Laser transmission welding of transparent plastics parts in micro technology E. Haberstroh, W.-M. Hoffmann Institute of Plastics Processing (IKV), RWTH Aachen University, Aachen, Germany Abstract Most welding processes for plastics do not meet the special demands of micro technology. Laser transmission welding, however, features distinctive advantages like low mechanical and thermal load of the joining parts. Hence it is particularly suitable for the welding of micro plastics parts. Certain optical properties of the components to be welded are needed though. While one of the welding parts has to exhibit a high transmittance in the range of the laser wavelength the absorptance of the other one has to be high enough to ensure a sufficient absorption of the laser radiation to plasticise the material. Here, carbon black has almost exclusively gained industrial importance, since it is an inexpensive material with good absorbing properties. However, it leads to a black coloration which is not always acceptable. Recently, there are special pigmentations which allow for a non black colour in the visible range of light, but nevertheless absorb laser radiation. Up to know, only few is known about their welding characteristics, so that it has to be investigated whether they are suitable for the application in micro technology. Keywords: laser transmission welding, pigments, weld seam width, weld seam morphology 1. Introduction The progressing miniaturisation in many industrial sectors has evolved a variety of micro systems which are at least partially made from plastics. At low material costs it is possible to realise complex part geometries easily and economically in large series by means of micro injection moulding or micro hot embossing. However, the complexity of injection moulded parts is limited so that suitable joining technologies have to be applied in order to ensure the functionality of the micro system. For the welding of plastics there are several welding processes available out of which only the ultrasonic and the laser transmission welding meet the demands of micro technology. The laser transmission welding features distinctive advantages like low thermal and mechanical load of the welding parts so that it is a particularly suitable process for micro technology [1]. Laser transmission welding is a single-stage process, in which the heating and the joining process take place at the same time. One of the joining parts must have a high transmittance in the range of the laser wavelength and the other must show a high absorptance. Before welding both parts are placed in their final position and the joining pressure is applied [2, 3]. The laser beam penetrates through the transparent joining component and is absorbed preferably in a thin layer near to the surface of the absorbing part (Fig. 1). Here, the laser energy is transformed into heat and the plastic is melted. By heat conduction the transparent joining part is plasticised, as well, and due to the applied joining pressure the material joint is achieved [2,3]. The usually applied laser sources are Nd:YAG solid state lasers and high power diode lasers which emit radiation within a wavelength range of 800 nm to 1100 nm. At these wavelengths most thermoplastics are highly transparent so that the first condition for the applicability of the laser transmission welding is generally given. However, in order to achieve a sufficient absorption of the laser radiation suitable pigments have to be added to the plastic. Up to know, carbon black has been almost exclusively used for this purpose since it is an inexpensive material with good absorbing properties [4]. However, it leads to a black colouration of one of the joining parts. In regard of certain applications, e.g. in the medical sector, this might not be acceptable. Particularly for microfluidic applications like lab-on-a-chip devices or well plates a transparent colour of the components is obligatory for the functionality of the micro system. Recently, pigments have been developed which feature a non-black or nearly transparent colour in the visible range of light, but absorb in the near infrared [5]. Since it would be very interesting for the applications mentioned above to use these pigments in order to avoid a black colouration of the part, investigations were carried out at the Institute of Plastics Processing (IKV) Aachen whether or not these new additives are suitable for their application in micro technology. 2. Methodology For this purpose, two commercially available pigments have been used for the investigations Fig. 1: Laser transmission welding
Transcript
Laser transmission welding of transparent plastics parts in micro technology E. Haberstroh, W.-M. Hoffmann Institute of Plastics Processing (IKV), RWTH Aachen University, Aachen, Germany
Abstract Most welding processes for plastics do not meet the special demands of micro technology. Laser transmission welding, however, features distinctive advantages like low mechanical and thermal load of the joining parts. Hence it is particularly suitable for the welding of micro plastics parts. Certain optical properties of the components to be welded are needed though. While one of the welding parts has to exhibit a high transmittance in the range of the laser wavelength the absorptance of the other one has to be high enough to ensure a sufficient absorption of the laser radiation to plasticise the material. Here, carbon black has almost exclusively gained industrial importance, since it is an inexpensive material with good absorbing properties. However, it leads to a black coloration which is not always acceptable. Recently, there are special pigmentations which allow for a non black colour in the visible range of light, but nevertheless absorb laser radiation. Up to know, only few is known about their welding characteristics, so that it has to be investigated whether they are suitable for the application in micro technology.
The progressing miniaturisation in many industrial sectors has evolved a variety of micro systems which are at least partially made from plastics. At low material costs it is possible to realise complex part geometries easily and economically in large series by means of micro injection moulding or micro hot embossing.
However, the complexity of injection moulded parts is limited so that suitable joining technologies have to be applied in order to ensure the functionality of the micro system. For the welding of plastics there are several welding processes available out of which only the ultrasonic and the laser transmission welding meet the demands of micro technology. The laser transmission welding features distinctive advantages like low thermal and mechanical load of the welding parts so that it is a particularly suitable process for micro technology [1].
Laser transmission welding is a single-stage process, in which the heating and the joining process take place at the same time. One of the joining parts must have a high transmittance in the range of the laser wavelength and the other must show a high absorptance. Before welding both parts are placed in their final position and the joining pressure is applied [2, 3].
The laser beam penetrates through the transparent joining component and is absorbed preferably in a thin layer near to the surface of the absorbing part (Fig. 1). Here, the laser energy is transformed into heat and the plastic is melted. By heat conduction the transparent joining part is plasticised, as well, and due to the applied joining pressure the material joint is achieved [2,3].
The usually applied laser sources are Nd:YAG solid state lasers and high power diode lasers which emit radiation within a wavelength range of 800 nm to 1100 nm. At these wavelengths most thermoplastics are highly transparent so that the first condition for the applicability of the laser transmission welding is generally given. However, in order to achieve a
sufficient absorption of the laser radiation suitable pigments have to be added to the plastic. Up to know, carbon black has been almost exclusively used for this purpose since it is an inexpensive material with good absorbing properties [4]. However, it leads to a black colouration of one of the joining parts. In regard of certain applications, e.g. in the medical sector, this might not be acceptable. Particularly for microfluidic applications like lab-on-a-chip devices or well plates a transparent colour of the components is obligatory for the functionality of the micro system.
Recently, pigments have been developed which feature a non-black or nearly transparent colour in the visible range of light, but absorb in the near infrared [5]. Since it would be very interesting for the applications mentioned above to use these pigments in order to avoid a black colouration of the part, investigations were carried out at the Institute of Plastics Processing (IKV) Aachen whether or not these new additives are suitable for their application in micro technology.
2. Methodology
For this purpose, two commercially available pigments have been used for the investigations
Fig. 1: Laser transmission welding
(Clearweld®, Gentex Corporation, Cambridge, UK and Lumogen®, BASF AG, Ludwigshafen, Germany). Sample platelets with a thickness of 2 mm were injection moulded made from polycarbonate containing both pigments in concentrations of 0.01 w.-%. A higher concentration would not be sensible, since in this case the parts would not be transparent any more. In order to characterise the absorption properties of the sample plaques the absorptance A was determined.
Since in micro technology fine welds are desired, mask welding was applied for this investigation regarding the Lumogen® pigment. With this process a mask is placed between the laser source and the parts to be welded (Fig. 2). The laser beam with a linear focus passes over the mask which only transmits the laser radiation in regions where a welding is to be carried out. Depending on the laser beam and mask quality very fine welds of less than 100 µm weld width can be realised [6]. For these investigations the mask consisted of a laser cut steel sheet whereas the mask structures were lines at different widths ranging from 1 mm down to 0.1 mm. The applied laser source was a high power diode laser with a maximum power of PL = 90 W at a wavelength of λ = 808 nm and a linear focus of 1 x 12 mm². Hence, the maximum laser intensity was I = 7.5 W/mm². Both the laser power and the travel speed of the laser source were varied. Thereby, the process window was determined in which welding tests could be successfully carried out. In order to characterise the weldings the resulting weld seam widths were measured and compared to the corresponding mask structure. Furthermore, the weld seam morphology was examined.
For the Clearweld® pigment the mask welding could not be applied due to reasons which will be discussed below. Therefore, contour welding was applied in this case (Fig. 2). Contour welding means that a focused laser beam is moved along the desired weld seam contour, locally melting the joining zone [2]. For these experiments a high power diode laser with a wavelength of λ = 940 nm and a maximum output power of PL = 80 W was used. Two different laser focus diameters of dF = 0.23 µm and dF = 0.37 µm were applied for the welding tests. Due to the small focus diameter the maximum laser intensity amounts to I = 1925 W/mm² and I = 450 N/mm², respectively and is significantly higher than that of the mask welding unit. Depending on the laser power and travel speed the weld width was determined and the weld seam morphology was regarded.
3. Results Fig. 3 depicts the determined absorptance for the
2 mm thick sample plaques. On the one hand it can be stated that Lumogen® leads to a rather high absorptance of more than 90%. The maximum absorption can be found in a wavelength range of 780 nm to 820 nm. This is why a laser source emitting radiation at 808 nm was applied for the welding tests with this pigment. Since a notable absorption of light can be observed at wavelengths below 700 nm the resulting color of the parts is slightly greenish. On the other hand the Clearweld® pigment results in a lower absorptance of about 50%, whereas the maximum can be found at approximately 940 nm. This is the reason why for this pigment a laser source with a different wavelength had to be used. Moreover, since the absorptance is lower, higher laser intensities are needed to enable a sufficient heating of the polymer. Available optics for the laser source with a wavelength of 940 nm, which would be suitable for mask welding, provide a 1.2 x 27 mm² focus allowing for a maximum laser intensity of 2.5 W/mm². Hence, the power output is not high enough to heat the sample pigmented with Clearweld® sufficiently. That is why contour welding is applied for these investigations as mentioned above.
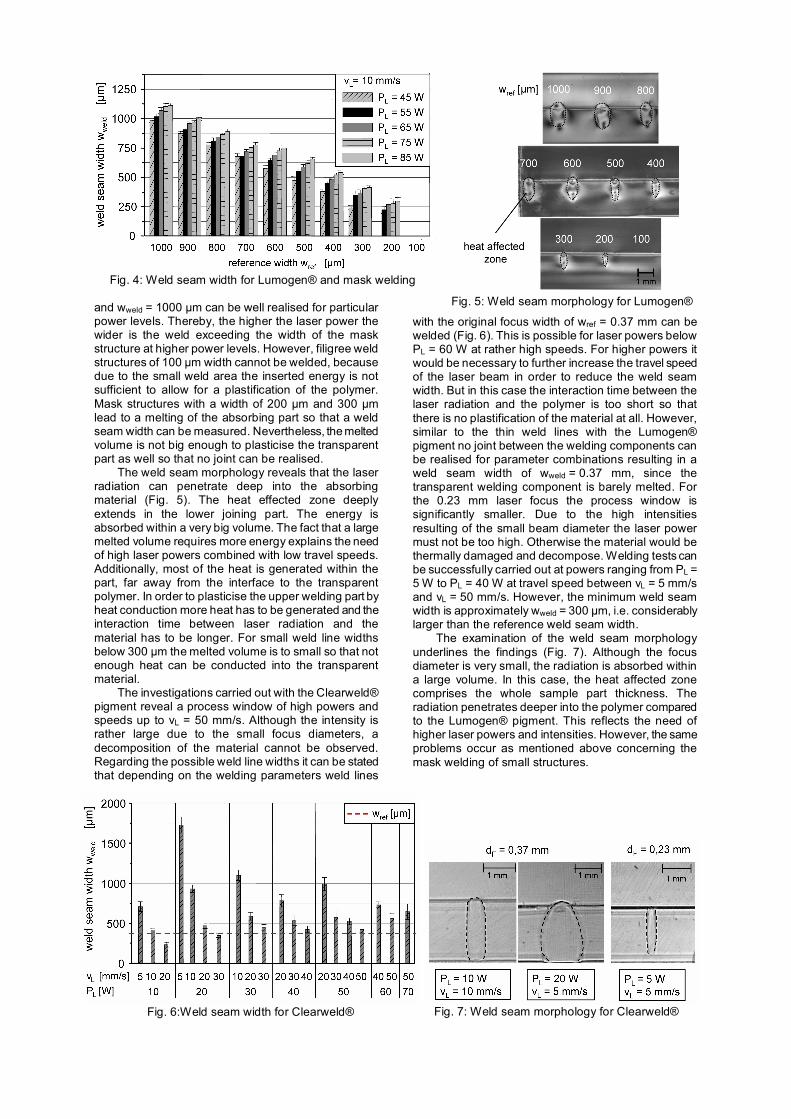
Regarding the welding tests with the Lumogen® pigment it can be stated that the applicable process window comprises high powers of PL = 45 W to PL = 85 W at low travel speeds of vL = 10 mm/s and vL = 15 mm/s. Fig. 4 depicts the measured weld seam widths depending on the laser power at a travel speed of vL = 10 mm/s. Weld seam widths between wweld = 700 µm
Fig. 2: Principle of mask and contour welding
Fig. 3: Absorptance (sample thickness 2 mm)
and wweld = 1000 µm can be well realised for particular power levels. Thereby, the higher the laser power the wider is the weld exceeding the width of the mask structure at higher power levels. However, filigree weld structures of 100 µm width cannot be welded, because due to the small weld area the inserted energy is not sufficient to allow for a plastification of the polymer. Mask structures with a width of 200 µm and 300 µm lead to a melting of the absorbing part so that a weld seam width can be measured. Nevertheless, the melted volume is not big enough to plasticise the transparent part as well so that no joint can be realised.
The weld seam morphology reveals that the laser radiation can penetrate deep into the absorbing material (Fig. 5). The heat effected zone deeply extends in the lower joining part. The energy is absorbed within a very big volume. The fact that a large melted volume requires more energy explains the need of high laser powers combined with low travel speeds. Additionally, most of the heat is generated within the part, far away from the interface to the transparent polymer. In order to plasticise the upper welding part by heat conduction more heat has to be generated and the interaction time between laser radiation and the material has to be longer. For small weld line widths below 300 µm the melted volume is to small so that not enough heat can be conducted into the transparent material.
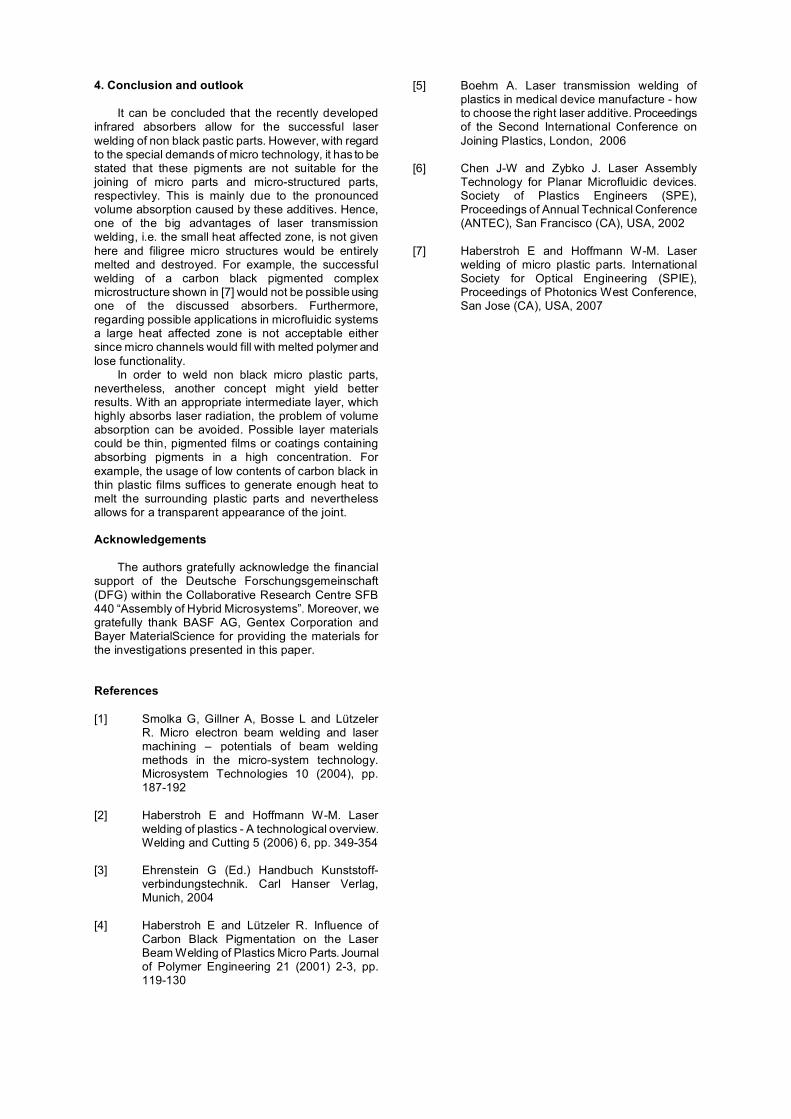
The investigations carried out with the Clearweld® pigment reveal a process window of high powers and speeds up to vL = 50 mm/s. Although the intensity is rather large due to the small focus diameters, a decomposition of the material cannot be observed. Regarding the possible weld line widths it can be stated that depending on the welding parameters weld lines
with the original focus width of wref = 0.37 mm can be welded (Fig. 6). This is possible for laser powers below PL = 60 W at rather high speeds. For higher powers it would be necessary to further increase the travel speed of the laser beam in order to reduce the weld seam width. But in this case the interaction time between the laser radiation and the polymer is too short so that there is no plastification of the material at all. However, similar to the thin weld lines with the Lumogen® pigment no joint between the welding components can be realised for parameter combinations resulting in a weld seam width of wweld = 0.37 mm, since the transparent welding component is barely melted. For the 0.23 mm laser focus the process window is significantly smaller. Due to the high intensities resulting of the small beam diameter the laser power must not be too high. Otherwise the material would be thermally damaged and decompose. Welding tests can be successfully carried out at powers ranging from PL = 5 W to PL = 40 W at travel speed between vL = 5 mm/s and vL = 50 mm/s. However, the minimum weld seam width is approximately wweld = 300 µm, i.e. considerably larger than the reference weld seam width.
The examination of the weld seam morphology underlines the findings (Fig. 7). Although the focus diameter is very small, the radiation is absorbed within a large volume. In this case, the heat affected zone comprises the whole sample part thickness. The radiation penetrates deeper into the polymer compared to the Lumogen® pigment. This reflects the need of higher laser powers and intensities. However, the same problems occur as mentioned above concerning the mask welding of small structures.
Fig. 5: Weld seam morphology for Lumogen®
Fig. 4: Weld seam width for Lumogen® and mask welding
Fig. 6:Weld seam width for Clearweld® Fig. 7: Weld seam morphology for Clearweld®
4. Conclusion and outlook
It can be concluded that the recently developed infrared absorbers allow for the successful laser welding of non black pastic parts. However, with regard to the special demands of micro technology, it has to be stated that these pigments are not suitable for the joining of micro parts and micro-structured parts, respectivley. This is mainly due to the pronounced volume absorption caused by these additives. Hence, one of the big advantages of laser transmission welding, i.e. the small heat affected zone, is not given here and filigree micro structures would be entirely melted and destroyed. For example, the successful welding of a carbon black pigmented complex microstructure shown in [7] would not be possible using one of the discussed absorbers. Furthermore, regarding possible applications in microfluidic systems a large heat affected zone is not acceptable either since micro channels would fill with melted polymer and lose functionality.
In order to weld non black micro plastic parts, nevertheless, another concept might yield better results. With an appropriate intermediate layer, which highly absorbs laser radiation, the problem of volume absorption can be avoided. Possible layer materials could be thin, pigmented films or coatings containing absorbing pigments in a high concentration. For example, the usage of low contents of carbon black in thin plastic films suffices to generate enough heat to melt the surrounding plastic parts and nevertheless allows for a transparent appearance of the joint. Acknowledgements
The authors gratefully acknowledge the financial support of the Deutsche Forschungsgemeinschaft (DFG) within the Collaborative Research Centre SFB 440 “Assembly of Hybrid Microsystems”. Moreover, we gratefully thank BASF AG, Gentex Corporation and Bayer MaterialScience for providing the materials for the investigations presented in this paper.
References [1] Smolka G, Gillner A, Bosse L and Lützeler R. Micro electron beam welding and laser machining – potentials of beam welding methods in the micro-system technology. Microsystem Technologies 10 (2004), pp. 187-192 [2] Haberstroh E and Hoffmann W-M. Laser
welding of plastics - A technological overview. Welding and Cutting 5 (2006) 6, pp. 349-354
[3] Ehrenstein G (Ed.) Handbuch Kunststoff-
verbindungstechnik. Carl Hanser Verlag, Munich, 2004
[4] Haberstroh E and Lützeler R. Influence of
Carbon Black Pigmentation on the Laser Beam Welding of Plastics Micro Parts. Journal of Polymer Engineering 21 (2001) 2-3, pp. 119-130
[5] Boehm A. Laser transmission welding of plastics in medical device manufacture - how to choose the right laser additive. Proceedings of the Second International Conference on Joining Plastics, London, 2006
[6] Chen J-W and Zybko J. Laser Assembly
Technology for Planar Microfluidic devices. Society of Plastics Engineers (SPE), Proceedings of Annual Technical Conference (ANTEC), San Francisco (CA), USA, 2002
[7] Haberstroh E and Hoffmann W-M. Laser
welding of micro plastic parts. International Society for Optical Engineering (SPIE), Proceedings of Photonics West Conference, San Jose (CA), USA, 2007