IOSR Journal of Computer Engineering (IOSR-JCE) e-ISSN: 2278-0661,p-ISSN: 2278-8727, Volume 16, Issue 6, Ver. VI (Nov – Dec. 2014), PP 55-67 www.iosrjournals.org www.iosrjournals.org 55 | Page Effect of Using Reclaimed Asphalt Pavement on Asphalt Mix Performance Ahmed Mohamady, Ph.D.; Ashraf Elshahat, Ph.D.; Mahmoud Fathy Abd- Elmaksoud, Ph.D.; ENG Mohamed Hoseny Abdallah Assistant Professor, Faculty of Engineering, Zagazig University Lecturer, Faculty of Engineering, Zagazig University Lecturer, Faculty of Engineering, Zagazig University Civil engineer at General Authority for Roads, Bridges and Land Transportation (GRBLT) Abstract: Throughout history, the earth`s resources have been exploited without considering their eventual limitations. At present, one of the key challenges is to concentrate on saving natural resources for future generations while bringing industrial activities into a more stable long-term balance between environmental preservation and costs. The main purpose of this study aims to investigate the use of recycled aggregate pavement (RAP) materials in highway and to determine the optimum reclaimed percent. To achieve the study objective, a comprehensive experimental program was designed and conducted. After choosing the study materials, qualification tests were conducted on the study materials. Marshall test was conducted on six asphalt mixtures with different percentages of reclaimed materials. Asphalt concrete specimens were then prepared at optimum asphalt content resulted in Marshall test to be investigated through indirect tensile strength test and loss of stability test. The six asphalt mixtures contain different percentages of RAP (i.e.0%, 10%, 20%, 25% 30% and 40%). Analyzing the study results, it can be concluded that a percent of RAP may be 30% to ensure superior field performance after construction. Finally, the study recommended to conduct a large scale experiment to take into consideration more cases of mixing components and conditions. Keywords: Recycling material – Indirect tensile strength – Loss of stability – Batch plant – Fatigue life – Cost analysis I. Introduction And Background Recycling is only one of several bituminous pavement rehabilitation alternatives. The other alternatives are overlaying and reconstruction. The growing demand for materials to rehabilitate the highway infrastructure and the increasing need of sustainable and environment friendly alternatives have made the demand for recycling materials in pavements increase substantially. The most frequent application of recycling materials in pavements is the reuse of Reclaimed Asphalt Pavement (RAP). RAP is any removed or reprocessed pavement material that contains asphalt and aggregates. The biggest source of RAP is rehabilitation of existing asphalt pavement by milling or full-depth removal. RAP can be combined with virgin aggregates, new binder and/or recycling agents to produce a recycled hot mix, which is the most frequent use of RAP [1]. Some of the advantages associated with pavement recycling are less user delay, conversation of energy, preservation of environment lower cost of construction and conservation of aggregate and binder [2]. Recycling of asphalt pavement is not yet popular in developed countries. On the other hand, in advanced countries, bituminous materials are the most recycled materials in construction industry. For example, in USA, about 33 million tons of reclaimed asphalt pavements are used per year for recycling purposes which is about 80% of the total amount of reclaimed asphalt pavements collected from old bituminous pavements [3]. Also, in the year 1995, 20 million tons of recycled hot mix was produced in Japan, which represent 30% of the total hot mix production [4]. It is of a great importance to state that the reclaimed asphalt mix is a deteriorated bituminous mix that contains aged asphalt and aggregate. Hence, its performance might be poorer when compared to a fresh mix. Thus, the process of bituminous recycling involves mixing of the recycled asphalt mix with fresh mix by certain proportions [5]. Historically, pavement resurfacing or replacement has been a major budget item for highway agencies. Beginning with the surface Transportation Assistance Act of 1982, highway agencies have dedicated more and more funds to the restoration and rehabilitation of the American highway network. A most promising approach that has evolved in the recent years has been that of the roadway recovery concept or recycling. This approach involves the reuse of existing roadway materials in the reconstruction of a pavement to the structural design required for future traffic needs [6]. Based on the process adopted in recycling the bituminous mixtures, it can be broadly classified as central plant recycling and in-situ recycling. If the recycled asphalt plant RAP is modified at a plant, away from construction site then the process is known as central plant recycling. Another way of classification could be
Effect of Using Reclaimed Asphalt Pavement on Asphalt Mix
Performance
Ahmed Mohamady, Ph.D.; Ashraf Elshahat, Ph.D.; Mahmoud Fathy Abd-
Elmaksoud, Ph.D.; ENG Mohamed Hoseny Abdallah Assistant Professor, Faculty of Engineering, Zagazig University
Lecturer, Faculty of Engineering, Zagazig University
Lecturer, Faculty of Engineering, Zagazig University
Civil engineer at General Authority for Roads, Bridges and Land Transportation (GRBLT)
Abstract: Throughout history, the earth`s resources have been exploited without considering their eventual
limitations. At present, one of the key challenges is to concentrate on saving natural resources for future
generations while bringing industrial activities into a more stable long-term balance between environmental
preservation and costs. The main purpose of this study aims to investigate the use of recycled aggregate
pavement (RAP) materials in highway and to determine the optimum reclaimed percent. To achieve the study
objective, a comprehensive experimental program was designed and conducted. After choosing the study
materials, qualification tests were conducted on the study materials. Marshall test was conducted on six asphalt
mixtures with different percentages of reclaimed materials. Asphalt concrete specimens were then prepared at
optimum asphalt content resulted in Marshall test to be investigated through indirect tensile strength test and
loss of stability test. The six asphalt mixtures contain different percentages of RAP (i.e.0%, 10%, 20%, 25%
30% and 40%). Analyzing the study results, it can be concluded that a percent of RAP may be 30% to ensure
superior field performance after construction. Finally, the study recommended to conduct a large scale experiment to take into consideration more cases of mixing components and conditions.
Keywords: Recycling material – Indirect tensile strength – Loss of stability – Batch plant – Fatigue life – Cost
analysis
I. Introduction And Background
Recycling is only one of several bituminous pavement rehabilitation alternatives. The other
alternatives are overlaying and reconstruction. The growing demand for materials to rehabilitate the highway
infrastructure and the increasing need of sustainable and environment friendly alternatives have made the
demand for recycling materials in pavements increase substantially. The most frequent application of recycling
materials in pavements is the reuse of Reclaimed Asphalt Pavement (RAP). RAP is any removed or reprocessed
pavement material that contains asphalt and aggregates. The biggest source of RAP is rehabilitation of existing
asphalt pavement by milling or full-depth removal. RAP can be combined with virgin aggregates, new binder
and/or recycling agents to produce a recycled hot mix, which is the most frequent use of RAP [1]. Some of the
advantages associated with pavement recycling are less user delay, conversation of energy, preservation of environment lower cost of construction and conservation of aggregate and binder [2]. Recycling of asphalt
pavement is not yet popular in developed countries. On the other hand, in advanced countries, bituminous
materials are the most recycled materials in construction industry. For example, in USA, about 33 million tons
of reclaimed asphalt pavements are used per year for recycling purposes which is about 80% of the total amount
of reclaimed asphalt pavements collected from old bituminous pavements [3]. Also, in the year 1995, 20 million
tons of recycled hot mix was produced in Japan, which represent 30% of the total hot mix production [4]. It is of
a great importance to state that the reclaimed asphalt mix is a deteriorated bituminous mix that contains aged
asphalt and aggregate. Hence, its performance might be poorer when compared to a fresh mix. Thus, the process
of bituminous recycling involves mixing of the recycled asphalt mix with fresh mix by certain proportions [5].
Historically, pavement resurfacing or replacement has been a major budget item for highway agencies.
Beginning with the surface Transportation Assistance Act of 1982, highway agencies have dedicated more and more funds to the restoration and rehabilitation of the American highway network. A most promising approach
that has evolved in the recent years has been that of the roadway recovery concept or recycling. This approach
involves the reuse of existing roadway materials in the reconstruction of a pavement to the structural design
required for future traffic needs [6].
Based on the process adopted in recycling the bituminous mixtures, it can be broadly classified as
central plant recycling and in-situ recycling. If the recycled asphalt plant RAP is modified at a plant, away from
construction site then the process is known as central plant recycling. Another way of classification could be
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 56 | Page
based on the depth of the old pavement removed [7]. If the top layers of pavement fail, then the upper layers are
removed and laid again. This process is known as surface recycling.
The latest major survey with state agencies reports a 33% reuse of RAP in hot mix asphalt (HMA)
production [8]. Since then this number is likely to have increased with the effort by highway agencies
promoting RAP use, as well as advancements in pavement recycling technology [3]. In hot in-plant recycling,
the recovered material is transported to a plant, where it is mixed with required quantity of virgin aggregates and
asphalt binder and /or recycling agents. The mixing is performed at a high temperature, thus named hot in-plant recycling. RAP can be either obtained by milling or crushing the existing pavement. "Successfully-completed
projects across the world have shown both cost effectiveness and quality of Pavement produced by this time-
tested process .RAPs and asphaltic cements are broken down to their original state and reused to produce high
quality asphaltic concrete, the performance of which has been proven to equal that of conventional mixes"[9].
Hot in-plant recycling can be used to correct the gradation and mix properties of the deteriorated pavements. It
can be also used to correct or maintain the horizontal or vertical geometries of the pavement. Hot in-plant
recycling advantages include It can be done repeatedly with the same materials It needs very little modifications in the existing HMA equipment and plants It eliminates disposal and pollute on problems
Several researches have been done to evaluate properties and performance of mixes with RAP in the
laboratory and are documented in the literature [3]. When designed properly, RAP mixes have demonstrated, in
the laboratory, quality comparable to virgin HMAs. However, despite all the information available, obstacles
still exist to make RAP mix more frequently used in pavement engineering. The major difficulty is the belief
that recycled materials are inferior in quality to virgin materials [8]. Most of this is based on judgment instead of
engineered performance evaluations. Assumptions such as RAP high variability, poor properties of binder in the
RAP mix, and inferior long term performance (i.e., cracking and durability) are usually associated with RAP in
hot mix asphalt.
II. Problem Statement And Study Motivation
Despite of the increasing scope of the road network, this network strongly needs various
types of maintenance in order to preserve the efficiency of the network to accommodate the volume of traffic
safely.
In spite of the steady rise of prices of bitumen and the acute shortage of good aggregates that is
necessary for a production of asphalt concrete. All of this has attracted the attention to the search for new means of maintenance that is less expensive and environmentally friendly. Several modern methods of road
maintenance appeared by recycling way. Agencies can be achieving this by reusing the old asphalt mixes again
after grinding in different proportions in the new mix. This is done through designing a laboratory program
include the asphalt mixes containing proportions of the old mixes and the other complementary asphalt mixes in
ordinary asphalt. This research would also assess the economic terms of using RAP in hot mix asphalt.
III. Objectives Of Study The main objectives of this study are to:-
Investigate the use of RAP in highway construction and to determine the optimum RAP percent,
Study the aging effect on RAP hot mix asphalt, and
Modify the batch plant mix to be able to produce RAP hot mix asphalt.
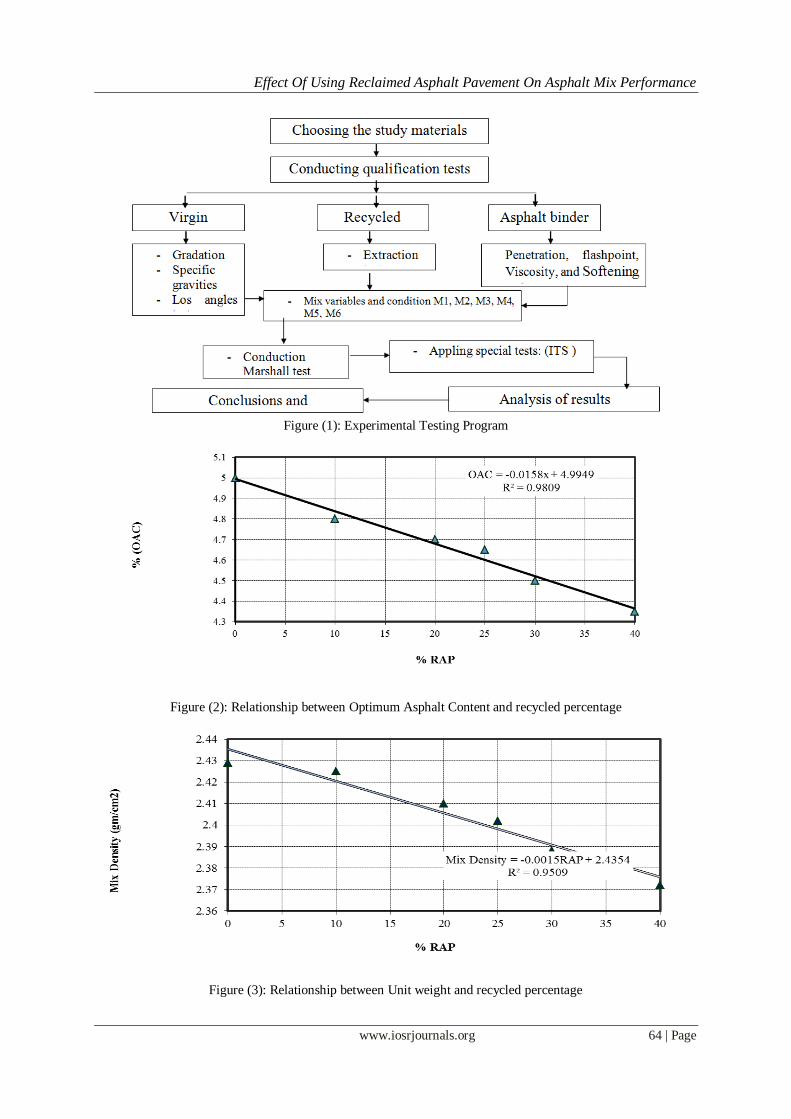
IV. Materials And Expermintal Testing Program To achieve the main objectives of this study, an experimental program was designed. Figure (1) shows
the steps of this experimental program. The first step is collecting the study materials. These materials are the
virgin aggregate and the recycled materials as well as asphalt binder. One source of asphalt was used in this
study. This was Suez asphalt cement with 60/70 penetration grade and 1.02 specific gravity. The recycled
materials were collected from Zagazig – Bilbis highway. The virgin aggregate was taken from Suez quarries. After that, qualifications tests were conducted on the collected materials. After checking material acceptance
several mix samples were prepared in groups. Each group was prepared with some Specified percent of recycled
material. Then six mixes (from M1 to M6) were prepared with recycled percent of 0%, 10%, 20%, 25%, 30%
and 40%. The complementary percent of the previous mixes are virgin aggregate. Marshall test were conducted
on all the investigated specimens to obtain the optimum asphalt content for each mix in additions to different
mix properties. These properties include stability, unit weight, air voids, voids in mineral aggregate and mix
flow. As shown in figure (1), the next step is conducting some special tests to evaluate the mix behavior under
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 57 | Page
different loading conditions. These tests include two important tests. The first test is the indirect tensile test
(ITT) to be used as an indicator of pavement ability to resist cracking. The second test is the loss of stability to
measure the ability of the asphalt pavement to resist Water Immersion
The selected mix gradation is (4-C) as specified by the general specifications for Egypt.
4.1 Laboratory Tests
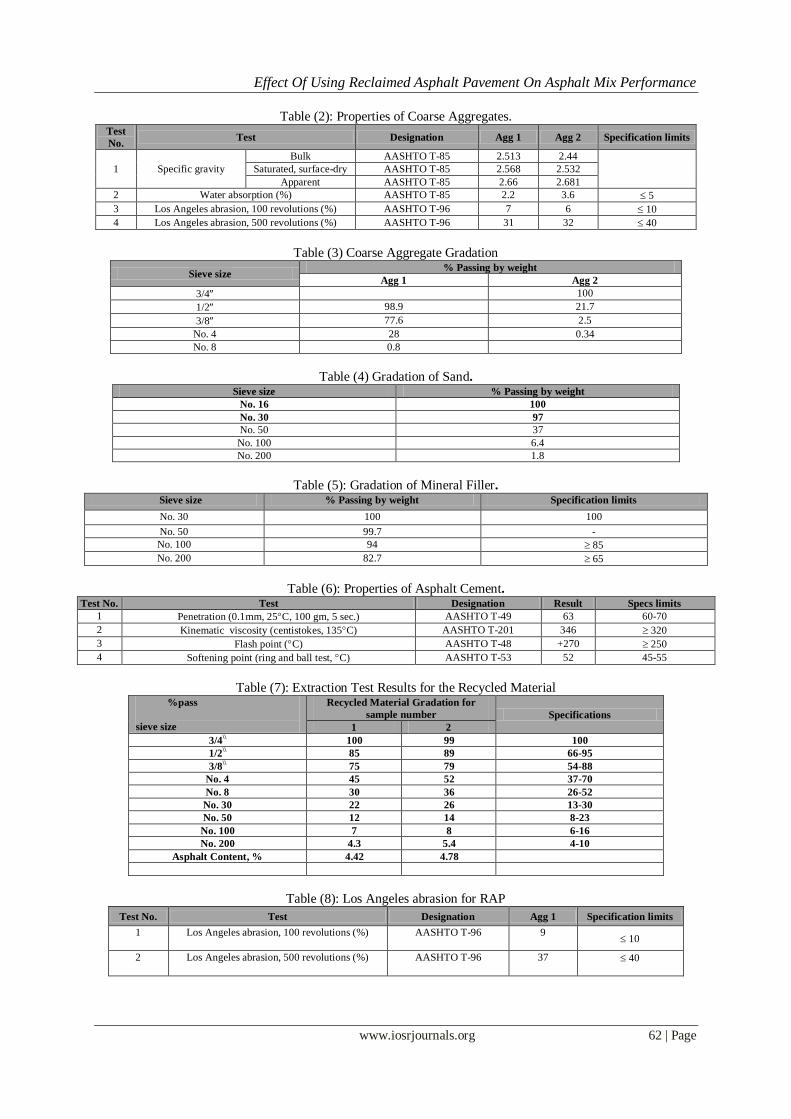
Two types of laboratory tests were applied. The first type is the qualification tests. It is conducted to identify the different properties of materials used in the study. While the second type is the main tests used to measure
the intended properties of the investigated mixtures such as Marshall test, indirect tensile test and loss of
stability test. Tables from (1) and (8) show qualification tests of aggregate, asphalt respectively, extraction test
and los Anglos abrasion test . The qualification tests results, in these tables, show that the study materials are
accepted for use in the asphalt mix.
4.2 Marshall Test
In order to find the Optimum Asphalt Contents (OAC) and the corresponding properties (stability, flow, air
voids, voids in mineral aggregates and unit weight ) for the investigated mixes, Marshall mix design procedure
was performed. The test criterion selected for a 75- blows Marshall compaction According to ASTM D 1559
and AASHTO T-245 [10, 11].
4.3 Indirect Tensile Test
The indirect tensile test used in this study was developed by Carnerio and Barcells [15] in Brazile and
Akazawa [16] in Japan. Primarily the test was used to evaluate the tensile strength of concrete[17]. After that
Thomspon [18] showed that the test can be used to evaluate tensile strength of lime-stone mixtures. These
simplified relations for calculating the Indirect tensile strength for 4in. diameter specimen with 0.5 in. wide
covered loading strip are as follows:
Indirect tensile strength, ITS, psi = 0.156 Pf /H
Where: Pf = Total load at failure, Ib;
H = Height of specimen; in.
4.4 Loss of Stability Test
Loss of stability test, which is simplified version of AASHTO-T165, was used to measure mix
durability by evaluating the resistance of the investigated mixes to moisture damage. This test is intended to
measure the loss of stability resulting from the action of water on compacted asphalt mixtures by comparing the
stability of dry specimens which have been immersed in water path at 60 C for certain times, 0.5 and 24 hours.
V. Results and Analysis The routine mix characteristics (OAC), unit weight, stability, flow, VMA, and air voids) according to
Marshall Test as well as indirect tensile strength, and loss of stability of the investigated mixes are discussed in the following paragraphs.
5.1 Analysis of Marshall Test Results.
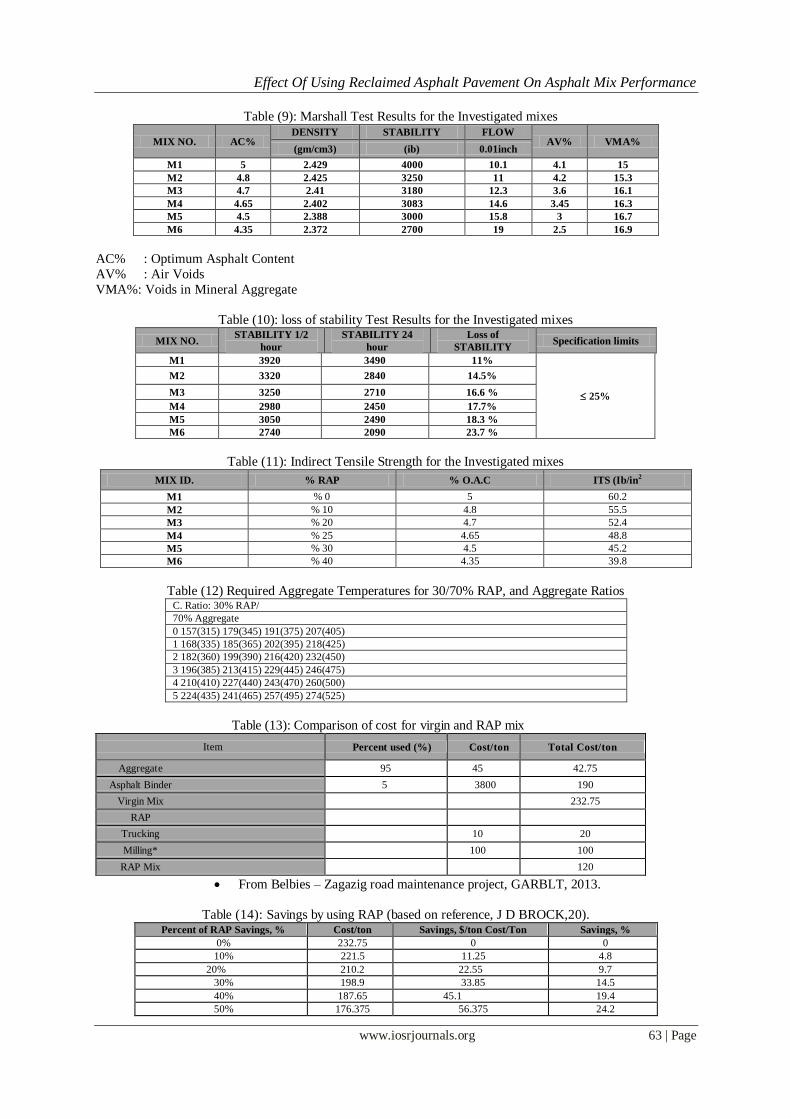
Table (9) shows the results of Marshall test of the investigated mixes.
5.1.1 Analysis of Optimum Asphalt Content Results Based on Marshall test results presented in table (9) is plotted to show the optimum asphalt content
percent for the investigated mixtures. From the curve it can be noticed that the optimum asphalt content is
decreased as the RAP percent increase. This may be due to the old asphalt filled the pores of the RAP.
Moreover, increasing RAP percent from zero to 30% decreases the optimum asphalt content from 5% to 4.5%.
This means that saving in optimum asphalt content by about 10% is achieved. On the other hand, when RAP percent reaches 40%, the optimum asphalt content reaches 4.35%only. This means that when using identical
weights of virgin and recycled aggregate, asphalt content saving reaches about 13%. This saving in asphalt
content maybe due to the old asphalt filled RAP pores.
To examine the relationship between optimum asphalt content and recycled percent figure (2) was
plotted. From this figure, the same trend and discussion presented for figure (2) is checked. The relationship
between optimum asphalt content % (O.A.C) and Recycled % is as follows:
OAC = 4.9949 – 0.0158 RAP ,R2=0.9809
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 58 | Page
5.1.2 Analysis of Unit Weight Results Investigating the effect of using RAP on the density of asphalt mixtures. The data in the table(9) show
that using RAP has unpronounced effect on the mix unit weight. However unit weight is decreased as reclaimed
percent increases. It must be noticed that, increasing RAP percent from zero to 40% reduce the unit weight by only 2.34%.
To examine the relationship between mix density content and recycled percent figure (3) was plotted. The
relationship between mix density content and Recycled % (R) is as follows:-
Mix Density = 2.4354 – 0.0015 RAP ,R2 = 0.9509
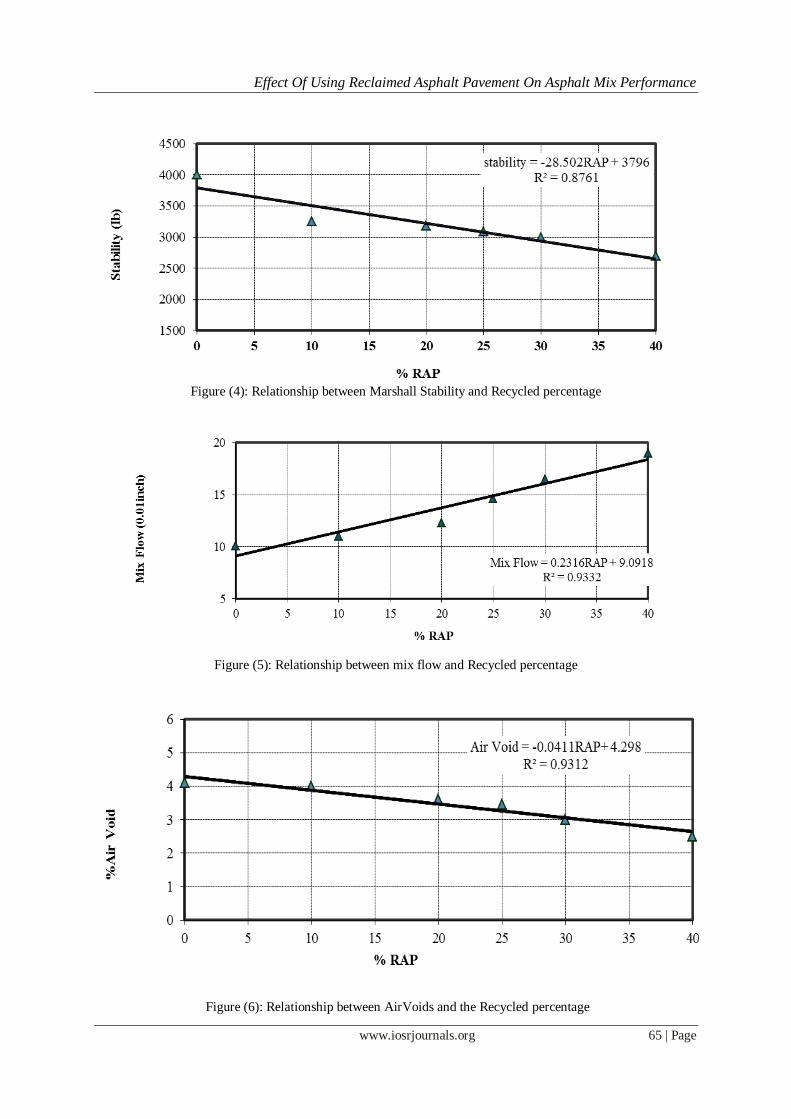
5.1.3 Analysis of Mix Stability Results
One of the most important properties of asphalt mix is the stability. The mix stability is an important
indicator for resisting pavement distresses. The stability of the investigated mixtures is presented in the table
(9). Referring to the table it can be noticed that, the mix stability is decreased as RAP percent increase. It can be
also noted that, increasing recycled aggregate percent from zero to 30% decrease the stability value from 4000
ib to 3000 ib i.e. decreased by about 25%. While the stability value reaches 2700 ib when the reclaimed percent
reaches 40% i.e. decreased by about 31%. Although all mixes give an acceptable stability value, a sudden
decrease is occurred for reclaimed percent of more than 30%. After using the RAP, the increment in decreasing
in stability values ranges from 70 to 100 ib for 10 to 30 percent of using RAP. The decreasing in stability value
reached to 300 ib between 30 and 40 percent of using RAP. Therefore, it is recommended to use reclaimed material up to the percent of 30% only.
To deduce the relationship between mix stability and recycled aggregate percent figure (4) was plotted.
The relationship between mix stability and recycled percent is as follows:
Stability = 3796 -28.502 RAP ,R2 = 0.8761
5.1.4 Analysis of Mix Flow Results Mix flow value gives an indicator for the resistance to permanent deformation. Based on the flow
values obtained for all the investigated mixtures, table (9) was prepared. Generally, the mix flow is increases as
the RAP percent increases. When RAP percent increases from zero to 30%, the flow value increases from 10.1
(0.01 inch) to 15.8 (0.01 inch). The increment of increasing in flow values are 0.9, 1.3, 2.3, and 1.2 between
zero, 10, 20, 25, and 30 percent of using RAP respectively. So, the increment in increasing in flow values
ranges from 0.9 to 2.30 for zero to 30 percent of using RAP. The increasing in flow value reached to 3.2
between 30 and 40 percent of using RAP. It must be noted that the mix flow reaches a value of 19 ( 0.01 inch )
as the recycled aggregate percent reaches to 40%. This flow value is out of specification limits. Therefore, it is
recommended to use reclaimed material up to the percent of 30% only. The flow values are over the Specification limits. To derive the relationship between mix flow and recycled percent, figure (5) was plotted.
The relationship between mix flow and recycled percent is as follows.
Mix flow = 9.0918+0.2316 RAP ,R2 = 0.9332
5.1.5 Analysis 0f Air voids results The air voids is an important factor that must be considered when designing asphalt Concrete mixture.
The air voids limits are the range (3-5) % of the total mix volume. When air voids lower than 3% bleeding of
asphalt will occur specially with higher temperature degrees causing decreasing of asphalt in the pavement with
time. This decrease in the asphalt content will already cause pavement cracking. On the other hand for air voids percent greater than 5% of the mix, the pavement will be weak and unstable. For these considerations the
asphalt binder is a very sensitive element in pavement design. The results of the investigated mixes are shown in
table (9). Based on the air voids results in the table. Analyzing the data in the table, it can be seen that increasing
the RAP percent will decrease the corresponding air voids ratio. This may be attributed to the old asphalt filled
the aggregate pores which minimize the voids percent. Increasing the RAP percent from zero to 30% decreases
the air voids percent from 4.1% to 3% i.e by about 26.83%. Further increase in the reclaimed percent will leads
to more decreasing in air voids percent. When the recycled aggregate percent reaches 40%, the air voids
percent reaches 2.5 % i.e. decreased by about 39%. Moreover, the mix (M6) in which RAP percent is 40% gives
air voids percent of 2.5% i.e out of the specification range (3% – 5%). Based on this discussion, it can be
concluded that the RAP percent must not exceed 30% of the total aggregate weight to ensure acceptable air
voids range. This recommendation is very important to avoid asphalt bleeding after construction. To derive the relationship between mix air voids and recycled aggregate percent, figure (6) was plotted. The relationship
between mix air voids and Recycled % is as follows:
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 59 | Page
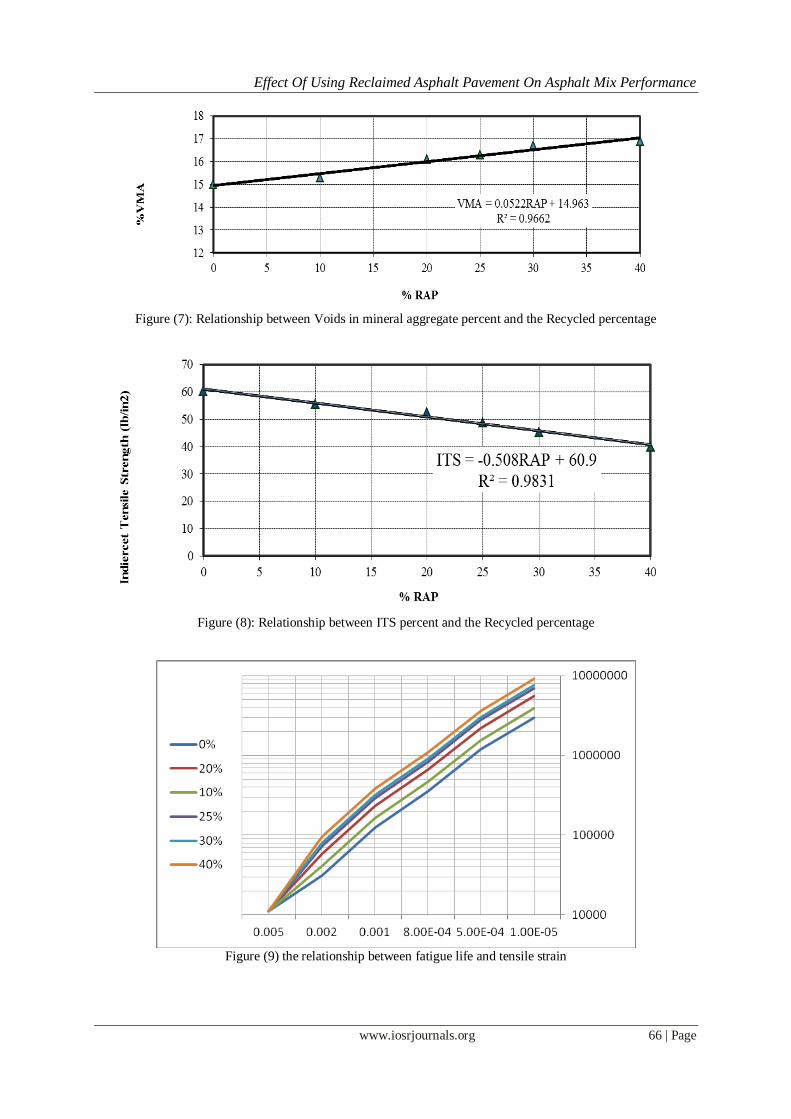
%AV = 4.298 – 0.0411 RAP ,R2 = 0.9321 5.1.6 Analysis of Voids in Mineral Aggregate Results Table (9) presents the voids in mineral aggregate for all the investigated mixes. From the table it can be
discovered that, the voids in mineral aggregate are increased as the RAP percent increase achieving values in the
range between 15% and 16.9% for the mixes M1 and M6 respectively. This may be due to the ineffective old
asphalt in the aggregate pores which prevent the new asphalt from occupying deeply the aggregate pores. It is
obvious that the increase in voids in mineral aggregate is of low rate up to reclaimed percent of 30%. After that
the voids in mineral aggregate is increased with high rate. For this reason, it is recommended that the recycled
aggregate percent must not exceed 30% for satisfactory filed performance of the mix. To derive the relationship
between the voids in mineral aggregate and the recycled percent, figure (7) was plotted. The relationship between voids in mineral aggregate and Recycled % is as follows:
VMA = 14.963 + 0.0522 RAP ,R2 = 0.9662
5.2 Analysis of Indirect Tensile Test Results The indirect tensile strength (ITS) was conducted on asphalt concrete samples prepared at the optimum
asphalt content obtained in Marshall test. This test is considered an important measure for the ability of the mix to resist cracking. The results of the indirect tensile strength test are presented in table (11). It is clear that
increasing of recycled material percent decreases the mix indirect tensile strength. The rate of decreasing
indirect tensile strength is smaller during the first five mixes (M1 to M6) in which the recycled aggregate
percent is up to 30%. After that the rate of decreasing indirect tensile strength is increased. It is noticed that
increasing recycled percent from zero to 30% resulted in a decrease in indirect tensile strength by about 25% of
its original value (zero recycling aggregate percent). But when the RAP percent reaches 40%, the reduction in
the indirect tensile strength reaches 39.8 psi; i.e. by about 34% of its original value at the mix (M1). Therefore
it is recommended to use the RAP up to about 30% of the total aggregate weight to avoid pavement cracking
after construction. To derive the relationship between the indirect tensile strength and recycled aggregate
percent, figure (8) was plotted. The relationship between the indirect tensile strength and Recycled % is as
follows:
ITS = 60.9 – 0.508 RAP, R2 = 0.9831
5.3 Analysis of Loss Of Stability Test Results The loss of stability test was conducted on asphalt concrete samples prepared at the optimum asphalt
content obtained in Marshall test. This test is considered an important measure of mix durability by evaluating
the resistance of the investigated mixes to moisture damage. The results of the loss of stability test are presented
in table (10), It is clear that increasing of recycled material percent increases the loss of stability of mix. The rate
of increasing of loss of stability values is smaller during the first five mixes (M1 to M6) in which the recycled aggregate percent is up to 30%. After that the rate of increasing of loss of stability value is increased. It is
noticed that, increasing recycled aggregate percent from zero to 30% resulted in an increase in loss of stability
value by 7.3% i.e by about 66.4% of its original value (zero recycling aggregate percent). But when the RAP
percent reaches 40%, the increasing in loss of stability value reaches 12.7%; i.e. by about 115.5% of its original
value at the mix M1. Therefore, it is recommended to use the RAP up to about 30% of the total aggregate
weight.
5.4 Fatigue Life of the Recycled Mixes
- Constant Strain Fatigue Equation Constants
The following equation was used to fatigue life of asphalt mixes at different levels of tensile strain [19].
Nf = K ( 1/ϵ )n
Where:
Nf = number of cycles to failure.
ϵ = initial strain
Log. K =7.92 - 0.122 St
n = 0.0374 St – 0.744
St = the tensile strength.
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 60 | Page
Figure (9) shows the relationship between fatigue life of investigated mixes and different levels of tensile strain.
From this figure, it can be noticed that, at levels of tensile strain higher than 5.5x10-4 (in/in), the fatigue life of
the recycled mixes is lower than that if the fatigue life of the control mix (M1 – zero percent of recycled
aggregate) i.e. the fatigue life decreases with increasing the percent of recycled aggregate. This refers to the
hardness of the aged asphalt. At low levels of tensile strain, less than 5.5x10-4 (in/in), the recycled mix have
higher fatigue life than of the control mix (M1 – zero percent of recycled aggregate) i.e. the fatigue life increases
with increasing the percent of recycled aggregate in mix.
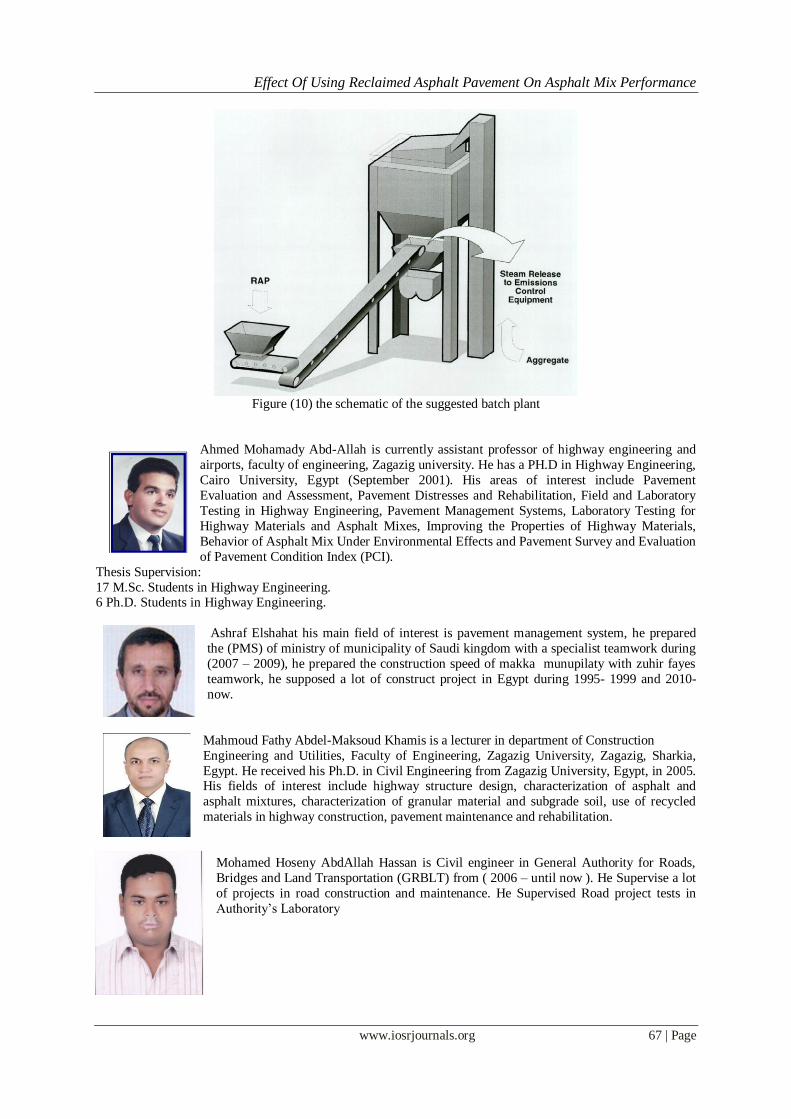
VI. Modifications To Batch Plant Modifications are required in the batch plant to recycle RAP since attempts to introduce RAP directly
with the virgin aggregates result in excessive smoke and material build-up problems in the dryer, hot elevator
and screen tower. The most widely used method for batch plant hot-mix recycling is the “Maplewood Method.”
which is most commonly used. Figure (10) shows the schematic of the suggested batch plant which basically
has a separate cold feed bin introduces the RAP into the weigh hopper. The cold pre-screened RAP is delivered
directly into the weigh hopper of the batch tower along with the superheated virgin aggregate from a hot bin.
The RAP is delivered from a RAP bin through an inclined conveyor having automatic plant controls. In this process, the RAP material may be added after material from bin 1 is added to the weigh hopper and before the
material from bins 2, 3 and 4 are added to the weigh hopper. In this way the RAP is sandwiched between the hot
virgin aggregates and gets more time to heat up. A mild explosion results from instant evaporation of the RAP
moisture when the unmixed aggregates are discharged into the pugmill. To scavenge the mixer during the steam
generation a baghouse with considerable capacity is required unless the dump time of the weigh hopper is
increased[17]. Table (12) shows the recommended virgin aggregate temperature depends on both the RAP
percent and its moisture content.
VII. Cost Effectiveness All the different types of recycling methods are usually cheaper than the conventional rehabilitation
methods, even though the relative savings will depend on the kind of recycling technique used. The primary
saving in hot and cold mix recycling comes from savings in the cost of virgin asphalt materials. The objective of
this session is to present the economics associated with the use of recycled asphalt materials. Expenditures and
cost comparisons with the use of conventional HMA mixes are summarized from available highway
construction data.
The cost associated with recycling can be presented on a material cost as well as construction cost basis.
Tables (13) and (14) show the amount of savings that can be made by using recycled asphalt pavement (RAP)
instead of using virgin material (20). Considering 45 pound per cubic meter and 3800 pounds per ton as average
costs of aggregate and liquid asphalt, respectively, the cost of a 100 percent virgin mix with 5 percent asphalt
comes out to be 232.75 pounds per ton. If the contractor uses the milling machine and hauls the RAP back to the HMA plant, the total cost for RAP is 120 pounds per ton, considering 100 pounds per ton for machine and
labor for milling, and 20 pounds per ton for trucking cost. Table (14) shows the savings in using different
percentages of RAP. It should be noted that these savings are in first cost. Table shows that the use of 30%
RAP in hot mix asphalt will save 14.5% of its initial cost.
VIII. Conclusions Based on the analysis and discussion of the study results, the following conclusion may be obtained: 1. The optimum asphalt content is decreased as the RAP percent increase. 2. Increasing RAP percent from zero to 30% by weight of coarse aggregate decrease the optimum asphalt content from
5% to 4.5% (saving in asphalt is 10%). While increasing the recycled aggregate to 40% reducing the asphalt content to 4.35% only (saving in asphalt by 13%). OAC = 4.9949 – 0.0158 RAP, R2=0.9809
3. Increasing RAP has unpronounced effect on the mix unit weight. However, increasing RAP from zero to 40% decreases the mix density by 2.34% only,
Mix Density = 2.4354 – 0.0015 RAP ,R2 = 0.9509 4. Mix stability decreases as the recycled aggregate percent increases. This may due to the fatigue of such materials by
aging. 5. Increasing RAP percent from zero to 30%, decreases the stability value by about 22%. However, this decrease reaches
6. The mix flow increased as the RAP percent increased. Mix flow = 9.0918+0.2316 RAP ,R2 = 0.9332
7. Increasing the recycled aggregate percent in the asphalt mixes decreases the air voids percent which may leads to
asphalt bleeding. 8. Increasing recycled aggregate percent to 30% decrease the air voids by about 27% but it still in the allowable range
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 61 | Page
%AV = 4.298 – 0.0411 RAP ,R2 = 0.9321 9. Asphalt mix with RAP percent of 40% gives air voids percent of 2.5% which is out of the specification range. 10. Increasing of recycled material percent decreases the mix indirect tensile strength. However, the reduction in mix
tensile strength is more significant when the percent of RAP is higher than 30 %.
11. Increasing of recycled material percent increases the loss of stability of asphalt mix. However, the increasing in loss of stability of asphalt mix is more significant when the percent of RAP is higher than 30 %.
IX. Recommendations Based on the study analysis and conclusions, the following recommendations are obtained:
1. The RAP is recommended to use in the hot asphalt mixes to save the virgin aggregate for longer time and
also to improve the environment.
2. A percent of RAP may be 30% is suitable to be used in pavement.
3. A large scale study is recommended taking into considerations several factors to investigate the behavior of
the mixtures containing RAP.
4. Conducting of field testing of service courses made of RAP mixes is highly recommended in the future to
reflect the actual performance under the environmental condition experience.
References [1]. Betenson W.D. "Recycled Asphalt Concrete in Utah", Proceedings of the Association of Asphalt Paving Technologists, Vol.48,
1979, pp. 272 – 295.
[2]. Mallick, B.R., Lecture Notes, A3- day workshop on "Recycling and Other Pavement Rehabilitation Methods", IIT Kanpur, 8-10th
February, 2005, pp. 58 – 350.
[3]. Holtz, K. and Eighmy, T.T., "Scanning European Advances in the Use of Recycled Materials in Highway Construction", Public
Roads, Vol. 64, No. 1, 2000, pp. 34- 40.
[4]. Ikeda, T., and Kimura, M. "Recent Development in Recycling Asphalt Pavements in Japan", Proceedings of 8th International
Conference on Asphalt Pavements, Seattle, Washington, 1997, pp. 99 – 106.
[5]. Dar-Hao Chen and John Bilyeu, "Assessment of a Hot-in Place Recycling Process", Tamkang Journal of Science and Engineering,
Vol. 4, No. 4, pp. 265-276 (2001).
[6]. Federal Highway Administration, "Asphalt Pavement Recycling", Department of Transportation, TR News, July – Augest 1985.
[7]. Epps, J. A., Terrel, R. L., Little, D.N. and Holmgreen, R. J., "Guidelines for Recycling Asphalt Pavements", Proceedings of the
Association of Asphalt Paving Technologists, Voi. 49, 1980, pp. 144-176.
[8]. Newcomb, D.E., Brown, E. R. and Epps, J. A “ Designing HMA Mixtures with high RAP Contents” a Practical Guide Quality
Improvement Series 124, National Asphalt Pavement Association, Lanham, MD, 2007.
[9]. Federal Highway Administration, “ FHWA Recycling Policy” Website: www.fhwa.dot.gov/pavement/recycling/index.cfm,visited
June 2009
[10]. "Maximum Specific Gravity of Bituminous Paving Mixtures", American Association of State Highway and Transportation Officials
(AASHTO) T209, 1986, pp. 759 – 762.
[11]. "Maximum Specific Gravity of Bituminous Paving Mixtures", American Society for Testing and Materials (ASTM), D2041, 1978.
[12]. Carnero, F.L. and Barcellos, A., "Concrete Tensile Strength", International Association of Testing and Research Laboratory for
Materials and Structures, Bull. No. 3, March, 1953.
[13]. Akazawa, T. "Tension Test Method for Concrete", International Association of Testing and Research Laboratory for Materials and
Structures, Bull. No. 6, Nov., 1953.
[14]. Hudson, W.R. and Kennedy, T. W., "An Indirect Tensile Test for Research", the University of Texas at Austin, Jan., 1968.
[15]. Thompson, M.R. "Split – Tensile Strength of Lime – Stabilized Soils", HRB, Highway Research Record, No. 92, 1990
[16]. "Simple Procedure for Fatigue Characterization of Bituminous Concrete", Federal Highway Administration, Washington, DC, Jan.,
1976.
[17]. Proven Guidelines for Hot-Mix Recycling, Asphalt Recycling and Reclaiming Association, Annapolis, MD, 1986.
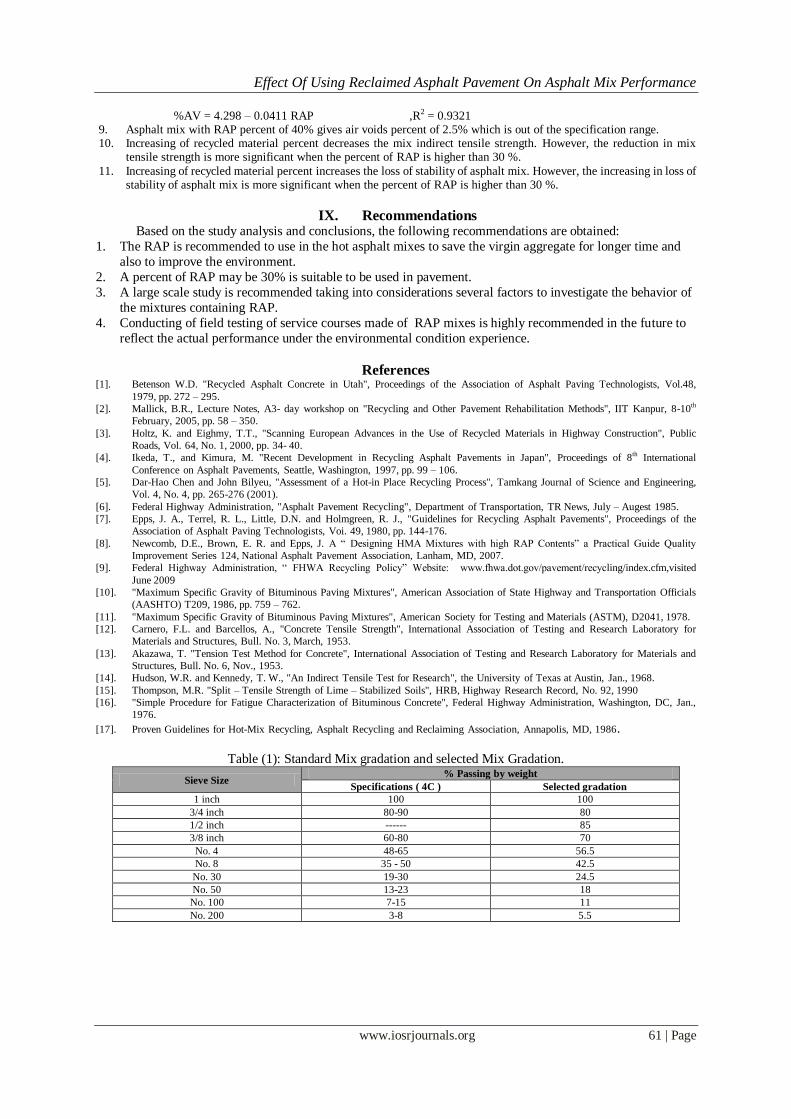
Table (1): Standard Mix gradation and selected Mix Gradation.
Sieve Size % Passing by weight
Specifications ( 4C ) Selected gradation
1 inch 100 100
3/4 inch 80-90 80
1/2 inch ------ 85
3/8 inch 60-80 70
No. 4 48-65 56.5
No. 8 35 - 50 42.5
No. 30 19-30 24.5
No. 50 13-23 18
No. 100 7-15 11
No. 200 3-8 5.5
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 62 | Page
Table (2): Properties of Coarse Aggregates. Test
No. Test Designation Agg 1 Agg 2 Specification limits
1 Specific gravity
Bulk AASHTO T-85 2.513 2.44
Saturated, surface-dry AASHTO T-85 2.568 2.532
Apparent AASHTO T-85 2.66 2.681
2 Water absorption (%) AASHTO T-85 2.2 3.6 5
3 Los Angeles abrasion, 100 revolutions (%) AASHTO T-96 7 6 10
4 Los Angeles abrasion, 500 revolutions (%) AASHTO T-96 31 32 40
Table (3) Coarse Aggregate Gradation
Sieve size % Passing by weight
Agg 1 Agg 2
3/4 100
1/2 98.9 21.7
3/8 77.6 2.5
No. 4 28 0.34
No. 8 0.8
Table (4) Gradation of Sand. Sieve size % Passing by weight
No. 16 100
No. 30 97
No. 50 37
No. 100 6.4
No. 200 1.8
Table (5): Gradation of Mineral Filler. Sieve size % Passing by weight Specification limits
No. 30 100 100
No. 50 99.7 -
No. 100 94 85
No. 200 82.7 65
Table (6): Properties of Asphalt Cement. Test No. Test Designation Result Specs limits
Table (13): Comparison of cost for virgin and RAP mix
Total Cost/ton Cost/ton Percent used (%) Item
42.75 45 95 Aggregate
190 3800 5 Asphalt Binder
232.75 Virgin Mix
RAP
20 10 Trucking
100 100 Milling*
120 RAP Mix
From Belbies – Zagazig road maintenance project, GARBLT, 2013.
Table (14): Savings by using RAP (based on reference, J D BROCK,20). Savings, % Savings, $/ton Cost/Ton Cost/ton Percent of RAP Savings, %
0 0 232.75 0%
4.8 11.25 221.5 10%
9.7 22.55 210.2 20%
14.5 33.85 198.9 30%
19.4 45.1 187.65 40%
24.2 56.375 176.375 50%
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 64 | Page
Figure (1): Experimental Testing Program
Figure (2): Relationship between Optimum Asphalt Content and recycled percentage
Figure (3): Relationship between Unit weight and recycled percentage
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 65 | Page
Figure (4): Relationship between Marshall Stability and Recycled percentage
Figure (5): Relationship between mix flow and Recycled percentage
Figure (6): Relationship between AirVoids and the Recycled percentage
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 66 | Page
Figure (7): Relationship between Voids in mineral aggregate percent and the Recycled percentage
Figure (8): Relationship between ITS percent and the Recycled percentage
Figure (9) the relationship between fatigue life and tensile strain
Effect Of Using Reclaimed Asphalt Pavement On Asphalt Mix Performance
www.iosrjournals.org 67 | Page
Figure (10) the schematic of the suggested batch plant
Ahmed Mohamady Abd-Allah is currently assistant professor of highway engineering and
airports, faculty of engineering, Zagazig university. He has a PH.D in Highway Engineering,
Cairo University, Egypt (September 2001). His areas of interest include Pavement
Evaluation and Assessment, Pavement Distresses and Rehabilitation, Field and Laboratory
Testing in Highway Engineering, Pavement Management Systems, Laboratory Testing for
Highway Materials and Asphalt Mixes, Improving the Properties of Highway Materials,
Behavior of Asphalt Mix Under Environmental Effects and Pavement Survey and Evaluation
of Pavement Condition Index (PCI).
Thesis Supervision:
17 M.Sc. Students in Highway Engineering. 6 Ph.D. Students in Highway Engineering.
Ashraf Elshahat his main field of interest is pavement management system, he prepared
the (PMS) of ministry of municipality of Saudi kingdom with a specialist teamwork during
(2007 – 2009), he prepared the construction speed of makka munupilaty with zuhir fayes
teamwork, he supposed a lot of construct project in Egypt during 1995- 1999 and 2010-
now.
Mahmoud Fathy Abdel-Maksoud Khamis is a lecturer in department of Construction
Engineering and Utilities, Faculty of Engineering, Zagazig University, Zagazig, Sharkia,
Egypt. He received his Ph.D. in Civil Engineering from Zagazig University, Egypt, in 2005. His fields of interest include highway structure design, characterization of asphalt and
asphalt mixtures, characterization of granular material and subgrade soil, use of recycled
materials in highway construction, pavement maintenance and rehabilitation.
Mohamed Hoseny AbdAllah Hassan is Civil engineer in General Authority for Roads,
Bridges and Land Transportation (GRBLT) from ( 2006 – until now ). He Supervise a lot
of projects in road construction and maintenance. He Supervised Road project tests in