20
Copyright © TWI Ltd 2014 Friction stir welding of steel: An update for the SMEA Stephen Cater, FRIN MEI TWI Technology Centre, Yorkshire, England, UK
| Date post: | 26-Aug-2018 |
| Category: |
Documents |
| Upload: | phungduong |
| View: | 215 times |
| Download: | 0 times |

Copyright © TWI Ltd 2014
Friction stir welding of steel:
An update for the SMEA
Stephen Cater, FRIN MEI
TWI Technology Centre, Yorkshire, England, UK
Copyright © TWI Ltd 2014
� Pre-dates fusion welding
� A forging process and thus can enhance material properties
� Highly skilled
Solid state welding

Copyright © TWI Ltd 2014
Friction Stir Welding

Copyright © TWI Ltd 2014
Principle and Microstructure

Copyright © TWI Ltd 2014
FSW in aluminium

Copyright © TWI Ltd 2014
FSW of steel
� FSW was never intended for steel.
� Aluminium, magnesium and copper are all relatively difficult to weld and FSW is now almost the process of choice for welding them, producing low cost, high quality welds.
� Customers now demand that in steel.
Copyright © TWI Ltd 2014
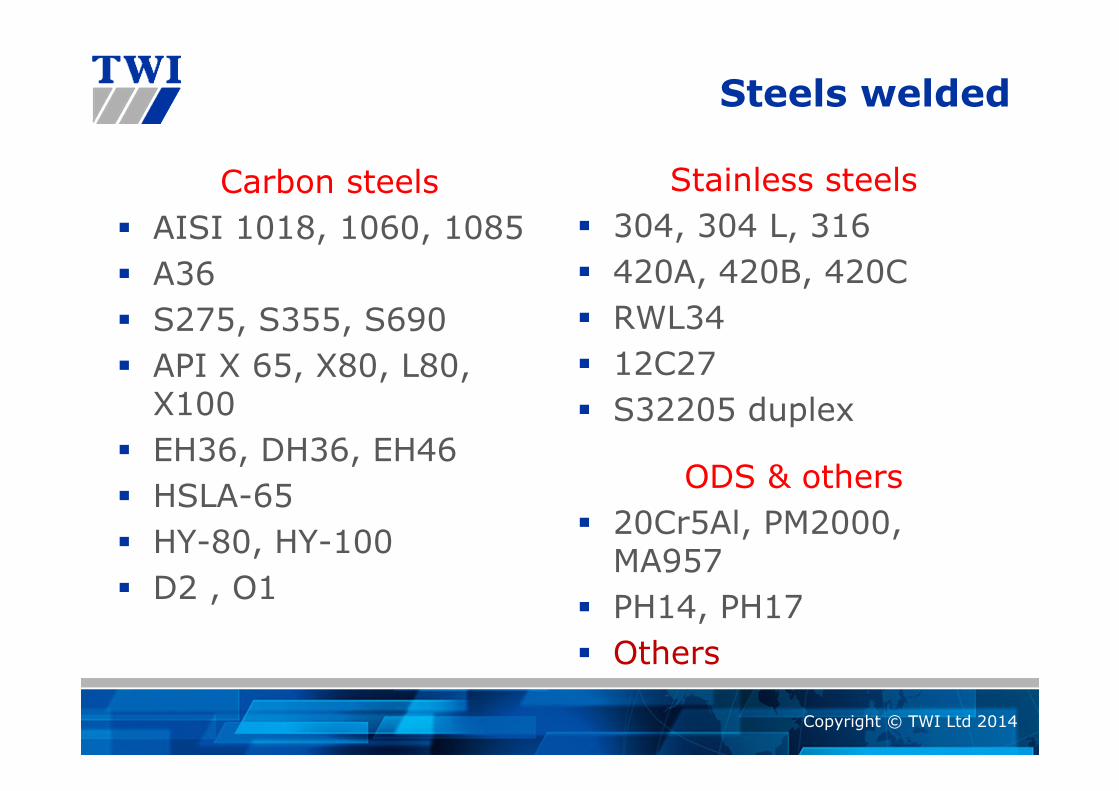
Steels welded
Carbon steels
� AISI 1018, 1060, 1085
� A36
� S275, S355, S690
� API X 65, X80, L80, X100
� EH36, DH36, EH46
� HSLA-65
� HY-80, HY-100
� D2 , O1
Stainless steels
� 304, 304 L, 316
� 420A, 420B, 420C
� RWL34
� 12C27
� S32205 duplex
ODS & others
� 20Cr5Al, PM2000, MA957
� PH14, PH17
� Others
Copyright © TWI Ltd 2014
SAW steel
Copyright © TWI Ltd 2014
Copyright © TWI Ltd 2014
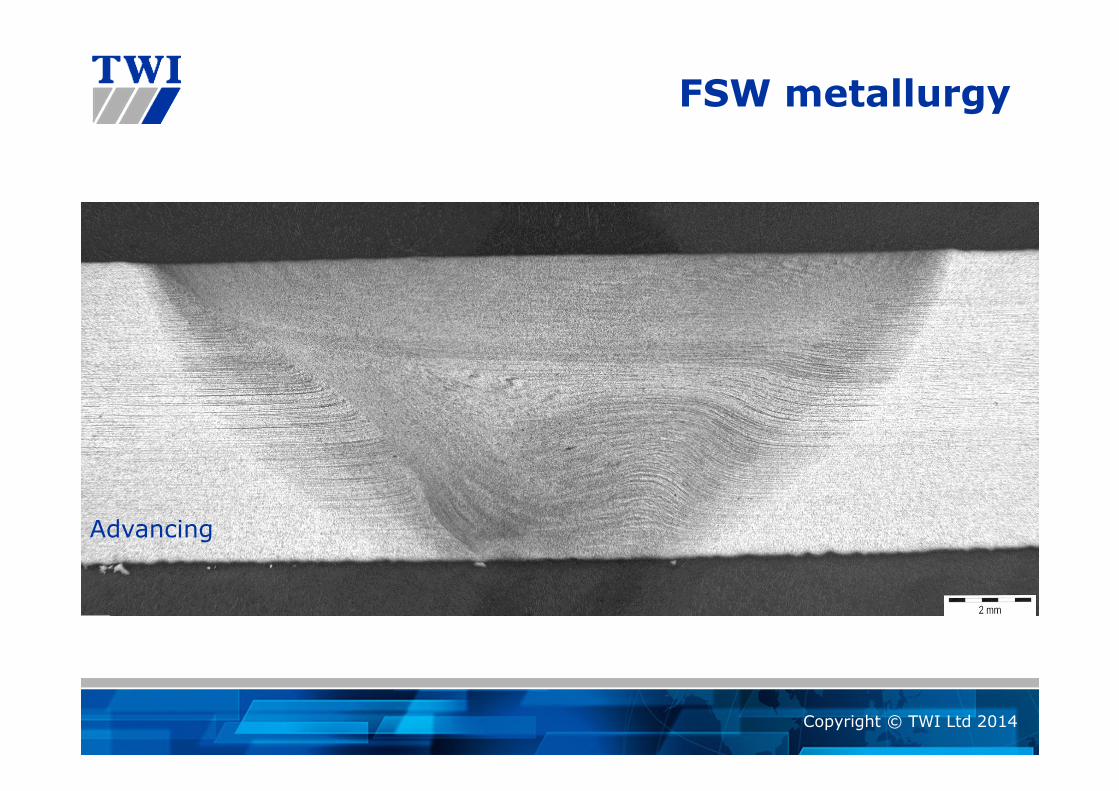
FSW metallurgy
Advancing

Copyright © TWI Ltd 2014
Distortion – 6mm DH36
SAW: 110 mmSAW: 110 mmSAW: 110 mmSAW: 110 mm FSW: 20 mmFSW: 20 mmFSW: 20 mmFSW: 20 mm
Data courtesy BAE Surface Fleet

Copyright © TWI Ltd 2014
Mechanical Properties
� Friction stir is a forging process whereas conventional fusion welding is a casting process.
� Testing results seem too good to be true.
� Initial results show that strength, toughness, hardness, corrosion resistance and fatigue are all improved by friction stir !

Copyright © TWI Ltd 2014
• Welds overmatch parent plate
• Flat waisted tensiles (average of three tests tested to BS EN 895:1995
5 FSW Steels: Tensile Properties5 FSW Steels: Tensile Properties5 FSW Steels: Tensile Properties5 FSW Steels: Tensile Properties
MaterialMaterialMaterialMaterial UTS, MPaUTS, MPaUTS, MPaUTS, MPa % of Min % of Min % of Min % of Min spec valuespec valuespec valuespec value
RQTRQTRQTRQT----701701701701 831831831831 105%105%105%105%HSLAHSLAHSLAHSLA----65656565 626626626626 107%107%107%107%304L304L304L304L 635635635635 131%131%131%131%Duplex 2205Duplex 2205Duplex 2205Duplex 2205 829829829829 134%134%134%134%S355J2 + N S355J2 + N S355J2 + N S355J2 + N 609609609609 110%110%110%110%

Copyright © TWI Ltd 2014
FSW – industrial robustness
� Steel plates have been welded with no surface preparation, and with poor fit up, to test how robust the process is.
� Plates can be welded with sawn, water jet and plasma cut edges without the need for milling the edges.
� Plates with uncleaned surfaces (primed or oxidised) produced good welds
� Welding speeds of up to 500 mm/min attained in 6mm thick plate, but better properties at 350 mm/min
Copyright © TWI Ltd 2014
6mm carbon steel, single pass
� Lower distortion than fusion welding
� Cross weld strength over matches parent
� Toughness matches fusion welding
� Welds are asymmetric - retreating side tougher
� All grades of steel weldable, including ODS
� Dissimilar steels can be joined – carbon to stainless
� Process gives good results underwater
� Good indications of enhanced corrosion resistance, especially Duplex stainless
� Good indications of enhanced fatigue strength
� Currently more expensive than fusion welding

Copyright © TWI Ltd 2014
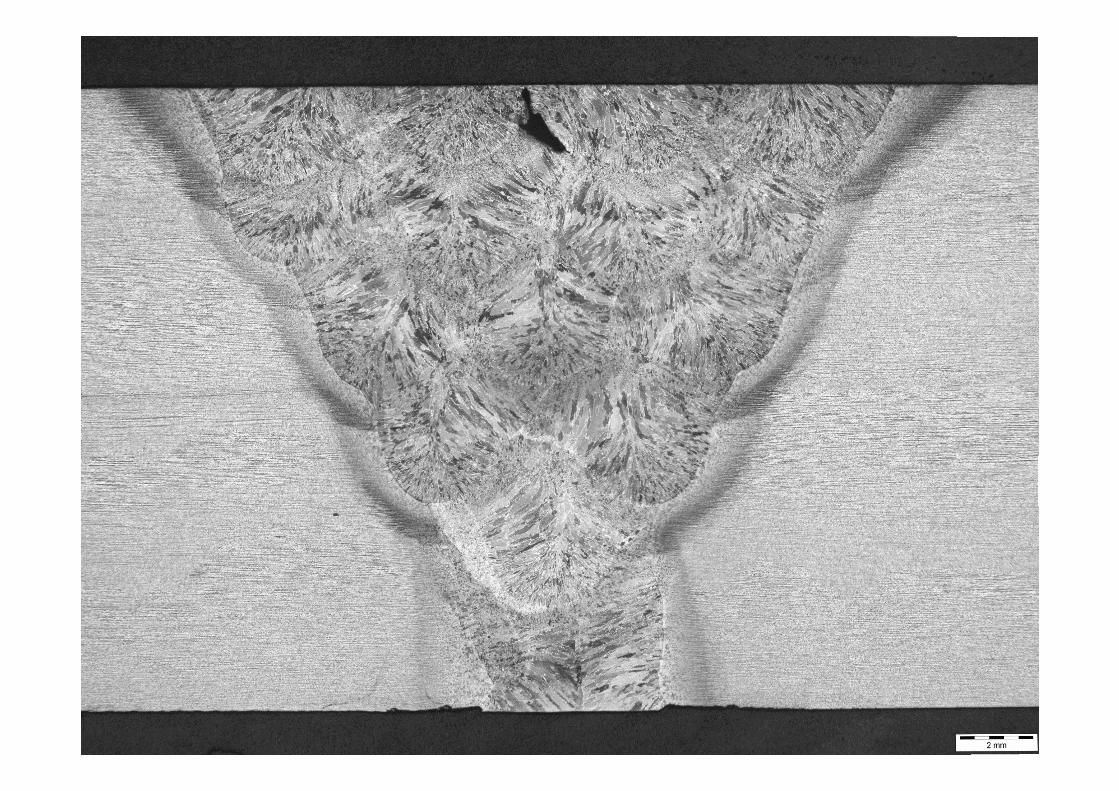
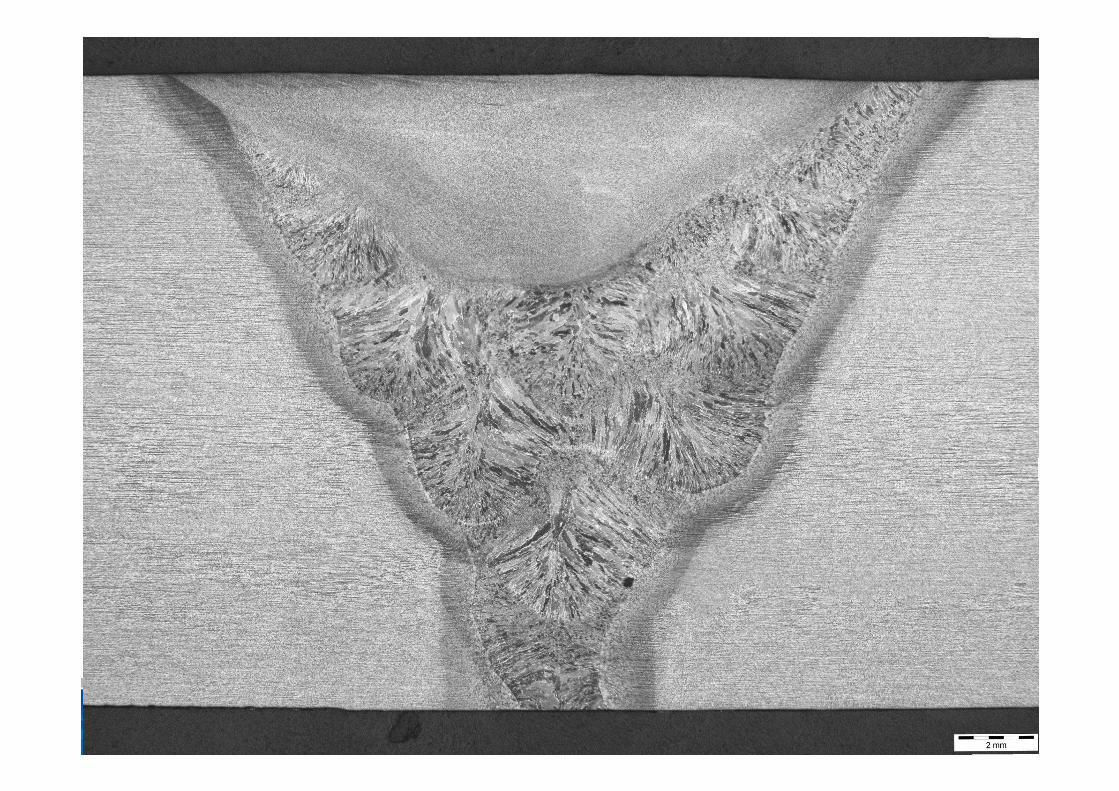
FSW – double pass

Copyright © TWI Ltd 2014
Double sided weld
� Two sided weld
� Large overlap
� 6mm thick
� Weld line not ground
� Edges not prepared
� Visually defect free weld
Copyright © TWI Ltd 2014
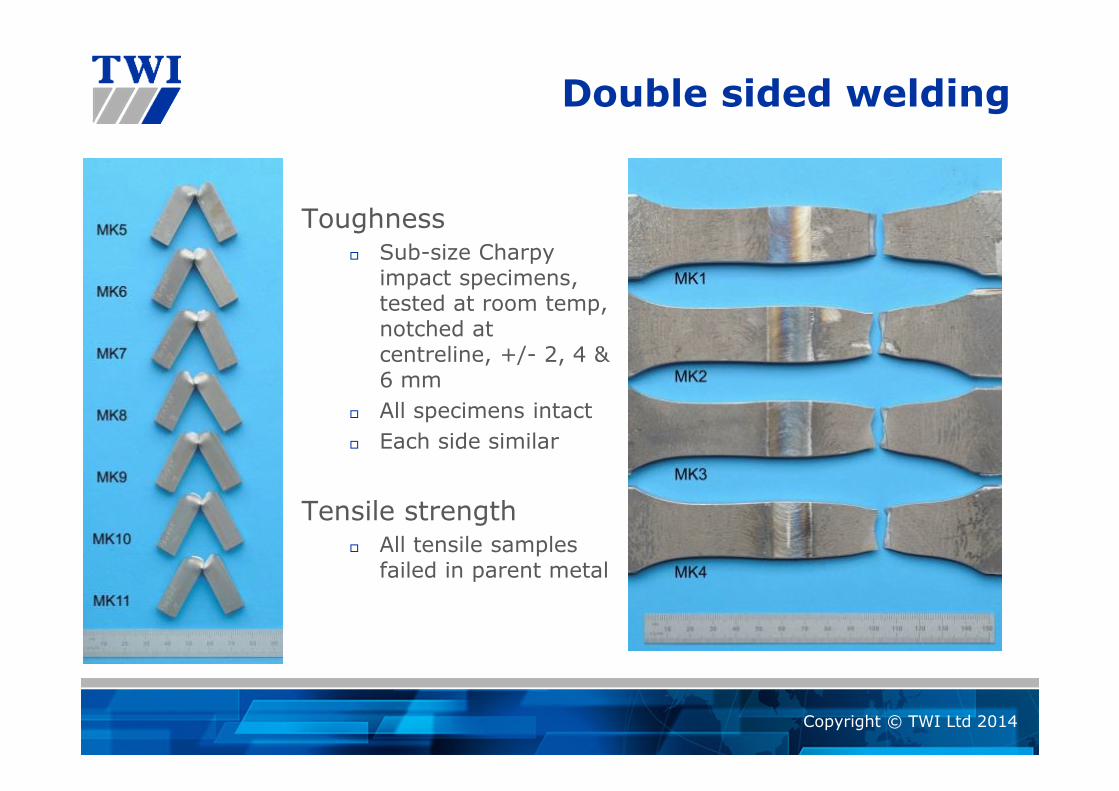
Double sided welding
Toughness� Sub-size Charpy
impact specimens, tested at room temp, notched at centreline, +/- 2, 4 & 6 mm
� All specimens intact
� Each side similar
Tensile strength� All tensile samples
failed in parent metal

Copyright © TWI Ltd 2014
Toughness (J, -20oC)
Position from weld centre (mm) SAW FS (Single sided) FS (Double sided)
6 (A) 33 44 104
4 (A) 44 39 139
2 (A) 62 60 86
0 54 60 131
-2 (R) 110 56 134
-4 (R) 39 38 130
-6 (R) 30 42 142
Preliminary data– to be confirmedData courtesy BAE Surface Fleet

Copyright © TWI Ltd 2014
FSW metallurgy
� Some process parameter conditions do give simple metallurgy variations – though not necessarily the phases we predicted in those zones !
� Other process conditions give us a very complex, almost chaotic, microstructure. This microstructure seems to have the best mechanical properties.

















