EVALUATION OF ROOFING SHINGLES IN HMA by Douglas I. Hanson Dr. Kee 1 ' . Foo Todd A. Lynn National Center for Asphalt Technology 211 Ramsay Hall Auburn University, AL 36819-5354 March, 1997 211 Ramsay Hall AUBURN UNIVERSITY,AL 36849-5354
Transcript
- __
EVALUATION OF -
ROOFING SHINGLES IN HMA
by
Douglas I. Hanson Dr. Kee 1'. Foo Todd A. Lynn
National Center for Asphalt Technology 211 Ramsay Hall
Potential Capacity for Roofing Shingle Material in HMA ..........
Conclusions and Recommendations .....................................
About the Organizations ........................................................
"Evaluation of Roofing Shingles in HMA" A report by the National Center for Asphalt Technology
iii
1
1
2
3
3
4
4
An Evaluation of The Use of Hot Mixed Asphalt Pavements Containing Roofing Shingle Material in North Carolina
Prepared by Ross & Associates
Summary
This study addresses the predicted long-term performance of hot mixed asphalt (HMA) pavements containing post-manufacturing roofing shingle material as compared to conventional HMA pavements. It was produced by Ross & Associates, Raleigh, NC, and funded with a grant from the Solid Waste Management Trust Fund. The testing and analysis was performed by the National Center For Asphalt Technology, Auburn University, Auburn, Alabama.
other products. Asphalt roofing shingles contain significant quantities of asphalt binder, hard angular aggregate and fibers. These materials are commonly used in HMA pavements. There are three roofing manufacturing plants in North Carolina. Additionally, the re-roofing of residences and other buildings in North Carolina generate large amounts of used shingle material. Theoretically, all the reclaimed roofing shingle material could be consumed by the hot mix asphalt pavement industry in the state. To-date, only post-manufacturing material has been used in North Carolina.
shingle material can be constructed using standard Hh4A equipment and techniques. These laboratory tests show:
The manufacture of asphalt shingles generates a material that could be used in
Field demonstrations in North Carolina have shown HMA pavements using
The addition of shingle material to HMA pavements can produce properties equal to or better than conventional mixes. The addition of shingle material to HMA pavements reduces the demand for neat asphalt binder. The use of shingle material in HMA will generally improve rutting resistance. Shingle material can be used to produce a SMA (stone matrix asphalt) pavement.
e) ?he use of five percent (5%) shingle material in HMA can produce savings of
To achieve the maximum potential benefit from available shingle material
a) A study to address concerns over possible asbestos in used shingle material is
b) Field tests should be conducted in North Carolina to determine the
more than $1 per ton of mix.
additional study should be done. ~
needed.
performance of re-roof shingle material in HMA. ~
iii
An Evaluation of The Use of Hot Mixed Asphalt Pavements Containing Roofing Shingle Material in North Carolina
Prepared by Ross %t Associates
Introduction
Some 10 million tons of asphalt roofing shingles are produced in the United States, annually. Of this, about 6.5 million tons or two-thirds are applied to existing roofs. It is estimated that about 170,000 tons of asphalt shingles are torn from roofs and taken to North Carolina landfills each year. In addition, 35,000-40,000 tons of manufacturer’s scrap is generated in this state annually.
There are several uses for reclaimed asphalt shingles in highway or other pavement projects. The most effective use is as an asphalt cement replacement in hot mixed asphalt (HMA) pavement. Projects containing shingle material have been done in numerous areas of the country. HMA pavements with shingle material have been placed in Florida, Georgia, Ohio, Indiana, Maryland, Minnesota, New Jersey and Pennsylvania. Projects have been done in Canada as well. Since the inception of this study, several states have developed specifications allowing the use of shingle material in HMA.
Ross & Associates, C. C. Mangum, Inc., CertainTeed Corporation and NCDOT joined forces to develop and produce an HMA pavement containing shingle material. In April, 1995 a trial project was placed at Lynn Rd., Raleigh, NC. This project is performing well; but, there were questions about long term performance of HMA containing recycled shingle material. Funding, from the North Carolina Department of Environment, Health and Natural Resources, through a grant from the Solid Waste Management Trust Fund, was provided Ross & Associates to obtain laboratory testing. This test plan was developed to help answer these questions and give the NCDOT, and other interested parties, greater assurance that HMA pavement containing shingle material will perform in a satisfactory manner.
Technology at Auburn University, Auburn, Alabama to test and analyze mixes containing five percent (5%) shingle material and mixes containing ten percent (10%) shingle material and compare them with conventional HMA containing no shingle material. Tests were conducted on three surface mix types and on an intermediate mix type.
Ross & Associates secured the services of the National Center For Asphalt
Technical Assessment
perform as well as conventional HMA mixes. The mixes containing shingle material were stiffer than the conventional mixes. This stiffness may be attributable to the
The test results show that HMA mixes containing recycled shingle material will
1
sharp, angular aggregate, the polymers, the grade of asphalt cement used in shingles or some combination of these. The additional stiffness attributed to the shingle material reduces rutting in the mix. This same stiffness also results in some loss of tensile strength which would tend to reduce resistance to cracking. This is much like the result obtained when using reclaimed asphalt pavement (RAP). If it is desirable that the HMA mix be made softer, this can be accomplished by the use of a softer grade of neat asphalt binder. A copy of the complete report from the National Center For Asphalt Technology is attached.
Economic Considerations
This project showed that the demand for neat asphalt binder is reduced by the use of roofing shingle material. This table shows the value of the shingles in the mixes tested.
Value of Roofing Shingle Material in HMA
Mix Percent 36 Binder Cost of Added Value of Shingles Added Binder Shinqles
I 1-3 I 0 I 6.0 I $7.90 I $0.00
Note: NCDOT Average Bid Price per Ton AC= $131.69 ( Jan '96 - Jun '96)
Savings realized in the production of HMA using shingle material rest on the cost of acquisition, processing and handling. The tipping fees charged by landfills, if applied to recycling, will significantly offset the processing and handling costs. Recycling can result in lower tipping fees for the roofer or hauler as more efficiencies are developed in the handling and processing of the material.
According to the NCDOT "Average Terminal FOB Selling Prices" dated February 1,1997, the average selling price of a ton of asphalt cement in North Carolina was $152.54. Based on this price and the asphalt cement reduction shown above, the
L
use of five percent (5%) shingles in a ton of Type 1-2 mix will reduce the cost of neat asphalt binder $1.68. Assuming a cost of $50.00 per ton of processed shingle material used, it would cost $0.55 to replace this asphalt binder with shingle material. This provides a savings of $1.13 per ton of HMA Type 1-2 used. If all available reclaimed shingle material were used in HMA, more than $4,000,000 could be saved by the hot mix asphalt industry in North Carolina each year.
Environmental Considerations
There are approximately 35,000-40,000 tons of post-production roofing shingle material generated in North Carolina, annually. The asphalt coated material generated by CertainTeed is equal to nearly thirty percent (30 %)of the annual landfill space requirements at the Granville County Landfill. The use of this material in HMA could increase the expected life of this landfill by fifty percent(50%). The environmental rewards of using post-production shingle material in HMA pavements are significant.
If the roofing material generated by re-roofing projects were used in HMA rather than sent to the landfill, the load on North Carolina’s landfills could be reduced by nearly 130,000 cubic yards each year.
The use of re-roof materials is presently hindered by concern over the possible presence of asbestos in some roofing materials. Additionally the aged material is considerably harder than post-manufacturing material and may require a softer grade of neat asphalt binder regardless of the proportion used.
Potential Capacity for Roofing Shingle Material in HMA
The potential capacity for using roofing shingle material in HMA far exceeds the material generated. The post-manufacturing material generated in North Carolina can be consumed by four to five (4-5) average hotmix asphalt plants. There are about 140 hotmix asphalt plants presently operating in this state. Between 12,000,000 and 14,000,000 tons of HMA are produced in North Carolina annually. The use of five percent (5%) shingles in these mixes would consume at least 600,000 tons of roofing shingle material. These hotmix asphalt plants are located throughout the state and are generally proportionate to the population. Re-roof shingle material is generally proportionate to the population as well. If this material were approved for use in any pavement, all material located within a reasonable haul could readily be consumed by one-third of the hotmix asphalt plants in the state. This is important because not every hot mix asphalt facility would be able to utilize shingle material. Those operations that do not have the volume of product necessary to justify the cost of equipment to process used shingle material would have to rely on an outside source or forego the use of this material.
3
Conclusions and Recommendations
1. The use of post-manufacturing roofing shingle material in HMA can produce a pavement equal to or better than a conventional HMA, especially where rutting is a principal concern.
2. The use of roofing shingle material reduces the asphalt binder demand in HMA mixes.
3. The use of roofing shingle material in HMA can reduce the cost of HMA pavements.
4. The use of roofing shingle material in HMA can reduce the cost of disposal of this material.
5. The use of roofing shingle material in HMA mixes will reduce the load on landfills in the state.
6. Research should be conducted to determine the potential for asbestos in the re-roof shingle material in North Carolina.
7. Field tests should be conducted in North Carolina to determine the performance of re-roof shingle material in HMA and/or other paving applications.
About the Organizations
Ross &Associates, 3301 Woman’s Club Dr., Raleigh, NC., is a consulting organization with primary interests in the HMA construction industry. Ben Ross, Managing Principal, has more than thirty-years experience in construction related issues including research, environmental regulations and control techniques, safety, training, economics and management. Ross &Associates has been actively involved in researching and recycling roofing shingles for more than three years.
C. C. Mangum, Inc., 3141 John Humphries Wynd, Raleigh, NC, is a highway and heavy construction firm. C. C. Mangum, Inc. operates two hot mix asphalt manufacturing facilities and is a national award winner for quality work. They have provided construction services in the Raleigh area since 1927. C. C. Mangum, Inc. has been involved in recycling shingles for about two and one-half years.
CertainTeed Corporation is a building products manufacturer with corporate headquarters in Valley Forge, PA. The Oxford Plant, 200 Corporation Drive, Oxford, NC, is a roofing material manufacturer. The Oxford Plant facility was established in 1978 and serves markets along the east coast. CertainTeed Corporation has been involved in shingle recycling research for many years. ~
4
An Evaluation of The Use of Hot Mixed Asphalt Pavements Containing Roofing Shingle Material in North Carolina
Ben B. Ross, Jr. Ross & Associates
3301 Woman's Club Drive Raleigh, North Carolina 27622
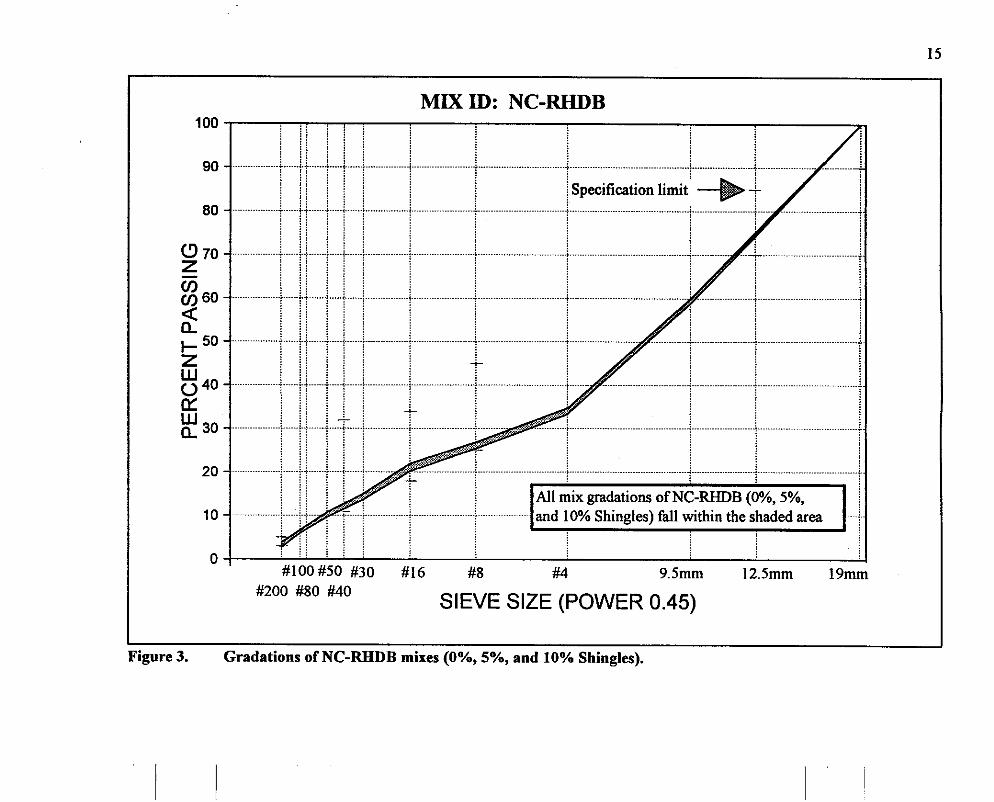
Figure 3. Gradations of NC-RBDB mixes (O%, 5%, and 10% Shingles).
l l I I
16
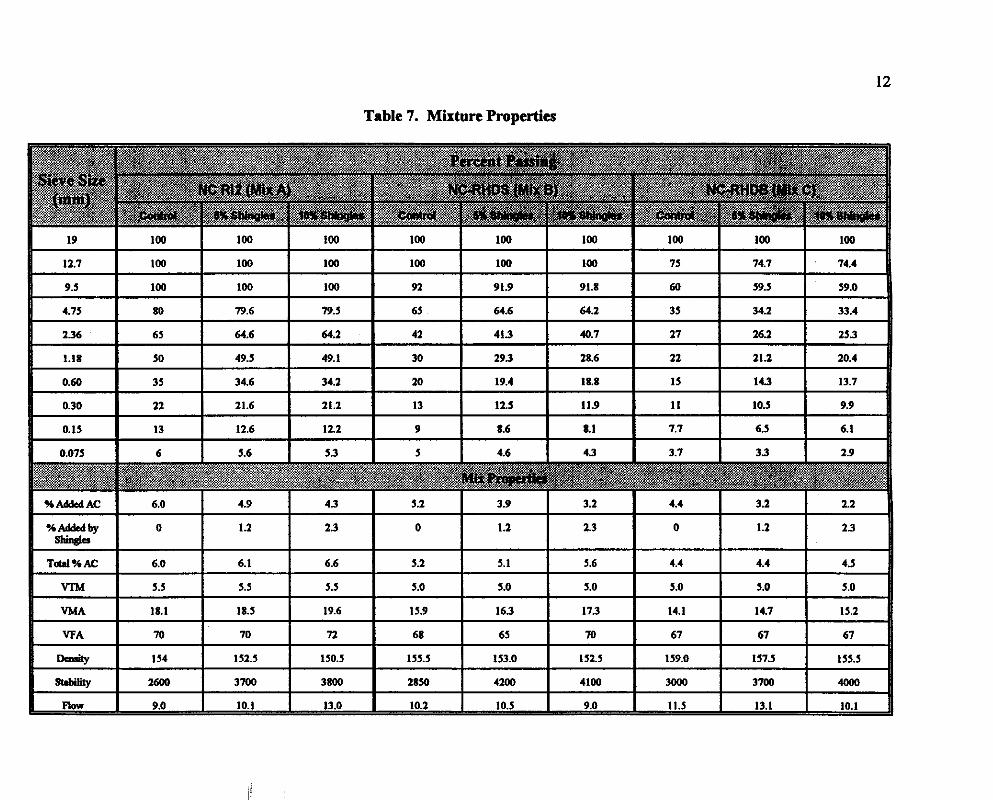
c. the Marshall stability increased
d. the Marshall flow increased for both the 5% and 10% shingle mixtures for the NC N 2
mixture and increased for the NC-RHDS and NC-RHDB mixtures with 5% shingles
and then decreased with 10% shingles.
Stone Matrix Asphalt (SMA) mixtures were designed in accordance with the mixture design
method developed by the National Center for Asphalt Technology (NCAT). The compactive effort
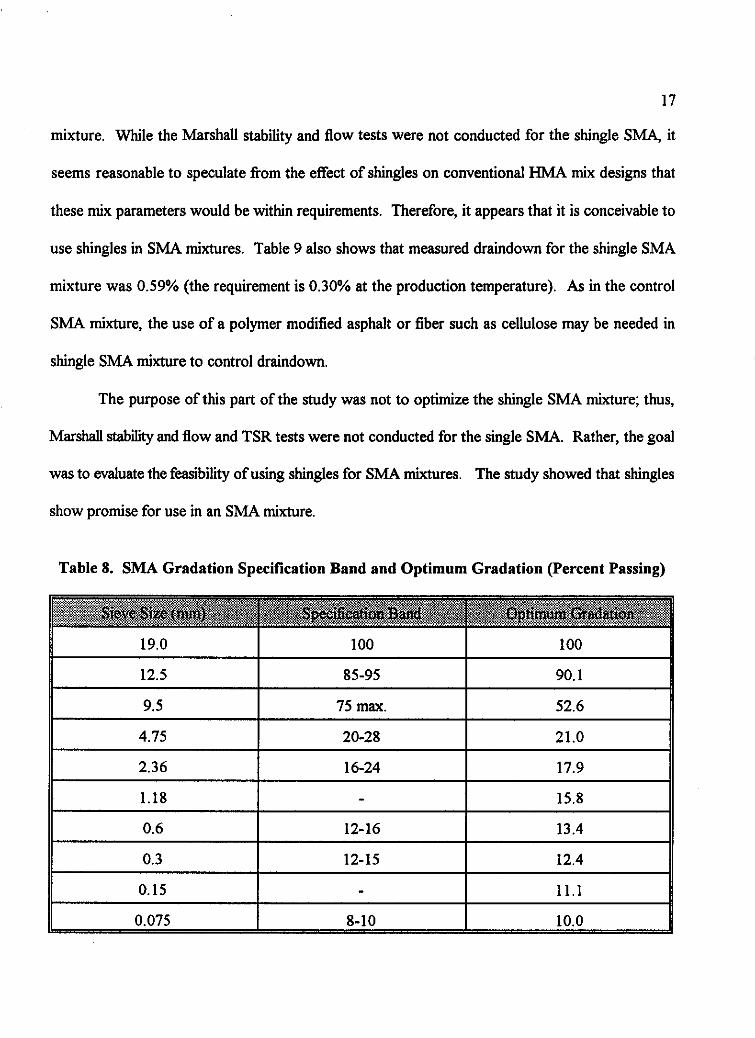
was 50 blows Marshall hammer. The gradation specification band for SMA mixtures and the
optimum gradation for the control SMA mixture are shown in Table 8. The optimum gradation has
21.0 percent passing the 4.75 mm sieve which was required to achieve an acceptable level of VMA.
The shingle SMA gradation was designed to have the same gradation as the control SMA mixture.
The shingle SMA has 8.5% shingle content. A SMA mixlure with a higher shingle content (therefore
higher amount of material passing 2.36 nun) will make it impossible to obtain the desired gradation
(control SMA gradation). The properties and requirements outlined in Table 9 are described and
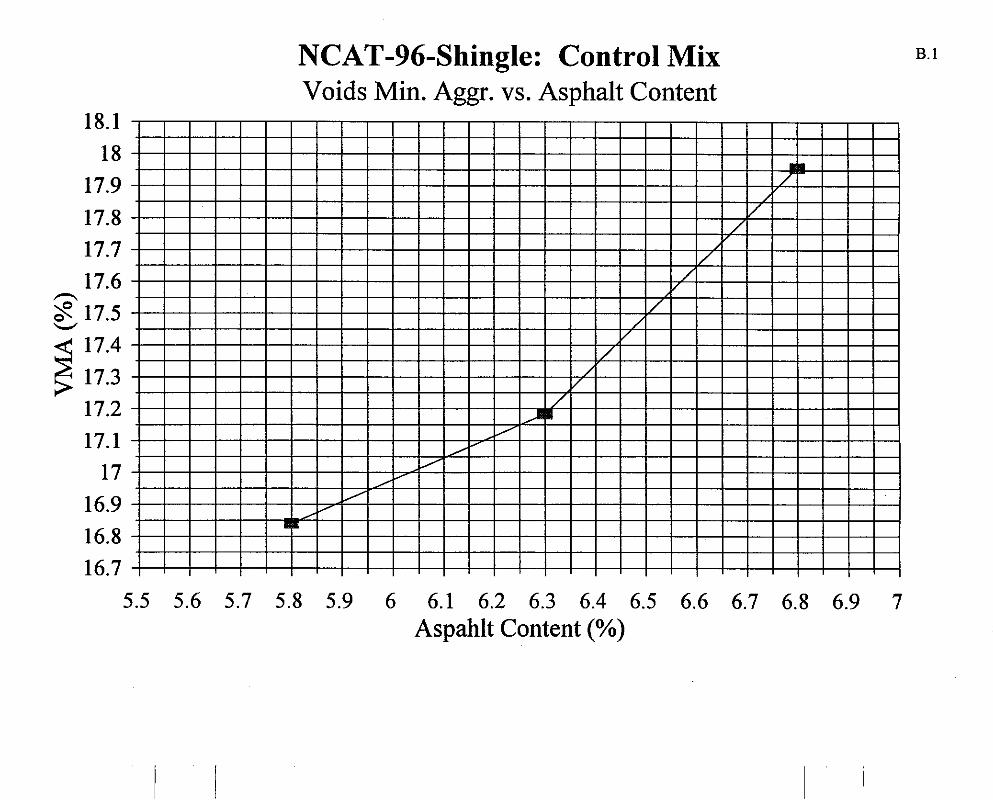
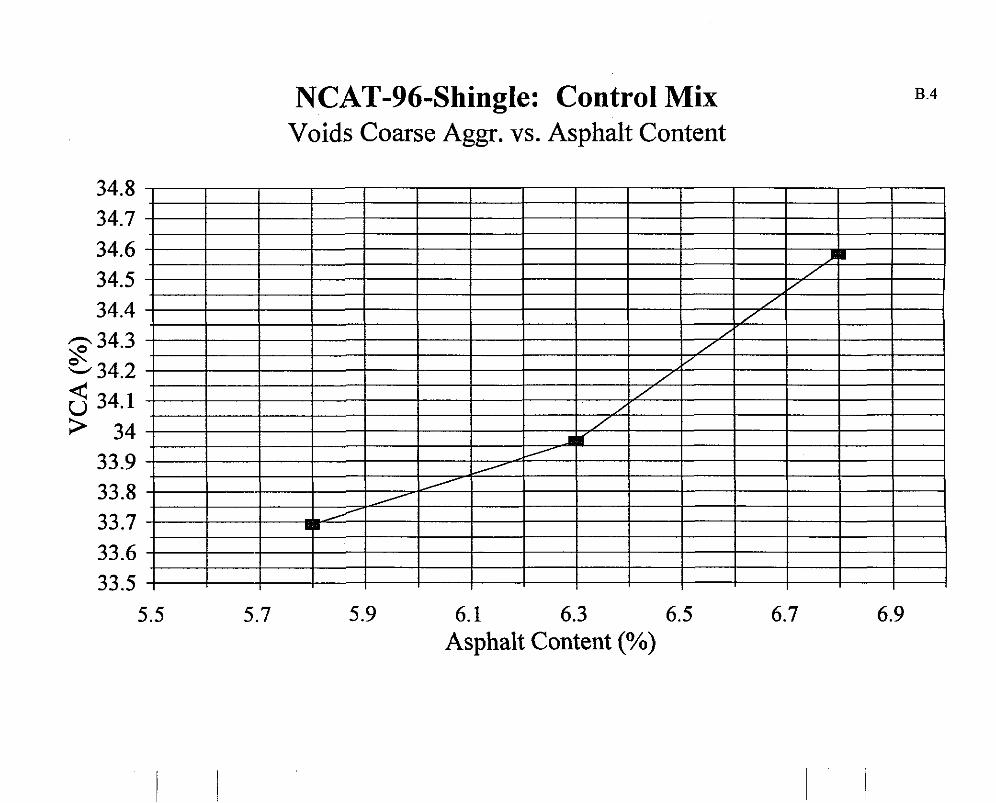
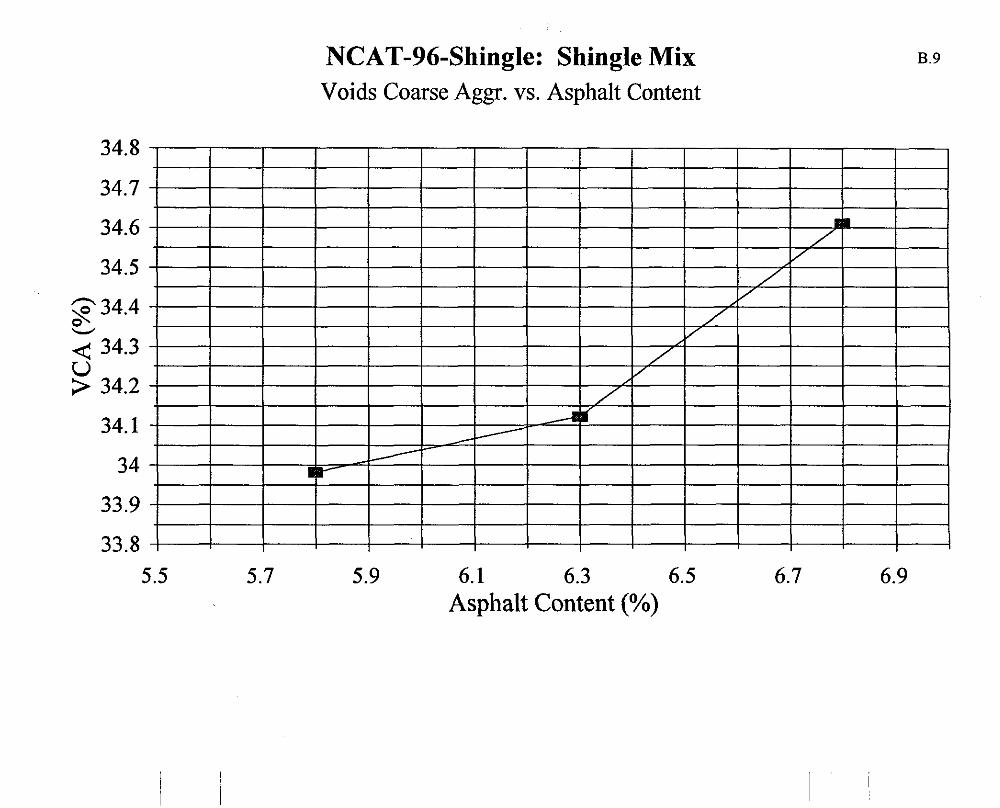
explained in detail in the NCAT design procedure. The voids in coarse aggregate (VCA) is an
important parameter to make sure a coarse aggregate skeleton with stone-on-stone contact occurs
in the SMA mixture. When the VCA of the SMA mixture is equal or less than the dry rodded
condition VCA, stone-on-stone contact exists. Complete control mix and shingle mix properties
summaries and plots of the volumetric properties versus asphalt content are given in Appendix B.
Table 9 shows that the optimum asphalt content and the mixture properties at the optimum
asphalt content for the shingle Sh4A mixture did not differ significantly from the control SMA
17
mixture. While the Marshall stability and flow tests were not conducted for the shingle SMA, it
seems reasonable to speculate from the effect of shingles on conventional HMA mix designs that
these mix parameters would be within requirements. Therefore, it appears that it is conceivable to
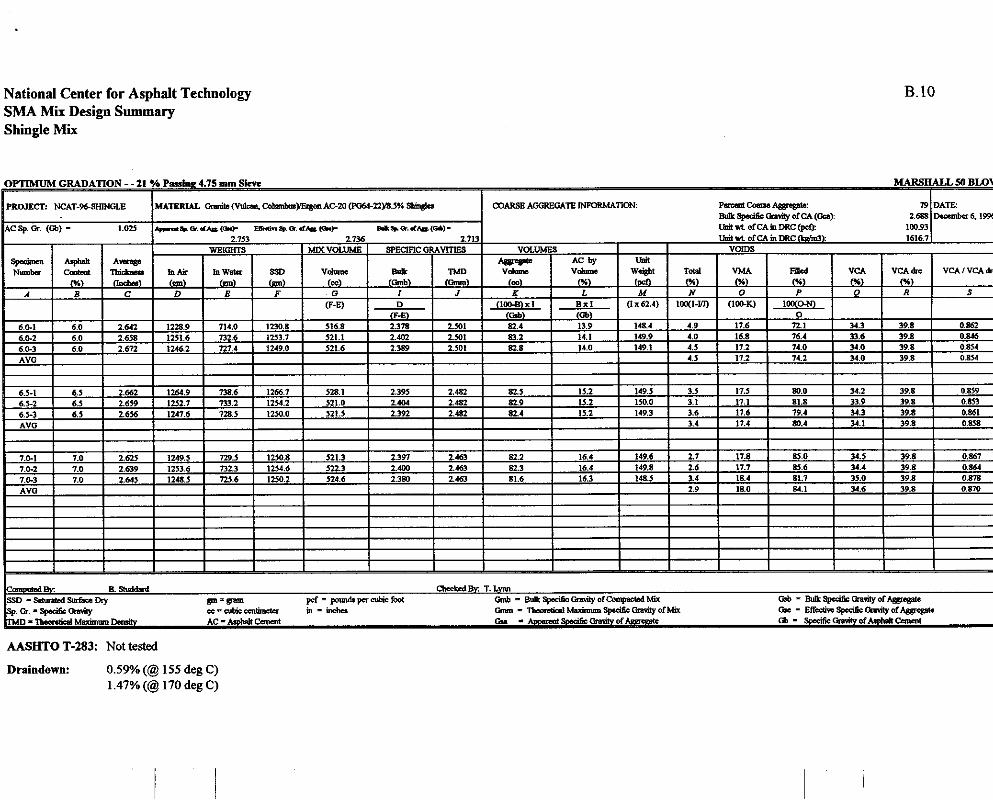
use shingles in SMA mixtures. Table 9 also shows that measured draindown for the shingle SMA
mixture was 0.59% (the requirement is 0.30% at the production temperature). As in the control
SMA mixture, the use of a polymer modified asphalt or fiber such as cellulose may be needed in
shingle SMA mixture to control draindown.
The purpose of this part of the study was not to optimize the shingle SMA mixture; thus,
Marshall stability and flow and TSR tests were not conducted for the single SMA. Rather, the goal
was to evaluate the feasibility of using shingles for SMA mixtures. The study showed that shingles
show promise for use in an Sh4.4 mixture.
Table 8. SMA Gradation Specification Band and Optimum Gradation (Percent Passing)
18
Asphalt Content, %
vTM,% VMA, Yo
vcq %
Table 9. SMA Mixture Property Requirements and Results
6 min.' 6.1 6.1
3.5 - 4.0 3.7 3.8
17 min. 17.1 17.3
WCA dry rodded 33.g2 34.1
II Passing4.75 mm, % I 20 - 28 I 21.0 I 21.0 II
Stability, N
Flow, 0.25 nun
TSR, %
6200 min. 7530 Not tested
8-16 10.7 Not tested
70 min. 75.03 Not tested
II VFq % I (NO spec.) I 78.2 I 77.9 II
Can be slightly lower if bulk specific gravity of aggregate exceeds 2.75 VCA dry rodded condition was 39.8% AASHTO T 283, no fieeze-thaw, samples with 1% hydrated lime Test conducted at expected production temperature 4
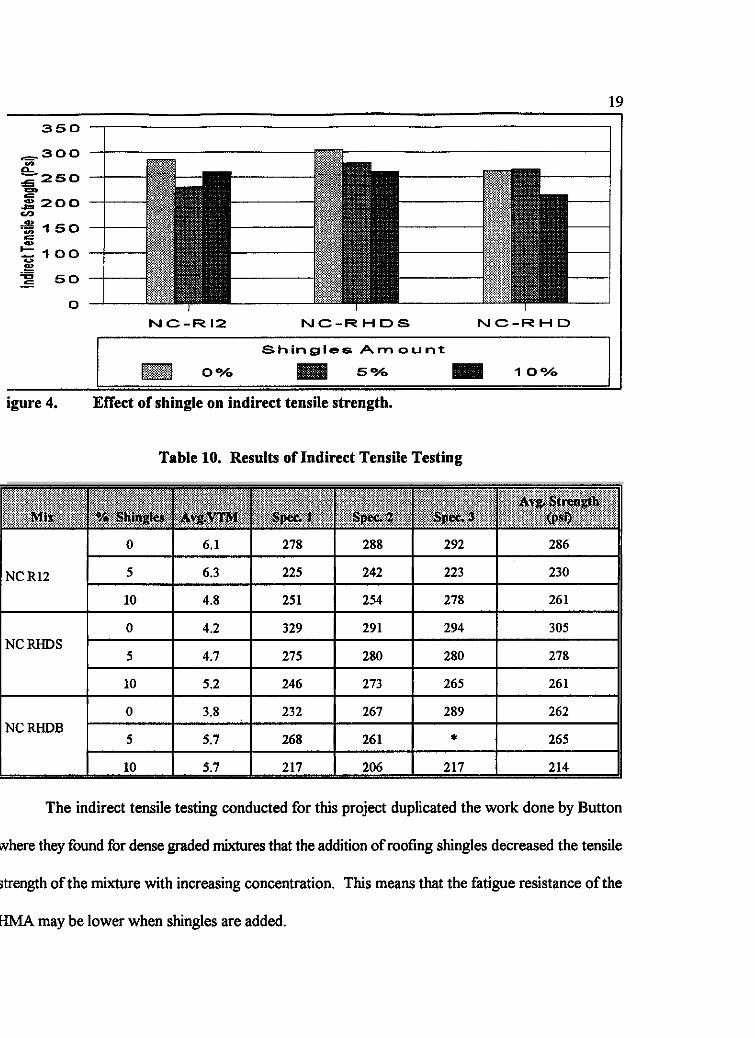
Indirect Tensile Testing
The indirect tensile test (ASTMD 4123) provides information about the susceptibility of the
mixture to fatigue cracking. The test is conducted by loading a cylindrical specimen with a single
compressive load acting parallel to and along the vertical diametrical plane of the HMA test specimen.
Loading of this nature provides a relatively uniform tensile stress distribution which acts
perpendicular to and along the diametrical plane of the applied load. Everything being equal, higher
indirect tensile strength indicates better performance in terms of fatigue cracking. The results of the
indirect tensile testing is shown graphically in Figure 4 and tabulated in Table 10.
~
-
PIZ LIZ 90Z LIZ LS 01 I s9z * 19Z 892 LS S
EClH8 3N I z9z 682 L9Z ZEZ 8'E 0
19Z 5-92 ELZ 9PZ ZS 01
8LZ 082 08Z SLZ LP S
SOL P6Z 16Z 6ZE ZP 0
19Z 8LZ PSZ 1 sz 8%' 01
SClH8 3N
OEZ EZZ ZPZ SZZ E'9 S ZIX 3N
II 98Z
I OS€
61
20
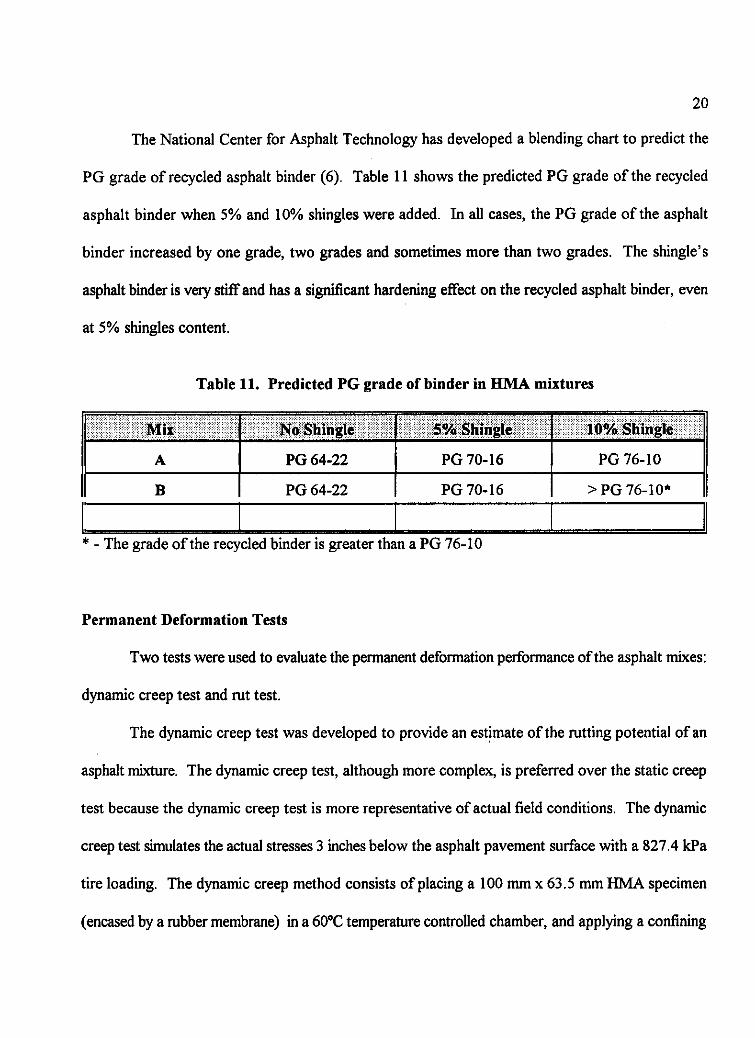
The National Center for Asphalt Technology has developed a blending chart to predict the
PG grade of recycled asphalt binder (6). Table 11 shows the predicted PG grade of the recycled
asphalt binder when 5% and 10% shingles were added. In all cases, the PG grade of the asphalt
- Mix No Shingle 5yo Shingle 10% Shingle
A PG 64-22 PG 70- 16 PG 76- 10
binder increased by one grade, two grades and sometimes more than two grades. The shingle’s
asphalt binder is very stiff and has a significant hardening effect on the recycled asphalt binder, even
at 5% shingles content.
Table 11. Predicted PG grade of binder in HMA mixtures
II B I PG64-22 I PG70-16 I >PG76-10* 11
* - The grade of the recycled binder is greater than a PG 76-10
Permanent Deformation Tests
Two tests were used to evaluate the permanent deformation performance of the asphalt mixes:
dynamic creep test and rut test.
The dynamic creep test was developed to provide an estimate of the rutting potential of an
asphalt mixture. The dynamic creep test, although more complex, is preferred over the static creep
test because the dynamic creep test is more representative of actual field conditions. The dynamic
creep test simulates the actual stresses 3 inches below the asphalt pavement surface with a 827.4 kF’a
tire loading. The dynamic creep method consists of placing a 100 nun x 63.5 mm HMA specimen
(encased by a rubber membrane) in a 6OoC temperature controlled chamber, and applying a confining
__
~
21
pressure of 137.9 kPa. A 827.4 kPa uniaxial pulse load is applied at 1 second intervals (0.1 seconds
of loading with 0.9 seconds of recovery) for a period of one hour (3600 seconds). During testing,
the specimen strain is recorded through the use of a data acquisition system. The test value of interest
is the permanent strain at the completion of the test. A sample that has high permanent strain at the
end of the test indicates high rutting susceptibility.
In recent years many agencies have supplemented their mix design procedures through the
use of loaded wheel testers (LWT's) for evaluation of HMA mixtures. For this study a Asphalt
Pavement Analyzer (APA) was used. It is an upgraded version of the Georgia Loaded Wheel Tester
(GLWT). The GLWT has been used by the Georgia DOT and IO other state DOTS for evaluating
the performance ofHMA mixtures. Both the APA and the GLWT are capable of testing beams and
Superpave Gyratory compacted specimens. For this study Superpave Gyratory compacted specimens
were made. The specimens are 150 mm in diameter by 75 mm height. The desired compaction is
obtained by adjusting the gyratory revolutions applied on the specimens to achieve a specimen with
approximately 6% voids total mix. A photo of the APA is provided as Figure 5. While dynamic
creep measures the strain to predict the rutting susceptibility of asphalt mixes, the rut tester measures
rut depth. The rut depth is caused by tracking a wheel load on a 690 kPa tube placed on top of the
test specimen.
Table 12 presents the result of the dynamic creep testing and Figure 6 shows the results
graphically. For each ofthe mixes, the addition of roofing shingles to HMA generally decreased the
permanent strain of the asphalt mixes. This improvement can be attributed to two main factors. The
increased stifhess of the recycled asphalt binder caused by the shingles asphalt, and/or the presence
of hard, sharp granules of the shingle aggregate.
22
Figure 5a. Asphalt Pavement Analyzer.
Figure 5b. Specimens used in the Asphalt Pavement Analyzer.
23
Table 12. Results of Creep Testing
5
0 5.9 0.000377 I 5.8 0.00023 8
10
0
5
10 NC RHDS
5.2 0.000190
4.4 0.000206
4.8 0.000163
4.7 0.000185
NC RHDB
4E-04 I I
0 4.5 0.000329
5 4.6 0.000275
10 4.9 0.000230
L
3;
C m E L
1E-04
OE-01
N C-R 12 N C - R H D S N C-R H DB
Shingles Amount
0% 5 % 1 0 %
Figure 6. Effect of shingles on dynamic creep test results.
24
Table 13 presents the test results from the rut tester. The data indicates that rutting
performance is enhanced by the use of coarser asphalt mixes. NC-RHDB has the best rutting
performance followed by NC-RHDS and NC-RI2. The data also shows that for NC-R12 mixes the
rutting resistance did not change significantly when shingles were added. The use of shingles in NC-
RHDS mxes did show a significant improvement in their resistance to rutting. For the NC-RHDB
mixes, an improvement in rutting resistance was only observed when 10% shingles were added.
The results of the rut tester indicates that the use of shingles can be beneficial to the hot mix
asphalt by improving rutting performance. The improved in rutting performance is due to the increase
in recycled binder stiffness, and/or the presence of hard sharp granules of shingle aggregates. Any
improvement in mtting resistance in the NC-R12 mix was probably not detected by the rut tester
because of its fine gradation (9.5 mm top size).
Table 13. Results of Rut Testing
0 6.0 3.78 NC-RI2
5 6.2 3.59 I _ _ _ _ ~ ~ ~ ~
10 6.3 3.85
0 6.5 3.23
5 6.5 2.60 NC-RHDS
10 6.9 1.42
0 6.9 1.13
5 7.7 1.22
__ NC-RHDB
25
CONCLUSIONS AND RECOMMENDATIONS
The following conclusions and recommendations are made based on this study.
1.
2.
3.
4.
The addition of shingles to hot mix asphalt can produce equal or better properties
than the conventional HMA mixtures.
Shingles can be used to produce SMA mixtures. Further research is needed to
optimize the SMA mix design.
The asphalt from shingles can cause a significant increase in the stiffness of the
recycled asphalt binder. Five percent shingles is sufficient to increase the PG grade
of the recycled asphalt binder by one grade.
The use of shingles in HMA mixture will generally improve the rutting resistance of
the mix.
26
REFERENCES
1. Brock, J. D., Shaw, D., From Roofing Shingles to R d , Astec Industries Technical Paper T-120, 1989
2. Button, Williams, Scherocman ‘‘Shingles and Toner in Asphalt Pavements”, FHWA Res& FHWNTX-96/1344-2F, Texas Transportation Institute, November 1995.
3. Gardiner, Newcomb & Weikle, “Permanent Deformation & Low Temperature Behavior of Roofing Waste Modified HMA”, Recoven, a t d k u s e of D i s m k d
and Bv-Products for C o v , University of Minnesota, June 1993.
N. Ali, Chan, Potyondy, Bushman, & Bergen, “Mechanistics Evaluation of Asphalt Concrete Mixtures Containing Reclaimed Roofing Materials”, Presented at the 74th Annual Meeting of the Transportation Research Board, 1995. Technical University of Nova Scotia and University of Saskatchewan, Canada.
Grzybowksi, K. F. “Recycled Asphalt Roofing Materials - a Multi-hnctional, Low Cost Hot-
IlpI, 1993.
Kandhal, P.S., and Foo, K.Y., Hot Mix Recycling Design Using Superpave Technology, ” Progress of Superpave Evaluation and Implementation, ASTM STP 1322, Rober N. Jest, Ed., American Society for Testing and Materials, 1997.
...
4.
5 . . . Mix Asphalt Pavement Additive” &e of Waste M&d$ in Hot -MIX ‘ A-
6.
APPENDIX A
A. 1
-
0
8 -
7- P
$6 - : ' f -
4 -
3 -
2 I I I I
4.3 5 5.3 6 8.3 7 7.8 Asphalt Content (Percent)
12
11 - A C
0
- r
g10 - $ ; 0 -
! = 8 -
E
r
1
I " " I
I
I / 4.5 3 3.3 6 6.5 7 '
AsDhaH Content (Percent)
Figure A-1. Mix design charts for Pi
17.8 I
I
;;;; j So00 2900 - - ; 2800
= 2400 - :woo - E 2200 - = 2100 - I 2000 -
IS00 1 4.3 3 5.3 6 6.3 7
h p h a l Content perant)
Asphall Content (Perunt)
J2 mix (0% Shingles).
I I I I I I I I I t I I I 1 I I
I OAV I
CWL I rcmz I ccmz I 0.9s I 6'1 I 61 I I 871s I CKl I I 0.m I I95 I 6Ll I 61 I rzs1 I 611 I IU I zwz I tn-2 I rcis I ISRI I 1ltl I 1KZl I 11rz I us I CUI
Sll I 11 I Em I 611 I Z'L1 I ZSFZ I 11rz I 111s I OCSZI I tltl I REI I mz I us I zus I 1x1 I 01 I rzst I 611 I 618 I zsrz I 6C12 I ZClt I rzm I UM1 I TI$ZI I wz I lS I ius
mos I usm I mu8 I uo161 I
Z'V
“ I
3000
pS300 -
2 3000 - 2 2000 - $2800 -
3 3200 - 53100 -
2700 - 2600 - 2500 - 2400 -
I I I I I
4 4.6 5 5.5 6 6.5 1
4 4.5 5 5.5 8 0.5 AIduil C”l lpuenll
W -
u- P p 0 - t T-
70 -
M-
4 4.5 5 5.5 6 6.5 7 A$ph8a COntrnl (Ptrunt)
I
I
4 4.5 5 5.5 6 6.5 7 Asplul Conlent (Percent)
f- ___
~
I 4 4.5 5 5.5 6 8.5 7 Aaphdt Conlent (Percdnt)
kI2 mix (5% Shingles).
A.4
National Center for Asphalt Technology Shingle Study (Mix A - 5% Shingle)
I i
A. 5
3 3.5 4 4.5 5 6.6 6 6.5 luphdlConlml (Pmont)
I too , 95 - so - 85 -
P 5 80- L ; 75-
> 65-
” 2 70-
80 - 55 - 50
3 3.5 4 4.5 5 5.5 6 6.5 LuphaH Content percent)
3 3.5 4 4.5 5 5.5 6 6.5 Aiphnl Content (Porcsnt)
I 20.8 2‘7 20.8 - 20.4 - 20.2 -
P
; 20-
> 18.6 -
” 4 18.8 -
19.4 - - I Is 3 36 4 4.5 5 5.5 6 6.5 A t p h i C o ~ n t perunu
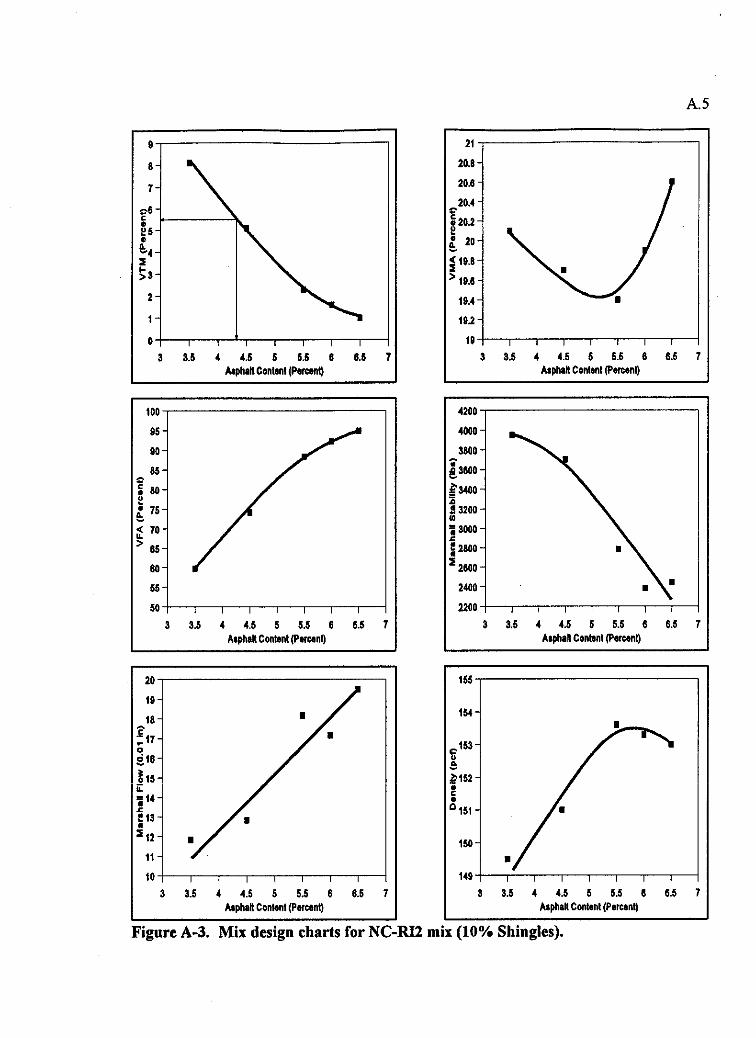
Figure A-3. Mix design charts for NC-W mix (10% Shingles).
/ tq
- EE c
-092
-s92
- OLZ
- a
- PL
-@ 09
A. 8
National Center for Asphalt Technology Shingle Study (Mix B - Control Mix)
I i
A. 9
3 3.5 4 4.5 6 6.5 8 Asphik Content ( W n l )
60
P
r ”
>
I 551 50
3 3.5 4 4.5 5 6.5 Alpha Conlenl (PrrCOnt)
7 6:
3 3.5 4 4.5 6 5.5 Asphail Content (Permnl)
15.8
15.6
V uoo - 4200 -
-4000 -
$3600 -
g3600-
g 3400 - - 13200 -
$3000 - 1600 -
2600 -
c
8 3.6 4 4.5 5 5.5 6 Alphak Conlonl psnanl)
1% -
155- E
4 5 3 -
,154- c
is2 -
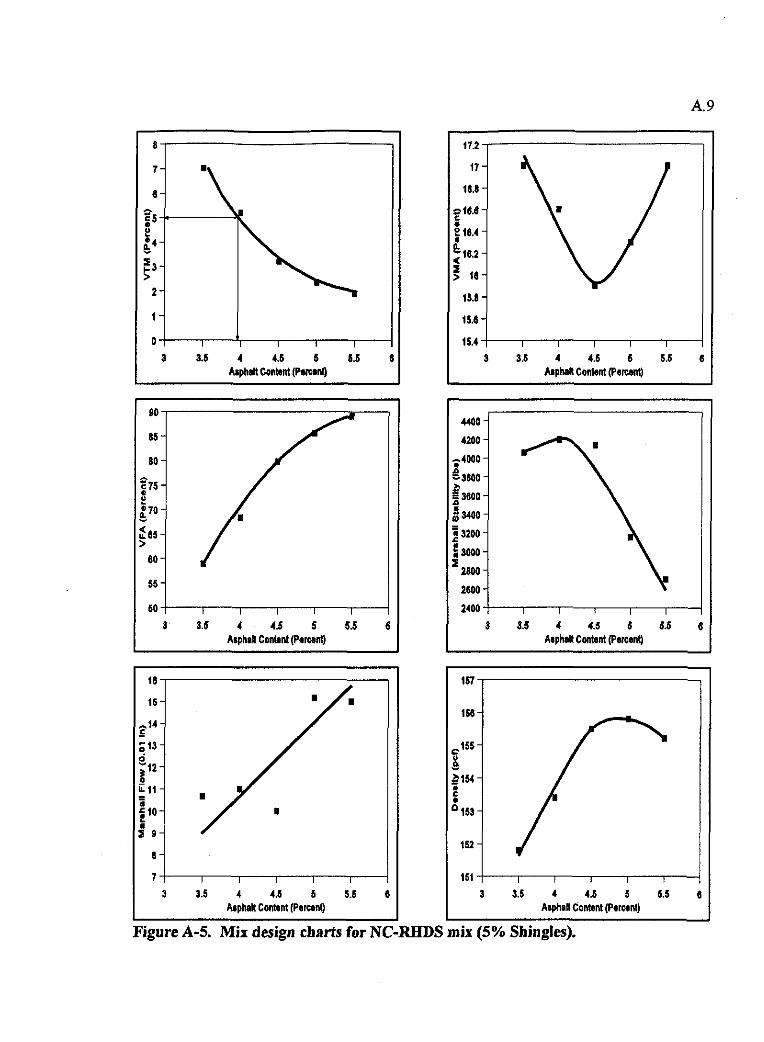
Figure A-5. Mix design charts for NC-RHDS mix (5% Shingles).
A. 10
N a l h d Center for Asphalt Tecbndogy sklngk stpay (Mix B - 5% shingle)
I I I I I I 141 I 6.7 I 2.469 I lU0.l I 751.0 I lLw.4 I 49%. I l-yu I U Y I U.6 I I', I I%> I 12 I *6A I nr I 31m.o I I a3.m s42 I 6.7 I ZUI I tu,, I UJ.1 I lUl.9 I m . 7 I 1.59 I U Y I n.1 I 16.3 I ,560 I I.. I t6J I 91.8 I m . 0 I a5.m J U I 6.7 I 2- I IUIJ I 116.7 I IU2.I I Jmr I 24% I UY I n.0 I 16.0 I 1332 I 3.1 I 189 I m.0 I lea.0 I I 1S.W *"O I I I I I I JmJ I I I I I I I., I I,.. I s.1 I m . 0 I 27u.0 I limo
I ! I i I
A. l l
I
I I I I I
8.5 4 4.5 5 5.5 A iph l l Conbnl Percent)
95 - 90 - 85- D
e ; 80-
3 75- - >
70 -
05 - f so I
2.5 3 3.5 4 4.5 5 5.5 0 Aiphlt Conlent IPelUilU
I
; 17.0
: 17.2
17
i
14.6 'p
2.5 3 3.5 4 4.5 5 5.5 6 Aiphak Conbnl (Parunt)
4400
4200 -
7,9400 3 (0 SO0 - I sooo - f 2800 - I
2600 - 2400 - 2200 I I I I I I
4400 I I 4200 - 4000 -
i s 6 0 0 - 7,9400 - 3 (0 SO0 -
fssoo -
I sooo - f 2800 - I
2600 - 2400 - 2200 I I I I I
2.5 3 3.5 4 4.5 5 5.5 6 Aiphr l Content (Percant)
I 152
I 151 2.5 3 3.5 4 4.5 5 5.5
Aiphal Content (Percent)
B D S mix (10% Shingles).
A. 12
National Center for Asphalt Technology Shingle Study (Mix B - 10% Shingle)
A. 13
15 ~
14.8 - 14.6 - 14.4 - 14.2 -
14 - 13.0 - 13.6 - 13.4 - 13.2 -
io
0
(I I GRADATlONIl
GRAOATIONLZ 1
b 1 GRADATION11
GRADATION12 I I I I 0 'L 4 4.5 5 5.5 E
3.5 Asphall Content IParcentl
an ,
lE2:
161 - $160 n - E159
156
- .
__ 85 -
80 - 2,75 - c p70-
gE5 -
: E O -
f - 1
// 50
45 OR AD AT ION^
3.5 4 4.5 6 5.5 E AwhaR Content Percent1
I
GRADATION m
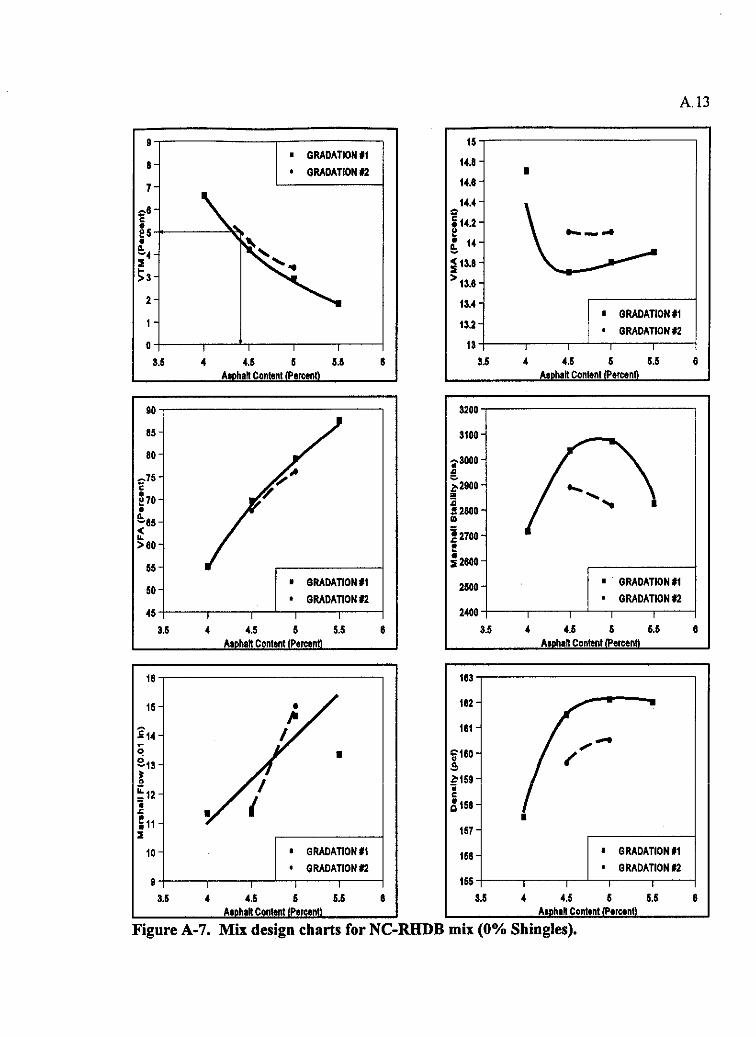
Figure A-7. Mix design charts for NC
2500j I , I 1 I GRADAT:11 GRADATION #l
2400 9.5 4 4.5 5 5.5 E
A w h d Content Perccnt)
I 1E37
:::I I
GRADATION 12 1 56
3.6 4 4 1 5 5.5 E Alphall Contenl IPeicml)
LHDB mix (0% Shingles).
A. 14
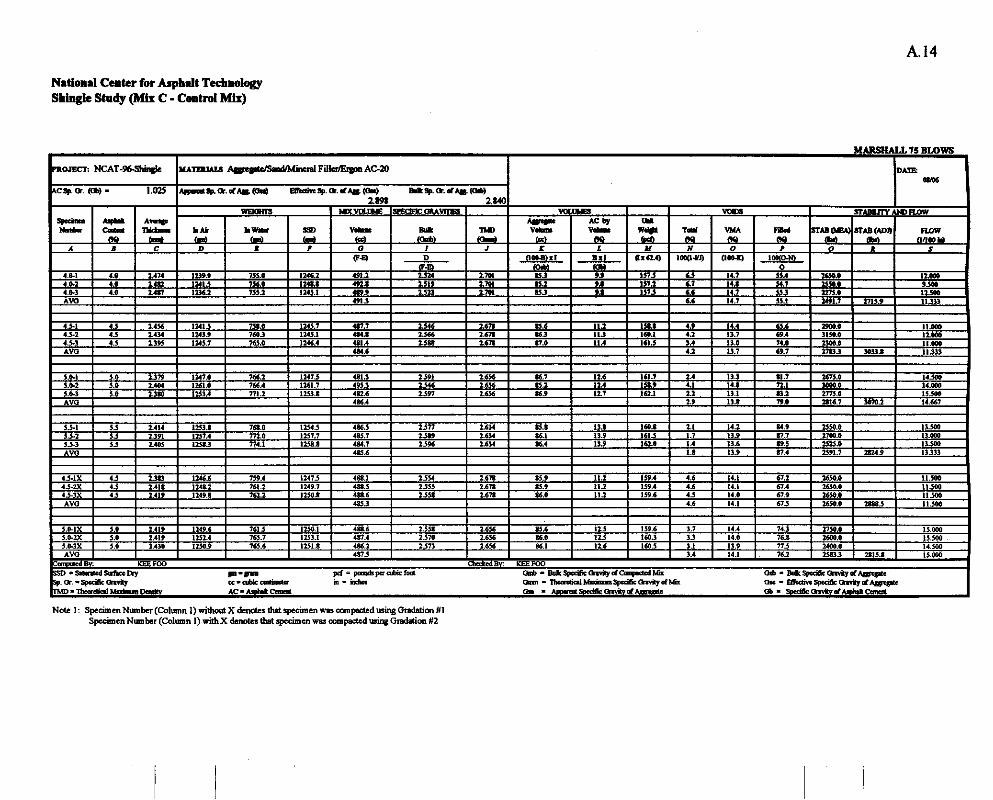
Nitionil Center for Asplult Tecbwlqor Shingle Study (MI C - Control MIX)
l l I i
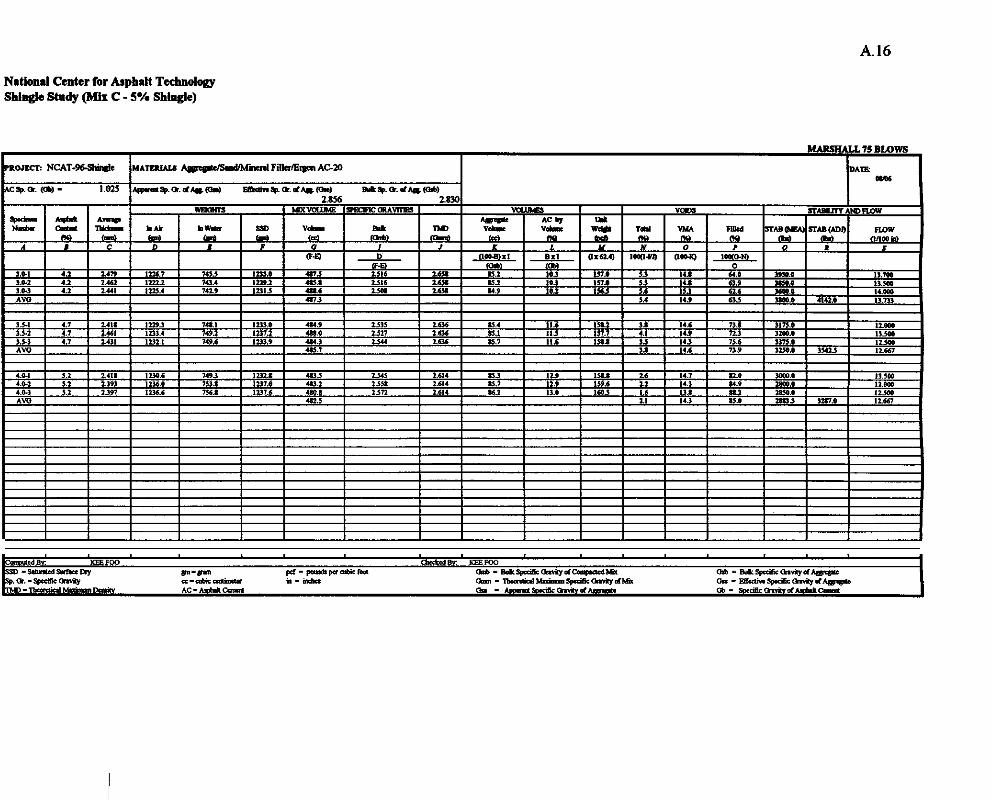
A.15
14
1 ' 1
3 3.5 4 I Acphal Conbnt persent)
I I I I
2.5 3 3.5 4 4.5 Aaohal Content IPercentl
14
- c 9 0 b 13
f - - . c
I
12 2.6
I I I
3 3.5 4 Aaphal Conlent (Persent)
4.5
2.5 3 3.5 4 4.5 Aiphsll Conlent (PwwnU
161
160
159 s D " p158
157
. 156
155 I I I
2.5 3.6 4 4.5 AsphaH Content (Perwnl)
Figure A-8. Mix design charts for NGRHDB mix (5% Shingles).
91%'
A. 17
85 -
80 - a g75- (I 2- > 85 -
1.6 2 2 4 3 3.6 Alphalt Content ptmenq
i 56 4 I I 1 I 1.5 2 2.5 3 3.6
AIDhaM Conten1 (PuUnll
.. 11.8 - 11.6 -
C11.4-
e ii 10.8 -
f 10.4 - I 10.2 - 10 -
I
611.2-
# 1 1 -
: 10.8 - 0
=
1.5 2 2.5 3 3.5 Asphalt ConIan1 ptrunl)
15.6 -
15.4 - ? i 162 -
15-
14.8 - :
4100
74000
13800
3700 C
3800
3500
IUD0 , I I I
1.5 2 2.5 3 3.5 hpkl Conlml (PmrdJ
Figure A-9. Mix design charts for NC-RWB mix (10% Shingles).
I I I I I I I I I I I I 1 I I ~~~ ~
I I
I I I I I I I I I I I I I I I ~~
I I I I I I I
I I I I I I I 1 I I I ! I I 1
, I t 8 t I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I 1 I I I I I I I I I I