12
GCODE GENERATION WHAT IS A GCODE AND HOW TO OBTAIN IT USING CURA SOFTWARE Greta D’Angelo Martí Bertran Thomas J. Howard
| Date post: | 15-May-2015 |
| Category: |
Documents |
| Upload: | tom-howard |
| View: | 893 times |
| Download: | 6 times |

GCODE GENERATION
WHAT IS A GCODE AND HOW TO OBTAIN IT USING CURA SOFTWARE
Greta D’AngeloMartí BertranThomas J. Howard
WHAT IS A GCODE
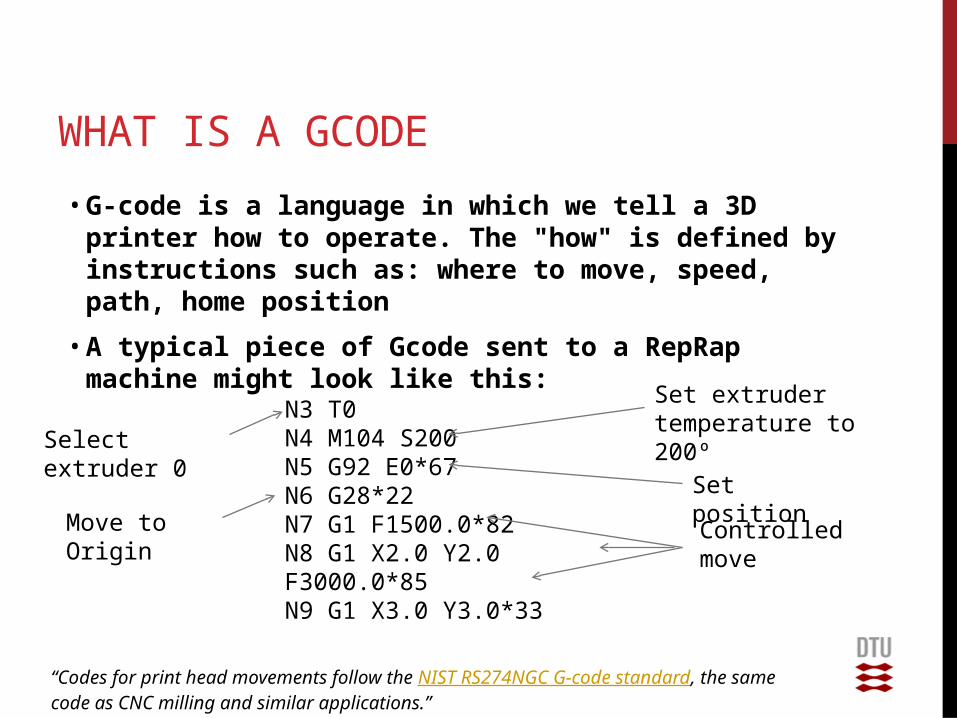
• G-code is a language in which we tell a 3D printer how to operate. The "how" is defined by instructions such as: where to move, speed, path, home position
• A typical piece of Gcode sent to a RepRap machine might look like this:
N3 T0 N4 M104 S200N5 G92 E0*67 N6 G28*22 N7 G1 F1500.0*82 N8 G1 X2.0 Y2.0 F3000.0*85 N9 G1 X3.0 Y3.0*33
Set position
Controlled move
Move to Origin
Set extruder temperature to 200º
Select extruder 0
“Codes for print head movements follow the NIST RS274NGC G-code standard, the same code as CNC milling and similar applications.”

WHAT IS A GCODE
• Gcode contains all the information necessary to control the 3D printer to obtain a printed part.
• Printer electronics has a firmware, which is a software able to “interpret” Gcode, and make the hardware (stepper motors, heat resistors, fans..) do what is written in the code.
4
GCODE GENERATION
Workflow:
• Split an stl into layers
• Generate perimeters (nozzle trajectories)
• Generate infill (nozzle trajectories)
• Generate support structures (nozzle trajectories)
• Exporting Gcode
We can set:
• Layer thickness (most important parameter)
• Printing speed
• Part infill
• Perimeters thickness
• Supports generation...
5
CURA SOFTWARE
Ultimaker uses an Open source software Called Cura, based on Skeinforge slicing program
6
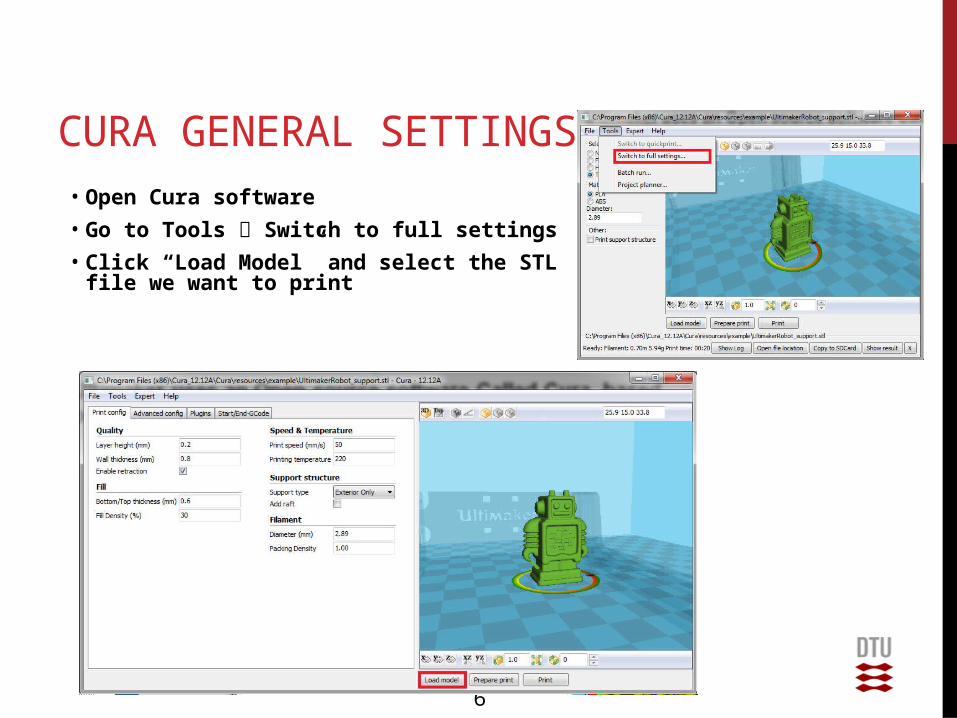
CURA GENERAL SETTINGS• Open Cura software
• Go to Tools Switch to full settings
• Click “Load Model” and select the STL file we want to print

7
CURA GENERAL SETTINGS• Change the printing temperature to 190º
• In “support structures”, choose among “Exterior only” and “None” if you want or not the use support structures
• Change the print speed to 20 mm/s, we will always be able to increase that using the ultimaker’s controller on the machine
“Layer height: One of the most important parameters of the print. This will determine the Z axis definition. Decreasing that value we can obtain less staircase effect and improve the smooth of the surfaces, but notice that the more we decrease that value, the more building time we will need. Decreasing the layer height to a half, number of layers will be doubled, and the building time the same. Wall thickness: this parameter will mean how many perimeter loops will have the surfaces before the “infill”. 0,8mm represents 2 loops of the nozzle through the perimeter of each layer. Infill: This controls the density of the part. For a solid part we’ll use 100% (not recommended) and for an empty part 0%. Usual values are from 20% to 40%. Raft: 2 layer net added below the print part. This helps the part to stick better and to cold more uniformly. This helps to avoid the warping of large parts. For more info about the parameters, move your mouse over the parameter and an explanation will appear.“
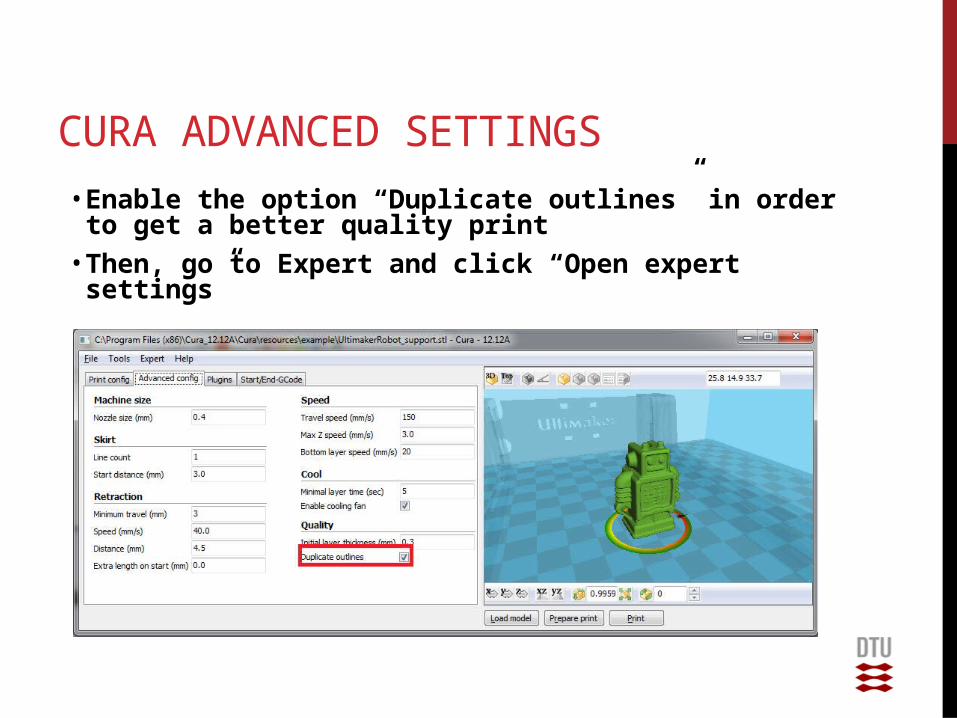
CURA ADVANCED SETTINGS• Enable the option “Duplicate outlines” in order to get a
better quality print
• Then, go to Expert and click “Open expert settings”

CURA ADVANCED SETTINGS
• Change the infill overlap to 85%
“This change will help to assure the nozzle always reach the perimeters while printing the infill.”
10
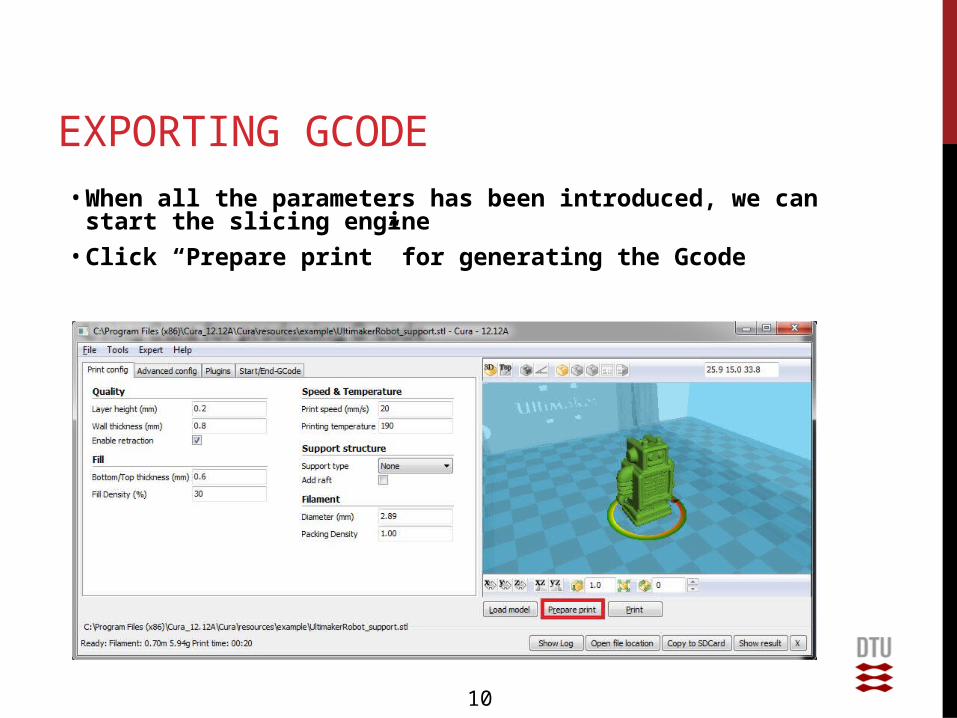
EXPORTING GCODE• When all the parameters has been introduced, we can start the
slicing engine
• Click “Prepare print” for generating the Gcode

11
GCODE VISUALISATIONNow, the Gcode is produced and saved at the same folder where you had the STL file
You can see the output Gcode (printing trajectories) by clicking Topdown View
Layer viewedTopdown view Gcode View
Infill
Perimeters

12
FROM GCODE TO PRINT
• Save the Gcode produced in a SD Card
• Insert the SD Card into the Ultimaker Controller
• Turn On the Ultimaker and use the controller to set the warm up and then start the print
• Using the controller you can change some parameters of the print like speed and temperature while the printer is printing

















