96
고기능성 EDM Wire (방전가공용 전극선) 제조기술 지원 2008. 07. 31. 지원기관 : 고등기술연구원 지원기업 : (주)아모센스 지 식 경 제 부

고기능성 EDM Wire (방전가공용 전극선)
제조기술 지원
2008. 07. 31.
지원기관 : 고등기술연구원
지원기업 : (주)아모센스
지 식 경 제 부

- 2 -
[별지 제9호 서식]
관리번호:
전문기업기술지원사업 기술지원성과보고서
사 업 명 고기능 EDM Wire (방전가공용 전극선) 제조기술 지원
지원책임자소속 : 고등기술연구원
성명 : 공 만 식지원기간
2007 . 07. 01.부터
2008 . 06. 30.까지
사업비 규모
총 160백만원
지원기관의
참여연구원
공만식
홍현선
이성규
정항철
정 부 출 연 금 : 80백만원
기업부담금현금 : 32백만원
현물 : 48백만원
부품ㆍ소재전문기업기술지원사업운 요령 제18조의 규정에 의해 기술지원사업
수행에 대한 기술지원성과보고서를 제출합니다.
첨 부 : 기술지원성과보고서 5부
2008 년 7월 31일
지 원 책 임 자 : 공 만 식
고등기술연구원장 : 김 덕 중
참여기업 대표 : 송 용 설
한국부품소재산업진흥원장 귀하
- 3 -
편집순서 2
제 출 문
산 업 자 원 부 장 관 귀 하
본 보고서를 “고기능 EDM Wire (방전가공용 전극선) 제조기술 지원”(지원기간 :
2007. 7.~2008. 6.)과제의 기술지원성과보고서로 제출합니다.
2008 . 7. 31.
지원기관 : 고등기술연구원
(대표자) 감 덕 중
참여기업 : (주)아모센스
(대표자) 송 용 설
지원책임자 : 공 만 식
참여연구원 : 홍 현 선
〃 : 이 성 규
〃 : 정 항 철
- 4 -
편집순서 3
기술지원성과 요약서
과제고유번호 2007-0054 연구기간 2007. 7. 1 ~ 2008. 6. 30
연구사업명 부품소재전문기업기술지원사업
지원과제명 고기능 EDM Wire (방전가공용 전극선) 제조기술 지원
지원책임자 공만식 지원연구원수
총 : 4명
내부 : 4명
외부 : -명
총
사업비
정부: 80,000천원
기업: 80,000천원
계 : 160,000천원
지원기관명 고등기술연구원 소속부서명 청정재료공정연구팀
참여기업 기업명 : (주)아모센스 기술책임자 : 김 문 희
요약(연구결과를 중심으로 개조식 500자 이내)보고서
면수93
참여기업에서 생산하고 있는 수평연속주조법은 가공성이 우수한 조직을 지닌 봉재를 주
조할 수 있고, 압연과 인발공정을 통하여 최종제품을 만들 수 있어 압출 제품에 비해 우
수한 냉간 가공성을 가지고 있으므로 고아연합금 계열도 쉽게 세선까지 가공할 수 있는
장점이 있다.
참여기업에서는 기술지원에 결과로 기공 및 편석의 주조결함의 해결됨에 따라 생산속도
의 증가하 으며, 인발-신선-열처리-직진도 등의 후가공 조건도 정립되어 전체적인 공
정이 표준화된 상태이다. 또한 EDM Wire 의 정량적 특성평가를 실시 하 다.
아래는 주요한 기술지원 결과이다.
- 수평연속주조 시 발생되는 다양한 주조불량 원인규명 및 대책 수립
- 주조응고 패턴분석을 통한 최적 주조조건의 정량적 해석
- 주조제품의 냉간 압연/인발 가공공정에서의 가공공정조건 최적화
- 완제품(φ0.25) EDM Wire 의 기계적 특성 및 방전가공 특성평가
- EDM Wire 소재의 사업화를 위한 기술자료 제공
색 인 어
(각 5개 이상)
한 글 방전가공전극선, 수평연속주조, 방향성주조, 선제가공
어EDM Wire, Horizontal Continuous Casting, Directional
Casting, Wire Process

- 5 -
편집순서 4
기술지원성과 요약문
1. 사업목표
▶ 수평연속주조시 발생되는 다양한 주조불량 원인규명 및 대책을 위한 기술지원
▶ 주조응고 패턴분석을 통한 최적 주조조건의 정량적 해석
▶ 주조제품의 냉간 압연/인발 가공공정조건 최적화 기술지원
▶ 시제품(φ0.25) EDM Wire 의 기계적 특성 및 방전가공 특성평가 기술지원
▶ EDM Wire 소재의 사업화를 위한 기술자료 지원
2. 기술지원내용 및 범위
- 수평연속주조 시 발생되는 다양한 주조불량 원인규명 및 대책을 위한 기술지원
- 주조응고 패턴분석을 통한 최적 주조조건의 정량적 해석
; 수평연속주조에서 주조응고 패턴의 이해는 주조물의 특성을 결정하는 중요한 공정으로
서 정량적으로 공정조건의 상관관계를 분석하여 공정 표준화 지원
- 주조제품의 냉간 압연/인발 가공공정에서의 가공공정조건 최적화를 위한 기술지원
; EDM Wire의 제조를 위해 필요한 다단계의 신선인발공정 최적화 지원, 기계적 특성값
확보를 위한 냉간가공정과 열처리의 적절한 조합 도출 지원
- 완제품(φ0.25) EDM Wire 의 기계적 특성 및 방전가공 특성평가 기술지원
; EDM Wire 완제품의 특성평가를 위해 cutting speed, 자동결속성, 절단표면조도, 정
도 등의 평가 지원, 제품의 신뢰성을 위해 제조업체의 특성평가의 표준화 지원
- EDM Wire 소재의 사업화를 위한 기술자료 지원
; EDM Wire 시장에서 합금선과 코팅선으로 구분되어 있는 분야를 방전가공 특성향상으
로 제품경쟁력을 향상시키기 위한 사업화 지원

- 6 -
3. 지원실적
지원항목지원내용
비고기술지원前 기술지원後
주조불량 원인규명 및 대책수립생산초기단계로
불량 분석 미흡
- 주조조건에 따른 불량 분석
- 불량유형에 따른 주조조건 개선
지원
완료
최적 주조조건의 확립 최적화 미흡- 수평연주 조건의 정량적 해석
- 방향성 미세조직 구현
지원
완료
냉간 가공공정조건 최적화 최적화 미흡- 후가공 설비 도입 검토
- 가공열처리 공정 특성평가
지원
완료
EDM Wire 의 기계적 특성 및
방전가공 특성평가평가 경험 없음
- 특성평가기술자료 지원
- 소재에 따른 특성자료 지원
- 특성평가항목 표준화 지원
지원
완료
EDM Wire 소재의 사업화를 위
한 기술자료 지원기술자료 미흡
- EDM 가공기술 기초자료
- EDM Wire 소재의 기술자료
- EDM 장비 및 지역별 시장자료
- 합금설계 기술지원
- EDM Wire 특허분석 지원
- 대량생산설비 검토 지원
지원
완료
4. 기술지원 성과 및 효과
1) 해당기술 적용제품
o적용제품명 : EDM WIRE(방전가공 전극선)
o모 델 명 : AMOWIRE
2) 품질 및 가격
구 분 경쟁 제품해당기술 적용제품
비 고지원전 지원후
경쟁제품 대비 품질히타치, 홍일,
풍국, 한도- 10% 상위 경쟁제품 평균
경쟁제품 대비 가격 11,000원/kg - 동급경쟁제품 최고가
(2008년 3월 현재)
- 7 -
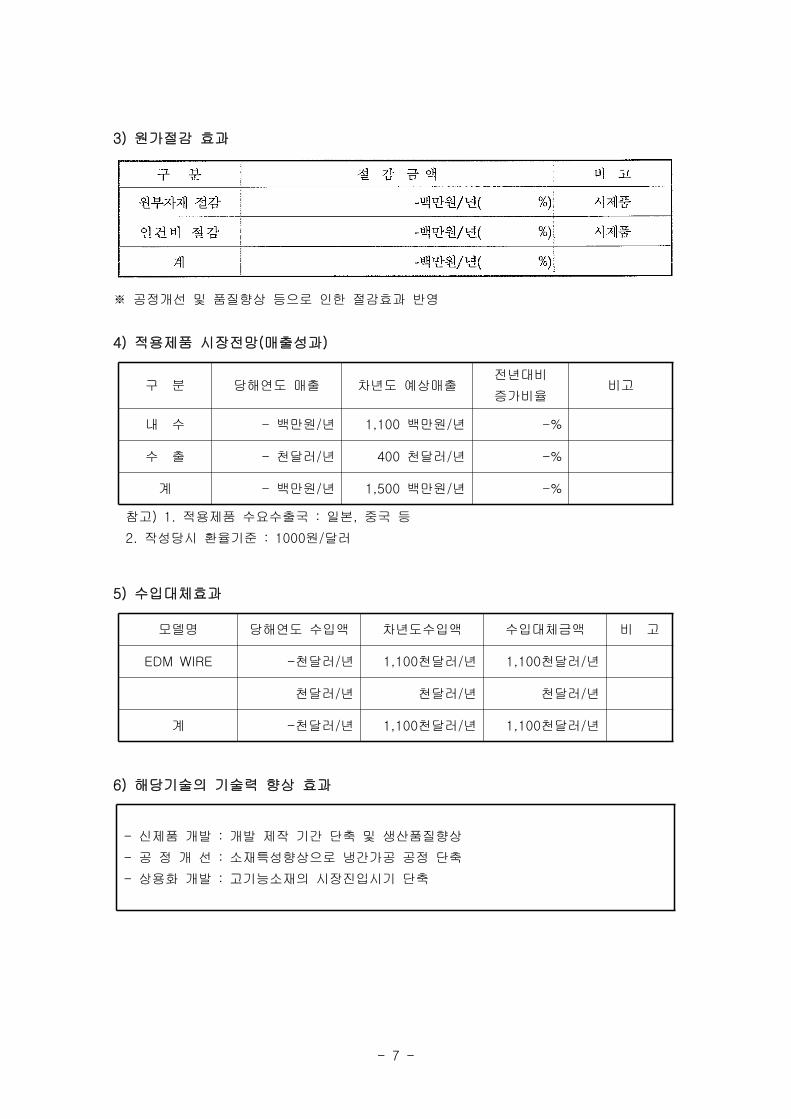
3) 원가절감 효과
※ 공정개선 및 품질향상 등으로 인한 절감효과 반
4) 적용제품 시장전망(매출성과)
구 분 당해연도 매출 차년도 예상매출전년대비
증가비율비고
내 수 - 백만원/년 1,100 백만원/년 -%
수 출 - 천달러/년 400 천달러/년 -%
계 - 백만원/년 1,500 백만원/년 -%
참고) 1. 적용제품 수요수출국 : 일본, 중국 등
2. 작성당시 환율기준 : 1000원/달러
5) 수입대체효과
모델명 당해연도 수입액 차년도수입액 수입대체금액 비 고
EDM WIRE -천달러/년 1,100천달러/년 1,100천달러/년
천달러/년 천달러/년 천달러/년
계 -천달러/년 1,100천달러/년 1,100천달러/년
6) 해당기술의 기술력 향상 효과
- 신제품 개발 : 개발 제작 기간 단축 및 생산품질향상
- 공 정 개 선 : 소재특성향상으로 냉간가공 공정 단축
- 상용화 개발 : 고기능소재의 시장진입시기 단축

- 8 -
7) 기술적 파급효과
- 타 비철재료 연속주조공정의 적용범위 확대
- 소량, 다품종, 고부가가치 소재제품의 적용확대
- 난가공소재의 제조분야 파급
- 극세선 제조분야 관련기술에 적용
- 현장 작업자들에 대한 교육과 기술력 확보
- EDM Wire 평가자료의 표준화를 통한 홍보자료에 활용
5. 적용기술 인증, 지적재산권 획득여부
1) 규격, 인증획득
2) 지적재산권
종류 명칭 번호발명자
(고안자)권리자 실시권자
비고
(등록,
출원)
특허고기능 EDM WIRE의
제조방법
송용설
김문희
공만식
(주)아모센스 (주)아모센스 출원예정

- 9 -
6. 세부지원실적
항 목지원
건수지 원 성 과
기술정보제공 6건 EDM WIRE 관련 국내외 선진기술자료 4
시제품제작 43건 사내 공정 시제품 제작 43건
양산화개발 2건 시제품 와이어 컷 방전가공 테스트 2건
공정개선 2건 주조공정 개선, 신선공정 개선
품질향상 2건 주조품질 향상, 세선품질 향상
시험분석 55건 성분분석 1건, 물리적 특성분석 54건
수출 및 해외바이어발굴 -건 -
교육훈련 2건 동 및 동합금의 압출/인발/신선 외 2
기술마케팅/경 자문 3건 현장방문을 통한 경 자문
정책자금알선 -건
논문게재 및 학술발표 1건 2008년 춘계금속재료학회
사업관리시스템
지원실적업로드 회수26건 현장출장 및 파견지원실적 26건
지원기업 방문회수 건 참여기업 방문 26회
기 타 56건 시제품 평가, 전문가 미팅, 시험분석 등 56건
※ 상기 세부지원실적에 대한 세부내용 첨부
7. 종합의견
본 사업에서는 60/40 계열의 황동 EDM Wire 제조시 신선가공성을 극대화시키기 위해서
방향성 및 일방향 응고된 Near-net shape의 코일을 제조하여 재료의 기초물성을 개선
하려고 하려고 하 으나, 고아연합금계열의 제조시 상기와 같은 다양한 불량이 일반 황
동합금 보다 다량 발생하여, 이를 개선하고자 하 다.
지원기관인 고등기술연구원서는 관련된 기술정보자료와 상기와 같은 공정불량 등에 의
해 시제품의 생산 및 사업화에 큰 도움이 되었다. 특히 EDM Wire 시장의 흐름분석, 수
평연속주조의 공정불량 원인 및 대책, 신선가공공정 최적화, 가공개발품의 특성 분석 등
의 다양한 지원으로 현재 시제품이 소비자 및 대리점에 출시 되었으며, 좋은 반응이 있
는 상황이다.

- 10 -
□ 연구과제(세부과제) 성과
1. 과학기술 연구개발 성과
□ 논문게재 성과
2. 사업화 성과
□ 특허 성과
○ 출원된 특허의 경우
세부사항
(9)
출원년도
(10)
특허명
(11)
출원인
(12)
출원국
(13)
출원번호
2008 고기능 EDM WIRE의 제조방법 (주)아모센스 한국 출원 준비 중
○ 등록된 특허의 경우
- 11 -
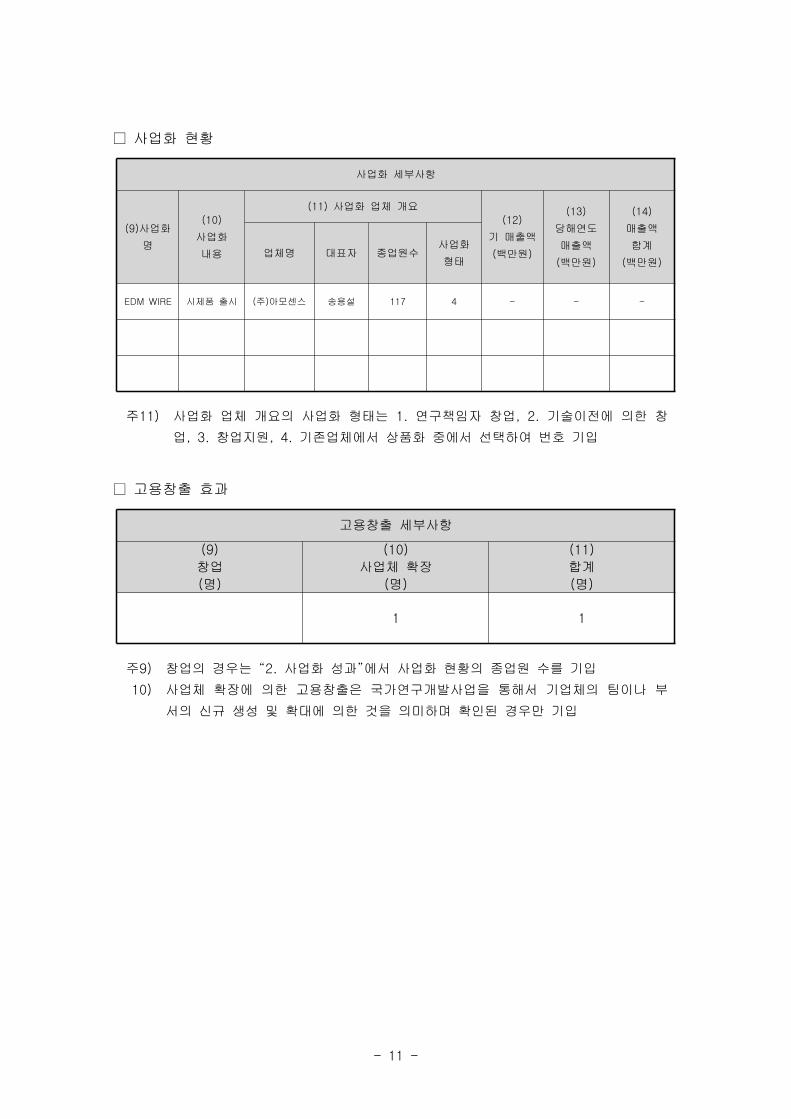
□ 사업화 현황
사업화 세부사항
(9)사업화
명
(10)
사업화
내용
(11) 사업화 업체 개요
(12)
기 매출액
(백만원)
(13)
당해연도
매출액
(백만원)
(14)
매출액
합계
(백만원)업체명 대표자 종업원수
사업화
형태
EDM WIRE 시제품 출시 (주)아모센스 송용설 117 4 - - -
주11) 사업화 업체 개요의 사업화 형태는 1. 연구책임자 창업, 2. 기술이전에 의한 창
업, 3. 창업지원, 4. 기존업체에서 상품화 중에서 선택하여 번호 기입
□ 고용창출 효과
고용창출 세부사항
(9)
창업
(명)
(10)
사업체 확장
(명)
(11)
합계
(명)
1 1
주9)
10)
창업의 경우는 “2. 사업화 성과”에서 사업화 현황의 종업원 수를 기입
사업체 확장에 의한 고용창출은 국가연구개발사업을 통해서 기업체의 팀이나 부
서의 신규 생성 및 확대에 의한 것을 의미하며 확인된 경우만 기입

- 12 -
□ 세부지원실적 증빙 내용
1. 참여기업 현장방문 : 26건
NO. 일자 구체적 내용증빙
유무
1 2007/08/10 과제진행 일정협의 및 장비입고 유
2 2007/08/21 장비입고에 따른 layout 점검 유
3 2007/08/21 동 및 동합금의 압출/인발/신선 유
4 2007/09/07 장비입고에 따른 시험 운용결과 검토 및 인장시험기 운용 유
5 2007/10/02 장비입고에 따른 시험 운용결과 검토 및 인장시험기 운용 유
6 2007/10/23 신선기술 및 신선 불량분석 지원 유
7 2007/11/16 신선공정 기술지원 유
8 2007/12/04 신선공정 기술지원 유
9 2007/12/20 와이어 직진도 향상기술 특허자료 유
10 2007/12/21 신선기술 및 직진도 개선 유
11 2008/01/03 시제품 출시를 위한 공정원가 경쟁력 검토 유
12 2008/01/08 시제품 성능 테스트 유
13 2008/01/15 시제품 Cutting Test 결과 검토 및 중간점검 유
14 2008/01/29 시제품 양산을 위한 전공정 연계공정 검토회의 유
15 2008/02/12 시제품 물성시험결과 검토 및 공정점검 유
16 2008/02/19 수평연속주조 생산품 공정 점검 유
17 2008/03/04 시제품 미세조직 및 공정원가 검토 유
18 2008/03/07 시제품 미세조직 촬 및 공정기술검토 유
19 2008/03/24 시제품 미세조직 촬 및 공정기술 검토 유
20 2008/04/08 주조샘플 가공 및 열간가공설비 검토 유
21 2008/04/29 주조샘플 시험의뢰 및 미세조직 샘플 채취 유
22 2008/05/16 주조샘플 채취 및 미세조직 관찰 유
23 2008/05/27 극세선 산업현황 및 제조기술 검토 유
24 2008/06/03 특허 출원내용 검토 유
25 2008/06/17 주조샘플 미세조직 검토 유
26 2008/06/25 과제 종료 미팅 및 특허 출원내용 검토 유
- 13 -
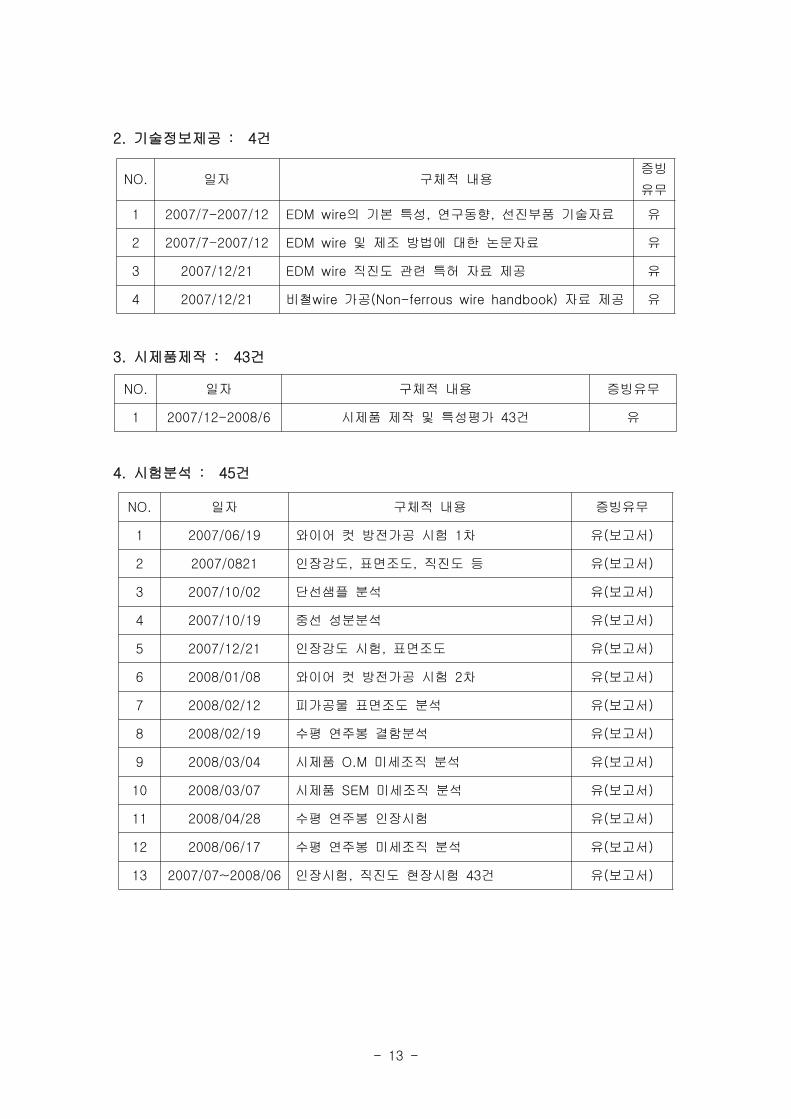
2. 기술정보제공 : 4건
NO. 일자 구체적 내용증빙
유무
1 2007/7-2007/12 EDM wire의 기본 특성, 연구동향, 선진부품 기술자료 유
2 2007/7-2007/12 EDM wire 및 제조 방법에 대한 논문자료 유
3 2007/12/21 EDM wire 직진도 관련 특허 자료 제공 유
4 2007/12/21 비철wire 가공(Non-ferrous wire handbook) 자료 제공 유
3. 시제품제작 : 43건
NO. 일자 구체적 내용 증빙유무
1 2007/12-2008/6 시제품 제작 및 특성평가 43건 유
4. 시험분석 : 45건
NO. 일자 구체적 내용 증빙유무
1 2007/06/19 와이어 컷 방전가공 시험 1차 유(보고서)
2 2007/0821 인장강도, 표면조도, 직진도 등 유(보고서)
3 2007/10/02 단선샘플 분석 유(보고서)
4 2007/10/19 중선 성분분석 유(보고서)
5 2007/12/21 인장강도 시험, 표면조도 유(보고서)
6 2008/01/08 와이어 컷 방전가공 시험 2차 유(보고서)
7 2008/02/12 피가공물 표면조도 분석 유(보고서)
8 2008/02/19 수평 연주봉 결함분석 유(보고서)
9 2008/03/04 시제품 O.M 미세조직 분석 유(보고서)
10 2008/03/07 시제품 SEM 미세조직 분석 유(보고서)
11 2008/04/28 수평 연주봉 인장시험 유(보고서)
12 2008/06/17 수평 연주봉 미세조직 분석 유(보고서)
13 2007/07~2008/06 인장시험, 직진도 현장시험 43건 유(보고서)

- 14 -
5. 기술지원실적 업로드 : 26건
NO. 일자 구체적 내용증빙
유무
1 2007/08/10 과제진행 일정협의 및 장비입고 유
2 2007/08/21 장비입고에 따른 layout 점검 유
3 2007/08/21 동 및 동합금의 압출/인발/신선 유
4 2007/09/07 장비입고에 따른 시험 운용결과 검토 및 인장시험기 운용 유
5 2007/10/02 장비입고에 따른 시험 운용결과 검토 및 인장시험기 운용 유
6 2007/10/23 신선기술 및 신선 불량분석 지원 유
7 2007/11/16 신선공정 기술지원 유
8 2007/12/04 신선공정 기술지원 유
9 2007/12/20 와이어 직진도 향상기술 특허자료 유
10 2007/12/21 신선기술 및 직진도 개선 유
11 2008/01/03 시제품 출시를 위한 공정원가 경쟁력 검토 유
12 2008/01/08 시제품 성능 테스트 유
13 2008/01/15 시제품 Cutting Test 결과 검토 및 중간점검 유
14 2008/01/29 시제품 양산을 위한 전공정 연계공정 검토회의 유
15 2008/02/12 시제품 물성시험결과 검토 및 공정점검 유
16 2008/02/19 수평연속주조 생산품 공정 점검 유
17 2008/03/04 시제품 미세조직 및 공정원가 검토 유
18 2008/03/07 시제품 미세조직 촬 및 공정기술검토 유
19 2008/03/24 시제품 미세조직 촬 및 공정기술 검토 유
20 2008/04/08 주조샘플 가공 및 열간가공설비 검토 유
21 2008/04/29 주조샘플 시험의뢰 및 미세조직 샘플 채취 유
22 2008/05/16 주조샘플 채취 및 미세조직 관찰 유
23 2008/05/27 극세선 산업현황 및 제조기술 검토 유
24 2008/06/03 특허 출원내용 검토 유
25 2008/06/17 주조샘플 미세조직 검토 유
26 2008/06/25 과제 종료 미팅 및 특허 출원내용 검토 유

- 15 -
목 차
제 1 장 사업의 개요
제 1 절 기술지원 필요성
제 2 절 기술지원 목표
제 3 절 기술지원 내용
제 2 장 국내외 기술현황
제 3 장 기술지원 수행 내용 및 결과
제 1 절 기술지원 수행
1. 기술지원의 달성 정도
2. 수행한 기술지원 내용
3. 기술지원에 따른 지적재산권 도출
4. 지원내용의 기업전략에의 기여도
제 2 절 기술지원 성과
1. 기술지원 추진일정 및 수행주체들의 담당업무 성과 정도
2. 수행방법 및 기자재 활용
제 4 장 목표달성도 및 관련분야에의 기여도
제 5 장 기술지원결과의 활용계획
제 1 절 추가지원의 필요성
제 2 절 타 연구에의 응용
제 3 절 사업화 추진방안
제 6 장 참고문헌
부록
- 16 -
제 1 장 사업의 개요
제 1 절 기술지원 필요성
1. 기술지원의 필요성
가. 참여기업의 현황 및 애로기술
EDM(Electric Discharge Machining) WIRE는 자동차산업, 가전산업, 통신기기, 컴
퓨터, 반도체산업 등의 금형제작 및 부품가공에 사용 되는 방전가공용 전극선으로
써, 세계 시장규모는 약 40,000ton/년, 국내시장은 약 5,000ton/년(1,100억원) 규
모이다. 금형제작산업은 제조업의 근간이 되는 분야로서 국가 산업발전에 큰 역할
을 담당하고 있다.
최근 전기전자 및 반도체산업 등의 소형화에 더불어 방전가공의 치수정 도 및 가
공속도의 향상이 요구되고 있으며, 가공정 도 및 가공속도의 향상을 위한 고강도,
고전도성 EDM WIRE의 수요도 증가하고 있는 실정이다. 황동에 포함된 Zn이 바로
가공성과 직접적인 연관성을 가지고 있으며, Zn의 함량에 따라 가공특성이 달라진
다. 따라서 이러한 수요에 맞추어 기존의 주로 사용되던 60/40 황동 전극선에서 가
공속도 및 가공정 도가 높은 60/40 황동 및 코팅 전극선으로 연구개발 전환이 활
발히 진행되고 있다. 그러나 코팅 전극선은 추가적인 코팅 및 후처리 공정이 추가
되어 공정비용이 상승하는 단점이 있으며, 60/40 황동 전극선은 신선 가공 시 단선
이 발생하여 제조하기가 어려운 단점이 있다. 이와 같이 Zn의 함유량을 높여 가공
하는 기술은 매우 까다로운데, 그 이유는 Zn 함유량이 높으면 그만큼 황동의 조직
이 취약하여 깨지기 쉽기 때문이다. 현재 대부분의 고강도, 고전도도 EDM WIRE는
고가이며, 일본 등에서 수입되고 있는 상황이므로, 국내의 원천기술 개발이 시급한
상황이다.
60/40 계열의 EDM WIRE 황동 전극선은 세선제조 시 가공성이 매우 나쁘다. 따라
서 0.05~0.30mm까지의 세선 제조까지 수차례의 풀림열처리를 해야 하며, 신선가
공 공정에서도 어려움이 많으므로 제조비용의 상승이 불가피한 상황이다. 이에 따
라 일본 등에서는 첨가원소로서 가공성을 향상 시키는 연구개발이 활발하나 근본적
인 금속재료의 가공경화 현상 및 합금재료의 특성은 해결할 수 없는 상황이다.
따라서 본 연구개발에서는 신개념 가열주형식 연속주조(Ohno Continuous Casting)
시스템을 활용하여 일방향 응고된 Near-net shape의 코일을 제조하여 재료의 기초
물성을 개선하고, 중간 풀림 열처리 공정을 획기적으로 감소시키며 극세선제조가
가능한 공정을 개발하고자 한다.
일방향응고에 의한 선재 및 극세선 제조공정기술은 기존의 제조기술이 billet을 다
단계 신선하는 복잡한 방법인데 비해 원가절감이 기대될 뿐만 아니라, 선재내부의
미세조직을 원활히 조절할 수 있어 주조선재로터 극세선의 신선이 가능하므로 기술
수요가 점증되는 추세이다.

- 17 -
특히, 냉각 mould 또는 가열 mould를 사용하여 일방향응고법으로 연속 주조한 선
재는 결정입계가 인출방향과 수평으로 배열되므로 양산화 된 기초소재로부터 직경
30㎛이하의 세선으로 인발시 단선이 없고, 중간 열처리 없이 단일공정으로 제조할
수 있는 장점이 있다. 또한 극세선의 grain size가 100nm이하인 나노구조를 가진
경우에는 고강도과 연신율을 동시에 보유하게 되어 극세선의 응용범위가 고온ㆍ고
강도 금속필터와 본딩와이어 등으로 확대될 수 있다.
따라서, 본 연구과제에서는 연속주조에 의한 응고제어공정을 확립함과 아울러, 입도
및 응고 방향을 조절하고, 원활한 일방향응고기술을 체계적으로 축적함으로써, 기초
소재인 선재(직경 약 10mm 내외)로부터 단일 가공공정에 의해 수십㎛의 세선을 제
조할 수 있는 복합기술을 개발하는데 그 목적이 있고, EDM WIRE 제조공정의 원천
기술을 확보하고, 중간 공정단축을 통한 제조원가의 절감으로 EDM WIRE 의 수입
대체 및 금형수요관련 산업발전 및 활성화에 이바지 할 수 있을 것으로 사료된다.
1-2. 국내ㆍ외 관련기술의 현황
현재 국내 EDM 황동 전극선 중에서 65/35 계열은 일반적으로 열간압출, 태선, 중
선, 세선의 공정을 거쳐 생산되며, 국산화가 70% 정도 이루어졌다. 그러나 향후 수
요증가 추세인 60/40 계열은 전량 일본 등에서 수입에 의존되며, 일본 제조업체(미
쓰비시, 스미토모, 후루카와 등)에서는 관련 특허를 국내에 등록한 경우도 있다. 또
한, 기존의 65/35 계열 황동 전극선은 중국, 대만 등에서 저가의 제품이 국내로 유
입되면서 국내 EDM WIRE 제조업에 큰 타격을 주고 있는 상황이다. 따라서, 고부
가가치의 60/40 황동 전극선의 원천기술 확보가 필요한 상황이다.
60/40 황동 전극선의 세선가공을 위한 일방향 응고기술은 국내외에서 적용 사례가
전무하며, 타 동합금에서는 일방향 응고기술을 활용하여 가공성이 우수한 동합금을
개발한 연구가 보고되고 있다. 따라서, 참여기업에서는 일방향 수평연속주조기술을
활용하여 중간열처리 공정을 획기적으로 감소시킨 EDM WIRE용 황동전극선을 제조
하는 기술을 개발하고자 하 다.
본 사업의 참여기업에서는 60/40 계열의 황동 EDM Wire 제조시 신선가공성을 극
대화시키기 위해서 수평연속주조 및 가열주형식 연속주조(Ohio Continuous
Casting) 시스템을 활용하여 방향성 및 일방향 응고된 Near-net shape의 코일을
제조하여 재료의 기초물성을 개선하려고 하고 있는 상황이엿다. 이러한 방법은 제
조공정의 단순화와 EDM Wire 소재의 신선특성 향상으로 공정비용을 감소시키고
동시에 고아연합금의 생산으로 방전가공특성을 15%이상 향상시킬 수 있는 공정기
술이다. 그러나 이러한 고합금계열의 제조시에 다양한 공정불량현상이 수반되는데,
주조개재물 및 편석 등의 주조불량, 선제 압연/인발 가공시의 단선불량, 신선 및 세
선가공시의 단선불량과 표면불량 등으로 나타나기 때문에 제조공정 품질관리에 많
은 어려움을 가지고 있다. 이에 따라 참여기업에서는 기술정보부족과 상기와 같은
공정불량 등에 의해 시제품의 생산 및 사업화가 지연되고 있는 상황이 다.
따라서 EDM Wire 시장의 흐름분석, 수평연속주조의 공정불량 원인 및 대책, 신선
가공공정 최적화, 가공개발품의 특성분석을 통한 표준화 등을 위한 기술지원이 필
요한 실정이 다.

- 18 -
제 2 절 기술지원 목표
▶ 수평연속주조시 발생되는 다양한 주조불량 원인규명 및 대책을 위한 기술지원
▶ 주조응고 패턴분석을 통한 최적 주조조건의 정량적 해석
▶ 주조제품의 냉간 압연/인발 가공공정조건 최적화 기술지원
▶ 시제품(φ0.25) EDM Wire 의 기계적 특성 및 방전가공 특성평가 기술지원
▶ EDM Wire 소재의 사업화를 위한 기술자료 지원
제 3 절 기술지원 내용
기술지원의 목표 기술지원의 내용 기술지원범위
주조불량 원인규명 및 대책
수립
- 주조조건에 따른 불량 분석
- 불량유형에 따른 주조조건 개선
- 개재물, 편석, 표면불량,
합금성분 loss
- 마크로조직, 마이크로조직
- 응고패턴 미세조직 분석
최적 주조조건의 확립- 수평연주 조건의 정량적 해석
- 방향성 미세조직 구현
- 압탕효과
- 주탕온도
- 연주방법
- 냉각조건(1차, 2차냉각)
냉간 가공공정조건 최적화- 후가공 설비 도입 검토
- 가공열처리 공정 특성평가
- 압연/인발 공정 설비
- 다단 신선인발공정 시스템
- 인장, 연신, 경도 테스트
EDM Wire 의 기계적 특성
및 방전가공 특성평가
- 특성평가기술자료 지원
- 소재에 따른 특성자료 지원
- 특성평가항목 표준화 지원
- 절단속도
- 소재사용랑
- 자동결속특성
EDM Wire 소재의 사업화를
위한 기술자료 지원
- EDM 가공기술 기초자료
- EDM Wire 소재의 기술자료
- EDM 장비 및 지역별 시장자료
- 합금설계 기술지원
- EDM Wire 특허분석 지원
- 대량생산설비 검토 지원
- 태선, 중선, 세선 가공기술
- 코팅선/비코팅선 수요동향
- 유럽, 아시아, 미주 시장
- 고아연 합금계열
- 국내특허 동향
- Multi Trends 수평연주기

- 19 -
제 2 장 국내외 기술현황
1. 세계적 수준
O.C.C(Ohno Continuous Casting)를 통한 일방향응고기술은 일본 지바공업대학의
A. Ohno 교수에 의해 개발되어, 단결정 재료 및 극세선 제조공정에 활용된 기술로
서, 음향기기 및 video cable, DVD cable과 반도체 저항선 등의 고급선재들이 실
용화되었으며, Bi계 fuse 또한 생산에 들어갔다. 최근에는 지바 공업대학, 오사카
후지공업(주), 후루카와 전기 등에서 반도체 Bonding Wire소재를 일방향응고하여
직경 20㎛정도로 신선하는 기술을 개발하 으며, stellite 선재, 휴대폰용 안테나선,
난가공성선재 등의 기업화 연구를 수행하고 있다.
일방향응고에 의한 극세선제조연구는 캐나다 몬트리올 대학의 H. Soda 교수팀, 미
국의 기업연구소 등에서도 활발히 수행하고 있는 추세로서, EDM Wire용 황동 전극
선 제조를 위한 일방향 응고 기술의 적용에 대한 연구는 아직 알려진 바 없다. 따
라서, 일방향응고 기술을 통한 Zn의 함량이 높은 난가공성 EDM Wire의 개발은 압
출 후 다단 열처리 공정을 통한 제조방법보다 고기능성 EDM Wire를 저가에 생산
할 수 있는 극세선 제조법으로서 실용화에 대한 잠재력이 매우 큰 것으로 분석된
다.
2. 국내수준
방전가공 중에서도 와이어 방전가공은 1960년대에 개발된 이래 가공형상의 복잡화,
제작성 향상, 피 가공물의 품질향상에 의해 그 응용범위가 확대되어 왔다. 더욱이
최근의 기계성능의 향상은 미세하고 복잡한 형상의 가공, 고속가공, 두꺼운 소재의
가공, 고정 가공, 인력단축을 가능하게 하여 응용-범위는 한층 확대되고 있다.
특히, IC용 리드프레임이나 미세기어용 금형, 화학방직기의 노즐, 잉크제트 노즐 등
의 가공이 좋은 예이다. 이 경우에는 에칭 가공법보다는 리드단면형상이 우수한 펀
칭가공이 사용되지만, 이 금형을 제조하는 데는 종래의 연삭법 보다도 생산성이 월
등히 우수한 0.1nm이하의 전극선을 사용한 방전가공이 적용되고 있다. 최근의 정
보화 사회를 지탱하고 있는 IC 리드프레임의 형상 정 도, 피치의 요구이외에도 마
이크로 머신의 등장 등등, 기계부품의 미세화, 집적화가 진행될 것으로 예상되므로
미세가공에 대한 요구는 보다 엄격화 되고 있다. 그런데, 직경이 0.1mm이하인 방
전가공용 세선의 재료로는 60/40황동이 사용되어야하나, 국내에서는 방전가공용
60/40 계 고강도/고정 EDM Wire용 황동 전극선 제조기술은 확보되어 있지 못하
고, 대부분 수입에 의존하고 있는 실정이며, 전 세계적으로도 이러한 제조기술을 적
용하는 국가는 일본, 독일 등 선진국에서 일부 시도되어지고 있다. 이러한 특수 합
금선의 제조기술이 까다로운 이유는 원소재의 제조기술에서부터 신선가공에 이르기
까지의 각 제조공정이 매우 엄격하고 까다롭기 때문이다. 즉, 원소재는 표면결함이
없고 주괴의 응고조직을 제어할 수 있는 주조기술에 의해 제조되어야 하며, 치수의
정도가 우수한 특수 합금세선을 제조하기 위해서는 dies 설계기술 확보, 윤활유 선
정, 열처리기술 등의 종합적인 신선가공기술 확보에 의해서만이 제조가 가능할 것
이다. 따라서, 인발가공 전에 60/40황동 구조선재의 순도향상과 아울러 일방향응
고주조에 의한 길이방향의 결정립배열에 대한 연구가 큰 관심을 모으고 있다.

- 20 -
가열주형식 수평연속주조에 의한 일방향 선재 및 세선제조공정기술은 기존의 제조
기술이 billet을 압출 및 다단계 신선과 열처리의 복잡한 방법인데 비해 원가가 절
감될 뿐만 아니라, 선재내부의 미세조직을 원활히 조절할 수 있어 체계화된 가공공
정에 의해 선재로부터 세선의 제조가 가능한 선진기술이다. 방향성 및 일방향응고
에 의한 연속주조연구는 국내의 경우 한국기계연구원, 한국생산기술연구원, 경상대,
충북대 등에서 수행되었으나, 아직 실용화를 위한 공정연구는 미흡한 실정이다.
3. 국내ㆍ외의 연구현황
연구수행 기관 연구개발의 내용 연구개발성과의 활용현황
일본 지바공업대
(A. Ohno 교수)일방향응고기술 개발
단결정 재료 및 극세선 제조공정에
활용
캐나다 몬트리올
대학(H. Soda 교수)일방향응고 응용기술개발 극세선 제조 연구
기업연구소(미국) 일방향응고 응용기술개발 극세선 제조 연구
미쓰비시 연속주조기술 개발 60/40 계열 황동전극선
스미토모 연속주조기술 개발 60/40 계열 황동전극선
후루카와 일방향응고 응용기술개발bonding Wire, stellite 선재, 휴대
폰용 안테나선 제조
후지공업 일방향응고 응용기술개발bonding Wire, stellite 선재, 휴대
폰용 안테나선 제조
한국기계연구원 일방향 수평연속주조기술연구 극세선 제조기술
한국생산기술연구원 일방향 수평연속주조기술연구 극세선 제조기술
경상대 일방향 수평연속주조기술연구 극세선 제조기술
충북대 일방향 수평연속주조기술연구 극세선 제조기술

- 21 -
제 3 장 기술지원 수행 내용 및 결과
제 1 절 기술지원 수행
1. 목표 달성도
가. 정량적 목표 달성도
기술지원 목표 평가기준 평가방법 평가 결과
EDM Wire 소재의 사업화를 위한
기술자료 지원3건 기술자료 유무 3건
최적 주조조건의 확립 5% 주조 불량률 5%이내
주조불량 원인규명 및 대책 4건 분석자료 건수 6건
냉간 가공공정조건 최적화 5% 가공불량 5% 이내
EDM Wire 의 기계
적 특성 및 방전가
공 특성평가
인장강도 1,000 MPa KS max. 1,071MPa
연신율 1% KS 1% 이상
전기전도도 25 IACS KS 25.39
절단속도 10% 이상 절단시험 15%
직진도 5 cm/1m KS 1.5 이하
나. 정성적 목표 달성도
기술지원의 목표 기술지원의 내용 평가결과
주조불량 원인규
명 및 대책수립
- 주조조건에 따른 불량 분석
- 불량유형에 따른 주조조건
개선
- 개재물, 편석, 표면불량, 합금성분 loss
개선
- 마크로조직, 마이크로조직 분석함
- 응고패턴 미세조직 분석함
최적 주조조건의
확립
- 수평연주 조건의 정량적 해석
- 방향성 미세조직 구현
- 압탕효과 분석
- 주탕온도 분석
- 연주방법 분석
- 냉각조건(1차, 2차냉각) 분석
냉간 가공공정 조
건 최적화
- 후가공 설비 도입 검토
- 가공열처리 공정 특성평가
- 압연/인발 공정 설비 도입시 검토
- 다단 신선인발공정 시스템
- 인장, 연신, 경도 테스트 실시
EDM Wire 의 기
계적 특성 및 방
전가공 특성평가
- 특성평가기술자료 지원
- 소재에 따른 특성자료 지원
- 특성평가항목 표준화 지원
- 절단속도 평가
- 소재사용랑 분석
- 자동결속특성(직진도) 분석
EDM Wire 소재
의 사업화를 위한
기술자료 지원
- EDM 가공기술 기초자료
- EDM Wire 소재의 기술자료
- EDM 장비 및 지역별
시장자료
- 합금설계 기술지원
- EDM Wire 특허분석 지원
- 대량생산설비 검토 지원
- 태선, 중선, 세선 가공기술 자료지원
- 코팅선/비코팅선 수요동향자료 지원
- 유럽, 아시아, 미주 시장 자료 지원
- 고아연 합금계열 관련 자료 지원
- 국내특허동향 지원
- Multi Trends 수평연주기 자료 지원

- 22 -
2. 기술지원 내용
가. 주조불량 원인규명 및 대책수립
(1) 방향성 수평연속주조 기술
금속 소재는 통상 응해, 주조, 열간 가공, 냉간가공, 열처리 등 여러 공정을 거쳐서
제조된다. 일반적으로 제조 공정수의 증가는 에너지 비용을 포함한 가공비의 증가,
재료 회수율의 저하를 초래하여 제조비용을 상승시킬 뿐만 아니라 결함 발생 기회
도 많아져서 품질상 문제점을 야기시키는 경우도 적지 않다. 이러한 관점에서 오래
전부터 금속 소재를 효율적으로 제조할 수 있는 공정 개발을 위한 노력을 기울여왔
다. 제품 형상에 가능한 한 가까운 소형재를 용융 금속으로 부퍼 직접 제조하기 위
해 개발된 연속주조법은 전형적인 공정 개발의 예이다. 연속주조법은 철강 산업의
고속화, 대형화 및 자동화 추세에 부응하며 제품의 대량 생산과 규모의 이익을 추
구하는데 현저한 공헌을 하 으며, 그 결과 설비도 수직형으로 부터 수직 굽힘형,
수직 축차 굽힘형, 만곡형, 만곡 축차 굽힘형을 거쳐서 수평식으로 눈부신 발전을
하여 왔다. 비철 금속의 연속주조법에 있어서는 대량생산의 문제보다는 회수율, 품
질 등이 중요시되고, 또한 철강에 비해 융점이 낮아서 용탕의 취급이 쉽기 때문에
철강소재의 연속주조법보다 앞서서 다양한 방법이 실용화되어 있다. 그러나 연속
주조법은 일반적으로 열간 압연과 결합시켜 가공용 반제품을 만드는 것이 목적이지
만, 최근 이러한 생각을 한층 발전시켜서 소단면의 환봉 및 판상 죽지는 물론 관이
나 복잡한 단면 형상의 금속조나 종래에는 소성 가공만으로 제조할 수 있는 것으로
생각된 박판과 세선을 직접 주조하거나 후속의 가공 및 열처리 공정을 생략하는 방
법을 고려하게 되었다. 한편 연속주조법은 일반적으로 수냉식의 중공 냉각 주형에
용탕을 공급하므로 주형 벽면상에서 우선적으로 안정한 응고각이 형성되고, 이를
주형으로 부터 인출하면서 냉각된 주괴를 얻게 된다. 따라서 주괴의 외부에는 주괴
표면에 수직한 방향으로 주상정이 발달하고, 주괴의 중심부에는 수축공이나 불순물
의 편석이 발생하기 쉽다. 내부 결함이 없고 또한 결정입계가 없는 단결정재료의
제조법으로는 Czochralski법과 Bridgman법이 있는데 이들 공정은 실리콘 단결정의
제조와 터빈 블레이드 제조에 각각 응용되고 있다. 그러나 이들 공정 중 어느 것도
얻어지는 제품의 길이에 제한이 있고 입의의 단면 형상을 갖는 무한히 긴 단결정을
연속적으로 주조할 수는 없다. 따라서 앞에서 언급한 연속주조법과 일방향응고법을
결합한 방향성 또는 일방향 응고 연속주조 기술에 대해 많은 연구가 진행 되었고,
산업현장에서 실제 제품에 적용되기도 하고 있다.
최근 전자산업의 급속한 발전에 따라 사용기기가 더욱 정 화, 소형화되고, 특히 컴
퓨터 집적회로용 bonding wire, 음향기기 전선 및 스파터 증착용 target 등 사용재
료의 품질요구가 더욱 까다로와지고 있다. 이러한 추세에 따라 수축, 기포, 비금속
개재물 등이 없는 방향성 또는 단결정 합금에 대한 관심이 고조되고 있으며 전자기
기의 핵심부분에 이러한 고품질의 고급 소재가 많이 사용될 것이 예상된다. 최종
제품 향상에 가까운 단결정 또는 방향성을 갖는 동합금의 방향성 연속주조 기술에
의해 용융금속으로 부터 직접 연속적으로 제조함으로처 종래의 공정과 비교하여 에
너지와 비용을 절감하고 품질이 월등한 고부가가치의 제품들이 개발되고 있다.

- 23 -
따라서 이러한 방향성 결정 및 단결정 연속주조 기술은 방향성 결정 및 단결정 무
산소등이 개발되어 전자 및 고급음향기기용 재료로서 사용 되고 있다.
방향성 연속주조 기술에 관한 여러 방법 중에서 현재 선진국에서 부분적으로 산업
에 적용하거나 연구가 진행되고 있는 소단면의 환봉상 간상 및관상의 주괴를 제조
하는데 적합한 기술로 생각되는 가열주형 방향성 연속주조 기술에 대하여 원리, 장
치의 종류 및 특성, 제품의 용도 등에 관하여 아래에 열거하 다.
O.C.C를 통한 일방향응고기술은 일본 지바공업대학의 A. Ohno 교수에 의해 개발
되어, 단결정 재료 및 극세선 제조공정에 활용된 기술로서, 음향기기 및 video
cable, DVD cable과 반도체 저항선 등의 고급선재들이 실용화되었으며, Bi계 fuse
또한 생산에 들어갔다. 최근에는 지바 공업대학, 오사카 후지공업(주), 후루카와 전
기 등에서 반도체 Bonding wire 소재를 일방향응고하여 직경 20㎛정도로 신선하는
기술을 개발하 으며, stellite 선재, 휴대폰용 안테나선, 난가공성선재 등의 기업화
연구를 수행하고 있다.
일방향응고에 의한 극세선제조연구는 캐나다 몬트리올 대학의 H. Soda 교수팀, 미
국의 기업연구소 등에서도 활발히 수행하고 있는 추세로서, EDM WIRE용 황동 전
극선 제조를 위한 일방향 응고기술의 적용에 대한 연구는 아직 알려진 바 없다. 따
라서, 일방향응고 기술을 통한 Zn의 함량이 높은 난가공성 EDM WIRE의 개발은 압
출 후 다단 열처리 공정을 통한 제조방법보다 고기능성 EDM WIRE를 저가에 생산
할 수 있는 극세선 제조법으로서 실용화에 대한 잠재력이 매우 큰 것으로 분석된
다.
기존의 연속주조법은 냉각주형 내에 용탕을 공급하여 주형벽에서 응고를 진행시켜
용탕의 단락이 일어나지 않도록 주형 내에서 응고층을 형성시킨 후 주괴를 주조하
는 방식인데 반해, 가열주형식 연속주조법은 기존의 연속주조공정에서 사용하는 냉
각주형 대신에 주조 금속의 응고온도 이상으로 가열한 주형을 이용하여 주형의 벽
면에서의 용탕의 응고를 방지하는 것이 특징이며, 이와 같이 주형벽면에서의 결정
의 핵생성을 저지하여 주괴를 주형의 밖에서 냉각되도록 하면, 열 이동 방향과 일
치된 우선성장방향을 가진 결정만이 경쟁성장에서 살아남게 되어 주상정 또는 단결
정인 소재를 얻을 수 있다. 그림 1.은 가열주형식과 기존의 냉각주형식 연속주조법
의 원리를 비교한 것이다.

- 24 -
그림 1. 냉각주형식(좌) 및 가열주형식(우) 연속주조법

- 25 -
그림 2. 기존주조업과 가열주형식 연속주조법의 공정비교

- 26 -
그림 2.는 Al-Si계를 예로 들어 가열주형방식의 연속주조법으로 30㎛의 초극세선
bonding wire를 제조할 경우 예상되는 공정을 기존의 연속주조방식에 의한 통상적
인 제조공정과 비교 한 것이다.
최근 정 기기, 전기기기, 반도체, 공작기계, 인쇄기 등 많은 분야에서 직경이 수십
마이크로 이하인 세선이나 극세선의 가공기술이 주목받고 있다. 그 이유로서는 기
능을 높이고 경박 단소의 기기를 포함한 신제품 개발을 위해, 또한 선재의 시장 확
대와 부가가치의 향상 등이 있을 수 있다.
특히 Nano 산업, Bio 산업 및 신약산업의 발전과 더불어 극한 정 필터나 촉매용
으로 사용되는 세선 및 극세선의 기술개발이 주목을 받고 있다. 비철선에서는 반도
체의 bonding wire, magnet wire, 전자재료, 방전가공용 전극선 등을 들 수 있는
데, 가열주형 연속주조를 통한 일방향선재는 이 모든 것의 극세선화를 가능케 할
것이다. 또한, 최근 극세선 제조기술은 전 세계 선진국들이 많은 연구비를 투자하여
개발에 박차를 가하고 있는 "Nano-Technology"로 발전되기 때문에 상업적 가치가
매우 높은 기술이며, 극세선을 이용하여 bonding wire, magnet wire, 전사재료, 방
전가공용 전극선 등을 산업화할 경우 일방향응고에 의한 금속선재 제조공정은 기존
공정보다 공정의 간편화를 이룰 수 있으며, 난가공성 선재 또한 가공이 가능케 하
여 소재개발 및 가공기술에 있어서 타 기술보다 우선하여 기업화의 밑바탕이 될 수
있을 것으로 기대된다.
전자산업의 급속한 발전에 따라 전자기기가 더욱 정 화, 고품질화, 소형화되고 있
으며, 이에 사용되는 재료의 요구 조건도 점차 까다로워지고 있다. 재료내부에 수축
공 기포, 비금속개재물 등의 주조결함뿐만 아니라 결정립계가 전혀 없는 단결정 소
재나 일방향입계로 제어된 방향성 나노결정 합금이 컴퓨터 집적회로의 bonding
wire, 고급 음향기기의 cable 등 핵심전자기기 부품소재로 그 사용량이 급격히 증
가하고 있다. 또한, 용융금속으로부터 직접 선재를 연속 제조함으로써 에너지 소비
를 줄이고 회수율을 향상시켜 생산성이 높을 뿐 아니라, 전자기 특성이 우수하여
첨단전자기기, 음향기기 등 고부가가치 제품 개발에 큰 향을 미칠 것으로 기대한
다. 가열주형 연속주조법에 의해 생산될 수 있는 용융분야는 Cu합금, Al합금을 비
롯하여 Stellite, Ni합금, Mg합금, Stainless steel 등 그 범위가 매우 넓으며, 이들
분야에서도 특히, Cu합금과 Al합금은 그 산업수요가 매우 크다. 따라서 가열주형식
연속주조를 이용한 제조공정기술 개발을 통해 일방향 또는 단결정 주괴의 국산화
및 실용화에 의해 난가공성 선재의 극세선화에 성공할 경우 수입대체, 원가절감, 극
세선 시장의 활성화 등 그 파급효과는 상당히 클 것으로 기대된다.

- 27 -
O.C.C 공정은 연속주조에서 일반적으로 사용하는 중공의 냉각 주형대신에 가열 주
형을 사용하여 주형 벽면에서 결정의 핵생성을 완전히 저지하여 용탕의 응고는 주
형을 벗어나 주괴의 응고 선단에서만 이루어진다. 즉 주괴 표층은 액막으로 덮혀
있는 상태에서 주형을 나와 주형 바로 밖에서 그 액막이 응고를 하게 된다. 일반적
으로 주상정에서 등축성 천이는 주상정의 성장 전면에 있어서 과냉 용융 금속중에
존재하는 이물질, 미립자 상에 등축정의 핵이 생성된다고 믿기 때문에 G/R 을 중
요시하며 고액계면에 있어서 온도 구배 G와 응고 속도 R 의 관계로 응고 기구를
설명하여 R이 크게 되면 등축정이 생성되는 개념을 가지고 있다. 그러나 "Ohno"는
주조 금속에 있어서 등축정 즉 자유정은 주형벽상에서 핵생성한 결정이 안정한 응
고각을 형성하기 이전 단계에 주형벽으로 부터 유리한다는 결정 유리설을 제창하
다. OCC 공정은 연속주조용 주형의 내벽면을 주조금속의 응고 온도 이상으로 가열
하고 주형 벽면에서결정의 핵생성을 완전히 저지함으로서, G/R 에 관계없이 무한
히 긴 일방향으로만 성장한 결정을 얻을 수 있는 것으로 알려지고 있다. 주형 출구
내벽의 온도가 향상 주조 금속의 응고 온도 이상으로 유지하도록 제어함으로써 봉
상, 판상, 관상 또는 복잡한 단면 형상의 일방향 응고 주괴를 연속적으로 얻을 수
있다. 또한 용탕의 공급이 불가능하개 때문에 종래 생각하기 어려웠던 세선 또는
박판을 직접 용탕의 응고에 의하여 제조하는 것이 가능하다.
OCC 공정은 주괴의 인출 방향에 따라서 하향식, 수평식, 상향식으로 구분된다 하
향식은 주괴를 주형으로 부터 하향으로 인출하므로 주괴의 중간에 가스가 함유하는
위험이 가장 적으나 용탕이 주형 하단으로 부터 유출하게 되어 break -out을 일으
키기 쉽다. 수평식은 세선과 박판 제조에적합한 것으로 알려져 있는데, 이 방법은
가열 주형 내벽의 상단을 용탕보지로의 탕면과 거의 같은 위치가 되도록 수평으로
설치한다. 상향식은용탕 보지로의 탕면과 주쳔 출구단이 같은 위치에 있도록 한 상
태에서 주형의 하단으로 무터 용탕을 공급하고 상단으로 부터 주괴를 인출하므로
break-out 될 위험이 없다. 그림 3.은 상향식 연속주조 작업 장치를 보여주고 있
다.

- 28 -
그림 3. 상향식 연속주조 작업 장치

- 29 -
가열주형은 홀딩로의 중앙에 위치시키고, 주형 dummy bar의 선단을 가열 주형내
용탕에 침적시켜 일정 시간 유지 후 pinchroll로써 수직 상향으로 인출시킨다. 주괴
는 수냉 장치로 냉각시키는데, 주괴의 표면은 가열 주형의 외부에서 응고하도록 주
형 온도와 주괴의 인출 속도를 조절함으써 임의의 단면 형상의 주괴를 연속적으로
얻을 수 있다. OCC 공정에 의해 제조하는 주지의 일예로서 Ohno는 Al-Cu합금에
대해 수평식연속주조 장치로 방향성 응고 주괴를 주조하여 보통 주괴에 대한 응고
조직과 소성가공성 및 기계적 성질의 차이점에 대하여 연구하 다 중요한 주조 조
건은 용탕온도를 각 합금의 액상성 온도 이상 50-90℃, 주형 온도를 각 합금의 액
상선 온도 이상 20-70℃, 주조 속도를 250mm/min, 수냉 위치를 주형 출구단으로
부터 20mm,냉각 수량을 11/min으로 하 다. 실헙결과 표면 상태는 방향성 응고
주괴가 보통 주괴에 비하여 표면 조도, 광휘도 등이 우수하고 응고 조직은 보통 주
괴가 주괴 표면으로 부터 내부로 향한 주상정이거나 등축정인데 반해, 방향성 응고
주괴는 등축정이 전혀 없는 방향성 응고 조직으로써 결정 성장 방향으로 규칙성을
확인하 다. 기계적 성질은 방향성 응고 주지가 보통 주괴에 비해 우수한 특성을
갖는다. O.C.C 공정은 알루미늄이나 동합금에 대해서 이미 공업화되어 있으며, 마
그네슘 합금에 대해서도 연구가 진행되고 있다.
(2) 방향성 주조기술과 EDM WIRE
방전가공 중에서도 와이어 방전가공은 1960년대에 개발된 이래 가공형상의 복잡화,
제작성 향상, 피 가공물의 품질향상에 의해 그 응용범위가 확대되어 왔다. 더욱이
최근의 기계성능의 향상은 미세하고 복잡한 형상의 가공, 고속가공, 두꺼운 소재의
가공, 고정 가공, 인력단축을 가능하게 하여 응용범위는 한층 확대되고 있다.
특히, IC용 리드프레임이나 미세기어용 금형, 화학방직기의 노즐, 잉크제트 노즐 등
의 가공이 좋은 예이다. 이 경우에는 에칭 가공법보다는 리드단면형상이 우수한 펀
칭가공이 사용되지만, 이 금형을 제조하는 데는 종래의 연삭법 보다도 생산성이 월
등히 우수한 0.1mm이하의 전극선을 사용한 방전가공이 적용되고 있다. 최근의 정
보화 사회를 지탱하고 있는 IC 리드프레임의 형상 정 도, 피치의 요구이외에도 마
이크로 머신의 등장 등등, 기계부품의 미세화, 집적화가 진행될 것으로 예상되므로
미세가공에 대한 요구는 보다 엄격화 되고 있다. 그런데, 직경이 0.1mm이하인 방
전가공용 세선의 재료로는 60/40황동이 사용되어야하나, 국내에서는 방전가공용
60/40 계 고강도/고정 EDM WIRE용 황동 전극선 제조기술은 확보되어 있지 못
하고, 대부분 수입에 의존하고 있는 실정이며, 전 세계적으로도 이러한 제조기술을
적용하는 국가는 일본, 독일 등 선진국에서 일부 시도되어지고 있다. 이러한 특수
합금선의 제조기술이 까다로운 이유는 원소재의 제조기술에서부터 신선가공에 이르
기까지의 각 제조공정이 매우 엄격하고 까다롭기 때문이다. 즉, 원소재는 표면결함
이 없고 주괴의 응고조직을 제어할 수 있는 주조기술에 의해 제조되어야 하며, 치
수의 정도가 우수한 특수 합금세선을 제조하기 위해서는 dies 설계기술 확보, 윤활
유 선정, 열처리기술 등의 종합적인 신선가공기술 확보에 의해서만이 제조가 가능
할 것이다. 따라서, 인발가공 전에 60/40황동 구조선재의 순도향상과 아울러 일방
향응고 주조에 의한 길이방향의 결정립배열에 대한 연구가 큰 관심을 모으고 있다.

- 30 -
가열주형식 수평연속주조에 의한 일방향선재 및 세선제조공정기술은 기존의 제조기
술이 billet을 압출 및 다단계 신선과 열처리의 복잡한 방법인데 비해 원가가 절감
될 뿐만 아니라, 선재내부의 미세조직을 원활히 조절할 수 있어 체계화된 가공공정
에 의해 선재로부터 세선의 제조가 가능한 선진기술이다. 일방향응고에 의한 연속
주조연구는 국내의 경우 한국기계연구원, 한국생산기술연구원, 경상대, 충북대 등에
서 수행되었으나, 이직 실용화를 위한 공정연구는 미흡한 실정이다.
당사는 가열주형식 연속주조장치를 통하여 방향성 선재를 제조하는 기술을 보유하
고 있으며, 그림 3.은 참여기업에서 제작한 지름 15mm의 순동 봉상이다. 내부조직
을 보면, 인출방향과 수평을 이루는 방향으로 일방향성을 지니고 있음을 볼 수 있
다 또한, 제작된 선재를 가지고 ㎛단위의 극세선을 제조해 본 경험을 가지고 있다.
그림 6.은 기열주형식 연속주조로 제조된 지름 8mm의 순 알루미늄 봉상이다.

- 31 -
그림 4. 가열주식 연속주조를 통한 15mm Pure Cu 봉상의 단면 조직
그림 5. 가열주식 연속주조를 통한 8mm Pure Al 봉상의 외형(상)과 외형조직(하)

- 32 -
기존의 냉각주형식 연속주조법은 수냉주형에 용탕을 공급하여 주형벽면 상에 우선
안정한 응고각을 형성시킨 후 연속적으로 주형으로부터 인출하여 주괴를 얻을 수
있기 때문에 주형벽면에 수직한 방향으로 성장하게 되어, 주괴가 최후에 응고하는
중심부에서는 기공이나 불순물의 편석발생을 완전히 억제할 수는 없다.
따라서 요구하는 특성이 매우 까다로운 재료개발에는 주괴 자체가 등축정이 아닌
일방향 응고조직이나 단결정이어야 하며 재료 내부에는 기공 등의 결함이나 편석
등이 극히 억제되어야 할 것이다. 소형화의 예로, 통상 30㎛ 이하의 초극세선이면
서, 기계적으로 안정한 특성을 가진 반도체 IC, LCD의 bonding wire를 들 수 있
다. 그러나, 이와 같은 초극세선을 제조하기 위해 반드시 고려되어야 하는 사항 중
의 하나가 건전한 주괴의 선택이다. 즉, 내부결함, 표면결함 및 용질원자의 편석이
억제된 단결정 또는 일방향응고조직을 가진 주괴를 사용해야 이와 같은 초극세선을
제조할 수 있을 것이다. 고품위 주괴를 얻는 주조방법으로는 기체가압식 Hot Top
주조법이나 전자장주조법(EMC)등이 있으나, bonding wire와 같은 30㎛이하의 극세
선용 주괴 제조에는 부적합하다. 그 이유는 이러한 주조방식이 내부결함이나 표면
결함 등을 어느정도 감소시킬수는 있지만, 기계적 안정성과 극세선가공 모두에 도
움이 되는 일방향응고 또는 단결정조직을 가진 주괴를 얻기가 어렵기 때문이다.
일본 千葉工業大(China Institute of Technology) 명예교수인 Atsumi Ohno교수에
의해 개발된 가열주형식 연속주조법(일명 Ohno Continuos Casting : OCC 이라고
한다)으로 제조된 주괴는 일방향 응고 또는 단결정 조직을 가지고 있을 뿐 아니라,
내부의 결함이나 표면결함을 거의 내포하지 않기 때문에, 초극세선이나 난가공소재
의 가공, sputtering target 제조 등 극한재료의 이용에 적합하다는 것이 세계적으
로 널리 알려져 있으며, 많은 연구가 행하여지고 있다. 일본의 경우 일본 경금속,
오오사카 후지공업, 치오다금속, 후루까와 공업, 스미토모 전기 등에서 실용화를 위
한 연구가 많은 진전이 있어, stellite 선재, bonding wire, sputtering target,
Sn-Zn solder제, 음향기기의 cable용 주괴 등의 제조에 이용되고 있다.
국내의 경우. 전량 수입에 의존하고 있는 Al 및 Al-Si 합금 bonding wire의 개발을
금성전선(現 LG전선)이 시도한 적이 있으나. 기존 주조방식에 의해 등축정이면서
결합이 다수 존재한 주괴가 제조되었기 때문에, 수십 ㎛이하의 극세선으로는 제조
가 불가능했다. 또한, 다른 국내기업에서도 비철합금 wire를 외국으로부터 공급받
아, 수십 ㎛이하의 극세가공하여 제품화하고 있으나, 공급소재내에 존재하는 다수의
결함으로 인하여 현재까지 높은 단선율을 극복하지 못하고 있다.
즉, 기공, 편석, 비금속 개재물 등이 없고, 결정입계가 존재하지 않는 단결정 또는
일방향 응고주괴가 우선적으로 개발되어야만 고기능‧고성능의 부품에 적응되는 전
자부품재료의 개발이 가능할 것이다.
본 과제에서는 가열 주형식으로 수평연주할 때 액체 금속이 몰드외부로 유출되어
작업에 아주 위험할 수 있으므로 냉각주형식 몰드를 통해서 방향성 미세조직을 갖
는 연주 봉을 생산하고자 하 다.

- 33 -
그림 6은 참여기업에서 제작 한 수평연주장비 몰드 내부의 개략도이다. T/C를 통해
구간별 온도를 체크하여 금속의 응고상태를 파악할수 있으며, 냉각수와 주조속도의
조절을 통해 고-액계면을 앞뒤로 조절하여 일정한 계면의 위치를 유지하는 것이 중
요하다.
수직 연주장비와는 달리 수평연속주조법은 상부와 하부의 온도편차가 크게 발생하
며, 몰드 내부와 용융금속간의 반응 가능성이 높아서 주조하기가 매우 까다롭다. 그
러나 대량 생산성 측면에서 아주 유리하며 연속공정연계 작업시 후공정과의 연계가
쉽게 이루어질 수 있다.

- 34 -
그림 6. 수평연속주조용 냉각몰드 및 금속응고 개념도

- 35 -
그림 7. 연속주조 장면(φ9)
- 용해주조 날짜 : 2008/03/24
- 주조물 사이즈 : φ9, 5m

- 36 -
(3) 주조조건에 따른 불량 원인 분석
표 1. 은 주조 불량 원인에 따른 대책방안을 나타낸 것이다. 주요결함 원인으로서
는 응고속도결함, 주조속도 결함, 탈아연 결함, 표면기포 결함, 표면반응결함, 잔탕
부족 결함 등이 관찰되었다. 또한 아래는 이러한 결함에 때한 분석과 대책방안을
기술하 다.
(가) 응고속도결함
응고속도결함은 응고속고가 낮거나 높아서 생기는 결함으로서, 주조속도와 상반되
어 생산성을 위해서 주조속도를 높이고자 하면 응고속도가 늦어져 표 1. 과 같은
결함이 생성된다. 따라서 최적의 응고속도를 유지하려면, 냉각수를 일정하게 유지한
후 주조속도를 조절함이 바람직하다. 그러나 냉각량이 충분할 때는 주조속도를 충
분히 높일수 있으나 몰드 외부로 내부에는 아직 액체 금속이 유지 되는 경우가 많
으므로 외부에서 2차 냉각을 수행하는 경우가 많다. 본 과제에서도 냉각자켓을 통
과하여 외부로 인출된 연주봉을 2차 냉각을 통해서 상온에 가깝게 냉각하 다.
(나) 주조속도 결함
주조속도는 수평연속주조공정에서의 생산성을 좌우하므로 조건을 설정할 때 항상
최대를 목표로 정하고 있다. 하지만 냉각속도 및 용탕의 유동성, 압탕효과, 표면 반
은 등의 변수를 고려하여야만 할 것이다. 일반적으로 주조 속도를 높이 경우 머시
존 구역이 깔대기 모양으로 깊어지면서 고-액 계면이 냉각몰드의 밖으로 이동하게
된다. 반대로 냉각속도가 동일한 조건에서 주조속도가 높으면 고-액 계면이 홀딩로
벽에 가까워지게 된다. 노즐 내면과의 반응성에 대한 문제점이 없다면 주조속도가
낮아도 제품에는 문제가 없으나, 생산성이 떨어지게 되므로 추전되지 않는다.
(다) 탈아연 결함
주조온도가 높을 경우 발생하는 경우로서, 용탕내의 아연의 비등점이 낮아서 발생
하게 된다. 이 결함은 원재료의 조성결함과 동시에 고려하여야하며, 개선 방법으로
서는 주조온도를 낮추어서 용해온도보다 약 50℃~100℃ 높은 온도에서 실시함이
적당하다. 용해온도와 유사할 경우는 용탕의 유동성에 의한 결함이 발생할 가능성
이 있으므로 적당하게 높은 것이 유리하다. 이러한 탈아연 결함은 몰드의 냉각 상
태가 좋지 않거나 주조속도가 높아서 연주봉의 표면만 순동의 색깔에 가까워지려는
경우가 발생할 경우도 있으므로 항상 단면을 성분분석하여 품질관리해야 함이 바람
직할 것이다.
(라) 표면기포 결함
표면의 기포는 내부의 기포결함과 달리 표면 반응에 의한 결함이다. 즉 노즐과 액
체금속과의 반응에서 잔류수분에 의한 기포발생과 원재료에서의 첨가원소와 노즐과
의 반응에 의한 기포가 발생할 가능성이 크다. 따라서 개선방안으로서 노즐을 충분
히 예열시키며, 용탕내의 게스유입을 방지하고, 노즐내부의 게스유입을 방지할 필요
성이 있다.

- 37 -
(마) 표면반응 결함
표 1.의 표면반응 결함은 수평연속주조 초기에 발생하는 노즐표면과 액체금속과의
오랜 시간동안에 발생한 반응 생성물에 의한 것으로, 이 반응 생성물은 노즐과 단
단한 결합력을 가지고 있기 때문에 더미바의 인출시에 표면의 고체금속 중 홀딩로
쪽에 있는 일부분이 떨어지는 현상이다. 그러나 내부는 완전하게 고체화되지 않았
기 때문에 봉의 중앙부의 일정부분씩 줄어들면서 인출되다가 결국에는 완전히 단선
되는 경우이다. 개선 방안으로서는 최초 더미바를 통한 주조시 더미바와 노즐 내면
과의 틈을 통해서 유입되는 대기를 차단하여 내부에서 산화물 생성을 억제시키는
것이 바람직하다. 따라서 본 실험에서는 더미바와 냉각자켓의 외부를 봉입하는 방
법으로 실시하 다.
(바) 잔탕부족 결함
이 결함은 지속적인 용탕을 수위를 조절하지 못하여서 발생하는 결함으로 추가적인
원재료 공급이나, 수위조절을 위해 불활성 게스로 압탕하는 경우도 있다. 본 과제에
서는 추가적인 원재료 공급을 통해 해결하 다.
다. 방향성 미세조직을 위한 최적 주조조건의 확립
그림 7.은 수평연속주조 장면으로서 일방향 주조를 위해 φ9 노즐을 이용하여 주조
하 다.
방향성 수평연속 주조조건의 최적화를 위해서 주조속도, 냉각속도, 인출방법을 변경
하면서 생산하 다. 표 2. 는 방향성 주조를 위한 주조조건별 수평연주봉의 종단면
마크로조 조직사진을 나타낸 것이다. 모든 샘플의 결정입이 연주방향으로 기울어져
있는 것을 확인 할 수 있다. 이 샘플들의 후가공에서의 가공성 향성을 위해서는 약
45° 이하의 결정립 기울기에서 결정립계를 통한 변형 가공성이 높을 것으로 판단하
여 표 1에서 각각의 샘플 사진위에 45° 기울기의 사선을 표시하 다. 연주속도가
35mm/min 이상인 조건에서의 결정립계 기울기는 45° 이상으로 후가공의 가공성
향상을 위해서는 바람직하지 않은 것으로 확인되었다. 따라서 본 실험에서는
ON/OFF 조건에 상관없이 주조속도 30mm/min 이하에서 가장 바람직한 결정립계
기울기를 확인할 수 있다.
라. 수평연속주조봉의 인장시험
상기 결함 등을 제거한 수평연속주조 봉은 후가공시 가공력을 판단하기 위해 인장
시험을 실시하 다. 그림 8.는 인장시험 후의 샘플 사진으로서 전형적인 연성파단
의 형태를 관찰할 수 있으며, 최대 인장강도 값은 361 kgf/mm2, 항복강도 값은
110 kgf/mm2, 연신율은 55.13 %의 각각 평균값으로 측정 되었다.

- 38 -
표 1. 수평연속주조 불량 원인에 따른 개선방안
불량명칭 및 원인 샘플사진 사진(φ30) 개선방안
응고속도 결함
; 낮은 응고속도
- 응고속도를 충분히 줌
- 냉각속도를 증가시킴
- 주조속도를 낮춤
주조속도 결함
; 낮은 주조속도- 주조속도 높임
탈아연 결함
; 고온 탈아연- 주조온도 낮춤
표면기포 결함
; 용탕내 게스혼입
- 탈가스 작업실시
- 노즐 게스유입 방지
- 노즐 예열시간 증가
표면반응결함
; 노즐내면의 산화물
흡착
- 산소유입방지
- 보호게스 장입
- 반응원소제거
- 노즐 재질 변경
잔탕부족 결함- 용해 원재료 보충
- 압탕
양품사진

- 39 -
표 2. 주조조건에 따른 방향성 마크로 미세조직(종단면)

- 40 -
그림 8. 인장 파단 샘플(시험규격 KS B 0802)

- 41 -
라. 냉간 가공공정조건 최적화
(1) 동 및 동합금의 세선 가공기술
(가) 세선 및 극세선 가공기술 현황
극세선을 제조하기 위해서는 거칠게 인발한 선을 소선으로 신선과 열처리를 반복하
는 방법과 용융금속에서 단번에 금속섬유를 얻는 2가지 방법이 있다 그러나 특수한
재료를 제외한대부분의 실용금속 제품은 품질 안정과 가공 원가 면에서 전자의 방
법으로 제조된다.
- 거친 인발선에서의 신선가공
열간압연된 거친 인발선에서 수많은 다이를 이용한 신선가공에 의하여 극세선을 얻
는다 가공을 용이하게 하기 위하여 필요에 따라 가공도중에 연화열처리를 행한다.
철강선재의 신선다이로 굵은 직경의 신선에는 초경합금 다이가 선택되고 그 후 작
은 직경의 신선에는 소결 다이아몬드 다이와 천연 다이아몬드 다이를 선택한다. 한
편 비철선의 경우에는 다이 수명이초경합금 다이보다 훨씬 좋기 때문에 굵은 직경
의 경우에도 소결 다이아몬드 다이가 이용된다.
전술한 단선 인발의 경우 외에 1개의 다이에 수본/수백 본의 선속을 통하여 신선하
는 속인법이 있다. 그 방법에서는 세선이 쉽게 가공되나 선재직경의 불균일성과 진
원도 등 치수정도의 문제가 있기 때문에 제품 용도가 제한된다. 그 이외 1 pass당
단면감소율을 매우 크게할 수 있는 정수압을 이용한 신선법, 단선율이 낮은
micromill에 의한 가공법과 롤러 다이신선이 있다
- 용융금속에서 직접 극세선의 제조
용융금속을 노즐로 사출 후 급랭시컥 비정질 금속섬유나 난가공재인 -Ti 형상기억
합금의극세선을 제조하는 예가 있다. 이들의 제조법을 대별하면 압출법, pendant
up법(PDME법),유리 피복 방사법, 회전 액중 방사법의 4가지가 있다. 어느 것이나
대단히 좋은 방법이나 최적의 제선 조건의 조절이 어렵기 때문에 안정조업을 위해
서는 아직 시간이 걸리는 상황이 다.
- 가공중 발생되는 문제점
극세선의 제조원가가 높은 이유의 하나는 가공중의 단선이다. 한번 단선이 일어나
면 다이를통과하는데 많은 시간이 소요되고, 생산 효율에 치명적인 타격을 줌과 더
불어 안정적으로긴 제품을 제조하는데 방해가 되기 때문에 이 분야에 대한 집중적
인 기술개발이 진행되고 있다. 인발하는 도중에 생기는 크랙이나 단선의 기점은 주
조 때의 편석, 2상, 개재물의 주변에서 일어난다는 보고가 예로부터 있다.
동선의 신선에서는 옛부터 경험에 의해 주괴 상부의 산화물을 제거하고 있다. 현재
연속주조 방식으로 변하고 소재는 대단히 좋아졌으나 세물용 소선은 거친 인발선의
단계에서 반드시 표면의 껍질을 벗기는 다이를 써서 산화물과 표면에 있는 이물을
제거하여야 한다. 단선을 방지하기 위하여 가공 중 이물을 최소한으로 억제하는 대
책이 취해졌으며 단선율은 매년감소하고 있으나 50마이크로미터이하의 극세선에서
는 직경이 적게 되면 지수 함수적으로 단선율이 증가하게 된다.

- 42 -
스테인레스강이나 고탄소강의 세선에 대해서도 개재물은 단선에 큰 향을 미친다.
원소재의 청정화 및 가공중 산화물, 먼지, 공구의 마모분 등 이물의 혼입을 방지하
는 것이 중요하다
- 단선 방지 책
신선시의 단선은 개재물을 기점으로 한 것이 많기 때문에 주조시에 경질의 개재물
을 어떻게 줄이는가와 그 미세화가 불가피하다. 철강선에서는 개재물인 A1203,
SiO2, (Mg, Mn)0 등을 줄이기 위해서 용해정련에 있어서의 Al 원을 빼내고 저산소
정련이 실시되고 있다. 또 동선에서도 이와 같이 SiO2, 탄화물, Fe 화합물을 적게
하고 아산화동입자를 미세화하는 주조법이 취해지고 있다.
또한 다이각, 1pass당 단면감소율의 선정은 단선방지에서 대단히 중요하다. 인장되
어 끊어지는 것을 방지하기 위해 50마이크로미터이하의 극세 신선에서는 1pass당
단면감소율을 10% 정도로 한다. 내부 균일발생이나 선재의 기계적 성질의 면에서
다이각은 최소인발 응력이 되는 각도가 아니고 가능한 한 적게 할 필요가 있다
다이아몬드 다이라고 하여도 다이 수명의 관리가 중요하다. 신선에서 다이 입구부
와 출구부에서 압력이 높아지고 이들의 부분에 마모되기 쉽게 된다. 그 외 천연 다
이아몬드 다이에서는 결정방위에 따라 마모량이 다르기 때문에 다이 관리를 행한
제품의 진원(편마모)에 주의할 필요가 있다. 또한 수많은 다이를 이용한 연속 신선
에서는 다이의 공차와 정도관리, 다이각각의 마모 흐트러짐이 없을 것이 요구된다.
극세선의 신장에서는 습식 윤활제가 많이 사용되고 있다. 윤활은 제품표면성질, 다
이 수명의향상과 인발응력의 저감에 관련된다 앞으로 윤활성, 가공열의 냉각성, 취
급성 및 환경성을보다 높인 윤활제의 개발이 기대된다
(나) 신선 윤활유
신선가공은 금속의 소성가공의 분야에 속하는 냉간 인발가공의 하나로서, 다이
(Dies)에 선재를 통과시켜서 감면(Reduce)하여 정해진 품질, 표면성상의 마무리된
선으로 잡아당기는 가공이다.
신선작업의 생산량은 작업자 한 사람이 일정한 시간 사이에 신선량을 어떻게 많이
하는 가에 달려있기 때문에 일관하여 신선속도를 보다 빠르게 하고 공정의 합리화
를 목표로 하여 발전하여 왔다.
선재는 코일(Coil)로서 공급되어 신선기에서 인발되는데, 선재의 직경은 약 20mm
에서 완제품의 선은 0.01mm 이하의 제품까지 다양하며, 신선속도는 30m/min 정
도에서2,000m/min까지 넓은 범위에 걸쳐 있다.
신선가공은 소성변형에 동반하여 선재표면과 다이면과의 마찰이 커지게 되고, 이때
의 윤활상태는 유체윤활과 경계윤활이 공존하는 혼합 윤활이다. 고로 신선 윤활제
로서의 기본성능은 이렇게 가혹한 마찰조건에 충분히 견딜 수 있는 윤활성을 기지
며, 선선가공에 선재의 소부현상이 없이 연속가공이 가능하고, 또한 마무리 완제품
의 표면이 기대되는 성상으로 얻어질 것이 요망된다.

- 43 -
- 전처리제
신선공정에는 신선하려는 금속의 종류, 마무리선의 직경과 용도, 후가공의 여하에
따라 건식, 습식, 유성 (Oil Type)등 3개의 신선방법이 이용되며, 기본적인 선재-
(열처리)-탈청-전처리-건식/습식/유성-완제품으로 진행된다.
일반적으로 신선가공에서는 탈청(산화피막의 제거)과 전처리는 연속으로 하여 전처
리 공정으로 독립시키는 경우가 많다. 탈청은 보통 산세방법이 이용되며 수세로 탈
산하고, 중화와 신선공정까지의 방청을 겸해서 전처리제를 도포 또는 화학적으로
부착시킨다.
전처리제는 주로 철, 강, 스테인리스선 등에 도포하며, 그 종류와 특징을 보면 표1
과 같이 여러 가지 종류가 있으나 그 자체가 주요한 윤활제로도 작용을 하므로 넓
은 의리의 신선용 윤활제로 생각 할 수 있다. 또한 전처리제는 다음의 신선공정에
그대로 인계되므로 신선공정에서는 신선 윤활제와 혼합되게 된다. 그러므로 사용하
려는 신선 윤활제에 대해서 당연히 전처리 공정을 고려하여 할 수 밖에 없으며, 전
처리 공정은 단순히탈청을 위한 것이 아니고 다음에 올 신선공정의 윤활성을 크게
좌우하게 된다. 따라서 신선 윤활제를 선정하는 경우 전처리제를 신선 윤활제의 일
부로 고려하여 그 종류, 성질, 부착량을 충분히 고려해야 한다.
- 석회석
석회석은 신선작업에 1 있어 산세 후의 중화, 방청제겸 윤활제로서 옛날부터 사용
된 가장 일반적인 전처리제로서 화학적으로 설명하면 다음과 같다.
실제 신선공장의 생산에 있어서는 이 화학식에 의한 필요량보다 많은 양의 생석회
가 사용된다. 이는 온도, 농도, 물 등의 반응조건에 따라 석회비누의 생성률이 변화
하기 때문으로, 생석회는 불순물(점토질, 돌가루 등)이 적은 것일수록 좋다. 석회비
누 탬크의 사용농도는 고형물로서 5~20%의 범위에서 사용목적에 따라 적당한 농
도로 조정하여 사용한다.
석회석 전처리제의 특징으로는 박리되기 쉽고, 윤활효과가 비교적 적고, 먼지가비산
하며 고속 신선에서는 소부를 일으키기 쉬워 사용되지 않는다. 도포 량은
5.000cm2/g이상이며 이상적인 양은 8,000cm2/g정도이다.
-인산염 피막
산 처리액의 성분은 제일인산아연이 주성분으로 여기에 인산, 피막 조정제가 배합
되며 또한 결정 촉진작용과 제일철의 이온을 물에 불용인 제이철로 산화시키는 작
용을겸한 촉진제를 병용한다. 인산 처리액과 선재와의 반응식은 아래와 같다.

- 44 -
표 3. 신선전처리제의 종류와 특징
전처리제 대상금속 주 성 분 처 리 방 식 특징
석 회 비 누
철선
강선
스테인리스선
소석회비누
5 ~ 25%수용액에
상온 ~50'E로 침지
한 후 건조시킨다.
중화능력, 방청효과가
있고 저렴하지만 작
업환경이 좋지 않게
된다.
인산염피막
철선
강선
스테인리스선
고탄소크롬선
제1인산아연
및
인산
농도 IS ~ 30포인
트 은도 60 ~ 90'E
시간 30초 ~5분 침
지 또는 인라인으로
금속표면에 인산아
연의 결정을 만든
다.
화학반응이므로 약간
복잡하다. 윤활성, 방
청성, 2차가공성 등이
우수 하지만 도금선
에는 부적합하다.
붕 사 피 막
철선
강선
스테인리스선
아연도금선
Na2B4O7ㆍ
XH2O
(X=5또는10)
농도 5 ~ 30% 온
도 80 ~ 90'E 침지
또는 인라인으로 처
리한 후 건조시킨
다.
저가격이고 작업도
간단 하지만 건조후
의 흡습성이 문제이
다.
수 지 피 막
철선
강선
티탄선
염소계수지
또는1
불소계수지와
용제
수지농도 5 ~ 15%
액에 상온침지한 후
자연건조시킨다.
처리가 간단하고 윤
활성도 좋지만 용제
를 사용하므로 작업
환경이 좋지 않게 된
다.
금 속 도 금
철선
강선
스테인리스선
아연 동,
놋쇠
용온, 전기, 치환,
확산, 도금 등
윤활성은 매우 좋지
만 설비, 작업에 문제
가 있고 고가이다.

- 45 -
먼저 (1)식의 반응이 일어나고 인산이 감소하면 (2)식이 진행되어 물에 불용성인 제
삼안산아연의 결정이 성장하여 피막으로 된다. 액 중에 용해된 제일인산철은 촉진
제에 의하여 강제적으로 제삼인산철로 되어 슬럿지로서 가라 앉는다.
실제 피막처리 시 매우 복잡한 피막성분이 생성되는데, 이는 Zn3(PO4)2ㆍ4H2O와
Zn2(PO4)2ㆍ4H2O의 혼합물이다. 슬러지는 피막형성에 지장을 주기 때문에 정기적
으로 제거하여야 한다.
인산염 피막의 성질은 연하고 전연성이 풍부하며 형태가 침상결정이기 때문에 윤활
제를 운반하는 작용이 우수하다.
- 붕사피막
80℃ 이상의 온도에서 포화에 가까운 붕사(Na2B4O2ㆍ10H2O)용액에 선재를 침지한
후 건조한다. 윤활제의 캐리어로서 성능이 좋기 때문에 연강선, 경강선에 널리 사용
된다. 석회비누에 비해 고속신선에서도 윤활효과가 크고, 피막도 점착성이 있어 박
리가 어렵고 비산이 적으나 결점으로서 흡습성이 커서 수분이 함유될 경우 윤활성
이 크게 떨어지는 결점이 있기 때문에 습도가 높은 곳에서는 특별한 주의를 요한
다.
- 윤활제의 종류
신선방법에 따라 사용되는 신선 윤활제는 외관, 형태 성질 및 사용조건 등은 표 3.
과 같으며 신선하려는 재질을 윤활제별로 구분하여 보면 표 4.와 같다.
- 건식윤활제
건식의 신선 윤활제는 기름형태(Oil Type)인 기계 윤활, 절삭가공. 기타 소성가공등
에 사용되는 윤활제와 비교하여 상이한 특징을 갖고 있다. 즉 형태는 분말로서, 사
용방법도 물이나 기름과 병용하지 않고 그림2와 같이 직접 분말로서 윤활 면에 공
급한다.그러므로 은활제로서의 큰 역할인 냉각효과가 없기 때문에 냉각은 다른 기
계적인 방법으로 해결해야 된다.
건식 신선 윤활제가 구비해야 할 성질은 아래와 같이
① 분말 상으로 높은 융점(연화점)을 갖고, 다이상자(Diesbof) 안에서는 용융하지
않을 것.
② 선재와 다이의 접촉면에서는 용융하여 유체가 되고, 점성과 전착성이 클 것
③ 극성이 있고 신선 가공 시에 선재표면에 흡착되는 성질을 가질 것

- 46 -
표 4. 신선 윤활제의 분류
분류 외관 신선재질 사용방법
건식 분말상태 연강, 경강선, 스테인리스 다이상자에 넣는다.
습식페이스트상 또는
기름상태
동 및 동합금. 연강, 경강
선, 비철도금선
물에 유화시켜 희석액을 만들고,
슨환방식으로 다이에 뿌려준다.
또는 은활 액에 다이를 침지한다.
유성 기름상 알루미늄, 스테인리스다이상자에 넣는다. 또는 순환방
식으로 다이에 뿌려준다.
표 5. 인발(신선)용 윤활제의 사용구분
윤활제
금속의 종류전처리제 건식윤활제 유성윤활제 습식윤활제
철 선 ◎ ◎(태~중) ◎(세)
강 선 ◎ ◎(태~중) ◎(세)
스테인리스선 ◎ ◎(태~중) ◎ (세)
알루미늄 및 알루미늄합금선 X X ◎ △(세)
동 및 동합금선 X △ △ ◎
티탄 및 티탄합금선 ◎ ◎ △ X
니크롬선 및 Ni, Cr합금 ◎ ◎ ○ X
아연도금선 ○ ◎(태~중) △ ◎(세)
동 및 놋쇠 도금선 X ○ △ ◎
니켈도금선 X ◎ △ X
◎ : 대부분, ○ : 일부분, △ : 극히 일부분, X : 무
(태~중) : 모선이 약 1.0øm/m이상, (세) : 모선이 약 1.0øm/m이하의 신선

- 47 -
④ 내열성이 좋을 것
⑤ 분말의 입자는 보통 10~300메쉬(Mesh) 정도로 입도분포가 균일한 것이 요망된
다.
⑥ 수분의 함량이 1~2%로서 윤활제의 성능저하가 없을 것과, 선재에 부착된 성분
에 의해 녹이 발생하거나 변색이 없을 것이 요망된다.
⑦ 신선 후에 2차 가공성이 우수하여 신선 후에도 부착되어 있던 윤활피막에 의해
선재의 코이닝(Coining)성 등의 효과가 있어야 하며, 또한 신선 완료 후 윤활피막의
탈지성이 양호하여 도금하는 경우 지장이 없어야겠다.
위와 같은 구비사항을 참고로 한 건식 윤활제의 조성을 보면 주성분으로서 금속비
누를 사용하고, 여기에 윤활성을 더욱 좋게 하기 위해 고체첨가제, 극압첨가제를 배
합하고 내압성 내열성을 향상시키기 위해 무기화합물을 혼합한 제품이 일반화되어
있다.
금속비누 공업적으로 분말로 하기 쉽고 높은 융점을 갖는 고급 포화 지방산의 알칼
리, 알칼리토류금속염과 한정된 금속의 염(Salt)으로서, 표4에서 보는바와 같이 지
방산과 결합한 금속의 종류에 따라서 융점, 용융시의 점성이 상이하므로 신선조건
의 차이에 따라 적당히 배합하여 사용한다.고체첨가제 : MoS2, 흑연 등 일반적으로
잘 알려진 고체 첨가제가 사용된다.무기화합물 석회, 활석, 산화티탄 등이 있고 이
들은 직접적으로 윤활성능에관계가 없는 물건이나, 금속비누를 주성분으로 한 윤활
제 성분의 연화점의 조절과 운반체로서의 역할을 한다. 보통 45% 이상 배합한다.
이와 같은 건식 신선 윤활제는 분말을 사용상 투입이나 보충에는 큰 문제가 없으
나,가능한 한 분말이 비산되지 않도록 하며, 비산이 심한 곳에서는 집진장치의 설치
가 바라직하다.
또한 사용관리 시 수분의 혼입에 의해 윤활제가 덩어리가 되면 윤활제의 소비량도
많아지고 발청의 염려가 있으며 만약 금속분과 같은 불슨물이 혼입되면 선재의 표
면선상이 불량할 가능성도 생기게 된다.
- 습식 신선유
습식 신선과 건식 신선을 작업성, 윤활성, 윤활제의 공급방법 등을 비교해 보아건식
신선의 쪽이 좋을 때도 습식 신선을 행하는 경우는 신선가공에서 냉각성이 마무리
선의 품질에 커다란 향을 주는 경우, 또는 양호한 마무리선의 표면성상이 요구되
는 동및 동합금, 철강의 세선, 아연도금의 강세선의 경우이다.
습식 신선유는 물에 유화 뜨는 가용화시켜 희석액을 만들어 순환방식으로 사용한
다. 그러므로 신선유 희석사용액의 관리에 있어서 농도유지, 유화안정성, 노화성,
pH,교환 시기, 액의 부패 등은 수용성 절삭유와 똑같은 방법으로 취급해야 한다.
신선유의 조성은 유성제, 극압제, 유화제(Emulsifier)를 적당한 비율로 광유에 혼합
한 형태로 소개되고 있다. 그러나 신선하려는 선재의 종류에 따라서 조성은 상이하
나, 일반적으로 태선인 경우에는 윤활성이 필요하므로 유성제나 극압제를 많이 함
유하고 유화된 입자의 크기가 큰 에멀젼 형태를 사용하며, 가는 선인 경우에는 윤
활성보다도 냉각성과 선재표면의 광택성이 중요시되므로 유화입자의 크기가 아주
작도록 유화시킬 수 있는 제품으로서 사용농도를 낮게하며 완성품 선재 표면에 부
착물이 없는 제품이 좋다.

- 48 -
비철금속용(구리나 알루미늄 등) 신선유는 윤활성은 물론 좋아야 되지만 냉각성과
마무리 제품의 광택성, 변색성이 더욱 중요시 된다. 일반적으로 분자내에 금속에 잘
흡착하는 극성기를 갖는 동ㆍ식물유 및 이들의 유도체를 주성분으로 하는 신선유로
서 냉각성능과 세정성이 우수한 제품이 바람직하다. 강신선유는 비철금속용 신선유
에 극압제를 함유한 형태를 사용한다.
습식 신선유의 장점은 아래와 같다.
① 물로 희석하여 사용하므로 사용단가가 저렴하다.
② 신선유의 희석액 탱크를 집중탱크로 하면 다량의 재료를 여러 기계로 동시에처
리할 수 있다.
③ 유성형 신선유로는 사용할 수 없는 특수한 윤활원료도 사용법에 따라서 높은가
공도를 얻을 수 있다.
습식 신선유의 단점은 아래와 같다.
① 농도관리, 부패, pH, 사응액의 온도관리, 사용 중 생성되는 스컴(Scum)의 제 거
등 사용관리가 불충분 하면 액수명이 짧아지며 신선한 완성품의 부식, 변식 을 초
래한다
② 폐유의 재생이 불가능하다.
③ 종류에 따라서 건조공정이 필요한 경우도 있다
- 유성형 (Oil Type) 신선유
유성형 신선은 건식신선과 습식신선의 중간 정도의 윤활성을 갖고 있으며, 마무리
선의 표면성상을 얻으려고 할 때 이용된다. 특히 마무리 선에 기름 물질이 부착하
여 있어도 좋으며 완제품 선의 표면 광택이 요구되는 알루미늄, 구리, 스테인리스
등의 중간및 가는 선에 사용된다. 유성형 신선유는 광유에 유성제 및 극압제를 배
합한 제품으로서 광유형 신선유라고도 부르는데, 가공하려는 선재의 종류에 따라서
극압제의 함유량은 상이하나, 선의 직경이 클수록 점도가 높은 유제가 적당하다.
이러한 유성형 신선유(Oil Type이라고도 많이 부른다)의 장점으로는
① 적당한 점도와 윤활력이 있는 것을 선정하면 큰 실패 없이 사용 가능하며
② 폐유의 재생이용이 가능하다.
③ 잔류탄소분이 적은 제품을 선택할 수 있다.
반면에 단점으로는
① 사용단가가 높고
② 인화점이 낮은 제품은 다량의 연기가 발생하여 환경오염의 가능성이 있고
③ 급유에 문제가 있다
④ 가공에 의해 생성되는 금속분의 처리가 곤란한 점 등을 들 수 있다.

- 49 -
- 신선 윤활제의 선정
신선유의 선정기준을 보면 그림5와 같이 여러 가지 요인에 의해 선택을 하게 되지
만 그 중요도의 순서를 조사한 데이터를 소개하면 표6과 같다. 즉 제일 중요한 것
은 마무리선의 외관적인 표면성상으로서 완제품의 사용목적에 적합한 것이 요망되
며, 그 다음으로 윤활성이 우수하여 다이의 수명을 연장할 수 있고, 작업성이 좋은
제품을 선택해야 한다.
(2) 후가공 설비 도입 지원
본 과제에서 참염기업은 신선 및 세선 제조 장비를 도입하는 중 이 으며, 지원기
관은 상기 동 및 동합금 신선기술을 토대로 장비구매부터 설치 및 운전 최적화까지
지원하 다. 표 7.은 도입된 장비의 사양 및 사진을 보여주고 있다.
(3) 가공열처리 공정 특성평가
상기에서 도입된 제조장비는 작동상태 및 구성품 점검 후 시험생산 및 최적화를 진
행하 으며, 원재료(연주봉)의 제조방법이 다르기 때문에 물성 또한 다를 것으로 예
상되었다. 따라서 새로운 가공열처리공정의 정립이 필요하 다. 기본적인 가공열처
리 개념은 그림 9.와 같이 설계하 고, 세부 공정은 그림 10.를 참고로하여 설정하
으며, 최적의 표준공정 수립을 위해서 수차례의 가공실험이 진행 되었다.
그런데 기존 EDM WIRE 제조공정은 빌렛연속주조 -> 압출, 압출원재료 -> 태선
-> 중선 -> 세선의 공정순서로 진행되고 있으며 표 8의 개략공정도와 같다. 그러.
나, 참여기업에서는 장비의 제한과 생산능력이 다르기 때문에 원재료(빌렛/잉곳/전
기동) -> 연속주조 -> 열간/냉간압연 -> 태선 -> 중선 -> 세선의 순으로 정하
고, 관련 생산공정 및 장비를 그림 10.에 나타었다. 또한 세부적인 공정 조건을 정
립하기 위해 반복적인 실험을 진행하 다.
신선공정시 많은 불량이 발생하 다. 표 11.는 불량 현상파악 및 원인분석에 관한
사진들이다. 주요한 단선의 원인은 크게 가공경화결함, 껍질결함, 내부결함, 표면균
열, 표면 스크래치 등이 관찰되었다.
- 가공경화 결함
가공능이 좋은 동합금의 경우는 90%이상의 가공율을 부여하여도 결함발생없이 양
호한 제품을 생산할 수 있다. 본 과제에서 는 60/40계열의 황동합금이므로 가공능
이 크게 좋지 않으나, 일방향성주조봉의 제조로 인해 인발/신선 가공성이 증가하
다. 이러한 가공결화 결함은 표 11.에서와 같이 날카로운 파단면을 가지며 심한 변
형조직을 관찰 할 수 있었다.
- 껍질 결함
주로 표면결함이 인발/신선 공정에서 성장하여 발생되는 결함으로서 모제와 붙어있
다. 이들은 후공정이 진행됨에따라서 더욱 깊이 파고 들기도하여 나중에서 선제의
취약한 부분으로 되어 파단까지 이르게 된다. 이 결함의 대책으로 원재료봉의 표면
품질을 관리함이 바람직하다.

- 50 -
- 내부 결함
내부결함의 종류는 다양하다. 즉 개재물에 의한 결함, 기포에 의한 결함, 편석에 의
한 결함 등이 있다. 이들은 인발/신선공정에서 취약한 부위를 형성하여 파단에 이
르게 되는데 외부에서 관찰하기가 어려운 것이 단점으로, 만약 외부에서 관찰되었
을 경우는 제품으로서의 가치가 상실된 이후일 것이다. 대채으로 원재료봉의 제조
시 내부 결함이 없는 양질의 잉곳을 제조하는 것이 중요하다.
- 표면균열 결함
인발/신선 공정이 진행되면서 가공경화 결함은 일반적으로 내부에서 발생하여 외부
로 전파되는 특성을 가진다. 하지만 가공경화 중에 어느 정도의 내부 가공능이 존
재할 때 외부의 표면결함으로 인해 쉽게 균열이 표면으로부터 내부로 전파될 수 있
다. 이것은 중간열처리로 가공능을 증가시켜 제 작업해야할 것이다.
- 표면스크래치 결함
이 결함은 표면에서 발생하여 큰 결함을 진행 가능서이 있으며, 완제품에서는 제품
의 특성을 저하시킬 수 있으므로 주의해야 한다. 또한 방전가공시 절단가공특성을
저해함으로 각별히 주의해야 하며 인발다이스 관리 및 운반시 작업장 관리 등으로
해결할 수 있다.
이러한 선제결함들은 공정 중에 발생되는 현상이나, 그 원인은 원재료, 즉 연주봉의
품질에 의해 결정되는 것이 다수이다. 따라서 연속주조시에 발생가능한 불량요소를
제거함이 중요한 것이다.
상기 공정조건들은 그림 11과 같이 가공율 80~90% 이내에서 이루어졌으며 공정별
로 가변적으로 적용하 으며, 최공제품에서는 제품의 강도품위에 따라 변경하 다.
즉 Hard Wire와 Soft Wire의 2가지 제품 생산을 목적으로 가공율 및 열처리를 조
절하여 생산하 다.

- 51 -
표 6.신선 윤활제의 선정순위

- 52 -
그림 9. 가공열처리 개념도

- 53 -
표 7. 장비도입 현황
장비명 장비사양 사진
중선기
Φ2 -> Φ1
19 다이스
샤워식
45 마력
세선기
Φ1 -> Φ0.25
22 다이스
침수식
22 마력
파이프 열처리기
수소열처리
12 line
20kW
Φ17.3
권취기 12 bobbins

- 54 -
표 8. 가공 열처리 표준을 위한 공정조건 샘플
Process Name Drawing Dies Heat treatmentBobbin
Capa.
Rod Drawing
(태선)ø9(6.8) -> ø3.5 7dies
Heat Treatment
(열처리)400℃~470℃,
Intermediate Drawing
(중선)ø3.5 ->ø 0.9 17dies(15+2) In Lined Steam Spray 50Kg
Fine Drawing
(세선)
ø9 -> ø0.20,
0.25, 0.3021 dies 30Kg
Final Heat Treatment
(열처리)
Pipe Furnace + Water
Spray Cooling +
Compressed Air Dry
3.0~5.0Kg
In Lined Resistance
Heat3.0~5.0Kg

- 55 -
그림 10. EDM WIRE 제조공정(참여기업)

- 56 -
표. 9 신선공정 불량현상 및 원인
불량현상 사진불량원인 및
해결책
가공경화 결함
(φ5)가공한계 초과
껍질 결함
(φ5)
표면결함의
인발공정시 성장
표면균열
(φ5)
미세표면결함의
인발공정시 성장
내부결함
(φ3)
내부결함의
인발공정시 성장
및 파단
표면스크래치
(φ5)
다이스, 운반 등에
의해 발생

- 57 -
그림 11. 가공열처리 인발/신선 가공율 관리기준

- 58 -
라. EDM Wire 의 기계적 특성 및 방전가공 특성평가
(1) EDM WIRE의 기본 특성
(가) 방전가공기의 원리
방전은 전자나 중성입자의 이동에 기인하는 것이다. 전극간에 수십에서 수백볼트의
전압을 걸면 (-)전극에서 (+)전극을 향하여 전자가 튀어 나간다. 전자는 도중에 서
로 충돌하면서 공기중의 기체 입자와도 충돌을 일으키며 이때 전리 작용이 발생하
여 전자의 수가 늘어난다. 이 경향은 양극에 근접해 갈 수록 점점 높아져 가공물
틈새가 수 μ이 되면 전류 도가 높은 전자가 흘러 피가공체의 한점을 때리게 되는
절연 파괴현상이 일어나는 데 이러한 현상을 방전이라 한다. 이러한 방전력의 크기
는 피가공체나 전극으로 보면 작은 것이지만 단위 면적당 충격으로는 매우 커서 그
림 8.과 같이 피가공체의 절삭이 가능한 것이다.
일반 방전가공법은 동(Cu)이나 흑연(Graphite)등 비교적 가공이 용이한 도전성 재
료를 전극으로 하여 이 전극과 피가공물(강이나 초경합금 등)과의 사이에 60 ~
300 [V] 정도의 전압을 양극간에 걸어 주면서 간헐적인 화염방전을 일으켜 그와
동시에 발생하는 이상 소모현상을 이용하는 가공법이다.
일반적으로 대기 중에서의 가공은 산화물의 생성으로 가공이 순조롭게 진행되지 않
으므로 마주보는 극간의 간격이 대단히 좁은(5 ~ 50 [㎛]전극과 피가공물사이에
등유나 물등의 절연액을 공급시켜 방전작용을 돕고 있다. 또 가공의 진행과 함께
극간 간격은 넓어지는데, 전극과 피가공물과의 간격이 일정하게 유지되도록 전극을
상대적으로 이송 시켜주는 역할은 서보(servo)기구가 담당 한다. 한편 와이어 컷
(wire cut)방전가공법도 기본적인 방전원리에 있어서는 거의 같지만 전극으로 와이
어를 사용한다는 것이 다르며 동, 황동, 텅스텐등의 재질로 된 가는 와이어 전극을
이용해 피가공물을 가공한다. 피가공물이 고정되어 있는 크로스 테이블 (cross
table)은 NC 서보모터의 구동에 의해 XY축 방향으로 이송되어 2차원 형상을 가공
한다.
와이어 전극은 공급용 릴(reel)로 부터 항상 일정한 속도(1-10[m/min] 범위내에서)
로 보내어지며 이는 방전작용에 수반되는 전극의 소모를 보정해준다. 와이어의 굵
기는 보통 Ф0.05 ~ 0.3[mm]의 것이 있으며 가공효율이나 와이어 단선의 방지등
을 고려하여 그 굵기를 선정한다. 와이어는 방전 충격력 등에 의해 강제진동이 수
반되며 이를 극소화시키기 위해서는 항상 변동이 없는 일정한 장력(tention)을 걸어
줄 필요가 있으며 그 값은 보통 와이어의 판단력 (항장력)의 약 1/2 정도면 된다.
예를 들면 Ф0.2 [mm]의 동와이어일 경우에는 500 ~ 800 [g], Ф0.25[mm]의 황
동와이어일 경우에는 800 ~ 1500[g] 의 범위내에서 그 장력을 설정해 주면 된다.
절연액(가공액)은 물이나 등유가 이용되고 있는데, 물을 사용했을 때의 장점은 다음
과 같다.
① 취급이 용이하고화재의 위험이 없다.
② 공작물과 와이어 전극을 빨리 냉각 시킨다.
③ 전극에 강제진동이 발생되더라도 극간 접촉이 일어나지 않게 도와준다.
④ 가공시 발생되는 불순물의 배제가 양호하다.

- 59 -
물의 도전율(또는 비저항값)은 가공특성에 큰 향을 미치므로, 이 값을 일정하게
제어하는 것이 다른 조건을 향상시키는 것 이상 으로 가공물의 정 도와 접한 관
계가 있다.
극간에 공급되는 방전 펄스는 가공면 조도를 양호한 상태로 유지하면서 가공속도를
높이려면 그 파형이 좋아야 하는데, 좋은 파형을 만들기 위해서는 다음 방법이 좋
다.
① 진동폭이 좁고 전류 파고값이 높아야 한다.
② 극성은 전극성(와이어 전극 : 음극, 피가공물 : 양극)이어야한다.
③ 방전회로는 콘덴서식이 좋다.
④ 충전회로는 트랜지스터식 스위칭(transister switching) 회로를 사용하는 것이 적
당하 다.
가공속도는 피가공물의 재질과 두께 그리고 와이어의 종류에 의해 변화하지만 일반
적인 가공속도는 60[mm]두께의 강(SKD11)을 가공 하는 경우 최대이송속도는
4.5[mm/min](270 [mm2/min]정도이며 사용 와이어에 따라서 달라진다. 그런데 최
근에는 300 [mm2/min]또는 그 이상의 속도를 얻을수 있는 것도 출현을 했다. 이
러한 속도가 레이저 가공기 등에 비교하자면 결코 빠르다고 할 수는 없지만, 중요
한 것은 가공정도가 높고 프레스금형등과 같이 두꺼운 재료의 부품을 고정도 생산
가공에 효과적으로 사용할수 있다는 점이다.
(나) 와이어 컷 방전가공의 역사
와이어 컷 방전가공기는 1960년경 소련에서 처음 발명한 것으로 당시에는 투 기
에서 프로파일(profile)을 보면서 수동으로 가공하는 형태 다. 그후 1969년 스위스
의 방전가공기 회사가 파리 공작기계 전시회에 NC화된 방전가공기를 출품하 는
데, 가공속도의 향상과 무인 운전에 있어서 안전성이 우수해 그에 대한 실용성이
주목을 끌게 되었다.
그러나 NC테이프를 작성하는 것이 의외로 손이 많이 가는 작업이어서 대형 컴퓨터
에 의한 자동 프로그래밍 장치를 사용해야만 되었으므로, 이를 사용자가 사용하기
에는 무거운 경제적 부담을 주었기 때문에 비교적 가격이 싼 자동 프로그래밍장치
(Automatic Programed Tool ; APT)가 출현할 때까지 그 보급은 대단히 저조했었
다. 그런데 컴퓨터를 사용할 자동 프로그래밍장치와 컴퓨터를 내장시킨 와이어 컷
방전가공기가 각 제작사들에 의해 개발되어 사용자들이 이를 보다 싼 값으로 입수
할 수 있게 되어 현재는 아주 빠른 속도로 보급되고 있다.
특히, 1980년 중반 이후에는 CAM 소프트웨어의 대중화로 와이어 컷 방전가공기의
발전에 큰 기여를 했으며 와이어 컷 방전가공기의 진보과정을 간단히 살펴보면 다
음과 같다.
① 처음에는 컴퓨터가 사용되지 않은 하드 와이어드(hard wired) NC 가 사용되었
다.
② 1975년경부터 CNC (Computerized NC 또는 Soft wired NC)로의 점진적인 발
전을 했다.

- 60 -
③ 일반적인 테이퍼 가공은 물론 상하 다른 모양을 가공하는 독립제어식 테이퍼 가
공
④ 최근에는 극간의 상태에 최적인 가공조건을 자동적으로 설정해주는 가공조건 자
동설정 기능을 갖춘 다양한 성능의 기계도 출현하 다.
(다) 방전가공기의 장ㆍ단점
장점
- 공작물의 경도와 관계없이 가공
- 무인가공가능
- 전극대로 정 도가 높은 가공가능
- 전극이나 공작물에 큰 힘이 가해지지 않음
단점
- 각 가공 때마다 다른 적극의 필요
- 변질층의 생성
- 방진 Clearance로 인한 오차 발생
(다). 방전가공기의 종류
방전가공기는 2가지 형태가 있다. 형조방전가공은 특정형상의 전극을 사용하여 그
형상을 투 하는 방전가공이며, Wire 방전가공은 Wire 에 의한 윤곽가공을 수행하
는 가공형태이다. 그림 9는 방전가공기의 종류에 따른 특징을 나타내었다.
(라) 가공속도
와이어 컷 방전가공은 확대대 그 자체의 가공이므로 보통 가공속도의 정의는 단위
시간당의 가공 면적을 취하는 경우가 많다. 이는 곧 가공속도(mm/min) = 가공이송
속도(mm/min) × 피가공물 두께(mm)로 표기할 수가 있다. 때로는 가공이송속도와
피가공물 두께를 병기하는 수도 있다.
(마) 와이어 정극의 굵기와 속도
와이어 전극으로 사용되는 재질은 주로 동과 황동이 있으며 특수한 경우에는 텅스
텐, 몰리브덴, 강철 등이 사용되기도 한다.
동 와이어와 황동 와이어는 구하기 쉽고 경제적이면서도 재질에 비해 가공속도가
빠른 특징이 있는 반면, 원래 항장력이 약하기 때문에 Ф0.1[mm]미만인 와이어에
는 강도가 낮아서 사용하기 부적당하고 일반적으로 황동 와이어는 Ф0.1 ~
0.25[mm], 동와이어는 Ф0.15 ~ 0.25[mm]의 범위에서 사용된다. 반대로 텅스텐
와이어는 항장력이 높아 직경이 작아도 사용 가능하며 보통 Ф0.05 ~ 0.1[mm]인
와이어의 재질로 사용된다.

- 61 -
그림 12. 와이어 컷 방전가공 개념도

- 62 -
표 9. 방전가공법의 종류
구분 형조방전가공 Wire 방전가공
전극제작 특정상의 전극 필요 특정 전극 불필요
가공정도 공차는 사상면 조도이상 조절곤란 공차의 조절용이
변질층 침탄에 의한 경화층 두께 연화층 두께
안정액중 방전가공을 하므로 발화의
가능성이 있다.
수중가공을 하므로 발화할 수
없다.

- 63 -
그림 13. 와이어 컷 방전가공기의 구조
가공액 공급장치
- Tank, Feelder, Pump로 구성
- Pump내에 저장된 가공액을 Pump를 이용해 물을 Tank로 보내어
순환
몸 체
o 방전가공을 하는 부분
* HEAD - 전극을 부착하는 부분(Sub 기구에 의해 상하로 이송)
* SUB - 전극과 공작물의 간극을 유지하는 기구
* TABLE - 가공 TANK와 동시에 공작물 좌우 전후로 이송
* 가공TANK - 공작물을 넣고 가공액을 채우는 곳(공작물의 크기
좌우)
전 원 방전용 전류의 제어와 SUB의 제어

- 64 -
와이어 컷 방전가공의 가공량은 가공 확대대와 피가공물 두께와의 곱이지만, 확대
대는 와이어 굵기와 방전 갭(gap)에 의해 결정되므로 와이어 굵기가 가는 것이 가
공량이 적게 된다. 그러나 와이어 굵기가 가늘게 되면 전류의 용량이 적어지기 때
문에 가공속도는 와이어 굵기가 가늘어지는 것에 비례하여 늦어진다. 반면 와이어
지름이 굵어지면 전류용량이 커지기 때문에 빨라지며 가공 확대대가 넓어지므로 정
류 증가시킬 필요가 없다. 그 이유는 전류 용량은 와이어 지름의 2승에 비례하고
가공 확대대는 와이어 지름에 비례하기 때문이다.
결국 가공속도는 와이어의 지름에 비례하여 증대하고 이로 인한 전류의 증가는 가
공 확대대의 크기를 지배하는 방전 에너지를 크게 하므로 속도는 빨라지는 대신에
가공면은 거칠어지고 최소 코너 R은 커진다.
(바) 가공속도와 가공면 거칠기와의 관계
가공속도는 면거칠기가 거칠은 조건으로 가공하면 속도가 빨라진다. 가공면은 매번
발생되는 방전에 의해 형성되는 방전흔의 향을 받게 되고 면거칠기는 그 개개의
방전흔의 크기에 의해 결정된다. 그리고 방전흔의 크기는 개개의 방전 에너지가 커
지면 크게 된다. 와이어 컷 방전가공과 같이 콘덴서 방전을 이용하는 경우에는 콘
덴서 용량 및 극간의 전압을 크게 하면 방전흔도 크게 되어 면은 거칠어진다. 따라
서 가공속도를 빠르게 하려면 면거칠기를 희생시켜야 하고 면거칠기를 좋게 하려면
가공속도를 느리게 하여야 한다.
이 점을 보완하기 위한 방법으로 세컨드 컷(secound cut)이라 불리우는 다듬질 가
공법이 있다. 특히 구멍 형상을 가공하는 경우, 사전에 다듬질 여유를 남기고 고속
으로 1차 가공을 한 다음 남아 있는 다듬질 여유분을 전기적인 조건을 다듬질 조건
으로 바꾸고 동일 테이프를 사용하여 옵셋량을 서서히 줄여가면서 1차 가공속도 보
다 빠른 속도로 2회 이상 표면부를 가공 제거해 가는 방법이 있다. 이 세컨드 컷의
기법에 의해 동일 면거칠기를 얻는 것이 1차 가공만으로 완성시키는 것보다 시간이
많이 걸리긴 하지만, 가공재의 잔류응력의 해방으로 인한 변형 부분과 코너 에러는
수정할 수 있어 치수 정도는 향상된다.
(사) 와이어 재질과 가공속도
와이어 전극의 재질에는 일반적으로 동과 황이 사용되며 황동 와이어쪽이 동 와이
어를 상용하는 것보다 가공속도가 빨라진다.
황동은 원래 초기의 방전가공에 사용되어 왔던 것으로부터 알 수 있듯이 방전의 단
락이 적고 가공이 안정하게 되는 특성이 있다. 또한 와이어에 센 장력을 부여 했을
때 가공속도가 상승하는데, 이것은 와이어의 장력이 세면 와이어 진동의 진폭이 적
어져서 가공 확대대가 좁아지므로 그만큼 전진방향에의 가공이 증가하기 때문이다.
와이어 장력이 강하면 가공속도는 상승하다가 일정량 이상이 되면 다시 줄어들며
강해지면 역으로 단선이 쉽게 일어나다. 단선이 쉬운 이유는 와이어 전극 자체의
항장력에 한계가 있기 때문인데 이 점으로 보아서 단선이 잘되지 않는 와이어, 즉
항장력이 센 와이어가 좋은 것임을 알 수 있다. 항장력의 측면에서 볼 때 황동 와
이어와 동 와이어를 비교하면 선을 인발한 상태, 즉 가공경화된 상태로 황동와이어
는 약 80[kg/mm]인데 반해 동 와이어는 약40[kg/mm]정도이므로 황동 와이어가
유리함을 알 수 있다.

- 65 -
전극선에 있어서 특히 요구되는 중요한 성질은 도전율과 인장강도(Tensile
Strength)로서 이들은 각각 가공속도 및 정 도와 직결된다. 종래의 전극선이 초기
의 동선으로부터 황동선으로 발전되었고 그 위에 아연 코팅된 전극선의 개발로 가
공속도 및 정 도가 진일보된 와이어 방전가공이 실현되었다. 동은 도전율(Electric
Conductivity)이 높고 연신율(Enlongation)이 우수한 금속이므로 전극선으로 최초로
실용 되었으나, 황동은 동선의 인장강도가 낮은 것을 보완하여 보다 정 한 가공을
가능하게 하 다. 동선에 있어서, 동보다 기화온도가 낮은 아연 성분은 방전을 안정
화시키고 또한 전극선을 기화에 의해서 냉각시키는 효과가 있어 가공속도가 동과
황동의 도전율의 차이를 극복할 수 있다는 것으로부터 코팅 전극성의개념이 이루어
졌다. 즉, 심선 재료의 선택에 의해서 요구되는 인장강도와 도전율을 만족시키고 그
위에 아연을 코팅함으로써 가공 속도 및 정 도를 더욱 향상시킬 수 있었다.
그 후, 이러한 아연 코팅된 전극선은 확산열처리 됨으로써 그 성능이 더욱 개량되
었다. 이와 같이, 전극선의 개량에 있어서 종래의 접근방법은 전극선의 재료 및 그
화학적 성분의 제어에 있어 이루어졌다. 그러나 상기의 코팅방법에 의한 개량 위에
전극선의 표면에 다공성을 부여하는 물리적 개량을 시도한 재료가 개발되기도 하
다.
(아) 와이어 방전가공의 활용법
노동집약적 기업의 대표적 업종이던 금형제작 현장을 지식 집약적 현장으로 대변혁
을 일으킨 방전가공기는 지금이야 말로, 금형제작에는 절대로 없어서는 안될 가공
기로서, 그 설치대수가 급격한 신장세를 나타내고 있다. 한편 CAD/CAM, FMS 등
의 생산 자동시스템의 도입으로 생산 가공의 합리화, 생력화 뿐만 아니라, 정 도와
품질의 확보에 연결되고 있어 금형제작 기업과 같은 소규모 기업도 그러한 동향에
관심을 갖지 않을 수 없게 되었다. 금형제작 기술이 그리고 방전가공기가 생산 자
동시스템과 어떤 관련을 갖는가, 또한 방전가공기가 그러한 생산 자동시스템 등에
서 어떤 역할을 할 수 있어야 하는가 어떤 형태로 꾸며져야 하는가 등 앞으로의 과
제는 많다. 그러나 가공의 기본은 고능률, 고정 , 고품질 부품의 제작 이라는 것은
변하지 않는 중요사항이다 방전가공이 다른 많은 가공수단과의 경합에서 이기고 보
다 가치가 있는 것으로 발전되기 위해서는 기본사항의 향상에 끊임없는 정진이 필
요하다. 실용화 이래 30여년의 방전가공은 항상, 시대의 요구를 앞서가는 기술을
개발하면서 자기성장형 산업의 견본으로서 평가되어 왔다. 이 활력은 현재도 전혀
쇠퇴를 보이지 않고 있다.
(자) 가공정 도
가공정 도의 향상을 위해서는 가공기(공작기계) 본체의 정 도 확보가 절대적이다.
방전가공법은 비접촉 가공이며, 절삭가공이나 연삭가공과 같이 직접 공작물과 접촉
하여 가공이 이루어지는 것과 달라서 방전현사이 이 공구(전극)와 공작물의 사이에
매개하고 있으며 항상 적정한 방전 갭의 유지를 필요로 하기 때문에 가공기 본체의
가공정 도에 대해서는 형조각 방전가공기, 와이어 방전가공기 모두 항상 많이 고
려되어지고 있다.

- 66 -
X, Y, Z축 구동에 고정 볼가이드 및 볼 나사의 사용,고성능. 고추종성으로 열
향이 적은DC 서보 모터나 고강성. 고정 도의 각형 단면 퀼(quill)방식의 채용 등,
세부에 걸친 가공정 도에 대한 연구 및. 개선이 함축되어 있음과 동시에 기계 고
유의 피치 정 도를 레이저 측장기 등으로 미리 측정하고, 그 수치를 기준으로 한
보정치를 NC장치에 기억시켜 구동 때의 정 도 저하를 컨트롤 하는 등 동적 정
도에 대해서도 많은 배려가 이루어지고 있다. 최근 가공속도의 향상으로 대형 제품
의 가공이 가능해짐으로써 공작물의 중량이 증가되었고, 가공단면적에 비례한 방전
압력(출격력)이 무시 할 수 없게 되었으며, NC 기능의 충실에 수반한 장시간 가공
에 따라서 발생하는 열전과 기계 각부의 열 향에 대한 대책 등의 이유로 기계 본
체의 강성이 더욱 중요시되고 있다. 모든 가공기(공작기계)에 공통된 과제인데, 동
적 정 도에 대한 열 향의 경감조치는 고정 의 수요와 요구가 증가하면 증가할수
록 소홀히 할 수 없다. 구동 모터나 솔레노이드로부터의 발생열, 방전(가공) 때의
열발생, 가공액의 순환에 따른 각 부분의 열전달과 온도 상승, 가공액공급 모터의
발열, 외부 분위기 열 등, 가공기 및 공작물, 전극에의 향 인자는 많다. 주요 구
조부의 재료선정에 의한 열 향의 경감, 열발생부의 열전열이나 통풍 냉각장치, 열
발생이 적은 모터 등이 사용되고 있다. 이들 가공기의 강성, 정 도 확보를 위한 처
치가 과거부터 적극적으로 이루어져 오기는 하 으나 최근의 경향은 모든 방전가공
기에 대해서 이들 강성. 정 도에 대한 배려, 처치가 충분히 이루어져 온 것이다.
가공기에 대한 정 도 배려는 당장의 효과를 기대하기는 어려우나 큰 성과를 얻기
위한 베이스로서 귀중하며 방전가공이 고정 가공이 가능한 가공법으로서 발전하
기 위한 큰 원동력이 된다. 정 형조 방전가공기, 정 와이어 방전가공기 중 무엇
을 가리키는가의 문제는 차치하고도, 방전가공 자체가 난삭재료나 특수 재료의 가
공에 우위성을 자랑하고 있던 시대는 이미 지났으며, 가공효율, 가공정 도 등의 점
에서도 우위에 서지 않으면 다른 많은 가공과의 경합에 이기고 활로를 개척하는 것
이 불가능하다. 또한 가공대상, 가공목적이 고정 도. 고기능 제품 드의 사회적 니
즈에의 대응도 좋아하건 좋아 하지 않건, 하지 않으면 안되는데, 방전가공도 예외는
아니라는 것을 나타내고 있다. 정 도를 요구하는 가공대상에 대해서는 적어도 1시
간 정도의 예비 운전이 필요하다든지, 아침과 한낮의 가공정 도에 큰 차이가 있다
든지 해서는 통용될 수 없는 시대인 것이다. 유저로서도 방전가공법은 열적 가공법
이라는 것을 충분히 인식하고 가공기 메이커의 책임만을 추궁하는 일 없이 설치 가
동환경의 정비, 정 도 확보를 위한 소프트웨어의 추구 및 유지에 한층더 노력하여
야 하다. 방전가고의 가공치수 정 도, 가공면 조도 등에 대한 평각의 한계설이 한
때 있었는데 형조각 가공에서의 집단 가공 및 요동기구의 이용, 와이어 방전가공의
세컨드 컷 기술은 훌륭히 그 걱정을 사라지게 하 다. 가공 치수정 도 5um의 실
현은 가공대상과 가공조건만 잘 선정하면 용이하게 되었고, 가공면 조도는 고주파
가공용 전원과의 병용에 의해 0.5um Rmax의 경면이 얻어지게 되었다. 문제는 어
떤 가공대상에 대해서도 높은 가공능률로 미크론대의 가공 치수정 도가 균일하게
얻어지고, 보증되는 기술의 확립이다. 고정 가공 실현의 단서는 열렸다,. 돌파구
를 헤치는 고생에 비하면 전개는 비교적 쉬운 것이 세상의 통례이다. 방전가공에서
미크론대의 가공과 경면 가공이 가능해진 것은 최근에 얻은 큰 성과의 하나이다.

- 67 -
(차0 NC화, 자동화, 최적 가공 제어화
와이어 방전가공기에 비교하여 NC 기능의 부가에 제한을 받고 있던 형조각 방전가
공긱도 전극 요동기구의 개발 이후, 급격히 NC화하 다. 종래 Z축 제어만의 형조
각 방전가공기에 X, Y, Z, U축의 4축 제어 구동을 가능하게 한 요동기구의 개발은
방전가공의 발전과정 속에서, 낮은 소모가공 회로라든가 와이어 방전가공기의 개발
에 필적하는 성과라고 평가되었는데 이것은 결코 과찬이 아니다. 요동기구는 전극
(주축)만이 아니라, 공작물(테이블)과 함께 운동하는 형태의 것이 많고, 원상(圓狀),
(矩形狀), 방사상, 다각형 형상, 임의 궤적 등의 운동을 기본으로 한 수많은 운동
패턴을 얻는 것이 가능하며, 그 효과는 방전(가공)의 안전성 확보, 가공정 도의 향
상, 전극 개수와 제작 코스트의 저감, 임의의 직선 또는 테이퍼 가공의 선택 가공
실현, 경면 다듬질 가공이 용이하게 얻어지는 것 등 훌륭한 효과를 올리고 있다. 목
적하는 형상정 도로 총형 전극을 제작하고, 이 형상 정 도를 공작물에 전사해 가
는 방법을 기본으로 하는 형조각 방전가공기는 전극소모의 문제를 갖기 때문에 정
도가 높은 가공이 매우 힘들고, 더하여 방전 갭이나 가공화대 여유 등의 데이터
를 가미한 전극의 설계. 제작에는 상당히 고도의 기술과 숙련을 필요로 하는 면이
있음으로 해서 번거로운 작업의 하나 다. 전극 요동기구에서의 전극 사용은 방전
갭 등의 치수적 고려가 정 하지 않아도 됨으로서 좋고, 황삭가공용과 다듬질 가공
용의 전극을 구별할 필요도 없고, 가공도중에도 전극의 형상치수 수정이 가능하며
전극제작도 매우 용이하다. 전극과 공작물 간의 간격을 크게 하면서 전사가공에 장
애가 되지 않는 요동가공기구의 이용은 형조각 방전가공기의 NC기능을 확대함과
동시에 간편하게 하 으며, NC 가공기 다운 형태로 발전시켰다. 위치결정 기능이나
전극 자동 교환 기능에 요동 기능을 추가하면서 많은 종류의 피치 또는 리드를 갖
는 나사 절삭 가공, 나선궤적 가공, 경사절단가공, 보링가공 등 가공 가능 대상과
역을 크게 확대하 다. 형조각 방전가공기가 더욱 NC 가공기로서의 진가를 발휘
하려면 총형 전극사용 방식을 근본적으로 바꿔야 한다. 절삭 가공에 있어서 엔드
과 같은 단순 형상의 전극으로 복잡, 고정 도 3차원 형상가공을 실현하여야 한다.
방전가공은 액속의 방전현상에 수반하는 재료의 제거현상을 이용한 가공법이며, 전
극과 공작물을 대향시킨 방전제거 현상의 발생은 공작물에만 제거효과를 미치는 것
은 아니다. 문제는 어떻게 하여 공작물의 제거량을 많이, 전극의 소모량을 적게 하
는가에 있다. 가공할 공작물의 재질에 따른 전극재질의 선정, 가공 에너지(전력)의
공급형태나 공급방법 등, 많은 조건에 의해서 전극소모량을 될 수 있는 한 감소시
키려는 노력을 해왔다. 가공 정 도를 높이기 위해서는 전극 소모량을 줄이고, 소모
형상을 균일하게 하여야 하기 때문이다. 전극 저소모 가공회로의 개발은 약 15년전
인데, 현재로는 전극 소모율 1% 이하의 저소모 가공이 보편화되어 있다. 그러나 전
극 소모율의 평가 기준이 되는 가공속도와 전극 소모량(속도) 단위는 mm /min 또
는 g/min 이며 몇 시간 이상에 걸친 가공도 그다지 진기하지 않은 방전가공에 있
어서 전극 소모량의 누적과 정 도 문제를 해결하는 일이 그다지 간단하지는 않다.
본질적으로 전극의 소모량을 0로 할 수 없는 방전가공에 있어서 봉상(捧狀)과 같은
단순형상 전극의 가공에서는 전극소모 문제는 더욱 크고, 가공정 도에 항을 준
다.
- 68 -
가공대상이 미세하고 복잡한 형상이 될수록 이 문제는 더욱 난점이 많아진다. 전극
소모의 균일화를 도모하기 위해 전극회전방시, 전극소모를 커버하기 위해 전극 자
동교화기능 등의 처치가 유효하며 많이 사용되고 있다. 그러나 단순형상에서의 방
전가공은 NC 기능의 부가. 이요에는 매우 편리하며, 이 방식이라면 지선. 원호 등
의 보간 기능을 사용하여 3차원 복잡형사의 가공이 용이하게 가능해진다. NC 기능
이 충실해짐에 따라서 형조각 방전가공기를 전체 자동운전에서 무인운전으로 발전
시키는 일이 시도되고 있다. 장시간의 자동운전은 당연하게 무인운전으로 발전시키
는 일이 시도되고 있다. 장시간의 자동운전은 당연하게 무인운전으로 연결되는 것
이며, 무인운전에서의 문제점은 화재발생에 대해서이다. 극간의 제어는 액속에서의
안정된 단속방전(가공)의 진행에 있다. 단락이나 극간 틈의 지나침에 대해서 항상
제어기능이 신속하게 응답하여 적정한 방전 갭을 유지하게 되는데 방전현상은 가공
부를 고온상태로 만들고 그 부근의 오일의 연소에 따른 탄화물을 생성시켜 그 연소
생성 탄화물은 때때로 극간 단락을 야기하고 단락이 탄화물 입자까지 노끈상으로
연결되는 형태로 되어, 최종적으로는 액면에서의 방전발생을 야기한다.
이것이 화재발생의 원인이 된 예는 의외로 많다. 화재방지와 발생 때의 대책에 많
은 연구가 있었으나 100% 확실한 처치는 없다. 절대 안전한 방지대책은 불연성 가
공액을 사용하는 것 뿐이다. 최근 순도가 높은 물을 사용한 형조각 방전가공기가
출현하 다. 가는 선(細線)을 전극으로 하여, 사용후 버리는 방식의 와이어 방전가
공기에서는 다소 절연도가 저하하더라도, 극간에서의 리크 전류가 적지만, 비교적
큰 대향면적을 갖는 총형 전극의 형조각 방전가공에 있어서는 리크 전류에의한 전
력의 손실을 무시할 수 없다. 그러므로 될 수 있으면 순도가 높은 물을 강제순환의
형태로 공급하고 극간에서의 절연도를 떨어뜨리지 않는 처치가 필요하다. 또한 오
일 속에서의 가공 때 발생하는 연소생성 탄화물이 전극 소모량의 경감에 큰 효과가
있는 것은 이미 알려져 있는 사실이다. 동(銅) 재질에서 전극 저소모 가공의 점에서
는 그래파이트 전극에 사용이 한정된다. 가공액에 불연성 가공액을 사용한 단순형
상 전극의 가공은 NC화, 자동화의 유력한 보조수단이 됨과 동시에 가공 기술이란
점에서도 가공정 도 향상에 유리한 형태가 된다. 총형 전극의 제작 가운데 고도의
기술과 숙련을 요하는 것은 모두 기술하 는데 실제문제로서 복잡한 형상을 가공
대상(총형)으로 하는 전극의 형상정 도를 정확하게 측정할 수가 없으며 전극제작
상의 오차도 커진다. 단순형상 전극이라면 NC 구동에서의 형상가공이 가능해지기
때문에 전극형상으로 부터의 오차는 없어지며, CAD/CAM 등의 생산가공시스템과의
연대로 매우 스무드(smooth)하고, 또한 용이하게 된다. 전극 요동기구(NC구동)는
가공중에 측면 간격이 넓어지면 극간의 가공액 유통이 좋아지기 때문에 가공 생성
물에 의한 2차 방전으로 생기는 오버컷이나 가공확대 여유의 불균일도 적어지므로
전극 형상이 단순해지면 이 효과는 더욱 촉진된다. 또한 전극의 세팅도 총형전극의
경우에 비하여 단순형상 전극이 간단하고 동시에 오차도 적어진다. 이러한 정 도
에 미치는 향인자의 개선은 단순형상 전극을 사용하는 것이 큰 이점인데 전극의
소모 문제를 해결하지 않고는 이점을 살릴 수 없다. 단순 형상의 가공에 있어서 목
표 치수에 대해서 5um 이내의 가공이 실현되고 있는데 문제는 실제의 가공대상에
많이 요구되는 복잡 미세형상의 가공에 대해서 가공정 도를 어떻게 높여가는가에
있다.

- 69 -
전극소모란 점에서 복잡형상의 고정 도 가공에 많은 과제를 남긴다고 하더라도 가
공액에 물을 사용한 단순형상 전극에서의 3차원 형상 방전가공기의 출현은 방전가
공 분야에 있어서 오랜 염원을 성취시킨 훌륭한 성과이다. ‘방전가공기의 NC화, 자
동화의 기능을 더욱 발휘하도록 하려면 최적 가공제어가 필요하다. 최적 가공제어
를 위해서는 최적 가공조건 자동 탐색기능과 최적 가공 조건 자동변환(공급) 기능
이 충분한 효력을 갖지 않으면 안된다. 방전가공은 액속에서의 극미소 간격(수um
~수십um)에서의 방전제거 현상이 누적됨으로써 성립되는 가공법이다. 따라서 전기
적 가공조건 등을 시시각각 변동하는 극간 상태에 적응시켜 선택. 공급을 하는 깃
이라 하더라도 공작물 및 전극으로부터의 제거 비산입자(가공 생성물), 가공액 및
공작물 등으로부터의 석출 생성되는 탄화물, 이온 등이 있으며, 그 양과 질이 항상
변동함과 동시에 가공 생성물 등은 전하(電荷)를 갖고 있는 경우도 많아 2차 방전
등의 원인이 되기도 한다. 또한 와이어 방전가공에 있어서 가공형상(판두께)의 변화
등도 대응하기 어려운 조건이다. 이들 변동 인자의 동향을 수량적으로 파악하고 추
종, 적응시키는 데이터로 하지 않으면 진정한 최적가공조건 자동 탐색기능이라고는
할 수 없다. 현재로는 판두께 변화에 대응한 최적가공조건의 변환기능, 지속방전 방
지, 유효 방전율을 기준으로 한 가공전압, 듀티팩터, 가공액 압력, 전극 헌팅 주기
의 최적가공조건 제어기능 등이 실용화 되는 성과를 올리고 있다. 경험적으로 얻은
각종 가공대상이나 가공목적에 저합한 가공조건을 미리 NC장치에 기억시키, 필요
에 따라 간단한 코드지정에 의해서 호출하며, 이용하는 최적가공조건의 공급 기능
을 부가한 최적가공조건 자동공급기능의 충실화가 앞으로 필요해진다.
(카) 세라믹의 방전가공
방전가공의 절대조건은 스파크를 일으키기 위해 양극 역할을 하는 시편이 전기적으
로 전도성을 띄어야 한다는 것이다. 이 조건 때문에 금속가공에서는 이미 십여년
전부터 방전가공이 널리 쓰여 왔다. 그러나 최근에는 세라믹스에도 적용이 늘어나
고 있는데 전기적으로 비도체인 세라믹스에 도체인 TiN, TiC, TiB2 등을 넣어 도체
인 복합재료를 만들 수 있기 때문이다.
특히 중요한 것은 복잡한 모양의 세라믹스 부품에 대한 가공의 어려움을 해결할 수
있다는 점이다. Fig. 3은 와이어 방전가공법(양극: TiB2 시편, 음극: brass wire)으
로 가공한 반도체 제조용 TiB2 발열체와 와이어 및 다이 방전가공으로 가공한 꺽임
강도 측정용 초소형 지그(MOR micro-jig)를 보여준다.
특히 다이 방전가공은 가공이 쉬운 brass나 흑연으로 원하는 다이를 쉽고 정 하게
만든 다음 다이를 시편으로 내리면서 접촉틈새에서 방전이 일어나는 원리를 쓰기
때문에 무슨 모양이든지 다 가공할 수 있는 장점이 있다. Fig. 3에서 직육면체로
파진 부분이 바로 이 방법으로 가공된 것이다. 다른 방법으로는 8개 모서리가 직각
이 되게 하는 것은 불가능하다. 또 구리 또는 알루미늄의 인발 또는 압출용 노즐과
같이 내부에 곡면이 있는 부품의 가공에도 가장 적합한 방법이다. 물론 모든 가공
을 이 방법으로 하는 것은 경제적이 아니다. 앞의 특징이 잘 나타낼 수 있는 가공
에 적용할 때만 이 방전가공법이 효율적이다. Table 1은 세라믹스 방전가공의 대표
적 예이다.

- 70 -
표 10. 세라믹스 방전가공의 대표적 예
Machining
MethodMaterial Electrode
Electric
Source
Machining
Liquid
Machining
Rate
(mm3/min)
High Voltage
in vapor• Diamond* • Pt-Ir
• 50Hz,
10kV• None • 10-2
High Voltage
in Liquid• Al2O3
* • ──-• 20~100
MHz• CCl4 • 2×10-3
Electrolvte
Discharge
Machining (Wire)
• ZrO2*
• Al2O3*
• SiC*
• Si3N4*
• Brass• 55 V
• 90 V• KOH
• 5×10-2 ~
1.3×10-1
Electric
Discharge
Machining
(Normal. Die
Sinking
• SiC+
• Si3N4+/SiCw
• Copper
• Copper
& Graphite
• -──
• 180 V
• Kerosene
• Paraffin• 2.1 ~3.0

- 71 -
(2) EDM WIRE 시제품의 특성 평가
EDM WIRE 시제품 특성평가을 위해서 직진도, 인장강도, 전기전도도, 미세조직, 절
단속도, 피가공물의 표면조도 등을 측정하 다. 그림 14.는 본 과제에서 제작된 시
제품중 하나이다.
(가) 직진도 및 인장강도 평가
표 11.은 시제품이 제조조건에 따른 직진도, 강도를 나타낸 것이다. 대부분의 직진
도 결과는 1.5cm/m 를 나타내었으며, 인장강도는 1,000 ~ 1,100 MPa 값을 나타
내었다. 이 결과는 범용 EDM WIRE 중 Hard Wire 에 해당하며, 이 제품의 특성은
범용 와이어와 대동소이하므로 와이어컷팅 현장에 적용하게 되었다.
특히 직진도는 제조시에 양품으로 제조되었으나 보빈에 감겨진 상태로 보관되었을
시 일정 시간이 지나면 다시 휘는 현상이 발생하여 직진도 향상을 위한 특허 및 선
진기술자료를 지원하게 되었다. 본 과제에서 적용한 직진장치는 6단 수평으로 수직
롤러타입이며, 와이어 회전과 롤러 수의 부족으로 직진 미흡하여, 12단 롤러 일직
선형으로 수정하 으며, 열처리 공정과 연계하여 진행하 다. 그림 15..는 직진도
제조장치의 기본적인 개념도을 나타낸 그림이다.
(나) 전기전도도 평가
본 과제 진행중 제조된 샘플(A.S)은 타 시중 제품에 비해 전기전도도가 약 25
%IACS로 5% 정도 높게 측정 되었다. 같은 합금조성 및 강도 조건이 동일한 상태
에서 전기전도도가 높다는 것은 아주 좋은 결과인 것으로 사료되며, 방전가공시 가
공속도 및 가공정 도에 좋은 열향을 미칠 것이다. 그림 16.는 전기전도도 측정을
위한 저항측정기이다. 그림 17.과 그림 18.은 방전가공 테스트를 위해 제조된 1차
시험과 2차 시험용 시제품의 전기 전도도 값을 나타낸 것이다.
(다) 방전가공속도 평가
상기의 전기전도도의 항으로 인해 본 과제에서 제조된 샘플(A.S)의 방전가공 속
도도 소폭 높게 측정 되었다. 표 12.와 그림 19.은 1차 와이어 컷 방전가공 테스트
시 방전가공조건과 최대속도 결과이고, 표 13.과 그림 20..는 2차 와이어 컷 방전
가공 결과이다. 여기서, 가공속도는 방전가공전극선 와이어가 단선되지 않는 상태에
서 최대속도로 절단할 수 있는 조건까지 진행하 다.
(라) 피가공물의 표면조도 평가
피가공물(SKD11)의 절단가공 방법은 그림 21.과 같으며, 그림 22.의 표면거칠기
테스트장치(Mitutoyo, Surface Roughness Tester, SJ-301)를 이용하여 절단 가공
후 피가공물의 절단표면 거칠기 값을 측정하 고, 그림 23.(1차)와 그림 24.(2차)과
같은 결과를 측정할 수 있었다. 본 과제에서 제조된 샘플(A.S)은 1차에서는 Ra
3.10으로 타 제품의 의해 절단된 표면보다 낮은 표면 거칠기 값을 나나내었다. 그
러나 2차에서는 Ra.26으로 타 제품에 컷팅 표면 거칠기 값과 유사한 값을 나타내
었다. 이로서 가공정 도를 높게 특성을 확보할 수 있을 것으로 사료된다.

- 72 -
표 11. 제조공정 조건에 따른 직진도 및 인장강도
- 73 -
그림 14. 시제품 사진

- 74 -
그림 15. 직진도 개선장치 개념도

- 75 -
그림 16. 전기저항 측정기
- Resistance Tester , HIOKI 3541

- 76 -
그림 17 와이어 재질에 따른 시제품의 전기전도도 측정결과(1차 방전가공
테스트용)

- 77 -
그림 18. 와이어 재질에 따른 시제품의 전기전도도 측정결과(2차 방전가공
테스트용)

- 78 -
표 12. 1차 와이어방전가공 조건

- 79 -
그림 19. 와이어 재질에 따른 와이어 컷 방전가공 속도 테스트(1차)

- 80 -
표 13. 2차 와이어방전가공 조건

- 81 -
그림 20. 와이어 재질에 따른 와이어 컷 방전가공 속도 테스트(2차)

- 82 -
그림 21. 와이어 컷 방전가공실험 방법(위) 및 테스트 후 몰드(아래)
- 사이즈 : T50 × W100 × L150
- 재질 : SKD 11종
- 절단길이 : 100mm

- 83 -
그림 22. Surface Roughness Tester
Measuring Machine
: Mitutoyo
: Surface Roughness Tester
: SJ-301

- 84 -
그림 23. 와이어 재질에 따른 피가공물의 표면 거칠기(1차)

- 85 -
그림 24. 와이어 재질에 따른 피가공물의 표면 거칠기(2차)

- 86 -
상기의 결과로서 방전가공 전극선의 전기전도도 값에 의해 가공속도 및 피가공물의
표면거칠기 값이 유관하게 변화함을 관찰할 수 있다. 즉 전기전도도 값이 높으면
피가공물의 표면 거칠기도 낮아지며, 방전가공 속도도 증가하는 것으로 관찰 되었
다. 이러한 결과는 시제품의 미세조직을 관찰하여 더울 세 하게 원인을 관찰하려
고 하 다.
(마) 시제품의 미세조직 특성 평가
시제품 및 상용제품의 미세조직을 표 14..에서 비교하 다. 본 과제에서 제조된
EDM WIRE 샘플(A.S)이 타 제품에 비해 조직이 조대함을 확인할 수 있다. 이 결과
는 방향성으로 수평연속주조되어서 후가공에서 인발/신선 공정의 원재료로 시작되
기 때문에 타 제품의 인발/신선 원재료인 압출 제품에 비해 미세조직이 작기 때문
이다. 즉 압출제품 원재료는 수펴연주된 원재료보다 미세한 조직을 가지므로 같은
인발/신선공정을 거치더라도 마지막 제품의 조직 사이즈가 차이나는 것은 당연한
것이다. 그런데, 이러한 상대적으로 조대한 조직을 가진 시제품은 동일한 강도를 가
짐은 물론, 전기전도도, 방전가공속도, 피가공물의 표면거칠기 등에 대해서는 오히
려 약 10% 정도 향상된 특성을 가지게 되었다. 따라서 미세조직 측면에서는 조대
한 조직을 가지는 것이 방전가공 특성에서 유리한 것으로 판단된다. 그러나 이러한
경향성의 차이가 너무 크면, 즉 조직이 너무 조대하면 동일한 효과를 발휘하거나
동일한 물리적 특성을 기대하기는 어렵다.

- 87 -
표 14. 시제품의 미세조직
샘플명미세조직(SEM)
횡단면 종단면
H.T
A.S
(시제품)
H.I
H.D
P.K

- 88 -
마. EDM Wire 소재의 사업화를 위한 기술자료 지원
본 과제 진행에 있어서 참여기업의 EDM WIRE 제품의 사업화를 위한 기술자료들을
제공하 다. 아래는 제공된 기술자료 종류이며 세부자료는 첨부자료로 제출한다.
- EDM 가공기술 기초자료
- EDM Wire 소재의 기술자료
- EDM 가공장비 및 지역별 시장자료
- EDM Wire 특허분석 자료
3. 기술지원에 따른 지적재산권 도출
현재 “고기능 EDM WIRE의 제조방법”에 대한 특허를 출원진행중임
4. 지원내용의 기업전략에의 기여도
본 사업에서는 60/40 계열의 황동 EDM Wire 제조시 신선가공성을 극대화시키기
위해서 방향성 및 일방향 응고된 Near-net shape의 코일을 제조하여 재료의 기초
물성을 개선하려고 하려고 하 으나, 고아연합금계열의 제조시 상기와 같은 다양한
불량이 일반 황동합금 보다 다량 발생하여, 이를 개선하고자 하 다.
지원기관인 고등기술연구원서는 관련된 기술정보자료와 상기와 같은 공정불량 등에
의해 시제품의 생산 및 사업화에 큰 도움이 되었다. 특히 EDM Wire 시장의 흐름분
석, 수평연속주조의 공정불량 원인 및 대책, 신선가공공정 최적화, 가공개발품의 특
성분석 등의 다양한 지원으로 현재 시제품이 소비자 및 대리점에 출시 되었으며,
좋은 반응이 있는 상황이다.
- 89 -
제 2 절 기술지원 성과
1. 기술지원 추진일정 및 수행주체들의 담당업무 성과 정도
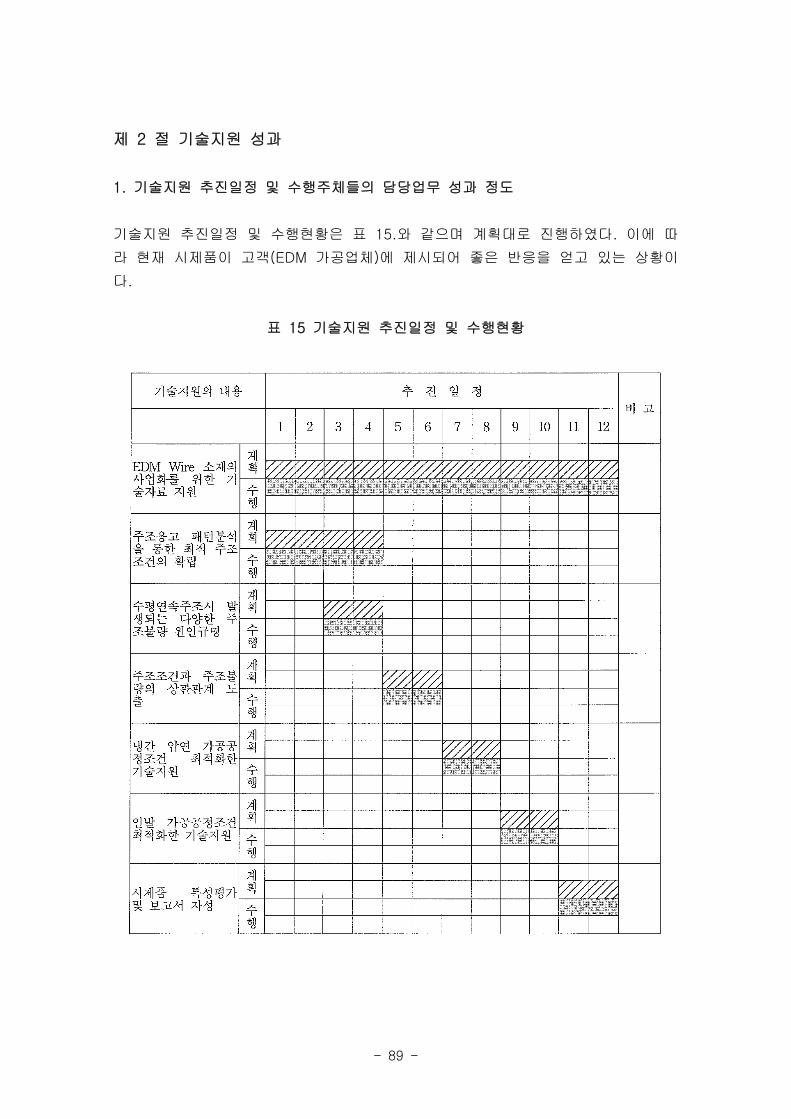
기술지원 추진일정 및 수행현황은 표 15.와 같으며 계획대로 진행하 다. 이에 따
라 현재 시제품이 고객(EDM 가공업체)에 제시되어 좋은 반응을 얻고 있는 상황이
다.
표 15 기술지원 추진일정 및 수행현황

- 90 -
본과제의 수행주체는 고등기술연구원이 주관이며 (주)아모센스가 참여기업으로서
참여기업의 EDM WIRE 사업화를 위한 기술지원을 하는 업무이며 담당업무 수행은
그림 25.와 같이 계획에 맞추어 충실히 수행하 다. 즉 참여기업에서는 생산분야의
업무를 주로 수행하 으며, 지원기관에서는 제조기술 관련 파견지원 및 기술자료지
원, 분석지원 등을 수행하 다.
2. 수행방법 및 기자재 활용
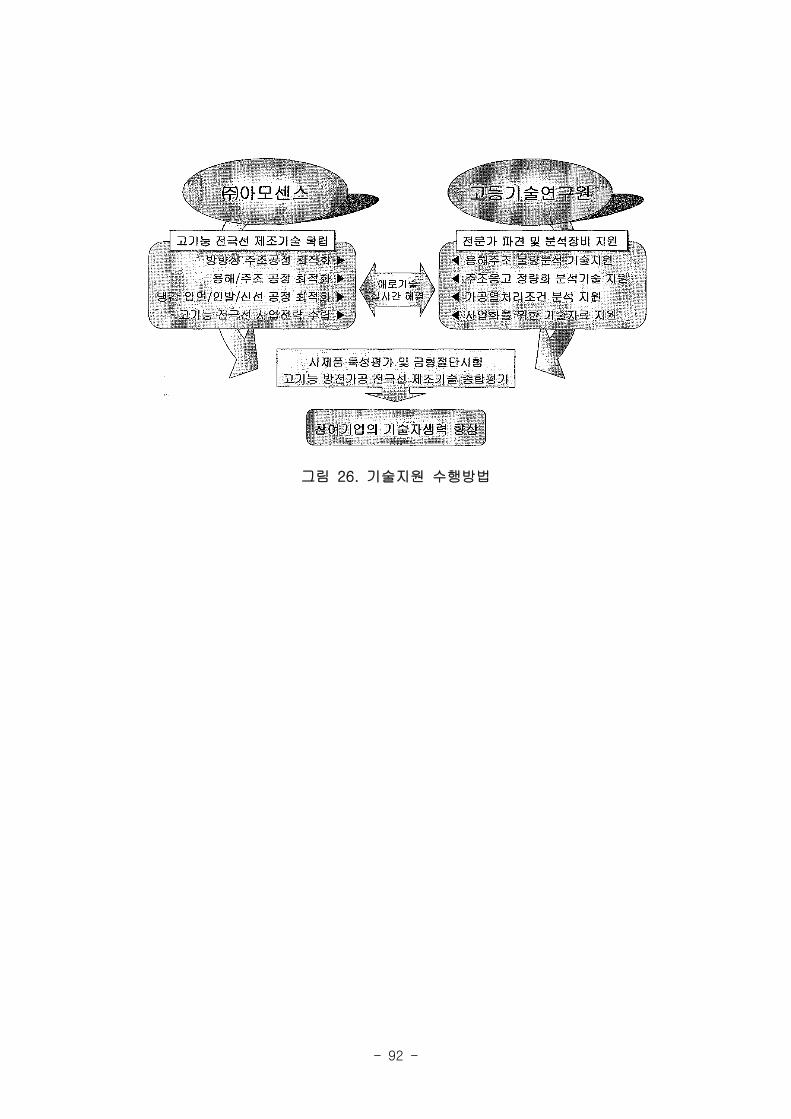
본 과제 수행방법은 그림 26.와 같이 충실히 수행하 다. 또한 기자재 활용에서는
공정제품 및 시제품의 특성분석을 위해 고등기술연구원의 연구장비를 사용하 으
며, 제조공정 최적화를 위해서는 참여기업의 장비를 활용하 다. 시제품의 와이어
컷 방전가공 특성 평가를 위해서 외주 가공업체에 직접 의뢰 하 으며 그림 27.은
본 과제에 활용된 와이어 컷 방전가공기이다.

- 91 -
그림 25. 기술지원 추진체계
- 92 -
그림 26. 기술지원 수행방법

- 93 -
그림 27. 본 과제에 사용된 와이어 컷 방전가공기(국산)
- 제조사 : 인터테크노
- 모델명 : ITC 500 (JAPAX 장비와 유사)

- 94 -
제 4 장 관련분야에의 기여도
제 1 절 지원목표의 정량적 달성도
기술지원 목표 평가기준 평가방법 평가 결과
EDM Wire 소재의 사업화를 위한
기술자료 지원3건 기술자료 유무 3건 이상
최적 주조조건의 확립 5% 주조 불량률 5%이내
주조불량 원인규명 및 대책 4건 분석자료 건수 6건
냉간 가공공정조건 최적화 5% 가공불량 5% 이내
EDM Wire 의 기계
적 특성 및 방전가
공 특성평가
인장강도 1,000 MPa KS max. 1,071MPa
연신율 1% KS 1% 이상
전기전도도 25 IACS KS 25.39
절단속도 10% 이상 절단시험 15%
직진도 5 cm/1m KS 1.5 이하
제 2 절 관련분야의 기여도
방향성 수평연주기술을 보유하고 있는 (주)아모센스의 경우 “EDM WIRE 제조기술
지원”을 통하여 전체 공정을 최적화할 수 있었으며, 시제품까지 생산하여 고객으로
부터 EDM WIRE 제품에 대해 호평을 받고 있는 상황으로 향후 제조공정의 확장 및
제조원가를 낮추기 위한 노력을 하고 있어 참여기업의 EDM WIRE 사업화에 큰 기
여를 하 다고 평가되었다.
또한 그 밖의 관련 분야에 대한 활용 기여도를 살펴보면 아래와 같다.
- 타 비철재료 연속주조공정의 적용법위 확대
- 소량, 다품종, 고부가가치 소재제품의 적용확대
- 난가공소재의 제조분야 파급
- 극세선 제조분야 관련기술에 적용
- 현장 작업자들에 대한 교육과 기술력 확보
- EDM Wire 평가자료의 표준화를 통한 홍보자료에 활용

- 95 -
제 5 장 기술지원결과의 활용계획
제 1 절 추가지원의 필요성
참여기업인 (주)아모센스는 본 기술지원으로 EDM WIRE 시제품의 제조기술을 확보
하여 상용제품에 비해 성능이 우수한 제품을 제조할 수 있게 되었고 이에 따라 시
장에 진입하려하고 있다. 그러나 최근 비철 관련 원재료가의 상승과 기타 제조경비
의 추가적인 상승으로 기존에 유사 제품과의 경쟁에서 어려운 상황이다. 따라서 추
가적인 장비도입으로 대량생산을 통한 제조원가 절감이 추가적으로 해결해야할 것
이다. 또한 관련기술을 확장하여 소성 가공성이 어려운 금속선재의 추가적인 연구
개발로 제품 다양화를 통한 원가상승에 대한 충격을 완충시킬 필요성이 있은 것을
사료된다.
제 2 절 타 연구에의 응용
본 과제의 결과물은 기업지원의 일환이므로 모든 연구결과는 기업이 실시권을 가지
게 된다. 따라서 참여기업에서는 기타 난 가공성재료, 극세선, 촉매재료, 전기전자
부품소제분야, 섬유분야 등에 적용하여 신규사업분야에 응용할 계획이다.
제 3 절 사업화 추진방안
향후 사업화 추진을 위해서 고객으로부터의 시제품의 반응을 수집하여 보완한 뒤,
정 한 원가 분석, 추가적인 장비 도입, 원활한 원재료 공급 등의 문제를 해결하여
지속적으로 사업화할 예정이다. 또한 고등기술연구원과의 지속적인 연구개발 체계
를 유지하면서 제품의 사업화 및 추가적인 아이템개발에 주력할 계획이다.

- 96 -

















