Internship Report 2 nd May 2014-11 th July 2014 Study on Manufacturing of Cement and NOx Reduction in Cement Industry Submitted to: PENTA India Cement & Minerals Pvt. Ltd. Mumbai, India Submitted by: Rahul Kumar 3 rd year Undergraduate Chemical Engineering, IIT Bombay
Transcript
Internship Report
2nd May 2014-11th July 2014
Study on Manufacturing of Cement and NOx
Reduction in Cement Industry
Submitted to:
PENTA India Cement &
Minerals Pvt. Ltd.
Mumbai, India
Submitted by:
Rahul Kumar
3rd year Undergraduate Chemical Engineering, IIT Bombay
Content
UNIT 1: Introduction to Cement and Manufacturing Process
UNIT 2: Cement Plant Machinery
UNIT 3: Introduction to NOx and how does it form?
UNIT 4: NOx regulations in different Countries
UNIT 5: NOx Control Approach
UNIT 6: Cost Analysis of Present NOx reduction Technologies
UNIT 7: Clearances Required For Setting up a Cement Plant
UNIT 1: Introduction to Cement and Manufacturing Process
Introduction of Cement
What is cement?
Cement is a binding material which is used in construction.
What are the raw materials?
Four chemical compounds like Calcium Oxide, Iron Oxide, Silicon dioxide and Alumina are required
to produce the chemical composition of cement. These compounds are obtained from Limestone,
Pyrite Cinder, Diatomite and Bauxite minerals respectively.
How is it made?
Cement is the product obtained by pulverizing clinker and mixing desired amount of additives (like
gypsum etc.) afterwards to the clinker, whereas clinker is obtained by pyroprocessing raw materials
consisting of lime, silicate, alumina and iron oxide.
When it is mixed with water it forms a paste which hardens and binds aggregates (sand, gravel)
together to form hard durable mass called concrete.
Composition of Raw Materials and Clinker
Limestone Diaotomite Bauxite
Pyrites
Cinders Clinker
LOI 40 6.2 15-20 0 0.5-3
SiO2 3-7 77 16-22 6.6-25 16-26
Al2O3 .7-1.28 9.6 44-58 2-16 4-8
Fe2O3 .66-1.47
10-16 62-87 2-5
CaO 49-52 0.3 2-4 .7-.9 58-67
MgO .6-1.48 0.9 .2-1 .2-2 1-5
SO3 0-1 0 0 .8-8 .1-2.5
Na2O + K2O 0-.4 1.5 0 0 0-1
Important Types of cement
Ordinary Portland cement (OPC)- The product obtained by mixing gypsum and grinded clinker is
called OPC. This is the most common type of Portland cement.
Portland Pozzolanic cement (PPC)- The Portland Pozzolanic Cement is a kind of Blended Cement
which is produced by either grinding of OPC clinker along with gypsum as well as Pozzolanic
materials* in certain proportions or grinding the OPC clinker, gypsum and Pozzolanic materials
separately and thoroughly blending them in certain proportions.
One important reason to manufacture PPC is to reduce the energy requirement in cement industry.
Major portion of energy is lost in manufacturing clinker and if some flyash around 20 % is mixed with
clinker to manufacture PPC cement, the energy requirement can be reduced to 80 % in case of PPC
in comparison with OPC.
*A Pozzolanic material is an siliceous or siliceous and aluminous material which, in itself, possesses
little or no cementitious value but which will, in finely divided form and in the presence of water,
react chemically with Calcium Hydroxide at ordinary temperature to form compounds possessing
cementitious properties.
Grade of Cement
The grade is the index of strength measured as the compressive strength measured in laboratory of
the cement cubes (of 50 cm2 sides) on 28th day as 43 MPa (Grade 43) & 53 MPa (Grade 53). There is
also Grade 33 Portland cement available. Higher the strength stronger is the cement, obviously and
more expensive too.
Typical constituents of Portland clinker plus gypsum Cement Chemists Notation under CCN
Clinker CCN Mass %
(CaO)3 · SiO2 C3S (Alite) 45–75%
(CaO)2 · SiO2 C2S (Belite) 7–32%
(CaO)3 · Al2O3 C3A 0–13%
(CaO)4 · Al2O3 · Fe2O3 C4AF 0–18%
CaSO4 · 2 H2O (Gypsum) 2–10%
How Clinker is obtained?
Clinker reactions below 1300°C
Temp. Range Product
Drying of raw materials 100 - 300°C free water evaporates and
release of adsorbed
and crystal water
Decomposition of calcite
(calcining)
500 - 900°C free lime (CaO)
Decomposition of pollysilicates 300 - 900°C dehydroxilated,
amorphous material
Formation of first clinker phases > 900°C Belite, aluminates
(different phases),
Ferrites
Formation of first melt phases > 1000°C
Clinker reactions between 1300°C and 1450°C
1. Melting reactions
- Melting of primary aluminates and ferrites phases
- Melting of part of the early formed belite
2. Formation of new phases
Reaction of melt, free lime, unreacted silica and remaining belite to alite
3. Polymorphic transformation of belite
4. Recrystallization of alite and belite
5. Nodulization (clinkering)
Clinker reactions during cooling
1. Crystallization of the melt. Products: aluminates (C3A) and ferrites (C4AF)
2. Polymorphic transformations of alite and belite
If cooling is too slow
3. Back reaction of alite to belite + lime
4. Recrystallization aluminates and ferrites
Thus after cooling, clinker is obtained which is then processed to manufacture cement.
Manufacturing of Cement
First of all the raw materials are grinded and then they are collected in different silos. Thereafter
they are sent to homogenizing silos where they are mixed in desired proportion to get the desired
concentration of different raw minerals in the cement. Then they are processed at high temperature
to get clinker.
Raw Material Transfer from Quarry to Different Silos
1. Raw Material Grinding and Transfer from Quarry to
Different Silos
2.Raw Material Transfer from Different Silos to Homogeneous Silo
3.Pyroprocessing and Finish Milling
Cement
Raw Material Transfer from Different Silos to Homogeneous Silo
Pyroprocessing and Finish Milling
UNIT 2: Cement Plant Machinery
Material and Gas Flow
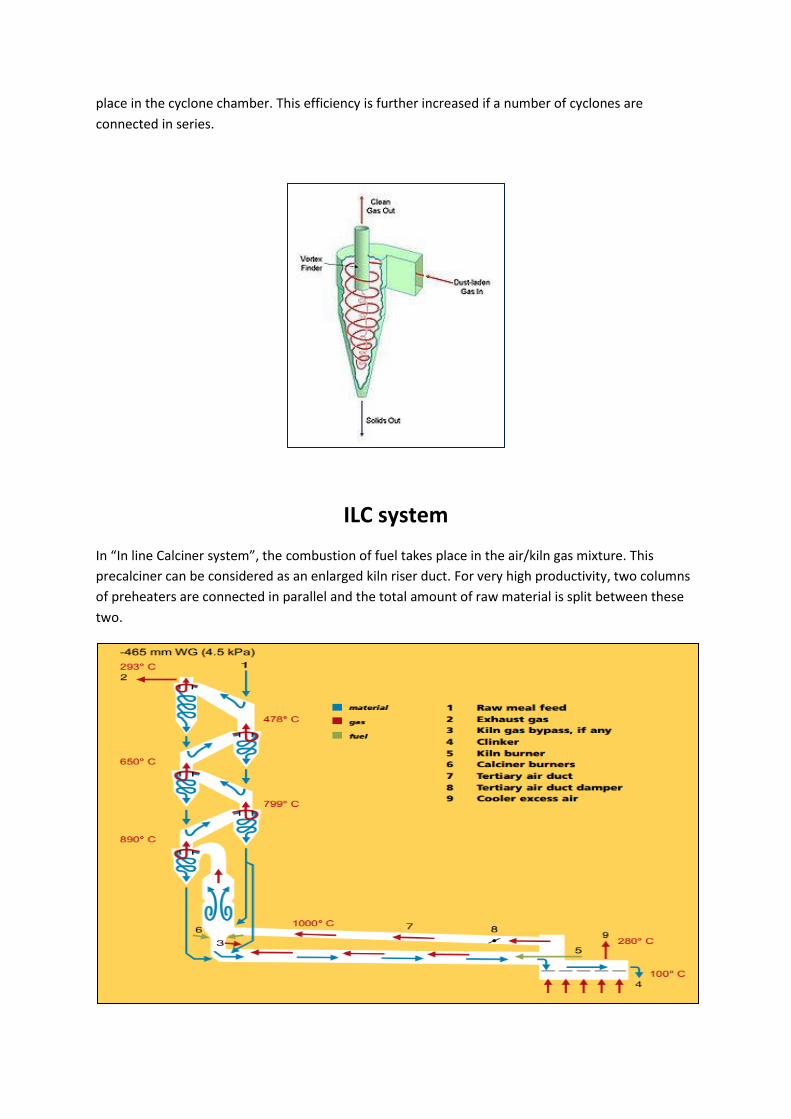
Gas Suspension Preheater
The key component of the gas-suspension preheater is the cyclone. A cyclone is a conical vessel into
which a dust-bearing gas-stream is passed tangentially thus generating vortex. Solid dust comes
from the bottom due to gravity and gas passes out from the top. The column of cyclones is very
efficient in exchanging heat between hot gas and relatively cool raw mill. Almost all the heat transfer
takes place in the vertical metallic pipe between consecutive cyclones and the entire dedusting takes
place in the cyclone chamber. This efficiency is further increased if a number of cyclones are
connected in series.
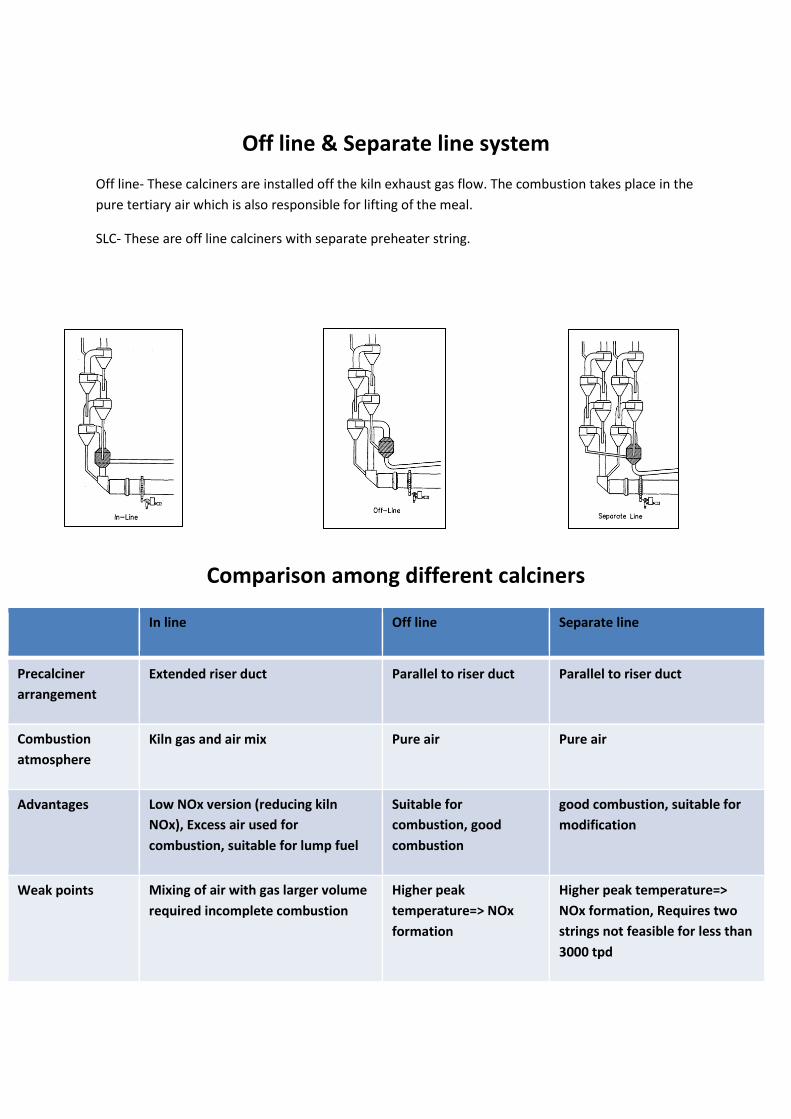
ILC system
In “In line Calciner system”, the combustion of fuel takes place in the air/kiln gas mixture. This
precalciner can be considered as an enlarged kiln riser duct. For very high productivity, two columns
of preheaters are connected in parallel and the total amount of raw material is split between these
two.
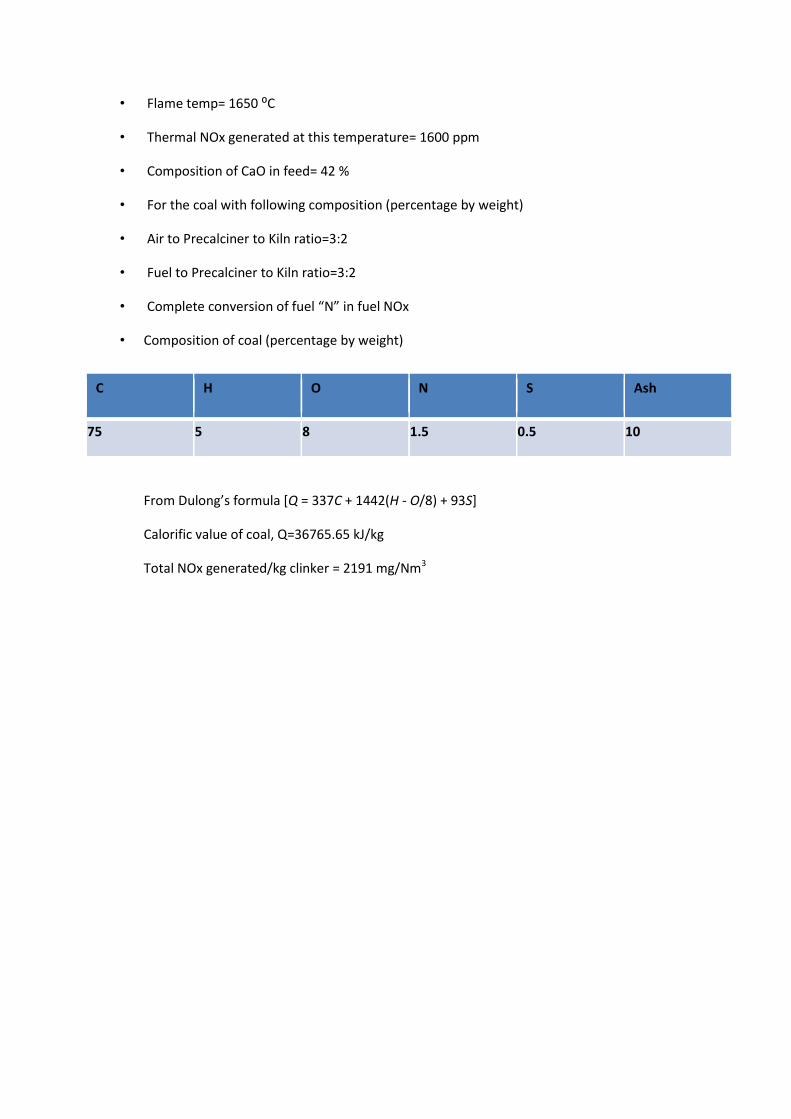
Off line & Separate line system
Off line- These calciners are installed off the kiln exhaust gas flow. The combustion takes place in the
pure tertiary air which is also responsible for lifting of the meal.
SLC- These are off line calciners with separate preheater string.
Comparison among different calciners
In line Off line Separate line
Precalciner
arrangement
Extended riser duct Parallel to riser duct Parallel to riser duct
Combustion
atmosphere
Kiln gas and air mix Pure air Pure air
Advantages Low NOx version (reducing kiln
NOx), Excess air used for
combustion, suitable for lump fuel
Suitable for
combustion, good
combustion
good combustion, suitable for
modification
Weak points Mixing of air with gas larger volume
required incomplete combustion
Higher peak
temperature=> NOx
formation
Higher peak temperature=>
NOx formation, Requires two
strings not feasible for less than
3000 tpd
Rotary Kiln
Rotary kiln is the heart of the cement industry. Up to 90 % calcination of raw material does take
place in preheater. Rest of the calcination and all the chemical transformations occur in kiln only.
Grate cooler
A grate cooler can be regarded as a simple heat exchanger through which the clinker passes
crosscurrent to the cooling air flow and a direct heat transfer takes place between the hot clinker
and the cold cooling air. The hot clinker from kiln is discharged in the grate cooler at temperature of
1250°C–1400°C.Finally clinker comes out of the cooler at around 100°C.
UNIT 3: Introduction to NOx and How Does It Form?
NOx Formation in Cement Industry
NOx is referred collectively to nitric oxide (NO) and nitrogen dioxide (N02). NOx is an air pollutant (if
it’s in excess) which can cause diseases related to respiration and in critical concentration it can be
fatal.
NOx formation in cement industry takes place in four possible ways-
1. Thermal NOx (The oxidation of N2 in combustion air)
2. Fuel NOx (The oxidation of N in fuel)
3. Feed NOx (The oxidation of N in feed)
4. Prompt NOx
Research has shown that the predominant nitrogen oxide species in cement kiln exhaust gases is NO.
Typically, more than 90% of NOx is NO, with NO2 making up the remainder.
The most important are the first two. We will discuss only the first two here.
Thermal NOx formation
NOx formed in the high-temperature environment of the main combustion zone of a cement kiln is
"thermal NOx“. Significant oxidation of nitrogen takes place in oxidizing flames with a temperature
greater than about 1,200°C. In the kiln, high combustion gas temperatures are necessary because
the product must be heated to about 2,650°F (1,450 °C) by the hot gases and because the heat is
transferred primarily by radiation from the gas to the feed. So, combustion gas temperature reaches