46
1 Disruptive Ingredient Technologies: Characterizing Plant Proteins to Predict Optimal Food Matrix Use May the 23 rd 2017
1
Disruptive Ingredient Technologies: Characterizing Plant Proteins to
Predict Optimal Food Matrix Use
May the 23rd 2017
2
Table of contents
Why proteins are so important?
4 complementary ways to characterize protein
Main existing protein production processes
Disruptive technologies
How can IMPROVE support your projects?

3
• Usages dominated by feed
• 50% of the world population is
using less than 25 g of animal
proteins/day
• 18% of the world population is
using more than 60 g of animal
proteins per day
Agricultural ressources usages

4
How do we utilize proteins?
World agro-production
2,3 2,4 2,83,3
9,8 9,8
milk fish Chicken porc beef sheep
Proteins conversion ratiokg/kg
Production Proteines
MT MT
meat 296 59,2
eggs 69 5,5
milk 724 22,7
cheese 22 2,0
fish aquaculture 75 15,0
total 1 111 104
wild fish catch 75 15,0
TOTAL 119
Animal proteins
production FAO 2013
plant origin Production Proteines
FAO 2013 MT MT
Soya 260 98,8
Corn 883 88,3
Wheat 704 77,4
Rice 722 57,8
Oil seeds without Soya 203 50,8
Barley 134 17,4
Pulses 69 17,3
Legumes 1 044 10,4
Sugar cane 1 794 9,0
Fruits 608 6,1
Potato 374 3,7
Other roots 374 3,7
Nuts 13 3,3
Others 2 818 111,3
Total 10 000 555

5
How do we utilize proteins?
World proteins balance:
• 56% from soy, 43% from wheat and less than 1% for pea, rice, potatoes, rape seeds
faba beans, lupine, sun flower, algae's, ….
Plant proteinsproduction =
555 Mt/y
Plant production = 10 000 Mt/y
Feed = 433 Mt/y of plant proteins
Food = 122 Mt/y of plant proteins
Only 2Mt/y are proteins
ingredients*
Animal proteins=
89 Mt/y
Average
conversion
ratio = 4,9

6
Nutritional Functional
OrganolepticClaim &
Labelling
4 complementary ways to characterizeprotein

7
Nutritional properties
0
50
100
150
200
250
300
350
400
450
0 50 100 150 200 250 300 350 400 450 500 550
Protein digestion speed
Time (min)
AA
blo
od
concentr
atio
n (
µm
ol/L)
Young
Threshold of anabolism
Slow
fast
old
Essential AA balance
Unbalanced diet leading to AA oxidation
Well balanced diet leading to an optimal protein anabolism
0
20
40
60
80
100
120
140
mg Leu / g protein
0
20
40
60
80
100
120
140
mg Arg / g protein
Leucine is known to stimulate protein anabolism Arginine is known to reduce blood pressure
AA having messenger function
Protein digestibility: PDCAAS

8
Functional properties (30%)
Solubility
Dispersibility
Viscosity
Gelling
Pro
tein
solu
bili
ty % Soy
Rape seed
Wheat
9
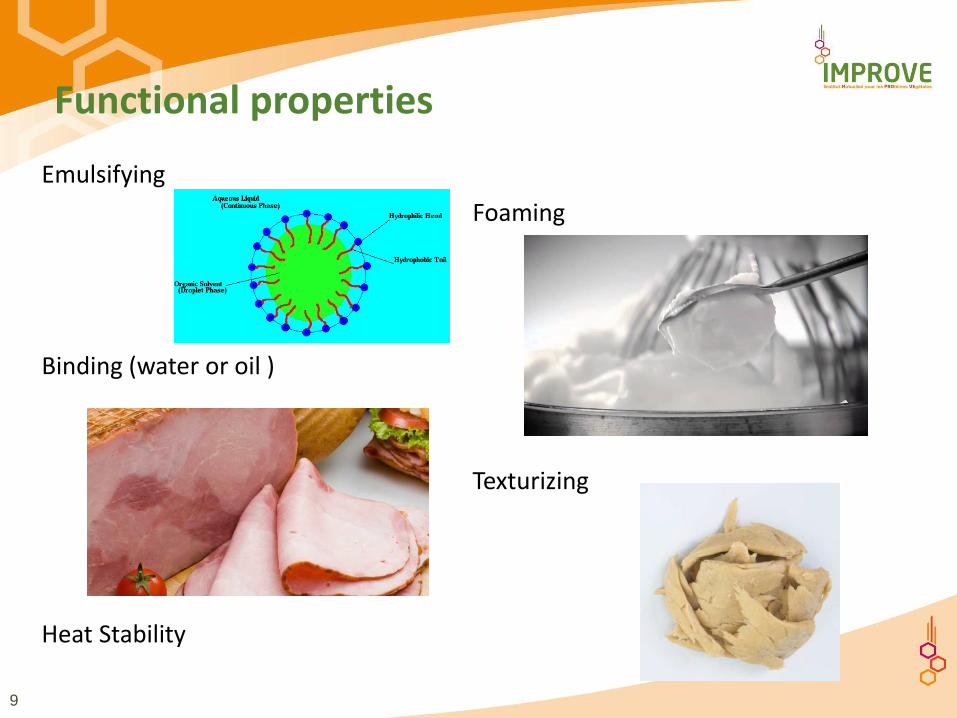
Functional properties
Emulsifying
Foaming
Binding (water or oil )
Texturizing
Heat Stability

10
Flavor is a combination of• Taste
• Non volatile compounds
• 8 (or more?) basic tastes: sweet, biter, sour, salty, pungent, metallic, umami, astringent
• Aroma / Smell / Odor
• Volatile compounds
• More than 10 000 different aromas
Flavor is strongly influenced by• Texture
• Smoothness, coarseness, hardness, thickness, slipperiness, viscosity…
• Trigeminal responses
• Heat of spices, cooling of menthol
• Astringency: a dry sensation in the mouth caused by interaction with salivary protein and mucins loss of lubrication
Organoleptic properties

11
Plant proteins• Often associated with off notes
• Astringency
• Bitterness
• Beany, hay, cardboard aroma
• 5 strategies to deal with off-notes
1. Selecting favorable raw material (variety selection, storage conditions...)
2. Prevent by processing (dehulling, enzymes deactivation, microbiocontrol …)
3. Eliminate by post processing (flash under vacuum,….)
4. Masking
5. Formulate
• What is perceived is most of the time a combination of aroma and taste.
Organoleptic properties

12
Claim & Labelling
Items for communication raw material process
Food Allergens (8 in USA, 14 in Europe, 27 in Japan…)
Anti nutritional factors
Bio activities (more than 30 linked to peptides)
Clean label
GMO free
Organic
Plant origin
Protein purity

13
Fractionation strategies: faba bean case
An
alysis Flour
Concentrate / Isolate
by thermo coagulation -
pH precipitation -
membrane filtration -
chromatography
Concentrate
Fine fraction
by air classification
Seed
Dehulling/ Milling
Dry fractionation
Wetfractionation
14
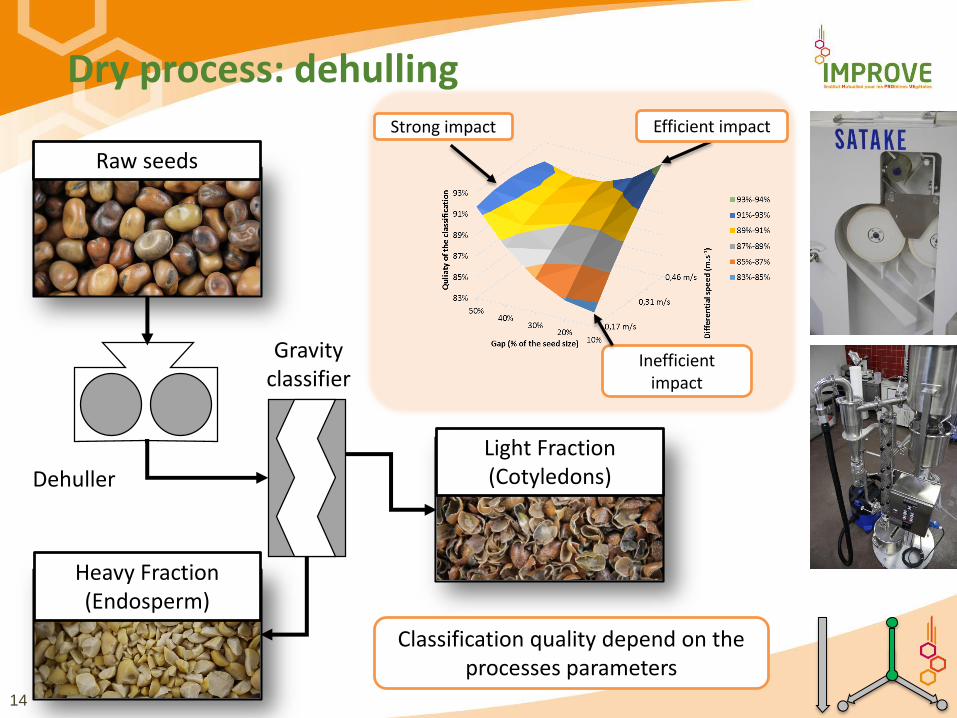
Dry process: dehulling
Classification quality depend on the processes parameters
Efficient impact
Inefficient impact
Strong impact
Heavy Fraction (Endosperm)
Light Fraction (Cotyledons)
Raw seeds
Dehuller
Gravityclassifier

15
Dry process: millingImpact Compression Shearing Abrasion Particle size
Coarse > 500 µm
Fine 50 - 500 µm
Ultrafine<50 µm
Hammer mill X Coarse
Knife mill X X Coarse
Pin mill X X Fine and Ultrafine
Impact mill X Ultrafine
Cylinder mill X X Coarse and Fine
Mortal and millstone mill
X X X Coarse and Fine
Disk mill X X Coarse and Fine
Ball and bars mill
X X X Fine and Ultrafine
Beater mill X X Coarse and Fine
Jet mill X Ultrafine

16
Air classifyingStarch granule
Proteic body
Air classifying
Ultrafine milling Separate protein body from
starch granules
lower purity higher yield
Higher purity (70%) lower yield Fraction retained
8000 rpm
High purity
65% of protein
(DS)

17
Faba bean Flour
Pin mill powder
Evaluation of the protein solubilizing at pH 9.5
Wet fractionation: Solubilisation step
Protein solubility vs. flour’s PSD
Compromise between energetic cost and protein extraction yield
Maximum of solubility: pH 9 - 10
Minimum of solubility : pH 4
Maximum for a d90<300 µm
18
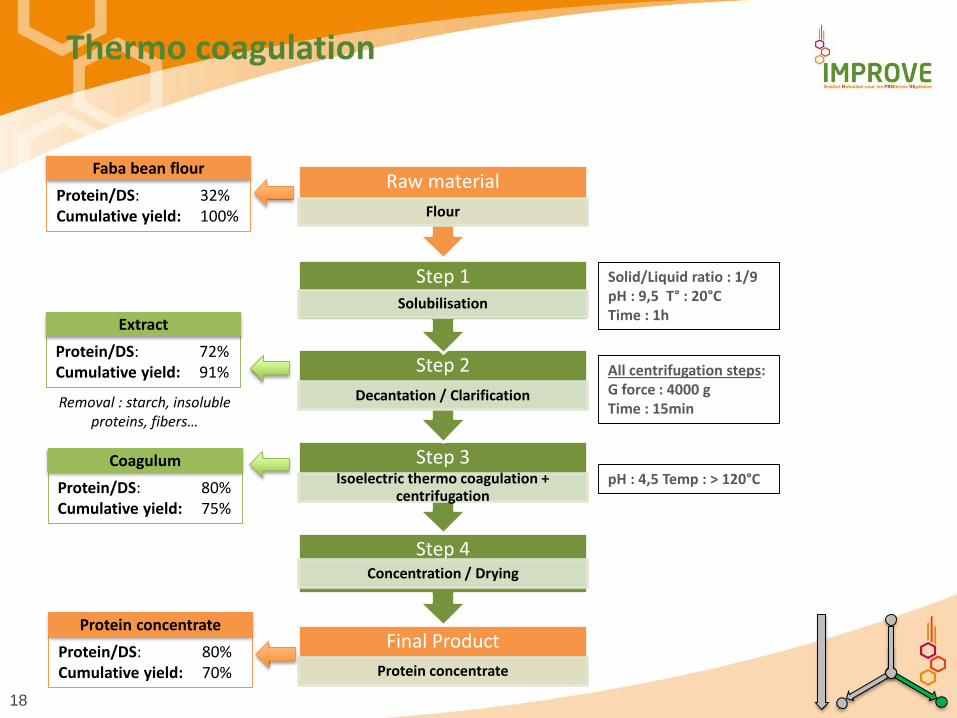
Thermo coagulation
Final Product
Protein concentrate
Step 4Concentration / Drying
Step 3 Isoelectric thermo coagulation +
centrifugation
Step 2
Decantation / Clarification
Step 1Solubilisation
Raw material
Flour
Solid/Liquid ratio : 1/9pH : 9,5 T° : 20°CTime : 1h
Protein/DS: 32%Cumulative yield: 100%
Faba bean flour
Protein/DS: 80%Cumulative yield: 70%
Protein concentrate
Protein/DS: 72%Cumulative yield: 91%
Extract
Removal : starch, insoluble proteins, fibers…
Protein/DS: 80%Cumulative yield: 75%
Coagulum
All centrifugation steps: G force : 4000 gTime : 15min
pH : 4,5 Temp : > 120°C

19
pH precipitation
ProductProtein isolate
Step 5 Concentration / Drying
Step 4Cream washing + centrifugation
Step 3 Isoelectric precipitation + centrifugation
Step 2Decantation / Clarification
Step 1Solubilisation
Raw materialFlour
Solid/Liquid ratio : 1/9pH : 9,5 T° : 20°CTime : 1h
Protein/DS: 32%Cumulative yield: 100%
Faba bean flour
Protein/DS: 94%Cumulative yield: 65%
Protein isolate
Protein/DS: 72%Cumulative yield: 91%
Extract
Removal : starch, insoluble proteins, fibers…
Protein/DS: 92%Cumulative yield: 68%
Cream
Removal : salts, sugars, low molecular weight proteins…
All centrifugation steps: G force : 4000 gTime : 15min
pH : 4,5Time : 1h
4 volumes of water

20
Membrane fractionation
ProductProtein concentrate
Step 5 Concentration / Drying
Step 4Diafiltration 50 kDa
Step 3 Ultrafiltration 50 kDa
Step 2Centrifugation
Step 1Solubilisation
Raw materialFlour
Solid/Liquid ratio : 1/9pH : 9,5 T° : 20°CTime : 1h
Protein/DS: 32%Cumulative yield: 100%
Faba bean flour
Protein/DS: 89%Cumulative yield: 70%
Protein isolate
Protein/DS: 72%Cumulative yield: 91%
Extract
Removal : starch, insoluble proteins, fibers…
Protein/DS: 85%Cumulative yield: 78%
Retentate
Removal : salts, sugars, lowmolecular weight proteins…
G force : 4000 gTime : 15min
CVF : 3,5
2 diavolumes
21
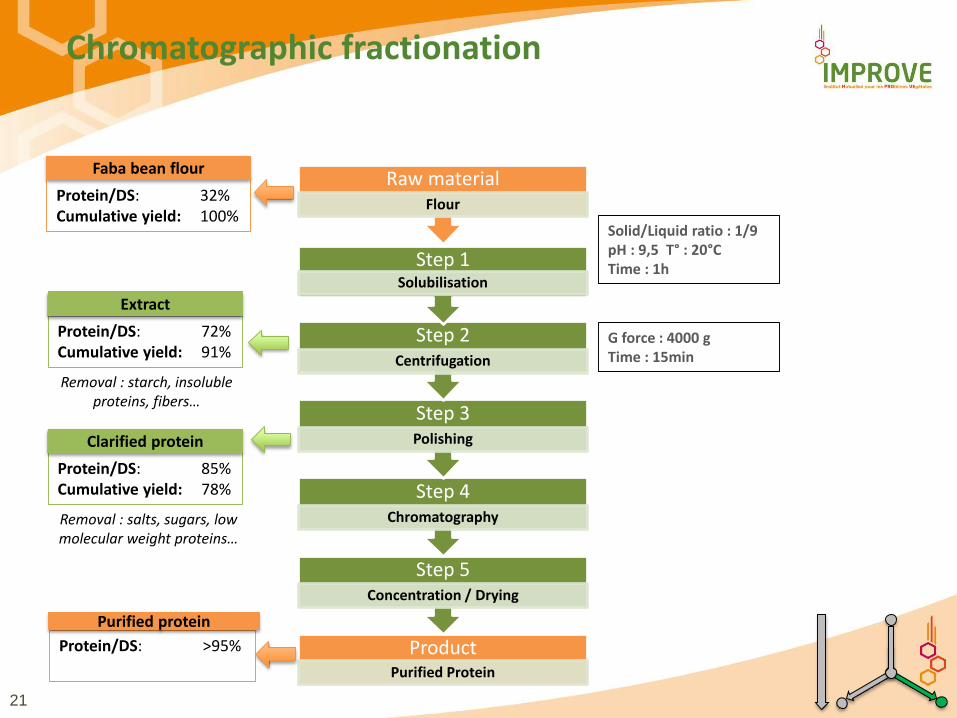
Chromatographic fractionation
ProductPurified Protein
Step 5 Concentration / Drying
Step 4Chromatography
Step 3 Polishing
Step 2Centrifugation
Step 1Solubilisation
Raw materialFlour
Solid/Liquid ratio : 1/9pH : 9,5 T° : 20°CTime : 1h
Protein/DS: 32%Cumulative yield: 100%
Faba bean flour
Protein/DS: >95%
Purified protein
Protein/DS: 72%Cumulative yield: 91%
Extract
Removal : starch, insoluble proteins, fibers…
Protein/DS: 85%Cumulative yield: 78%
Clarified protein
Removal : salts, sugars, lowmolecular weight proteins…
G force : 4000 gTime : 15min
22
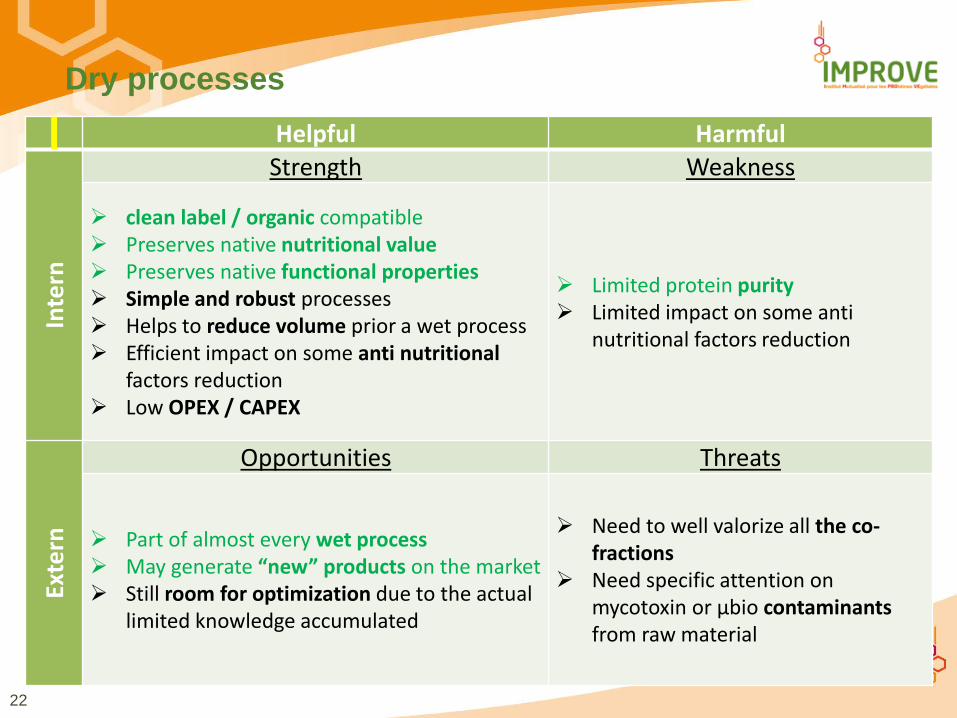
Dry processes
Helpful Harmful
Inte
rn
Strength Weakness
clean label / organic compatible Preserves native nutritional value Preserves native functional properties Simple and robust processes Helps to reduce volume prior a wet process Efficient impact on some anti nutritional
factors reduction Low OPEX / CAPEX
Limited protein purity Limited impact on some anti
nutritional factors reduction
Exte
rn
Opportunities Threats
Part of almost every wet process May generate “new” products on the market Still room for optimization due to the actual
limited knowledge accumulated
Need to well valorize all the co-fractions
Need specific attention on mycotoxin or µbio contaminantsfrom raw material

23
Thermo coagulation
Helpful Harmful
Inte
rn
Strength Weakness
Compatible for food and feed market May reduce some anti nutritional factors Low risk in µbio contamination Simple process Good yield Low OPEX / CAPEX
Limited functional properties Impact on digestibility Often limited to feed market
Exte
rn
Opportunities Threats
Adapting existing units to other raw material to enlarge the production period
Not responding to premium food market expectations

24
Isoelectric pH precipitation
Helpful Harmful
Inte
rn
Strength Weakness
High purity Preserves native nutritional value Simple process Good yield Possible to fractionate protein based on
there solubility at different pH Limited OPEX / CAPEX
Small negative impact on functional properties
May impact organoleptic properties (if too much salts)
High ash / low protein purity No possibility to sub fractionate
protein based on MW
Exte
rn
Opportunities Threats
Fit well in existing production lines When creating a new production line this
process can be the 1st step of the project It is possible to add new processing line to
enrich the product portfolio
Specific attention on µbio management process step to be defined in order to get a limited negative impact on final product quality
25
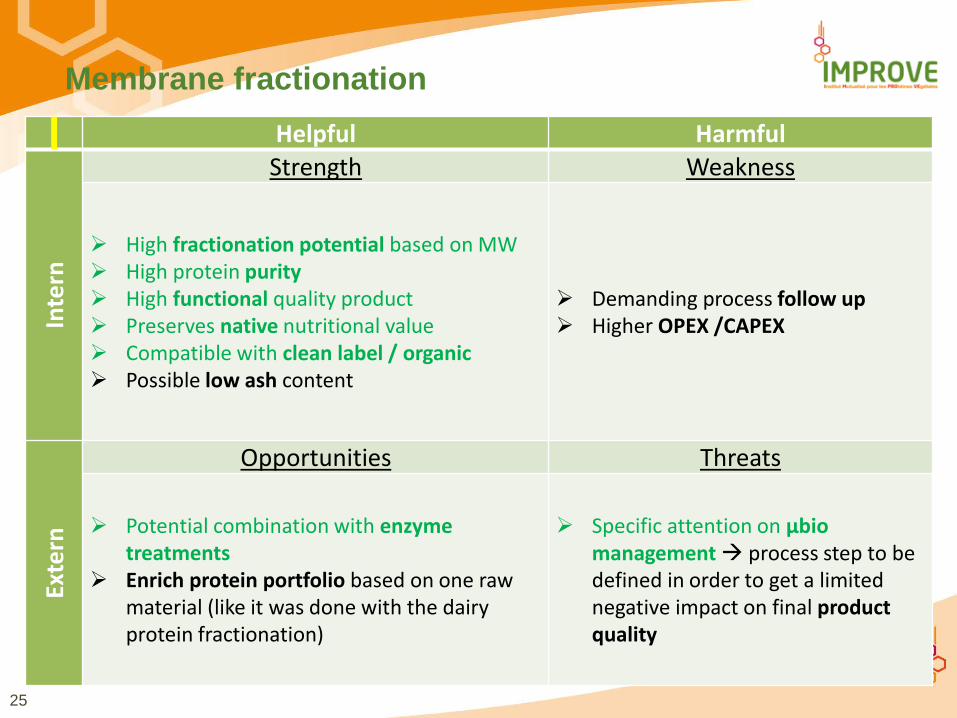
Membrane fractionation
Helpful Harmful
Inte
rn
Strength Weakness
High fractionation potential based on MW High protein purity High functional quality product Preserves native nutritional value Compatible with clean label / organic Possible low ash content
Demanding process follow up Higher OPEX /CAPEX
Exte
rn
Opportunities Threats
Potential combination with enzyme treatments
Enrich protein portfolio based on one raw material (like it was done with the dairy protein fractionation)
Specific attention on µbio management process step to be defined in order to get a limited negative impact on final product quality

26
Chromatographic separation
Helpful Harmful
Inte
rn
Strength Weakness
High specificity Designed for highly functional protein Adapted for high added value market Can be used to remove “contaminants” like
anti nutritional factors, off flavors or colorants
Complex process Low yield High OPEX / CAPEX
Exte
rn
Opportunities Threats
May be well adapted for bio active protein or peptides
Risks in µbio contamination

27
Disruptive technologies

28
Electroseparation
Separator
Drum separators
Electrically charged screen
Freefall separator
Belt separator for fine particles
Particle charging
InductionCorona charging or
discharging Triboelectrification
Fiber/protein fractionation of sun flower meal *
* Barakat, et al. (2015)
Feed 30,8% protein 21,2% lignin
F - 5,1% protein 48,9% ligninF + 48,9% protein 7,5% lignin
Separation based on electrostatic properties

29
Electroseparation
Helpful Harmful
Inte
rn
Strength Weakness
Protein purity increase (alternative of air classifying)
Mature technology in the inorganic area (coal or mines by-product refining)
No consensus on design Not possible to reach an isolate purity
Exte
rn
Opportunities Threats
No real optimization performed so far Many possible protein applications Strong interest of many agro-industrial
actors
Need a careful Ex proof management

30
Powder functionalization
Energy
Technology
Parameters to adjust
Product conditioning
Processes combination
Particles properties
Size
Shape
Specific surface
Powder properties
Fluidity
Dispersibility
Density
Moistening / drying
Swelling
Color
Powder production process can be
designed for specific applications
10 sec 3 H20 sec
= size 2 powders = composition
≠ shape

31
Powder functionalization
Helpful Harmful
Inte
rn
Strength Weakness
Possibility to optimize protein solubilization
Major impact on the powder application
Possibilities to simplified wet processes
Characterization devices mainly used forR&D development
Exte
rn
Opportunities Threats
Many possibilities to optimized powder-handling cost
Pedagogy required to explain the possible benefit of such optimizing
Actual choice are mainly established on empirical knowledges

32
Forward Osmosis

33
Forward Osmosis
Helpful Harmful
Inte
rn
Strength Weakness No thermal impact on protein Unique way to concentrate protein
solution up to 50% DS No impact on organoleptic profile (color
or taste) Low energy usage in comparison with
classical evaporation Patented food grade osmotic liquid Membranes : already used for industrial
application (water recovery from waste) Can be easily combined with existing
process lines Linear scale-up with Modular/Extensible
system
Limited pH range (3 to 8) Possible contamination of the osmotic
liquid with the feed
Exte
rn
Opportunities Threats
On going development on new membranes with a wider pH spectrum
Membrane fooling / life time Cross contamination between process
flow and osmotic liquid
34
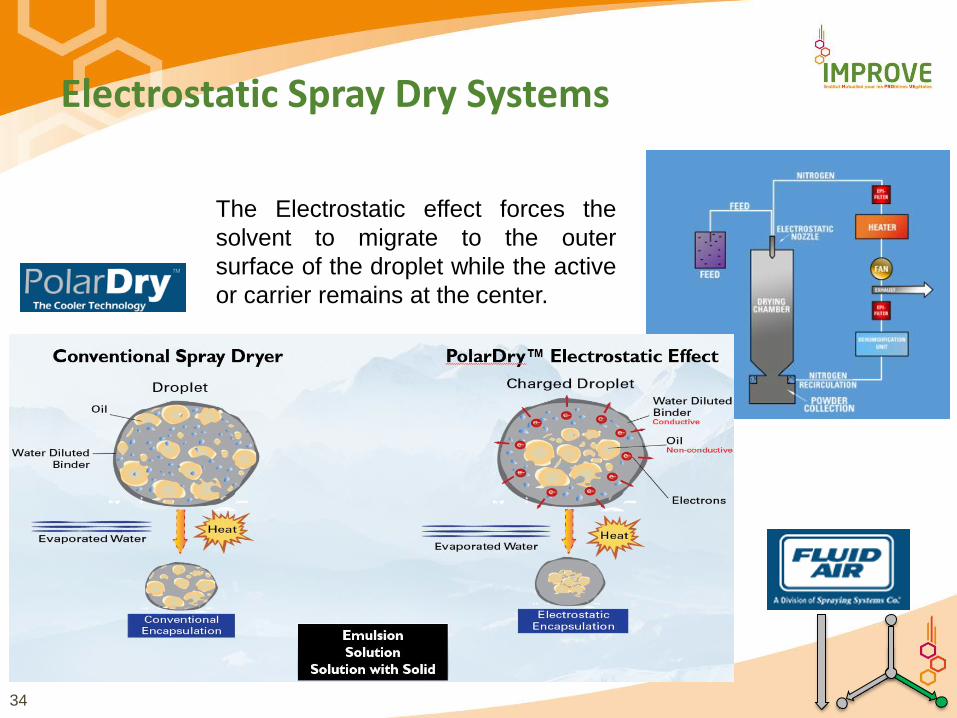
Electrostatic Spray Dry Systems
The Electrostatic effect forces the
solvent to migrate to the outer
surface of the droplet while the active
or carrier remains at the center.

35
Electrostatic Spray Dry SystemsHelpful Harmful
Inte
rn
Strength Weakness
Make powder at low temperature (Ambient to 80ᴼC vs 180ᴼC)
Control Powder Characteristics (vs adding Post Processing Equipment)
Insure near Perfect Encapsulation (vs having active ingredient trapped on the surface of the powder particle)
Eliminating active ingredient loss, degradation, or denaturalization
Controlled Agglomeration using Pulse Width Modulation (PWM®) of the electrostatic voltage
Instant Hydration Properties Low Volatile Loss / No oxidation
Need to work on recycled N2
Limited to small production units (100 kg/h of evaporation)
Exte
rn
Opportunities Threats
This can be the last process step of a complete cold process line for protein production.
Reduction/Elimination of Emissions Energy Savings

36
Dynamic Cross Flow Filter
Turbulent flow is not made by
pumping liquids but by rotating
ceramic discs.

37
Dynamic Cross Flow Filter
Helpful Harmful
Inte
rn
Strength Weakness
Very low energy usage (5 times less than a classical tangential filtration unit)
Can work at high viscosity Can work a low transmembrane
pressure (TMP) Can achieve very high VCF Can use ceramic membranes (robust
and easy to clean)
Discharging of high viscous material can be difficult
Limited cut off available (7 nm, 30 nm, 60 nm, 200 nm, 500 nm, 2000 nm).
Dead volumes to be optimized
Exte
rn
Opportunities Threats
• Side streams valorization (Can be used to reclaim high value liquid)
• Can replace RVF working with filter aids

26/05/2017 RENIX INC
Downcomer
Riser
Separator
Dynamic Seal
Dynamic Seal
Process Feed
Raffinate Outlet
Eluent
Eluate Outlet
SorptionDesorption
38
C.F.I.X.
Uninterrupted
Resin
Regeneration
Continuous
Flow of All
Fluids
No
Sequencing
Fluidized Bed Chromatography
RENIX Inc.

39
Fluidized bed Chromatography
Helpful Harmful
Inte
rn
Strength Weakness Can work with suspended solids Continuous operation / resin
regeneration High Resin Use Efficiency Low Breakthrough Risk No risk of channeling Resin leaving the bed are always
saturated 30% chemical usage reduction
No Valve / Pump Sequencing, Reduced Maintenance
Low OPEX / CAPEX
Work need to be done on resin density vs product density
Exte
rn
Opportunities Threats
Protein recovery can be done in one or multiple stages
Development of new resins adapted to targeted molecules
Sanitization needs to be under perfect control
Hydraulic flows need to be perfectly adjusted

40
LABIOCRAC process: whole seed cracking
Precipitation process with PROTEXTRA® natural flocculent
LABIOCRAC process also targets the valorization of the hulls and/or brans through several fractionation and precipitation steps: pectin, pentosans, etc.
https://youtu.be/GNkwf_ZLfRE
41
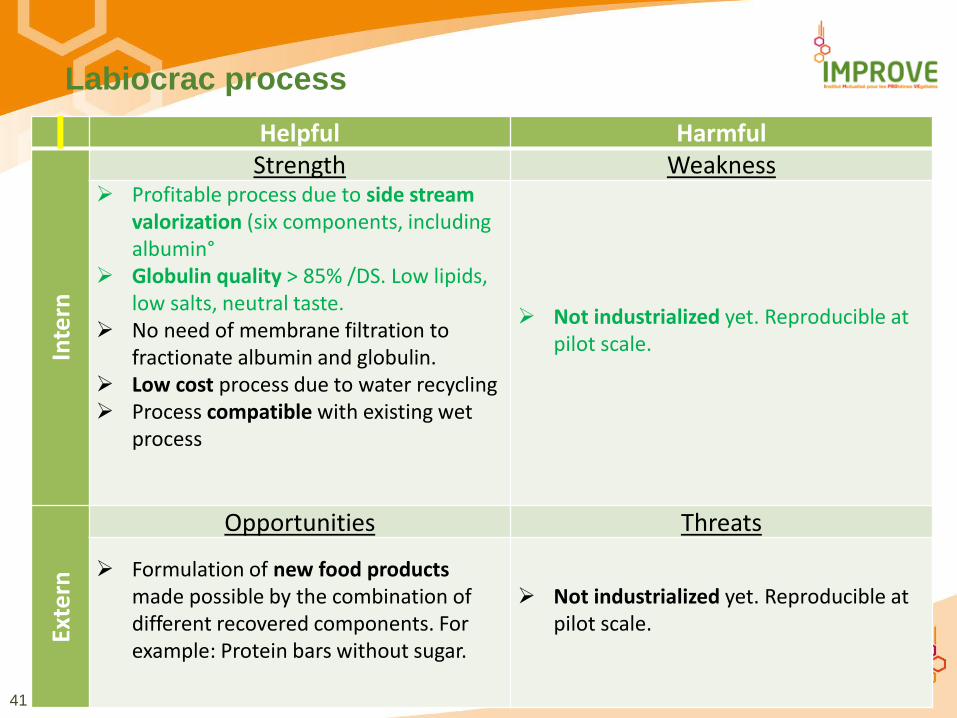
Labiocrac process
Helpful Harmful
Inte
rn
Strength Weakness Profitable process due to side stream
valorization (six components, including albumin°
Globulin quality > 85% /DS. Low lipids, low salts, neutral taste.
No need of membrane filtration to fractionate albumin and globulin.
Low cost process due to water recycling Process compatible with existing wet
process
Not industrialized yet. Reproducible at pilot scale.
Exte
rn
Opportunities Threats
Formulation of new food products made possible by the combination of different recovered components. For example: Protein bars without sugar.
Not industrialized yet. Reproducible at pilot scale.

42
Salt or chemical reduction
Reducing the pH by CO2
addition rather than by acid addition
Conventional or Bipolar electrodialysis

43
Bioactive
Milk isolate
Functional
WPC WPI
SPCFunctional
Wheat gluten
Eges, Gelatin NaCas
Solublewheat alb
& glob CSL SWP
Insoluble
CGM CG VWG
0-20% 20-40% 40-60% 60-80% 80-100%
Proteins concentration %
Proteins matrix
Pro
pe
rtie
s

44
How we can help you ?
IMPROVE is a private R&D center, services provider of technical and scientific expertise fully dedicated to alternative proteins valorization.
IMPROVE is a fast growing company working in confidentialcontractual research for food and feed innovation, Intellectual Property is 100% for customers.
IMPROVE offers the best of 23 brains and diversified technologies with 1200m² of laboratories, pilot facilities (from 100 g up to few tons of raw material).
IMPROVE is your incubator for food and feed innovation based on our expertise in proteins processing and our network : academic partners like INRA, Universities, technological platforms and engineering schools.
45
A large range of raw material
If you are interested in alternative proteins you should come to us to see how we can support your projects on:• Pulses
• Cereals
• Oilseeds
• Algae's
• Roots
• Leaves
• Coproducts
• Microorganisms
• Alternative animal sources
• …

















