스프링백 예측도 저하로 금형설계/제작 과정에 사용하기 어려움
4-2. 고강도강 성형 현장 문제점 : (6) 성형 CAE 부정확
성형 공정 OP10 시제품
Spring Pad
Upper die
PadBlank
Punch PadPunch
3차원 스캐닝
성형 CAE
성형 CAE 사례(1180CP, Form-type)

484-2. 고강도강 성형 현장 문제점 : (6) 성형 CAE 부정확 (계속)
스프링백 BMT (단면) : OP10
- S/W 이용 시 Correlation-상호 비교 필요
-700 -400
400 700
0
PrototypeToolCAE : S/W ACAE : S/W BCAE : S/W C


















