Engineering Aspects of Food Irradiation 1 CHAPTER 1 Food Extrusion Snacks Snack processing on twin-screw extruders can be divided into four primary catego- ries: • direct expanded face-cut products • direct expamded product which are cut downstream • half products • co-extruded products Direct expanded face-cut products These products are similar to direct expanded cereals in that they are finished snacks which are shaped and expanded at the extrusion die and generally require no further processing except for some minimal drying. Most products are extruded through round holes where the speed of the cutter determines whether it is a ball, rod, or curl. Most products are typically manufactured from corn meal. In the past, most of these products were made on single screws. However, some manufacturers slowly are converting to twin-screws. Most manufacturers continue to use single
Transcript
CHAPTER 1 Food Extrusion
Snacks
Snack processing on twin-screw extruders can be divided into four primary catego-ries:
• direct expanded face-cut products
• direct expamded product which are cut downstream
• half products
• co-extruded products
Direct expanded face-cut products
These products are similar to direct expanded cereals in that they are finished snacks which are shaped and expanded at the extrusion die and generally require no further processing except for some minimal drying. Most products are extruded through round holes where the speed of the cutter determines whether it is a ball, rod, or curl. Most products are typically manufactured from corn meal. In the past, most of these products were made on single screws. However, some manufacturers slowly are converting to twin-screws. Most manufacturers continue to use single
Engineering Aspects of Food Irradiation 1
Introduction
2
screws because the cost of the twin-screw can be prohibitive for simple products. Coperion Werner & Pfleiderer (WP) has made two recent developments that have lowered the cost of producing these simple snacks on twin-screws. The first devel-opment was the introduction of the compact twin-screw snack extruder which can be as short as 8 L/D.
In the past, machines as long as 16 or 20 L/D were used. By eliminating those bar-rels, we have cut considerable cost off the machine.
The second major development was the introduction of our MEGA Cooker Extruder. This is the first food extruder capable of operating at speeds up to 1200 RPM. For example, we have been able to run rates upwards of 1,600 kilos per hour on a ZSK 58 running at 1200 RPM. This one short high speed machine can replace three old single screws. These developments will probably revolutionize the snack industry for years to come.
The MEGA Cooker Extruder.
A host of design improvements in the new MEGAcompounder family of twin-screw extruders from WP permit immense leaps in productivity for compounders.
A new, patent-pending splined screw-shaft design and a new high power factor gearbox result in a 30% increase in torque without a screw-flight volume reduction
Engineering Aspects of Food Irradiation
Introduction
and with no compromise of well proven safety factors. MEGAcompounders can operate at speeds up to 1,200 rpm. All of which can translate to more output - 100% or more - with the same machine size.
The OD/ID ratio of 1.55 - already a proven design point in Coperion Werner & Pfleiderer's (WP) ZSK Super Compounder - has been maintained.
Higher torque
In the MEGAcompounder, optimized spline design for transmittal of torque through the shafts onto the screw elements results in 30% higher torque, as com-pared to the previous generation of ZSK twin-screw extruders.
Higher power factor gear box
To handle the higher torques generated, we have incorporated a redesigned gear box. The new gear used in the MEGAcompounder is a multi-stage, split torque gear unit consisting of a reduction section and a distribution section. The input and out-put shafts are located in parallel in one plane. On the out-put side a lantern connects the extruder barrel section to the gearbox housing.
The gear design is based on 40 years operating experience with twin-screw gear-boxes, through five generations and many variations. Its features and benefits include:
• Increased torque rating at higher output speed with same or higher safety factor
• Low noise level
Engineering Aspects of Food Irradiation 3
Introduction
4
• Very strong and rigid.gear box housing with minimal split faces to reduce oil leaks
• Simplified housing for easy disassembly
• Inspection covers for good accessibility and ease of maintenance
• Integrated pressurized lubrication oil systems with screw pump for oil supply
Higher speeds for higher productivity
Increasing screw speed holds the most exciting potential for quantum leaps in pro-ductivity. Werner & Pfleiderer, over the last 40 years, has pushed this envelope from 150 RPM in the 50's and 60's to 300 RPM in the 70's and 600 RPM in the 80's and early 90's. In selected processes, ZSK Super Compounders have been operated with screw speeds considerably higher than 600 RPM for years. The MEGAcom-pounder has been designed to achieve screw speeds of up to 1200 RPM. This pro-vides the obvious potential for exponential rate increases. WP provides standard motor and gear combinations that result in the full maximum screw RPMs on MEGAcompounders from the ZSK 40 MEGA to the ZSK 133 MEGA.
Direct expanded products which are cut downstream
These products are similar to the face-cut products. However, instead of being cut in the die, the products are pulled and cut with a guillotine or rotary knife down-stream. Round die holes or other shapes such as ring dies to make hollow tubes or rectangular dies to make flatbread may be used.
Engineering Aspects of Food Irradiation
Introduction
Half products
These products are also called pellet snacks or third generation snacks. Since they do not expand during extrusion, they are expanded later on by a puffing gun, micro-wave, fryer or forced air dryer. Expansion occurs immediately after extrusion or in the future after these products are dried. Cereal flakes also fall in this category. Typ-ically machines are 24-28 L/D and utilize our twin-screw vent stuffer.
This device enables us to cook, vent, cool, and form all in one extruder. We use the venting process to remove moisture and heat through evaporation. To prevent the material from coming out of the vent, this device has two screws which push down on the material and let the moisture escape out the vacuum. Other manufacturers need twin-screw cookers and single screw formers to accomplish the same thing.
Co-extruded products
These are direct expanded hollow tubes which are filled in the die with creams, jel-lies, or other substances. Cereal grains are cooked, similar to the direct-expanded products above, although the machines tend to run at lower throughputs in order to produce an even extrudate. The technology to produce the products from a manu-facturer's standpoint is relatively simple and can be shown in the Figure below.
Engineering Aspects of Food Irradiation 5
Introduction
6
It is difficult to decide the maximum number of holes the manufacturer wants to handle coming off the extruder. The more holes, the more difficult it is to produce a uniform extrudate, and the harder the start-up process. WP has successfully sup-plied systems with 4 holes and has designs for as many as 16.
The key to a good product is selecting the right fat for the filling. The material must be thin enough to pump through the smaller tubes going through the die, but must set up quickly upon extrusion. If the product does not set up quickly, it can soften the outer shell, as well as leak out following downstream cutting.
Cereals
WP's single biggest market for cooker extruders is cereals. There are two primary types of cereals that can be manufactured with twin-screw extruders; direct expanded or ready-to-eat cereals which come off the extruder fully expanded at moisture levels between 7 - 12%. Those products are typically made on machines with lengths of either 16 or 20 L/D. The most common shapes are balls or rings. The cereals can be wheat, corn, oat, or rice-based.
Engineering Aspects of Food Irradiation
Introduction
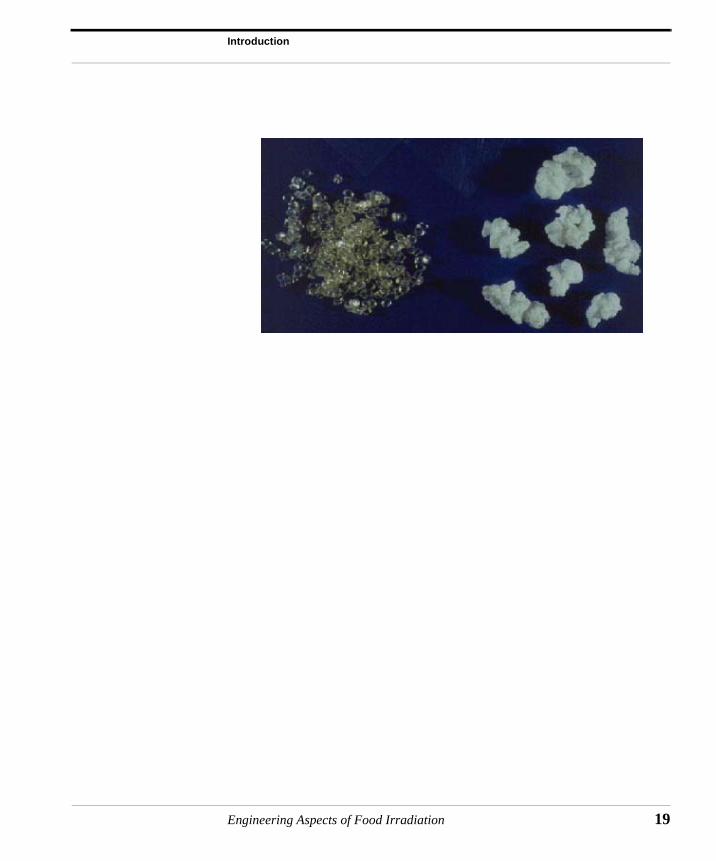
The second type of cereal is flaked cereal. Flaked cereal is made by first producing a pellet called a half product and then by flaking the pellet with conventional flak-ing rolls. The pellets are produced on the extruder at higher moistures as compared to direct expanded products. The machine lengths are usually 24-28 L/D and the pellets are cooked, vented, cooled, and cut in one machine. The figure below shows some pellets and finished flakes. Extruded corn flakes are usually much more uni-form than their batch counter-parts but the flavor notes are not as fully developed. For this reason, extruded flakes are sometimes coated or used in conjunction with nuts, raisins, etc.
Typically, people who use twin-screw extruders use them for one of the following three reasons.
Engineering Aspects of Food Irradiation 7
Introduction
8
1. Replacement of existing single screw extruders. A twin-screw extruder will pro-duce a more uniform product and can typically replace multiple single screw extruders. Some of the advantages of twin-screw extruders compared to single screw extruders are listed below:
• Independent of grain size
• Broad raw material basis
• Direct steam injection instead of pre-conditioning step
• Possibility of automatic correction of raw material variations (moisture)
• Considerably higher throughputs obtained with one machine
• No pulsations
• Higher fat contents are possible
• Flavoring slurry can be mixed in
• Rapid recipe change
• Rapid cleaning
• Replaceable wearing parts
• Large operating range
• Screw optimization possible due to building-block design principle
• High automation level possible
2. Replicate existing batch processes. It is much more time-consuming and expen-sive to make cereals in batch cookers. By using a twin-screw extruder, one can rep-licate the quality of a batch cooked cereal using the efficiency of a twin-screw extruder. Some of the advantages are:
• Any recipe (cereals, ingredients) can be processed
• Rapid recipe change without cleaning
• Start/stop within minutes
• Easy changing of operating conditions
• Single-step process
• Low space requirements
• Automation easily possible
• Flakes: increase the utilization of off-spec
Engineering Aspects of Food Irradiation
Introduction
3. Develop products specifically for twin-screw extruders. The large majority of these products are for children's cereals that will later be sugar-coated.
Chocolate Compounding
Back in the mid-1980s, Coperion Werner & Pfleiderer spent considerable time and money developing the 30-Minute Chocolate Process. By using three twin-screw extruders in series with a hammermill, a thin layer roaster, and a refiner, we were able to produce a quality chocolate in under 30 minutes. Anyone who is familiar with the manufacture of chocolate knows that this development was revolutionary. The three extruders, coupled with the other equipment, made it a very expensive process and extremely difficult to demonstrate. The process did not take hold, although to this day we still continue to have a steady stream of inquiries.
Our time spent working with the 30-Minute Chocolate Process did not go to waste. We learned many new applications that the extruder could be used for and have over 30 lines running various chocolate products around the world.
Engineering Aspects of Food Irradiation 9
Introduction
10
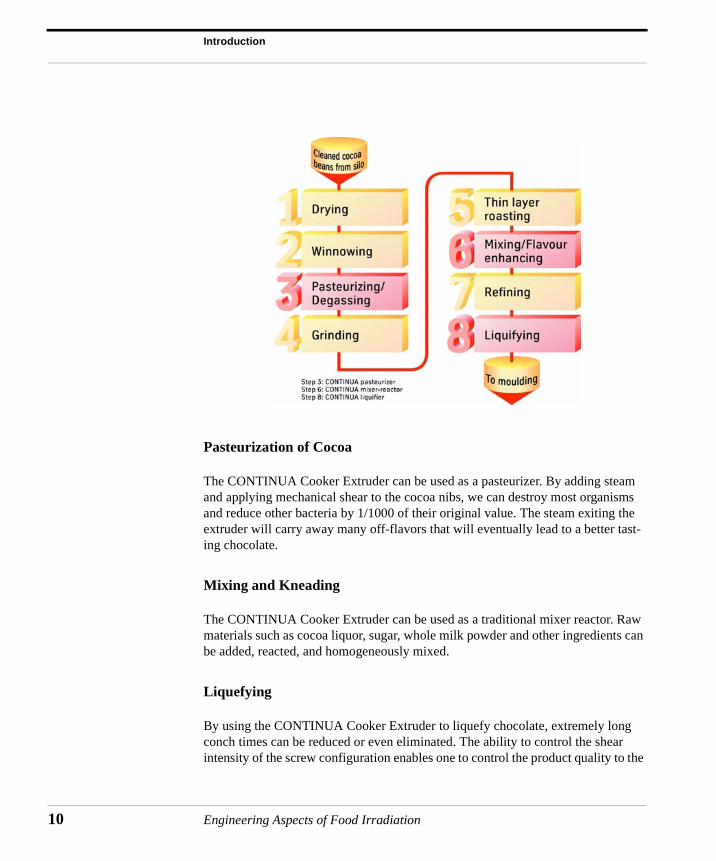
Pasteurization of Cocoa
The CONTINUA Cooker Extruder can be used as a pasteurizer. By adding steam and applying mechanical shear to the cocoa nibs, we can destroy most organisms and reduce other bacteria by 1/1000 of their original value. The steam exiting the extruder will carry away many off-flavors that will eventually lead to a better tast-ing chocolate.
Mixing and Kneading
The CONTINUA Cooker Extruder can be used as a traditional mixer reactor. Raw materials such as cocoa liquor, sugar, whole milk powder and other ingredients can be added, reacted, and homogeneously mixed.
Liquefying
By using the CONTINUA Cooker Extruder to liquefy chocolate, extremely long conch times can be reduced or even eliminated. The ability to control the shear intensity of the screw configuration enables one to control the product quality to the
Engineering Aspects of Food Irradiation
Introduction
most exacting standards. Below is a picture of liquefied chocolate exiting an extruder. The chocolate can be liquefied by a dry or wet conching process depend-ing on the needs of the customer.
Chocolate crumb
More recently, many machines have been sold to produce a crumb chocolate, espe-cially formulations needing a caramelized type flavor. The unique mechanical forces create maillard reactions in the extruder that produce high quality crumb. Because the crumb is typically more viscose than the materials in either of the three previous examples, the economics for crumb production are very favorable.
The CONTINUA
The CONTINUA was first developed in 1960 as a high volume, low power alterna-tive to the ZSK series of extruders. Initially machines evolved with diameters of 37, 58, 83, 120, 170 and 240mm, and a DO:DI ratio of 1.71 (the ZSK is 1.55). In 1985 the design was improved by going from keyed to splined shafts, from split to solid barrels, and to roughly a 30 percent increase in power. Four of these new models were introduced in sizes of 83, 120, 170, and 240mm. Smaller CONTINUAs are not available because of the flexibility that the comparable sized ZSKs offer. The CONTINUA and ZSK are very similar in design. In fact, the ZSK 92 and CON-TINUA 120 share the same screw shafts, as do the ZSK 133 and CONTINUA 170.
Engineering Aspects of Food Irradiation 11
Introduction
12
Other similarities between ZSK and CONTINUA:
• Flanged design
• Barrel length
• Interlocks/safety features
• Materials of construction
• Side feeder connections
• Liquid/solid openings
• Cooling/heating design
How CONTINUA differs from ZSK:
• Larger volume
• Lower power
• Lower cost
• Lower average shear rates
• Greater screw to screw clearances
• Less of an element selection
• Lower internal pressures
There are many food applications where the ZSK offers advantages over the CON-TINUA. Having a choice of both designs enables us to customize an extruder to fit your specific applications. We have over 30 years experience scaling up from the ZSK to the CONTINUA. Why settle for "one model fits all", when you can custom-ize using the ZSK and CONTINUA.
Engineering Aspects of Food Irradiation
Introduction
Licorice
Traditional licorice manufacturing can take from 24 to 48 hours and require as many as 6 to 8 people to operate a line that may run no more than 460 kgh. In a tra-ditional licorice process, the raw materials are mixed and cooked at about 50% sol-ids. Those materials are fed to single screws to form the ropes. The ropes are then placed on trays and dried in hot boxes for 24-48 hours. There is a tremendous amount of batch to batch variation depending on the uniformity of both the cooking and drying process.
WP has developed a process whereby we can continuously cook, form, and cool licorice in as little as 15 minutes. Continuous lines running at approximately 900 kg per hour each can be operated by one person. We start by mixing the raw materials at a much higher solids content. That material is then fed to a counter-rotating cooker extruder. The dough is cooked, vented and cooled so that the exiting ropes are at about 85% solids. The ropes are then fed through a waxing station and a cool-ing tunnel until they are finally cut and ready to go to packaging. The labor savings alone can produce paybacks in as little as nine months. Because of the higher solids content upon extrusion, complex shapes or even filled, co-extruded products can be made that were never possible with the conventional process (see Figure below).
Engineering Aspects of Food Irradiation 13
Introduction
14
Pet food
Pet food can be classified into four major categories.
Direct expanded dog and cat food
These products are produced similar to direct expanded snacks and cereals. Typi-cally, machines are 16 to 20 L/D. The formulae are more complex than snack foods, but usually less than cereals. In addition to traditional grains, they may contain
Engineering Aspects of Food Irradiation
Introduction
bone meal, animal by-products, meat, or soy protein. The large majority of machines for these products tend to be single screws. In the past, twin-screw extruders have been used, but they have never taken hold because of high wear and poor economics. WP has made a number of innovations to turn this trend around. We developed new materials of construction that have considerably improved the lifetime of our barrels and screws. WP introduced the high speed MEGA Cooker Extruder, the first twin-screw capable of running at 1200 RPM. With a pre-condi-tioner and steam injection, it may be possible to run over two tons per hour on a 58 mm twin-screw extruder and close to four tons on a 70 mm machine. Not only will twin-screw extruders be cost competitive with their single screw sisters, but manu-facturers will benefit from a better quality product made on a twin-screw. For more information on the materials of construction and the MEGA, please go to our MEGA Cooker Extruder page.
Exotic animal feed
This is a new class of products that can be used for reptiles, birds, or other small species. Although these products are typically much smaller in size and shapes than dog and cat foods. Their formulae are much more complex. This is an evolving field of products that are processed at conditions somewhere in between traditional expanded dog food and pet treats.
Pet treats
The production of pet treats has grown very rapidly over the last five years. They typically may contain much higher fat or meat levels than traditional expanded pet food. An example of one type of product being processed on a CONTINUA 83 at 500 kg/hr is shown below. A wide variety of shapes can be developed, the most common, however, being jerky or stick-type shaped products.
Engineering Aspects of Food Irradiation 15
Introduction
16
Aqua or fish feeds
These products are typically extruded through very small diameter holes. The key to making a good aquatic feed is controlling the sinking rate. Many products sink too fast, not allowing time for the fish to eat them. The twin-screw extruder, with its unique features, enables manufacturers to finely control the sinking rates. The other unique feature of these products is the very high fat content. Twin-screw extruders can handle fat contents upwards of 20%. In order that the fish grows as fast as pos-sible, the higher the fat content the better it is for the fish farmer.
Engineering Aspects of Food Irradiation
Introduction
Starches
Starch is a material of increasing significance for the food, packaging, and chemical industries. The twin-screw extruder can be used to make a variety of different type starch products that conventionally were manufactured with batch cookers, drum dryers, or single screw extruders.
Modified starches for food applications
The twin-screw extruder may be used to modify a variety of different starches for many food applications. This may include baby foods, instant cereals, and thicken-ers. A typical process being run on a drum dryer and a simpler processing using a twin-screw extruder is shown below.
From an economic standpoint, it takes four agitator-type reactors with a holding capacity of 20m3 to produce one ton per hour of finished starch. One CONTINUA 120 twin-screw extruder can do the same thing. There is considerably less floor space required and energy costs are reduced because the extruder operates at much lower moisture contents. You will also produce more uniform starch because you
Engineering Aspects of Food Irradiation 17
Introduction
18
don't have the variations in temperature and pressure from the incoming steam being used for the drum dryers.
Chemically modified starches
Two of the more common types of modified starches are carboxymethyl starch and cationic starch. By adding sodium hydroxide directly to the extruder, one can con-vert the chlorohydrine (which is stable in water) into the epoxy form which (with an alkaline catalyst) reacts with starch. The figure below shows that up to 95% conver-sion can be achieved on a twin-screw extruder. Compared to conventionally reacted starches, the drying costs are reduced considerably, making it a much more eco-nomical process.
Biodegradable starches
Starches can be processed in the extruder similar to half products under very high shear levels to produce a product which is non-expanded and opaque. These starches then can be fed to injection molding machines for making plastic cutlery, containers, and other disposable items, or sheet to a film line to make disposable garbage bags or agricultural films. These products are typically made up of 60-90% starch plus other additives to help give starch the properties necessary to make parts or films. Rates are much lower than the expanded products such as packaging pea-nuts. Typically, machine lengths will be 32-40 L/D.