machine design, Vol.10(2018) No.3, ISSN 1821-1259 pp. 111-116 * Correspondence Author’s Address: University of East Sarajevo, Faculty of Mechanical Engineering East Sarajevo, Vuka Karadzica 30, 71123 East Sarajevo, RS, B&H, [email protected]DOI: 10.24867/MD.10.2018.3.111-116 Research paper EFFECT OF RSW LAP JOINT TYPES OF ALUMINIUM AND AUSTENITIC STAINLESS STEEL STRENGTH Aleksija ĐURIĆ 1, * - Biljana MARKOVIĆ 1 - Nikola VUČETIĆ 1 1 University of East Sarajevo, Faculty of Mechanical Engineering East Sarajevo, RS, B&H Received (05.05.2018); Revised (04.06.2018); Accepted (06.06.2018) Abstract: The lightweight design finds its application in various areas, although its application is most common in the automotive and aerospace industries. The most commonly light construction is achieved by combining different materials into one structure, among which steel and aluminum are the most combined. The precondition for achieving this multi-material structure is the application of efficient and inexpensive bonding technologies of various materials, such as RSW (Resistance spot welding) process. Due to material differences, welding of aluminum and steel alloy encounters many problems, primarily due to differences in thermal and physical properties and due to the appearance of the fragile Fe-Al intermetallic compound (IMC).This intermetallic compound directly affects the load of the RSW steel and aluminum compound which will be shown in this paper. The thicker IMC provides less load and the thickness itself can be controlled depending on the type of aluminum and steel joining, i.e. whether the steel is screwed over aluminum or aluminum over steel. Key words: Resistance spot welding, intermetallic compound, aluminium and steel joint. 1. INTRODUCTION Weight reduction, also called lightweighting, is being strategically pursued by automakers around the world to meet regulatory and market goals [1]. A multi-material body structure utilizes different material combinations within the same part or assembly for optimizing weight and performance. The material combinations can include high strength steel with aluminium, aluminium with magnesium, metals with polymer composites, etc. Figure 1 illustrates the use of different materials in the same part to save weight while maintaining performance [2]. The precondition for achieving the multimaterial of the structure is the application of efficient and inexpensive bonding technologies of various materials. The structure of steel and aluminum has a good perspective for applications in the automotive and aerospace industries, taking into account the advantages of both materials. However, obtaining a quality joint of two different materials is a bottleneck in the popularization of the structure of steel and aluminium [3]. The technologies of joining different materials can essentially be divided into three basic groups: welding, mechanical bonding and gluing [4, 5]. When the author talks about welding of materials with less thickness, i.e. , joining sheets, the following methods are most commonly used: RSW- Resistance spot welding, REW-Resistance element welding, FSW- Friction stir welding, FEW- Friction element welding, laser welding, vibration welding, infrared (IR) welding and electromagnetic welding [6, 2]. Resistance spot welding (RSW) is the most commonly used method for joining steel, especially in the automotive industry, so one car has over 5000 RSW points [5] and each car factory has more than 200 welding machines [7]. In recent years, significant studies have been focused on the research of RSW joining of aluminium and steel [8, 9, 10, 11]. As illustrated in Fig. 2, RSW process typically involves placing two or more overlapping metal sheets between two water cooled electrodes and then applying pressure onto the electrodes in order to clamp the work pieces together and also produce close contact between them. Thereafter, electrical current is supplied to the work pieces via the two electrodes for a specific period of time. The resistance of the sheets to the flow of a localized electrical current results in heat generation, and consequently a molten nugget is formed [12]. Fig.1. Illustration of the use of different materials in the same part to save weight while maintaining performance [2]
Transcript
machine design, Vol.10(2018) No.3, ISSN 1821-1259 pp. 111-116
* Correspondence Author’s Address: University of East Sarajevo, Faculty of Mechanical Engineering East Sarajevo, Vuka Karadzica 30, 71123 East Sarajevo, RS, B&H, [email protected]
DOI: 10.24867/MD.10.2018.3.111-116
Research paper
EFFECT OF RSW LAP JOINT TYPES OF ALUMINIUM AND AUSTENITIC STAINLESS STEEL STRENGTH Aleksija ĐURIĆ1, * - Biljana MARKOVIĆ1 - Nikola VUČETIĆ1
1 University of East Sarajevo, Faculty of Mechanical Engineering East Sarajevo, RS, B&H
Received (05.05.2018); Revised (04.06.2018); Accepted (06.06.2018) Abstract: The lightweight design finds its application in various areas, although its application is most common in the automotive and aerospace industries. The most commonly light construction is achieved by combining different materials into one structure, among which steel and aluminum are the most combined. The precondition for achieving this multi-material structure is the application of efficient and inexpensive bonding technologies of various materials, such as RSW (Resistance spot welding) process. Due to material differences, welding of aluminum and steel alloy encounters many problems, primarily due to differences in thermal and physical properties and due to the appearance of the fragile Fe-Al intermetallic compound (IMC).This intermetallic compound directly affects the load of the RSW steel and aluminum compound which will be shown in this paper. The thicker IMC provides less load and the thickness itself can be controlled depending on the type of aluminum and steel joining, i.e. whether the steel is screwed over aluminum or aluminum over steel. Key words: Resistance spot welding, intermetallic compound, aluminium and steel joint. 1. INTRODUCTION Weight reduction, also called lightweighting, is being strategically pursued by automakers around the world to meet regulatory and market goals [1]. A multi-material body structure utilizes different material combinations within the same part or assembly for optimizing weight and performance. The material combinations can include high strength steel with aluminium, aluminium with magnesium, metals with polymer composites, etc. Figure 1 illustrates the use of different materials in the same part to save weight while maintaining performance [2]. The precondition for achieving the multimaterial of the structure is the application of efficient and inexpensive bonding technologies of various materials. The structure of steel and aluminum has a good perspective for applications in the automotive and aerospace industries, taking into account the advantages of both materials. However, obtaining a quality joint of two different materials is a bottleneck in the popularization of the structure of steel and aluminium [3]. The technologies of joining different materials can essentially be divided into three basic groups: welding, mechanical bonding and gluing [4, 5]. When the author talks about welding of
materials with less thickness, i.e. , joining sheets, the following methods are most commonly used: RSW- Resistance spot welding, REW-Resistance element welding, FSW- Friction stir welding, FEW- Friction element welding, laser welding, vibration welding, infrared (IR) welding and electromagnetic welding [6, 2]. Resistance spot welding (RSW) is the most commonly used method for joining steel, especially in the automotive industry, so one car has over 5000 RSW points [5] and each car factory has more than 200 welding machines [7]. In recent years, significant studies have been focused on the research of RSW joining of aluminium and steel [8, 9, 10, 11]. As illustrated in Fig. 2, RSW process typically involves placing two or more overlapping metal sheets between two water cooled electrodes and then applying pressure onto the electrodes in order to clamp the work pieces together and also produce close contact between them. Thereafter, electrical current is supplied to the work pieces via the two electrodes for a specific period of time. The resistance of the sheets to the flow of a localized electrical current results in heat generation, and consequently a molten nugget is formed [12].
Fig.1. Illustration of the use of different materials in the same part to save weight while maintaining performance [2]
Aleksija Đurić, Biljana Marković, Nikola Vučetić: Effect of RSW Lap Joint Types of Aluminium and Austenitic Stainless Steel Strength; Machine Design, Vol.10(2018) No.3, ISSN 1821-1259, E-ISSN 2406-0666; pp. 111-116
112
The analysis of the influence of the method of joining aluminium 99.5 and steel X2CrNi18-9, whose chemical compositions and basic mechanical characteristics are given in [13], on the carrying capacity of the RSW joint and the thickness of the formation of the (intermetal compound) IMC between the layers, will be presented in this paper. This means that load capacity will be analyzed depending on whether the aluminium is bonded over the steel or the steel is bonded over aluminium. 2. RSW OF ALUMINUM AND STEEL
LIMITATION The hybrid structure of aluminium and steel can offer additional advantages over conventional materials, because they possess high mechanical properties of steel and the excellent corrosion resistance of aluminium [14]. The major problem of joining aluminium–steel is different properties of materials and the occurrence of IMCs. These compounds have a serious impact on the weld quality and mechanical properties of the joints due to their high hardness and brittleness. The key to improve the mechanical properties of the joints is to control the formation of IMCs and limit IMCs thickness within 10 μm [15]. Al and Fe are studied as a model because there are five different IMCs in the binary system, i.e.,FeAl3, Fe2Al5, FeAl2, FeAl and Fe3Al [16]. Fig. 3 shows IMC interlayer between Al alloy AA1100 and steel.
Fig.2. Illustration of the principles of RSW [17]
Aluminium reacts with oxygen in the atmosphere and an oxide film forms on the metal surface, giving protection to the metal but also resulting in a highly resistive layer [19]. This is also one of the major issues is the RSW process. The oxide film induces a large contact resistance at both the E/W (electrode/work piece) and the W/W faying interfaces, which causes excessive overheating to affect the quality of the weld nugget in spot welding [20].
Fig.3. Illustration of IMC interlayer between Al alloy AA1100 and steel [18]
3. EXPERIMENTAL PROCEDURE Specimens for this study are prepared in accordance with EN ISO 14273: 2001, the dimensions of specimens are shown on Figure 4. The process of spot welding was done on the machine, manufactured by DALEX WERK, located in the TMD domeres factory in Gradačac, B&H. For the welding of all four specimens, class 2 electrodes (Cu + Zr + Cr) were used. The head of the upper electrode is 5 mm and the lower electrode type is back-up. Also, the electrode force for all specimens was 2 kN, weld current 7 kA and welding time 32/100 ms. The thickness of aluminium Al 99.5 was 2 mm, while thickness of X2CrNi18-9 steel was 1 mm.
Fig.4. Dimensions of specimen
Also, the tensile-shear strength depends on which material is in contact with the upper electrode, when dissimilar material are welded [13]. This means that the way of joining two parts, i.e. whether it joins aluminium to steel or steel on aluminium, has an important role. Due to the different characteristics of the material, especially the electrical conductivity, this dependence can be described by the fact that the different thickness of the IMC interface layer is formed depending on the type of joining [18]. In order to determine the dependence of the thickness of the IMC layer, the tensile-shear strength test method was done in this study. Two specimens are welded in such a way that the steel is joined through aluminium, while the other two are prepared in such a way that the aluminium is joined through steel. Specimens obtained by joining aluminium over steel were labelled with Al-St-1 and Al-St-2, while specimens obtained by joining steel over aluminium were labelled with St-Al-1 and St-A
Aleksija Đurić, Biljana Marković, Nikola Vučetić: Effect of RSW Lap Joint Types of Aluminium and Austenitic Stainless Steel Strength; Machine Design, Vol.10(2018) No.3, ISSN 1821-1259, E-ISSN 2406-0666; pp. 111-116
113
The tensile -shear test (TS test) of all four specimens welded by RSW was carried out according to the recommendations of the aforementioned standard EN ISO 14273: 2001, on the test machine AGS-X 20 kN, manufactured by SCHIMADZU (Figure 5).
Fig.5. Specimen prepared for testing set in jaws of test [13]
4. RESULTS AND DISCUSSION The outer appearance of the RSW joint of the St-Al-1 and St-Al-2 specimens on the steel side is shown in Figure 6, while the outer appearance of the joint for the same specimens on the aluminium side is shown in Figure 7.
St-Al-1
St-Al-2
Fig.6. Surface appearances of RSW joint (steel over aluminium) on the steel side
The yellow colour of copper on the surface of the steel side is indicating that the copper from the electrode was bonded on the steel surface. This phenomenon can be explained as follows: with the addition of heat input, the surface temperature of the steel and electrode increases, resulting in enhanced diffusion between the steel and electrode. This can contaminate and degrade the electrode, thus decreasing the welding efficiency and quality. Jianbin Chen et al. [21] dealt with this problem and presented the effect of the current on the amount of copper left on the steel after the RSW.
St-Al-1
St-Al-1
Fig.7. Surface appearances of RSW joint
(steel over aluminium) on the aluminium side
The outer appearance of the RSW joint of the Al-St-1 and Al-St-2 specimen at the steel side is shown in Figure 8, while the outer appearance of the joint for the same specimen on the aluminium side is shown in Figure 9. In order to fully describe the mechanical behavior of a spot welded joint, in the case of a tensile test (TS test), the force-displacement diagram must be obtained first and then read from the following values: maximum load Pmax, elongation at maximum load Lmax and strength failure at maximum load Wmax. Elongation at maximum load Lmax is a ductility measure of the joint, while the power of failure at the maximum load Wmax is the measure of the ability to absorb the energy of the weld. The force-displacement diagram for the St-Al-1 and St-Al-2 specimens is shown in Figures 10a and 10b, while the force-displacement diagram for Al-St-1 and Al-St-2 specimens is depicted in Figures 11a and 11b .
Aleksija Đurić, Biljana Marković, Nikola Vučetić: Effect of RSW Lap Joint Types of Aluminium and Austenitic Stainless Steel Strength; Machine Design, Vol.10(2018) No.3, ISSN 1821-1259, E-ISSN 2406-0666; pp. 111-116
114
Al-St-1
Al-St-2
Fig.8. Surface appearances of RSW joint (aluminium over steel) on the steel side
Al-St-1
Al-St-2
Fig.9. Surface appearances of RSW joint
(aluminium over steel) on the aluminium side
Fig.10a. Force/displacement diagram for the St-Al-1 specimen
Fig.10b. Force/displacement diagram for the St-Al-2 specimen
Fig.11a. Force/displacement diagram for the Al-St-1 specimen
Aleksija Đurić, Biljana Marković, Nikola Vučetić: Effect of RSW Lap Joint Types of Aluminium and Austenitic Stainless Steel Strength; Machine Design, Vol.10(2018) No.3, ISSN 1821-1259, E-ISSN 2406-0666; pp. 111-116
115
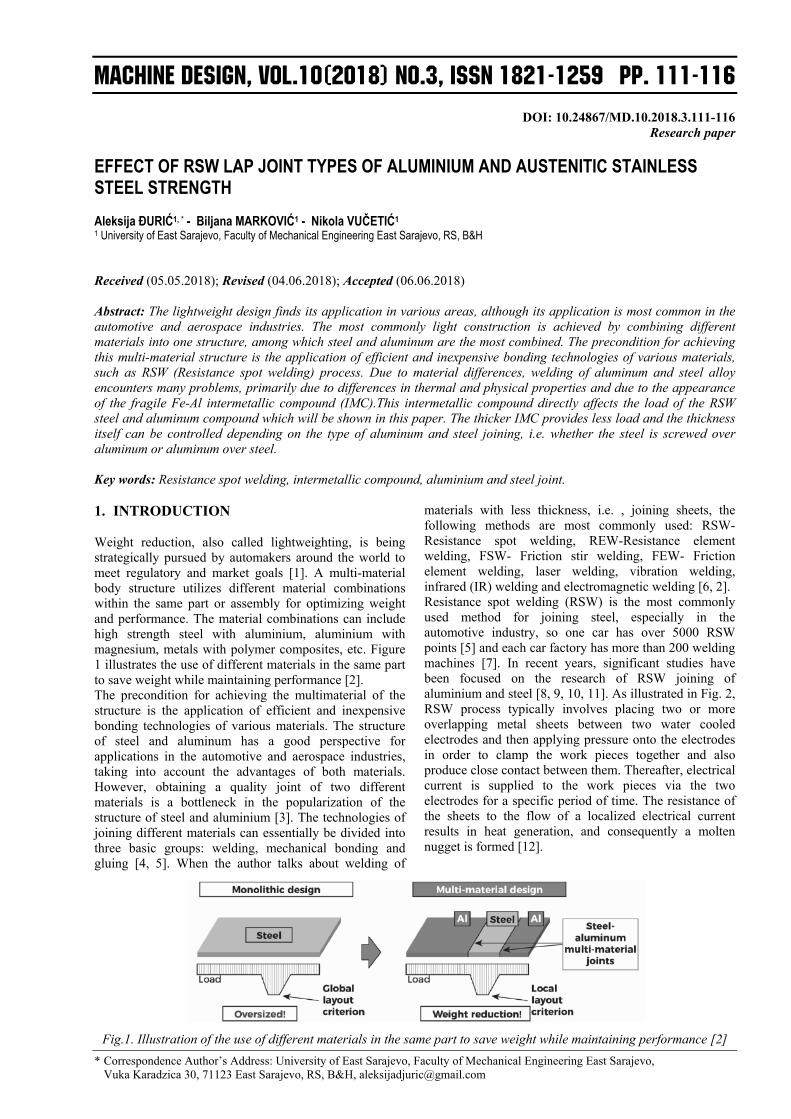
Fig.11b. Force/displacement diagram for the Al-St-2
specimen
The maximum Pmax load for the St-Al-1 specimen is 2224.33 N, while for the same specimen, elongation at a
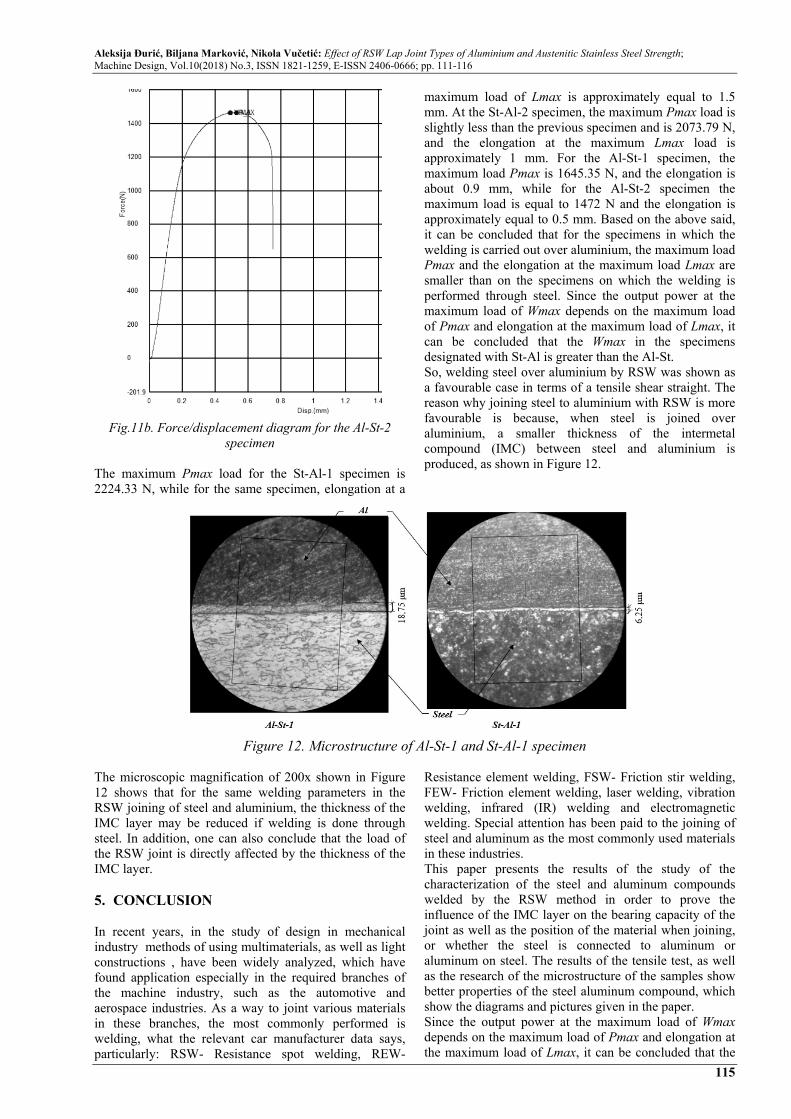
maximum load of Lmax is approximately equal to 1.5 mm. At the St-Al-2 specimen, the maximum Pmax load is slightly less than the previous specimen and is 2073.79 N, and the elongation at the maximum Lmax load is approximately 1 mm. For the Al-St-1 specimen, the maximum load Pmax is 1645.35 N, and the elongation is about 0.9 mm, while for the Al-St-2 specimen the maximum load is equal to 1472 N and the elongation is approximately equal to 0.5 mm. Based on the above said, it can be concluded that for the specimens in which the welding is carried out over aluminium, the maximum load Pmax and the elongation at the maximum load Lmax are smaller than on the specimens on which the welding is performed through steel. Since the output power at the maximum load of Wmax depends on the maximum load of Pmax and elongation at the maximum load of Lmax, it can be concluded that the Wmax in the specimens designated with St-Al is greater than the Al-St. So, welding steel over aluminium by RSW was shown as a favourable case in terms of a tensile shear straight. The reason why joining steel to aluminium with RSW is more favourable is because, when steel is joined over aluminium, a smaller thickness of the intermetal compound (IMC) between steel and aluminium is produced, as shown in Figure 12.
Figure 12. Microstructure of Al-St-1 and St-Al-1 specimen
The microscopic magnification of 200x shown in Figure 12 shows that for the same welding parameters in the RSW joining of steel and aluminium, the thickness of the IMC layer may be reduced if welding is done through steel. In addition, one can also conclude that the load of the RSW joint is directly affected by the thickness of the IMC layer. 5. CONCLUSION In recent years, in the study of design in mechanical industry methods of using multimaterials, as well as light constructions , have been widely analyzed, which have found application especially in the required branches of the machine industry, such as the automotive and aerospace industries. As a way to joint various materials in these branches, the most commonly performed is welding, what the relevant car manufacturer data says, particularly: RSW- Resistance spot welding, REW-
Resistance element welding, FSW- Friction stir welding, FEW- Friction element welding, laser welding, vibration welding, infrared (IR) welding and electromagnetic welding. Special attention has been paid to the joining of steel and aluminum as the most commonly used materials in these industries. This paper presents the results of the study of the characterization of the steel and aluminum compounds welded by the RSW method in order to prove the influence of the IMC layer on the bearing capacity of the joint as well as the position of the material when joining, or whether the steel is connected to aluminum or aluminum on steel. The results of the tensile test, as well as the research of the microstructure of the samples show better properties of the steel aluminum compound, which show the diagrams and pictures given in the paper. Since the output power at the maximum load of Wmax depends on the maximum load of Pmax and elongation at the maximum load of Lmax, it can be concluded that the
Aleksija Đurić, Biljana Marković, Nikola Vučetić: Effect of RSW Lap Joint Types of Aluminium and Austenitic Stainless Steel Strength; Machine Design, Vol.10(2018) No.3, ISSN 1821-1259, E-ISSN 2406-0666; pp. 111-116
116
Wmax in the specimens designated with St-Al is greater than the Al-St. The results of the research, shown in the references above, show a correlation between the results shown in this paper, ie they show that for the same welding parameters for RSW joining of steel and aluminium, it is possible to reduce the thickness of the IMC layer if welding is done through steel. In addition, one can also conclude that the load of the RSW connection is directly affected by the thickness of the IMC layer. In the future it is expected that research will continue in the field of light wight design, multimaterials and welding processes, especially REW procedures. ACKNOWLEDGMENTS The authors express gratitude to companies TMD domers Gradačac and Orao a.d. Bijeljina for support the development of this research. REFERENCES [1] Albers A and Burkardt N 2013 Systemleichtbau –
Ganzheitliche Gewichtsreduzierung, In: Henning F and Moeller E (Eds.) Handbuch Leichtbau: München, pp. 115-132, Hanser Verlag
[2] Shashank M, Stevens M and Chess M 2017 Mixed Material Joining Advancements and Challenges, Center for Automotive Research
[3] Xu K, Cui Q, Li G and Zhang S 2017 Research Status of Steel - Aluminum Joining Technology for Automobile Parts, Advances in Engineering Research 86 216-218
[4] Kah P, Suoranta R, Martikainen J and Magnus C 2017 Techniques for Joining Dissimilar Materials: Metals and Polymers, Reviews on Advanced Materials Science 36 152-164
[5] Bertin L 2017 Tensile Strength of Automotive Aluminum Joints Using Resistance Spot Welding, Self-Piercing Riveting and Adhesive Hybrid Joining-Electronic, University of Windsor, PhD Thesis
[6] S R - o t r Project 2017 Development and evaluation of advanced, Acronym: InnoJoin, Project nr. 130368
[7] Thongchai A, Kawin S, Phisut A and Kreangsak T 2014 Resistance Spot Welding Optimization Based on Artificial Neural Network, International Journal of Manufacturing Engineering 2014 154784-1–154784-6
[8] Jianbin C, Xinjian Y, Zhan H, Ting L, Kanglong W and Ci L 2017 Improvement of Resistance-Spot-Welded Joints for DP 600 Steel and A5052 Aluminum Alloy with Zn Slice Interlayer, Journal of Manufacturing Processes 30 398-405
[9] Zhanxiang L, Yang L, Zhen L, Sansan A, Zhanghua Y, Yunlong G and Qiang C 2017 Microstructure and Fatigue behavior of Resistance Element Welded Dissimilar Joints of DP780 Dual-Phase Steel to 6061-T6 Aluminum Alloy, International Journal of Advanced Manufacturing Technology 92(5-8) 1923-1931
[10]
Ranfeng Q, Nannan W, Hongxin S, Lihu C, Longlong H and Keke Z 2015 Joining Steel to Aluminum Alloy by Resistance Spot Welding with a Rivet, International Journal of Materials Research 106(1) 60-65
[11] Sun D, Zhang Y, Liu Y, Gu X and Li H 2016 Microstructures and Mechanical Properties of Resistance Spot Welded Joints of 16Mn Steel and 6063-T6 Aluminum Alloy With Different Electrodes, Material Design 109 596-608
[12] Manladan M S, Yusuf F, Ramesh S, Fadzil M, Luo Z and Ao S 2016 A Review on Resistance Spot Welding of Aluminum Alloys, International Journal of Advanced Manufacturing Technology 90(1-4) 605-634
[13] Đurić A and Marković B 2017 Failure Mode and Strength Analyses of Resistance Spot Weld Joints of Aluminium and Austenitic Stainless Steel Sheet, 8th International Scientific Conference on Research and Development of Mechanical Elements and Systems IRMES, Trebinje, Bosnia and Herzegovina, September 7-9, pp. 253-258
[14] Yang J, Xue S, Xue P, Lv Z. Long W, Zhang G, Zhang Q and He P 2016 Development of Zn–15Al–xZr Filler Metalsf or Brazing 6061 Aluminum Alloy to Stainless Steel, Materials Science & Engineering A 651 425-434
[15] Huang J, He J, Yu X, Li C and Fan D 2017 The Study of Mechanical Strength for Fusion-Brazed Butt Joint Between Aluminum Alloy and Galvanized Steel by Arc-Assisted Laser Welding, Journal of Manufacturing Processes 25 126-133
[16] Yang J, Li Y L, Zhang H, Guo W and Zhou Y 2015 Control of Interfacial Intermetallic Compounds in Fe–Al Joining by Zn Addition, Materials Science & Engineering A 645 323-327
[17] Cutting vision, https://www.metalcuttingvision.com/resistance-welding-rw/ (accessed on February 2018)
[18] Chantasri S, Poonnayoom P, Kaewwichit J, Roybang W and Kimapong K 2015 Effect of Resistance Spot Welding Parameters on AA1100 Aluminum Alloy and SGACD Zinc coated Lap Joint Properties, International Journal of Advanced Culture Technology 3(1) 153-160
[19] Han L, Thornton M, Boomer D and Shergold M 2010 Effect of Aluminium Sheet Surface Conditions on Feasibility and Quality of Resistance Spot Welding, Journal of Materials Processing Technology 210(8) 1076-1082
[20] Luo Z, Ao S, Chao Y J, Cui X, Li Y and Lin Y 2015 Application of Pre-heating to Improve the Consistency and Quality in AA5052 Resistance Spot Welding, Journal of Materials Engineering and Performance 24(10) 3881-3891
[21] Chen J, Yuan X, Hu Z, Sun C, Zhang Y and Zhang Y 2016 Microstructure and Mechanical Properties of Resistance-Spot-Welded Joints for A5052 Aluminum Alloy and DP 600 Steel, Materials Characterization 120 45-52