Page 1
Förbättring av flöde och ökad produktion
Förändringar med syfte att möta en tillväxt
Improved flow and increased production
Changes in order to meet growth
Felix Wulff
Fakulteten för hälsa, natur- och teknikvetenskap
Examensarbete för högskoleingenjörer i maskinteknik
22,5 hp
Göran Karlsson
Anders Gåård
Juni 2016
Page 2
Sammanfattning Arbetet har utförts på AnVa Polytech AB som i huvudsak producerar formsprutade
gummidetaljer. Arbetet har delats upp i två huvudrubriker, vad som krävs av företagets
produktionsanläggning i syfte att möta en önskad tillväxt och hur företaget kan skapa
effektiva flöden i produktionen.
AnVa Polytech AB har ett tillväxtmål på 10% per år. I arbetet har det undersökts vilken
förändring det innebär i tillverkningsvolym. Därefter har utrustningen i produktionen kartlagts
genom att nuvarande kapacitet samt framtida kapacitet har undersökts. Resultatet är vilka
förändringar i form av utrustning och då framförallt formsprutningsmaskiner som krävs.
Företaget arbetar efter lean som en uttalad affärsstrategi. Inom lean är arbetet för
flödeseffektivitet centralt. Den andra delen av arbetet har därför behandlat hur AnVa Polytech
AB kan nå längre i arbetet mot flödeseffektivitet. Det innefattar en värdeflödesanalys med
tillhörande spagettidiagram och PICK-chart. Även en analys av optimal flödesprincip för
företaget har genomförts. Arbetet mot flödeseffektivitet har tillsammans med analysen av
utrustningen i produktionen resulterat i en fabrikslayout.
Arbetet förklarar vad AnVa Polytech AB bör göra kommande fem år.
Page 3
Abstract The thesis has been performed on AnVa Polytech AB, which mainly produces injection
molded rubber parts. The thesis has been divided into two main headings, as required by the
company's production in order to meet a desired growth and how the company can create
efficient flows of production.
AnVa Polytech AB has a growth target of 10% per year. This thesis has studied the difference
it does in production volume. Since then, the equipment in the production surveyed by the
current capacity and future capacity have been investigated. The result is that changes in the
form of equipment and especially injection molding machines that are required.
The company works for lean as a stated business strategy. Flow Efficiency Flow is a central
part of Lean. The second part of the thesis has therefore addressed the AnVa Polytech AB
may go further in combating the efficiency flow. It includes a value stream analysis with
accompanying spaghetti diagram and PICK-chart. An analysis of the optimal flow principle,
the company has implemented. The work efficiency against flow, together with the analysis of
the equipment in the production resulted in a factory layout.
The thesis explains what AnVa Polytech AB should do next five years.
Page 4
Innehållsförteckning
1. Inledning .......................................................................................................................................... 1
1.1 Bakgrund ................................................................................................................................. 1
1.2 Syfte ......................................................................................................................................... 1
1.3 Mål ........................................................................................................................................... 1
1.4 Avgränsningar .......................................................................................................................... 1
2. Teori ................................................................................................................................................. 2
2.1. Flödeseffektivitet .......................................................................................................................... 2
2.2. Resurseffektivitet ......................................................................................................................... 2
2.3. Flödesprincip ................................................................................................................................ 2
2.3.1. Funktionell verkstad .............................................................................................................. 2
2.3.2. Flödesgrupper........................................................................................................................ 2
3. Genomförande ................................................................................................................................ 3
3.1. Kartläggning av nuläge ................................................................................................................. 3
3.1.1. Processerna ........................................................................................................................... 3
3.1.1. Ökad produktion .................................................................................................................... 4
3.1.2. Effektiva flöden ..................................................................................................................... 6
3.2. Skapande av framtida läge ........................................................................................................... 6
3.2.1. Ökad produktion .................................................................................................................... 6
3.2.2. Effektiva flöden ..................................................................................................................... 9
4. Resultat .......................................................................................................................................... 11
4.1. Kartläggning av nuläge ............................................................................................................... 11
4.1.1. Ökad produktion .................................................................................................................. 11
4.1.2. Effektiva flöden ................................................................................................................... 14
4.2. Skapande av framtida läge ......................................................................................................... 18
4.2.1. Ökad produktion .................................................................................................................. 18
4.2.2. Effektiva flöden ................................................................................................................... 25
5. Diskussion ...................................................................................................................................... 34
5.1. Kartläggning av nuläge ............................................................................................................... 34
5.1.1. Ökad produktion .................................................................................................................. 34
5.1.2.Effektiva flöden .................................................................................................................... 34
5.2. Skapande av framtida läge ......................................................................................................... 34
5.2.1. Ökad produktion .................................................................................................................. 34
5.2.2. Effektiva flöden ................................................................................................................... 35
6. Slutsatser ....................................................................................................................................... 36
Page 5
7. Tackord .......................................................................................................................................... 37
Referenser ............................................................................................................................................. 38
Bilagor .................................................................................................................................................... 39
Bilaga I Produktmatris ....................................................................................................................... 40
Bilaga II Fabrikslayout år 2019........................................................................................................... 47
Bilaga III Fabrikslayout år 2018.......................................................................................................... 48
Bilaga IV Fabrikslayout år 2017 ......................................................................................................... 49
Bilaga V Fabrikslayout år 2016 .......................................................................................................... 50
Page 6
1
1. Inledning
1.1 Bakgrund AnVa Polytech AB är beläget i Sunne, Värmland och företaget tillverkar i huvudsak
formsprutade gummiprodukter. Företaget har ett tillväxtmål på 10% per år kommande fem år.
Innan examensarbetets början pågick ett projekt med syfte att öka effektivitet och frigöra ytor
i delar av verksamheten. Projektet ansågs dock inte tillgodose den förväntade tillväxten inom
nuvarande lokal. Examensarbetet genomfördes därför inom området.
1.2 Syfte Syftet var att skapa ett beslutsunderlag som kan ligga till grund för förändringar inom
produktionsavsnittet på AnVa Polytech AB under kommande 5 år.
1.3 Mål Examensarbetets mål var att identifiera effektiva flöden som medger att nuvarande byggnad
kan nyttjas med hänsyn till tillväxtmålet
1.4 Avgränsningar - I examensarbetet förutsätts det att det finns en efterfrågan för den ökade försäljningen
som samverkar med en ökad omsättning.
- Projektet som genomfördes då examensarbetet startade var vid tidpunkten inte helt
färdigställt. Det förutsattes emellertid att projektet skulle genomföras och därför
användas som utgångspunkt vid arbetet trots att mätningar utfördes i den dåvarande
verksamheten.
- AnVa polytech framställer sitt eget gummi till sina produkter. Anläggningen för
gummiframställningen är väldigt stor och fastgjuten i marken. Det förutsätts därför att
den inte kommer att flyttas under kommande fem år som projektet berör eftersom det
anses för kostsamt av företaget.
- I dagsläget är AnVa Polytechs huvudaktivitet att tillverka gummidetaljer genom
formsprutning. Det förutsätts att det är samma typ av produkter som tillverkas genom
samma metod under kommande fem år.
- Prestandan hos maskinerna kommer troligtvis att förbättras under kommande fem år.
En enklare prognos kommer att genomföras angående förändringen i samarbete med
experter inom området på företaget.
- Det finns olika typer av formningsmaskiner i verksamheten vilka kommer att delas in i
grupper med anledning att minska omfattningen av arbetet.
- Nuvarande planer avseende layoutförändring förutsetts bli verklighet och kan
användas som utgångspunkt.
- Produktmixen antas vara den samma även om fem år.
Page 7
2
2. Teori
2.1. Flödeseffektivitet Att arbeta efter flödeseffektivitet är en viktig del i lean-arbete. Anledningen till att arbeta efter
flödeseffektivitet är att till slut nå det optimala läget då en produktion är flödeseffektiv
samtidigt som den är resurseffektiv (Modig & Åhlström 2012).
2.2. Resurseffektivitet Resurseffektivitet handlar i motsatts till flödeseffektivitet om hur väl en viss resurs utnyttjas
över en viss tidsperiod. Exempelvis en formningsmaskin ska enligt arbete efter
resurseffektivitet användas så mycket som möjligt i syfte att vara effektiv (Modig & Åhlström
2012).
2.3. Flödesprincip
2.3.1. Funktionell verkstad
Funktionell verkstad, eller funktionellt produktionsflöde, innebär att fabrikslayouten är
utformad så att alla maskiner för samma process är placerade tillsammans (Olhager 2013).
Till exempel att alla formningsmaskiner är placerade på ett ställe och alla eftervulkningsugnar
på ett annat.
2.3.2. Flödesgrupper
Flödesgrupp innebär att fabrikslayouten utformas efter produkterna som tillverkas där
(Olhager 2013). Om exempelvis en produkt genomgår processerna formning, frystrumling
och efterbearbetning så bildar processerna en flödesgrupp och placeras på ett sådant vis att
flödet i produktionen optimeras.
Page 8
3
3. Genomförande Målet med arbetet kan delas upp i två delar. Dels att undersöka om, och i så fall vilka,
förändringar som behöver genomföras med syfte att möta den ökade produktionen som en
tillväxt innebär. Den andra delen handlar om att skapa effektiva flöden i produktionen. Den
ena delen har egentligen inte med den andra att göra eftersom en ökad produktion går att
uppnå även med ett väldigt ineffektivt flöde och ett väldigt effektivt flöde innebär inte direkt
en ökad produktion.
Den förstnämnda delen av målet var redan från arbetets start väldigt konkret då det fanns ett
bestämt mål att tillväxten skulle vara 10% per år kommande fem år. Den andra delen av målet
var däremot inte lika konkret. I företagets strategiska plan fanns att läsa att flödeseffektivitet
är något som eftersträvas. Det fanns dock inget konkret mål för hur mycket
flödeseffektiviteten skulle förbättras. Avsaknaden medförde att ett mål behövde identifieras
vilket blev en del av arbetet.
3.1. Kartläggning av nuläge Kartläggningen av nuläget är baserat på data från år 2015 eftersom det var det senaste hela
året och skulle på så vis ge tillräckligt mycket samt aktuell information. En bedömning
gjordes att informationen fortfarande var aktuell och därför kunde ligga till grund för beslut
om förändringar.
3.1.1. Processerna
Tillverkningen av produkterna sker genom ett antal olika processer vilka beskrivs nedan.
3.1.1.1. Formning
Formningen av produkterna består i huvudsak av formsprutning men även pressformning sker
i produktionen.
3.1.1.2. Eftervulkning bandugn
Det som skiljer bandugnarna från fasta ugnar är endast hur länge produkterna ska vulkas.
Produkterna som behandlas i bandugnar gör det upp till 40 minuter. Ugnarna består som
namnet antyder av ett rullande band som produkterna färdas på genom en ugn. Bandugnarna
på AnVa Polytech är mobila och förflyttas till den maskin där det finns ett behov. Vid
kartläggning av företagets produktion och vid skapandet av flödesgrupper har processen
bortsetts ifrån, med anledning att förenkla skapandet av flödesgrupper. Eftervulkning bandugn
bortsågs ifrån just på grund av enheternas mobilitet och att processen påverkar produkternas
flöde minimalt jämfört med andra processer.
3.1.1.3. Eftervulkning fast ugn
De fasta ugnarna i produktionen är till antalet fem stycken och samtliga placerade tillsammans
i ett separat rum. I fasta ugnar behandlas produkterna upp till ett dygn.
Processen eftervulkning i fast ugn sker oftast innan frystrumlingen men för vissa produkter är
ordningen den motsatta.
3.1.1.4. Frystrumling
Processen frystrumling innebär att produkterna fryses ned och sedan trumlas. På så vis
avlägsnas oönskade rester från formningsprocessen. Det fanns endast en frystrumlingsenhet
på AnVa Polytech vid arbetets genomförande.
Page 9
4
3.1.1.5. Packning
När eftervulkning i fast ugn har skett förpackas produkterna ned i kartonger och därefter
förflyttas vidare i produktionen. Processen är mycket simpel och innebär endast att produkter
hälls över från en plåt till just nämnda kartong.
3.1.1.6. Intern efterbearbetning
Efterbearbetning är en manuell process som består av exempelvis montering eller rensning av
produkter. Det som skiljer intern efterbearbetning från extern är vart den sker samt att det
sistnämnda i regel är mer simpelt arbete.
3.1.1.7. Extern efterbearbetning
Den externa efterbearbetningen sker på flera olika platser. I vissa fall sker processen hos
företaget Samhall vars lokal ligger intill AnVa Polytech. Processen sker även ibland i Litauen
där AnVa Polytech har en produktionsanläggning. Anledningen till att viss efterbearbetning
sker externt är att det är billigare.
3.1.1.8. Lagerläggning
Lagerläggningen består av att produkter läggs på färdigvarulagret i väntan på att tas ner och
packas innan utleverans till kund.
3.1.1.9. Blästring/målning
Processen behandlar delar som senare i tillverkningen blir en del av färdiga produkter.
Metalldetaljer blästras och målas här och fästs sedan i formningsprocessen in i gummidetaljer.
3.1.1.10. Molle & Smörjning
Molle och smörjning är processer som behandlar förhållandevis väldigt små produktionsvolymer.
Processerna kontrollerar läckage i produkter för att sedan applicera ett smörjfett.
3.1.1. Ökad produktion
Antalet tillverkade produkter av varje artikel fastställdes tillsammans med vilka olika
processer artikeln genomgick. Tillsammans med beläggningen för varje formningsmaskin
samt för övriga processer kunde en kapacitet räknas ut för varje process. Även
genomsnittspriset för varje artikel fastställdes med syfte att tillsammans med
tillverkningsvolymen bilda en omsättning som kunde kopplas till tillväxtmålet. På så vis
kunde företagets tillväxt kopplas till skillnader i både tillverkningsvolym och priser.
Vid tiden för arbetets genomförande fanns det ett antal formningsmaskiner av många
varierande typer. Företagets vision var att standardisera maskinparken och därmed minska
antalet olika maskintyper. Formningsmaskinerna som fanns när arbetet genomfördes delades
in i tre olika grupper och kunde på så vis kopplas till hur det kommer att se ut i framtiden.
Vissa av formningsmaskinerna hamnade utanför grupperingen på grund av framtida
avveckling. Grupperingen genomfördes med hjälp av expertis på AnVa Polytech genom
handledare Claes Källqvist.
Page 10
5
Formningsmaskinerna i maskinparken delades in i tre olika grupper beroende på vilka typer
av produkter som producerades där. Hur stor del av den totala omsättningen skapad av
produkttillverkning var för varje maskingrupp beräknades med följande ekvation. Vissa
maskiner som existerade på AnVa Polytech var tänkta att tas ur produktion och tilldelades
därför ingen grupp. Några av maskinerna producerade emellertid fortfarande produkter och
omsättningen skapad där är därför inte inkluderad i följande beräkning. Resultatet presenteras
i tabell 2.
𝑎𝑛𝑑𝑒𝑙 𝑎𝑣 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 =𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥
∑ 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝𝑒𝑟 (1)
Antal timmar en maskin användes i genomsnitt beräknades för varje maskingrupp med
följande ekvation. Värden hämtas från tabell 3 och resultatet presenteras i tabell 4.
𝐺𝑒𝑛𝑜𝑚𝑠𝑛𝑖𝑡𝑡𝑙𝑖𝑔𝑎 𝑡𝑖𝑚𝑚𝑎𝑟 𝑝𝑒𝑟 𝑚𝑎𝑠𝑘𝑖𝑛 =∑ 𝑎𝑛𝑡𝑎𝑙 𝑡𝑖𝑚𝑚𝑎𝑟 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥
∑ 𝑚𝑎𝑠𝑘𝑖𝑛𝑒𝑟 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 (2)
Genomsnittlig utnyttjandegrad för varje maskingrupp beräknades med följande ekvation. Den
tillgängliga tiden bestämdes vara varje timme på ett helt år vilket motsvarar 8760h. Indata
hämtas från tabell 4 där även resultatet presenteras.
𝑈𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑 =𝐺𝑒𝑛𝑜𝑚𝑠𝑛𝑖𝑡𝑡𝑙𝑖𝑔𝑎 𝑡𝑖𝑚𝑚𝑎𝑟 𝑝𝑒𝑟 𝑚𝑎𝑠𝑘𝑖𝑛
𝑇𝑖𝑙𝑙𝑔ä𝑛𝑔𝑙𝑖𝑔 𝑡𝑖𝑑 (3)
Andel av tillverkningsvolymen som genomgick process Eftervulkning i fast ugn beräknades
enligt följande ekvation. Indata hämtades från bilaga I och resultatet presenteras i tabell 10.
𝐴𝑛𝑑𝑒𝑙 𝑎𝑣 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 =𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 𝑚𝑒𝑑 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑒𝑛
𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 𝑓ö𝑟 ℎ𝑒𝑙𝑎 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝𝑒𝑛 (4)
Vid beräkning av fasta ugnars kapacitet användes följande ekvation. Indata hämtades från
bilaga I samt tabell 5 och resultatet presenteras i tabell 11.
𝐾𝑎𝑝𝑎𝑐𝑖𝑡𝑒𝑡 =𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚
𝑏𝑒𝑙𝑎𝑔𝑑 𝑡𝑖𝑑 (5)
Hur stor del av tillverkningsvolymen som behandlas av processen frystrumling beräknades
med (4). Indata hämtas från bilaga I och resultatet presenteras i tabell 13.
Frystrumlingens kapacitet beräknades enligt (5) och resultatet presenteras i tabell 14. Indata
hämtades från bilaga I och tabell 5.
Andelen av tillverkningsvolymen som behandlas i processen blästring/målning beräknades
med (4). Indata hämtades från bilaga I och resultatet presenteras i tabell 16.
Kapaciteten för processen blästring/målning beräknades med (5) och resultatet presenteras i
tabell 17. Indata hämtades från bilaga I och tabell 5.
Den andel av tillverkningsvolymen som behandlas i processen Molle beräknades enligt (4).
Resultatet presenteras i tabell 19 och indata hämtades från bilaga I.
Processens kapacitet beräknades enligt (5). Indata hämtades från tabell 5 och bilaga I medan
resultatet presenteras i tabell 20.
Hur stor andel av tillverkningsvolymen som behandlas i processen Smörjning beräknas enligt
(4). Resultatet presenteras i tabell 22 och indata hämtades från bilaga I.
Page 11
6
Processens kapacitet beräknades enligt (5). Indata hämtas från tabell 5 och bilaga I medan
resultatet presenteras i tabell 23.
3.1.2. Effektiva flöden
För analysering av flödeseffektiviteten användes värdeflödesanalys som verktyg. Genom att
arbetsbördan att genomföra en värdeflödesanalys ska bli rimlig är en vanlig åtgärd att dela in
produkter i produktfamiljer (Petersson et al. 2009). När produktfamiljer är skapade
genomförs sedan värdeflödesanalyser på varje produktfamilj. AnVa Polytech producerar flera
hundra olika produkter under ett år vilka kan delas in i många olika produktfamiljer. Att skapa
produktfamiljer blev en del av arbetet vars resultat visade sig bli 18 olika. En bedömning
gjordes att arbetet att genomföra en värdeflödesanalys för varje produktfamilj var för
omfattande. Med syfte att ändå få en så talande bild av verkligheten som möjligt valdes, i
samråd med handledare, den produkt ut som ansågs ha det mest komplexa värdeflödet, att
ligga till grund för analysen. Beslutet grundat på antagandet att om flödeseffektiviteten
förbättrades för den produkten med mest komplext flöde så skulle även flödet för resterande
produkter att förbättras. Antagandet togs tillsammans med handledare på företaget, Claes
Källqvist som en nödvändig åtgärd med anledning av att arbetsbördan skulle bli rimlig.
Värdeflödesanalysen genomfördes i huvuddrag enligt beskrivning från boken Lean, Gör
avvikelser till framgång. Värdeflödesanalysen presenteras i figur 4.
Spagettidiagram är ett vanligt och värdefullt komplement till en värdeflödesanalys eftersom
det kartlägger produkters rörelse i produktionen (Anhede & Hillberg 2007). Komplementet
genomfördes därför och resultatet av det presenteras i figur 5.
Genom att enklare kunna skapa produktfamiljer valdes vissa liknande processer att samlas
ihop till olika grupper. Processerna som sattes samman ansågs av undertecknad i ett framtida
önskat läge kunna utföras på samma vis. Vissa processer valdes även att bortse ifrån på grund
av att orsakad påverkan av flödet ansågs minimalt.
Produktmatrisen i bilaga I kompletterades med värden för antal tillverkade produkter år 2015
för varje artikel. Tack vare komplementet kunde huvudflöden identifieras och därmed ett
framtida läge, som var så flödesoptimerat som möjligt, skapas. Vilket flöde som var
huvudflödet bestämdes utifrån hur stor omsättning samt tillverkningsvolym det innehöll.
3.2. Skapande av framtida läge Det framtida läget gällde förändringar kommande fem år. Hur verksamheten bör se ut om fem
år var därför det första som fastställdes. Förändringarna bröts sedan ned i vad som stegvis bör
ske i verksamheten år för år och samtidigt varje år möta tillväxtmålet.
3.2.1. Ökad produktion
Tillsammans med data för beläggning av maskinerna kunde nödvändiga åtgärder bestämmas.
På vilket sätt och hur mycket varje typ av formningsmaskin skulle förändras i termer av
prestanda antogs tillsammans med experthjälp från företaget.
Omsättningen skulle öka med 10% per år under följande fem år. Hur mycket det innebär år
för år i pengar räknas ut med följande ekvation och resultatet presenteras i tabell 1. Variabel n
står för årtal.
𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔(𝑛) = 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔(𝑛 − 1) ∗ 1,1 (6)
Page 12
7
Omsättningens fördelning mellan maskingrupperna diskuterades med Jan Bäckström,
marknadschef samt Claes Källqvist, business developer. Hur fördelningen tros se ut år 2020
presenteras i tabell 6.
Andelen av omsättningen i dagsläget och om fem år framåt i tiden skiljde sig åt. Andelen av
omsättningen förändras därför varje år. Omsättningens fördelning år för år beräknades med
följande ekvation och presenteras i tabell 7.
𝐴𝑛𝑑𝑒𝑙 𝑎𝑣 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 = 𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔 𝑎𝑛𝑑𝑒𝑙 +𝑠𝑙𝑢𝑡𝑙𝑖𝑔 𝑎𝑛𝑑𝑒𝑙−𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔 𝑎𝑛𝑑𝑒𝑙
5∗
𝑎𝑛𝑡𝑎𝑙 å𝑟 𝑓𝑟å𝑛 2015 (7)
Omsättningens värde för varje maskingrupp beräknades därefter med följande ekvation.
Värden hämtas från tabell 1 samt tabell 7 och resultatet presenteras i tabell 8.
𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 = 𝑡𝑜𝑡𝑎𝑙 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 ∗ 𝑎𝑛𝑑𝑒𝑙 𝑎𝑣 𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 (8)
Förutom omsättning krävs även prisuppgifter för beräkning av hur stor tillverkningsvolym
företaget står inför. Genomsnittspriset på produkterna från varje maskingrupp år 2015 var
fastställda från bilaga I. Priser kan dock förändras och tillsammans med Claes Källqvist,
business developer, uppskattades en prissänkning på 10% över fem år. Prissänkningen antogs
förändras linjärt. Vad det innebar i pengar beräknades med följande ekvation. Det
ursprungliga genomsnittliga priset bestämdes med hjälp av bilaga I. Resultatet av ekvationen
presenteras i tabell 8.
𝐺𝑒𝑛𝑜𝑚𝑠𝑛𝑖𝑡𝑡𝑠𝑝𝑟𝑖𝑠 = 𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔𝑡 𝑔𝑒𝑛𝑜𝑚𝑠𝑛𝑖𝑡𝑡𝑠𝑝𝑟𝑖𝑠 ∗ (1 +0,1
5) (9)
Översättning av omsättning och genomsnittspris till tillverkningsvolymer genomfördes med
hjälp av följande ekvation. Indata hämtas från tabell 8 där även resultatet presenteras.
𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 =𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔
𝑔𝑒𝑛𝑜𝑚𝑠𝑛𝑖𝑡𝑡𝑠𝑝𝑟𝑖𝑠 (10)
Vid arbetets påbörjande var tanken att genom studerande av formningsmaskinernas TAK-
värde analysera deras potential. Den tid som skulle återstå efter TAK-värdets reducering
skulle då kunna beläggas i lämplig grad. På så vis hade även parametrarna i TAK-värdet
kunnat analyseras med avseende att påverka kapaciteten hos formningsmaskinerna. Det
visade sig dock att företaget inte mätte TAK-värdet systematiskt på samtliga
formningsmaskiner utan endast på fyra stycken. Därmed fallerade den tilltänkta metoden.
Istället studerades endast formningsmaskinernas utnyttjandegrad. Vissa av
formningsmaskinerna hade en utnyttjandegrad närmare 60% då den tillgängliga tiden
bestämdes till varje timme under ett helt år. Dock var den allmänna utnyttjandegraden i
maskinparken långt där under vilket presenteras i tabell 4. AnVa Polytech arbetade under
tiden med att öka utnyttjandegraden och tillsammans med Claes Källqvist antogs en rimlig
framtida utnyttjandegrad.
Utnyttjandegraden antogs öka till 50%. Den antogs även öka linjärt och vad den förväntas
vara år för år beräknades med följande ekvation och presenteras i tabell 9.
𝑈𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑 = 𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔 𝑢𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑 +𝑠𝑙𝑢𝑡𝑙𝑖𝑔 𝑢𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑−𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔 𝑢𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑
5∗ 𝑎𝑛𝑡𝑎𝑙 å𝑟 𝑓𝑟å𝑛 2015 (11)
Page 13
8
Kapaciteten för varje maskingrupp ökade i och med den stigande utnyttjandegraden. Hur stor
kapaciteten för varje maskingrupp skulle komma att vara beräknades enligt följande ekvation.
Indata hämtades från tabell 9 där också resultatet presenteras.
𝐾𝑎𝑝𝑎𝑐𝑖𝑡𝑒𝑡(𝑛) = 𝐾𝑎𝑝𝑎𝑐𝑖𝑡𝑒𝑡(𝑛 − 1) ∗𝑢𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑(𝑛)
𝑢𝑡𝑛𝑦𝑡𝑡𝑗𝑎𝑛𝑑𝑒𝑔𝑟𝑎𝑑(𝑛−1) (12)
Hur många maskiner som skulle krävas för varje maskingrupp beräknades enligt följande
ekvation. Indatat hämtas från tabell 8 samt tabell 9 och resultatet presenteras i tabell 9.
𝐴𝑛𝑡𝑎𝑙 𝑚𝑎𝑠𝑘𝑖𝑛𝑒𝑟 =𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚
𝐾𝑎𝑝𝑎𝑐𝑖𝑡𝑒𝑡 (13)
För beräkning av hur stor tillverkningsvolym som skulle behandlas i processen Eftervulkning
fast ugn användes följande ekvation. Indata hämtades från tabell 8 samt tabell 10 och
presenteras i tabell 12.
𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 = 𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 ∗𝑎𝑛𝑑𝑒𝑙 𝑎𝑣 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 (14)
Den totala tillverkningsvolymen som skulle komma att processas i Eftervulkning fast ugn
beräknas med följande ekvation. Indata hämtas från tabell 12 och resultatet presenteras i den
samma.
𝑇𝑜𝑡𝑎𝑙 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 = ∑ 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 𝑚𝑎𝑠𝑘𝑖𝑛𝑔𝑟𝑢𝑝𝑝 𝑥 (15)
För bestämmande av hur lång tid som skulle komma att behövas till att producera den
efterfrågade tillverkningsvolymen användes följande ekvation. Indata hämtades från tabell 11
samt tabell 12 och resultatet presenteras i tabell 12.
𝐵𝑒ℎö𝑣𝑑 𝑡𝑖𝑑 =𝑇𝑜𝑡𝑎𝑙 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚
𝐴𝑛𝑡𝑎𝑙 𝑝𝑟𝑜𝑑𝑢𝑘𝑡𝑒𝑟 𝑝𝑒𝑟 𝑡𝑖𝑚𝑚𝑒 (16)
Hur många eftervulkningsugnar av fast typ som skulle komma att krävas beräknas med
följande ekvation. Indata hämtades från tabell 12 och tillgänglig tid ansågs vara 5520 h vilket
motsvarar 3-skift i 46 veckor per år. Resultatet presenteras i tabell 12.
𝐴𝑛𝑡𝑎𝑙 𝑒𝑛ℎ𝑒𝑡𝑒𝑟 =𝐵𝑒ℎö𝑣𝑑 𝑡𝑖𝑑
𝑇𝑖𝑙𝑙𝑔ä𝑛𝑔𝑙𝑖𝑔 𝑡𝑖𝑑 (17)
Den tillverkningsvolym för varje maskingrupp som passerar processen frystrumling beräknas
med (14) och presenteras i tabell 15. Indata hämtades från tabell 8 och tabell 13.
Den totala tillverkningsvolymen som passerar processen frystrumling beräknas med (15).
Indata hämtades från tabell 15 där även resultatet presenteras.
Tiden som krävs att producera den väntade tillverkningsvolymen beräknas med (16).
Resultatet presenteras i tabell 15 och indata hämtas från tabell 14 och tabell 15.
Antal enheter som krävs av processen frystrumling beräknades med (17). Indata hämtas från
tabell 15 där även resultatet presenteras. Den tillgängliga tiden anses vara dagtid i 46 veckor
per år vilket innebär 1717,33 h.
Tillverkningsvolymen som skulle komma att behandlas i processen blästring/målning för
respektive maskingrupp beräknades med (14). Indata hämtades från tabell 8 samt tabell 16
och resultatet presenteras i tabell 18.
Page 14
9
Den totala tillverkningsvolymen som behandlas i processen blästring/målning beräknades
med (15). Indata hämtas från tabell 18 där även resultatet presenteras.
Tiden som krävs med hänsyn till kapaciteten att producera den framtida tillverkningsvolymen
beräknades med (16). Indata hämtas från tabell 17 samt tabell 18 och resultatet presenteras i
tabell 18.
Antalet enheter som skulle komma att krävas med den ökade tillverkningsvolymen
beräknades med (17). Indata hämtas från tabell 18 där resultatet även presenteras. Tillgänglig
tid anses vara dagtid i 46 veckor per år vilket motsvarar 1717,33 h.
Den framtida tillverkningsvolymen beräknades enligt följande ekvation. Indata hämtades från
tabell 8 och tabell 19. Resultatet presenteras i tabell 21.
𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 = ∑ 𝑇𝑜𝑡𝑎𝑙 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 ∗ 𝑎𝑛𝑑𝑒𝑙 𝑎𝑣 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 (18)
Den tid som krävs att producera framtida tillverkningsvolymer beräknades med (16). Indata
hämtas från tabell 20 och tabell 21. Resultatet presenteras i tabell 21.
Antalet enheter av processen Molle som skulle komma att krävas beräknas med (17). Indata
hämtas från tabell 21 där även resultatet presenteras. Tillgänglig tid beräknas vara dagtid 46
veckor per år vilket motsvarar 1717,33 h.
Den framtida tillverkningsvolymen beräknades enligt följande ekvation. Indata hämtades från
tabell 8 och tabell 22. Resultatet presenteras i tabell 24.
𝑇𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 = ∑ 𝑇𝑜𝑡𝑎𝑙 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 ∗ 𝑎𝑛𝑑𝑒𝑙 𝑎𝑣 𝑡𝑖𝑙𝑙𝑣𝑒𝑟𝑘𝑛𝑖𝑛𝑔𝑠𝑣𝑜𝑙𝑦𝑚 (19)
Den tid som krävs att producera framtida tillverkningsvolymer beräknades med (16). Indata
hämtades från tabell 23 och tabell 24. Resultatet presenteras i tabell 24.
Antalet enheter av processen Smörjning som skulle komma att krävas beräknades med (17).
Indata hämtades från tabell 24 där även resultatet presenteras. Tillgänglig tid beräknas vara
dagtid 46 veckor per år vilket motsvarar 1717,33 h.
3.2.2. Effektiva flöden
AnVa Polytech arbetar efter lean och examensarbetets ena mål var att skapa effektiva flöden.
Därför genomfördes litteraturstudier med syfte att identifiera vad lean och flödeseffektivitet är
och hur ett företag uppnår det.
När värdeflödesanalysen och spagettidiagrammet var genomförda började identifieringen av
vad som i dagsläget hindrar flödeseffektivitet i produktionen. Förslag på förändringar togs
fram och prioriterades genom ett PICK-chart. Med ett PICK-chart bedöms varje idé utifrån
hur stor effekt den ger och hur stor arbetsinsats som krävs att genomföra den (Petersson et al.
2009).
Vid skapande av framtida läge undersöktes vilken typ av flödesprincip som var bäst anpassad
till verksamhetens produkter, antal olika artiklar samt produktionsvolymerna.
Slutligen skapades en layout över fabriken som kompletterar beskrivningen över framtida
läge. Layouten skulle, efter kraven för hur många maskiner av varje typ som behövdes, skapa
det mest optimala flödet genom produktionen. Att genomföra en layoutförändring ger ofta
Page 15
10
större effekt än att förändra enskilda processer (Petersson et al. 2009), vilket gör steget i
flödeseffektiviseringen väldigt viktig.
Vid skapandet av mål som inkluderar flödeseffektivitet användes AnVas mål angående
lageromsättningshastighet. Summan av värdet för varje lager för artiklarna som undersöktes
räknades ut och sattes i förhållande till värdet av försäljningen och på så vis räkna ut nulägets
lageromsättningshastighet. Summan av lagervärdet samt värdet av produkter i arbete
hämtades från AnVa Polytechs affärssystem. Därmed kunde en uträkning genomföras för hur
mycket lagermängden behövde minska. Lager påverkar ledtid och därför kunde ett mål
angående flödeseffektiviteten bestämmas. Företagets mål var att nå en
lageromsättningshastighet på 12. Målet var däremot inte tidsbestämt och beräkningen
genomfördes därför i syfte att undersöka om och i så fall när, under kommande fem år, som
målet skulle nås.
Följande ekvation användes för att beräkna lagervärdet som krävdes år för år. Indata hämtades
från tabell 1 och företagets affärsplan.
𝑂𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔
𝑙𝑎𝑔𝑒𝑟𝑜𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔𝑠ℎ𝑎𝑠𝑡𝑖𝑔ℎ𝑒𝑡= 𝑙𝑎𝑔𝑒𝑟𝑣ä𝑟𝑑𝑒 (20)
Beräkning av skillnad i lagervärdet genomfördes med följande ekvation. Resultaten för
värdeflödesanalys i figur 4 jämfördes med motsvarande för värdeflödesanalysen i figur 7, för
fastställande av när målet angående lageromsättningshastighet uppfylldes.
𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔𝑡 𝑙𝑎𝑔𝑒𝑟𝑣ä𝑟𝑑𝑒−𝑛𝑦𝑡𝑡 𝑙𝑎𝑔𝑒𝑟𝑣ä𝑟𝑑𝑒
𝑢𝑟𝑠𝑝𝑟𝑢𝑛𝑔𝑙𝑖𝑔𝑡 𝑙𝑎𝑔𝑒𝑟𝑣ä𝑟𝑑𝑒= 𝑠𝑘𝑖𝑙𝑙𝑛𝑎𝑑 𝑖 𝑙𝑎𝑔𝑒𝑟𝑣ä𝑟𝑑𝑒 (21)
Page 16
11
4. Resultat
4.1. Kartläggning av nuläge
4.1.1. Ökad produktion
AnVa Polytechs omsättning skapad av tillverkning av gummiprodukter var 120 000 000
svenska kronor år 2015 enligt bilaga I. Företagets mål är att omsättningen ska öka med 10%
per år kommande fem år. Vad det innebär i pengar presenteras år för år i tabell 1.
Tabell 1. Omsättning skapad av tillverkade produkter
ÅR OMSÄTTNING I MILJONER SEK
2015 120
2016 132
2017 145
2018 160
2019 175
2020 193
De många formsprutningsmaskinerna av flera olika typer delades in i grupper nämnda 1, 2
och 3. Grupperingen skapades tillsammans med handledare på företaget och expert på
området. Indelningen baserades på vad för typ av produkter som tillverkades i maskinerna
samt dess fysiska storlek. Maskingrupp 1 tillverkade små detaljer, grupp 2 mellanstora
produkter och grupp 3 stora produkter. Maskinernas fysiska storlek följde samma ordning.
Genom sammanställningen i bilaga I av samtliga artiklar tillverkade år 2015 kunde en
fördelning fastställas, av hur stor del av den totala produktionen varje maskingrupp utgjorde.
Fördelningen visas i tabell 2
Tabell 2. Ursprunglig fördelning av omsättning.
MASKINGRUPP ANDEL AV OMSÄTTNINGEN
1 9,2% 2 61,9% 3 28,9%
De olika maskinerna i produktionen utnyttjas i varierande grad. För fastställande av hur
mycket som produceras per tid och därmed få ut kapaciteten studerades utnyttjandegraden för
varje maskin där dokumentation fanns tillgänglig. Resultatet presenteras i tabell 3.
Page 17
12
Tabell 3. Beläggning för formsprutningsmaskiner.
MASKIN MASKINGRUPP BELAGD TID
E1 1 1569
A4 2 4102
E5 3 2443
A6 2 3178
A8 2 3272
E6 3 4719
S4 2 5046
T11 3 1091
T12 3 0
E7 3 3690
A10 2 3237
A11 2 4370
A12 2 5209
E9 3 3388
A13 2 4844
E8 3 2893
S11 2 2845
S12 2 3169
S13 3 507
T2 1 2350
S14 2 2498
S1 1 1065
S15 1 1915
Ett genomsnitt av utnyttjandet av varje maskingrupp beräknades och presenteras i tabell 4.
Tabell 4. Utnyttjandegrad för varje maskingrupp.
MASKINGRUPP ANTAL
MASKINER
TOTALT
ANTAL
TIMMAR
TIMMAR
PER
MASKIN
UTNYTTJANDEGRAD
(8760H)
1 4 6899 1725 20%
2 11 41770 3797 43%
3 8 18731 2341 27%
Beläggningen för övriga processer förutom formning och extern efterbearbetning presenteras i
tabell 5.
Tabell 5. Beläggning övriga processer.
PROCESS BELAGD TID [H]
INTERN EFTERBEARBETNING 17280,41
PACKNING 2243,26
EFTERVULKNING FAST UGN 11790,38
EFTERVULKNING BANDUGN 2560,74
FRYSTRUMLING 1218,93
MOLLE 279,88
SMÖRJNING 263,38
BLÄSTRING/MÅLNING 1143,58
Page 18
13
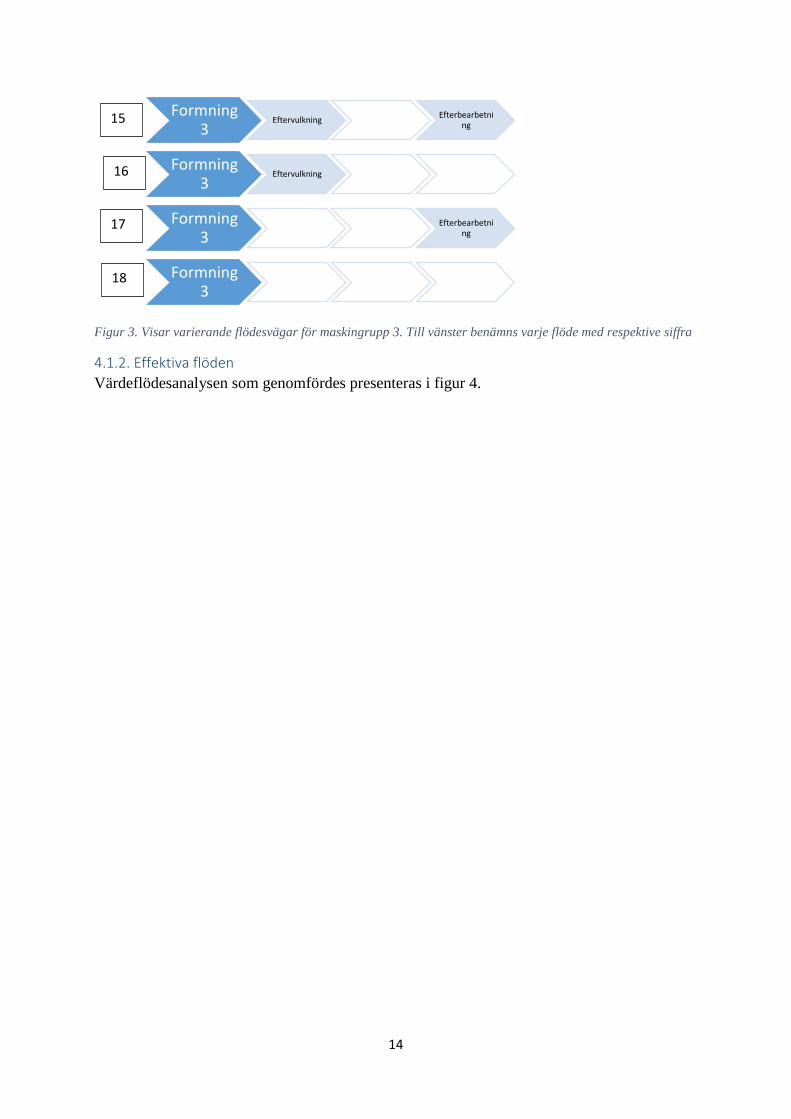
I produktionen på AnVa Polytech finns en mängd olika flödesvägar vilka presenteras i figur 1,
figur 2 samt figur 3. Varje flöde namngavs med en siffra som visas till vänster i figuren.
Figur 1. Visar varierande flödesvägar för maskingrupp 1. Till vänster benämns varje flöde med respektive siffra.
Figur 2. Visar olika flödesvägar för maskingrupp 2. Till vänster benämns varje flöde med respektive siffra
Formning 1
Eftervulkning FrystrumlingEfterbearbet
ning
Formning 1
Eftervulkning Frystrumling
Formning 1
EftervulkningEfterbearbet
ning
Formning 1
Eftervulkning
Formning 1
FrystrumlingEfterbearbet
ning
Formning 1
Frystrumling
Formning 1
Formning 2
Eftervulkning FrystrumlingEfterbearbet
ning
Formning 2
Eftervulkning Frystrumling
Formning 2
EftervulkningEfterbearbet
ning
Formning 2
Eftervulkning
Formning 2
FrystrumlingEfterbearbet
ning
Formning 2
Efterbearbetning
Formning 2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Page 19
14
Figur 3. Visar varierande flödesvägar för maskingrupp 3. Till vänster benämns varje flöde med respektive siffra
4.1.2. Effektiva flöden
Värdeflödesanalysen som genomfördes presenteras i figur 4.
Formning 3
EftervulkningEfterbearbetni
ng
Formning 3
Eftervulkning
Formning 3
Efterbearbetning
Formning 3
15
16
17
18
Page 20
15
Figur 4.Värdeflödesanalys över nuvarande läge.
Page 21
16
De slöserier som identifierades ur ett flödeseffektivt perspektiv listas nedan och tilldelas en
bokstav. Lösningsförslag till slöserierna presenteras i samband med figur 6.
A: Extern efterbearbetning. När en process sker utanför väggarna skapas en mängd olika
slöserier. Ett visst lager krävs, transport krävs, produkternas rörelse ökar samt väntan på
produkterna ökar. Dessutom blir produktionen allt annat än lättöverskådlig.
B: Höga lagervolymer. Uppenbart var att lagervolymerna inte var bestämda och
kontrollerades heller inte. Lager är inom lean ett slöseri och det förlänger ledtiden, döljer
kvalitetsavvikelser samt tar plats (Petersson et al. 2009).
C: Mycket rörelse. Tack vare att produktionens flödesprincip var funktionell verkstad
behövde produkterna förflyttas långa sträckor mellan processerna vilket visas i figur 5 som är
ett spagettidiagram över produkten som studerades i värdeflödesanalysen. Rörelse är ett
slöseri inom lean (Petersson et al. 2009) och bör därför minimeras.
D: Batchproduktion. Processerna Eftervulkning i fast ugn samt Frystrumling var processer
som krävde batchproduktion. Inom lean eftersträvas att komma så nära ett kontinuerligt flöde
som möjligt och därför bör ett enstycksflöde eftersträvas.
E: Tryckande system.
F: Ojämn skiftgång mellan processerna på AnVa Polytech skapar behov av lager.
Spagettidiagrammet som genomfördes för den analyserade artikeln i den nuvarande
fabrikslayouten presenteras i figur 5.
Page 22
17
Figur 5. Visar spagettidiagram över nuläge. Figuren följer samma produkt som värdeflödesanalysen.
Page 23
18
Noterbart i figur 5 är då produkten lämnar byggnaden till höger i bild. Vad som inte speglas i
figuren är att resan utanför väggarna, i den studerade produktens fall, leder till en annan lokal
på ett annat företag i Sunne. I andra artiklars fall kan resan bära ända till Litauen där AnVa
Polytech har en produktionsanläggning. Den rörelsen som produkterna genomgår utanför
AnVa Polytechs byggnader kan alltså bli många gånger längre än den som sker innanför
företagets väggar i Sunne. Anledningen till att produkter lämnar byggnaden är extern
efterbearbetning.
4.2. Skapande av framtida läge
4.2.1. Ökad produktion
I samråd med marknadschef Jan Bäckström och Business developer Claes Källqvist skapades
en prognos, för hur omsättningen troligtvis kommer att vara fördelad på maskingrupperna år
2020. Fördelningen presenteras i tabell 6.
Tabell 6. Uppskattad framtida fördelning av omsättning.
MASKINGRUPP ANDEL AV OMSÄTTNINGEN ÅR 2020
1 25%
2 50%
3 25%
Förändringen av hur fördelningen av omsättningen förändras år för år presenteras i tabell 7.
Den förutsattes förändras linjärt från dagsläget till det troliga värdet fem år senare.
Tabell 7. Framtida fördelning av omsättning.
MASKINGRUPP 1 2 3
ÅR Andel av omsättning Andel av omsättning Andel av omsättning
2015 9,2% 61,9% 28,9%
2016 12,36% 59,52% 28,12%
2017 15,52% 57,14% 27,34%
2018 18,68% 54,76% 26,56%
2019 21,84% 52,38% 25,78%
2020 25% 50% 25%
Tillsammans med handledare Claes Källqvist uppskattades att en prissänkning på 10% under
kommande fem år var trolig. En prissänkning innebär lägre omsättning per produkt vilket
medför ett behov av fler producerade detaljer då tillväxtmålet ska uppnås. I tabell 8
presenteras omsättningen, snittpris för produkter från varje maskingrupp samt
tillverkningsvolymen år för år.
Page 24
19
Tabell 8. Beräkning av framtida tillverkningsvolymer.
MASKIN-
GRUPP
1 2 3
ÅR
Om
sätt
nin
g
(mil
jon
er
SE
K)
Sn
ittp
ris
(SE
K)
Vo
lym
(Mil
jon
er
pro
du
kte
r)
Om
sätt
nin
g
(mil
jon
er
SE
K)
Sn
ittp
ris
(SE
K)
Vo
lym
(Mil
jon
er
pro
du
kte
r)
Om
sätt
nin
g
(mil
jon
er
SE
K)
Sn
ittp
ris
(SE
K)
Vo
lym
(Mil
jon
er
pro
du
kte
r)
2015 11,04 2,63 4,20 74,28 6,22 11,94 34,62 1,44 24,04
2016 16,32 2,578 6,33 78,57 6,094 12,89 37,12 1,41 26,33
2017 22,50 2,526 8,91 82,25 5,968 13,88 39,64 1,38 28,72
2018 29,89 2,474 12,08 87,62 5,842 15,00 42,50 1,35 31,48
2019 38,44 2,422 15,87 92,19 5,716 16,13 45,37 1,32 34,37
2020 48,25 2,37 20,36 96,5 5,59 17,26 48,25 1,29 37,40
Hur många formningsmaskiner som krävs år för år presenteras i tabell 9. Antalet maskiner
anges med decimaler eftersom det värdet påverkar andra parametrar och på så vis främjas mer
exakta slutresultat. Tabellen grundar sig på en linjärt stigande utnyttjandegrad från dagsläget
till 50%. Den framtida utnyttjandegraden bestämdes tillsammans med handledare Claes
Källqvist.
Tabell 9. Beräkning av framtida antal maskiner.
MASKIN-
GRUPP
1 2 3
ÅR
Utn
ytt
jande-
gra
d
Voly
m p
er
mas
kin
och
år
Anta
l
mas
kin
er
Utn
ytt
jand
e-
gra
d
Voly
m p
er
mas
kin
och
år
Anta
l
mas
kin
er
Utn
ytt
jand
e-
gra
d
Voly
m p
er
mas
kin
och
år
Anta
l
mas
kin
er
2015 20% 890587 4,7 43% 935711 12,8 27% 2313320 10,4
2016 26% 1157763 5,5 44,4% 966176 13,3 31,6% 2707441 9,7
2017 32% 1424940 6,3 45,8% 996641 13,9 36,2% 3101562 9,3
2018 38% 1629116 6,7 47,2% 1027106 14,6 40,8% 3495684 9,0
2019 44% 1959292 8,1 48,6% 1057571 15,3 45,4% 3889805 8,8
2020 50% 2226468 9,1 50% 1088036 15,9 50% 4283926 8,7
För avgörande av hur många eftervulkningsugnar av fast typ som skulle komma att krävas
studerades hur stor del av tillverkningsvolymen som genomgår processen. Resultatet
presenteras i tabell 10.
Tabell 10. Andel tillverkningsvolymer till eftervulkning.
MASKINGRUPP ANDEL AV TILLVERKNINGSVOLYMEN
1 55,9%
2 73,9%
3 15,7%
Page 25
20
Kapaciteten för eftervulkning fast ugn studerades med syfte att avgöra hur många enheter som
krävs. Resultatet presenteras i tabell 11.
Tabell 11. Eftervulkningens kapacitet.
TILLVERKNINGSVOLYM
(2015) [ST]
BELAGD TID (2015) [H] ANTAL PRODUKTER PER
TIMME
20689521 11790,38 1754,78
Hur många enheter av typen eftervulkning fast ugn som kommer att krävas presenteras i tabell
12.
Tabell 12. Beräknat behov av eftervulkningsugnar.
ÅR
GR
UP
P 1
TIL
LV
ER
KN
ING
S-
VO
LY
M
[MIL
JO
NE
R S
T]
GR
UP
P 2
TIL
LV
ER
KN
ING
S-
VO
LY
M
[MIL
JO
NE
R S
T]
GR
UP
P 3
TIL
LV
ER
KN
ING
S-
VO
LY
M
[MIL
JO
NE
R S
T]
TO
TA
L
TIL
LV
ER
KN
ING
S-
VO
LY
M
[MIL
JO
NE
R S
T]
BE
HÖ
VD
TID
[H
]
AN
TA
L U
GN
AR
2015 2,35 8,82 3,77 14,94 8513,89 1,54
2016 3,59 9,53 4,13 17,25 9830,89 1,78
2017 4,98 10,26 4,51 19,75 11254,97 2,04
2018 6,75 11,09 4,94 22,78 12981,68 2,35
2019 8,87 11,92 5,40 26,19 14924,95 2,70
2020 11,38 12,76 5,87 30,01 17101,86 3,10
För avgörande av hur många enheter av processen frystrumling som skulle komma att krävas
studerades hur stor del av tillverkningsvolymen från maskingrupperna som behandlas i
processen. Resultatet presenteras i tabell 13.
Tabell 13. Andel av tillverkningsvolym för frystrumling.
MASKINGRUPP ANDEL AV TILLVERKNINGSVOLYMEN
1 6,3%
2 30,9%
3 0%
Kapaciteten för en enhet av processen frystrumling presenteras i tabell 14.
Tabell 14. Frystrumlingens kapacitet.
TILLVERKNINGSVOLYM
(2015) [ST]
BELAGD TID (2015) [H] ANTAL PRODUKTER PER
TIMME
7452035 1218,93 3898,53
Antal enheter av processen frystrumling som kommer att behövas presenteras i tabell 15.
Page 26
21
Tabell 15. Beräknat behov av frystrumlare.
ÅR
GR
UP
P 1
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
GR
UP
P 2
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
GR
UP
P 3
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
TO
TA
L
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
BE
HÖ
VD
TID
[H
]
AN
TA
L E
NH
ET
ER
2015 265860 3689460 0 3955320 1014,57 0,2
2016 400689 3983010 0 4383699 1124,45 0,2
2017 564003 4288920 0 4852923 1244,81 0,2
2018 764664 4635000 0 5399664 1385,05 0,3
2019 1004571 4984170 0 5988741 1536,15 0,3
2020 1288788 5333340 0 6622128 1698,62 0,3
För avgörande av hur många enheter av processen blästring/målning som krävs studerades hur
stor del av varje maskingrupps produktion där den ingår. Resultatet presenteras i tabell 16.
Tabell 16. Andel av tillverkningsvolym för blästring/målning.
MASKINGRUPP ANDEL AV TILLVERKNINGSVOLYMEN
1 3,1%
2 8,5%
3 0%
Kapaciteten för blästring/målning presenteras i tabell 17.
Tabell 17. Blästringens/målningens kapacitet.
TILLVERKNINGSVOLYM
(2015) [ST]
BELAGD TID (2015) [H] ANTAL PRODUKTER PER
TIMME
1145100 1143,58 1001,33
Hur många enheter av processen blästring/målning presenteras i tabell 18.
Page 27
22
Tabell 18. Beräknat framtida behov av blästring/målning.
ÅR
GR
UP
P 1
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
GR
UP
P 2
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
GR
UP
P 3
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
TO
TA
L
TIL
LV
ER
KN
ING
S-
VO
LY
M [
ST
]
BE
HÖ
VD
TID
[H
]
AN
TA
L E
NH
ET
ER
2015 130200 1014900 0 1145100 1143,58 0,67
2016 196230 1095650 0 1291880 1290,16 0,75
2017 276210 1179800 0 1456010 1454,08 0,85
2018 374480 1275000 0 1649480 1647,29 0,96
2019 491970 1371050 0 1863020 1860,55 1,08
2020 631160 1467100 0 2098260 2095,47 1,22
Resultatet från tabell 18 visar att den dagtid som anläggning i dagsläget används kan vara för
lite och därför behöva göras om till tvåskift.
Processen Molle förekommer endast på en enda produkt. Hur stor del av tillverkningsvolymen
som behandlas i processen presenteras i tabell 19.
Tabell 19. Andel av tillverkningsvolym för processen Molle.
PROCESS ANDEL AV TILLVERKNINGSVOLYMEN
MOLLE 0,57%
Kapaciteten för processen Molle presenteras i tabell 20.
Tabell 20. Processen Molles kapacitet.
TILLVERKNINGSVOLYM
(2015) [ST]
BELAGD TID (2015) [H] ANTAL PRODUKTER PER
TIMME
68058 279,88 243,17
Hur många enheter av produkten Molle som skulle komma att krävas presenteras i tabell 21.
Tabell 21. Beräknat framtida behov av processen Molle.
ÅR TILLVERKNINGSVOLYM
[ST]
BEHÖVD TID [H] ANTAL
ENHETER
2015 68058 279,88 0,16
2016 73473 302,15 0,18
2017 79116 325,35 0,19
2018 85500 351,61 0,20
2019 91941 378,09 0,22
2020 98382 404,58 0,24
Likväl som att det tillkommer nya artiklar i produktion försvinner vissa. Eftersom processen
endast används på en enda produkt skulle ett försvinnande av just den innebära att processen
Page 28
23
Molle inte krävs över huvud taget. Förutsatt att ingen ny artikel tillkommer som kräver just
Molle.
Även processen smörjning förekommer endast för en produkt. Hur stor del av
tillverkningsvolymen som behandlas i processen presenteras i tabell 22.
Tabell 22. Andel av tillverkningsvolym för smörjning.
PROCESS ANDEL AV TILLVERKNINGSVOLYMEN
SMÖRJNING 0,57%
Kapaciteten för processen Smörjning presenteras i tabell 23.
Tabell 23. Smörjningens kapacitet.
TILLVERKNINGSVOLYM
(2015) [ST]
BELAGD TID (2015) [H] ANTAL PRODUKTER PER
TIMME
68058 263,38 258,40
Hur många enheter av processen Smörjning presenteras i tabell 24.
Tabell 24. Beräknat framtida behov av smörjning.
ÅR TILLVERKNINGSVOLYM
[ST]
BEHÖVD TID [H] ANTAL
ENHETER
2015 68058 263,38 0,15
2016 73473 284,34 0,17
2017 79116 306,18 0,18
2018 85500 330,88 0,19
2019 91941 355,81 0,21
2020 98382 380,74 0,22
På grund av att processen Extern efterbearbetning i examensarbetet har flyttats in till AnVa
Polytechs egna tillverkningslokaler, kan ingen beräkning genomföras för hur många enheter
eller anställda som krävs för arbetet i framtiden. Anledningen är att ingen dokumentation eller
bestämmelser för hur tidskrävande arbetet är finns.
De olika flödena i produktionen studerades utifrån hur många enheter av varje process som
krävdes. Resultatet presenteras i tabell 25. Processen frystrumling bortsågs ifrån eftersom det
totalt sett endast krävdes en enda enhet för hela produktionen. Likväl efterbearbetningen
exkluderades ur beräkningen då ingen uppskattning var möjlig för hur många anställda det
krävdes för arbetet.
Page 29
24
Tabell 25. Beräknat behov av formsprutningsmaskiner samt eftervulkningsugnar för varje flöde och år. F
LÖ
DE
AN
DE
L A
V
TIL
LV
ER
KN
ING
S-
VO
LY
ME
N
PR
OC
ES
S
ÅR
20
15
ÅR
20
16
ÅR
20
17
ÅR
20
18
ÅR
20
19
ÅR
20
20
FL
ÖD
ES
GR
UP
P
1 2,2% av
maskingrupp
1
F1
0,1
0,1
0,1
0,1
0,2
0,2
A
EV 0,01 0,01 0,01 0,02 0,02 0,03
2 2,1% av
maskingrupp
1
F1
0,1
0,1
0,1
0,1
0,2
0,2
A
EV 0,01 0,01 0,01 0,01 0,02 0,02
3 1,5% av
maskingrupp
1
F1
0,1
0,1
0,1
0,1
0,1
0,1
A
EV 0,003 0,01 0,01 0,01 0,01 0,02
4 50,1% av
maskingrupp
1
F1 2,4
2,8
3,2
3,4
4,1
4,6
B
EV 0,12 0,19 0,26 0,35 0,46 0,59
5 2,0 % av
maskingrupp
1
F1 0,1 0,1 0,1 0,1 0,2 0,2 A
6 0,03% av
maskingrupp
1
F1 0,001 0,002 0,002 0,002 0,002 0,003 A
7 42,0% av
maskingrupp
1
F1 2,0 2,3 2,6 2,8 3,4 3,8 C
8 23,4% av
maskingrupp
2
F2 3,0
3,1
3,3
3,4
3,6
3,7
D
EV 0,21 0,23 0,25 0,27 0,29 0,31
9 2,2% av
maskingrupp
2
F2 0,3
0,3
0,3
0,3
0,3
0,3
D
EV 0,02 0,02 0,02 0,03 0,03 0,03
10 11,3% av
maskingrupp
2
F2 1,4 1,5 1,6 1,6 1,7 1,8 E
EV 0,10 0,11 0,12 0,13 0,14 0,15
11 37,0% av
maskingrupp
2
F2 4,7 4,9 5,1 5,4 5,7 5,9 E
EV 0,34 0,36 0,39 0,42 0,45 0,49
12 5,3% av
maskingrupp
2
F2 0,7 0,7 0,7 0,8 0,8 0,8 D
13 17,7% av
maskingrupp
2
F2 2,3 2,4 2,5 2,6 2,7 2,8 E
Page 30
25
14 3,2% av
maskingrupp
2
F2 0,4 0,4 0,4 0,5 0,5 0,5 E
15 0,3% av
maskingrupp
3
F3 0,03 0,03 0,03 0,03 0,03 0,03 F
EV 0,001 0,001 0,001 0,002 0,002 0,002
16 15,4% av
maskingrupp
3
F3 1,6 1,5 1,4 1,4 1,4 1,3 F
EV 0,06 0,07 0,07 0,08 0,09 0,09
17 2,2% av
maskingrupp
3
F3 0,2 0,2 0,2 0,2 0,2 0,2 F
18 82,1% av
maskingrupp
3
F3 8,5 8,0 7,6 7,4 7,2 7,1 F
4.2.2. Effektiva flöden
Efter genomförandet av värdeflödesanalysen som skapades av dagsläget listades ett antal
olika problem. Föreslagna lösningar på problemen listas här nedan.
A: Omforma den externa efterbearbetningen till att vara intern. På så vis minskar behovet av
lager och transport, produkternas rörelse minskar drastiskt samt väntan minimeras. Genom att
omvandla processen från extern till intern blir processen dessutom mycket mer
lättöverskådlig.
B: Genom att införa supermarkets bestäms lagervolymerna till ett önskat värde. Det är
därefter omöjligt att lagernivåer stiger ovanför det bestämda värdet. Metoden kräver ingen
kontroll av lagervärdet eftersom det rent praktiskt inte går att lagra mer än önskat.
C: En förändring av flödesprincip från funktionell verkstad skulle minska produkternas
rörelse. Resultatet av analysen av flödesprincip genom figur 8 visar att flödesgrupper är den
mest lämpade flödesprincipen. Ett införande av flödesprincipen skulle minska rörelse på
grund av att processerna förflyttas närmare varandra.
D: Batchproduktion. Processerna Eftervulkning i fast ugn samt Frystrumling var processer
som krävde batchproduktion vilket uppenbarligen motverkar det enstycksflöde som
eftersträvas. Att ersätta processerna med ny teknik är dock ingenting som behandlas i arbetet
och idén försvinner på grund av det.
E: Införande av dragande system är önskvärt eftersom det främjar lean-principen JIT(Just In
Time) (Petersson et al. 2009).
F: Genom att ha samma skiftgång på processer minskas behovet av att ha mellanlager.
Formningsmaskinerna har ett behov av att producera dygnet runt och det är därför inte
aktuellt att anpassa deras skiftgång till övriga processer. Efterbearbetningens skiftgång skiljer
sig från formningen och ett alternativ vore istället att ändra den från dagtid till 3-skift. Den
förändringen skulle dock innebära ökade lönekostnader. Förändringen är värd att utmana med
syfte att uppnå ett så optimalt flöde som möjligt men är inte med i den nya
värdeflödesanalysen som presenteras i figur 7.
Page 31
26
Figur 6. PICK-chart diagram med lösningsförslag för bättre flödeseffektivitet.
Förslagen på förändringar som valdes att ta med var förslag A,B,C samt E vilka presenteras i
värdeflödesanalysen av det framtida önskade tillståndet i figur 7.
Page 32
27
Figur 7. Värdeflödesanalys över framtida önskat läge.
Page 33
28
Produktionens flödesprincip studerades och identifierades till funktionell verkstad. AnVa
Polytech producerade år 2015 ungefär 300 olika produktvarianter vilket enligt bilaga I innebär
att flödesgrupper är den bäst lämpade flödesprincipen. En bedömning gjordes att antalet
produktvarianter inte kommer att öka till 10000 under kommande fem år och därför ansågs
flödesgrupper även i framtiden vara den bäst lämpade flödesprincipen. Figur 8 visar att om
antal produktvarianter är likt det på AnVa Polytech är valet av flödesprincip oberoende av hur
stor produktionsvolymen är under ett år. Det innebär därför att den väntade ökade
produktionen inte skulle komma att förändra valet av flödesprincip. Det är givetvis
individuellt för varje produktionsanläggning vilken flödesprincip som är bäst lämpad men i
fallet AnVa Polytech är det god marginal till andra flödesprinciper vilket styrker valet.
Figur 8. Val av flödesprincip. Bild hämtad ur ”Strategi och produktionsutveckling”(Tangen et al. 2008)
Vid skapandet av fabrikslayouten var utgångspunkten att minska transporter, rörelse och lager
eftersom det är slöserierna som främst påverkas. Vid skapandet av layouten placerades
processerna ut på sådant vis att flödesgrupperna som skapats skulle främjas. Vid val av vilka
flödesgrupper som skulle placeras vart blev det första kravet att rymmas inom nuvarande
byggnad. Följande önskemål var att optimera ur synpunkterna transport och rörelse eftersom
det är slöserierna som påverkas av layouten. Layouten för år 2020 presenteras i figur 9 medan
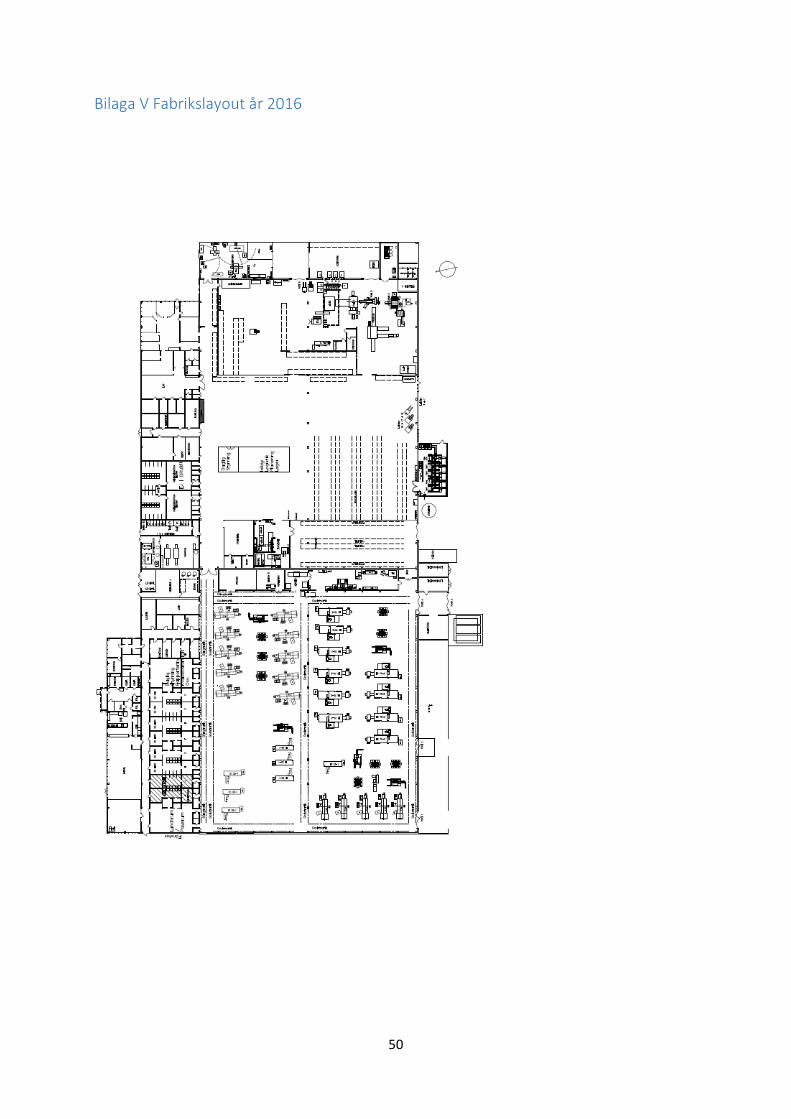
år 2016-2019 presenteras i bilaga II, bilaga III, bilaga IV samt bilaga V. En första layout
skapades där färdigvarulagret behölls där det var när arbetet utfördes. Det innebar att alla
flödesgrupper inte rymdes i den halvan av fabriken där lagret var. Alltså fick vissa
flödesgrupper placeras i den andra fabrikshalvan. Efter rådgörande med handledare Claes
Källqvist stod det dock klart att idén kunde innebära problem. Takhöjden i den halva av
fabriken där blandning befann sig var lägre än i den andra. Den standardisering som är
nödvändig med anledning att nå den önskade utnyttjandegraden kräver bland annat utrustning
som är skrymmande. Därför var det inte lämpligt att placera maskinerna på det viset som först
var tänkt. Inte heller några andra av önskemålen stämde väl överens med den första layouten.
Under arbetets genomförande pågick ett aktivt arbete med syfte att placera alla
formningsmaskiner tillsammans med anledning att på andra platser i fabriken kunna minska
Page 34
29
kostnader som exempelvis belysning och värme. Ett annat önskemål var att placera
färdigvarulagret i den andra lokalen och därmed få den närmare blandningen. Det med
anledning av att avdelningarna delar många aktiviteter. En andra layout skapades sedermera
där färdigvarulagret förflyttades till samma fabrikshalva som blandningen. Det innebar att alla
flödesgrupper rymdes i den andra fabrikshalvan. Det är den layout som presenteras i figur 9.
Page 35
30
Figur 9. Önskad fabrikslayout år 2020.
Page 36
31
Att placera samtliga flödesgrupper i samma lokal och färdigvarulagret tillsammans med
blandningen innebar att slöseriet rörelse ökade. Konsekvensen var dock nödvändig på grund
av tidigare nämnda krav och önskemål från företagets sida. Spagettidiagrammet för det
framtida önskade läget presenteras i figur 10.
Page 37
32
Figur 10. Spagettidiagram för den undersökta produkten i en framtida fabrikslayout.
Page 38
33
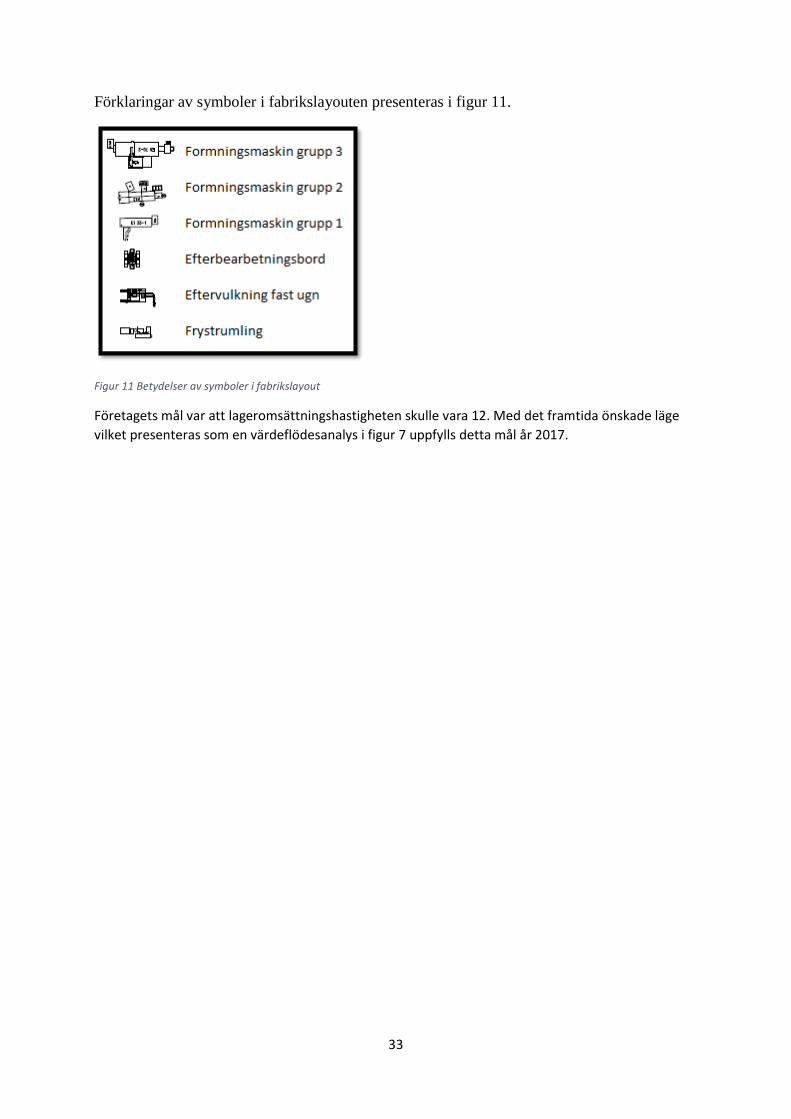
Förklaringar av symboler i fabrikslayouten presenteras i figur 11.
Figur 11 Betydelser av symboler i fabrikslayout
Företagets mål var att lageromsättningshastigheten skulle vara 12. Med det framtida önskade läge
vilket presenteras som en värdeflödesanalys i figur 7 uppfylls detta mål år 2017.
Page 39
34
5. Diskussion
5.1. Kartläggning av nuläge
5.1.1. Ökad produktion
Om AnVa Polytech skulle mäta TAK-värde för samtliga eller åtminstone majoriteten av
formningsmaskinerna skulle framtida nödvändiga förändringar enklare kunna identifieras.
Tack vare tidigare nämnda metod då den resterande tiden efter avdrag för TAK-värdet kan
beläggas i lämplig grad. Hade TAK-värden funnits dokumenterade så hade en analys kunnat
genomföras hur värdet kunnat öka. Därigenom hade resultatet av arbetet kunnat inkludera
åtgärder faktorerna i TAK-värdet.
I examensarbetet har en modell av produktionen skapats där maskiner delats in i grupper och
fördelningen av produktionen över grupperna har analyserats. Vissa maskiner tilldelades
ingen grupp trots att artiklar producerades där under år 2015, som informationen är hämtad
från. Produkterna kommer i framtiden att produceras i någon av maskingrupperna trots
exkludering i den modell som skapats. Den uteblivna indelningen kan ha påverkat
fördelningen av tillverkningsvolymen mellan grupperna.
En av nio formningsmaskiner i maskingrupp 3 saknade dokumenterad beläggning och ingick
därför inte i beräkningen av maskingruppens genomsnittliga kapacitet. Det har troligtvis
påverkat resultatet av kapaciteten för maskingrupp 3.
5.1.2.Effektiva flöden
Endast en värdeflödesanalys av produktionen genomfördes trots att det rekommenderas att
genomföra en per produktfamilj (Petersson et al. 2009). Förslagen på lösningar som lades
fram kan dock anses väldigt grundläggande vid arbetet att främja flödeseffektivitet.
Lösningarna anses därför i allmänhet enkla att applicera på många produkter.
5.2. Skapande av framtida läge
5.2.1. Ökad produktion
I arbetet antas utnyttjandegraden stiga från nuvarande till 50% år 2020. En ökad
utnyttjandegrad är däremot ingenting som sker av sig självt utan kräver aktivt arbete.
Framförallt är en standardisering av maskinparken en nyckel till att uppnå ökad
utnyttjandegrad. Vid arbetets genomförande fanns en mängd olika typer av
formningsmaskiner i maskinparken. Många produkter var specificerade till en eller ett fåtal
specifika maskiner. Genom en total standardisering av maskinparken skulle exempelvis ett
formningsverktyg kunna användas i vilken maskin som helst. Formningsmaskinerna skulle då
kunna utnyttjas på ett mycket effektivare vis och utnyttjandegraden skulle stiga.
Den ökade utnyttjandegraden som förutspåddes tillsammans med marknadschef Jan
Bäckström och handledare på företaget Claes Källqvist förutsattes öka linjärt. Många faktorer
kan påverka ökningen av utnyttjandegrad som kan resultera i att den förändras olika mycket
olika år. Att förutspå sådana förändringar ansågs dock omöjligt.
Produkternas pris förutspåddes sjunka med 10% under kommande fem år. Förändringen
antogs vara linjärt sjunkande. Likt utnyttjandegraden ansågs ett förutseende av hastiga
förändringar vara omöjlig.
Jan Bäckström underströk noga att framtida efterfrågan är väldigt svårt att förutspå men att en
framtida fördelning tros se ut enligt tabell 6. Det går givetvis inte att se in i framtiden men
Page 40
35
troligtvis finns det ingen som kan ställa en mer trovärdig prognos om ett företags framtida
marknad än dess marknadschef. Prognosen ansågs därför vara så nära ett svar som möjligt på
hur framtiden kommer att te sig.
5.2.2. Effektiva flöden
Beslutet att göra extern efterbearbetning intern kan innebära att lönekostnaderna ökar
eftersom det råder delade meningar på företaget om samma personer kan utföra arbetet när det
sker innanför väggarna. Beslutet kan därför till en början få negativa ekonomiska
konsekvenser.
Att placera lagret vid blandningen ger egentligen upphov till ett slöseri i form av rörelse för
produkter. Att föredra hade varit att behålla lagret vid samma position som tidigare och på så
vis minska rörelsen. Den först önskade placeringen var dock en omöjlighet på grund av
takhöjden i den ena lokalen. Att placera lagret vid blandningen medförde däremot att allt
logistiskrelaterat hamnade närmare varandra. Det i kombination med att logistik-personalen
förflyttades till samma ställe innebär däremot reducering av ett slöseri i form av personal i
rörelse. Berörda anställda behöver nämligen inte röra sig lika långa sträckor när
kommunikation önskas ske med varandra. Den slutliga placeringen av färdigvarulagret låg
dessutom i linje med andra önskemål från företagets sida.
Vid skapandet av layouten användes samma symbol för varje maskin inom en maskingrupp
trots att samtliga maskingrupper bestod av ett flertal olika modeller. Generaliseringen kan
påverka hur väl flödesgrupperna ryms då storleken på olika sorters maskiner kan skilja sig
från varandra.
Page 41
36
6. Slutsatser Trots vissa brister i metoden med syfte att undersöka framtida behov av utrustning har en bild
skapats om hur framtiden tros utspela sig. Det scenario som presenteras i examensarbetet
anses vara så nära verkligheten det gick att komma. Trots att den först tilltänkta metoden inte
var möjlig användes det som ansågs spegla verkligheten bäst. Ibland går inte allt som planerat
och situationen måste därför lösas vilket i detta fall gjordes genom användning av en annan
metod.
I examensarbetet baseras mycket på prognoser vilket inte är det samma som verkligheten.
Prognoserna har däremot ställts av de som troligtvis vet bäst hur företagets framtid ser ut.
Prognoserna är en stor felkälla men dessvärre ett ständigt problem som är omöjligt att undvika
när det gäller att avgöra framtida skeenden.
Förändringarna som prognosticerades gällde över fem följande år. Förändringarna förutsattes
därför att ske linjärt. Oförutsedda händelser kan ske vilket kan medföra att den verkliga
förändringen inte är helt linjär. Det ansågs inte finnas kunskap att förutse plötsliga kraftiga
förändringar. Därför ansågs en linjär förändring vara det bästa möjliga antagandet.
Att omvandla extern efterbearbetning till intern kan på kort sikt få negativa ekonomiska
konsekvenser. AnVa Polytech hävdar sig dock arbeta efter lean och flödeseffektivitet vilket
gör att beslutet ligger i linje med företagets strategi. Eftersom arbete efter flödeseffektivitet
istället för resurseffektivitet gör att företaget tillslut når det ideala tillståndet då båda delarna
uppfylls (Modig & Åhlström 2012).
Trots att endast en värdeflödesanalys genomfördes skulle resultatet av åtgärderna innebära
stora förbättringar ur avseendet flödeseffektivitet. Att genomföra fler värdeflödesanalyser
skulle troligtvis innebära ännu fler förslag till förbättringar. Resultatet av den som genomförts
anses dock vara stora förändringar som är en bra start för AnVa Polytech i sitt arbete att bli
flödeseffektivt och därmed ta ytterligare kliv i sitt leanarbete. Genomförande av fler
värdeflödesanalyser borde därför vara lämpligt att genomföra då förändringarna från den i
detta examensarbete är verkställda.
Färdigvarulagrets placering diskuterades med anställda på företaget. Resultatet var från början
inte önskat ur ett flödeseffektivt perspektiv. Däremot framgick i samtal med erfarna anställda
andra fördelar med dess slutliga placering. Som så ofta fanns inget tydligt rätt eller fel och
istället fick teorier tillämpas för fattande av beslut.
Samma symbol har använts för samtliga maskiner i fabrikslayouten. Generaliseringen kan
orsaka vissa skillnader mellan layouten och verkligheten i behov av utrymme. Det råder
däremot inte platsbrist i den skapade fabrikslayouten och bör därför inte innebära problem.
Layouten ger trots sina felkällor en bra bild över resultatet av arbetet över hur produktionen
bör utformas.
Vid en återkoppling till examensarbetets mål som var att skapa effektiva flöden så att
nuvarande byggnad kan nyttjas till tillväxtmålet, kan slutsatsen dras att effektivare flöden har
skapats och enligt figur 9 kan nuvarande byggnad nyttjas.
Page 42
37
7. Tackord Jag vill tacka AnVa Polytech AB för att ha givit mig möjligheten att genomföra ett intressant
och spännande examensarbete på företaget. Alla medarbetare har varit väldigt välkomnande
och bidragit med både hjälp när det behövts samt socialt sällskap.
Ett extra stort tack till min handledare på företaget Claes Källqvist, för att ha varit starkt
drivande i arbetet och bidragit med såväl givande diskussioner som stor kunskap inom
området.
Även ett mycket stort tack till handledare vid Karlstads Universitet, Göran Karlsson som
förutom kunskap och erfarenhet även bidragit med mycket uppskattad stöttning samt
motivation under tuffare perioder.
Page 43
38
Referenser Modig, N., Åhlström, P. (2012). Detta är lean. 2.Uppl. Halmstad: Bulls Graphics AB
Olhager, J. (2013). Produktionsekonomi. 2.Uppl. Lund: Studentliteratur AB
Peterson, P., Johansson, O., Broman, M., Blücher, D. & Alsterman, H. (2009). Lean gör
avvikelser till framgång. 2. Uppl. Malmö: Exakta
Tangen, S., Von Axelson, J., Dencker, K. & Gröndahl, P. (2008). Strategi och
produktionsutveckling. 1. Uppl. Stockholm: KTH Industriell produktion
Anhede & Hillberg. (2007). Ny verktygslåda för Lean – för snabbt och flexibelt flöde. 1.Uppl.
Revere AB
Page 45
40
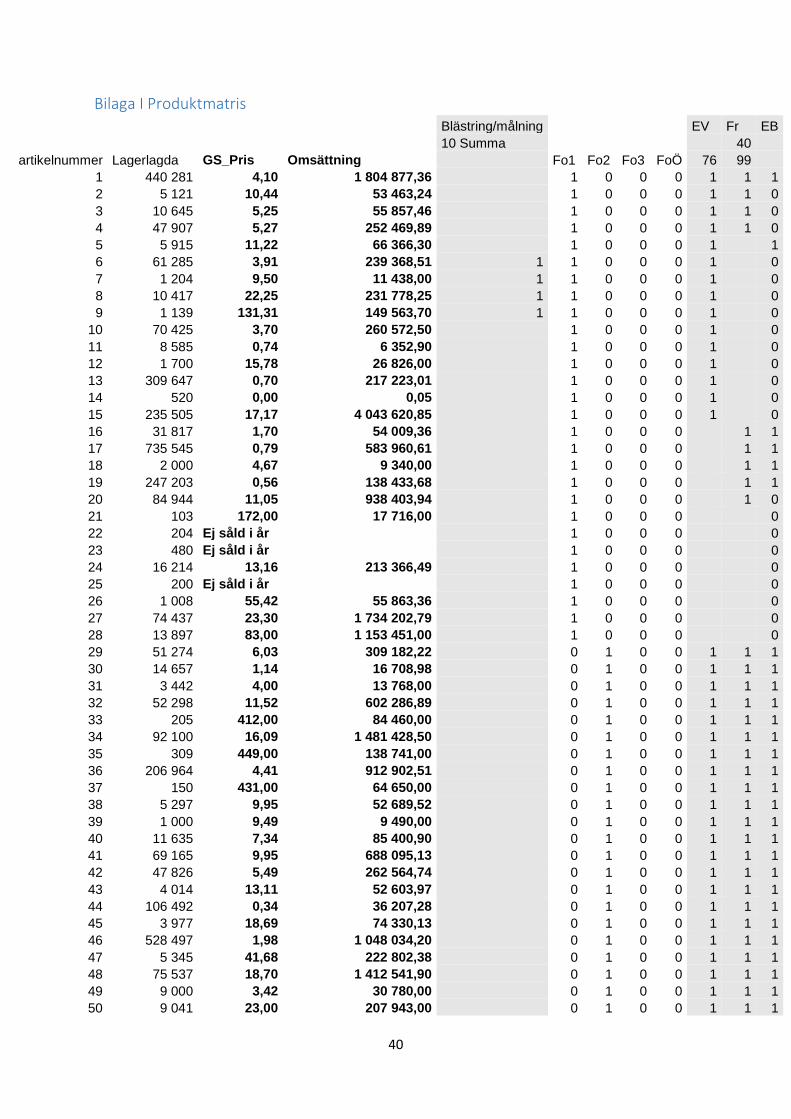
Bilaga I Produktmatris Blästring/målning EV Fr EB
10 Summa 40
artikelnummer Lagerlagda GS_Pris Omsättning Fo1 Fo2 Fo3 FoÖ 76 99
1 440 281 4,10 1 804 877,36 1 0 0 0 1 1 1
2 5 121 10,44 53 463,24 1 0 0 0 1 1 0
3 10 645 5,25 55 857,46 1 0 0 0 1 1 0
4 47 907 5,27 252 469,89 1 0 0 0 1 1 0
5 5 915 11,22 66 366,30 1 0 0 0 1 1
6 61 285 3,91 239 368,51 1 1 0 0 0 1 0
7 1 204 9,50 11 438,00 1 1 0 0 0 1 0
8 10 417 22,25 231 778,25 1 1 0 0 0 1 0
9 1 139 131,31 149 563,70 1 1 0 0 0 1 0
10 70 425 3,70 260 572,50 1 0 0 0 1 0
11 8 585 0,74 6 352,90 1 0 0 0 1 0
12 1 700 15,78 26 826,00 1 0 0 0 1 0
13 309 647 0,70 217 223,01 1 0 0 0 1 0
14 520 0,00 0,05 1 0 0 0 1 0
15 235 505 17,17 4 043 620,85 1 0 0 0 1 0
16 31 817 1,70 54 009,36 1 0 0 0 1 1
17 735 545 0,79 583 960,61 1 0 0 0 1 1
18 2 000 4,67 9 340,00 1 0 0 0 1 1
19 247 203 0,56 138 433,68 1 0 0 0 1 1
20 84 944 11,05 938 403,94 1 0 0 0 1 0
21 103 172,00 17 716,00 1 0 0 0 0
22 204 Ej såld i år 1 0 0 0 0
23 480 Ej såld i år 1 0 0 0 0
24 16 214 13,16 213 366,49 1 0 0 0 0
25 200 Ej såld i år 1 0 0 0 0
26 1 008 55,42 55 863,36 1 0 0 0 0
27 74 437 23,30 1 734 202,79 1 0 0 0 0
28 13 897 83,00 1 153 451,00 1 0 0 0 0
29 51 274 6,03 309 182,22 0 1 0 0 1 1 1
30 14 657 1,14 16 708,98 0 1 0 0 1 1 1
31 3 442 4,00 13 768,00 0 1 0 0 1 1 1
32 52 298 11,52 602 286,89 0 1 0 0 1 1 1
33 205 412,00 84 460,00 0 1 0 0 1 1 1
34 92 100 16,09 1 481 428,50 0 1 0 0 1 1 1
35 309 449,00 138 741,00 0 1 0 0 1 1 1
36 206 964 4,41 912 902,51 0 1 0 0 1 1 1
37 150 431,00 64 650,00 0 1 0 0 1 1 1
38 5 297 9,95 52 689,52 0 1 0 0 1 1 1
39 1 000 9,49 9 490,00 0 1 0 0 1 1 1
40 11 635 7,34 85 400,90 0 1 0 0 1 1 1
41 69 165 9,95 688 095,13 0 1 0 0 1 1 1
42 47 826 5,49 262 564,74 0 1 0 0 1 1 1
43 4 014 13,11 52 603,97 0 1 0 0 1 1 1
44 106 492 0,34 36 207,28 0 1 0 0 1 1 1
45 3 977 18,69 74 330,13 0 1 0 0 1 1 1
46 528 497 1,98 1 048 034,20 0 1 0 0 1 1 1
47 5 345 41,68 222 802,38 0 1 0 0 1 1 1
48 75 537 18,70 1 412 541,90 0 1 0 0 1 1 1
49 9 000 3,42 30 780,00 0 1 0 0 1 1 1
50 9 041 23,00 207 943,00 0 1 0 0 1 1 1
Page 46
41
51 13 951 4,01 55 943,51 0 1 0 0 1 1 1
52 95 487 27,31 2 607 917,24 0 1 0 0 1 1 1
53 50 795 1,20 61 109,34 0 1 0 0 1 1 1
54 52 050 17,08 889 014,00 0 1 0 0 1 1 1
55 78 866 6,68 526 824,88 1 0 1 0 0 1 1 0
56 4 066 32,56 132 388,96 0 1 0 0 1 1 0
57 19 350 1,52 29 412,00 0 1 0 0 1 1 0
58 4 062 62,30 253 062,60 0 1 0 0 1 1 0
59 9 077 3,30 29 908,72 0 1 0 0 1 1 0
60 35 888 0,82 29 428,16 1 0 1 0 0 1 1
61 132 056 1,51 199 248,89 1 0 1 0 0 1 1
62 61 985 0,69 42 769,65 0 1 0 0 1 1
63 125 879 3,38 425 746,01 0 1 0 0 1 1
64 1 354 31,34 42 434,36 0 1 0 0 1 1
65 40 481,00 19 240,00 0 1 0 0 1 1
66 10 859 14,67 159 301,53 0 1 0 0 1 1
67 300 Ej såld i år 0 1 0 0 1 1
68 8 152 14,11 115 024,72 0 1 0 0 1 1
69 0 Ej såld i år 0 1 0 0 1 1
70 68 163 14,88 1 014 265,44 0 1 0 0 1 1
71 18 270 15,65 285 925,50 0 1 0 0 1 1
72 69 800 5,83 406 934,00 0 1 0 0 1 1
73 7 661 6,60 50 539,53 0 1 0 0 1 1
74 190 524 11,97 2 280 572,28 0 1 0 0 1 1
75 8 355 2,55 21 305,25 0 1 0 0 1 1
76 3 000 3,38 10 140,00 0 1 0 0 1 1
77 157 574 23,35 3 679 352,90 0 1 0 0 1 1
78 23 464 19,03 446 519,92 0 1 0 0 1 1
79 516 30,18 15 572,88 0 1 0 0 1 1
80 2 292 9,24 21 166,94 1 0 1 0 0 1 0
81 30 979 1,06 32 938,21 1 0 1 0 0 1 0
82 236 495 0,73 172 641,35 1 0 1 0 0 1 0
83 431 415 0,42 181 194,30 1 0 1 0 0 1 0
84 222 307 1,75 389 037,25 1 0 1 0 0 1 0
85 27 970 0,64 17 900,80 0 1 0 0 1 0
86 223 758 1,14 254 814,11 0 1 0 0 1 0
87 241 206 0,43 102 693,48 0 1 0 0 1 0
88 234 204 1,03 240 904,13 0 1 0 0 1 0
89 178 54,68 9 733,04 0 1 0 0 1 0
90 60 079 1,11 66 687,69 0 1 0 0 1 0
91 135 515 9,62 1 303 654,30 0 1 0 0 1 0
92 41 551 3,10 128 808,10 0 1 0 0 1 0
93 29 119 6,14 178 790,66 0 1 0 0 1 0
94 99 447,00 44 253,00 0 1 0 0 1 0
95 71 965 6,14 441 865,10 0 1 0 0 1 0
96 100 418,00 41 800,00 0 1 0 0 1 0
97 55 429,00 23 595,00 0 1 0 0 1 0
98 102 417,00 42 534,00 0 1 0 0 1 0
99 20 175,00 3 500,00 0 1 0 0 1 0
100 49 416,00 20 384,00 0 1 0 0 1 0
101 2 683 4,34 11 644,22 0 1 0 0 1 0
102 43 225 19,95 862 429,51 0 1 0 0 1 0
103 55 410,00 22 550,00 0 1 0 0 1 0
104 71 163 3,69 262 591,47 0 1 0 0 1 0
Page 47
42
105 9 704 16,57 160 795,28 0 1 0 0 1 0
106 0 Ej såld i år 0 1 0 0 1 0
107 15 086 59,57 898 673,02 0 1 0 0 1 0
108 124 500 0,49 61 005,00 0 1 0 0 1 1
109 11 968 23,81 284 958,08 0 1 0 0 1 1
110 9 430 5,30 49 979,00 0 1 0 0 1 1
111 329 313 21,78 7 172 536,95 0 1 0 0 1 1
112 410 000 0,46 187 281,28 0 1 0 0 1 1
113 4 098 7,91 32 415,18 0 1 0 0 1 1
114 677 600 0,80 544 317,05 0 1 0 0 1 1
115 1 400 Ej såld i år 0 1 0 0 1 1
116 216 000 0,56 121 564,80 0 1 0 0 1 1
117 70 175,00 12 250,00 0 1 0 0 1 1
118 4 480 2,71 12 140,80 1 0 1 0 0 1
119 1 820 000 0,63 1 145 394,14 0 1 0 0 1
120 111 736 0,92 102 797,12 0 1 0 0 1
121 4 143 000 0,45 1 874 814,93 0 1 0 0 1
122 24 993 7,47 186 641,11 0 1 0 0 1
123 185 322,00 59 570,00 0 1 0 0 1
124 140 696 3,13 440 010,83 0 1 0 0 1
125 300 36,80 11 040,00 0 1 0 0 1
126 15 652 11,65 182 291,15 0 1 0 0 1
127 661 800 0,96 632 502,09 0 1 0 0 1
128 12 403 60,13 745 803,87 0 1 0 0 1
129 760 4,60 3 496,00 0 1 0 0 1
130 22 855 5,29 120 902,95 0 1 0 0 1
131 2 056 5,48 11 273,73 0 1 0 0 1
132 8 658 6,12 52 986,96 0 1 0 0 1
133 1 669 12,70 21 196,30 0 1 0 0 1
134 172 194 17,30 2 978 291,02 0 1 0 0 1
135 425 46,07 19 581,64 0 1 0 0 1
136 24 224 2,88 69 857,79 0 1 0 0 1
137 59 564 10,48 624 230,72 0 1 0 0 1
138 15 489 2,64 40 890,96 0 1 0 0 1
139 8 957 31,55 282 593,35 1 0 1 0 0 0
140 44 992,00 43 648,00 0 1 0 0 0
141 6 211 91,00 565 201,00 0 1 0 0 0
142 30 1 138,00 34 140,00 0 1 0 0 0
143 2 400 14,45 34 680,00 0 1 0 0 0
144 900 15,00 13 500,00 0 1 0 0 0
145 50 950 21,34 1 087 273,00 0 1 0 0 0
146 115 000 6,71 771 762,44 0 1 0 0 0
147 406 35,10 14 250,60 0 1 0 0 0
148 3 500 19,89 69 620,00 0 1 0 0 0
149 40 249,00 9 960,00 0 1 0 0 0
150 1 600 9,25 14 800,03 0 1 0 0 0
151 153 688 0,73 112 545,72 0 0 1 0 1 1
152 5 280 2,23 11 762,57 0 0 1 0 1 1
153 1 000 22,83 22 832,26 0 0 1 0 1 0
154 2 943 7,93 23 337,99 0 0 1 0 1 0
155 7 806 32,89 256 739,34 0 0 1 0 1 0
156 0 Ej såld i år 0 0 1 0 1 0
157 87 120 4,21 366 501,28 0 0 1 0 1 0
158 0 Ej såld i år 0 0 1 0 1 0
Page 48
43
159 5 705 3,58 20 425,84 0 0 1 0 1 0
160 11 137 9,18 102 237,66 0 0 1 0 1 0
161 8 921 4,42 39 391,72 0 0 1 0 1 0
162 606 26,78 16 228,68 0 0 1 0 1 0
163 24 168 8,42 203 494,56 0 0 1 0 1 0
164 7 404 43,52 322 222,82 0 0 1 0 1 0
165 1 309 000 0,35 460 794,82 0 0 1 0 1 0
166 15 650,00 9 750,00 0 0 1 0 1 0
167 25 200 20,90 526 761,05 0 0 1 0 1 0
168 99 500 4,42 439 790,00 0 0 1 0 1 0
169 176 733 3,92 692 793,36 0 0 1 0 1 0
170 2 714 4,12 11 181,68 0 0 1 0 1 0
171 8 659 1,38 11 949,42 0 0 1 0 1 0
172 504 000 0,50 250 578,19 0 0 1 0 1 0
173 4 480 38,56 172 728,50 0 0 1 0 1 0
174 429 600 0,82 352 590,41 0 0 1 0 1 0
175 6 703 7,25 48 596,75 0 0 1 0 1 0
176 3 009 18,69 56 238,21 0 0 1 0 1 0
177 447 600 0,83 371 988,80 0 0 1 0 1 0
178 6 539 4,00 26 130,10 0 0 1 0 1 0
179 2 400 7,90 18 953,69 0 0 1 0 1 0
180 319 053 5,72 1 826 012,36 0 0 1 0 1 0
181 694 000 0,64 447 612,65 0 0 1 0 1 1
182 2 904 115,00 333 960,00 0 0 1 0 1 1
183 117 089 1,09 127 627,01 0 0 1 0 1
184 53 658 6,00 321 948,00 0 0 1 0 1
185 3 052 22,61 68 994,11 0 0 1 0 1
186 2 328 4,64 10 801,92 0 0 1 0 1
187 40 269,00 10 760,00 0 0 1 0 0
188 50 185,00 9 250,00 0 0 1 0 0
189 70 618 1,17 82 623,06 0 0 1 0 0
190 0 Ej såld i år 0 0 1 0 0
191 8 320 Ej såld i år 0 0 1 0 0
192 22 110 3,82 84 460,20 0 0 1 0 0
193 352 200 Ej såld i år 0 0 1 0 0
194 170 Ej såld i år 0 0 1 0 0
195 1 200 12,13 14 551,86 0 0 1 0 0
196 824 Ej såld i år 0 0 1 0 0
197 150 129 1,95 292 751,55 0 0 1 0 0
198 400 17,00 6 800,00 0 0 1 0 0
199 55 086 1,88 103 561,68 0 0 1 0 0
200 16 Ej såld i år 0 0 1 0 0
201 95 453 32,74 3 124 662,29 0 0 1 0 0
202 388 32,00 12 416,00 0 0 1 0 0
203 50 91,59 4 579,50 0 0 1 0 0
204 1 335 12,64 16 874,40 0 0 1 0 0
205 59 150 0,87 51 269,85 0 0 1 0 0
206 50 180,00 9 000,00 0 0 1 0 0
207 46 723 0,85 39 560,09 0 0 1 0 0
208 770 915 1,11 858 605,94 0 0 1 0 0
209 239 436 4,42 1 059 042,38 0 0 1 0 0
210 309 800 6,09 1 887 174,07 0 0 1 0 0
211 100 11,32 1 132,00 0 0 1 0 0
212 60 245,00 14 700,00 0 0 1 0 0
Page 49
44
213 35 400 11,41 403 897,34 0 0 1 0 0
214 0 59,29 0,00 0 0 1 0 0
215 5 540 15,72 87 088,80 0 0 1 0 0
216 50 974,00 48 700,00 0 0 1 0 0
217 90 900 20,73 1 884 153,06 0 0 1 0 0
218 24 1 012,00 24 288,00 0 0 1 0 0
219 1 000 Ej såld i år 0 0 1 0 0
220 100 1 123,00 112 300,00 0 0 1 0 0
221 11 764 1,85 21 763,40 0 0 1 0 0
222 19 305 3,51 67 760,55 0 0 1 0 0
223 12 570 25,68 322 812,70 1 0 0 0 1 1 1 1
224 4 463 20,95 93 499,85 1 0 0 0 1 1 1 1
225 54 409 6,04 328 729,67 1 0 0 0 1 1 1 1
226 148 89,50 13 246,00 0 0 0 1 1 1 1
227 57 025 6,04 344 603,19 1 0 0 0 1 1 1 0
228 5 747 4,00 22 988,52 1 0 0 0 1 1 1
229 9 963 19,03 189 595,89 1 0 0 0 1 1 1
230 12 105 0,76 9 199,80 0 0 0 1 1 1
231 5 511 7,46 41 112,06 0 0 0 1 1 1
232 57 600 18,33 1 055 536,45 0 0 0 1 1 1
233 156 924 2,15 338 004,49 0 0 0 1 1 1
234 7 994 3,54 28 298,76 0 0 0 1 1 1
235 6 974 7,50 52 305,00 0 0 0 1 1 1
236 490 568 1,74 853 588,32 1 0 0 0 1 1 0
237 62 575 6,68 418 077,85 0 0 0 1 1 0
238 60 410 1,29 77 678,60 0 0 0 1 1 0
239 1 624 7,83 12 721,60 0 0 0 1 1 0
240 98 939 3,06 302 753,34 0 0 0 1 1 0
241 11 420 36,47 416 489,85 0 0 0 1 1 0
242 300 478 Ej såld i år 0 0 0 1 1 0
243 1 195 200 1,10 1 308 969,61 0 0 0 1 1 0
244 612 149 0,49 302 589,27 0 0 0 1 1 0
245 3 143 700 0,49 1 544 042,50 0 0 0 1 1 0
246 123 124 3,98 490 297,36 0 0 0 1 1 0
247 90 624 2,08 188 724,48 0 0 0 1 1 0
248 17 Ej såld i år 0 0 0 1 1 0
249 56 869 Ej såld i år 0 0 0 1 1 0
250 126 313,00 39 438,00 0 0 0 1 1 0
251 887 776 0,69 609 716,18 0 0 0 1 1 0
252 5 165 303,00 1 564 995,00 0 0 0 1 1 0
253 1 832 5,63 10 314,16 0 0 0 1 1 0
254 1 016 11,36 11 543,39 0 0 0 1 1 0
255 106 200 0,90 95 727,86 0 0 0 1 1 0
256 139 461 7,13 993 915,01 0 0 0 1 1 0
257 1 445 500 0,45 654 680,15 0 0 0 1 1 0
258 34 086 22,87 779 407,90 0 0 0 1 1 0
259 1 876 500 0,55 1 038 402,17 0 0 0 1 1 0
260 307 30,91 9 489,37 0 0 0 1 1 0
261 1 195 66,91 79 952,83 1 0 0 0 1 1 1
262 583 49,75 29 004,25 0 0 0 1 1 1
263 76 782 9,08 697 180,56 1 0 0 0 1 1 0
264 289 071 1,76 508 764,96 1 0 0 0 1 1 0
265 1 104 634 0,58 636 954,44 1 0 0 0 1 1 0
266 19 264 2,76 53 168,64 1 0 0 0 1 1 0
Page 50
45
267 7 616 8,98 68 391,68 1 0 0 0 1 1 0
268 111 600 1,72 191 952,00 1 0 0 0 1 1 0
269 78 582 17,84 1 401 902,88 1 0 0 0 1 1
270 134 116 4,07 545 852,12 1 0 0 0 1 1
271 14 999 5,05 75 686,20 1 0 0 0 1 1
272 100 Ej såld i år 1 0 0 0 1 1
273 13 357 2,83 37 763,87 1 0 0 0 1 1
274 16 640 3,33 55 411,20 1 0 0 0 1 1
275 35 900 1,48 53 008,30 1 0 0 0 1 1
276 125 949 4,55 573 067,95 1 0 0 0 1 1
277 30 450 1,95 59 377,50 1 0 0 0 1 1
278 220 394 1,17 257 860,98 1 0 0 0 1 1
279 3 123 Ej såld i år 1 0 0 0 1 1
280 263 231 4,48 1 179 274,88 1 0 0 0 1 1
281 53 294 20,91 1 114 377,54 0 0 0 1 1
282 27 435 6,48 177 849,30 0 0 0 1 1
283 2 289 8,53 19 514,57 0 0 0 1 1
284 3 956 3,00 11 868,00 0 0 0 0 1
285 26 000 6,13 159 380,00 0 0 0 0 1
286 40 865 10,07 411 513,87 0 0 0 0 1
287 90 Ej såld i år 0 0 0 0 1
288 40 407 1,62 65 459,34 0 0 0 0 1
289 70 Ej såld i år 0 0 0 0 1
290 406 33,29 13 515,50 0 0 0 0 1
291 2 000 11,90 23 800,00 0 0 0 0 1
292 71 436 1,22 87 199,75 0 0 0 0 1
293 89 318 28,40 2 536 631,20 0 0 0 0 1
294 80 Ej såld i år 0 0 0 0 1
295 23 888 7,57 180 820,73 0 0 0 0 1
296 52 204,00 10 608,00 0 0 0 0 1
297 50 229,00 11 450,00 0 0 0 0 1
298 115 639 0,69 79 919,78 0 0 0 0 1
299 112 205,00 22 960,00 0 0 0 0 1
300 1 350 14,27 19 264,50 0 0 0 0 1
301 432 207,00 89 424,00 0 0 0 0 1
302 19 317 2,51 48 485,67 0 0 0 0 1
303 60 230,00 13 800,00 0 0 0 0 1
304 53 958 1,94 104 780,33 0 0 0 0 1
305 82 Ej såld i år 0 0 0 0 1
306 500 21,50 10 750,00 0 0 0 0 1
307 9 000 19,50 175 500,00 0 0 0 0 1
308 100 169,00 16 900,00 0 0 0 0 1
309 40 265,00 10 600,00 0 0 0 0 1
310 200 24,00 4 800,00 0 0 0 0 1
311 0 Ej såld i år 0 0 0 0 1
312 97 1 109,00 107 573,00 0 0 0 0 1
313 26 271,00 7 046,00 0 0 0 0 1
314 72 529 3,39 245 983,68 0 0 0 0 1
315 90 264,00 23 760,00 0 0 0 0 1
316 18 758 5,28 99 042,24 0 0 0 0 1
317 80 259,00 20 720,00 0 0 0 0 1
318 49 528 1,91 94 829,10 0 0 0 0 1
319 20 000 2,46 49 100,00 0 0 0 0 1
320 310 243,00 75 330,00 0 0 0 0 1
Page 51
46
321 40 255,00 10 200,00 0 0 0 0 1
322 180 Ej såld i år 0 0 0 0 1
323 65 000 2,72 176 800,00 0 0 0 0 1
324 776 463 6,27 4 868 423,01 1 0 0 0 1 0
325 379 189,25 71 725,75 1 0 0 0 1 0
326 600 Ej såld i år 1 0 0 0 1 0
327 710 11,43 8 115,30 1 0 0 0 1 0
328 40 823 0,45 18 506,43 1 0 0 0 1 0
329 65 945 1,24 81 771,80 1 0 0 0 1 0
330 407 291 1,19 484 598,43 0 0 0 1 0
331 53 111 5,30 281 488,30 0 0 0 1 0
332 6 312 13,00 82 056,00 0 0 0 1 0
333 40 374 5,28 213 174,72 0 0 0 1 0
334 4 950 10,58 52 371,00 0 0 0 1 0
335 58 932 4,65 274 033,80 0 0 0 1 0
336 100 19,79 1 979,00 0 0 0 1 0
337 25 480 2,45 62 426,00 0 0 0 1 0
338 312 500 Ej såld i år 0 0 0 1 0
339 230 013 20,32 4 673 589,16 0 0 0 1 0
340 100 19,79 1 979,00 0 0 0 1 0
341 7 666 5,30 40 629,80 0 0 0 1 0
342 1 000 22,50 22 500,00 0 0 0 1 0
343 253 39,50 9 993,50 0 0 0 1 0
344 36 000 3,84 138 266,58 0 0 0 1 0
345 28 330 1,94 54 960,20 0 0 0 1 0
346 1 000 9,21 9 210,00 0 0 0 1 0
347 500 8,94 4 470,00 0 0 0 1 0
348 1 300 5,17 6 721,00 0 0 0 1 0
349 400 39,94 15 974,00 0 0 0 1 0
350 20 000 2,21 44 200,00 0 0 0 1 0
351 210 186,00 39 060,00 0 0 0 1 0
352 25 631 22,14 567 457,42 0 0 0 1 0
353 5 960 2,25 13 410,00 0 0 0 1 0
354 9 000 6,50 58 500,00 0 0 0 1 0
355 68 96,35 6 551,49 0 0 0 1 0
356 4 800 4,20 20 160,00 0 0 0 1 0
357 21 971 4,87 106 998,77 0 0 0 1 0
358 3 281 9,05 29 693,05 0 0 0 1 0
359 3 513 9,00 31 617,00 0 0 0 1 0
360 307 982 2,04 626 846,22 0 0 0 1 0
361 110 300,00 33 000,00 0 0 0 1 0
362 1 006 85,00 85 510,00 0 0 0 1 0
363 1 200 2,30 2 760,00 0 0 0 1 0
364 4 000 6,45 25 800,00 0 0 0 1 0
365 8 320 2,81 23 418,17 0 0 0 0 0
366 897 Ej såld i år 0 0 0 0 0
367 27 144 7,09 192 363,89 0 0 0 0 0
368 3 120 20,43 63 726,00 0 0 0 0 0
369 824 30,00 24 720,00 0 0 0 0 0
370 900 21,07 18 963,00 0 0 0 0 0
371 151 259,00 39 109,00 0 0 0 0 0
372 100 176,00 17 600,00 0 0 0 0 0
373 494 175,00 86 450,00 0 0 0 0 0
374 1 082 44,60 48 257,20 0 0 0 0 0
Page 52
47
Bilaga II Fabrikslayout år 2019
Page 53
48
Bilaga III Fabrikslayout år 2018
Page 54
49
Bilaga IV Fabrikslayout år 2017
Page 55
50
Bilaga V Fabrikslayout år 2016