49
ABC LIMITED. ITS ALL ABOUT IMAGINEERING ….
| Date post: | 09-Apr-2017 |
| Category: |
Engineering |
| Upload: | shruti-nimse |
| View: | 107 times |
| Download: | 0 times |

ABC LIMITED. ITS ALL ABOUT IMAGINEERING ….


Marine manufactures marine switchboards, consoles and panels. During the industrial training at ABC LIMITED I followed product lifecycle of from the mechanical design stage through fabrication till the mechanical assembly stage.
OVERVIEW

DESIGN HANDOVER NOTE (DHN) Equipment dimensions Access (front/rear/side/top) IP Ventilation requirement Earthing bolt Other special requirements
Anti-skid pad Shock mounts

INGRESS PROTECTION (IP)IP XX
protection againstIngress of water
Ingress of dust/ access
e.g. IP44 would mean object size > 1mm, protection against splashing water
DESIGNING USING PROE

PROENGINEER CAD/CAM/CAE software developed by
Parametric Technology Corporation (PTC) Capabilities:
Engineering design Analysis Manufacturing
100% integration between modules

ENGINEERING DESIGN ProE has advanced tools for Solid Modeling,
Surfacing, Rendering etc. It uses parametric formulae and relations to
define sketches which become parts It provides in-depth control of complex
geometry It also provides option to make assemblies of
parts

Picture of proE model

ANALYSIS Finite element analysis Thermal, static, dynamic and fatigue failure Considers human factors, mould flow,
manufacturing tolerance Design optimization

Analysis result

MANUFACTURING Tooling design, development, and analysis Tool path creation NC simulation, verification, optimization, and
post-processing improves manufacturing efficiency, and
reduces development cost


PARAMETRIC MODELING The parametric modeling approach uses
parameters, dimensions, features, and relationships to capture intended product behavior and create a recipe which enables design automation
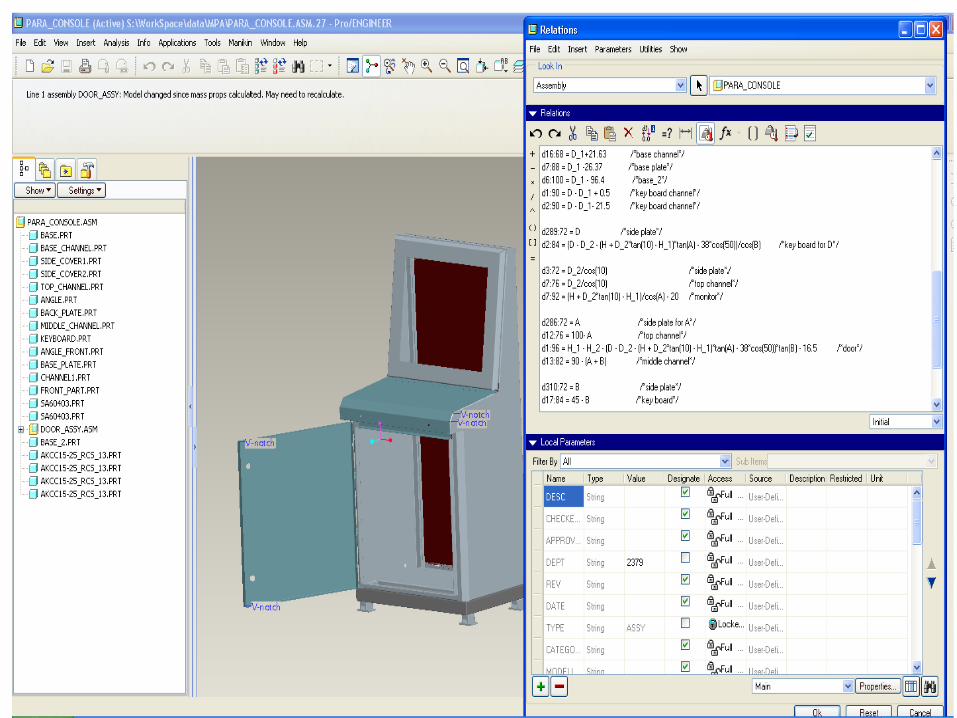
Parametric print screen

Sample GAD

DESIGN PARAMETERS IP Ventilation Manufacturing tolerance Optimum utilization of available space Materials for structural elements

MATERIALS USED AT L&T (MARINE) MS – has good weldability, is very versatile SS – is corrosion and abrasion resistant Aluminum – used where light weight material
is required. Copper – used for carrying current
Mild steel 0.16 to 0.29% carbon content Cannot be hardened by heat treatment
Stainless steel Steels which have chromium content of 10.5% or more
are called stainless steels Chromium combines with atmospheric oxygen and a
transparent layer of chromium oxide is formed on the surface which protects steel from corrosion.
Different industrial grades of SS are decided by the amounts of various alloying elements

TYPES OF STAINLESS STEELS Martensitic stainless steel Austenitic stainless steel Ferritic stainless steel Duplex stainless steel Precipitation-hardening stainless steel

ALLOYING ELEMENTS Nickel – increases ductility, high temperature
strength, corrosion resistance particularly useful in marine atmosphere.
Molybdenum – increases resistance to pit corrosion especially in chloride environments.
Copper – provides age hardening effect.

BI-METALLIC CORROSION It is an electrochemical process in which
one metal corrodes preferentially to another when two different metals are in electrical contact and immersed in an electrolyte.
Prevention – electrical isolation, electroplating, paints or coats, sacrificial anode
E.g. – when MS and SS parts are used together, MS will get corroded preferentially.
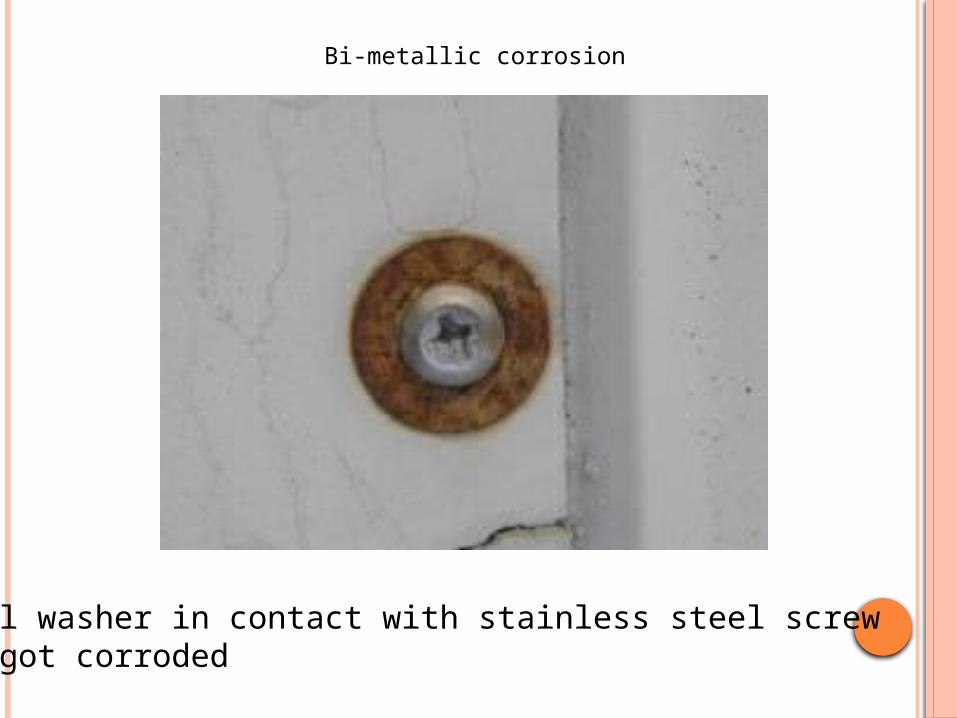
Steel washer in contact with stainless steel screw has got corroded
Bi-metallic corrosion

CORROSION CONSIDERATION Generally powder coating is used on MS
parts SS hardware parts may be Chrome or Zinc
plated.

MANUFACTURING Fabrication at vendor’s shop

STEPWISE PROCESS OF SHEET METAL FABRICATION
ShearingPunching
/ notching
Bending
WeldingFilingPowder coating

SHEARING Shearing, also known as die cutting, is a
process which cuts stock without the formation of chips or the use of burning or melting.
A punch pushes the work piece against a fixed die. When the stress developed in the material exceeds it’s shear strength, the material fails.


SHEARING MACHINE

PUNCHING Punching is a cutting process in which
material is removed from a piece of sheet metal by applying a great enough shearing force.
A typical punching operation is one in which a cylindrical punch tool pierces the sheet metal, forming a single hole

Piercing
Slotting
Slitting
Notching
Nibbling
Lancing


BENDING Bending is a metal
forming process in which a force is applied to a piece of sheet metal, causing it to bend at an angle and form the desired shape.

The most common method is known as V-bending, in which the punch and die are "V" shaped. The punch pushes the sheet into the "V" shaped groove in the V-die, causing it to bend.

Bending machine

WELDING Welding is a fabrication process that joins
materials, usually metals or thermoplastics, by causing coalescence.
Various welding processes are arc welding gas welding resistance welding or spot welding laser beam welding

ARC WELDING
Arc welding is a type of welding that uses a welding power supply to create an electric arc between an electrode and the base material to melt the metals at the welding point.
Types of arc weldingShielded metal arc welding (SMAW)Gas metal arc welding (GMAW)Flux-cored arc welding (FCAW)submerged arc welding (SAW)

Gas metal arc welding (GMAW)

POWDER COATING Powder coating is a type of coating that is
applied as a free-flowing, dry powder. There are two main categories of powder
coatings: thermosets, thermoplastics. The powder coating process involves three
basic steps: Part preparation or the pre-treatment The powder application Curing

PRE-TREATMENT Removal of oil, soil, lubrication greases,
metal oxides, welding scales etc. Done by a variety of chemical and
mechanical methods. The pre-treatment process both cleans and
improves bonding of the powder to the metal.

POWDER APPLICATION Generally, powder is sprayed using an
electrostatic gun or corona gun The work piece is grounded and the powder
may be positively or negatively charged depending on the type of gun used
Powder coating guns
CURING Work piece is heated to above the ‘glass
transition temperature’ (TG) of the powder for specified duration of time
At elevated temperatures the powder melts, flows-out and forms a network polymer with high degree of cross-linkages
This forms a continuous film on the surface and completes the process of powder coating.

ADVANCED INDUSTRIAL PROCESSES For high precision, surface finish, high speed of
operation, advanced processes are used such as: CNC machining LASER cutting and welding

MECHANICAL ASSEMBLYUsing eDrawings

Sample eDrawing
Click icon to add picture

PROBLEMS FACED1. Holes not matching – unnecessary
overwork of drilling in the shop2. More clearance – may result in IP failure3. Less clearance – parts do not fit-in easily
and have to be fitted forcibly by hammering; this may result in cracks in the material or in the weld.

QUALITY CONTROLDuring and after mechanical assembly

QC CONSIDERATIONS Overall and cut-out dimensions Internal finish of cut-outs Joining gaps Surface finish Color shade Foundation holes matching Other requirements like louvers, mesh/
perforated sheet, anti-skid pad etc.

THANK YOU….











![Final presentation 1[1]](https://static.documents.pub/doc/80x56/547e34a7b4af9faa158b55f4/final-presentation-11.jpg)




![final presentation[1]](https://static.documents.pub/doc/80x56/587d6fcc1a28ab32318b78e1/final-presentation1-5916c4e99c87f.jpg)
![Bis presentation final-1[1]](https://static.documents.pub/doc/80x56/559083e01a28abc4328b4633/bis-presentation-final-11.jpg)