176
Version 5 Manuel de formation Robot FANUC R2000i pour Conducteurs d’Installations Site de MULHOUSE
Formation robot FANUC / Version 5 Novembre 2004
1/176
Version 5
Manuel de formation Robot FANUC R2000i
pour Conducteurs d’Installations
Site de MULHOUSE
Formation robot FANUC / Version 5 Novembre 2004
2/176
Gestion des versions
N° Version
Date de
mise à jour Evolution Origine Rédacteur 1 17/03/03 Création module avec APPLI V1.09 FER/MAI ABT St.
2 28/05/03 Mise à jour avec APPLI V1_10a FER/MAI ABT St.
3 10/09/03 Mise à jour avec APPLI V1_12a FER/MAI ABT St.
4 01/12/03 Mise à jour avec APPLI V1_12c FER/MAI ABT St.
5 5/01/04 Modif. Doc. FER/FORM EBERHARDT D.
Formation robot FANUC / Version 5 Novembre 2004
3/176
Sommaire
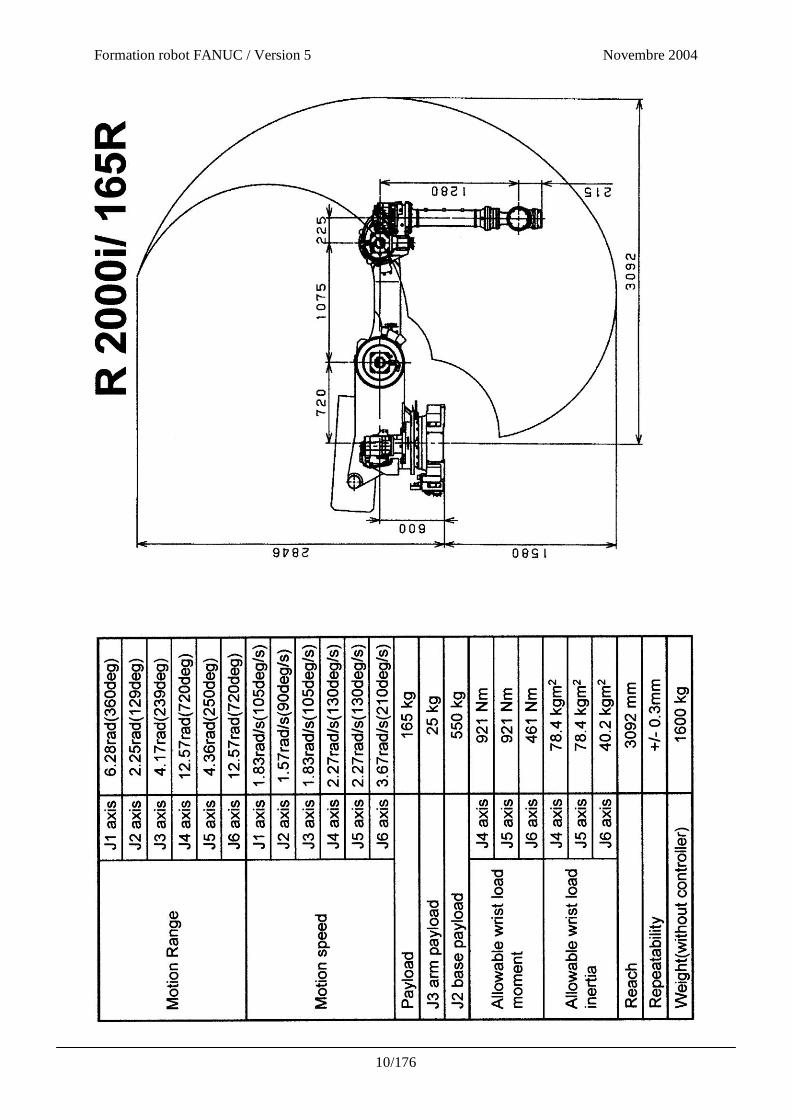
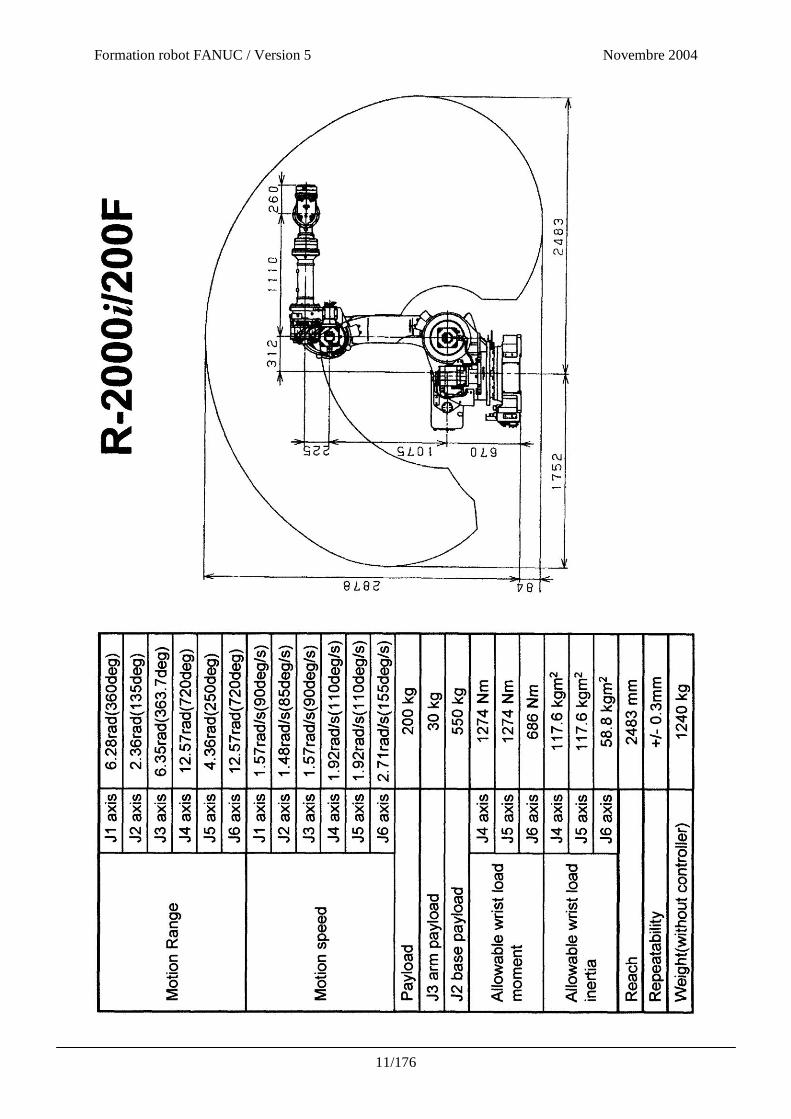
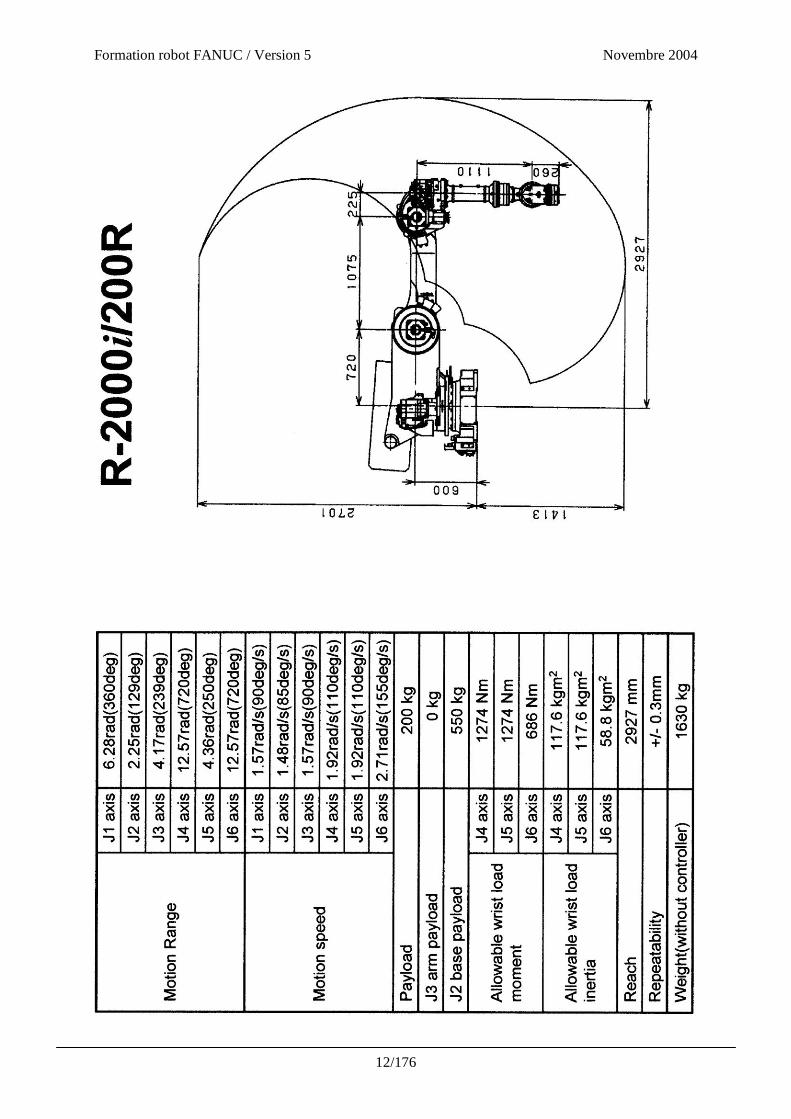
1_ Présentation du robot FANUC R2000i ……………………………………………..…..p7
1.1_ Présentation du robot
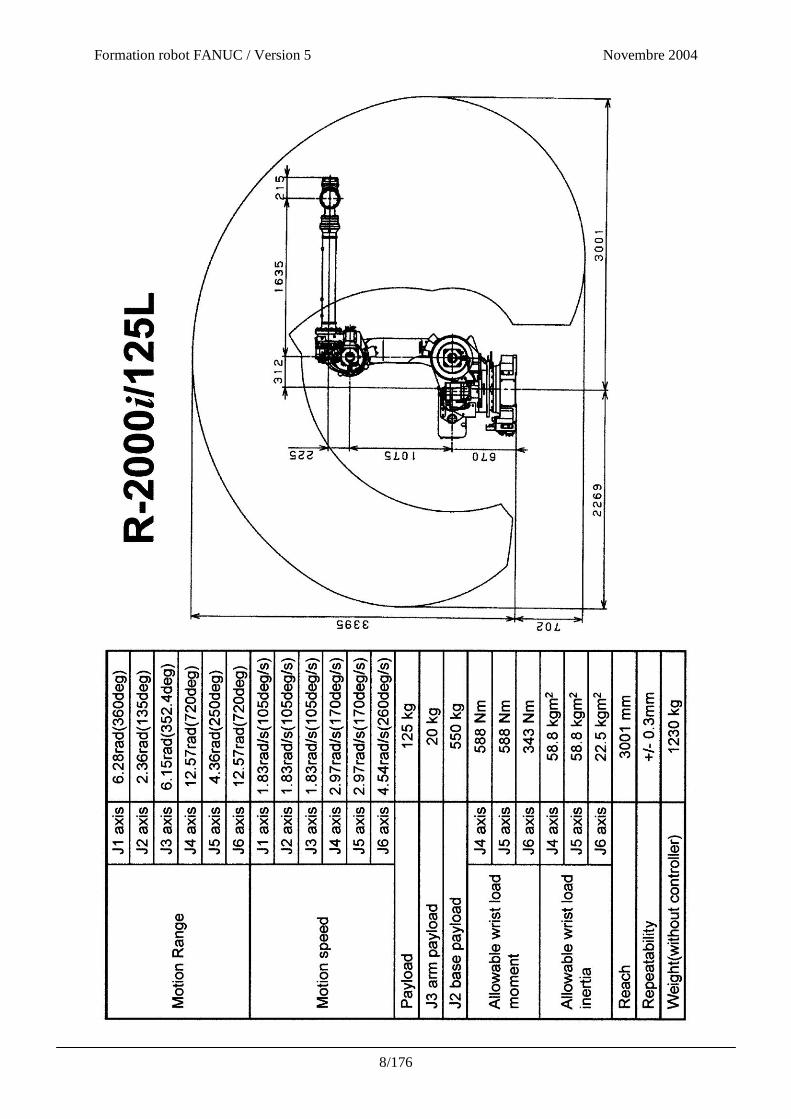
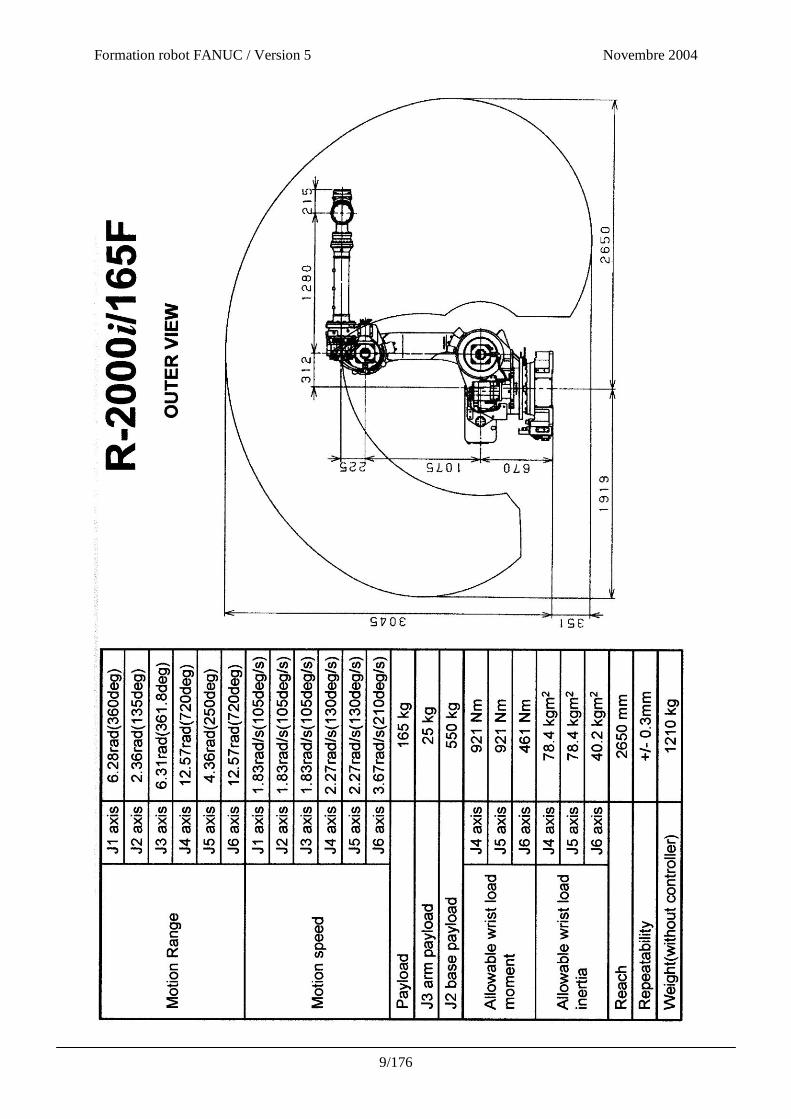
1.2_ Caractéristiques du robot
2_ Présentation de la baie ……………………………………………………….…………...p15
2.1_ Fonction de la baie
2.2_ Constitution de la baie
2.3_ Le panneau opérateur
2.4_ L’intérieur de la baie
3_ Présentation du Teach Pendant (boîtier d’apprentissage) …………………………….p21
4_ Déplacement du robot en mode apprentissage ………………………………………….p29
4.1_ La vitesse de déplacement
4.2_ Les modes de déplacement
4.2.1_ en axe par axe : JOINT
4.2.2_ dans un repère universel : WORLD
4.2.3_ dans un repère outil : TOOL
4.2.4_ dans un repère utilisateur : USER
5_ Position du robot dans l’espace …………………………………………………………..p33
5.1_ Les types de positions
5.1.1_ en JOINT
5.1.2_ en CARTESIEN
5.2_ Visualiser la position du robot dans l’espace
6_ Création et test d’une trajectoire ………………………………………………………...p39
6.1_ Création d’une trajectoire
6.2_ Création d’un point
6.2.1_ Types de mouvements vers un point
6.2.2_ Types de points
6.2.3_ Vitesse
6.2.4_ Précision
6.2.5_ Options
7_ La fenêtre d’EDITION……………………………………………………………………P45
7.1_ Arborescence de l’éditeur
7.2_ Enregistrer une position d’un point par défaut
7.3_ Modifier une position d’un point
7.4_ Editeur de commande
7.4.1_ Insert
7.4.2_ Delete
7.4.3_ Copy
7.4.4_ Find
7.4.5_ Replace
7.4.6_ Renumber
7.4.7_ Undo
Formation robot FANUC / Version 5 Novembre 2004
4/176
8_ Les instructions TPE………………………………………………………………………p53
8.1_ Arborescence de l’éditeur
8.2_ Les instructions de variables
8.2.1_ Les registres
8.2.2_ Les registres de positions
8.3_ Les instructions d’Entrées / Sorties
8.3.1_ Les Sorties
8.3.2_ Les Entrées
8.4_ Les instructions des sauts inconditionnels
8.4.1_ Définition de label
8.4.2_ Saut inconditionnel
8.4.3_ Appel de programme
8.5_ Les instructions des sauts conditionnels
8.5.1_ Instruction IF
8.5.2_ Instruction SELECT
8.6_ Les instructions d’attente
8.6.1_ Temporisation
8.6.2_ Attente d’une condition vraie
8.7_ Les instructions de repères
8.7.1_ Sélections des repères utilisés
8.7.2_ Sauvegarde et restitution d’un repère dans un registre de position
8.8_ Les instructions de multitâches
8.9_ Les instructions de contrôles
9_ Les macro commandes…………………………………………………………………….p65
9.1_ Fonction d’une macro commande
9.2_ Procédure à suivre
10_ Les Entrées / Sorties……………………………………………………………………...p67
10.1_ Les Entrées / Sorties Digitales
10.2_ Les Entrées / Sorties Analogiques
10.3_ Les Entrées / Sorties Groupées
10.4_ Les U.O.P.
10.5_ Les S.O.P.
11_ Les variables systèmes utiles………………………………………………………...…..p73
12_ Manipulation du robot…………………………………………………………………...p75
12.1_ Comment mettre le robot au REPLI
12.1.1_ En mode AUTOMATIQUE
12.1.2_ En mode MANUEL
12.2_ Comment démarrer le robot
12.3_ Les Demandes de Services
12.4_ Les reprises de Cycles
13_ Les routines de l’applicatif………………………………………………………………..p79
13.1_ Les routines globales
13.2_ Les routines spécifiques Soudure Pince électrique
13.3_ Les routines spécifiques Préhension
13.4_ Les routines spécifiques Soudure Pneumatique
13.5_ Les routines spécifiques Soudure Alu
13.6_ Les routines spécifiques Soudure ARC
13.7_ Les routines spécifiques Clinchage
13.8_ Les routines spécifiques Soudure Goujon
13.9_ Les routines spécifiques Encollage
Formation robot FANUC / Version 5 Novembre 2004
5/176
13.10_ Les routines spécifiques Changeur d’Outils
13.11_ Les routines spécifiques Changeur de Mises Automatique
13.12_ Les routines spécifiques Dépalettisation
13.13_ Les routines spécifiques Palettisation
13.14_ Techniques d’optimisation pour le lancement des routines
13.15_ Liste des registres applicatifs FANUC RJ3i
13.15.1_ Description des registres
13.15.2_ Description des registres de position
14_ Les menus de l’applicatif………………………………………………………………...p117
14.1_ Commandes Manuelles
14.2_ Configuration & Métiers
14.3_ Sauvegardes
14.4_ Restitutions
14.5_ Utilitaires PC
14.6_ Configuration et Métiers
14.6.1_ Configuration robot
14.6.2_ Métier Soudure Pince Electrique
14.6.3_ Métier Soudure Pince Pneumatique
14.6.4_ Métier Manutention /. Préhension
14.6.5_ Métier Goujon
14.6.6_ Métier Encollage
14.6.7_ Métier Soudure ARC
14.6.8_ Métier Clinchage
14.6.9_ Métier Dépalettisation
14.6.10_ Métier Palettisation
14.6.11_ Métier Soudure ALU
15_ La Pince Electrique……………………………………………………………………….p159
15.1_ Présentation de la pince électrique
15.2_ Schéma de principe
15.3_ Pilotage de la pince en manuel
15.4_ Visualisation de la position d’ouverture de la pince
15.5_ Démarrage d’une pince
15.5.1_ Préambule
15.5.2_ Acquittements des défauts
15.6_ Calibration de la pince
15.7_ Calibration de la courbe d’effort
15.7.1_ Description générale
15.7.2_ Conditions préalables
15.7.3_ Accès à la calibration
15.8_ Calibration de la courbe d’effort
15.8.1_ Description
15.8.2_ Paramètrage de la CPS
15.8.3_ Configuration Manuelle
15.8.4_ Contrôle de l’effort
15.9_ Sauvegarde et restitution des paramètres pince électrique
15.9.1_ Sauvegarde
15.9.2_ Restauration
16_ Organigramme des différents menus…………………………………………………….p173

Formation robot FANUC / Version 5 Novembre 2004
6/176
Formation robot FANUC / Version 5 Novembre 2004
7/176
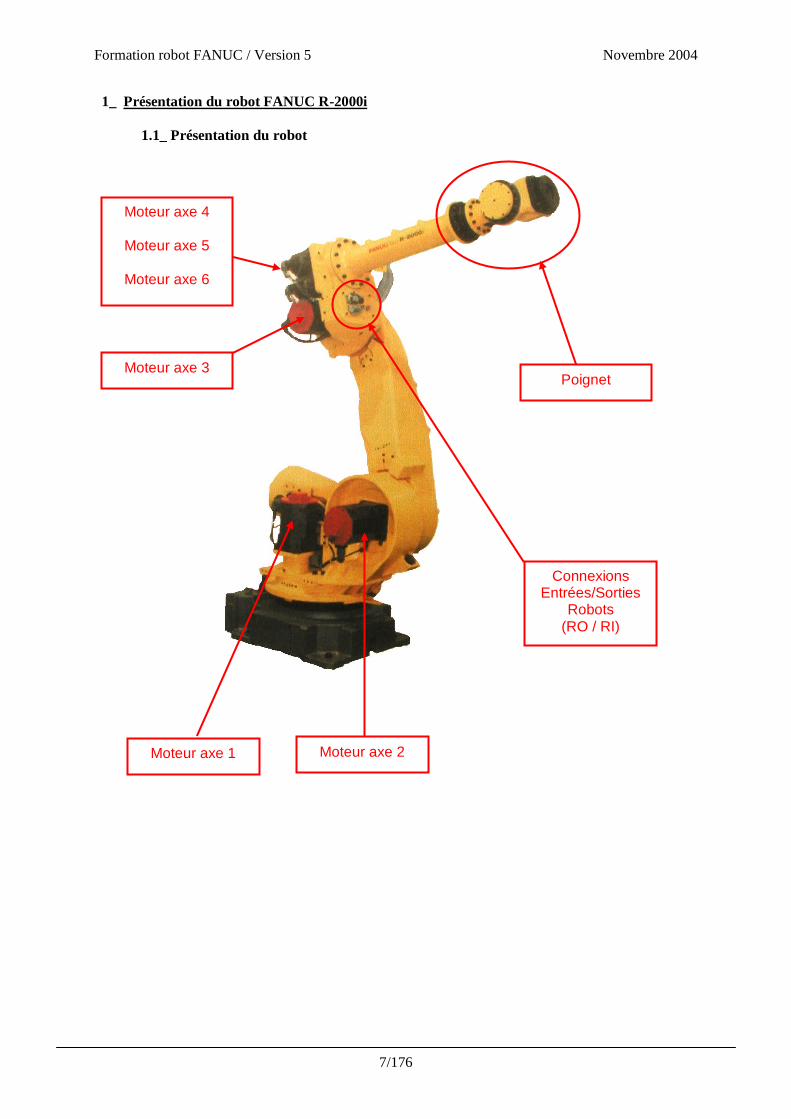
1_ Présentation du robot FANUC R-2000i
1.1_ Présentation du robot
Moteur axe 3
Moteur axe 1 Moteur axe 2
Poignet
Moteur axe 4
Moteur axe 5
Moteur axe 6
Connexions Entrées/Sorties
Robots (RO / RI)
Formation robot FANUC / Version 5 Novembre 2004
8/176
Formation robot FANUC / Version 5 Novembre 2004
9/176
Formation robot FANUC / Version 5 Novembre 2004
10/176
Formation robot FANUC / Version 5 Novembre 2004
11/176
Formation robot FANUC / Version 5 Novembre 2004
12/176
Formation robot FANUC / Version 5 Novembre 2004
13/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
14/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
15/176
2_ Présentation de la baie
2.1_ Fonction de la baie
Elle regroupe un ensemble d’équipements nécessaires pour faire fonctionner
un robot.
C’est à partir de la baie que le robot est commandé, que ce soit en MANUEL
ou en AUTOMATIQUE. Le robot peut être contrôlé par l’intermédiaire du Teach
Pendant ou par le panneau opérateur situé en face avant de la baie.
La pince électrique est commandée avec un variateur ( 7ème
axe) situé à
l’intérieur de la baie. Elle recueille donc les informations en provenance de la pince
(défauts, position de la pince…)
Elle dialogue avec tous les périphériques (automate, armoire d’encollage,
générateur soudure ASA, séquence ARO….) par réseau ou par les entrées/sorties.
Les chaînes de sécurités sont également gérées au niveau de la baie.
Les différentes alimentations, nécessaires au bon fonctionnement du robot, se
trouvent aussi dans la baie.
2.2_ Constitution de la baie
Elle est constituée d’une armoire dans laquelle on retrouve les éléments
principaux tels :
- un sectionneur
- la carte CPU
- les alimentations
- le variateur de commande des 6 axes du robot
- le variateur pince électrique (le cas échéant)
- la carte de sécurité
- le module d’entrées/sorties
- Le module changeur de pince (si changeur)
Le pupitre opérateur se situe sur l’avant de la baie.
Accolée à la baie, on a l’armoire auxiliaire (pour la soudure) avec la séquence
ARO en face avant ainsi que le commutateur AVEC/SANS soudure et le
panneau thyristor, à l’intérieur.
Formation robot FANUC / Version 5 Novembre 2004
16/176
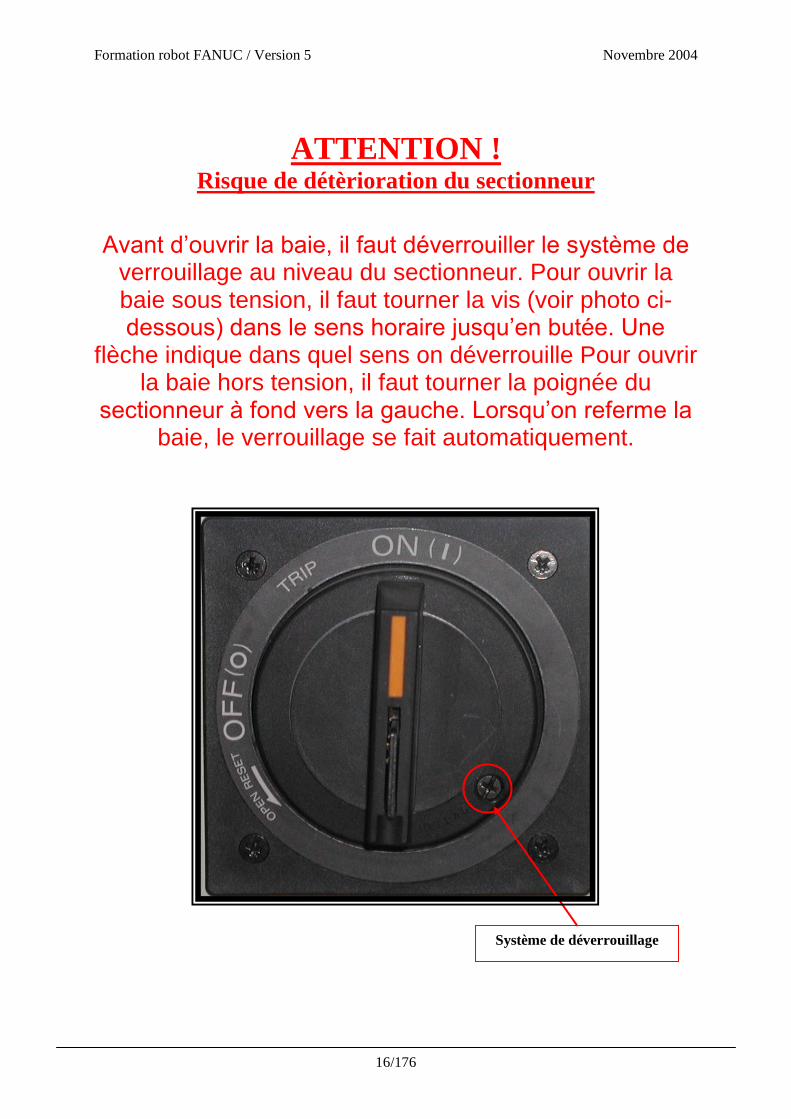
ATTENTION ! Risque de détèrioration du sectionneur
Avant d’ouvrir la baie, il faut déverrouiller le système de
verrouillage au niveau du sectionneur. Pour ouvrir la baie sous tension, il faut tourner la vis (voir photo ci-dessous) dans le sens horaire jusqu’en butée. Une
flèche indique dans quel sens on déverrouille Pour ouvrir la baie hors tension, il faut tourner la poignée du
sectionneur à fond vers la gauche. Lorsqu’on referme la baie, le verrouillage se fait automatiquement.
Système de déverrouillage
Formation robot FANUC / Version 5 Novembre 2004
17/176
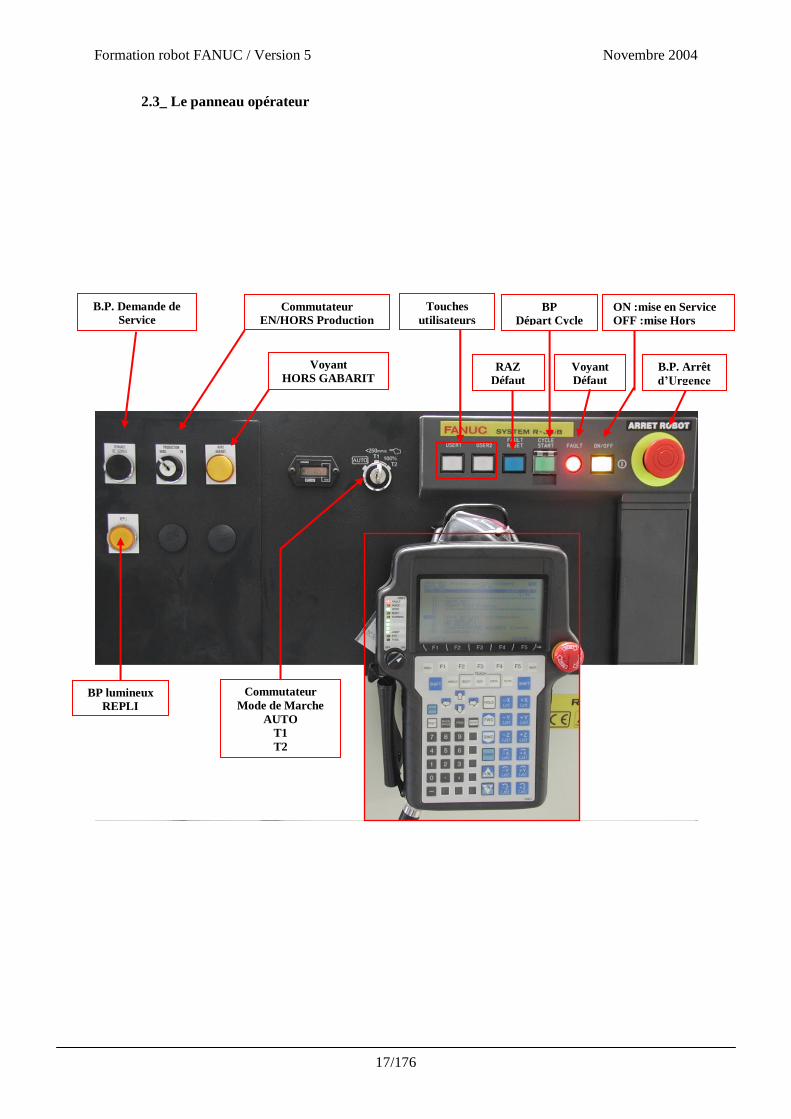
2.3_ Le panneau opérateur
2.4_ Intérieur de la baie
B.P. Demande de
Service Commutateur
EN/HORS Production
Voyant
HORS GABARIT
Touches
utilisateurs
Production
B.P. Arrêt
d’Urgence
Commutateur
Mode de Marche
AUTO
T1
T2
RAZ
Défaut
Productio
n
ON :mise en Service
OFF :mise Hors
service
BP
Départ Cycle
Voyant
Défaut
Productio
n
BP lumineux
REPLI
Formation robot FANUC / Version 5 Novembre 2004
18/176
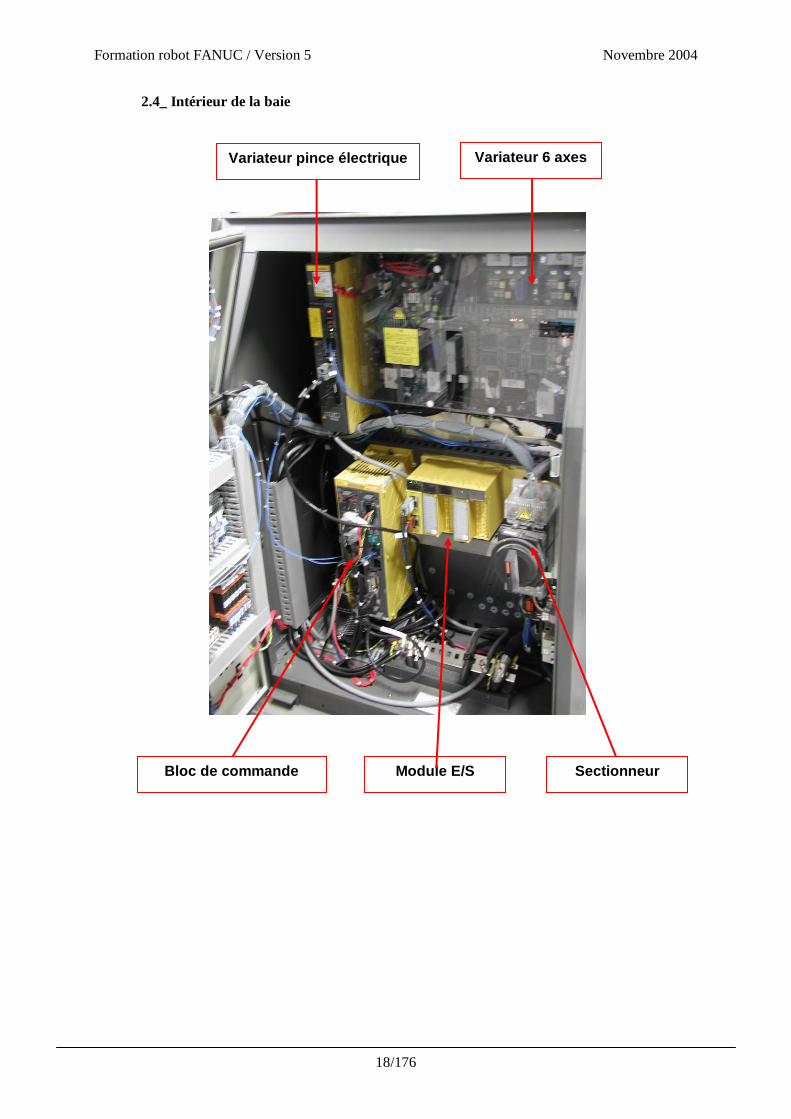
2.4_ Intérieur de la baie
Variateur pince électrique Variateur 6 axes
Sectionneur Module E/S Bloc de commande
Formation robot FANUC / Version 5 Novembre 2004
19/176
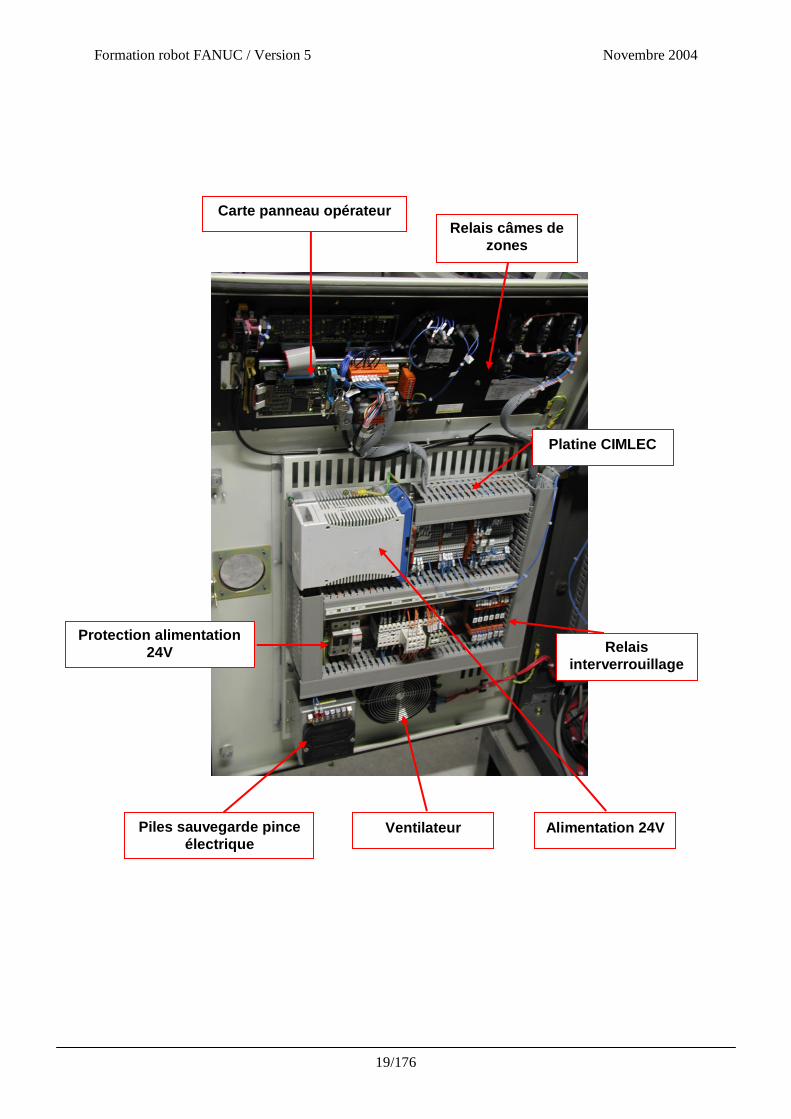
Alimentation 24V Ventilateur Piles sauvegarde pince
électrique
Carte panneau opérateur
Platine CIMLEC
Protection alimentation
24V Relais
interverrouillage
Relais câmes de
zones
Formation robot FANUC / Version 5 Novembre 2004
20/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
21/176
3_ Présentation du Teach Pendant (boîtier d’apprentissage)
Le Teach Pendant assure l’interface entre l’armoire et l’opérateur. Il est
directement connecté à l’unité centrale.
Il est utilisé pour :
- Déplacer le robot
- Stopper le robot
- Régler la vitesse du robot
- Sélectionner les différents repères (TOOL, USER, WORLD…)
- Sélectionner les différents modes de déplacements
- Faire les mouvements en manuel (ferm. Préh., ouv. Préh. ….)
- Visualiser les défauts, attentes, les inhibitions…
- Créer les trajectoire
- Tester des programmes
- Visualiser les différentes données (E/S, registres…..)
- Faire les sauvegardes et les restitutions des programmes
- Calibrer le robot
- Calibrer la pince électrique
Il comprend :
- Un B.P. d’Arrêt d’Urgence
- Un commutateur ON / OFF (T.P. actif ou non actif)
- L’ »homme mort » (Deadman)
- Un écran 16 lignes et 40 caractères
- Onze leds, témoins d’état
- Toutes les touches (déplacements , vitesse, coordonnées, menus…)
- Des touches configurées spécialement pour faciliter l’utilisation
d’ARCTOOL

Formation robot FANUC / Version 5 Novembre 2004
22/176
Le Teach Pendant
Formation robot FANUC / Version 5 Novembre 2004
23/176
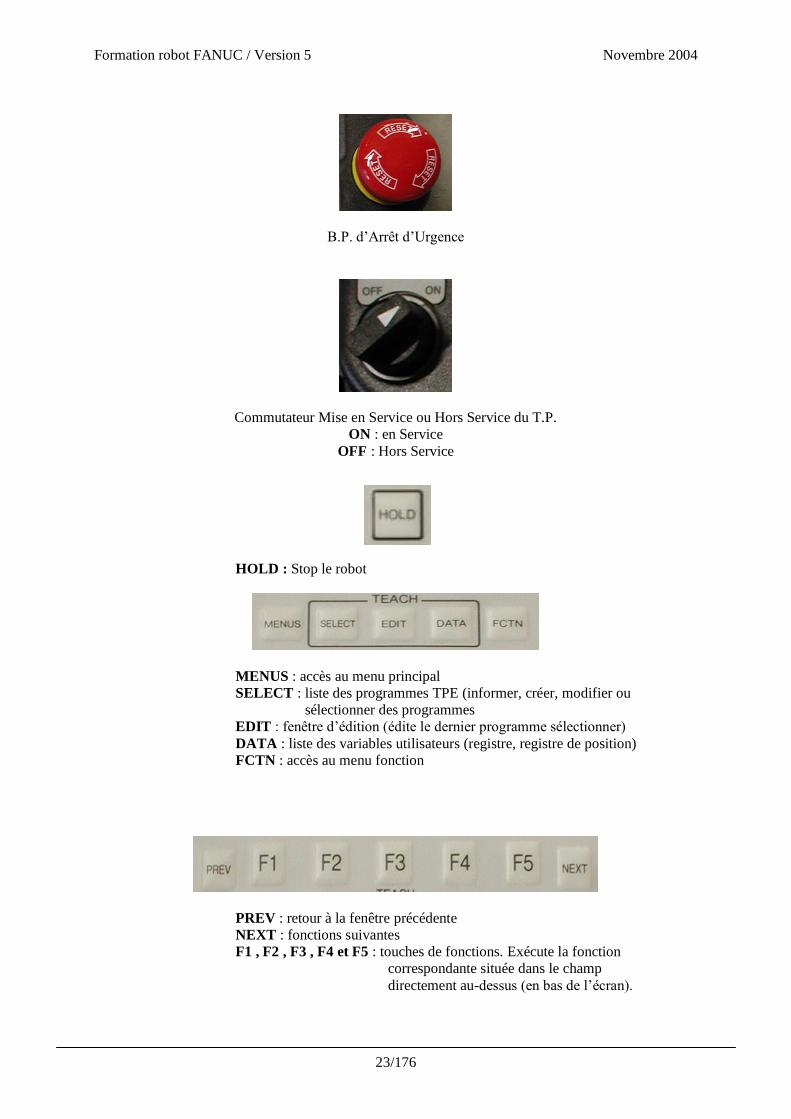
B.P. d’Arrêt d’Urgence
Commutateur Mise en Service ou Hors Service du T.P.
ON : en Service
OFF : Hors Service
HOLD : Stop le robot
MENUS : accès au menu principal
SELECT : liste des programmes TPE (informer, créer, modifier ou
sélectionner des programmes
EDIT : fenêtre d’édition (édite le dernier programme sélectionner)
DATA : liste des variables utilisateurs (registre, registre de position)
FCTN : accès au menu fonction
PREV : retour à la fenêtre précédente
NEXT : fonctions suivantes
F1 , F2 , F3 , F4 et F5 : touches de fonctions. Exécute la fonction
correspondante située dans le champ
directement au-dessus (en bas de l’écran).
Formation robot FANUC / Version 5 Novembre 2004
24/176
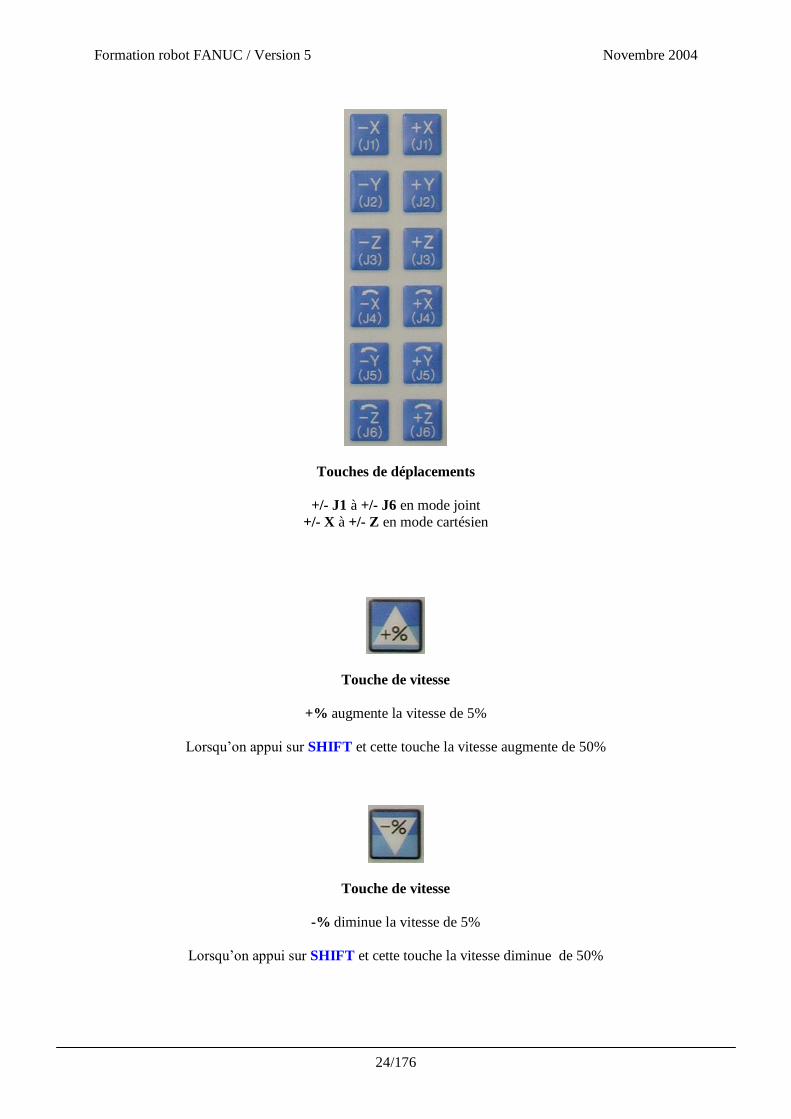
Touches de déplacements
+/- J1 à +/- J6 en mode joint
+/- X à +/- Z en mode cartésien
Touche de vitesse
+% augmente la vitesse de 5%
Lorsqu’on appui sur SHIFT et cette touche la vitesse augmente de 50%
Touche de vitesse
-% diminue la vitesse de 5%
Lorsqu’on appui sur SHIFT et cette touche la vitesse diminue de 50%
Formation robot FANUC / Version 5 Novembre 2004
25/176
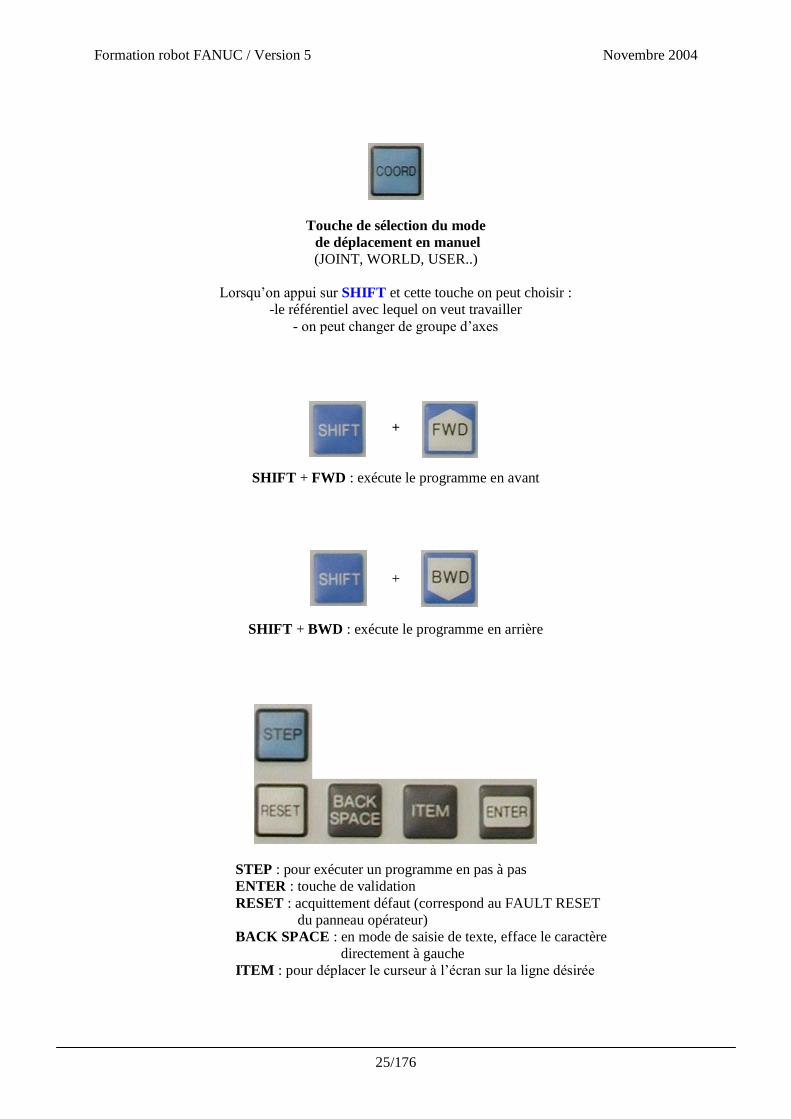
Touche de sélection du mode
de déplacement en manuel
(JOINT, WORLD, USER..)
Lorsqu’on appui sur SHIFT et cette touche on peut choisir :
-le référentiel avec lequel on veut travailler
- on peut changer de groupe d’axes
+
SHIFT + FWD : exécute le programme en avant
+
SHIFT + BWD : exécute le programme en arrière
STEP : pour exécuter un programme en pas à pas
ENTER : touche de validation
RESET : acquittement défaut (correspond au FAULT RESET
du panneau opérateur)
BACK SPACE : en mode de saisie de texte, efface le caractère
directement à gauche
ITEM : pour déplacer le curseur à l’écran sur la ligne désirée
Formation robot FANUC / Version 5 Novembre 2004
26/176
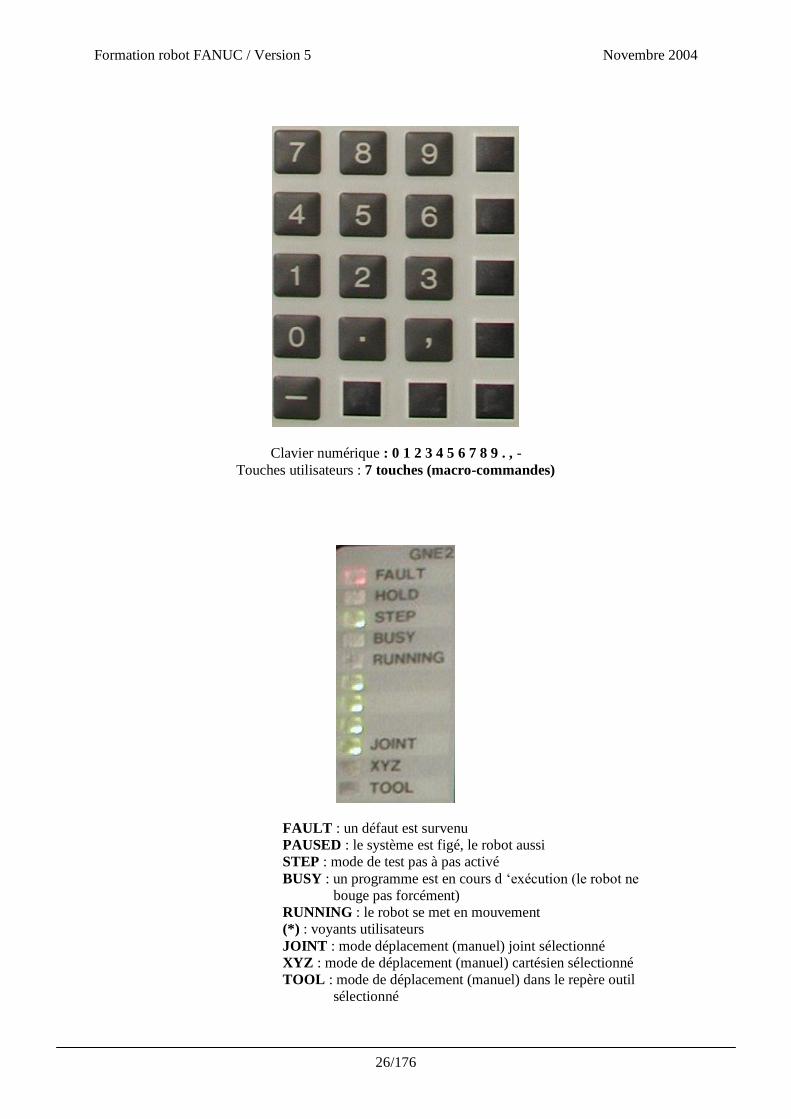
Clavier numérique : 0 1 2 3 4 5 6 7 8 9 . , -
Touches utilisateurs : 7 touches (macro-commandes)
FAULT : un défaut est survenu
PAUSED : le système est figé, le robot aussi
STEP : mode de test pas à pas activé
BUSY : un programme est en cours d ‘exécution (le robot ne
bouge pas forcément)
RUNNING : le robot se met en mouvement
(*) : voyants utilisateurs
JOINT : mode déplacement (manuel) joint sélectionné
XYZ : mode de déplacement (manuel) cartésien sélectionné
TOOL : mode de déplacement (manuel) dans le repère outil
sélectionné
Formation robot FANUC / Version 5 Novembre 2004
27/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
28/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
29/176
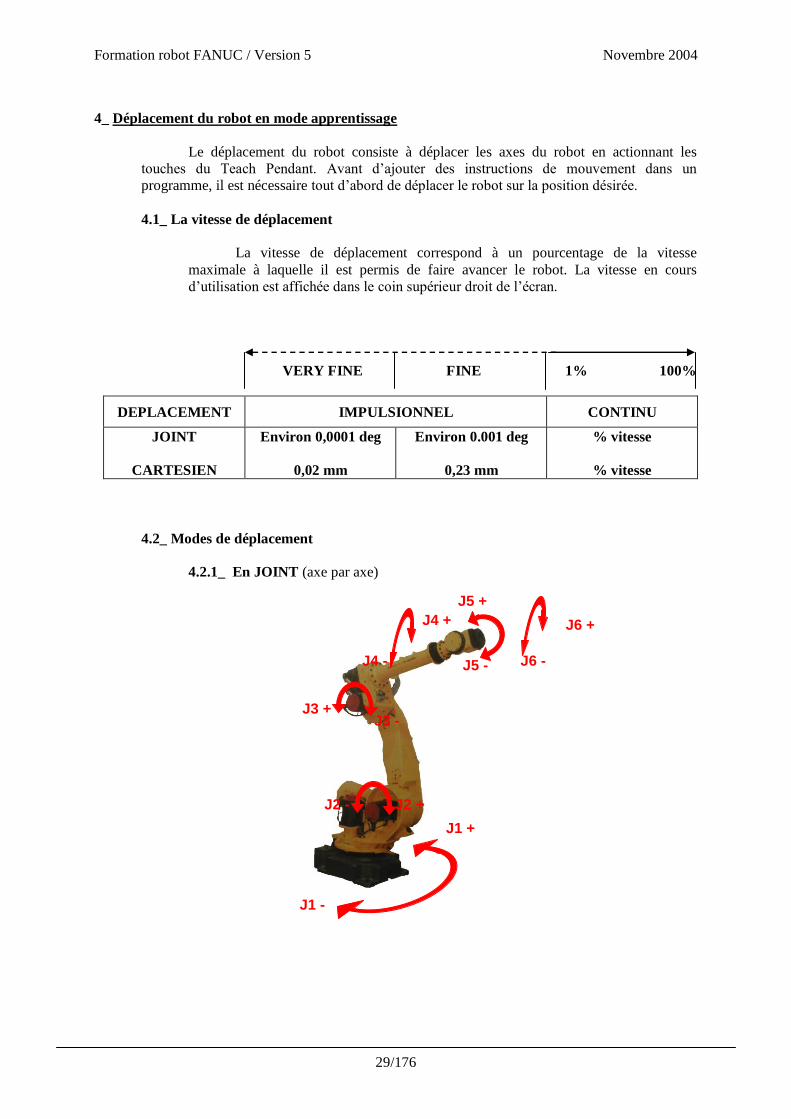
4_ Déplacement du robot en mode apprentissage
Le déplacement du robot consiste à déplacer les axes du robot en actionnant les
touches du Teach Pendant. Avant d’ajouter des instructions de mouvement dans un
programme, il est nécessaire tout d’abord de déplacer le robot sur la position désirée.
4.1_ La vitesse de déplacement
La vitesse de déplacement correspond à un pourcentage de la vitesse
maximale à laquelle il est permis de faire avancer le robot. La vitesse en cours
d’utilisation est affichée dans le coin supérieur droit de l’écran.
VERY FINE FINE 1% 100%
DEPLACEMENT IMPULSIONNEL CONTINU
JOINT
CARTESIEN
Environ 0,0001 deg
0,02 mm
Environ 0.001 deg
0,23 mm
% vitesse
% vitesse
4.2_ Modes de déplacement
4.2.1_ En JOINT (axe par axe)
J1 +
J1 -
J2 + J2 -
J3 - J3 +
J4 -
J4 +
J5 +
J5 -
J6 +
J6 -
Formation robot FANUC / Version 5 Novembre 2004
30/176
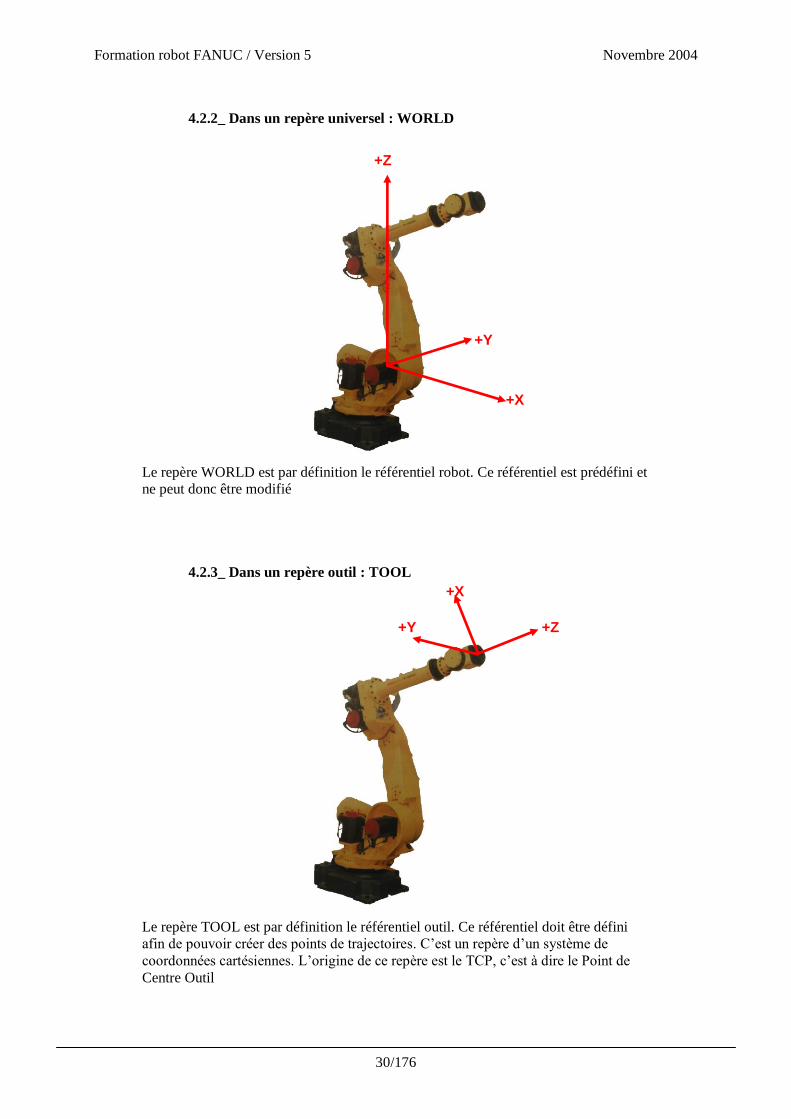
4.2.2_ Dans un repère universel : WORLD
4.2.3_ Dans un repère outil : TOOL
+Z
+Z
+Y
+X
+Y
+X
Le repère WORLD est par définition le référentiel robot. Ce référentiel est prédéfini et
ne peut donc être modifié
Le repère TOOL est par définition le référentiel outil. Ce référentiel doit être défini
afin de pouvoir créer des points de trajectoires. C’est un repère d’un système de
coordonnées cartésiennes. L’origine de ce repère est le TCP, c’est à dire le Point de
Centre Outil
Formation robot FANUC / Version 5 Novembre 2004
31/176
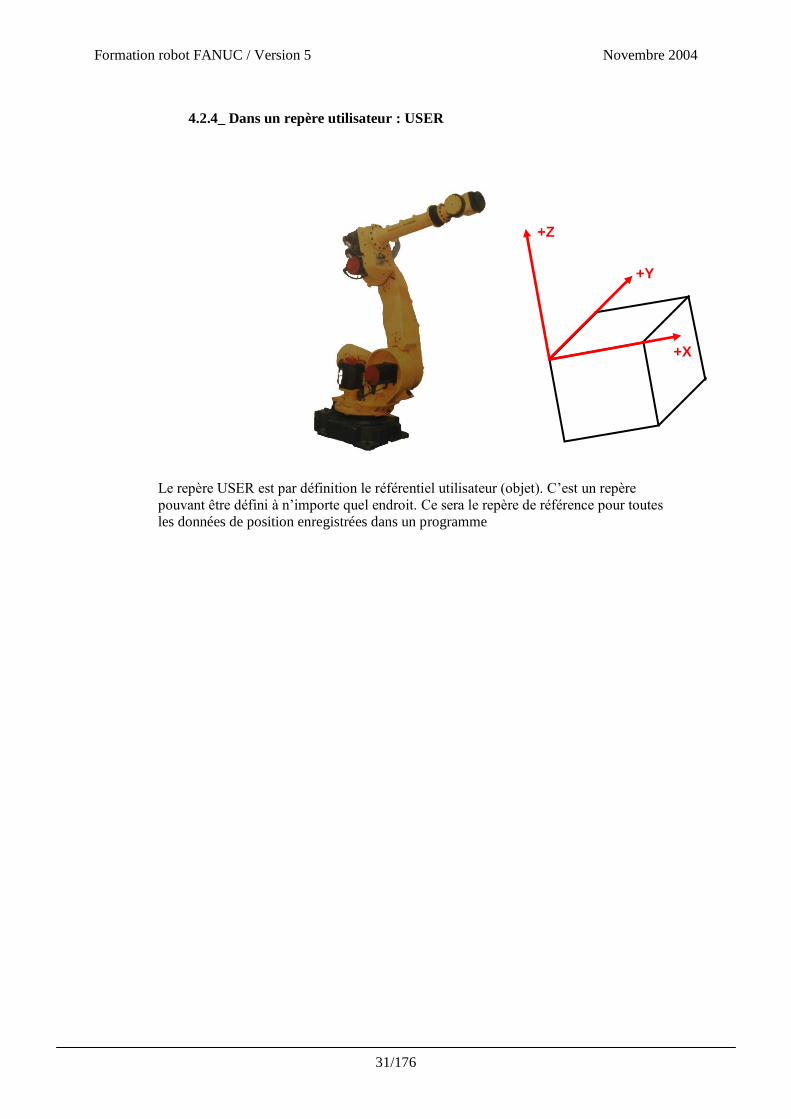
4.2.4_ Dans un repère utilisateur : USER
+Z
+Y
+X
Le repère USER est par définition le référentiel utilisateur (objet). C’est un repère
pouvant être défini à n’importe quel endroit. Ce sera le repère de référence pour toutes
les données de position enregistrées dans un programme
Formation robot FANUC / Version 5 Novembre 2004
32/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
33/176
5_ Position du robot dans l’espace
La visualisation de la position est indépendante du mode de déplacement manuel actif.
5.1_ Deux types de positions
5.1.1_ en JOINT :
Valeurs angulaires sur chaque axe (en degrés)
5.1.2_ en CARTESIEN :
Coordonnées cartésiennes du centre outil dans un repère
UT est le numéro du repère outil utilisé pour ce point
UF est le numéro du repère utilisateur utilisé pour ce point
X, Y et Z sont les coordonnées du centre outil dans le repère
W, P et R sont l’orientation de l’outil dans le repère
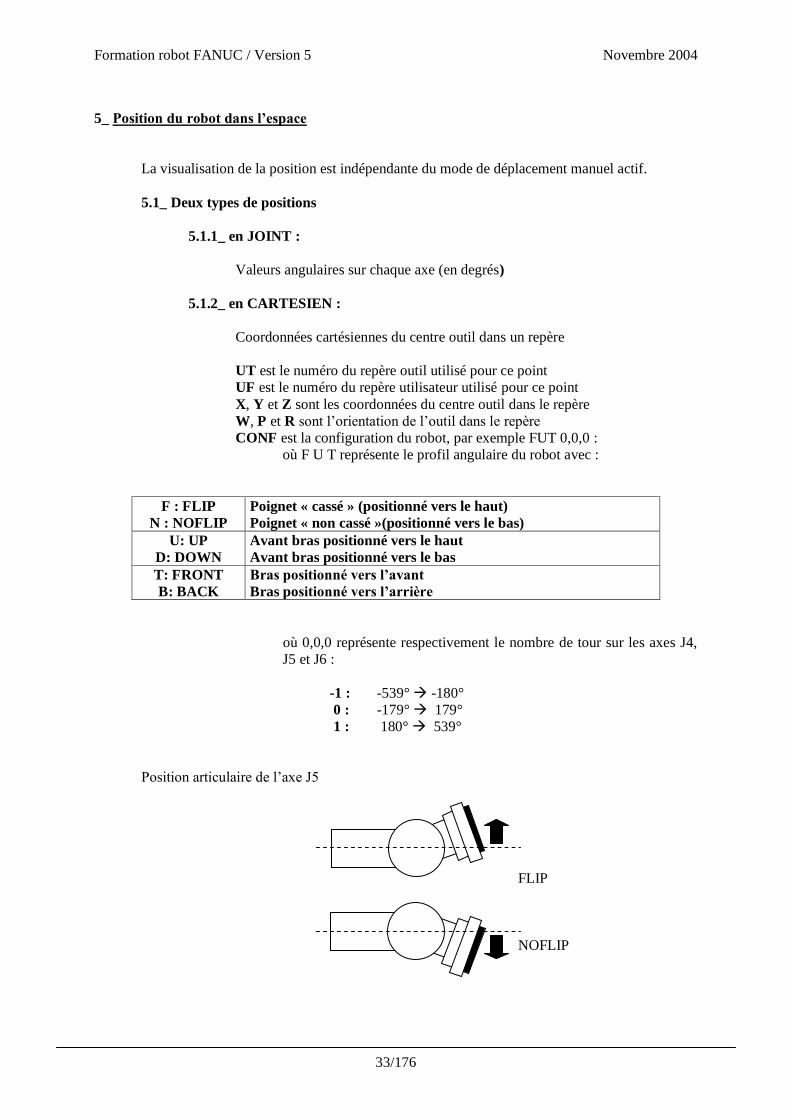
CONF est la configuration du robot, par exemple FUT 0,0,0 :
où F U T représente le profil angulaire du robot avec :
F : FLIP
N : NOFLIP
Poignet « cassé » (positionné vers le haut)
Poignet « non cassé »(positionné vers le bas)
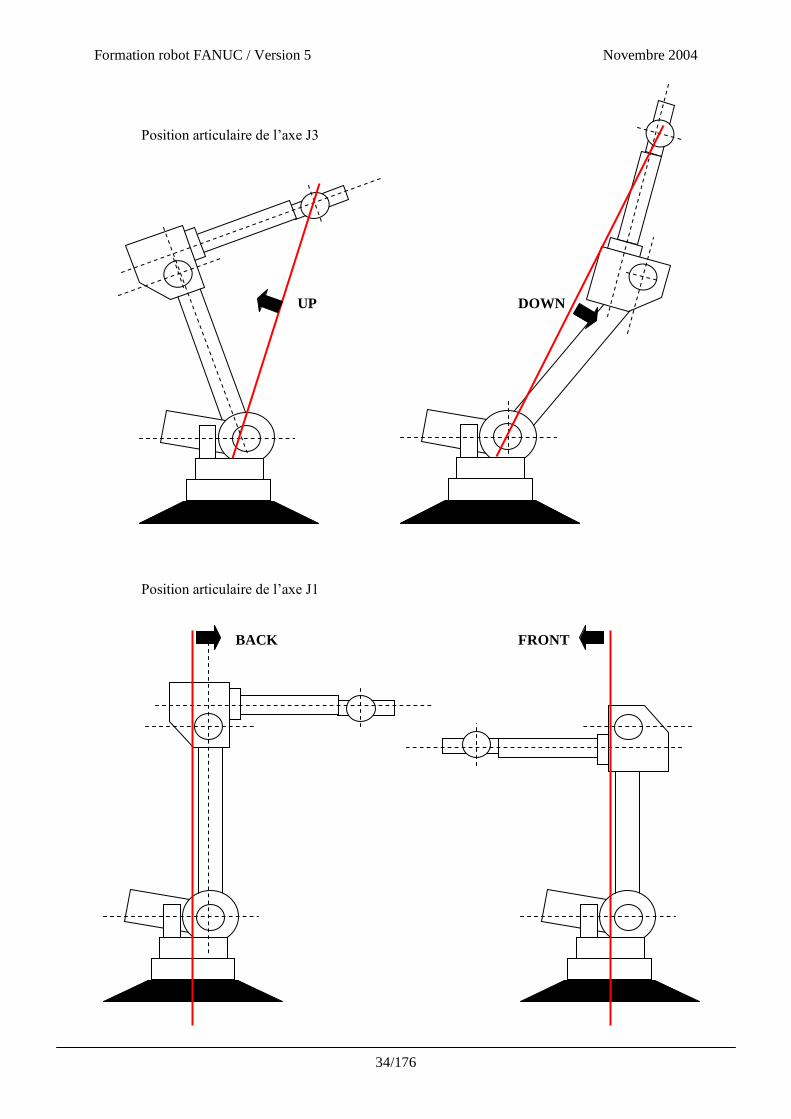
U: UP
D: DOWN
Avant bras positionné vers le haut
Avant bras positionné vers le bas
T: FRONT
B: BACK
Bras positionné vers l’avant
Bras positionné vers l’arrière
où 0,0,0 représente respectivement le nombre de tour sur les axes J4,
J5 et J6 :
-1 : -539° -180°
0 : -179° 179°
1 : 180° 539°
Position articulaire de l’axe J5
FLIP
NOFLIP
Formation robot FANUC / Version 5 Novembre 2004
34/176
Position articulaire de l’axe J3
UP DOWN
Position articulaire de l’axe J1
BACK FRONT
Formation robot FANUC / Version 5 Novembre 2004
35/176
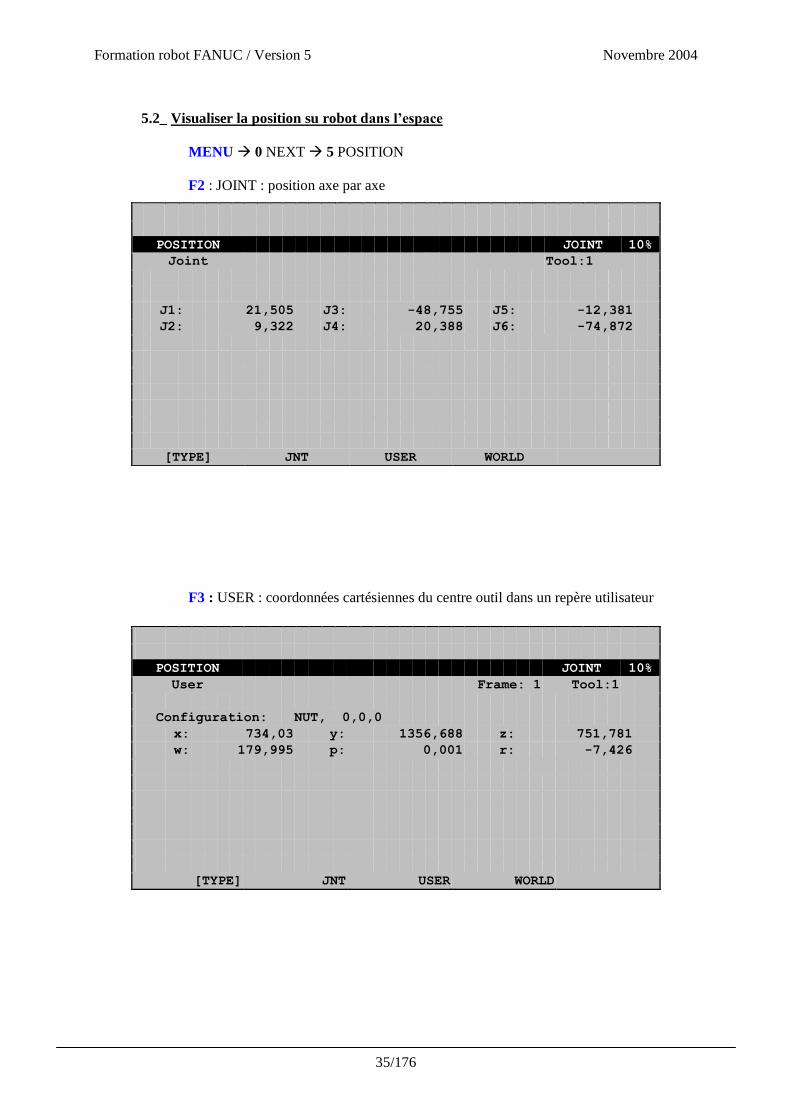
5.2_ Visualiser la position su robot dans l’espace
MENU 0 NEXT 5 POSITION
F2 : JOINT : position axe par axe
F3 : USER : coordonnées cartésiennes du centre outil dans un repère utilisateur
POSITION JOINT 10%
Joint Tool:1
J1: 21,505 J3: -48,755 J5: -12,381
J2: 9,322 J4: 20,388 J6: -74,872
[TYPE] JNT USER WORLD
POSITION JOINT 10%
User Frame: 1 Tool:1
Configuration: NUT, 0,0,0,0
x: 734,03 y: 1356,688 z: 751,781
w: 179,995 p: 0,001 r: -7,426
[TYPE] JNT USER WORLD
Formation robot FANUC / Version 5 Novembre 2004
36/176
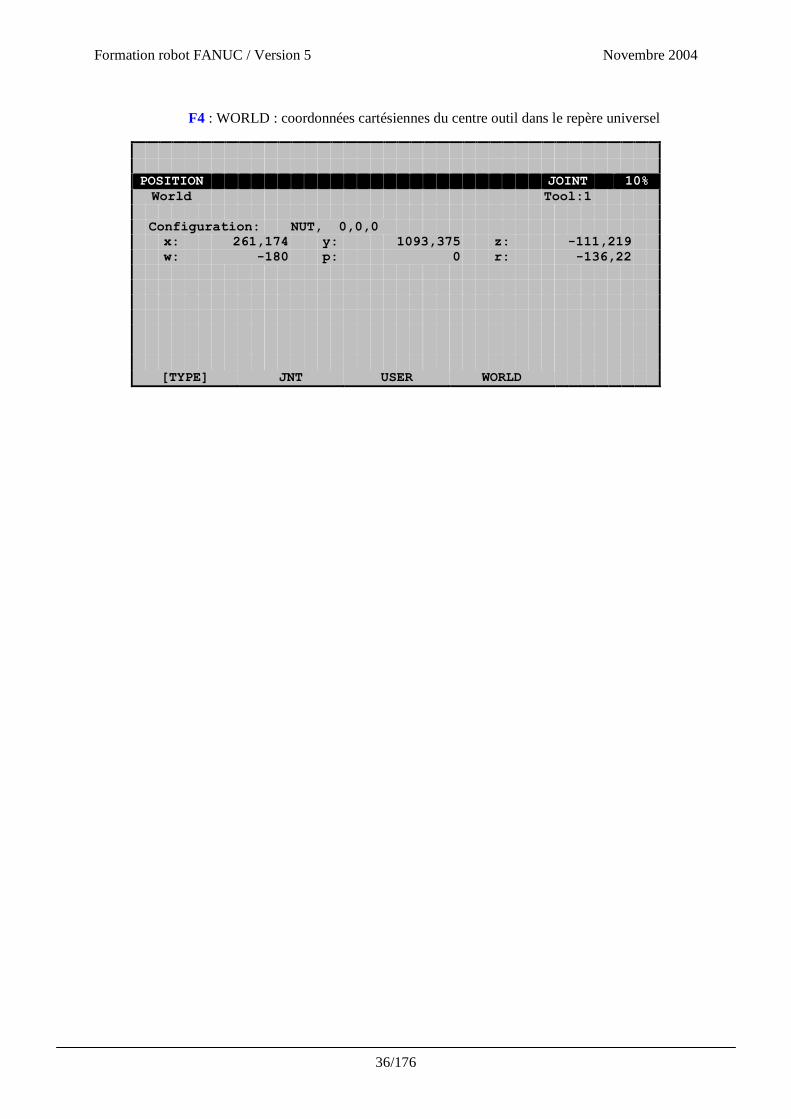
F4 : WORLD : coordonnées cartésiennes du centre outil dans le repère universel
POSITION JOINT 10%
World Tool:1
Configuration: NUT, 0,0,0,0
x: 261,174 y: 1093,375 z: -111,219
w: -180 p: 0 r: -136,22
[TYPE] JNT USER WORLD
Formation robot FANUC / Version 5 Novembre 2004
37/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
38/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
39/176
6_ Création et test d’une trajectoire
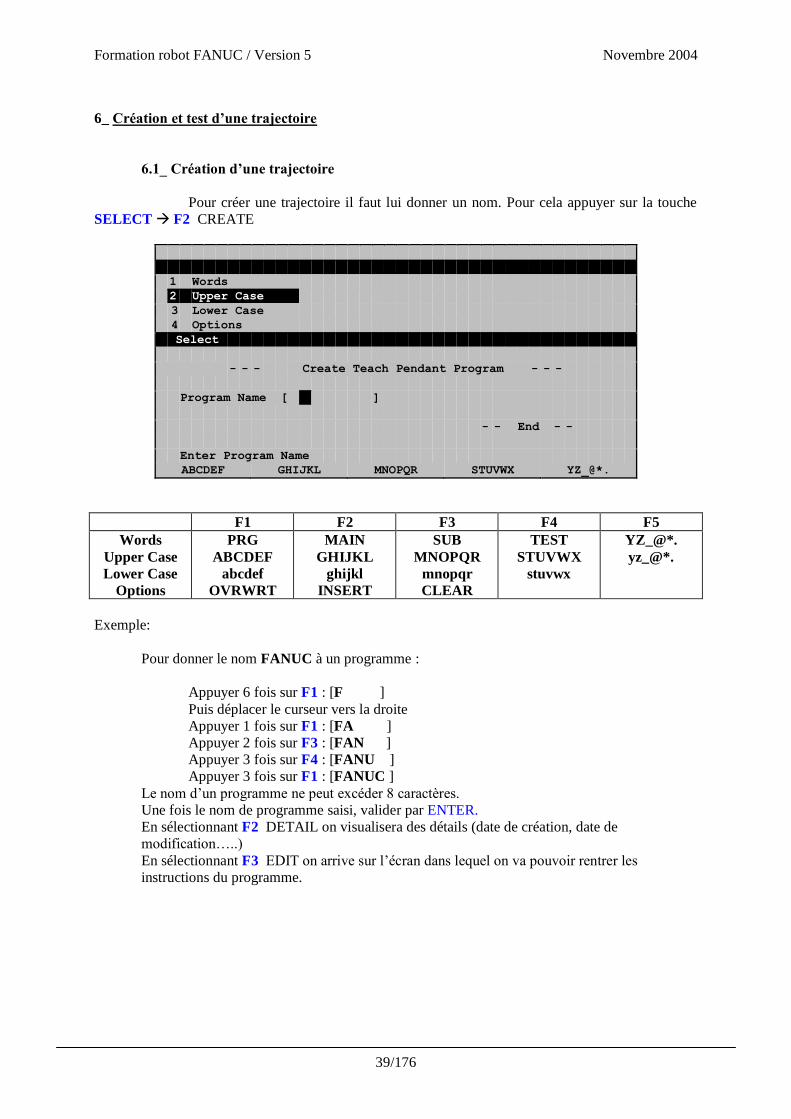
6.1_ Création d’une trajectoire
Pour créer une trajectoire il faut lui donner un nom. Pour cela appuyer sur la touche
SELECT F2 CREATE
1 Words
2 Upper Case
3 Lower Case
4 Options
Select
- - - Create Teach Pendant Program - - -
Program Name [ ]
- - End - -
Enter Program Name
ABCDEF GHIJKL MNOPQR STUVWX YZ_@*.
F1 F2 F3 F4 F5
Words
Upper Case
Lower Case
Options
PRG
ABCDEF
abcdef
OVRWRT
MAIN
GHIJKL
ghijkl
INSERT
SUB
MNOPQR
mnopqr
CLEAR
TEST
STUVWX
stuvwx
YZ_@*.
yz_@*.
Exemple:
Pour donner le nom FANUC à un programme :
Appuyer 6 fois sur F1 : [F ]
Puis déplacer le curseur vers la droite
Appuyer 1 fois sur F1 : [FA ]
Appuyer 2 fois sur F3 : [FAN ]
Appuyer 3 fois sur F4 : [FANU ]
Appuyer 3 fois sur F1 : [FANUC ]
Le nom d’un programme ne peut excéder 8 caractères.
Une fois le nom de programme saisi, valider par ENTER.
En sélectionnant F2 DETAIL on visualisera des détails (date de création, date de
modification…..)
En sélectionnant F3 EDIT on arrive sur l’écran dans lequel on va pouvoir rentrer les
instructions du programme.
Formation robot FANUC / Version 5 Novembre 2004
40/176
6.2_ Création d’un point
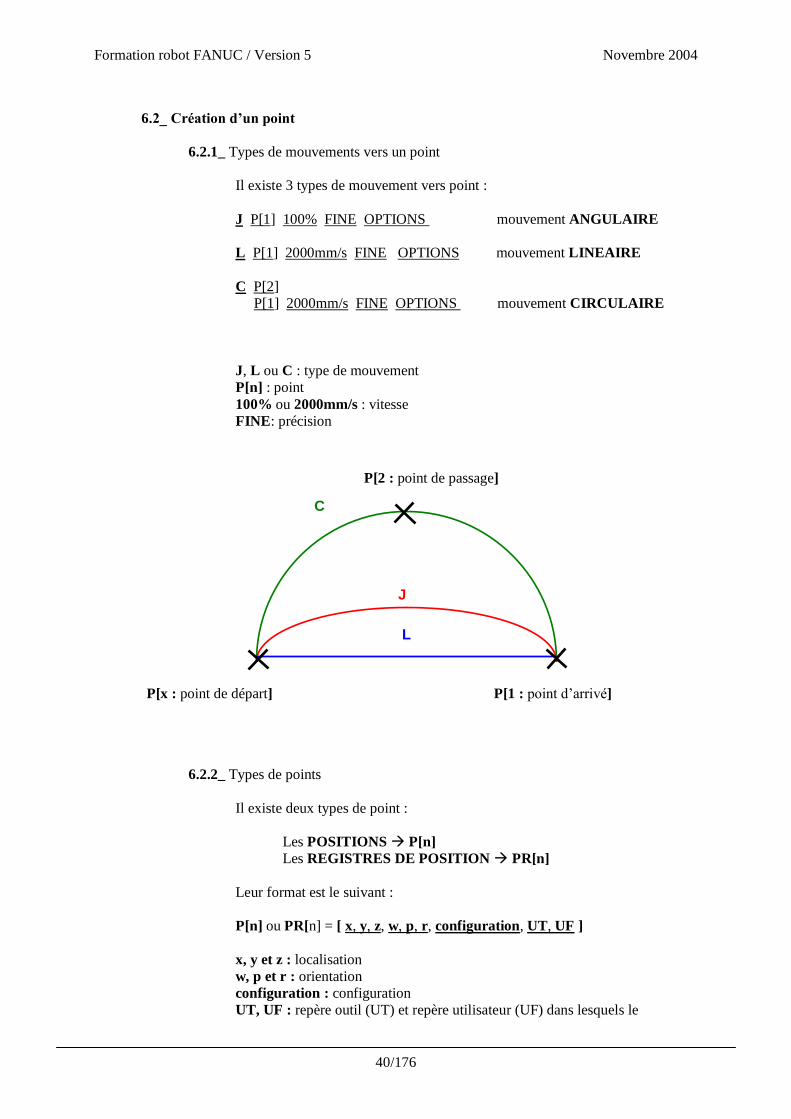
6.2.1_ Types de mouvements vers un point
Il existe 3 types de mouvement vers point :
J P[1] 100% FINE OPTIONS mouvement ANGULAIRE
L P[1] 2000mm/s FINE OPTIONS mouvement LINEAIRE
C P[2]
P[1] 2000mm/s FINE OPTIONS mouvement CIRCULAIRE
J, L ou C : type de mouvement
P[n] : point
100% ou 2000mm/s : vitesse
FINE: précision
6.2.2_ Types de points
Il existe deux types de point :
Les POSITIONS P[n]
Les REGISTRES DE POSITION PR[n]
Leur format est le suivant :
P[n] ou PR[n] = [ x, y, z, w, p, r, configuration, UT, UF ]
x, y et z : localisation
w, p et r : orientation
configuration : configuration
UT, UF : repère outil (UT) et repère utilisateur (UF) dans lesquels le
C
J
L
P[2 : point de passage]
P[1 : point d’arrivé] P[x : point de départ]
Formation robot FANUC / Version 5 Novembre 2004
41/176
point est appris.
6.2.3_ Vitesse
La vitesse peut être exprimée de plusieurs façons, selon le type de
déplacement choisi :
JOINT : valeur en % de la vitesse maximale
valeur en secondes (un temps de parcours est imposé)
L ou C : valeur en mm/s
valeur en cm/mn
valeur en secondes (un temps de parcours est imposé)
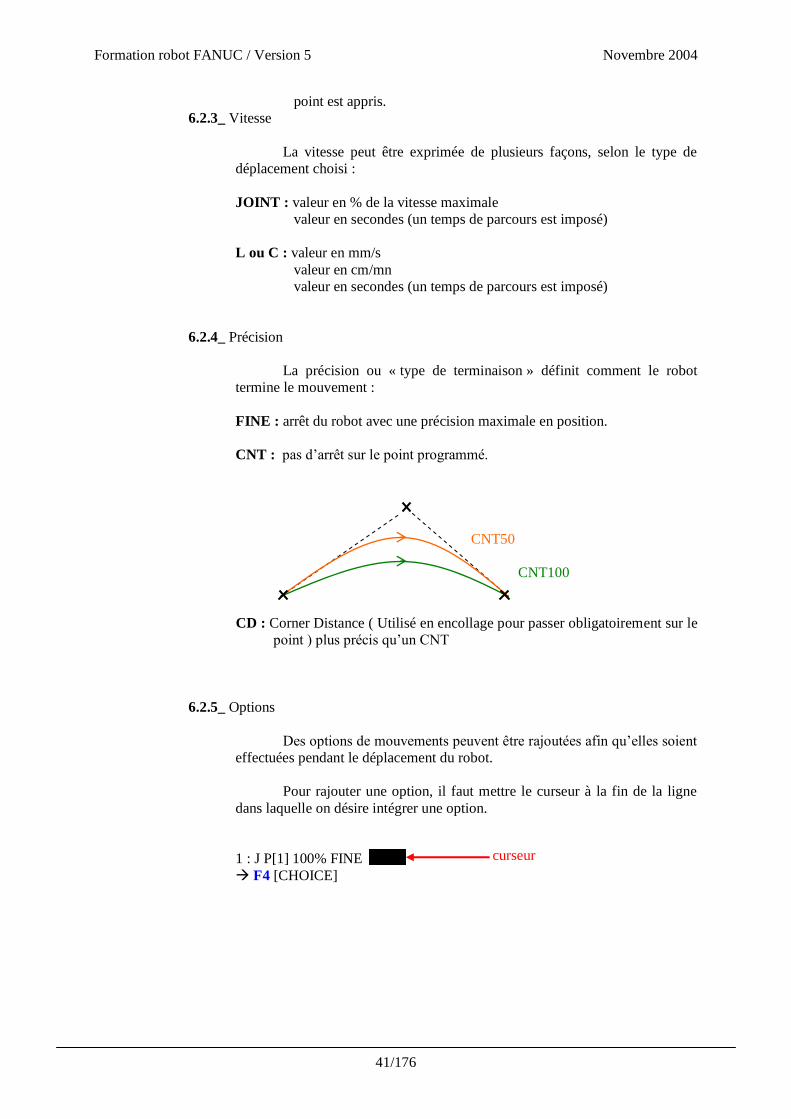
6.2.4_ Précision
La précision ou « type de terminaison » définit comment le robot
termine le mouvement :
FINE : arrêt du robot avec une précision maximale en position.
CNT : pas d’arrêt sur le point programmé.
CNT50
CNT100
CD : Corner Distance ( Utilisé en encollage pour passer obligatoirement sur le
point ) plus précis qu’un CNT
6.2.5_ Options
Des options de mouvements peuvent être rajoutées afin qu’elles soient
effectuées pendant le déplacement du robot.
Pour rajouter une option, il faut mettre le curseur à la fin de la ligne
dans laquelle on désire intégrer une option.
1 : J P[1] 100% FINE
F4 [CHOICE]
P
[
2
]
curseur
Formation robot FANUC / Version 5 Novembre 2004
42/176
100
x (ACC)
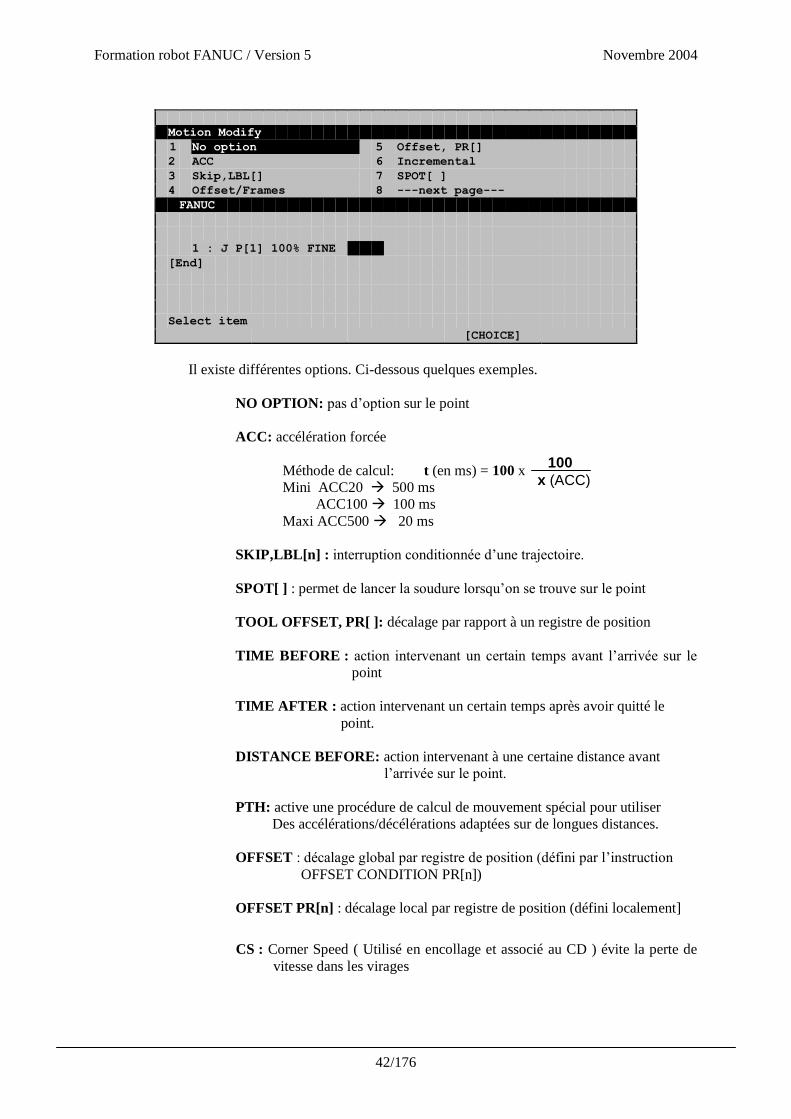
Motion Modify
1 No option 5 Offset, PR[]
2 ACC 6 Incremental
3 Skip,LBL[] 7 SPOT[ ]
4 Offset/Frames 8 ---next page---
FANUC
1 : J P[1] 100% FINE
[End]
Select item
[CHOICE]
Il existe différentes options. Ci-dessous quelques exemples.
NO OPTION: pas d’option sur le point
ACC: accélération forcée
Méthode de calcul: t (en ms) = 100 x
Mini ACC20 500 ms
ACC100 100 ms
Maxi ACC500 20 ms
SKIP,LBL[n] : interruption conditionnée d’une trajectoire.
SPOT[ ] : permet de lancer la soudure lorsqu’on se trouve sur le point
TOOL OFFSET, PR[ ]: décalage par rapport à un registre de position
TIME BEFORE : action intervenant un certain temps avant l’arrivée sur le
point
TIME AFTER : action intervenant un certain temps après avoir quitté le
point.
DISTANCE BEFORE: action intervenant à une certaine distance avant
l’arrivée sur le point.
PTH: active une procédure de calcul de mouvement spécial pour utiliser
Des accélérations/décélérations adaptées sur de longues distances.
OFFSET : décalage global par registre de position (défini par l’instruction
OFFSET CONDITION PR[n])
OFFSET PR[n] : décalage local par registre de position (défini localement]
CS : Corner Speed ( Utilisé en encollage et associé au CD ) évite la perte de
vitesse dans les virages
Formation robot FANUC / Version 5 Novembre 2004
43/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
44/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
45/176
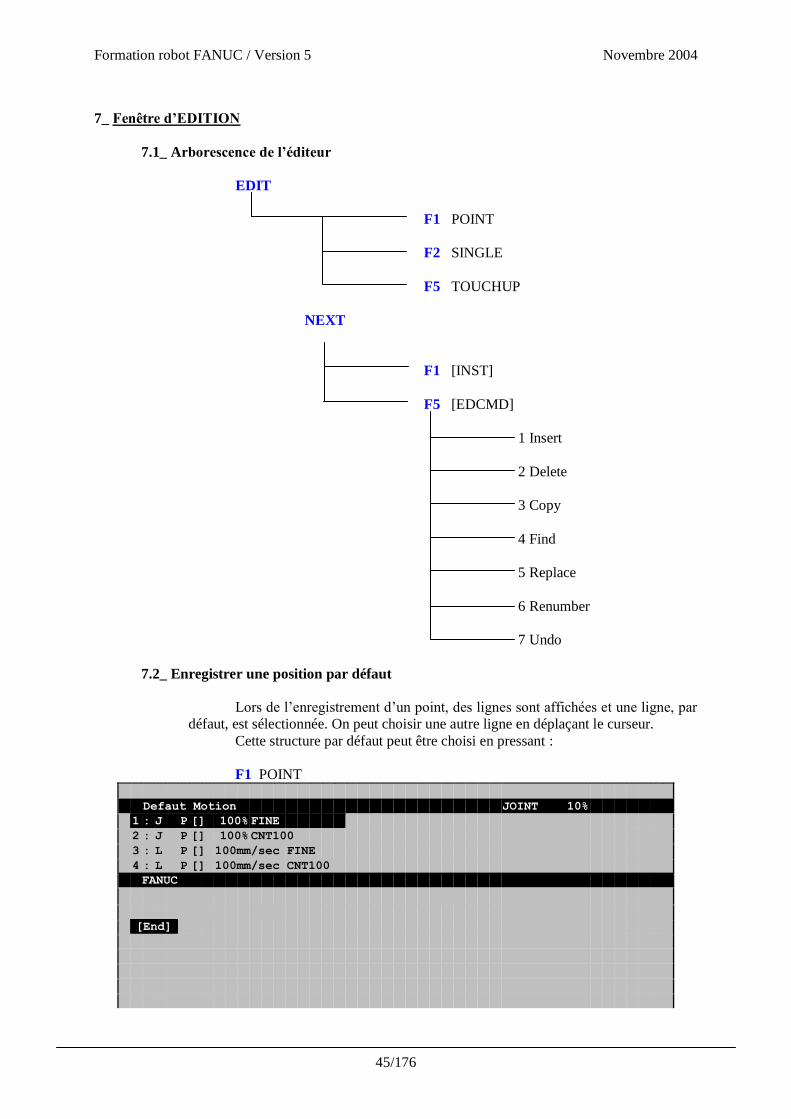
7_ Fenêtre d’EDITION
7.1_ Arborescence de l’éditeur
EDIT
F1 POINT
F2 SINGLE
F5 TOUCHUP
NEXT
F1 [INST]
F5 [EDCMD]
1 Insert
2 Delete
3 Copy
4 Find
5 Replace
6 Renumber
7 Undo
7.2_ Enregistrer une position par défaut
Lors de l’enregistrement d’un point, des lignes sont affichées et une ligne, par
défaut, est sélectionnée. On peut choisir une autre ligne en déplaçant le curseur.
Cette structure par défaut peut être choisi en pressant :
F1 POINT
Defaut Motion JOINT 10%
1 : J P [] 100% FINE
2 : J P [] 100% CNT100
3 : L P [] 100mm/sec FINE
4 : L P [] 100mm/sec CNT100
FANUC
[End]
Formation robot FANUC / Version 5 Novembre 2004
46/176
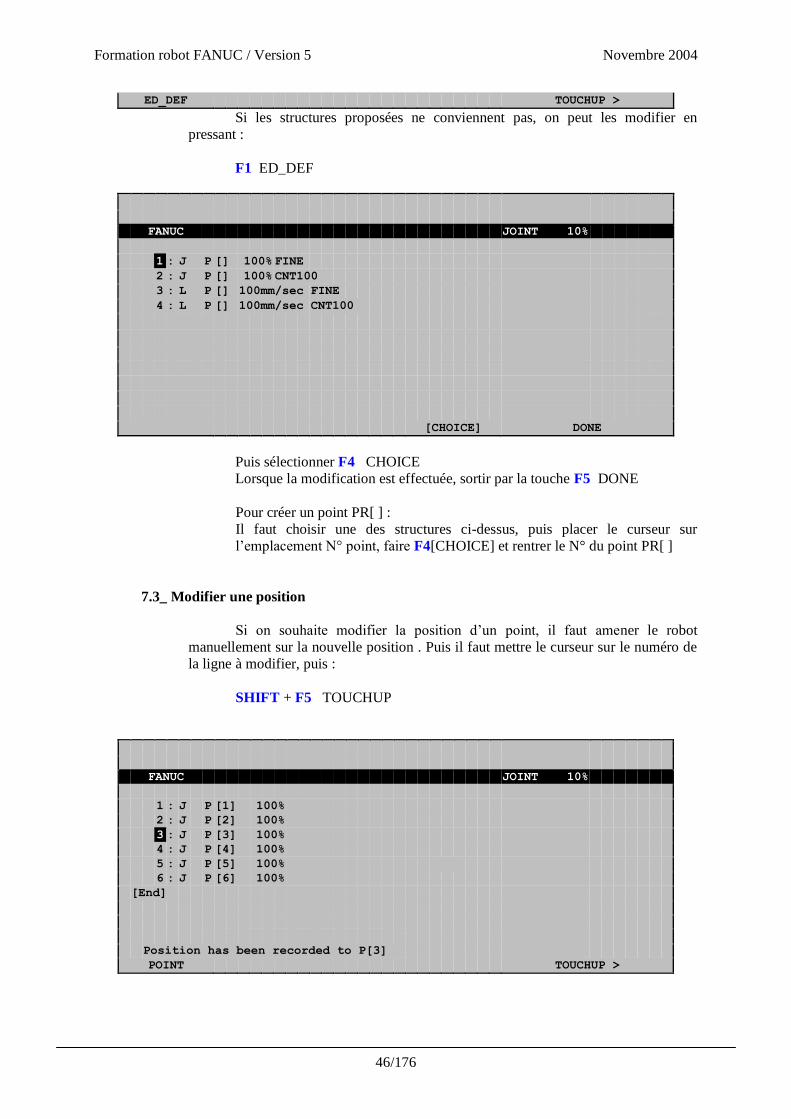
ED_DEF TOUCHUP >
Si les structures proposées ne conviennent pas, on peut les modifier en
pressant :
F1 ED_DEF
FANUC JOINT 10%
1 : J P [] 100% FINE
2 : J P [] 100% CNT100
3 : L P [] 100mm/sec FINE
4 : L P [] 100mm/sec CNT100
[CHOICE] DONE
Puis sélectionner F4 CHOICE
Lorsque la modification est effectuée, sortir par la touche F5 DONE
Pour créer un point PR[ ] :
Il faut choisir une des structures ci-dessus, puis placer le curseur sur
l’emplacement N° point, faire F4[CHOICE] et rentrer le N° du point PR[ ]
7.3_ Modifier une position
Si on souhaite modifier la position d’un point, il faut amener le robot
manuellement sur la nouvelle position . Puis il faut mettre le curseur sur le numéro de
la ligne à modifier, puis :
SHIFT + F5 TOUCHUP
FANUC JOINT 10%
1 : J P [1] 100%
2 : J P [2] 100%
3 : J P [3] 100%
4 : J P [4] 100%
5 : J P [5] 100%
6 : J P [6] 100%
[End]
Position has been recorded to P[3]
POINT TOUCHUP >
Formation robot FANUC / Version 5 Novembre 2004
47/176
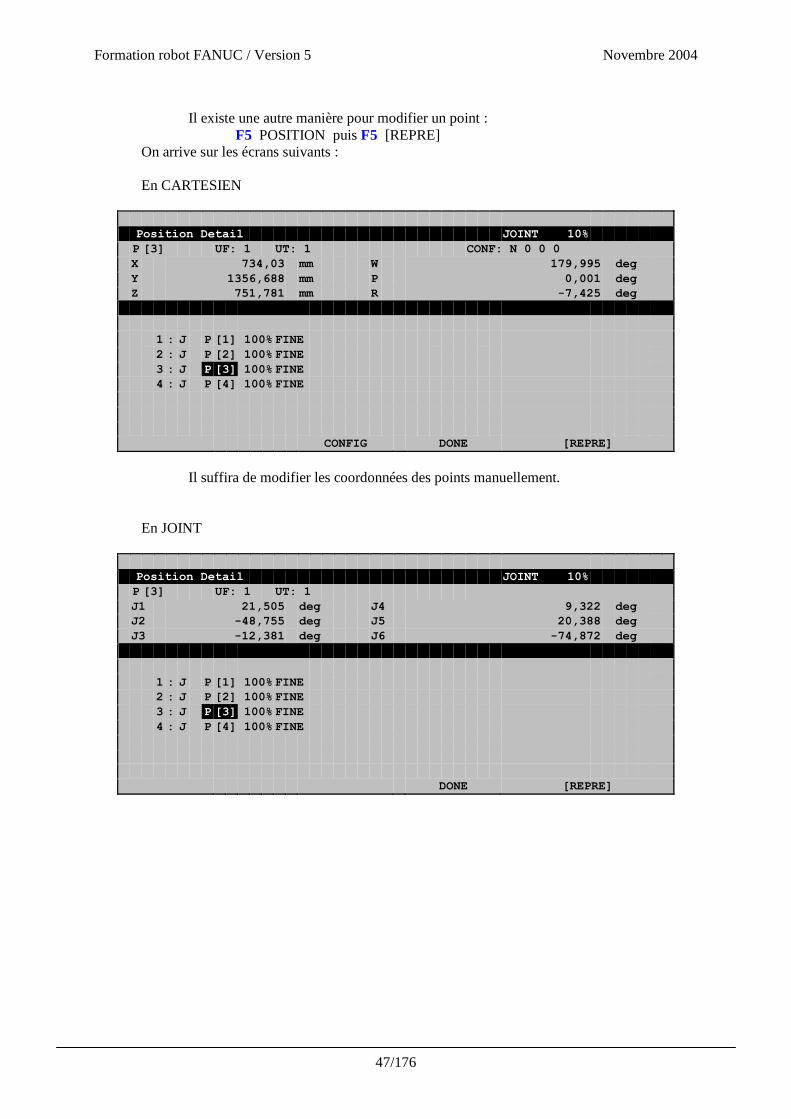
Il existe une autre manière pour modifier un point :
F5 POSITION puis F5 [REPRE]
On arrive sur les écrans suivants :
En CARTESIEN
Position Detail JOINT 10%
P [3] UF: 1 UT: 1 CONF: N 0 0 0
X 734,03 mm W 179,995 deg
Y 1356,688 mm P 0,001 deg
Z 751,781 mm R -7,425 deg
1 : J P [1] 100% FINE
2 : J P [2] 100% FINE
3 : J P [3] 100% FINE
4 : J P [4] 100% FINE
CONFIG DONE [REPRE]
Il suffira de modifier les coordonnées des points manuellement.
En JOINT
Position Detail JOINT 10%
P [3] UF: 1 UT: 1
J1 21,505 deg J4 9,322 deg
J2 -48,755 deg J5 20,388 deg
J3 -12,381 deg J6 -74,872 deg
1 : J P [1] 100% FINE
2 : J P [2] 100% FINE
3 : J P [3] 100% FINE
4 : J P [4] 100% FINE
DONE [REPRE]
Formation robot FANUC / Version 5 Novembre 2004
48/176
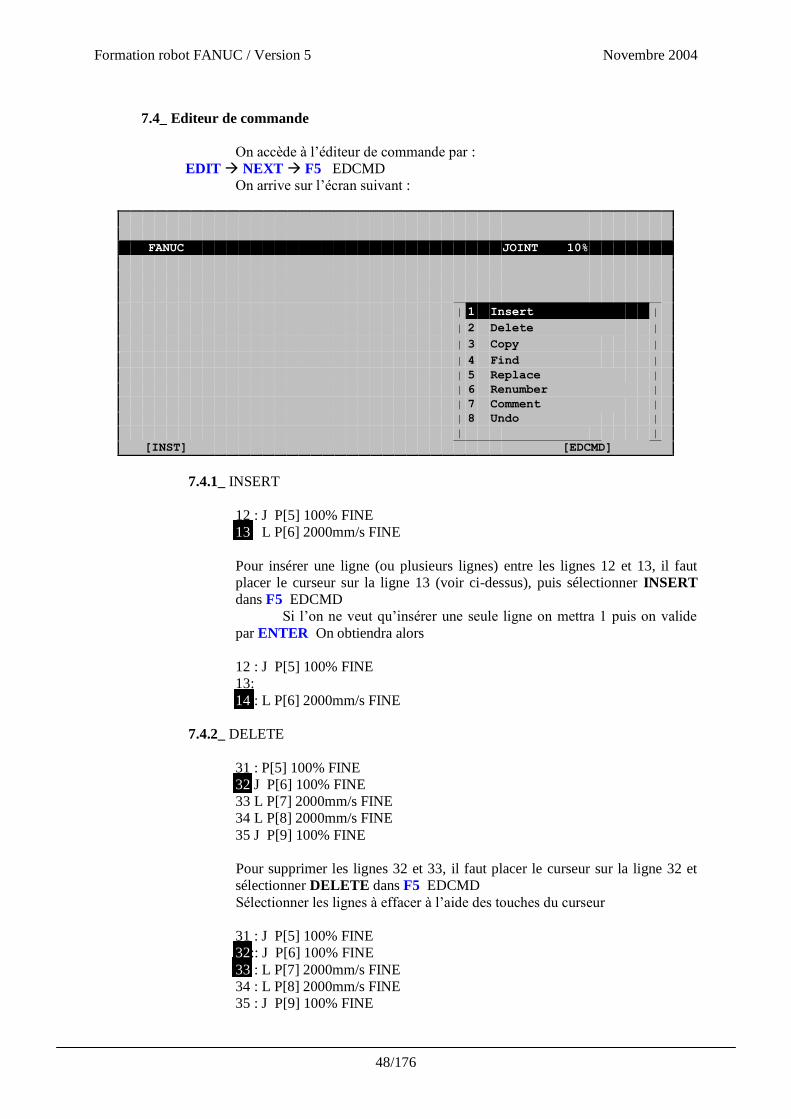
7.4_ Editeur de commande
On accède à l’éditeur de commande par :
EDIT NEXT F5 EDCMD
On arrive sur l’écran suivant :
FANUC JOINT 10%
| 1 Insert |
| 2 Delete |
| 3 Copy |
| 4 Find |
| 5 Replace |
| 6 Renumber |
| 7 Comment |
| 8 Undo |
| |
[INST] [EDCMD]
7.4.1_ INSERT
12 : J P[5] 100% FINE
13 : L P[6] 2000mm/s FINE
Pour insérer une ligne (ou plusieurs lignes) entre les lignes 12 et 13, il faut
placer le curseur sur la ligne 13 (voir ci-dessus), puis sélectionner INSERT
dans F5 EDCMD
Si l’on ne veut qu’insérer une seule ligne on mettra 1 puis on valide
par ENTER On obtiendra alors
12 : J P[5] 100% FINE
13:
14 : L P[6] 2000mm/s FINE
7.4.2_ DELETE
31 : P[5] 100% FINE
32 J P[6] 100% FINE
33 L P[7] 2000mm/s FINE
34 L P[8] 2000mm/s FINE
35 J P[9] 100% FINE
Pour supprimer les lignes 32 et 33, il faut placer le curseur sur la ligne 32 et
sélectionner DELETE dans F5 EDCMD
Sélectionner les lignes à effacer à l’aide des touches du curseur
31 : J P[5] 100% FINE
32:: J P[6] 100% FINE
33 : L P[7] 2000mm/s FINE
34 : L P[8] 2000mm/s FINE
35 : J P[9] 100% FINE
Formation robot FANUC / Version 5 Novembre 2004
49/176
Répondre F4 YES
Après avoir répondu YES l’écran affichera:
31 : J P[5] 100% FINE
32 : L P[8] 2000mm/s FINE
33 : J P[9] 100% FINE
7.4.3_ COPY
Sélectionner COPY dans F5 EDCMD, puis déplacer le curseur sur la
première ligne du bloc à copier.
31 : J P[5] 100% FINE
32:: J P[6] 100% FINE
33 : L P[7] 2000mm/s FINE
34 : L P[8] 2000mm/s FINE
35 : J P[9] 100% FINE
Appuyer sur F2 COPY, puis déplacer le curseur sur la dernière du bloc à
copier (dans notre exemple, seule la ligne 32 est copiée donc le curseur ne
bouge pas)
31 : J P[5] 100% FINE
32:: J P[6] 100% FINE
33 : L P[7] 2000mm/s FINE
34 : L P[8] 2000mm/s FINE
35 : J P[9] 100% FINE
Appuyer sur F2 COPY
A ce moment là, la ligne ou le bloc est copié.
Pour coller la ligne (ou le bloc), déplacer le curseur à l’endroit voulu puis
appuyer F5 PASTE
La copie du point est faite. Maintenant il faut effectuer le collage.
Plusieurs types de collages sont possibles :
F2 : LOGIC : colle la structure de la phrase sans le point J P[…] 100% FINE
F3 : POS_ID : colle la structure et le point J P[6] 100% FINE
F4 : POSITION : colle la structure et le point mais sous un nouveau nom
J P[10] 100% FINE (le point 10 contient les mêmes
coordonnées que le point 6)
F5 : CANCEL : efface la mémoire de COPY
F1 R_LOGIC : colle les lignes en ordre inverse sans les
points.
F2 R_POS_ID : colle les lignes en ordre inverse avec les
points.
NEXT puis F3 RM_POS_ID :
F4 R_POS : colle les lignes en ordre inverse en
renommant les points.
F5 RM_POS :
Formation robot FANUC / Version 5 Novembre 2004
50/176
Maintenant le copie / collé du point est terminé.
7.4.4_ FIND
La fonction FIND est une fonction de recherche d’instruction.
Sélectionner le type d’instruction à trouver.
Exemple : Rechercher l’instruction « JMP LBL[32] »
F5 EDCMD FIND JMP/LBL JMP LBL[…] saisir 32 avec le
clavier numérique
Puis le système cherchera à partir de la position courante du curseur.
Pour trouver l’instruction « JMP LBL[32] » suivante appuyer F4 NEXT
Si la recherche est terminée appuyer F5 EXIT
7.4.5_ REPLACE
La fonction REPLACE permet de remplacer une instruction ou de modifier
les instructions de mouvements :
Exemple : Remplacer l’instruction « JMP LBL[2] » par « JMP LBL[3] » :
Sélectionner l’instruction à remplacer dans la liste proposée :
F5 EDCMD REPLACE JMP/LBL JMP LBL[…] saisir le
numéro du label au clavier « 2 » puis ENTER
Le système cherchera à partir de la position courante du curseur
32 : JMP LBL[2]
Saisir ensuite l’instruction de remplacement JMP LBL[…] saisir le
numéro du label au clavier numérique « 3 » puis ENTER
32 : JMP LBL[ 3 ]
Pour remplacer, valider par F3 YES
Pour passer à la ligne suivante choisir F4 NEXT
Pour modifier en globalité choisir F2 ALL
Pour sortir de la fonction REPLACE, F5 EXIT
7.4.6_ RENUMBER
La fonction RENUMBER permet de renommer les points dans l’ordre
croissant :
F5 EDCMD RENUMBER valider par F4 YES ou annuler par
F5 NO
7.4.7_ UNDO
La fonction UNDO annule la dernière action
F5 EDCMD UNDO valider par F4 YES ou par F5 NO
Formation robot FANUC / Version 5 Novembre 2004
51/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
52/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
53/176
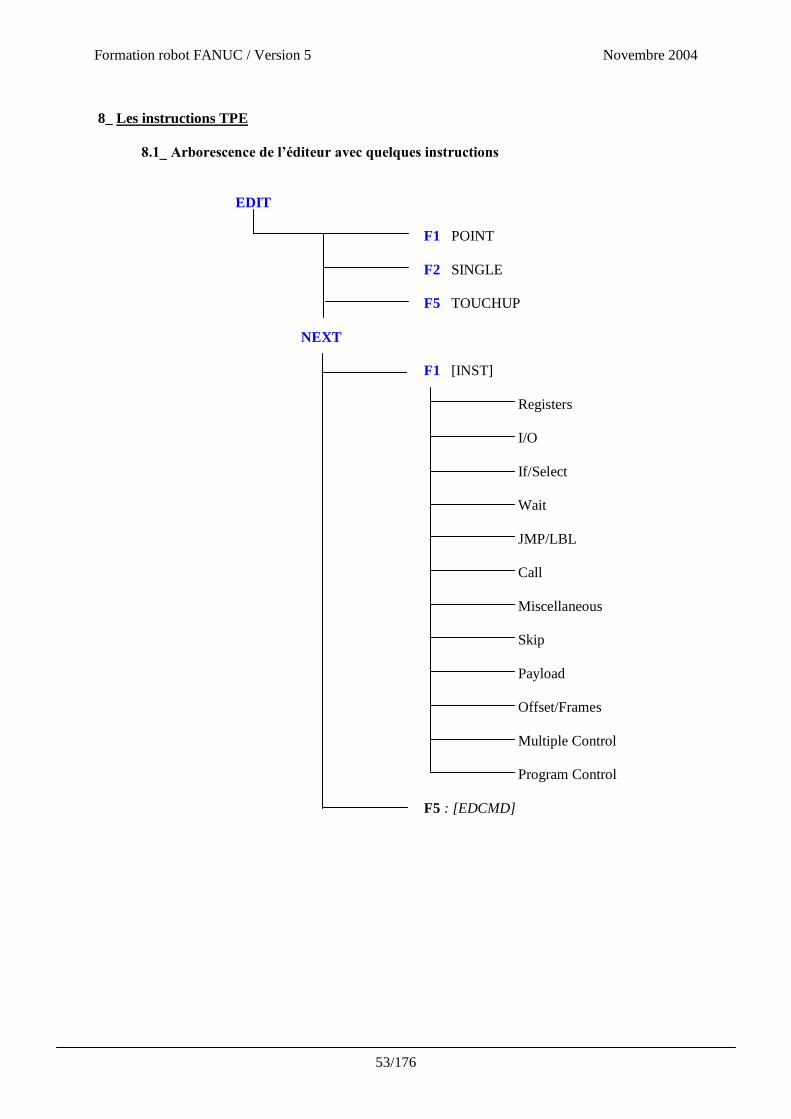
8_ Les instructions TPE
8.1_ Arborescence de l’éditeur avec quelques instructions
EDIT
F1 POINT
F2 SINGLE
F5 TOUCHUP
NEXT
F1 [INST]
Registers
I/O
If/Select
Wait
JMP/LBL
Call
Miscellaneous
Skip
Payload
Offset/Frames
Multiple Control
Program Control
F5 : [EDCMD]
Formation robot FANUC / Version 5 Novembre 2004
54/176
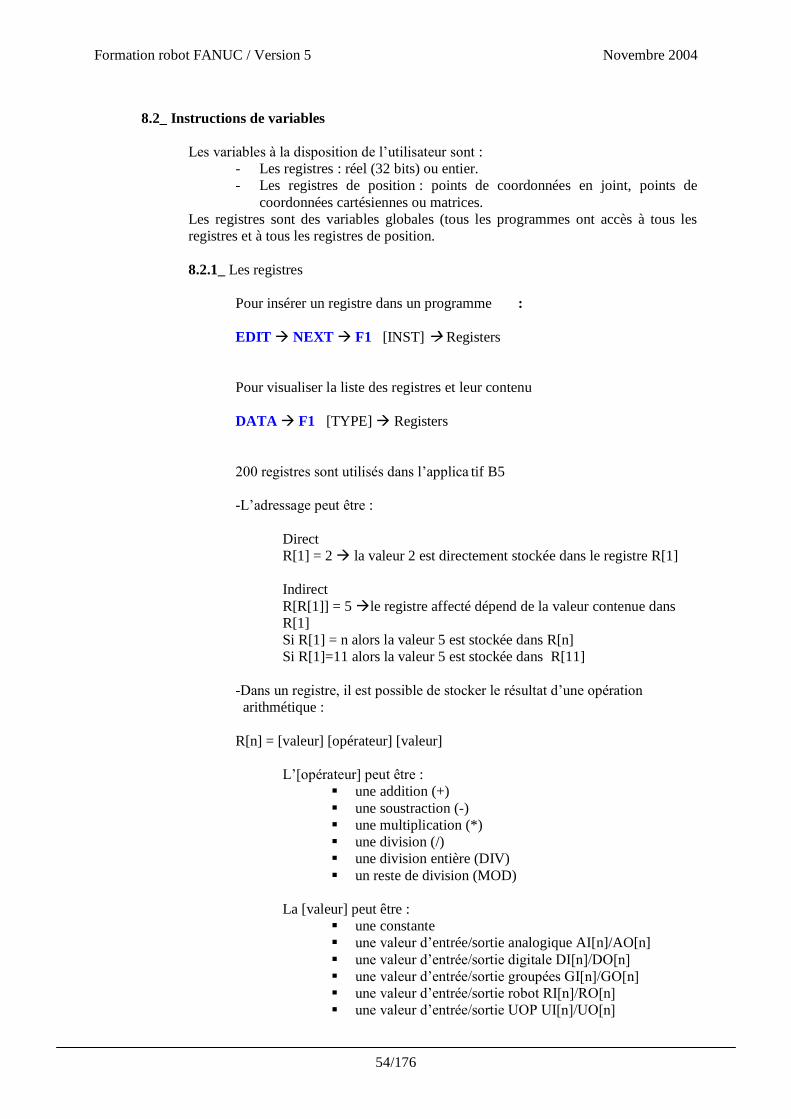
8.2_ Instructions de variables
Les variables à la disposition de l’utilisateur sont :
- Les registres : réel (32 bits) ou entier.
- Les registres de position : points de coordonnées en joint, points de
coordonnées cartésiennes ou matrices.
Les registres sont des variables globales (tous les programmes ont accès à tous les
registres et à tous les registres de position.
8.2.1_ Les registres
Pour insérer un registre dans un programme :
EDIT NEXT F1 [INST] Registers
Pour visualiser la liste des registres et leur contenu
DATA F1 [TYPE] Registers
200 registres sont utilisés dans l’applica tif B5
-L’adressage peut être :
Direct
R[1] = 2 la valeur 2 est directement stockée dans le registre R[1]
Indirect
R[R[1]] = 5 le registre affecté dépend de la valeur contenue dans
R[1]
Si R[1] = n alors la valeur 5 est stockée dans R[n]
Si R[1]=11 alors la valeur 5 est stockée dans R[11]
-Dans un registre, il est possible de stocker le résultat d’une opération
arithmétique :
R[n] = [valeur] [opérateur] [valeur]
L’[opérateur] peut être :
une addition (+)
une soustraction (-)
une multiplication (*)
une division (/)
une division entière (DIV)
un reste de division (MOD)
La [valeur] peut être :
une constante
une valeur d’entrée/sortie analogique AI[n]/AO[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie groupées GI[n]/GO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
une valeur d’entrée/sortie UOP UI[n]/UO[n]
Formation robot FANUC / Version 5 Novembre 2004
55/176
une valeur d’entrée/sortie SOP SI[n]/SO[n]
une valeur d’un registre R[n]
une valeur d’un élément d’un registre de position PR[i,j]
une valeur d’un TIMER
une valeur d’un TIMER_OVERFLOW
une valeur d’un AR[n]
8.2.2_ Les registres de positions
Pour insérer un registre de position dans un programme :
F1 [INST] Registers
Pour visualiser la liste des registres de position et leur contenu :
DATA F1 [TYPE] Position Registers
100 registres de position sont utilisés dans l’applicatif B5
Un registre de position stocke un point
- L’adressage peut être :
DIRECT
PR[1] = P[1] le point est directement stocké dans PR[1]
INDIRECT
PR[R[1]] = P[3] le registre de position affecté dépend de la valeur
contenu dans R[1]
Si R[1]=n alors le point 3 est stocké dans PR[n]
- Dans un registre de position, il est possible de stocker une somme de
point :
PR[n] = [point] [opérateur] [point]
L’[opérateur] peut être :
une addition (+)
une soustraction (-)
La [point] peut être :
une position P[n]
un registre de position PR[n]
la position courante du robot en degrés axe par axe JPOS
la position courante du robot en cartésien LPOS
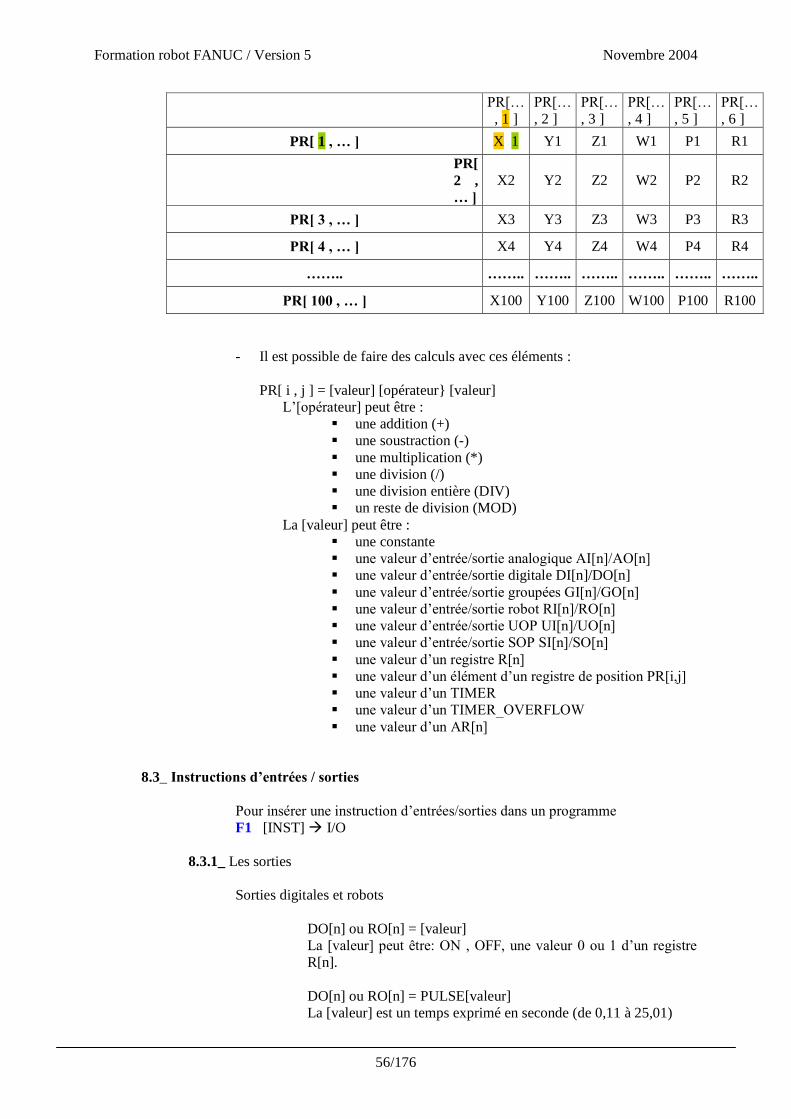
- Les registres de position sont aussi accessibles élément par élément :
Par exemple, la localisation j de PR[i] est notée PR[i,j]
PR[1,2] = 300 la localisation Y de PR[1] est initialisée à 300mm
ou si
R[1] = 1
R[2] = 2
PR[R[1] , R[2]] = 300 la localisation Y de PR[1] est initialisée à
300mm
Formation robot FANUC / Version 5 Novembre 2004
56/176
PR[…
, 1 ]
PR[…
, 2 ]
PR[…
, 3 ]
PR[…
, 4 ]
PR[…
, 5 ]
PR[…
, 6 ]
PR[ 1 , … ] X 1 Y1 Z1 W1 P1 R1
PR[
2 ,
… ]
X2 Y2 Z2 W2 P2 R2
PR[ 3 , … ] X3 Y3 Z3 W3 P3 R3
PR[ 4 , … ] X4 Y4 Z4 W4 P4 R4
…….. …….. …….. …….. …….. …….. ……..
PR[ 100 , … ] X100 Y100 Z100 W100 P100 R100
- Il est possible de faire des calculs avec ces éléments :
PR[ i , j ] = [valeur] [opérateur} [valeur]
L’[opérateur] peut être :
une addition (+)
une soustraction (-)
une multiplication (*)
une division (/)
une division entière (DIV)
un reste de division (MOD)
La [valeur] peut être :
une constante
une valeur d’entrée/sortie analogique AI[n]/AO[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie groupées GI[n]/GO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
une valeur d’entrée/sortie UOP UI[n]/UO[n]
une valeur d’entrée/sortie SOP SI[n]/SO[n]
une valeur d’un registre R[n]
une valeur d’un élément d’un registre de position PR[i,j]
une valeur d’un TIMER
une valeur d’un TIMER_OVERFLOW
une valeur d’un AR[n]
8.3_ Instructions d’entrées / sorties
Pour insérer une instruction d’entrées/sorties dans un programme
F1 [INST] I/O
8.3.1_ Les sorties
Sorties digitales et robots
DO[n] ou RO[n] = [valeur]
La [valeur] peut être: ON , OFF, une valeur 0 ou 1 d’un registre
R[n].
DO[n] ou RO[n] = PULSE[valeur]
La [valeur] est un temps exprimé en seconde (de 0,11 à 25,01)
Formation robot FANUC / Version 5 Novembre 2004
57/176
Les sorties groupées
GO[n] = [valeur]
La [valeur] est décimale et est limitée à 2n pour n sorties groupées.
La conversion en binaire est faite sur les sorties digitales et
groupées.
Les sorties analogiques
AO[n] = [valeur]
La [valeur] est comprise entre 0 et 2000 par défaut.
2000 correspond à la tension maximale en sortie
8.3.2_ Les entrées
L’acquisition des entrées se fait par l’intermédiaire d’un registre.
R[n] = DI[n] R[n] contient 1 (ON) ou 0 (OFF)
R[n] = RI[n] R[n] contient 1 (ON) ou 0 (OFF)
R[n] = GI[n] R[n] contient la valeur décimale correspondant au
code binaire reçu sur les entrées digitales groupées.
R[n] = AI[n] R[n] contient une valeur entre 0 et 2000
correspondant à la valeur de la tension sur AI[n].
8.4_ Instructions de saut inconditionnel
8.4.1_ Définition de label
Un label indique un emplacement de destination d’un saut.
Le saut peut être défini de manière conditionnelle ou inconditionnelle.
8.4.2_ Saut inconditionnel
F1 [INST] JMP/LBL
Un « JUMP LABEL » permet d’effectuer un saut à un label situé dans
le même programme. Le saut peut être effectuer en AVANT ou en
ARRIERE.
Lorsqu’on utilise JMP/LBL[n] le curseur ira se placer sur le LBL[n] puis
l’éxécution du programme se poursuivra à partir de ce label.
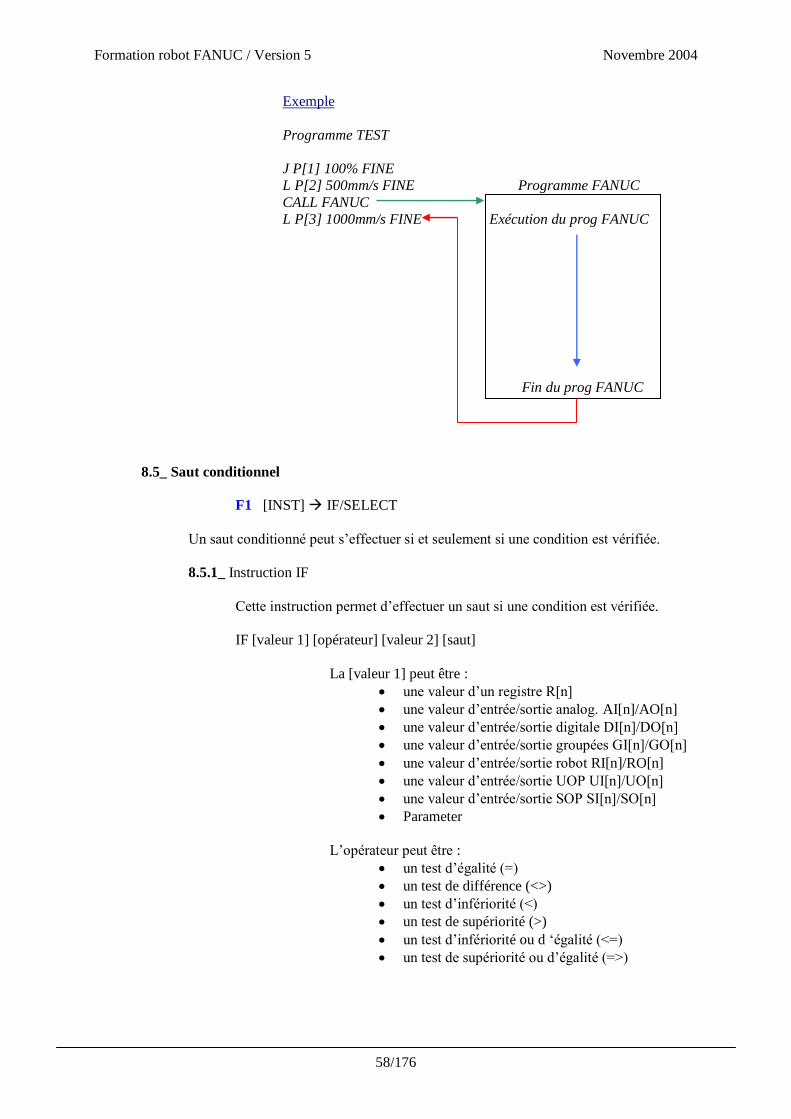
8.4.3_ Appel de programme
F1 [INST] CALL
L’instruction « CALL Programme » permet de lancer un programme.
CALL FANUC le programme FANUC est éxécuté dans sa
globalité. Lorsque le programme sera terminé, le curseur se placera
sous l’instruction CALL FANUC et le programme initial (dans notre
exemple TEST) se poursuivra.
Formation robot FANUC / Version 5 Novembre 2004
58/176
Exemple
Programme TEST
J P[1] 100% FINE
L P[2] 500mm/s FINE Programme FANUC
CALL FANUC
L P[3] 1000mm/s FINE Exécution du prog FANUC
Fin du prog FANUC
8.5_ Saut conditionnel
F1 [INST] IF/SELECT
Un saut conditionné peut s’effectuer si et seulement si une condition est vérifiée.
8.5.1_ Instruction IF
Cette instruction permet d’effectuer un saut si une condition est vérifiée.
IF [valeur 1] [opérateur] [valeur 2] [saut]
La [valeur 1] peut être :
une valeur d’un registre R[n]
une valeur d’entrée/sortie analog. AI[n]/AO[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie groupées GI[n]/GO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
une valeur d’entrée/sortie UOP UI[n]/UO[n]
une valeur d’entrée/sortie SOP SI[n]/SO[n]
Parameter
L’opérateur peut être :
un test d’égalité (=)
un test de différence (<>)
un test d’infériorité (<)
un test de supériorité (>)
un test d’infériorité ou d ‘égalité (<=)
un test de supériorité ou d’égalité (=>)
Formation robot FANUC / Version 5 Novembre 2004
59/176
La [valeur 2] peut être :
une constante
ON
OFF
Une valeur d’un registre R[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
une valeur d’entrée/sortie UOP UI[n]/UO[n]
une valeur d’entrée/sortie SOP SI[n]/SO[n]
Le [saut] peut être :
un JMP LBL[n]
un CALL programme
On peut avoir une équation logique du type :
IF [valeur 1][opérateur][valeur 2][AND ou OR][valeur 1][opérateur][valeur 2]
8.5.2_ Instruction SELECT
Cette instruction permet d’avoir le choix entre les différents sauts
qu’on souhaiterait effectuer, en fonction de la valeur d’un registre.
SELECT R[n] = [valeur 1] [saut]
[valeur 2] [saut]
SELECT R[n] = [valeur 1] [saut]
[valeur 2] [saut]
[valeur n] [saut]
ELSE [saut]
La [valeur] peut être :
une constante
une valeur d’un registre R[n]
Le [saut] peut être :
un JMP LBL[n]
un CALL programme
NOTA: il ne faut pas oublier d’inclure le ELSE en fin d’instruction,
qui, lorsqu’aucune valeur spécifiée dans le SELECT ne sera vérifiée,
nous permettra d’évoluer dans le programme.
Formation robot FANUC / Version 5 Novembre 2004
60/176
8.6_ Instructions d’attente
F1 [INST] WAIT
Cette instruction permet de retarder l’éxécution du programme pendant un
temps spécifié ou jusqu’à ce qu’une condition soit vérifiée.
8.6.1_ Temporisation
La temporisation retarde l’éxécution du programme pendant un temps
spécifié. Ce temps s’exprime en seconde. La durée minimale est de 0,01s.
WAIT [temps]
Le temps peut être :
une constante
une valeur d’un registre R[n]
8.6.2_ Attente d’une condition vraie
Cette instruction retarde l’éxécution du programme pendant un temps
spécifié, jusqu’à ce que la condition soit vérifiée.
WAIT [valeur 1] [opérateur] [valeur 2] [temps]
La [valeur 1] peut être :
Une valeur d’un registre R[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
une valeur d’entrée/sortie groupées GI[n]/GO[n]
une valeur d’entrée/sortie analog. AI[n]/AO[n]
une valeur d’entrée/sortie SOP SI[n]/SO[n]
une valeur d’entrée/sortie UOP UI[n]/UO[n]
ERR_NUM
Parameter
L’opérateur peut être :
un test d’égalité (=)
un test de différence (<>)
un test d’infériorité (<)
un test de supériorité (>)
un test d’infériorité ou d ‘égalité (<=)
un test de supériorité ou d’égalité (=>)
La [valeur 2] peut être :
une constante
ON
OFF
une valeur d’un registre R[n]
une valeur d’entrée/sortie digitale DI[n]/DO[n]
une valeur d’entrée/sortie robot RI[n]/RO[n]
Formation robot FANUC / Version 5 Novembre 2004
61/176
Le [temps] peut être :
FOREVER attend aussi longtemps que la
condition n’est pas vérifiée.
TIMEOUT LBL[n] attend pendant le temps
spécifié dans le timeout ($WAITTMOUT), puis
saute au LBL n si la condition n’est toujours pas
vérifiée.
8.7_ Instructions de repères
F1 [INST] OFFSET / FRAMES
8.7.1_ Sélectionner les repères utilisés
o Pour sélectionner le repère utilisateur désiré (jusqu’à 9 repères
différents)
UFRAME_NUM = [valeur]
La [valeur] peut être :
une constante
un registre R[n]
Si [valeur] = 0, ce sera le repère universel (WORLD) qui sera
utilisé.
o Pour sélectionner le repère outil désiré (jusqu’à 9 repères
différents)
UTOOL_NUM = [valeur]
La [valeur] peut être :
une constante
un registre R[n]
Un point ne dépend uniquement que :
d’un repère utilisateur
d’un repère outil
8.7.2_ Sauvegarde et restitution d’un repère dans un registre de position
Pour sauvegarder le repère utilisateur souhaité
PR[n] = UFRAME_NUM[n]
Pour restituer um repère utilisateur
UFRAME_NUM[n] = PR[n]
Pour sauvegarder le repère outil souhaité
PR[n] = UTOOL_NUM
Pour restituer um repère outil
UTOOL_NUM[n] = PR[n]
Formation robot FANUC / Version 5 Novembre 2004
62/176
8.8_ Instructions de multitâches
F1 [INST] MULTIPLE CONTROL
4 programmes peuvent être exécutés simultanément.
RUN FANUC lance l’exécution du programme FANUC tout en
poursuivant l’exécution du programme initial.
SEMAPHORE[n] = [valeur] active ou désactive le sémaphore [n]. On
utilise les SEMAPHORES pour synchroniser des tâches entre elles. Cette
instruction fonctionne de paire avec l’instruction WAIT SEMAPHORE[n].
La [valeur] peut être :
ON
OFF
WAIT SEMAPHORE[n] [TEMPS] cette instruction suspend le
programme en cours jusqu’à ce qu’un autre programme exécuté active le
SEMAPHORE [n] sur ON.
Le [temps] peut être :
FOREVER attend que le SEMAPHORE soit règlé sur
ON
TIMEOUT LBL[n] si au bout du temps spécifié dans
le timeout ($WAITTMOUT) le SEMAPHORE[n] n’est
pas règlé sur ON, on saute au LABEL [n].
8.9_ Instructions de contrôles
F1 [INST] PROGRAM CONTROL
ABORT cette instruction met fin au programme et annule tout mouvement
en cours ou en suspens. Après cette instruction, le programme ne peut pas
continuer , il doit être redémarré.
PAUSE cette instruction suspend l’exécution du programme. Tout
mouvement commencé se termine et toutes les instructions en cours sont
achevées SAUF les instructions CALL qui seront exécutées lorsque le
programme aura repris.
RESUME_PROG = FANUC relance le programme qui était en PAUSE.
Formation robot FANUC / Version 5 Novembre 2004
63/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
64/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
65/176
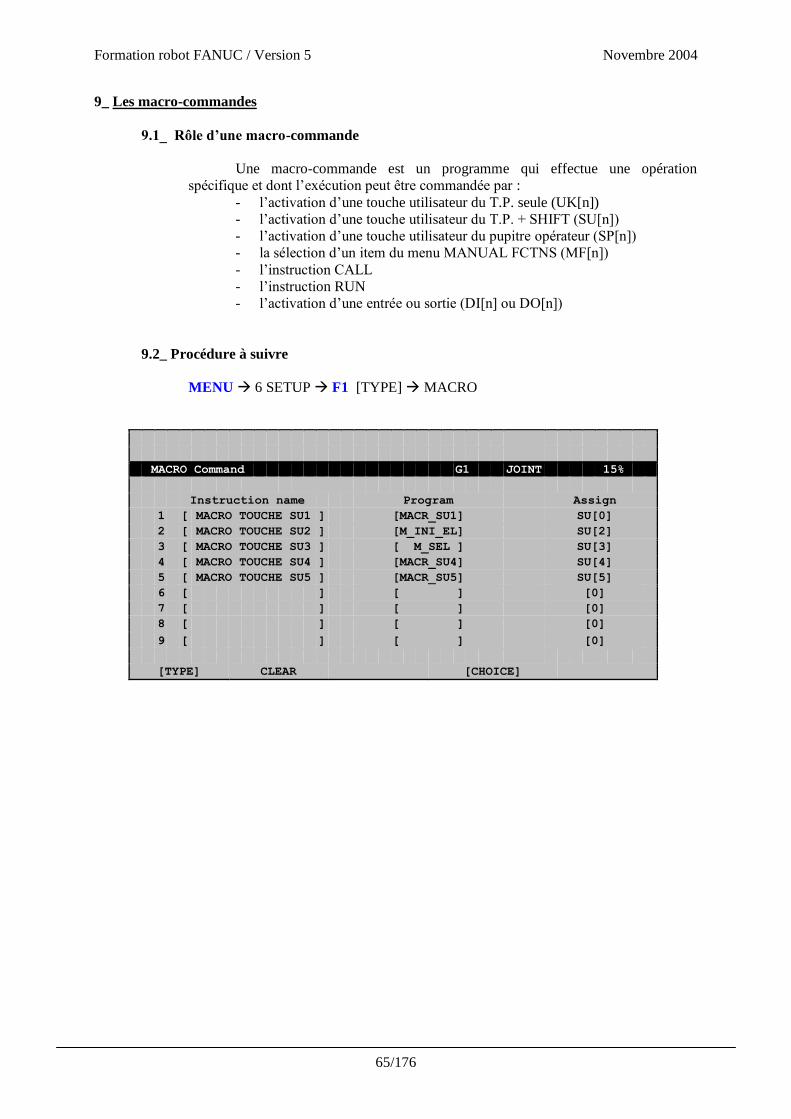
9_ Les macro-commandes
9.1_ Rôle d’une macro-commande
Une macro-commande est un programme qui effectue une opération
spécifique et dont l’exécution peut être commandée par :
- l’activation d’une touche utilisateur du T.P. seule (UK[n])
- l’activation d’une touche utilisateur du T.P. + SHIFT (SU[n])
- l’activation d’une touche utilisateur du pupitre opérateur (SP[n])
- la sélection d’un item du menu MANUAL FCTNS (MF[n])
- l’instruction CALL
- l’instruction RUN
- l’activation d’une entrée ou sortie (DI[n] ou DO[n])
9.2_ Procédure à suivre
MENU 6 SETUP F1 [TYPE] MACRO
MACRO Command G1 JOINT 15%
Instruction name Program Assign
1 [ MACRO TOUCHE SU1 ] [MACR_SU1] SU[0]
2 [ MACRO TOUCHE SU2 ] [M_INI_EL] SU[2]
3 [ MACRO TOUCHE SU3 ] [ M_SEL ] SU[3]
4 [ MACRO TOUCHE SU4 ] [MACR_SU4] SU[4]
5 [ MACRO TOUCHE SU5 ] [MACR_SU5] SU[5]
6 [ ] [ ] [0]
7 [ ] [ ] [0]
8 [ ] [ ] [0]
9 [ ] [ ] [0]
[TYPE] CLEAR [CHOICE]
Formation robot FANUC / Version 5 Novembre 2004
66/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
67/176
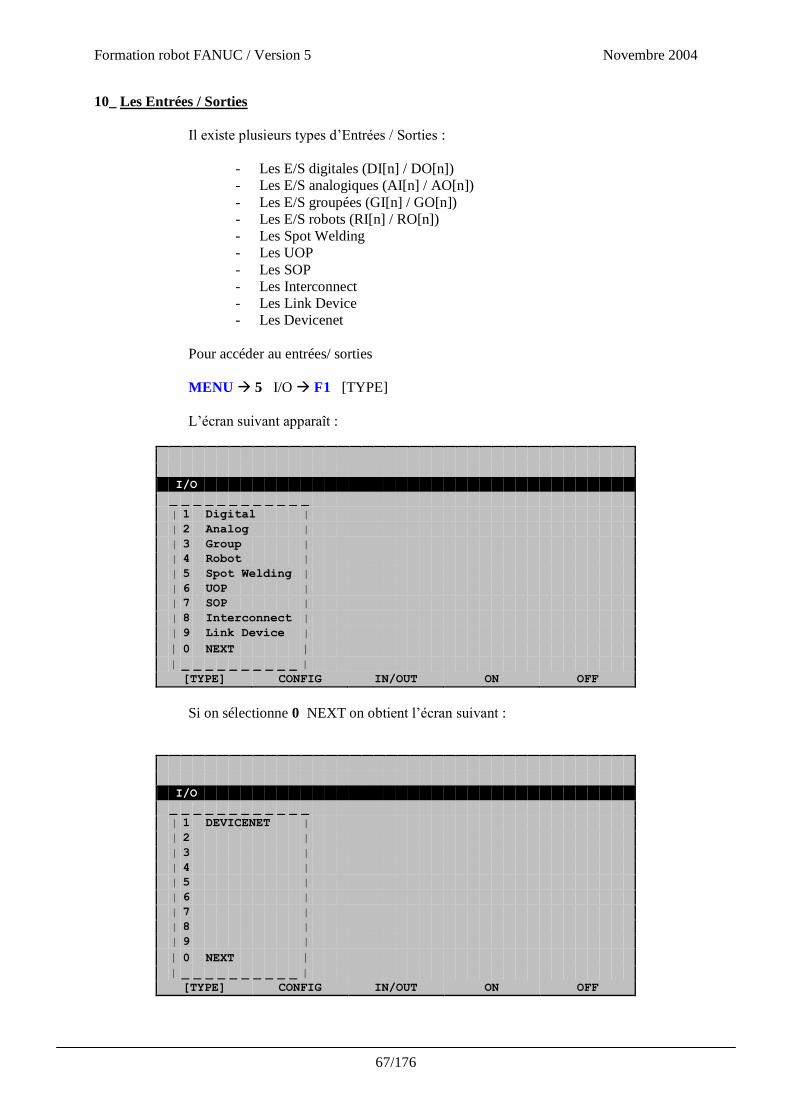
10_ Les Entrées / Sorties
Il existe plusieurs types d’Entrées / Sorties :
- Les E/S digitales (DI[n] / DO[n])
- Les E/S analogiques (AI[n] / AO[n])
- Les E/S groupées (GI[n] / GO[n])
- Les E/S robots (RI[n] / RO[n])
- Les Spot Welding
- Les UOP
- Les SOP
- Les Interconnect
- Les Link Device
- Les Devicenet
Pour accéder au entrées/ sorties
MENU 5 I/O F1 [TYPE]
L’écran suivant apparaît :
I/O
_ _ _ _ _ _ _ _ _ _ _ _
| 1 Digital |
| 2 Analog |
| 3 Group |
| 4 Robot |
| 5 Spot Welding |
| 6 UOP |
| 7 SOP |
| 8 Interconnect |
| 9 Link Device |
| 0 NEXT |
| _ _ _ _ _ _ _ _ _ _ |
[TYPE] CONFIG IN/OUT ON OFF
Si on sélectionne 0 NEXT on obtient l’écran suivant :
I/O
_ _ _ _ _ _ _ _ _ _ _ _
| 1 DEVICENET |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 8 |
| 9 |
| 0 NEXT |
| _ _ _ _ _ _ _ _ _ _ |
[TYPE] CONFIG IN/OUT ON OFF
Formation robot FANUC / Version 5 Novembre 2004
68/176
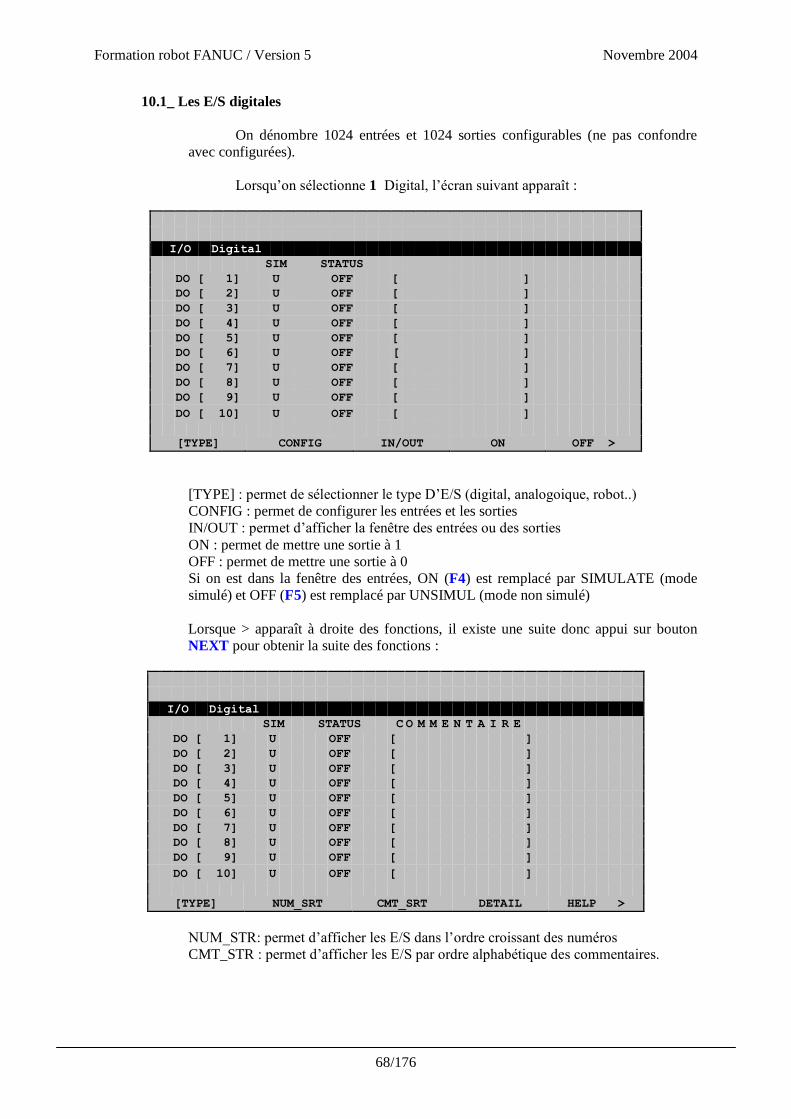
10.1_ Les E/S digitales
On dénombre 1024 entrées et 1024 sorties configurables (ne pas confondre
avec configurées).
Lorsqu’on sélectionne 1 Digital, l’écran suivant apparaît :
I/O Digital
SIM STATUS
DO [ 1] U OFF [ ]
DO [ 2] U OFF [ ]
DO [ 3] U OFF [ ]
DO [ 4] U OFF [ ]
DO [ 5] U OFF [ ]
DO [ 6] U OFF [ ]
DO [ 7] U OFF [ ]
DO [ 8] U OFF [ ]
DO [ 9] U OFF [ ]
DO [ 10] U OFF [ ]
[TYPE] CONFIG IN/OUT ON OFF >
[TYPE] : permet de sélectionner le type D’E/S (digital, analogoique, robot..)
CONFIG : permet de configurer les entrées et les sorties
IN/OUT : permet d’afficher la fenêtre des entrées ou des sorties
ON : permet de mettre une sortie à 1
OFF : permet de mettre une sortie à 0
Si on est dans la fenêtre des entrées, ON (F4) est remplacé par SIMULATE (mode
simulé) et OFF (F5) est remplacé par UNSIMUL (mode non simulé)
Lorsque > apparaît à droite des fonctions, il existe une suite donc appui sur bouton
NEXT pour obtenir la suite des fonctions :
I/O Digital
SIM STATUS C O M M E N T A I R E
DO [ 1] U OFF [ ]
DO [ 2] U OFF [ ]
DO [ 3] U OFF [ ]
DO [ 4] U OFF [ ]
DO [ 5] U OFF [ ]
DO [ 6] U OFF [ ]
DO [ 7] U OFF [ ]
DO [ 8] U OFF [ ]
DO [ 9] U OFF [ ]
DO [ 10] U OFF [ ]
[TYPE] NUM_SRT CMT_SRT DETAIL HELP >
NUM_STR: permet d’afficher les E/S dans l’ordre croissant des numéros
CMT_STR : permet d’afficher les E/S par ordre alphabétique des commentaires.
Formation robot FANUC / Version 5 Novembre 2004
69/176
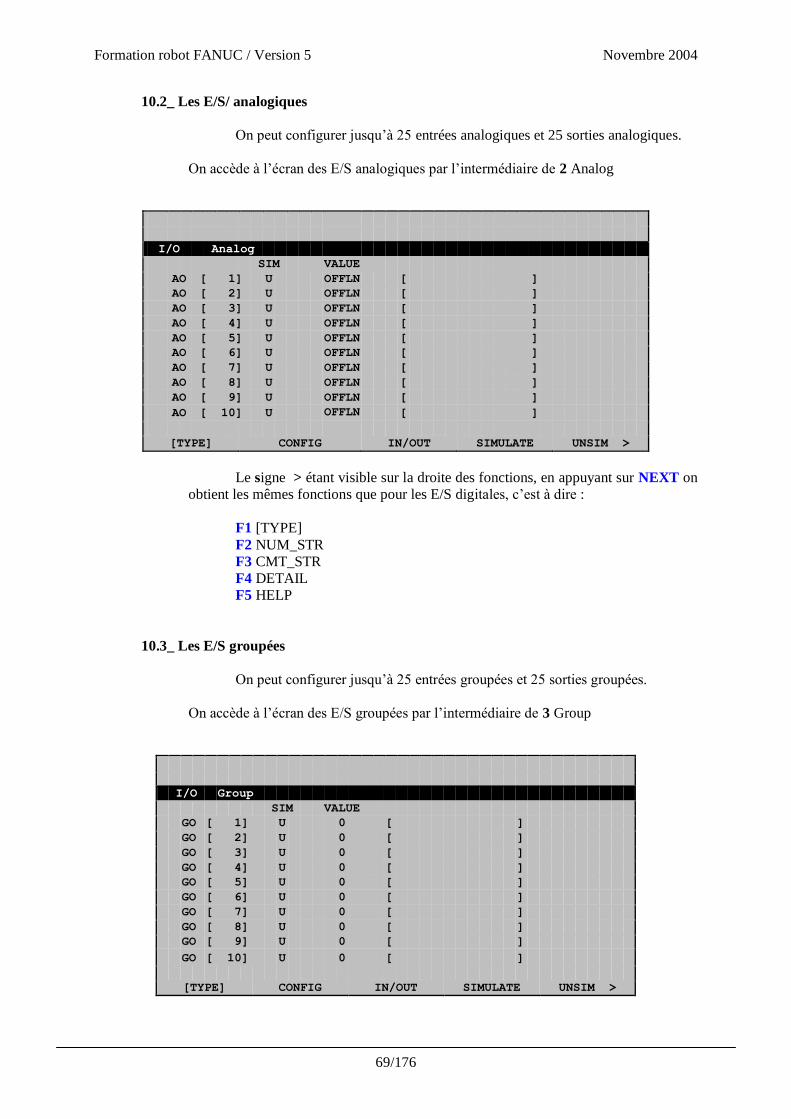
10.2_ Les E/S/ analogiques
On peut configurer jusqu’à 25 entrées analogiques et 25 sorties analogiques.
On accède à l’écran des E/S analogiques par l’intermédiaire de 2 Analog
I/O Analog
SIM VALUE
AO [ 1] U OFFLN [ ]
AO [ 2] U OFFLN [ ]
AO [ 3] U OFFLN [ ]
AO [ 4] U OFFLN [ ]
AO [ 5] U OFFLN [ ]
AO [ 6] U OFFLN [ ]
AO [ 7] U OFFLN [ ]
AO [ 8] U OFFLN [ ]
AO [ 9] U OFFLN [ ]
AO [ 10] U OFFLN [ ]
[TYPE] CONFIG IN/OUT SIMULATE UNSIM >
Le signe > étant visible sur la droite des fonctions, en appuyant sur NEXT on
obtient les mêmes fonctions que pour les E/S digitales, c’est à dire :
F1 [TYPE]
F2 NUM_STR
F3 CMT_STR
F4 DETAIL
F5 HELP
10.3_ Les E/S groupées
On peut configurer jusqu’à 25 entrées groupées et 25 sorties groupées.
On accède à l’écran des E/S groupées par l’intermédiaire de 3 Group
I/O Group
SIM VALUE
GO [ 1] U 0 [ ]
GO [ 2] U 0 [ ]
GO [ 3] U 0 [ ]
GO [ 4] U 0 [ ]
GO [ 5] U 0 [ ]
GO [ 6] U 0 [ ]
GO [ 7] U 0 [ ]
GO [ 8] U 0 [ ]
GO [ 9] U 0 [ ]
GO [ 10] U 0 [ ]
[TYPE] CONFIG IN/OUT SIMULATE UNSIM >
Formation robot FANUC / Version 5 Novembre 2004
70/176
Les E/S groupées permettent d’accéder aux données de plusieurs signaux
d’Entrées digitales ou de Sorties digitales.
Exemple d’utilisation : réception du code cycle via réseau FIPIO
Le signe > étant visible sur la droite des fonctions, en appuyant sur NEXT on
obtient les mêmes fonctions que pour les E/S digitales, c’est à dire :
F1 [TYPE]
F2 NUM_STR
F3 CMT_STR
F4 DETAIL
F5 HELP
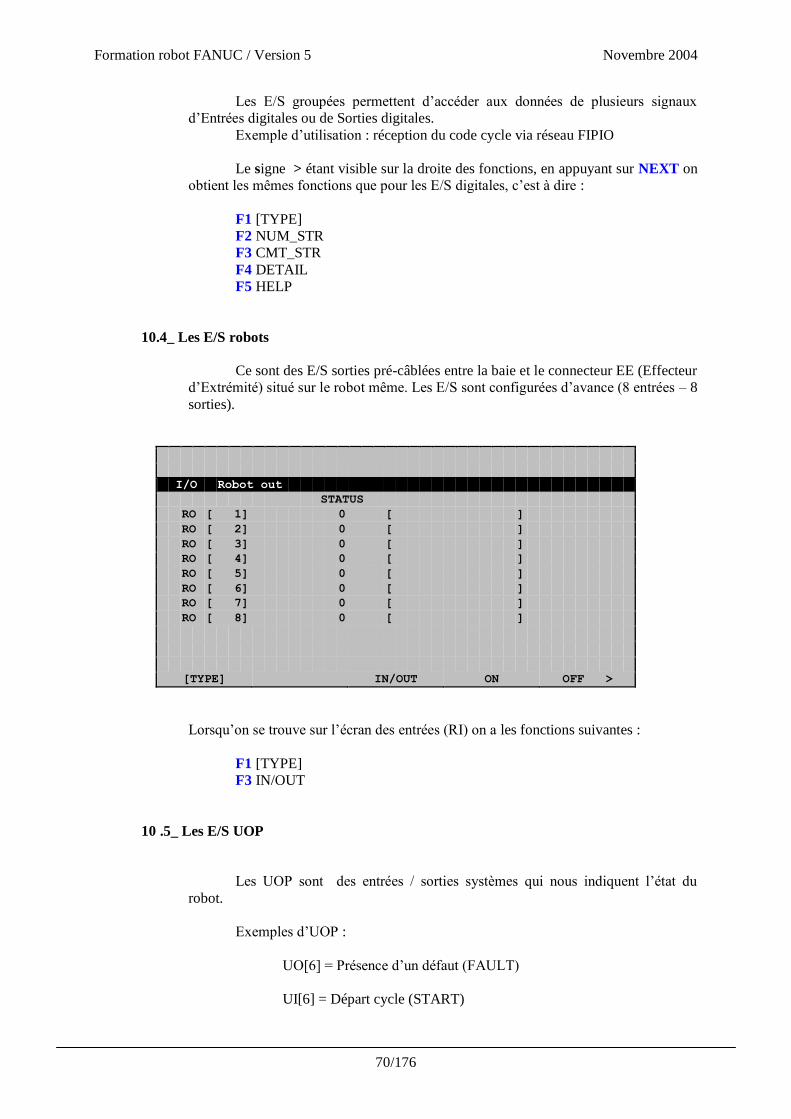
10.4_ Les E/S robots
Ce sont des E/S sorties pré-câblées entre la baie et le connecteur EE (Effecteur
d’Extrémité) situé sur le robot même. Les E/S sont configurées d’avance (8 entrées – 8
sorties).
I/O Robot out
STATUS
RO [ 1] 0 [ ]
RO [ 2] 0 [ ]
RO [ 3] 0 [ ]
RO [ 4] 0 [ ]
RO [ 5] 0 [ ]
RO [ 6] 0 [ ]
RO [ 7] 0 [ ]
RO [ 8] 0 [ ]
[TYPE] IN/OUT ON OFF >
Lorsqu’on se trouve sur l’écran des entrées (RI) on a les fonctions suivantes :
F1 [TYPE]
F3 IN/OUT
10 .5_ Les E/S UOP
Les UOP sont des entrées / sorties systèmes qui nous indiquent l’état du
robot.
Exemples d’UOP :
UO[6] = Présence d’un défaut (FAULT)
UI[6] = Départ cycle (START)
Formation robot FANUC / Version 5 Novembre 2004
71/176
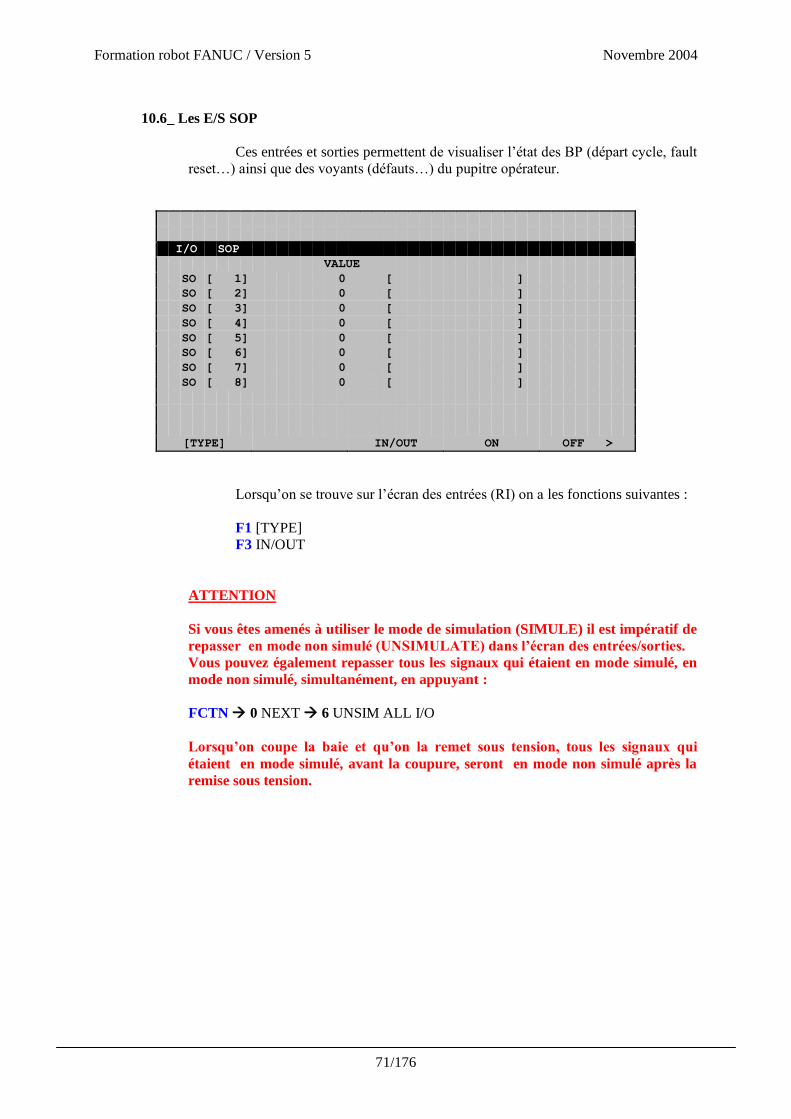
10.6_ Les E/S SOP
Ces entrées et sorties permettent de visualiser l’état des BP (départ cycle, fault
reset…) ainsi que des voyants (défauts…) du pupitre opérateur.
I/O SOP
VALUE
SO [ 1] 0 [ ]
SO [ 2] 0 [ ]
SO [ 3] 0 [ ]
SO [ 4] 0 [ ]
SO [ 5] 0 [ ]
SO [ 6] 0 [ ]
SO [ 7] 0 [ ]
SO [ 8] 0 [ ]
[TYPE] IN/OUT ON OFF >
Lorsqu’on se trouve sur l’écran des entrées (RI) on a les fonctions suivantes :
F1 [TYPE]
F3 IN/OUT
ATTENTION
Si vous êtes amenés à utiliser le mode de simulation (SIMULE) il est impératif de
repasser en mode non simulé (UNSIMULATE) dans l’écran des entrées/sorties.
Vous pouvez également repasser tous les signaux qui étaient en mode simulé, en
mode non simulé, simultanément, en appuyant :
FCTN 0 NEXT 6 UNSIM ALL I/O
Lorsqu’on coupe la baie et qu’on la remet sous tension, tous les signaux qui
étaient en mode simulé, avant la coupure, seront en mode non simulé après la
remise sous tension.
Formation robot FANUC / Version 5 Novembre 2004
72/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
73/176
11_ Les variables systèmes
Quelques variables systèmes pouvant être utiles
$ASCII_SAVE : c’est une variable « invisible « . Pour la faire changer d’état, il faut créer un
programme, dans lequel il faut mettre la variable à 0 ou à 1.
$ASCII_SAVE=0 on sauvegarde les fichiers en .TP (format binaire)
$ASCII_SAVE=1 on sauvegarde les fichiers en .PE (format texte)
Cela concerne les fichiers des trajectoires.
En effectuant une sauvegarde utilisateur (par le menu applicatif) le
le système sauvegardera les fichiers des trajectoires en .TP.
Pour sauvegarder les fichiers des trajectoires en .PE, il faut passer par
un autre menu.
MENUS 7 File F4 Backups All of Above
Répondre à la question “Del memory card, backup all file?” par F4 YES ou F5 NO
$JPOSREC_ENB : cette variable définit le mode d’enregistrement des points des trajectoires
si TRUE -> enregistrement en JOINT
si FALSE -> enregistrement en CARTESIEN
$MASTER_ENB : cette variable autorise la calibration (robot ou pince) si elle est à TRUE.
Lorsqu’on entre dans le MENU 6 System F1[Type] et qu’à ce
moment Master/Cal n’apparaît pas, on doit mettre cette variable à 1
Les variables suivantes peuvent être utilisées si un moteur venait à être HS.
NE PAS UTILISER CETTE METHODE SANS LA PRESENCE DE LA MAINTENANCE
$SCR_GRP[1] . $AXIS_ORDER[1] = 1
$SCR_GRP[1] . $AXIS_ORDER[2] = 2
$SCR_GRP[1] . $AXIS_ORDER[3] = 3
$SCR_GRP[1] . $AXIS_ORDER[4] = 4
$SCR_GRP[1] . $AXIS_ORDER[5] = 5
$SCR_GRP[1] . $AXIS_ORDER[6] = 6
Exemple:
Si le moteur axe 3 est HS ( c’est un exemple) on met la variable
$SCR_GRP[1] . $AXIS_ORDER[3] = 0 , ceci nous permettra de bouger le robot
à l’aide des 5 autres axes restants actifs.
Formation robot FANUC / Version 5 Novembre 2004
74/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
75/176
12_ Manipulation du robot
12.1_ Comment mettre le robot au REPLI
Il existe plusieurs manières de mettre le robot en position de REPLI.
12.1.1_ En mode AUTOMATIQUE
Durant l’exécution d’une trajectoire, on appuie sur le BP DEMANDE
DE REPLI, le robot terminera son cycle puis partira en position de REPLI
12.1.2_ En mode MANUEL
Il existe 2 possibilités pour amener le robot a sa position de REPLI en
mode MANUEL :
o Par la trajectoire T_REPLI.TP
Il faut sélectionner cette trajectoire puis SHIFT + FWD le
robot exécutera la trajectoire en partant du PEO. vers le point
du REPLI
o Par la trajectoire REPDIREC
En sélectionnant cette trajectoire il faut placer le robot de telle
manière à ce qu’il puisse atteindre le point de REPLI
directement. On ne trouvera qu’un seul point dans cette
trajectoire : le point de REPLI
12.2_ Comment démarrer le robot
- Lorsque le robot est au REPLI, passer en mode AUTOMATIQUE,
désactiver le TP, puis faire DEPART CYCLE.
- Lorsque le robot est arrêté dans une trajectoire et qu’on passe en mode
MANUEL sans bouger le robot, il suffira de repasser en mode
AUTOMATIQUE et faire DEPART CYCLE.
- coupe la baie et que l’on remet sous tension le robot repart de l’endroit
où il se trouve.
- Lorsqu’on passe en mode MANUEL et qu’on déplace le curseur de ligne
de programme (trajectoire) en relançant le robot le système indique que le
robot a été bougé et il demande confirmation avant la relance.
12.3_ Les Demandes de Services
Pour effectuer une demande de service, il faut appuyer sur le BP DEMANDE
DE SERVICE.
Prenons l’exemple du robot zone école :
Après avoir effectué la demande de service, on aura 3 choix possible :
F1 : Trajectoire de service
F2 : Rodage pince 1 (embarquée)
F3 : Changement d’électrodes pince 1
Formation robot FANUC / Version 5 Novembre 2004
76/176
12.4_ Les Reprises de Cycles
Les reprises de cycle sont demandés lorsqu’un programme a été abandonné.
En relançant le robot, le système nous donne le choix :
F1 : REPRISE
F2 : ABANDON
Si l’on choisi REPRISE il faudra vérifier si c’est une reprise avant prise
pièce, avant soudure, après dépose…..
Par contre si l’on choisi ABANDON, le robot reprend son cycle depuis le
début.
NOTA : dans les 2 cas, le robot démarrera du REPLI
Formation robot FANUC / Version 5 Novembre 2004
77/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
78/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
79/176
13_ Les Routines de l’applicatif
La technologie des baies robot RJ3i permet le passage d’arguments dans les routines TPE.
La liste suivante indique donc le nom des routines, leur fonction ainsi que les arguments
nécessaires à leur bon fonctionnement.
13.1_ Routines Globales
ABATTANT (numéro de CPS, Commande)
Routine permettant de commander l’abattant de bras rôdeuse dans le cas d’un rodage sur une pince
fixe.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de l’abattant concerné par le mouvement.
Commande : valeur attendue : 0 (recul) ou 1 (avance) Détermine le sens du mouvement abattant.
Note : cette fonction ne sert que dans le cas d’une pince fixe (au sol) dans la trajectoire de rodage
temps masqué.
ACC_ITVE (numéro d’inter verrouillage)
Routine permettant de demander l’autorisation d’accès en mode esclave à la zone inter verrouillée
avec un autre robot.
Arguments :
Numéro inter verrouillage : valeur attendue : 1, 2, 3 (Tout ou Rien) ou de 25 à 32 (Profibus).
Renseigne le numéro de inter verrouillage utilisé.
ACC_ITVM (numéro inter verrouillage)
Routine permettant de demander l’autorisation d’accès en mode maître à la zone inter verrouillée
avec un autre robot.
Arguments :
Numéro inter verrouillage : valeur attendue : 1, 2, 3 (Tout ou Rien) ou de 25 à 32 (Profibus).
Renseigne le numéro de inter verrouillage utilisé.
ACC_PF (numéro de CPS)
Routine permettant de demander l’autorisation d’accès à la zone de travail de la pince fixe.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de la pince fixe concernée.
Note : cette routine ne sert que lorsque l’on veut accéder à une zone en interférence avec une pince
fixe (au sol). Ne pas oublier l’interférence avec le bras (abattant) de la rôdeuse lors de la mise en
place/recul de ce bras.
Cette routine ne doit être utilisée QUE dans L’AUTO_SEC dans le cas d’une pince électrique.
Formation robot FANUC / Version 5 Novembre 2004
80/176
ACC_ZON (n° zone, [optionnel] n° zone2, [optionnel] n° zone3, [optionnel] n° zone4)
Routine permettant de demander l’autorisation d’accès à la zone gérée par l’API.
Arguments :
N° de zone : valeur attendue : 1 à 10. Renseigne le numéro de la zone à accéder.
N° zone2 à 4 : valeur attendue : 1 à 10 (Paramètres optionnels) Renseigne le numéro d’une autre zone
accessible dans le cas des bifurcations de zone. Dans ce cas, le registre R[60] prend la valeur de la
zone autorisée par l’API.
AFF_DEF (numéro de message intégrateur)
Routine permettant de mettre le robot en défaut (voyant Fault Allumé) avec l’affichage d’un message
spécifié par l’intégrateur.
Arguments :
Numéro de message intégrateur : valeur attendue : 1 à 50. Renseigne le numéro du message
intégrateur créé via l’Utilitaire Appli RJ3i.
Note : cette routine doit donc être utilisée après avoir défini vos messages intégrateurs à l’aide du
logiciel Utilitaire d’Appli RJ3i sur PC.
AFF_MSG (numéro de message intégrateur, état verrine)
Routine permettant d’afficher d’un message ou une question spécifiée par l’intégrateur.
Arguments :
Numéro de message intégrateur : valeur attendue : 1 à 50. Renseigne le numéro du message (ou
question) intégrateur créé via l’Utilitaire Appli RJ3i.
Etat verrine : valeur attendue : 0 (verrine éteinte), 1 (verrine clignotante) ou bien 2 (verrine allumée).
Renseigne l’état d’activation de la verrine.
Note : cette routine doit donc être utilisée après avoir défini vos messages intégrateurs à l’aide du
logiciel Utilitaire d’Appli RJ3i sur PC. En cas de question, cette routine met la réponse opérateur
dans le registre R[100].
DETAL (numéro de CPS, Commande)
Routine permettant de commander le détalonnage de la pince localement.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro du détalonnage concerné.
Commande : valeur attendue : 0 (Inactif) ou 1 (Actif) Détermine le fonctionnement du détalonnage.
=> Note : A n’utiliser qu’avec l’aval écrit d’un représentant de PSA
EQUIL (numéro de CPS, Commande)
Routine permettant de commander l’équilibrage de pince.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de l’équilibrage concerné.
Commande : valeur attendue : 0 (Inactif) ou 1 (Actif) Détermine le fonctionnement de l’équilibrage.
Formation robot FANUC / Version 5 Novembre 2004
81/176
FDVE_MAN (numéro de CPS, Numéro de pince)
Routine permettant la gestion de l’air et de l’eau, l’acquittement du changement d’électrodes en
mode manuel ainsi que les fermetures pinces après changement d’électrodes.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince.
Numéro de pince : valeur attendue : 1 ou 2 Détermine le numéro de la pince concernée. Numéro de
pince n’est à spécifier uniquement qu’en cas de changeurs d’outils.
Note : cette routine est à utiliser dans les trajectoires de changement d’électrodes lorsqu’il ne s’agit
pas de pinces mortes. Elle peut donc être utilisée avec une pince fixe (au sol) ou embarquée.
FDVE_PMO (numéro de CPS)
Routine permettant d’arrêter le robot pour changer les électrodes des pinces mortes en mode manuel
et de tester l’acquittement sur la CPS de toutes les demandes de FDVE des pinces mortes déclarées.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince.
Note : cette routine est à utiliser dans les trajectoires de changement d’électrodes lorsqu’il s’agit
uniquement de pinces mortes.
FIN_ROD ([optionnel] acquittement)
Routine permettant de valider le bon déroulement du rodage pour la pince embarquée. Cette routine
gère aussi le compteur de fraise rôdeuse.
Arguments :
[optionnel] acquittement : valeur attendue : 0 (sans acquittement) ou 1(avec acquittement).Si ce
paramètre n’est pas renseigné, ‘avec acquittement’ est sélectionné par défaut. Ce paramètre indique si
la routine doit acquitter le rodage sur la CPS ou non. L’utilisation du paramètre est rare puisqu’il ne
concerne que les rodages où un seul côté de la fraise est utilisé (rodage de la mise passive puis mise
active en deux fois mais sur le même côté de la fraise rodeuse).
Note : cette routine est à utiliser uniquement dans la trajectoire de rodage pour une pince embarquée.
FIN_RDPF (numéro de CPS)
Routine permettant de valider le bon déroulement du rodage pour la pince fixe. Cette routine gère
aussi le compteur de fraise rôdeuse.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince fixe
et donc indirectement le numéro de la rôdeuse et de la pince concernée.
Note : cette routine est à utiliser uniquement dans la trajectoire de rodage pour une pince fixe (au sol)
donc en temps masqué car tous les rodages pinces fixes sont en temps masqué. Cette routine est
documentée à titre informel puisque c’est l’applicatif qui se charge du rodage en temps masqué.
HORS_ITV (numéro inter verrouillage)
Routine permettant de libérer l’accès à la zone inter verrouillée avec un autre robot.
Arguments :
Numéro inter verrouillage : valeur attendue : 1, 2, 3 (Tout ou Rien) ou de 25 à 32 (Profibus).
Renseigne le numéro de inter verrouillage à libérer.
Formation robot FANUC / Version 5 Novembre 2004
82/176
HORS_PF (numéro de CPS)
Routine permettant de libérer l’accès à la zone de la pince fixe.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de la pince fixe concernée.
Note : cette routine ne sert que lorsque l’on veut libérer la zone en interférence avec une pince fixe
(au sol). Ne pas oublier l’interférence avec le bras (abattant) de la rôdeuse lors de la mise en
place/recul de ce bras.
Cette routine ne doit être utilisée QUE dans L’AUTO_SEC dans le cas d’une pince électrique.
HORS_ZON (numéro de zone, [optionnel] travail à faire)
Routine permettant de libérer l’accès à la zone gérée par l’API.
Arguments :
Numéro de zone : valeur attendue : 1 à 10. Renseigne le numéro de la zone à libérer.
[optionnel] travail à faire : valeur indiquant le numéro du travail suivant à effectuer. Ce paramètre,
s’il est renseigné, permet de ne pas écrire la routine MEM_TRAV(travail à faire)
Note : HORS_ZON(1, 0) en fin de cycle (puisque le travail à faire=0) correspond à HORS_ZON(1)
puis MEM_TRAV(0). Nous conseillons d’utiliser cette syntaxe (elle est obligatoire si HORS_ZON
est appelée dans la trajectoire même). Par contre, pour une plus grande clarté de l’AUTO_SEC, nous
conseillons d’utiliser la deuxième syntaxe (HORS_ZON+MEM_TRAV) si l’utilisation de
HORS_ZON est faite dans l’AUTO_SEC.
Hors zone sur point de passage :
Syntaxe : J P 100% CNT100 DB 0 CALL HORS_ZON
Attention :
*le trajectoiriste peut faire varier la valeur du CNT et/ou la valeur du DB (Distance Before) pour
régler la position de libération du Hors zone.
*L’utilisation de cette syntaxe doit être en accord avec les conditions mentionnées dans le paragraphe
« Techniques d’optimisation de lancement de routines »
H_ZONES (n° zone1, n° zone2, n° zone3, n° zone4, [optionnel] travail à faire)
Routine permettant de libérer plusieurs zones gérées par l’API simultanément.
Arguments :
N° zone1 : valeur attendue : 1 à 10. Renseigne le numéro de la première zone à libérer.
N° zone2 : valeur attendue : 1 à 10 Renseigne le numéro de la deuxième zone à libérer.
N° zone3 : valeur attendue : 1 à 10.ou (-1) pour ne pas libérer 3 zones Renseigne le numéro de la
troisième zone à libérer.
N° zone4 : valeur attendue : 1 à 10 ou (-1) pour ne pas libérer 4 zones Renseigne le numéro de la
quatrième zone à libérer.
[optionnel] travail à faire : valeur indiquant le numéro du travail suivant à effectuer. Ce paramètre,
s’il est renseigné, permet de ne pas écrire la routine MEM_TRAV(travail à faire)
Note : H_ZONES(1, 2, (-1), (-1), 0) en fin de cycle (puisque le travail à faire=0) correspond à
HORS_ZON(1) + HORS_ZON(2) + MEM_TRAV(0).
Formation robot FANUC / Version 5 Novembre 2004
83/176
LAN_RDPF (numéro de CPS)
Routine permettant de lancer un rodage sur une pince fixe.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de la pince fixe concernée.
Note : cette routine ne peut être exécutée dans un programme que si un appel à la routine
PRM_RDPF a été fait au préalable dans ce même programme. De plus cette routine ne sert que
dans la trajectoire de rodage pince fixe (au sol) temps masqué. Cette routine est documentée à titre
informel puisque c’est l’applicatif qui se charge du rodage en temps masqué.
LANC_ROD
Routine permettant de lancer un rodage sur une pince embarquée.
Arguments :
Note : cette routine ne peut être exécutée dans un programme que si un appel à la routine
PRM_ROD a été fait au préalable dans ce même programme. De plus cette routine ne sert que dans
la trajectoire de rodage pince embarquée.
MEM_TRAV (n° de travail à faire)
Routine permettant d’indiquer un numéro de travail suivant à faire.
Arguments :
N° de travail à faire : valeur attendue : 1 à 100. Renseigne le numéro du travail suivant à effectuer.
Cela correspond donc à une MEMoire de TRAVail.
Note : Cette routine permet d’assigner un numéro pour chaque trajectoire. Cette mémoire de travail
sert en cas de REPRISE. Le trajectoiriste a ainsi une correspondance directe entre chaque mémoire
de travail et chaque trajectoire. En cas de Reprise, L’applicatif lance la trajectoire de reprise
correspondant à la mémoire de travail en cours (voir Chapitre sur le Reprise).
A la fin de la dernière trajectoire de chaque code il est nécessaire de remettre le numéro de travail à
0 en utilisant MEM_TRAV (0) (voir aussi routine Hors_zon).
Exemple : pour un MEM_TRAV(5) programmé, en cas d’ABORT du programme, la trajectoire de
REPRISE : T_REP5.TP est lancée. Cette dernière trajectoire doit cependant être créée par le
trajectoiriste.
PRM_RDPF (numéro de CPS)
Routine permettant de préparer et paramétrer un rodage sur une pince fixe.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de la pince fixe concernée.
Note : cette routine ne sert que dans la trajectoire de rodage pince fixe (au sol) temps masqué. C’est
cette routine qui déclenche la rôdeuse. Cette routine est documentée à titre informel puisque c’est
l’applicatif qui se charge du rodage en temps masqué.
Formation robot FANUC / Version 5 Novembre 2004
84/176
PRM_ROD (numéro de pince, numéro de rôdeuse, numéro de CPS)
Routine permettant de préparer et paramétrer un rodage sur une pince embarquée.
Arguments :
Numéro de pince : valeur attendue : 1 (ou 2 en cas de Changeur) Renseigne le numéro de la pince
concernée.
Numéro de rôdeuse : valeur attendue : 1 (ou 2 en cas de Changeur) Renseigne le numéro de rôdeuse
concernée.
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince et
donc indirectement le numéro de la pince fixe concernée.
Note : cette routine ne sert que dans la trajectoire de rodage pince embarquée. C’est cette routine qui
déclenche la rôdeuse.
RAZ_MSG (numéro de message intégrateur)
Routine permettant d’effacer un message ou une question spécifiée par l’intégrateur via l’utilisation
de la routine AFF_MSG (numéro de message intégrateur).
Arguments :
Numéro de message intégrateur : valeur attendue : 1 à 50. Renseigne le numéro du message (ou
question) intégrateur créé via l’Utilitaire Appli RJ3i.
Rappel : les messages intégrateurs sont à définir à l’aide du logiciel Utilitaire d’Appli RJ3i sur PC.
SYNC_API (numéro de zone)
Routine permettant de réinitialiser inter verrouillage puis de se re-synchroniser avec inter
verrouillage en redemandant l’accès zone souhaité. A Utiliser uniquement en cas de REPRISE.
Arguments :
Numéro de zone : valeur attendue : 1 à 10. Renseigne le numéro de la zone à accéder.
TST_ZON
Routine permettant de re-tester les accès zones montés par le robot. A Utiliser uniquement en cas
de REPRISE. Cette routine permet donc de sécuriser le cas de Reprise en re-testant les zones pour
être certain que les conditions en cours sont compatibles avec la trajectoire de Reprise
13.2_ Routines spécifiques Soudure Pince Electrique
La pince électrique peut être considérée comme un septième axe. Cependant ce
septième axe doit obligatoirement être déclaré en Groupe Mask 2 (Groupe Mask 3
dans le cas d’une deuxième pince). Ce septième axe ne peut fonctionner dans un
programme TPE que s’il est associé aux six autres déclarés implicitement dans le
groupe Mask 1. La configuration des DETAIL des programmes TPE doit donc suivre
cette règle :
DETAIL en cas de soudure pince 1 (CPS1) : 1, 1, *, *, *
DETAIL en cas de soudure pince 2 (CPS2) : 1, *, 1, *, *
DETAIL en cas de trajectoire de préhension seule : 1, *, *, *, *
On ne peut pas utiliser deux pinces dans une seule trajectoire donc on ne peut pas voir
une déclaration de DETAIL : 1, 1, 1, *, * => Interdit !
Il est aussi nécessaire de spécifier le numéro de l’équipement utilisé pour souder : N°1
pour la CPS1 et N°2 pour le CPS2. La configuration des DETAIL des programmes
TPE est donc associée à la configuration des numéros d’équipement :
Formation robot FANUC / Version 5 Novembre 2004
85/176
Pour un DETAIL de soudure pince 1 (CPS1) : 1, 1, *, *, * N°Equipement=1
Pour un DETAIL de soudure pince 2 (CPS2) : 1, *, 1, *, * N°Equipement=2
Si le numéro d’équipement n’est pas correctement paramétré, la soudure ne peut
s’effectuer.
Cas de la pince fixe (au sol) :
Il est indispensable, en cas de soudure pince fixe (au sol), de libérer le Group Mask de
la pince au sol à la fin des trajectoires de soudure. Cet impératif est dû au rodage
puisque celui-ci s’effectue en temps masqué et peut donc intervenir n’importe quand
pendant une trajectoire de préhension (prise ou dépose). Si le Group Mask de la pince
n’est pas libéré, une incompatibilité est détectée puisque deux trajectoires cherchent à
attacher le même Group Mask en même temps. Pour éviter cela la trajectoire de
prise/dépose de la pièce ne doit pas comporter de déclaration du Group Mask de la
pince dans la configuration des DETAIL.
DETAIL en cas de trajectoire de préhension seule : 1, *, *, *, *
Note : C’est SPOT TOOL et sa bibliothèque (Logiciel FANUC) qui permet de gérer la
pince et son paramétrage. Attention les points associés à l’instruction SPOT doivent
être déclarés en Représentation Cartésienne.
ALIGN_EL (numéro CPS, côte de contrôle)
Routine permettant de fermer la pince électrique à une certaine côte pour contrôler visuellement
l’alignement des mises après FDVE et demande validation de la qualité de l’alignement des
électrodes.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince.
Côte de contrôle : typiquement entre 1 et 10 (mini 1 - maxi 50). Renseigne la côte de fermeture de la
pince en mm pour permettre le contrôle visuel de l’alignement des mises.
Note :
La réponse à la demande de validation de la qualité de l’alignement des électrodes est mise dans le
registre R[65] => R[65]=0 si la validation est OK sinon R[65]=2.
Exemple d’utilisation de la routine ALIGN_EL :
.
LBL[1] (début de programme de fdve)
.
CALL ALIGN_EL(1, 5)
IF R[65]<> 0, JMP LBL[1]
.
END (Fin de programme de fdve)
Formation robot FANUC / Version 5 Novembre 2004
86/176
SOUDE_EL (numéro CPS, numéro de point BE, côte d’approche, côte d’ouverture)
Routine permettant de paramétrer un point de soudure avec une pince électrique.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince.
Numéro de point BE : Renseigne le numéro du point BE. Ce numéro permet de faire la
correspondance entre le numéro du point BE et le programme CPS à utiliser via la configuration du
tableau de point BE.
côte d’approche : valeur attendue : côte d’ouverture de pince avant soudure en mm. Cette côte
permet de positionner la pince avant soudure. Si cet argument n’est pas précisé, une erreur survient.
côte d’ouverture : valeur attendue : côte d’ouverture de pince après soudure en mm. Cette côte
permet de positionner la pince après soudure. Si cet argument n’est pas précisé, une erreur survient.
Note : cette routine travaillant en multi processing, elle ne doit JAMAIS être utilisée avec un Time
Before (sous peine de blocage assuré). De plus si une erreur survient lorsque le robot est sur le point
de soudure, nous conseillons fortement de déplacer le curseur sur l’instruction SOUDE_EL
précédente afin de garantir et de s’assurer du bon fonctionnement de la pince.
Exemple d’utilisation de SOUDE_EL dans une trajectoire:
J P[1] 100% CNT50 point de passage vers le point de soudure.
CALL SOUDE_EL(1, 36598, 20, 60) programmation de la soudure du point BE
n°36598 avec une côte de pince avant soudure
de 20 mm et une côte d’ouverture après soudure
de 60 mm.
J P[2] 100% FINE SPOT [1] exécution de la soudure à la position de P[2]
J P[3] 100% CNT20 dégagement après soudure
L’instruction SOUDE_EL est une instruction de l’applicatif, elle paramètre la soudure.
L’instruction SPOT (instruction système) exécute la soudure sur le point spécifié avec
la programmation de SOUDE_EL.
Même s’il est tout à fait possible d’intercaler un point de passage entre l’instruction
CALL SOUDE_EL et l’instruction J P 100% FINE SPOT, il est tout à fait déconseillé
de le faire.
Note :
Depuis la version 1.10, Il n’est plus conseillé d’utiliser l’instruction SPOT[1] précédée
d’un CNT30 , car celui-ci engendre une perte de temps de cycle par rapport à
l’utilisation d’un FINE. Seul le FINE doit donc être utilisé.
La soudure Electrique nécessite la lecture des paramètres de soudure (effort et
épaisseur de chaque programme de soudure) contenus dans la CPS. Il existe deux
façons de relire les programmes CPS :
En manuel :
Il est possible de forcer la relecture des paramètres de soudure de la CPS en appuyant
sur le bouton USER2 (bouton allumé) situé sur la face avant de la baie robot.
Cette lecture de CPS prend environ 4 secondes.
En automatique :
Les programmes CPS sont automatiquement relus sur le premier point de soudure
consécutif à un démarrage de baie robot. De plus, à chaque point de soudure et
pendant la soudure, le programme CPS en cours d’utilisation est relu sur la CPS.
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
Evidemment, lorsque la marche à vide est enclenchée, aucune pièce n’est supposée
être présente dans les montages. Les paramètres d’épaisseurs lus dans la CPS sont
cependant toujours pris en compte. Le détalonnage est inactif sauf sur les galettes de
pinces mortes (fausses pinces).
Formation robot FANUC / Version 5 Novembre 2004
87/176
Cas Spécifique des mouvements manuels
Le détalonnage n’est pas actif sur les mouvements manuels, il est donc fortement
déconseillé d’exécuter des mouvements manuels sur les galettes de pinces mortes
(fausses pinces).
13.3_ Routines spécifiques Préhension
Les Préhenseurs sont déclarés sur PC grâce au logiciel : Utilitaire Appli RJ3i. Cette
déclaration permet de spécifier tous les actionneurs et capteurs dans leur état attendu
(y compris les présences pièces). Une fois le fichier de préhenseur créé, il faut
l’injecter dans le robot via un support PCMCIA. Des accès directs pour la lecture des
fichiers préhenseurs sont présents dans les menus de l’applicatif.
Note : seul les fichiers présents sur carte mémoire PCMCIA peuvent être relus par
l’applicatif.
Pour plus de renseignements sur la déclaration des préhenseurs, se reporter à la notice
d’utilisation de l’utilitaire d’Appli RJ3i FANUC.
ATT_PP (Numéro de préhenseur, Etat attendu, Temps maximum autorisé)
Routine permettant d’attendre les présences pièces jusqu’à détection de l’état attendu. A utiliser
après chaque ouverture ou fermeture de préhenseur.
Arguments :
Numéro de préhenseur : valeur attendue : 1 à 24. Renseigne le numéro du préhenseur contenant les
présences pièces à tester.
Etat attendu : valeur attendue : 0 (sans pièce) ou 1 (avec pièce)
Temps maximum autorisé : valeur attendue : 500 à 5000 ms Détermine le temps maximum autorisé
pour l’attente des présences pièces. Si après expiration de ce temps les présences pièces ne sont pas
détectées, une erreur survient.
Note :
Cette routine attend les présences pièce à l’état souhaité, elle est donc bloquante jusqu’à ce que les
présences pièce correspondent à l’état souhaité.
En cas d’inhibition d’un détecteur scruté, l’argument Temps maximum autorisé devient un temps
d’attente de fin de mouvement.
FER_MAIN (Numéro de préhenseur, Temps de contrôle)
Routine permettant la fermeture du préhenseur sélectionné.
Arguments :
Numéro de préhenseur : valeur attendue : 1 à 24. Renseigne le numéro de préhenseur à commander.
Temps de contrôle : valeur attendue : 500 à 5000 ms Détermine le temps maximum autorisé pour la
fermeture du préhenseur. Si après expiration de ce temps le préhenseur n’est pas fermé, une erreur
survient.
Note : en cas d’inhibition des détecteurs ou si aucune SQ pour la fermeture n’est définie,
l’argument Temps de contrôle devient un temps d’attente de fin de mouvement.
Formation robot FANUC / Version 5 Novembre 2004
88/176
OUV_MAIN (Numéro de préhenseur, Temps de contrôle)
Routine permettant l’ouverture du préhenseur sélectionné.
Arguments :
Numéro de préhenseur : valeur attendue : 1 à 24. Renseigne le numéro de préhenseur à commander.
Temps de contrôle : valeur attendue : 500 à 5000 ms Détermine le temps maximum autorisé pour
l’ouverture du préhenseur. Si après expiration de ce temps le préhenseur n’est pas ouvert, une erreur
survient.
Note : en cas d’inhibition des détecteurs ou si aucune SQ pour l’ouverture n’est définie, l’argument
Temps de contrôle devient un temps d’attente de fin de mouvement.
TEST_PP (Numéro de préhenseur, Etat à tester)
Routine permettant de tester l’état des présences pièces sur un préhenseur spécifié.
Arguments :
Numéro de préhenseur : valeur attendue : 1 à 24. Renseigne le numéro du préhenseur contenant les
présences pièces à tester.
Etat à tester : valeur attendue : 0 (sans pièce) ou 1 (avec pièce)
Note : Le résultat du test est mis dans le registre R[99].
R[99] = 1 si l’état réel correspond à l’état à tester
R[99] = 0 si l’état réel ne correspond pas à l’état à tester
R[99] = -1 si au moins 1 présence pièce est inhibé.
Cette routine donne juste une réponse sur l’état des présences pièce (à utiliser principalement
dans les trajectoires de Reprise)
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1. Cependant la marche à
vide n’enclenche pas le mode sans pièce. C’est à l’utilisateur de préciser ce mode s’il le
souhaite.
La marche à vide permet de ne pas scruter les présences pièces testées par la routine ATT_PP,
cette routine n’est donc plus bloquante en marche à vide. De même la routine TEST_PP ne
pourra répondre que -1 (inhibé) dans le R[99].
Formation robot FANUC / Version 5 Novembre 2004
89/176
13.4_ Routines spécifiques Pince Pneumatique
CTLOUVPN (Numéro de pince, Type capteur, Temps Mouvement)
Routine permettant d’activer ou désactiver de manière générale l’inhibition du contrôle des capteurs
PO ou GO des pinces pneumatiques lors de l’ouverture de la pince après soudure afin d’anticiper le
départ du robot avant la détection du capteur.
Arguments :
Numéro de pince : valeur attendue : 1 ou 2. Renseigne le numéro de la pince concernée.
Type capteur : valeur attendue : 1 (capteur PO) ou 2 (capteur GO) Renseigne le capteur de pince à
inhiber.
Temps Mouvement : valeur attendue : 200 à …. Ms Renseigne le temps nécessaire pour effectuer le
mouvement sans prendre en compte la détection du capteur.
. Si Temps Mouvement = -1 cela désactive de manière générale l’inhibition des capteurs PO ou GO.
=> Note : A n’utiliser qu’avec l’aval écrit d’un représentant de PSA
FERME_PN (Numéro de pince, Contrôle Mouvement)
Routine permettant la fermeture complète de la pince.
Arguments :
Numéro de pince : valeur attendue : 1 ou 2. Renseigne le numéro de la pince concernée.
Contrôle Mouvement : valeur attendue : 0 (sans contrôle perte capteur PO et GO) ou 1 (avec
contrôle perte capteur PO et GO)
OUVRE_PN (Numéro de pince, Type Ouverture, Contrôle Mouvement)
Routine permettant de positionner la pince en PO ou GO.
Arguments :
Numéro de pince : valeur attendue : 1 ou 2. Renseigne le numéro de la pince concernée.
Type Ouverture : valeur attendue : 1 (PO) ou 2 (GO). Renseigne la position de pince désirée.
Contrôle Mouvement : valeur attendue : 0 (sans contrôle des capteurs PO et GO) ou 1 (avec
contrôle des capteurs PO et GO)
SOUDE_PN (numéro CPS, numéro de point BE, position de pince après soudure)
Routine permettant de fermer la pince, souder et ouvrir la pince dans le cas d’une pince
pneumatique.
Arguments :
Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la pince.
Numéro de point BE : Renseigne le numéro du point BE. Ce numéro permet de faire la
correspondance entre le numéro du point BE et le programme CPS à utiliser via la configuration du
tableau de point BE.
Position de pince après soudure : valeur attendue : 1 (PO) ou 2 (GO). Cette position permet de
spécifier le type d’ouverture de pince après soudure.
Note : cette routine doit être utilisée avec un Time Before (la soudure n’étant déclenchée qu’à
l’arrêt du robot). La valeur du Time Before doit être comprise entre 100 et 300 ms (typiquement 0.2
s).
Formation robot FANUC / Version 5 Novembre 2004
90/176
Exemple simple d’utilisation de SOUDE_PN dans une trajectoire :
J P[1] 100% CNT50 point de passage vers le point de soudure.
J P[2] 100% FINE TB 0.2 CALL SOUDE_PN(1, 36598, 2) programmation et
exécution de la soudure
du point BE n° 36598
avec une côte de pince
correspondant à sa
position en cours avant
soudure et une ouverture
en GO après soudure. Le
tout à la position P[2]
J P[3] 100% CNT20 dégagement après soudure
Important : L’utilisation de ces routines et donc de la pince pneumatique
suppose que les temps de mouvement de la pince (en période) soit
correctement paramétrés dans les menus de l’applicatif (F2 – Configuration et
Métiers, Soudure Pince Pneumatique, Paramètres Pinces). Ces temps sont
indiqués sur la vignette de la pince.
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
Evidemment, lorsque la marche à vide est enclenchée, aucune pièce n’est
supposée être présente dans les montages. La marche à vide doit se faire sans
soudure. La marche à vide empêche la fermeture de la pince pour la soudure.
13.5_ Routines spécifiques Soudure Alu
La soudure Alu est un procédé spécifique et prototype qui nécessite
l’association d’un variateur et d’une CPS, les deux externes au robot. C’est le
variateur qui commande la fermeture de pince et c’est la CPS qui commande
la soudure.
SOUDE_AL (numéro de point BE, numéro de profil d’effort)
Routine permettant de paramétrer un point de soudure avec une pince électrique.
Arguments :
Numéro de point BE : Renseigne le numéro du point BE. Ce numéro permet de faire la correspondance
entre le numéro du point BE et le programme CPS à utiliser via la configuration du tableau de point
BE.
Numéro de profil d’effort : valeur attendue : 0 à 15 Renseigne le numéro de programme d’effort à
appliquer pour la fermeture pince.
Exemple d’utilisation de SOUDE_AL dans une trajectoire :
J P[1] 100% FINE Position du point de soudure
CALL SOUDE_AL(36598, 1)
Programmation et exécution de la soudure du
point BE n° 36598 avec un programme d’effort
n°1 : fermeture pince + soudure + ouverture
pince
J P[2] 100% CNT20 dégagement après soudure
Formation robot FANUC / Version 5 Novembre 2004
91/176
Cette routine peut aussi être utilisée avec un Time Before de 0.2 sec dans ce cas la syntaxe pour le
même exemple est :
J P[1] 100% FINE TB 0.2 CALL
SOUDE_AL(36598,1)
ROD_PFAL
Routine permettant de roder une pince fixe (au sol) alu : test AMDP, avance abattant, fermeture pince,
rodage, ouverture pince et recul abattant.
Arguments :
Aucun
Note : le rodage pince fixe s’effectue en temps masqué
INITP_AL
Routine permettant de faire une initialisation de la pince à souder l’aluminium.
Arguments :
Aucun
Note : L’initialisation de la pince doit se faire au début de chaque trajectoire de soudure.
13.6_ Routines spécifiques Soudure Arc
ARC_ON (numéro de Torche, numéro de Cordon PSA, [optionnel]pré gaz)
Routine permettant l’amorçage d’un ARC de soudure en début de cordon, ou la sélection d’un nouveau
programme sur point de passage).
Arguments :
Numéro de Torche : valeur attendue :1 ou 2 Renseigne le numéro de la Torche (et donc de
l’équipement de soudure en cours).
Numéro de cordon : valeur attendue : 0 à 99999 Renseigne le numéro de cordon PSA qui contient le
numéro de programme à appeler au niveau du poste à souder.
[optionnel]pré gaz : valeur attendue : 0 (pas de pré gaz) ou 1 (pré gaz actif) Permet l’anticipation de
l’ouverture de la commande de gaz pour que le débit gaz soit établi lorsque le robot arrive sur le début
du cordon de soudure. Dans ce cas la valeur du Time Before (TB) correspond au temps alloué pour
l’établissement du débit gaz (voir explications ci-dessous concernant la syntaxe d’utilisation de
ARC_ON).
Note :
Cette routine doit être utilisée avec un Time Before (la soudure n’étant déclenchée qu’à l’arrêt du
robot). La valeur du Time Before doit être comprise entre 100 et 300 ms (typiquement 0.2 s) sauf si le
paramètre optionnel est utilisé, dans ce cas la valeur doit être de l’ordre de 1.0 s.
Syntaxe : L P[] 300 mm/sec CNT100 TB 0.2 CALL ARC_ON
Cette routine permet aussi le changement de paramètres en cours de trajectoire de soudure ARC. Par
contre, elle doit être utilisée non plus avec une syntaxe en TB (Time Before) mais avec un DB
(Distance Before) pour que le changement de programme soudure ne soit déclenché qu’au passage sur
le point programmé. La valeur du Distance Before doit être comprise entre 0 et 5 mm (typiquement 0
mm).
Syntaxe : L P[] 100% CNT100 DB 0.0 CALL ARC_ON
Formation robot FANUC / Version 5 Novembre 2004
92/176
ARC_OFF (numéro de Torche, [optionnel]coupe gaz, [optionnel]Tempo arrêt)
Routine permettant l’arrêt de la soudure ARC en fin de cordon de soudure.
Arguments :
Numéro de Torche : valeur attendue :1 ou 2 Renseigne le numéro de la Torche (et donc de
l’équipement de soudure en cours).
[optionnel]coupe- gaz : valeur attendue : 0 (pas de coupe gaz) ou 1 (coupure du gaz) Permet l’arrêt
de la commande de gaz sur la fin de cordon.
[optionnel]Tempo arrêt : valeur attendue : 0 à 1000 (ms) Ce paramètre permet d’éviter que se forme
un cratère sur la fin de cordon en ajoutant de la matière pendant un certain temps. Si ce paramètre est
utilisé, le paramètre de pré-gaz n’est plus optionnel il DOIT donc OBLIGATOIREMENT être
renseigné.
Note :
Lors de la perte de certaines conditions pendant la soudure, cette routine génère un défaut bloquant
pour signaler l’incident.
DECRASSE (numéro de Torche)
Routine déclenchant le décrassage de la torche de soudage
Arguments : Numéro de Torche : valeur attendue : 1 à 2
Renseigne le numéro de la Torche (et donc de l’équipement de soudure en cours).
Note : L’appel de cette routine se fait dans la trajectoire
T_DECRA1 ou T_DECRA2 une fois que la
torche est en position de décrassage.
ACC_TF (numéro de Torche)
Routine permettant de demander l’autorisation d’accès à la zone de la Torche fixe.
Arguments : Numéro de Torche : valeur attendue : 1 ou 2
Renseigne le numéro d’équipement connecté à la Torche pour gérer inter verrouillage entre le robot
et le Décrassage masqué.
Note : Cette routine ne sert que lorsque l’on veut accéder
à une zone en interférence avec une Torche fixe
(au sol). Ne pas oublier l’interférence avec le bras
de décrassage lors de l’avance ou du recul de cet
actionneur.
HORS_TF (numéro de Torche)
Routine permettant de libérer l’accès à la zone de la Torche fixe.
Arguments : Numéro de Torche : valeur attendue : 1 ou 2
Renseigne le numéro d’équipement connecté à la Torche pour Libérer la zone pour le Process de
Décrassage masqué.
Note : Cette routine ne sert que lorsque l’on veut libérer
la zone en interférence avec une Torche fixe (au
sol). Ne pas oublier l’interférence avec le bras de
décrassage lors de l’avance ou du recul de cet
actionneur.
Formation robot FANUC / Version 5 Novembre 2004
93/176
CHG_FIL
Routine permettant d’informer l’opérateur du changement de fil.
Arguments : Numéro de Torche : valeur attendue : 1 ou 2
Renseigne le numéro d’équipement connecté à la Torche pour Libérer la zone pour le Process de
Décrassage masqué.
Note : Cette routine est à utiliser dans la trajectoire de
Changement de Fil T_CHGFIL lorsque le robot
est au point de changement de Fil.
CTL_BUSE (numéro de Torche)
Routine permettant de demander à l’opérateur de contrôler la Torche
Arguments : Numéro de Torche : valeur attendue : 1 à 2
Renseigne le numéro de la Torche (et donc de l’équipement de soudure en cours).
Note : L’appel de cette routine se fait dans la trajectoire
T_BUSE1 ou T_BUSE2 une fois que le robot est
en position de contrôle Buse.
SYS_COUR (numéro d’équipement, Commande, [optionnel] Temps avant défaut)
Routine permettant de commander le système de Retour courant pour la soudure en cas d’une torche
ARC fixe.
Arguments : Numéro d’équipement
:
valeur attendue : 1 à 2
Renseigne le numéro d’équipement.
Commande : valeur attendue : 0 (recul) ou 1 (avance)
Détermine le sens du mouvement du système RC.
[optionnel] Temps avant défaut
:
valeur attendue : 0 à 5000 (ms)
Détermine le temps max du mouvement avant apparition du défaut (Par défaut, ce temps est de 5000
ms).
Note : Cette fonction est utilisée dans le cas d’une
Torche fixe (au sol).
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
Evidemment, lorsque la marche à vide est enclenchée, aucune pièce n’est
supposée être présente dans les montages. La marche à vide doit se faire
sans soudure.
Formation robot FANUC / Version 5 Novembre 2004
94/176
13.7_ Routines Spécifiques Clinchage
CLINCHE (numéro de pince, N° Point PSA)
Routine permettant de Lancer un cycle de Clinchage sur la Baie TOX.
Arguments : Numéro de pince : valeur attendue : 1 ou 2
Renseigne le numéro de pince correspondant à l’équipement de clinchage en cours.
Numéro Point PSA : valeur attendue : 1 à 99999
Renseigne le numéro du point BE. Ce numéro permet de faire la correspondance entre le numéro du
point BE et le programme à utiliser via la configuration du tableau de points BE pour le clinchage.
Note : cette routine doit être utilisée avec un Time
Before (le clinchage n’étant déclenchée qu’à
l’arrêt du robot). La valeur du Time Before doit
être comprise entre 100 et 300 ms (typiquement
0.2 s).
Syntaxe : J P[ ] 100% FINE TB 0.2 CALL
CLINCHE (1,30865)
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
Evidemment, lorsque la marche à vide est enclenchée, aucune pièce
n’est supposée être présente dans les montages.
La marche à vide doit se faire en position ‘sans clinchage’ sur la baie
TOX .
13.8_ Routines Spécifiques Goujon
AV_GOUJ (Numéro Tête, Numéro Goujon)
Routine permettant l’amenée d’un goujon du magasin à la tête de soudure.
Arguments : Numéro Tête : valeur attendue : 1 ou 2
Renseigne le numéro de la tête sur laquelle amener le goujon.
Numéro Point PSA : valeur attendue : 1 à 99999
Renseigne le numéro du goujon à amener.
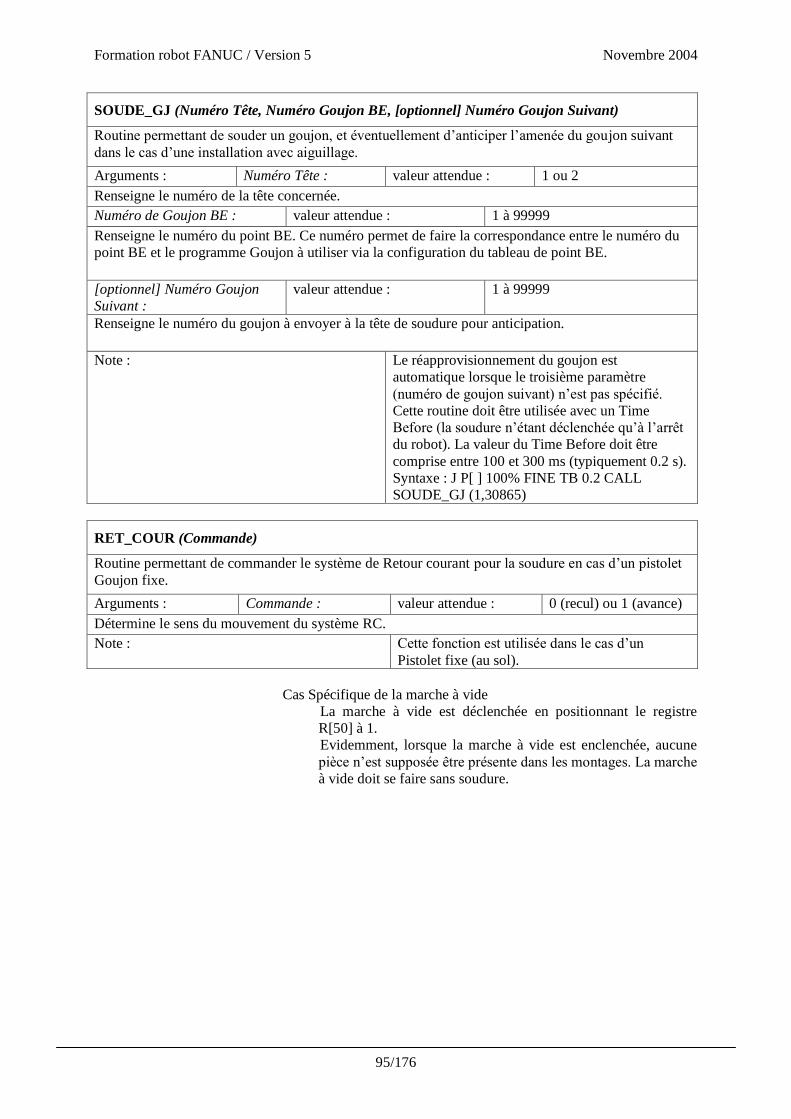
Formation robot FANUC / Version 5 Novembre 2004
95/176
SOUDE_GJ (Numéro Tête, Numéro Goujon BE, [optionnel] Numéro Goujon Suivant)
Routine permettant de souder un goujon, et éventuellement d’anticiper l’amenée du goujon suivant
dans le cas d’une installation avec aiguillage.
Arguments : Numéro Tête : valeur attendue : 1 ou 2
Renseigne le numéro de la tête concernée.
Numéro de Goujon BE : valeur attendue : 1 à 99999
Renseigne le numéro du point BE. Ce numéro permet de faire la correspondance entre le numéro du
point BE et le programme Goujon à utiliser via la configuration du tableau de point BE.
[optionnel] Numéro Goujon
Suivant :
valeur attendue : 1 à 99999
Renseigne le numéro du goujon à envoyer à la tête de soudure pour anticipation.
Note : Le réapprovisionnement du goujon est
automatique lorsque le troisième paramètre
(numéro de goujon suivant) n’est pas spécifié.
Cette routine doit être utilisée avec un Time
Before (la soudure n’étant déclenchée qu’à l’arrêt
du robot). La valeur du Time Before doit être
comprise entre 100 et 300 ms (typiquement 0.2 s).
Syntaxe : J P[ ] 100% FINE TB 0.2 CALL
SOUDE_GJ (1,30865)
RET_COUR (Commande)
Routine permettant de commander le système de Retour courant pour la soudure en cas d’un pistolet
Goujon fixe.
Arguments : Commande : valeur attendue : 0 (recul) ou 1 (avance)
Détermine le sens du mouvement du système RC.
Note : Cette fonction est utilisée dans le cas d’un
Pistolet fixe (au sol).
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre
R[50] à 1.
Evidemment, lorsque la marche à vide est enclenchée, aucune
pièce n’est supposée être présente dans les montages. La marche
à vide doit se faire sans soudure.
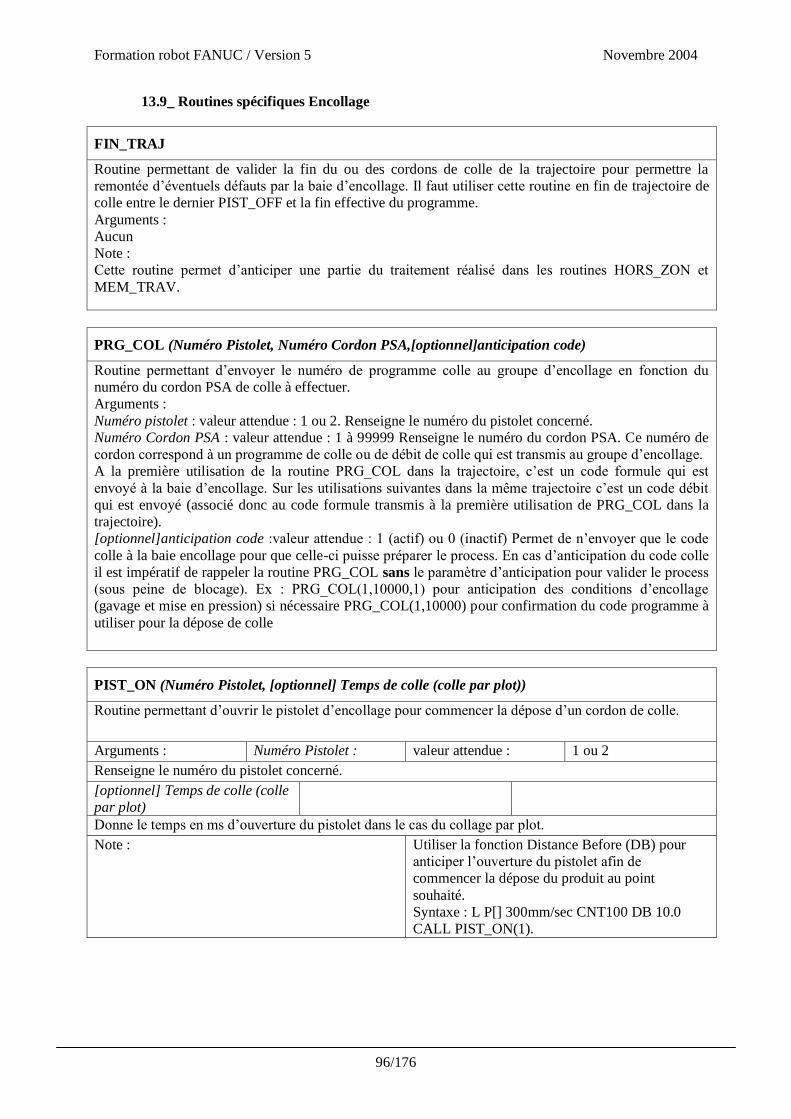
Formation robot FANUC / Version 5 Novembre 2004
96/176
13.9_ Routines spécifiques Encollage
FIN_TRAJ
Routine permettant de valider la fin du ou des cordons de colle de la trajectoire pour permettre la
remontée d’éventuels défauts par la baie d’encollage. Il faut utiliser cette routine en fin de trajectoire de
colle entre le dernier PIST_OFF et la fin effective du programme.
Arguments :
Aucun
Note :
Cette routine permet d’anticiper une partie du traitement réalisé dans les routines HORS_ZON et
MEM_TRAV.
PRG_COL (Numéro Pistolet, Numéro Cordon PSA,[optionnel]anticipation code)
Routine permettant d’envoyer le numéro de programme colle au groupe d’encollage en fonction du
numéro du cordon PSA de colle à effectuer.
Arguments :
Numéro pistolet : valeur attendue : 1 ou 2. Renseigne le numéro du pistolet concerné.
Numéro Cordon PSA : valeur attendue : 1 à 99999 Renseigne le numéro du cordon PSA. Ce numéro de
cordon correspond à un programme de colle ou de débit de colle qui est transmis au groupe d’encollage.
A la première utilisation de la routine PRG_COL dans la trajectoire, c’est un code formule qui est
envoyé à la baie d’encollage. Sur les utilisations suivantes dans la même trajectoire c’est un code débit
qui est envoyé (associé donc au code formule transmis à la première utilisation de PRG_COL dans la
trajectoire).
[optionnel]anticipation code :valeur attendue : 1 (actif) ou 0 (inactif) Permet de n’envoyer que le code
colle à la baie encollage pour que celle-ci puisse préparer le process. En cas d’anticipation du code colle
il est impératif de rappeler la routine PRG_COL sans le paramètre d’anticipation pour valider le process
(sous peine de blocage). Ex : PRG_COL(1,10000,1) pour anticipation des conditions d’encollage
(gavage et mise en pression) si nécessaire PRG_COL(1,10000) pour confirmation du code programme à
utiliser pour la dépose de colle
PIST_ON (Numéro Pistolet, [optionnel] Temps de colle (colle par plot))
Routine permettant d’ouvrir le pistolet d’encollage pour commencer la dépose d’un cordon de colle.
Arguments : Numéro Pistolet : valeur attendue : 1 ou 2
Renseigne le numéro du pistolet concerné.
[optionnel] Temps de colle (colle
par plot)
Donne le temps en ms d’ouverture du pistolet dans le cas du collage par plot.
Note : Utiliser la fonction Distance Before (DB) pour
anticiper l’ouverture du pistolet afin de
commencer la dépose du produit au point
souhaité.
Syntaxe : L P[] 300mm/sec CNT100 DB 10.0
CALL PIST_ON(1).
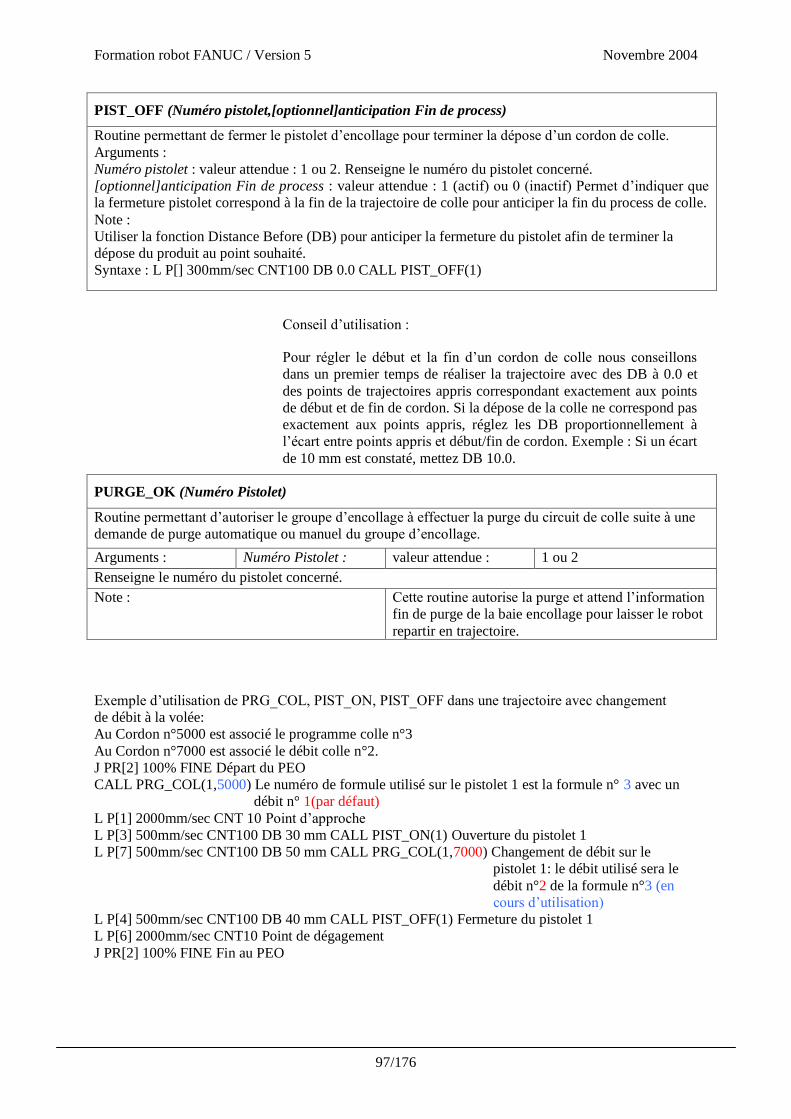
Formation robot FANUC / Version 5 Novembre 2004
97/176
PIST_OFF (Numéro pistolet,[optionnel]anticipation Fin de process)
Routine permettant de fermer le pistolet d’encollage pour terminer la dépose d’un cordon de colle.
Arguments :
Numéro pistolet : valeur attendue : 1 ou 2. Renseigne le numéro du pistolet concerné.
[optionnel]anticipation Fin de process : valeur attendue : 1 (actif) ou 0 (inactif) Permet d’indiquer que
la fermeture pistolet correspond à la fin de la trajectoire de colle pour anticiper la fin du process de colle.
Note :
Utiliser la fonction Distance Before (DB) pour anticiper la fermeture du pistolet afin de terminer la
dépose du produit au point souhaité.
Syntaxe : L P[] 300mm/sec CNT100 DB 0.0 CALL PIST_OFF(1)
Conseil d’utilisation :
Pour régler le début et la fin d’un cordon de colle nous conseillons
dans un premier temps de réaliser la trajectoire avec des DB à 0.0 et
des points de trajectoires appris correspondant exactement aux points
de début et de fin de cordon. Si la dépose de la colle ne correspond pas
exactement aux points appris, réglez les DB proportionnellement à
l’écart entre points appris et début/fin de cordon. Exemple : Si un écart
de 10 mm est constaté, mettez DB 10.0.
PURGE_OK (Numéro Pistolet)
Routine permettant d’autoriser le groupe d’encollage à effectuer la purge du circuit de colle suite à une
demande de purge automatique ou manuel du groupe d’encollage.
Arguments : Numéro Pistolet : valeur attendue : 1 ou 2
Renseigne le numéro du pistolet concerné.
Note : Cette routine autorise la purge et attend l’information
fin de purge de la baie encollage pour laisser le robot
repartir en trajectoire.
Exemple d’utilisation de PRG_COL, PIST_ON, PIST_OFF dans une trajectoire avec changement
de débit à la volée:
Au Cordon n°5000 est associé le programme colle n°3
Au Cordon n°7000 est associé le débit colle n°2.
J PR[2] 100% FINE Départ du PEO
CALL PRG_COL(1,5000) Le numéro de formule utilisé sur le pistolet 1 est la formule n° 3 avec un
débit n° 1(par défaut)
L P[1] 2000mm/sec CNT 10 Point d’approche
L P[3] 500mm/sec CNT100 DB 30 mm CALL PIST_ON(1) Ouverture du pistolet 1
L P[7] 500mm/sec CNT100 DB 50 mm CALL PRG_COL(1,7000) Changement de débit sur le
pistolet 1: le débit utilisé sera le
débit n°2 de la formule n°3 (en
cours d’utilisation)
L P[4] 500mm/sec CNT100 DB 40 mm CALL PIST_OFF(1) Fermeture du pistolet 1
L P[6] 2000mm/sec CNT10 Point de dégagement
J PR[2] 100% FINE Fin au PEO
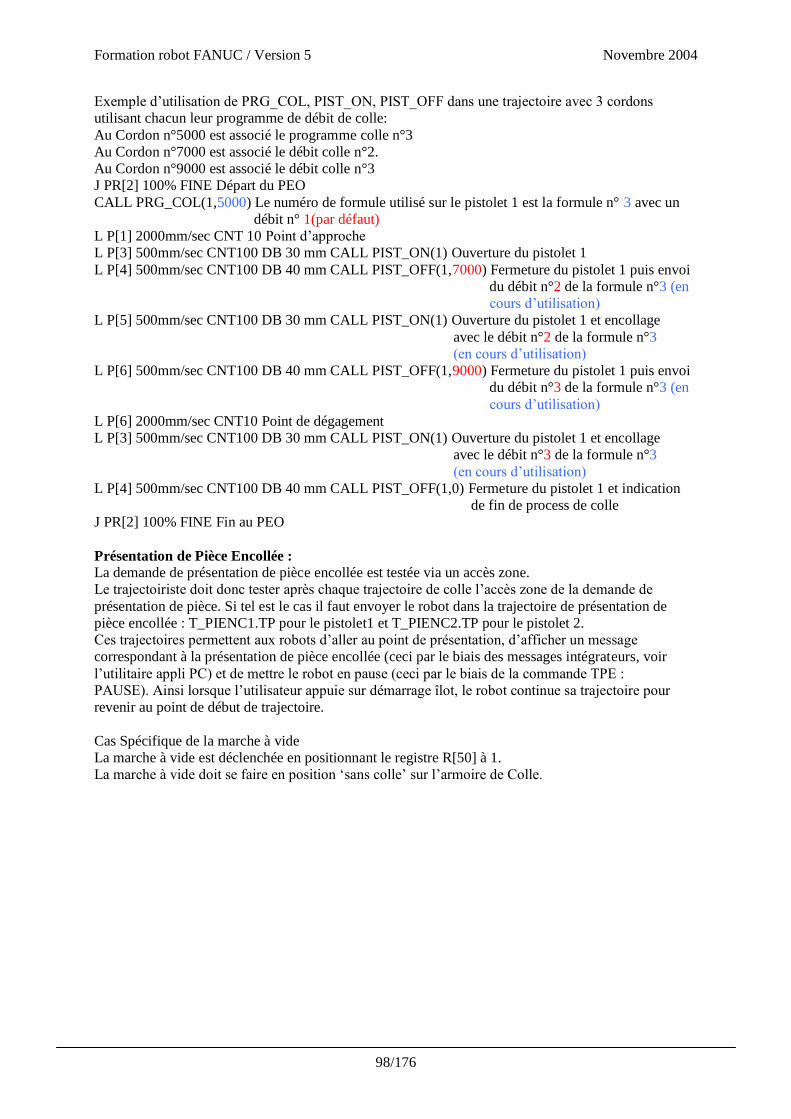
Formation robot FANUC / Version 5 Novembre 2004
98/176
Exemple d’utilisation de PRG_COL, PIST_ON, PIST_OFF dans une trajectoire avec 3 cordons
utilisant chacun leur programme de débit de colle:
Au Cordon n°5000 est associé le programme colle n°3
Au Cordon n°7000 est associé le débit colle n°2.
Au Cordon n°9000 est associé le débit colle n°3
J PR[2] 100% FINE Départ du PEO
CALL PRG_COL(1,5000) Le numéro de formule utilisé sur le pistolet 1 est la formule n° 3 avec un
débit n° 1(par défaut)
L P[1] 2000mm/sec CNT 10 Point d’approche
L P[3] 500mm/sec CNT100 DB 30 mm CALL PIST_ON(1) Ouverture du pistolet 1
L P[4] 500mm/sec CNT100 DB 40 mm CALL PIST_OFF(1,7000) Fermeture du pistolet 1 puis envoi
du débit n°2 de la formule n°3 (en
cours d’utilisation)
L P[5] 500mm/sec CNT100 DB 30 mm CALL PIST_ON(1) Ouverture du pistolet 1 et encollage
avec le débit n°2 de la formule n°3
(en cours d’utilisation)
L P[6] 500mm/sec CNT100 DB 40 mm CALL PIST_OFF(1,9000) Fermeture du pistolet 1 puis envoi
du débit n°3 de la formule n°3 (en
cours d’utilisation)
L P[6] 2000mm/sec CNT10 Point de dégagement
L P[3] 500mm/sec CNT100 DB 30 mm CALL PIST_ON(1) Ouverture du pistolet 1 et encollage
avec le débit n°3 de la formule n°3
(en cours d’utilisation)
L P[4] 500mm/sec CNT100 DB 40 mm CALL PIST_OFF(1,0) Fermeture du pistolet 1 et indication
de fin de process de colle
J PR[2] 100% FINE Fin au PEO
Présentation de Pièce Encollée :
La demande de présentation de pièce encollée est testée via un accès zone.
Le trajectoiriste doit donc tester après chaque trajectoire de colle l’accès zone de la demande de
présentation de pièce. Si tel est le cas il faut envoyer le robot dans la trajectoire de présentation de
pièce encollée : T_PIENC1.TP pour le pistolet1 et T_PIENC2.TP pour le pistolet 2.
Ces trajectoires permettent aux robots d’aller au point de présentation, d’afficher un message
correspondant à la présentation de pièce encollée (ceci par le biais des messages intégrateurs, voir
l’utilitaire appli PC) et de mettre le robot en pause (ceci par le biais de la commande TPE :
PAUSE). Ainsi lorsque l’utilisateur appuie sur démarrage îlot, le robot continue sa trajectoire pour
revenir au point de début de trajectoire.
Cas Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
La marche à vide doit se faire en position ‘sans colle’ sur l’armoire de Colle.
Formation robot FANUC / Version 5 Novembre 2004
99/176
13.10_ Routines spécifiques Changeur d’Outils
La définition du changeur d’outils par le fichier OUTILS.DAT et l’insertion de ce
fichier dans la baie robot est la première action à réaliser pour utiliser un changeur
d’outils.
La définition des changeurs d’outils se fait à l’aide de l’utilitaire Appli RJ3i (logiciel
PC). Cette définition permet de paramétrer le type d’outil en présence. De même que
pour les messages intégrateurs, la définition des changeurs d’outils s’opère par le biais
d’un fichier à charger dans la baie (outils.dat, pour plus de détail sur la définition des
changeurs d’outils par l’utilitaire Appli RJ3i se référer à la documentation du logiciel
PC).
L’utilisation d’un changeur d’outils dans les trajectoires implique la vérification de
l’outil en cours avant tout exécution de trajectoire. Cette vérification permet de
s’assurer que le robot possède bien le bon outil adapté à la trajectoire. La routine
CHG_OUT permet cette vérification. Elle teste l’outil en cours et s’il n’est pas adapté,
dépose l’outil en cours pour prendre l’outil désiré pour la trajectoire. CHG_OUT
utilise donc les programmes TPE de prise/dépose des outils : T_D_OUT1 à
T_D_OUT4 (dépose des outils) et T_P_OUT1 à T_P_OUT4 (prise outils).
Les programmes de prise et dépose outils sont à mettre à jour par le trajectoiriste
même si CHG_OUT n’est pas utilisé.
Liste des préconisations (tous métiers confondus) pour bien utiliser les changeurs
d’outils :
* Ne pas oublier de tester l’outil en cours lors des cas de reprise (routine TEST_OUT).
* Faire le test de détection de l’outil en cours dans T_LANCE (routine TEST_OUT).
* Apprendre un UTOOL avec outil et un UTOOL sans outil.
* Utiliser la routine CHG_OUT avant l’appel de chaque trajectoire dans l’AUTOSEC.
* Impérativement utiliser les noms de trajectoires T_D_OUT1 à 4 pour la dépose des
outils et T_P_OUT1 à 4 pour la prise des outils.
* Renseigner un PAYLOAD pour la charge à vide (poids du demi changeur côté
robot) ET un PAYLOAD pour la charge de l’outil (pince ou autre). L’instruction
PAYLOAD doit impérativement suivre une dépose et une prise de l’outil.
Spécial Soudure Electrique :
Dans le cas de la Soudure Electrique les instructions GUN ATTACH et GUN
DETACH (instructions FANUC) permettent le changement de pince dans le cas d’un
changeur d’outil. L’instruction TPE GUN ATTACH permet la prise en compte de la
pince par le robot, l’instruction TPE GUN DETACH permet le détachement de la
pince du robot. Cette prise en compte et ce détachement sont impératifs, si vous
enlevez
Ces instructions doivent être utilisées comme décrit dans les programmes TP
exemples suivant.
Attention lors de l’exécution en Mode Manuel de la trajectoire de prise ou dépose de
l’outil il ne faut pas relâcher la touche SHIFT du Teach lors du GUN ATTACH. Le
GUN ATTACH peut paraître long (dû à la vitesse du robot qui n’est pas à 100%) mais
il ne faut pas pour autant relâcher la touche SHIFT.
Attention dans la trajectoire de dépose de l’outil il faut particulièrement prêter
attention à avoir une côte de pince à environ 5 mm.
Attention ne pas oublier de re-spécifier le numéro du Frame et du Tool après un GUN
ATTACH.
Exemple de programme TP de dépose et prise d’outil :
Trajectoire de Dépose Outil1 (pince1 en soudure Electrique)
UFRAME_NUM = 0 Assignation du UFRAME à 0
UTOOL_NUM = 1 Assignation du Tool 1 => changeur vide
Formation robot FANUC / Version 5 Novembre 2004
100/176
PAYLOAD[2] Assignation du payload2 => pince1
CALL INIT_OUT(1, 500) Vérification des posoirs d’outils
CALL COIFFE(1, 1, 2000, (-1)) Ouverture de la coiffe de l’outil 1
L PR[53] 500mm/sec FINE Positionne le robot au point de référence de dégagement
par rapport à l’outil 1
L PR[52] 100mm/sec FINE Positionne le robot au point de référence d’approche de
l’outil 1
GUN DETACH[1] Le robot détache l’outil 1 en coupant son alimentation, il ne sait
plus gérer l’outil 1
L PR[51] 100mm/sec FINE Positionne le robot au point de référence de prise/dépose
de l’outil1
CALL DEPO_OUT(1, 1000) Déverrouillage de l’outil 1 et séparation mécanique de
l’outil 1
PAYLOAD[1] Assignation du payload1 => à vide
L PR[52] 100mm/sec FINE Positionne le robot au point de référence d’approche de
l’outil 1
L PR[53] 500mm/sec FINE Positionne le robot au point de référence de dégagement
par rapport à l’outil 1
CALL COIFFE(1, 0, 2000, (-1)) Fermeture de la coiffe de l’outil 1
Trajectoire de Prise Outil2 (pince2 en soudure Electrique)
UFRAME_NUM = 0 Assignation du UFRAME à 0
UTOOL_NUM = 1 Assignation du Tool 1 => changeur vide
PAYLOAD[1] Assignation du payload1 => à vide
CALL INIT_OUT(0, 500) Vérification des posoirs d’outils
CALL COIFFE(2, 1, 2000, (-1)) Ouverture de la coiffe de l’outil 2
L PR[63] 500mm/sec FINE Positionne le robot au point de référence de dégagement
par rapport à l’outil 2
L PR[62] 100mm/sec FINE Positionne le robot au point de référence d’approche de
l’outil 2
L PR[61] 100mm/sec FINE Positionne le robot au point de référence de prise/dépose
de l’outil2
CALL PRIS_OUT(2, 1000) Verrouillage de l’outil 2 et liaison mécanique avec le
robot
GUN ATTACH[2] Le robot attache l’outil 2 et l’alimente, il peut gérer l’outil 2
UFRAME_NUM = 0 RE – spécification Obligatoire du FRAME
UTOOL_NUM = 3 RE – spécification Obligatoire du Tool n°3 => pince 2
PAYLOAD[3] Assignation du payload3 => pince2
L PR[62] 100mm/sec FINE Positionne le robot au point de référence d’approche de
l’outil 2
L PR[63] 500mm/sec FINE Positionne le robot au point de référence de dégagement
par rapport à l’outil 2
Exemple de trajectoire de sélection de pince dans le cas d’un rodage
(T_RODOUT.TP):
Rappel :
R[16]= numéro de pince à roder
R[51]= numéro d’outil en cours
IF R[16] <> 0,JMP LBL[1] Test du numéro de pince à roder, si le numéro de la pince
à roder =0 alors lecture du numéro de
la pince présente sur le robot.
CALL TEST_OUT Lecture de la pince en cours.
R[16] = R[51] Affectation de la pince en cours dans la pince à roder.
LBL[1]
Formation robot FANUC / Version 5 Novembre 2004
101/176
CALL CHG_OUT(R[16]) Dépose de la pince en cours (si nécessaire) pour prendre la
pince à roder.
SELECT R[16] = 0,JMP LBL[999] Sélection de la trajectoire de rodage à
= 1,JMP LBL[2] exécuter en fonction du numéro de la pince
= 2,JMP LBL[3]
= 3,JMP LBL[4]
= 4,JMP LBL[5]
LBL[2]
CALL T_ROD_P1 Lancement de la trajectoire de rodage pince1
JMP LBL[999] Saut à la fin de programme
LBL[3]
CALL T_ROD_P2 Lancement de la trajectoire de rodage pince2
JMP LBL[999] Saut à la fin de programme
LBL[4]
CALL T_ROD_P3 Lancement de la trajectoire de rodage pince3
JMP LBL[999] Saut à la fin de programme
LBL[5]
CALL T_ROD_P4 Lancement de la trajectoire de rodage pince4
LBL[999]
Dans le cas de changeur d’outils l’exemple ci-dessus serait donc à renommer en
T_RODAGE.TP et les trajectoires de rodages effectives seraient T_ROD_P1(pince1),
T_ROD_P2(pince2), T_ROD_P3(pince3) et T_ROD_P4(pince4).
Exemple de trajectoire de sélection de pince dans le cas d’une FDVE
(T_FE_OUT.TP):
Rappel :
R[37]= numéro de pince pour FDVE
R[51]= numéro d’outil en cours
IF R[37] <> 0,JMP LBL[1] Test du numéro de pince pour fdve, si le numéro de la
pince =0 alors lecture du numéro de la pince présente sur le robot.
CALL TEST_OUT Lecture de la pince en cours.
R[37] = R[51] Affectation de la pince en cours dans la pince pour fdve.
LBL[1]
CALL CHG_OUT(R[37]) Dépose de la pince en cours (si nécessaire) pour prendre la
pince pour fdve.
SELECT R[37] = 0,JMP LBL[999] Sélection de la trajectoire de fdve à
= 1,JMP LBL[2] exécuter en fonction du numéro de la pince
= 2,JMP LBL[3]
= 3,JMP LBL[4]
= 4,JMP LBL[5]
LBL[2]
CALL T_FE_P1 Lancement de la trajectoire de fdve pince1
JMP LBL[999] Saut à la fin de programme
LBL[3]
CALL T_FE_P2 Lancement de la trajectoire de fdve pince2
JMP LBL[999] Saut à la fin de programme
LBL[4]
CALL T_FE_P3 Lancement de la trajectoire de fdve pince3
JMP LBL[999] Saut à la fin de programme
LBL[5]
CALL T_FE_P4 Lancement de la trajectoire de fdve pince4
LBL[999]
Dans le cas de changeur d’outils l’exemple ci-dessus serait donc à renommer en T_CHG_EL1.TP et les trajectoires de FDVE effectives seraient T_FE_P1(pince1), T_FE_P2(pince2), T_FE_P3(pince3) et T_FE_P4(pince4).
Formation robot FANUC / Version 5 Novembre 2004
102/176
COIFFE (Numéro de l’outil, Commande, Temps de contrôle, [optionnel] Contrôle)
Routine permettant l’ouverture/fermeture de la coiffe des reposoirs d’outils.
Arguments :
Numéro de l’outil : valeur attendue : 1 à 4. Renseigne le numéro de l’outil concerné, (à ne pas
confondre avec son codage).
Commande : valeur attendue : 1 (ouverture) ou 0 (fermeture) Détermine le sens du mouvement de la
coiffe.
Temps de contrôle : valeur attendue : 500 à 5000 ms (par défaut : 2000 ms) Détermine le temps
maximum autorisé pour le mouvement de la coiffe avant d’afficher un message de défaut.
[optionnel]Contrôle : valeur attendue : (-1) pour inhiber le contrôle des capteurs de fin de mouvement.
Détermine si la routine attend la fin de mouvement ou non. Si Contrôle est à -1, la routine lance les
commandes sans attendreles retours des capteurs de fin de mouvement.
CHG_OUT (Numéro de l’outil à utiliser)
Routine TPE permettant la dépose/prise d’un outil sur un reposoir. Si CHG_OUT( 1) alors que le robot
a l’outil 2, le robot dépose l’outil 2 et prend l’outil 1.
Arguments :
Numéro de l’outil à utiliser : valeur attendue : 1 à 4. Renseigne le numéro de l’outil concerné, (à ne pas
confondre avec son codage).
Note : cette routine est une routine TPE, le code de cette routine est donc consultable depuis le Teach.
Pour plus de détail sur le fonctionnement de cette routine il est donc conseillé de regarder le code TPE.
Cette routine utilise les trajectoires de prise et dépose des outils T_D_OUTx et T_P_OUTx mises à
jour par le trajectoiriste.
DEPO_OUT (Numéro de l’outil, [optionnel] Contrôle Mouvement)
Routine permettant la dépose d’un outil sur un reposoir.
Arguments :
Numéro de l’outil : valeur attendue : 1 à 4. Renseigne le numéro de l’outil concerné, (à ne pas
confondre avec son codage).
Temps de contrôle : valeur attendue : 500 à 5000 ms (par défaut : 2000 ms) Détermine le temps
maximum autorisé pour le process de dépose d’outil avant d’afficher un message de défaut.
INIT_OUT (Numéro de l’outil, [optionnel] Contrôle Mouvement)
Routine permettant de vérifier et préparer le changeur avant prise ou dépose d’un outil.
Arguments :
Numéro de l’outil : valeur attendue : 0 à 4. (0 : aucun outil) Renseigne le numéro de l’outil concerné, (à
ne pas confondre avec son codage).
Temps de contrôle : valeur attendue : 500 à 5000 ms (par défaut : 2000 ms) Détermine le temps
maximum autorisé pour l’initialisation du changeur avant d’afficher un message de défaut.
PRIS_OUT (Numéro de l’outil, [optionnel] Contrôle Mouvement)
Routine permettant la prise d’un outil sur un reposoir.
Arguments :
Numéro de l’outil : valeur attendue : 1 à 4. Renseigne le numéro de l’outil concerné, (à ne pas
confondre avec son codage).
Temps de contrôle : valeur attendue : 500 à 5000 ms (par défaut : 2000 ms) Détermine le temps
maximum autorisé pour le process de prise d’outil avant d’afficher un message de défaut.
Formation robot FANUC / Version 5 Novembre 2004
103/176
TEST_OUT
Routine permettant de lire le numéro de l’outil attaché au robot.
Arguments :
Aucun
Note : La réponse c'est-à-dire, Le NUMERO de l’outil verrouillé sur le robot est mis dans le registre
R[51] Cette routine est à utiliser principalement dans les trajectoires de Reprise et lorsque l’on souhaite
connaître l’outil présent sur le robot.
13.11_ Routines spécifiques Changeur de Mises Automatiques
Le changement de mise peut être de 2 types principaux : MANUEL ou
AUTOMATIQUE.
La trajectoire impactée est toujours T_CHGEL1.TP qui est la trajectoire de FDVE
pour la CPS1.
Lorsque l’on veut intégrer un changeur de mises automatique il faut tester en début de
trajectoire le type de changement de mises par exemple à l’aide du R[21] pour la pince
1. Le registre R[21] a plusieurs valeurs possibles :
1 : Changement de Mises MANUEL
2 : Changeur de Mises Automatique de type PCI Linéaire
3 : Changeur de Mises Automatique de type PCI Rotatif
4 : Changeur de Mises Automatique de type EXROD Linéaire.
La valeur de ce registre est fonction de ce qui est paramétré dans les menus de
l’applicatif (exemple en soudure pneumatique : F2 – Configuration et Métier, Soudure
Pneumatique, Configuration FDVE).
La trajectoire T_CHGEL1.TP doit donc comporter une trajectoire de changement de
mises manuel et une trajectoire de changement de mises sur changeur automatique.
CSM_CMA (Etat attendu)
Routine permettant le Contrôle de la Sécurité Mécanique du changeur de Mise EXROD.
Arguments : Etat attendu : valeur attendue : 0 ou 1
Teste l’entrée Sécurité Mécanique, ce test est à réaliser lors de l’extraction des mises afin de s’assurer
que la mise est bien extraite et que le changeur de mise est bien resté en position.
Note : Cette routine ne doit être utilisée Que pour le
changeur de mises EXROD, elle est à placer dans
la trajectoire sur un point de dégagement
correspondant à un contact possible du détecteur de
sécurité mécanique.
Formation robot FANUC / Version 5 Novembre 2004
104/176
CTL_CMA (Etat attendu, Numéro de mise)
Routine déclenchant le contrle de la présence ou de l’absence de mises inférieure et/ou supérieure.
Arguments : Etat Attendu : valeur attendue : 0 (absence) ou 1
(présence)
Renseigne l’état attendu du contrôle de mises.
Numéro de Mise valeur attendue : 1 (mise inférieure)
2 (mise supérieure)
3 (Valid EXROD)
Indique la(les) mise(s) à contrôler .
Note : Le résultat du contrôle est placé dans le registre
R[24 :Defaut CMA] qui sera différent de zéro en
cas de défaut.
Le paramètre [optionnel] numéro de mise est
indispensable avec Changeur EXROD
DEF_CMA
Routine permettant d’informer l’utilisateur du défaut survenu lors du contrôle de la présence ou de
l’absence de mises.
Note : Cette routine est à utiliser dans la gestion après
contrôle (routine ‘CTL_CMA’) avec défaut dans la
trajectoire de Changement de Mises Automatique
T_CMA_P1, lorsque le robot est au point de
dégagement permettant l’intervention.
EXTR_CMA (Commande,[optionnel]tempo mouvement)
Routine permettant le mouvement de l’extracteur de mise.
Arguments :
Commande : valeur attendue : 0 (recul) ou 1 (avance). Détermine le sens du mouvement de l’extracteur
de mises.
[optionnel]Temps de mouvement : valeur attendue : 0 à 2000 ms Détermine une temporisation du
mouvement de l’extracteur afin de s’assurer que l’extracteur a bien le temps d’effectuer son
mouvement.
Note : le mouvement d’avance extracteur permet l’extraction des mises
INIT_CMA ([optionnel] numéro CPS, [optionnel] numéro de pince)
Routine permettant de préparer le changeur et le robot au changement de mises automatique
(fourniture de mises, extracteur en position reculée, fermeture vanne d’eau, …).
Arguments :
[optionnel]Numéro de CPS : valeur attendue : 1 ou 2. Renseigne le numéro de la CPS connectée à la
pince. Si cet argument n’est pas renseigné, il vaut 1 par défaut.
[optionnel]Numéro de pince : valeur attendue : 1 à 4 Détermine le numéro de la pince concernée.
Numéro de pince n’est à spécifier uniquement qu’en cas de changeurs d’outils.
Si ce paramètre est utilisé, le paramètre de Numéro de CPS n’est plus optionnel il DOIT donc
OBLIGATOIREMENT être renseigné.
Note : Cette routine peux être utilisée avec un Time Before de 2 secondes (temps de gestion du
magasin). Syntaxe : J P[] 100% CNT100 TB 2.0sec CALL INIT_CMA
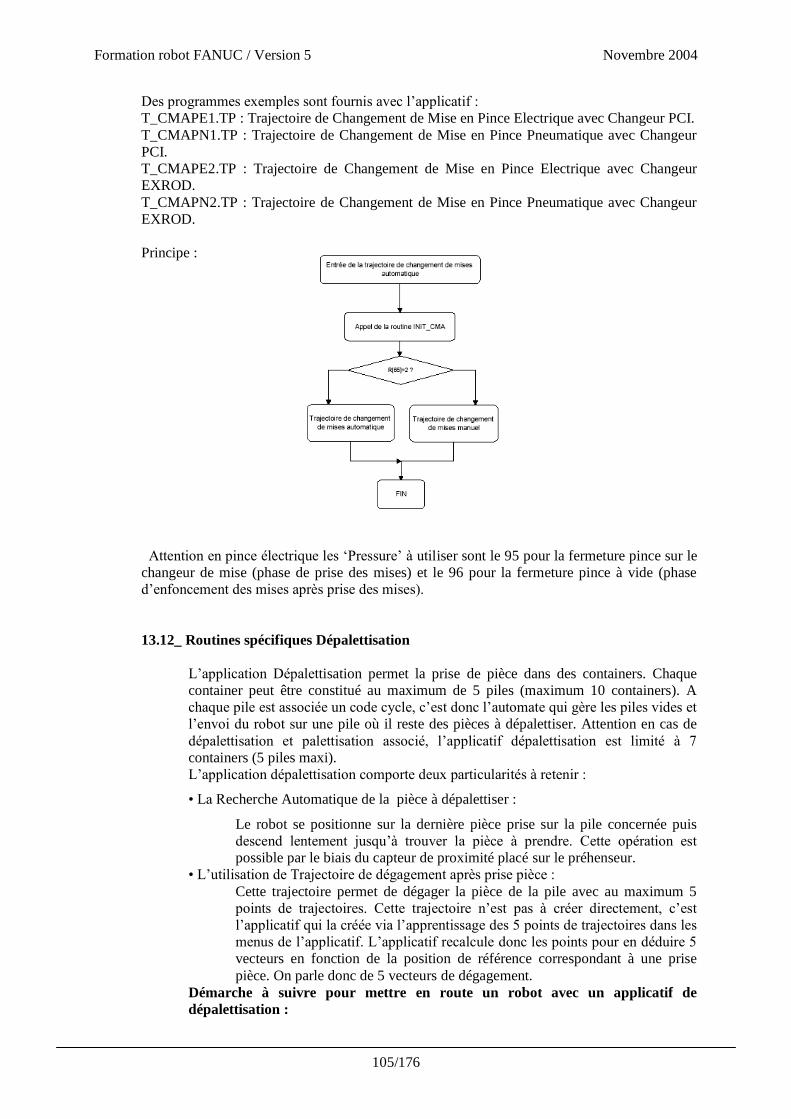
Formation robot FANUC / Version 5 Novembre 2004
105/176
Des programmes exemples sont fournis avec l’applicatif :
T_CMAPE1.TP : Trajectoire de Changement de Mise en Pince Electrique avec Changeur PCI.
T_CMAPN1.TP : Trajectoire de Changement de Mise en Pince Pneumatique avec Changeur
PCI.
T_CMAPE2.TP : Trajectoire de Changement de Mise en Pince Electrique avec Changeur
EXROD.
T_CMAPN2.TP : Trajectoire de Changement de Mise en Pince Pneumatique avec Changeur
EXROD.
Principe :
Attention en pince électrique les ‘Pressure’ à utiliser sont le 95 pour la fermeture pince sur le
changeur de mise (phase de prise des mises) et le 96 pour la fermeture pince à vide (phase
d’enfoncement des mises après prise des mises).
13.12_ Routines spécifiques Dépalettisation
L’application Dépalettisation permet la prise de pièce dans des containers. Chaque
container peut être constitué au maximum de 5 piles (maximum 10 containers). A
chaque pile est associée un code cycle, c’est donc l’automate qui gère les piles vides et
l’envoi du robot sur une pile où il reste des pièces à dépalettiser. Attention en cas de
dépalettisation et palettisation associé, l’applicatif dépalettisation est limité à 7
containers (5 piles maxi).
L’application dépalettisation comporte deux particularités à retenir :
• La Recherche Automatique de la pièce à dépalettiser :
Le robot se positionne sur la dernière pièce prise sur la pile concernée puis
descend lentement jusqu’à trouver la pièce à prendre. Cette opération est
possible par le biais du capteur de proximité placé sur le préhenseur.
• L’utilisation de Trajectoire de dégagement après prise pièce :
Cette trajectoire permet de dégager la pièce de la pile avec au maximum 5
points de trajectoires. Cette trajectoire n’est pas à créer directement, c’est
l’applicatif qui la créée via l’apprentissage des 5 points de trajectoires dans les
menus de l’applicatif. L’applicatif recalcule donc les points pour en déduire 5
vecteurs en fonction de la position de référence correspondant à une prise
pièce. On parle donc de 5 vecteurs de dégagement.
Démarche à suivre pour mettre en route un robot avec un applicatif de
dépalettisation :
Formation robot FANUC / Version 5 Novembre 2004
106/176
Vérifier que 200 PR[] sont accessibles. Ces 200 PR[] sont indispensables au bon
fonctionnement de la Dépalettisation.
1- Apprendre le UFRAME (repère utilisateur) du container
Attention le UFRAME N° 9 ne doit jamais être utilisé car il est
réservé par l’applicatif.
2- Stocker les coordonnées de ce repère utilisateur dans le PR[] réservé cet effet :
container 1 dans le PR [ 41 ] container 2 dans le PR [ 42 ],
container 3 dans le PR [ 43 ] container 4 dans le PR [ 44 ],
container 5 dans le PR [ 45 ] container 6 dans le PR [ 46 ],
container 7 dans le PR [ 47 ] container 8 dans le PR [ 48 ],
container 9 dans le PR [ 49 ] container 10 dans le PR [ 50 ]
Il ne faut donc pas stocker les repères utilisateurs dans les UFRAME
(normalement prévu à cet effet mais limité à 9 alors que 10 containers peuvent
être gérés).
Attention le UFRAME 9 est réservé à l’applicatif en cas de dépalettisation.
L’applicatif forçant ses coordonnées à chaque dépalettisation, Le UFRAME 9
ne peut donc pas être utilisé par le trajectoiriste.
Ces PR doivent être appris en Cartésien.
3- Sélectionner le UFRAME du container à définir en utilisant la commande TPE :
UFRAME[x]= PR[41 à 50 suivant le container visé].
UFRAME_NUM=x
x étant un numéro de FRAME temporaire non utilisé par ailleurs (sauf
FRAME 9).
Voir l’assignation des PR[] par Container plus haut. 4- Paramétrer la dépalettisation :
Sélectionner dans le menu Dépalettisation de l’applicatif le nombre de
container, le nombre de pile pour chaque container, …, ainsi que tous les
autres paramètres présents dans ce menu.
Il faut indiquer, à cette étape là, une nombre de vecteurs de dégagement=0
pour le container visé.
5- Apprendre les PR[] nécessaires pour chaque pile:
Les numéros des PR[] sont affectés automatiquement pour chaque pile, ces
numéros sont visualisables dans le menu dépalettisation de l’applicatif.
Apprendre le PR[] de haut de pile (point correspondant à la position un peu
avant le point de prise de la première pièce à dépalettiser sur cette pile) pour
chaque pile.(N° PR entre 101 et 200 fixé par l’applicatif).
Attention la position de haut de pile doit être apprise de manière à ce que le
capteur de recherche ne détecte pas la première pièce de la pile.
Apprendre le PR[] de bas de pile (point correspondant à la position un peu
après le point de prise de la dernière pièce à dépalettiser sur cette pile) pour
chaque pile. (N° PR entre 101 et 200 fixé par l’applicatif).
L’apprentissage de ces 2 PR[] se fait directement par le menu de l’applicatif
(Définition des piles).
Apprendre le PR[] d’approche (point au dessus du container atteignable
depuis le PEO) valable pour toutes le piles du container visé. (N° PR entre 51
et 100).
Ce PR[] ne s’apprend pas par le biais du menu de l’applicatif.
6- Faire la (les) trajectoire(s) de dépalettisation pour ce container.
Les trajectoires doivent être créées sur le modèle de la trajectoire exemple
fournie :
T_DEPA.TP.
7- Création des points de vecteurs de dégagement (de préférence sur la pile n°1 du
container)
La création des vecteurs de dégagements s’effectue via le menu
Dépalettisation de l’applicatif. Cette création consiste à apprendre le point de
Formation robot FANUC / Version 5 Novembre 2004
107/176
référence puis les points (5 au maximum) qui permettent au robot de dégager
la pièce de sa position dans le container. Les points de dégagement appris sont
automatiquement recalculés par rapport à la position de référence pour en
extraire les vecteurs de dégagement.
8- Test de la(les) trajectoire(s) de dépalettisation avec les vecteurs de dégagements
sur toutes les piles du container
Toute cette démarche est relative à un container, il est donc nécessaire de
la répéter pour chaque container.
Liste des préconisations pour une bonne utilisation de l’applicatif de
Dépalettisation :
* Il est nécessaire de toujours utiliser le UTOOL=1 dans toutes les trajectoires.
C’est donc ce numéro de TOOL qui comprend le repère outil du robot. Si le
UTOOL=1 ne peut être utilisé, contacter FANUC.
* Chaque UFRAME de container doit impérativement être appris avec un
sens Z+ toujours dirigé vers le haut des piles (première pièce à dépalettiser).
* Il est OBLIGATOIRE de toujours sélectionner le Repère utilisateur du
container désiré avant de travailler dessus. Attention les repères utilisateurs
sont stockés dans les PR[41 à 50].
* Il est Fortement conseillé de commencer à travailler avec des vitesses
d’approches = 10 mm/sec. et des vitesses de recherche = 2 mm/sec. Ces
vitesses sont ensuite à régler par le trajectoiriste au cas par cas.
* Il est Fortement conseillé de commencer à travailler avec un Offset de
recherche = +20 mm. Ce paramètre étant un paramètre d’optimisation, il
convient de l’adapter pour chaque container. La description de l’offset de
recherche ainsi que tous les paramètres des menus de dépalettisation est faite
dans le chapitre ‘Description des Menus applicatifs’, ‘Menu Dépalettisation’.
Le capteur de recherche est par défaut affecté à la DI[65],
modifier le numéro de l’entrée si nécessaire.
INIT_DPAL (Numéro Container, Numéro Pile, Vitesse Approche, Vitesse Recherche)
Routine permettant de paramétrer la dépalettisation à venir.
Arguments : Numéro Container : Valeur attendue : 0 à 10
Numéro du container dans lequel s’effectue la recherche.
Numéro Pile : valeur attendue : 0 à 5
Numéro de la pile du container dans lequel s’effectue la recherche.
Vitesse d’Approche : valeur attendue : 0 à 2000 mm/s
Vitesse d’approche (Grande Vitesse) entre le point haut de la pile et la dernière position de prise
mémorisée par l’applicatif lors de la dernière prise pièce sur ce container.
Vitesse de Recherche : valeur attendue : 0 à 400 mm/s la Vitesse de Recherche est enclenchée depuis
le point de dernière prise pièce sur ce container. Elle permet une recherche à vitesse réduite de la
pièce à dépalettiser (Petite Vitesse).
Note : La modification de la vitesse de recherche est à
effectuer avec de grandes précautions afin de
ne pas détériorer le robot, le préhenseur ou la
pièce à dépalettiser (Attention aux inerties du
système une fois la pièce détectée)
Formation robot FANUC / Version 5 Novembre 2004
108/176
CTL_DET (Etat Attendu)
Routine permettant de contrôler l’état du détecteur de recherche
Arguments : Etat attendu Valeur attendue : 0 ou 1
Pour contrôler le détecteur à l’état bas , mettre la valeur 0. Si le détecteur est dans l’état inverse, un
défaut bloquant est généré.
Pour contrôler le détecteur à l’état Haut , mettre la valeur 1. Si le détecteur est dans l’état inverse, un
défaut bloquant est généré
FINDDPAL(Numéro Préhenseur)
Routine TPE permettant la recherche de la pièce.
Arguments : Numéro Préhenseur valeur attendue : 1 à 24
Permet de spécifier le numéro de Préhenseur à piloter lors de la détection de la pièce à dépalettiser.
Note : Attention ! la séquence intégrée dans cette routine
de recherche équivaut à la recherche de la pièce +
prise pièce + attente des présences pièce +
exécution des vecteurs de dégagements
Des programmes exemples sont fournis avec l’applicatif :
T_DEPA.TP : Trajectoire de Dépalettisation intégrant l’appel des routines à utiliser
Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
La marche à vide empêche la phase de recherche de la pièce à dépalettiser. Le
robot se positionne donc à la position de début de dépalettisation et continu sa
trajectoire sans descendre dans le container à la recherche de la pièce.
13.13_ Routines spécifiques Palettisation
L’application Palettisation permet la dépose de pièce dans des containers. Chaque
container peut être constitué au maximum de 3 piles (maximum 10 containers). La
dépose est faite sur le principe de comptage/incrémentation, cela suppose donc que
l’écart entre chaque pièce doit être identique sur tout le container.
A chaque pile est associée un code cycle, c’est donc l’automate qui gère les piles
pleines et l’envoi du robot sur une pile où il reste des pièces à Palettiser.
Attention en cas de dépalettisation et palettisation associé, l’applicatif palettisation est
limité à 3 containers (3 piles maxi).
Démarche à suivre pour mettre en route un robot avec un applicatif de
Palettisation : Vérifier que 200 PR[] sont accessibles. Ces 200 PR[] sont indispensables au
bon fonctionnement de la Palettisation.
1- Apprendre le UFRAME (repère utilisateur) du container
2- Stocker les coordonnées de ce repère utilisateur dans le PR[] réservé cet
effet :
container 1 dans le PR [ 41 ] container 2 dans le PR [ 42 ],
container 3 dans le PR [ 43 ] container 4 dans le PR [ 44 ],
container 5 dans le PR [ 45 ] container 6 dans le PR [ 46 ],
container 7 dans le PR [ 47 ] container 8 dans le PR [ 48 ],
Formation robot FANUC / Version 5 Novembre 2004
109/176
container 9 dans le PR [ 49 ] container 10 dans le PR [ 50 ]
Il ne faut donc pas stocker les repères utilisateurs dans les UFRAME
(normalement prévu à cet effet mais limité à 9 alors que 10 containers
peuvent être gérés).
Ces PR doivent être appris en Cartésien.
3- Sélectionner le UFRAME du container à définir en utilisant la commande
TPE :
UFRAME[x]= PR[41 à 50 suivant le container visé].
UFRAME_NUM=x
x étant un numéro de FRAME temporaire non utilisé par ailleurs (sauf
FRAME 9).
Voir l’assignation des PR[] par Container plus haut.
4- Paramétrer la palettisation :
Sélectionner dans le menu palettisation de l’applicatif le nombre de
container, le nombre de pile pour chaque container, …, ainsi que tous
les autres paramètres présents dans ce menu.
5- Apprendre les PR[] nécessaires pour chaque pile:
Les numéros des PR[] sont affectés automatiquement pour chaque
pile, ces numéros sont visualisables dans le menu palettisation de
l’applicatif.
Apprendre le PR[] de début de dépose (point correspondant à la
position de dépose de la première pièce à palettiser sur cette pile) pour
chaque pile.(N° PR entre 101 et 200 fixé par l’applicatif).
Apprendre le PR[] de fin de dépose (point correspondant à la position
de dépose de la dernière pièce à palettiser sur cette pile) pour chaque
pile. (N° PR entre 101 et 200 fixé par l’applicatif).
L’apprentissage de ces 2 PR[] se fait directement par le menu de
l’applicatif (Définition des piles).
Apprendre le PR[] d’approche (point au dessus du container
atteignable depuis le PEO) valable pour toutes le piles du container
visé. (N° PR entre 51 et 100).
Ce PR[] ne s’apprend pas par le biais du menu de l’applicatif.
6- Faire la (les) trajectoire(s) de palettisation pour ce container.
Les trajectoires doivent être créées sur le modèle de la trajectoire
exemple fournie : T_PAL.TP.
7- Test de la(les) trajectoire(s) de palettisation sur toutes les piles du
container
Toute cette démarche est relative à un container, il est donc
nécessaire de la répéter pour chaque container. Liste des préconisations pour une bonne utilisation de l’applicatif de
Palettisation :
* Il est nécessaire de toujours utiliser le UTOOL=1 dans toutes les
trajectoires. C’est donc ce numéro de TOOL qui comprend le repère
outil du robot. Si le UTOOL=1 ne peut être utilisé, contacter FANUC.
* Chaque UFRAME de container doit impérativement être appris
avec un sens Z+ toujours dirigé vers le haut des piles (dernière dépose
de pièce à palettiser).
* Il est OBLIGATOIRE de toujours sélectionner le Repère utilisateur
du container désiré avant de travailler dessus. Attention les repères
utilisateurs sont stockés dans les PR[41 à 50].
Formation robot FANUC / Version 5 Novembre 2004
110/176
INIT_PAL (Numéro Container, Numéro Pile, Vitesse Approche)
Routine permettant de paramétrer la palettisation à venir.
Arguments : Numéro Container : Valeur attendue : 0 à 10
Numéro du container dans lequel s’effectue la recherche.
Numéro Pile : valeur attendue : 0 à 5
Numéro de la pile du container dans lequel s’effectue la recherche.
Vitesse d’Approche : valeur attendue : 0 à 2000 mm/s
Vitesse d’approche (Grande Vitesse) vers le point de dépose de la pièce.
PALETTIS(Numéro Préhenseur)
Routine TPE permettant la recherche de la pièce.
Arguments : Numéro Préhenseur valeur attendue : 1 à 24
Permet de spécifier le numéro de Préhenseur à piloter une fois le robot sur son point de dépose.
Note : Attention ! la séquence intégrée dans cette
routine de recherche équivaut à l’envoi du robot
sur son point de dépose de pièce + ouverture
préhenseur + attente des présences pièce.
Des programmes exemples sont fournis avec l’applicatif :
T_PAL.TP : Trajectoire de Palettisation intégrant l’appel des routines à
utiliser.
Spécifique de la marche à vide
La marche à vide est déclenchée en positionnant le registre R[50] à 1.
La marche à vide empêche la phase de descente du robot dans le
container. Le robot se positionne donc sur la position de fin de
palettisation et continu sa trajectoire sans descendre dans le container
comme s’il déposait la dernière pièce de la pile.
13.14_ Techniques d’optimisation pour le lancement des routines
Ce paragraphe a pour but d’énoncer les techniques possibles (et leur limites)
pour utiliser les routines de l’applicatif de manière anticipée ou sur des points
de passage (CNT).
Les techniques d’optimisation les plus couramment utilisées sur la baie RJ3i
sont :
Le TB (ou Time Before)
Exemple :
J P[1] 100% CNT100
J P[2] 100% FINE TB 0.2sec, CALL SOUDE_PN
J P[3] 100% FINE
Dans cet exemple, l’utilisation du TB permet de lancer l’exécution de
la routine SOUDE_PN 200 ms avant que le robot n’arrive à la position
correspondant à P[2]. Attention, cela ne signifie pas que la routine sera
terminée quand le robot arrive en position. Le TB permet juste de
lancer la routine avant d’arriver au point, en paramétrant le temps
d’anticipation souhaité qui ne doit pas être surdimensionné.

Formation robot FANUC / Version 5 Novembre 2004
111/176
Cette utilisation est séquentielle. Ainsi le robot exécutera la ligne
suivante de la trajectoire (dans notre exemple, le J P[3] 100% FINE)
que lorsque la routine SOUDE_PN sera terminée.
De plus, cette utilisation ne permet pas de certifier que la routine sera
déclenchée physiquement (dans l’espace) au même endroit puisque
l’anticipation est mentionnée en temps. En fonction de la vitesse du
robot, la position dans l’espace correspondant au lancement de la
routine est donc différente. Le TB permet donc d’anticiper un temps
de traitement de la routine sans connaître la position d’anticipation.
Correspondance de l’exemple sans anticipation :
J P[1] 100% CNT100
J P[2] 100% FINE
CALL SOUDE_PN
J P[3] 100% FINE
Utilisation du TB sur point de passage
J P[1] 100% CNT100
J P[2] 100% CNT80 TB 0.2sec, CALL xxxyyyzz
J P[3] 100% FINE
Cette technique est fiable mais comporte des limitations qui
nécessitent une bonne appréciation de la part du trajectoiriste. On a vu
ci-dessus que le TB ne permet pas de savoir précisément où se situe la
position de déclenchement de la routine. L’exemple traitait pourtant
d’une anticipation sur un point FINE qui, lui, permet pourtant de
garantir très précisément la position du robot.
En cas d’utilisation sur point de passage (CNT), logiquement, on
maîtrise encore moins la position de déclenchement de la routine. Ce
fait n’est pas du à l’utilisation du TB mais à l’utilisation d’une routine
entre des mouvements CNT.
Autre fait important, on ne peut être sûr que la routine a terminé tous ses calculs que lors du prochain point FINE programmé. Il ne faut donc en aucun cas chercher à intercaler une autre routine (qu’elle soit ou non sur point de passage) avant le prochain point FINE programmé. Cette condition est essentielle
au bon fonctionnement de cette technique.
En fait, le mauvais exemple ci-dessous est la transcription de
l’exemple précédent. Dans cet exemple, la routine ne sera déclenchée
que lorsque la trajectoire lissée passera ‘à hauteur’ du point P[2]
puisque le lissage optimise la trajectoire sans passer précisément sur
ce point.
J P[1] 100% CNT100
J P[2] 100% CNT80
CALL xxxyyyzz
J P[3] 100% FINE
Le DB (ou Distance Before)
Exemple :
J P[1] 100% CNT100
J P[2] 100% FINE DB 10.0, CALL xxxyyyzz
J P[3] 100% FINE
Dans cet exemple, l’utilisation du DB permet de lancer l’exécution de
la routine xxxyyyzz 10 mm avant que le robot n’arrive à la position
correspondant à P[2]. Attention, cela ne signifie pas que la routine sera
terminée quand le robot arrive en position. Le DB permet juste de
Formation robot FANUC / Version 5 Novembre 2004
112/176
lancer la routine avant d’arriver au point, en paramétrant une distance
d’anticipation souhaité qui doit être réglée suivant le besoin.
Cette utilisation est séquentielle. Ainsi le robot exécutera la ligne
suivante de la trajectoire (dans notre exemple, le J P[3] 100% FINE)
que lorsque la routine xxxyyyzz sera terminée.
Cette utilisation est très intéressante puisqu’elle permet de certifier
que la routine sera déclenchée physiquement (dans l’espace) au même
endroit quelque soit la vitesse de fonctionnement du robot puisque
l’anticipation est mentionnée en distance.
Correspondance de l’exemple sans anticipation de distance :
J P[1] 100% CNT100
J P[2] 100% FINE
CALL xxxyyyzz
J P[3] 100% FINE
Utilisation du DB sur point de passage
J P[1] 100% CNT100
J P[2] 100% CNT80 DB 10, CALL xxxyyyzz
J P[3] 100% FINE
Cette technique est très fiable mais nécessite une bonne appréciation
du trajectoiriste, bien utilisée elle est donc très performante.
On a vu ci-dessus que le DB permet de savoir précisément où se situe
la position de déclenchement de la routine. Mais dans l’exemple en
FINE, le robot décélère lorsqu’il arrive sur le point P[2]. Avec
l’utilisation du DB sur point de passage, le robot ne décélère pas mais
conserve la fonctionnalité de déclenchement par rapport à une position
dans l’espace.
Evidemment, le lissage du CNT optimise la trajectoire. Ce faisant le
robot ne passe pas précisément sur le point P[2], cependant, la routine
sera déclenchée lorsque le robot passera à ‘hauteur du point’. Dans
notre exemple, l’utilisation du DB garantit que 10 mm avant d’arriver
à ‘hauteur du point’ la routine sera déclenchée et ceci quelque soit la
vitesse de fonctionnement du robot.
TRES IMPORTANT : si le trajectoiriste peut maîtriser les
coordonnées dans l’espace où la routine est déclenchée, il ne peut être
sûr que la routine ait terminé tous ses calculs que lors du prochain
point FINE programmé. Il ne faut donc en aucun cas chercher à
intercaler une autre routine (qu’elle soit ou non sur point de passage)
avant le prochain point FINE programmé. Cette condition est
essentielle au bon fonctionnement de cette technique.
Mauvais exemples à ne surtout pas suivre : J P[1] 100% CNT100
J P[2] 100% CNT80 DB 0, CALL ABCD
J P[3] 100% CNT100
CALL BCDE
J P[4] 100% CNT100
J P[5] 100% CNT80 DB 0, CALL EFGH
J P[6] 100% FINE
Dans ce mauvais exemple, plusieurs erreurs sont cumulées. Tout d’abord, le
routine ABCD est lancée correctement sur point de passage.
Première erreur => la routine BCDE est lancée alors que la première routine
(ABCD ) n’a pas terminé son fonctionnel.
Deuxième erreur => la routine BCDE est lancée sur point de passage sans
maîtrise de son déclenchement que cela soit en temps
ou dans l’espace (pas d’utilisation de DB ni de TB).
Formation robot FANUC / Version 5 Novembre 2004
113/176
Troisième erreur => la routine EFGH est lancée alors que la toute première
(ABCD) n’a toujours pas terminé son fonctionnel
puisque aucun point FINE n’a été encore exécuté.
13.15_ Liste des registres applicatifs FANUC RJ3ii..
Les registres de R[1] à R[100] sont réservés à l’applicatifs. L’utilisation de ces
registres est donc stricte et imposée. Par contre les registres de R[101] à R[200] sont
laissés à discrétion des utilisateurs.
13.15.1_ Description des registres Applicatif
REGISTRE Dénomination
1 Code API
2 Travail à Faire
3 Reprise en Cours
4 Reprise Finie
5 Robot au PEO
6 Demande de Trajectoire de Service
7 Numéro de Zone
8 Etat Inter verrouillage
9 Robot Initialisé
10 Demande de Repli
11 Demande de rodage CPS1
12 Demande de rodage CPS2
13 Demande de FDVE CPS1
14 Demande de FDVE CPS2
15 Demande de FDVE Pince Morte
16 Numéro de Pince à roder
17 Demande de Purge Pistolet 1
18 Demande de Purge Pistolet 2
19 Demande de Pièce Encollée Pistolet 1
20 Demande de Pièce Encollée Pistolet 2
21 Type de Changeur de mises Automatique Pince1
22 Type de Changeur de mises Automatique Pince2
23 Type de Changeur de mises Automatique Pince3
24 Défaut pendant FDVE Automatique
25 Demande de Décrassage Torche1
26 Demande de Décrassage Torche2
27 Demande de Contrôle Torche1
28 Demande de Contrôle Torche2
29 Demande de Changement de Fil
30 Numéro Préhenseur en Cours
31 Numéro de la Pince en Cours
32 Position de la Pince PN en Cours (PO ou GO)
33 Numéro de PRG Soudure CPS1
34 Numéro de PRG Soudure CPS2
35 Numéro de CPS en Cours
36 Compteur nombre de fermeture pince après FDVE
37 Numéro de la pince pour FDVE
38 Type de Changeur de mises Automatique Pince4
39 Réservé Hors Zone point de passage
40 Numéro de Torche Arc en Cours
41 Numéro de PRG Soudure Générateur Arc 1
Formation robot FANUC / Version 5 Novembre 2004
114/176
42 Numéro de PRG Soudure Générateur Arc 2
43 Numéro de la Tête Goujon en Cours
44 Numéro de PRG Soudure Générateur Goujon 1
45 Nombre de fermeture pince après FDVE
46 Détection d’Init de pince Electrique Groupe 2
47 Détection d’Init de pince Electrique Groupe 3
48 Initialisation de pince Electrique Groupe 2
49 Initialisation de pince Electrique Groupe 3
50 Mode d’Essai 100 h (= 1 si marche à vide).
51 Réponse Numéro Outil en Cours (TEST_OUT)
52 Demande de Changement d’Outils
53 Numéro de l’Outil à Prendre
54
55 Numéro de pince de clinchage en cours
56 Numéro de programme Clinchage1
57 Numéro de programme Clinchage2
58
59 Réservé Init Pince 4
60 N° de Zone API donnée sur une Bifurcation(ACC_ZON)
61 Réservé Init Pince 1
62 Réservé Init Pince 2
63 Réservé Init Pince 3
64 Réservé AMDP
65 Réponse Continuer/Refaire ? pour Rodage Pince
embarquée
66 Réponse Continuer/Refaire ? pour Rodage Pince Fixe 1
67 Réponse Continuer/Refaire ? pour Rodage Pince Fixe 2
68
69
70 Demande de Rodage Pince Fixe CPS1
71 Demande de Rodage Pince Fixe CPS2
72
73
74
75 Vitesse d’approche GV pour Dépalettisation
76 Vitesse de Recherche PV pour Dépalettisation
77 Réservé pour Dépalettisation
78 Numéro de Préhenseur pour Dépalettisation
79 Numéro du PR de destination pour Dépalettisation
80 Numéro de container pour Dépalettisation
81 Numéro de pile pour Dépalettisation
82 Etat de recherche de pièce pour Dépalettisation
83 Nombre de vecteurs pour Dépalettisation
84
85 Côte d’ouverture de pince Groupe 2 lors de défaut
86 Côte d’ouverture de pince Groupe 3 lors de défaut
87
88
89
90
91
92
93
94
95 Temps de Scrutation Instantané 1
Formation robot FANUC / Version 5 Novembre 2004
115/176
96 Temps de Scrutation Moyen
97 Temps de Scrutation Instantané 2
98 Mode de Visualisation des Paramètres Mis à Jour
99 Réponse à TEST_PP
100 Réponse à Question Intégrateur
13.15.2_ Description des Registres de position
Les registres de PR[1] à PR[50] sont réservés à l’applicatif.
L’utilisation de ces registres est donc stricte et imposée.
Par contre les registres de PR[51] à PR[100] sont laissés à discrétion
des utilisateurs.
PR [ 1 ] Position du Repli
PR [ 2 ] Position du PEO
PR [ 3 ] Position de Came Auxiliaire
PR [ 4 ] Position de Service
PR [ 7 ] Côte maxi de pince embarquée
PR [ 8 ] Côte maxi de pince fixe1
PR [ 9 ] Côte maxi de pince fixe2
PR [ 10 ] Rodage
PR [ 11 ] Soudure en Mode Manuel
PR [ 12 ] Initialisation de pince Electrique
PR [ 13 ] Rodage pince fixe1
PR [ 14 ] Rodage pince fixe2
PR [ 20 ] Point de Rodage pince 1
PR [ 21 ] Point de Rodage pince 2
PR [ 22 ] Point de FDVE pince 1
PR [ 23 ] Point de FDVE pince 2
PR [ 24 ] Cible pince 1
PR [ 25 ] Cible pince 2
PR [ 41 ] Repère utilisateur du container 1 (Uframe dépalettisation)
PR [ 42 ] Repère utilisateur du container 2 (Uframe dépalettisation)
PR [ 43 ] Repère utilisateur du container 3 (Uframe dépalettisation)
PR [ 44 ] Repère utilisateur du container 4 (Uframe dépalettisation)
PR [ 45 ] Repère utilisateur du container 5 (Uframe dépalettisation)
PR [ 46 ] Repère utilisateur du container 6 (Uframe dépalettisation)
PR [ 47 ] Repère utilisateur du container 7 (Uframe dépalettisation)
PR [ 48 ] Repère utilisateur du container 8 (Uframe dépalettisation)
PR [ 49 ] Repère utilisateur du container 9 (Uframe dépalettisation)
PR [ 50 ] Repère utilisateur du container 10 (Uframe dépalettisation)
Formation robot FANUC / Version 5 Novembre 2004
116/176
Notes personnelles :
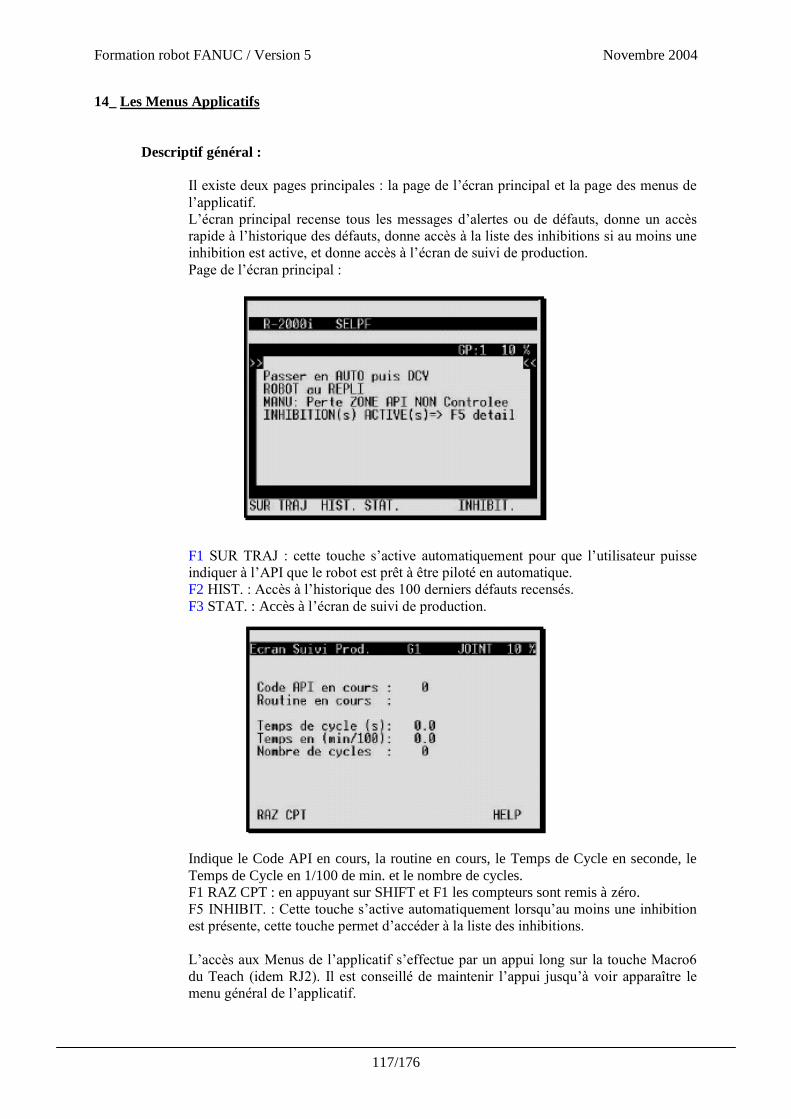
Formation robot FANUC / Version 5 Novembre 2004
117/176
14_ Les Menus Applicatifs
Descriptif général :
Il existe deux pages principales : la page de l’écran principal et la page des menus de
l’applicatif.
L’écran principal recense tous les messages d’alertes ou de défauts, donne un accès
rapide à l’historique des défauts, donne accès à la liste des inhibitions si au moins une
inhibition est active, et donne accès à l’écran de suivi de production.
Page de l’écran principal :
F1 SUR TRAJ : cette touche s’active automatiquement pour que l’utilisateur puisse
indiquer à l’API que le robot est prêt à être piloté en automatique.
F2 HIST. : Accès à l’historique des 100 derniers défauts recensés.
F3 STAT. : Accès à l’écran de suivi de production.
Indique le Code API en cours, la routine en cours, le Temps de Cycle en seconde, le
Temps de Cycle en 1/100 de min. et le nombre de cycles.
F1 RAZ CPT : en appuyant sur SHIFT et F1 les compteurs sont remis à zéro.
F5 INHIBIT. : Cette touche s’active automatiquement lorsqu’au moins une inhibition
est présente, cette touche permet d’accéder à la liste des inhibitions.
L’accès aux Menus de l’applicatif s’effectue par un appui long sur la touche Macro6
du Teach (idem RJ2). Il est conseillé de maintenir l’appui jusqu’à voir apparaître le
menu général de l’applicatif.
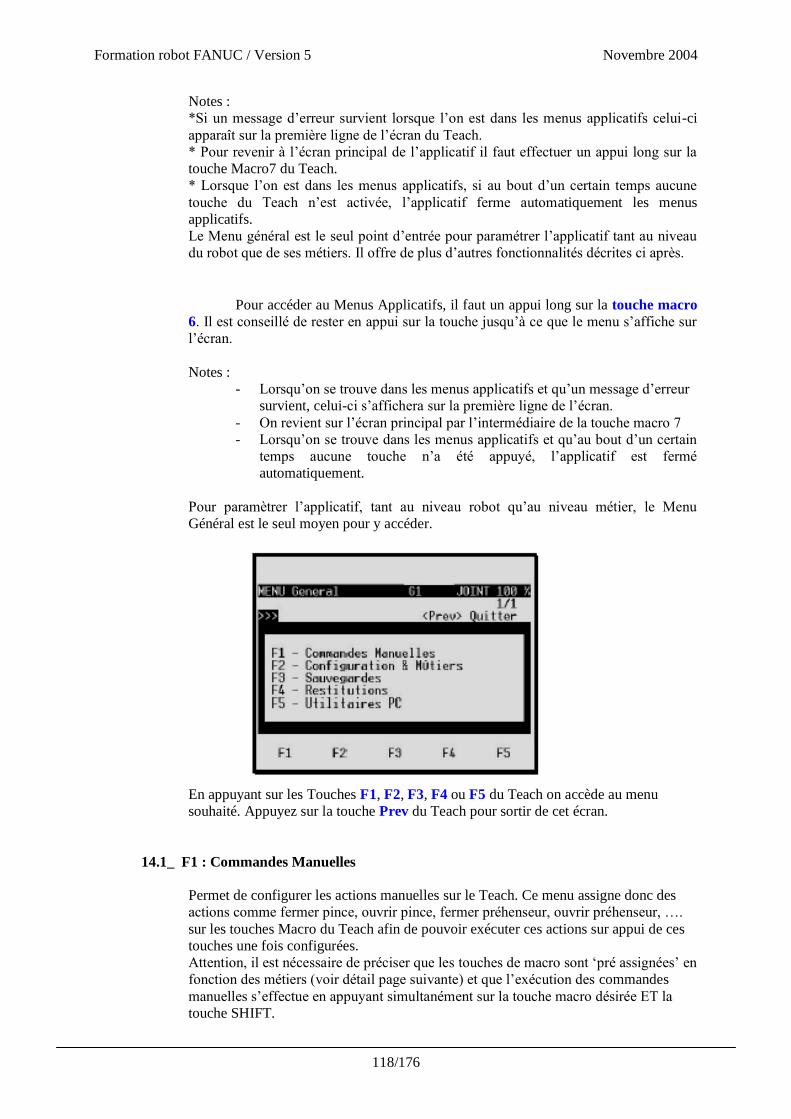
Formation robot FANUC / Version 5 Novembre 2004
118/176
Notes :
*Si un message d’erreur survient lorsque l’on est dans les menus applicatifs celui-ci
apparaît sur la première ligne de l’écran du Teach.
* Pour revenir à l’écran principal de l’applicatif il faut effectuer un appui long sur la
touche Macro7 du Teach.
* Lorsque l’on est dans les menus applicatifs, si au bout d’un certain temps aucune
touche du Teach n’est activée, l’applicatif ferme automatiquement les menus
applicatifs.
Le Menu général est le seul point d’entrée pour paramétrer l’applicatif tant au niveau
du robot que de ses métiers. Il offre de plus d’autres fonctionnalités décrites ci après.
Pour accéder au Menus Applicatifs, il faut un appui long sur la touche macro
6. Il est conseillé de rester en appui sur la touche jusqu’à ce que le menu s’affiche sur
l’écran.
Notes :
- Lorsqu’on se trouve dans les menus applicatifs et qu’un message d’erreur
survient, celui-ci s’affichera sur la première ligne de l’écran.
- On revient sur l’écran principal par l’intermédiaire de la touche macro 7
- Lorsqu’on se trouve dans les menus applicatifs et qu’au bout d’un certain
temps aucune touche n’a été appuyé, l’applicatif est fermé
automatiquement.
Pour paramètrer l’applicatif, tant au niveau robot qu’au niveau métier, le Menu
Général est le seul moyen pour y accéder.
En appuyant sur les Touches F1, F2, F3, F4 ou F5 du Teach on accède au menu
souhaité. Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.1_ F1 : Commandes Manuelles
Permet de configurer les actions manuelles sur le Teach. Ce menu assigne donc des
actions comme fermer pince, ouvrir pince, fermer préhenseur, ouvrir préhenseur, ….
sur les touches Macro du Teach afin de pouvoir exécuter ces actions sur appui de ces
touches une fois configurées.
Attention, il est nécessaire de préciser que les touches de macro sont ‘pré assignées’ en
fonction des métiers (voir détail page suivante) et que l’exécution des commandes
manuelles s’effectue en appuyant simultanément sur la touche macro désirée ET la
touche SHIFT.
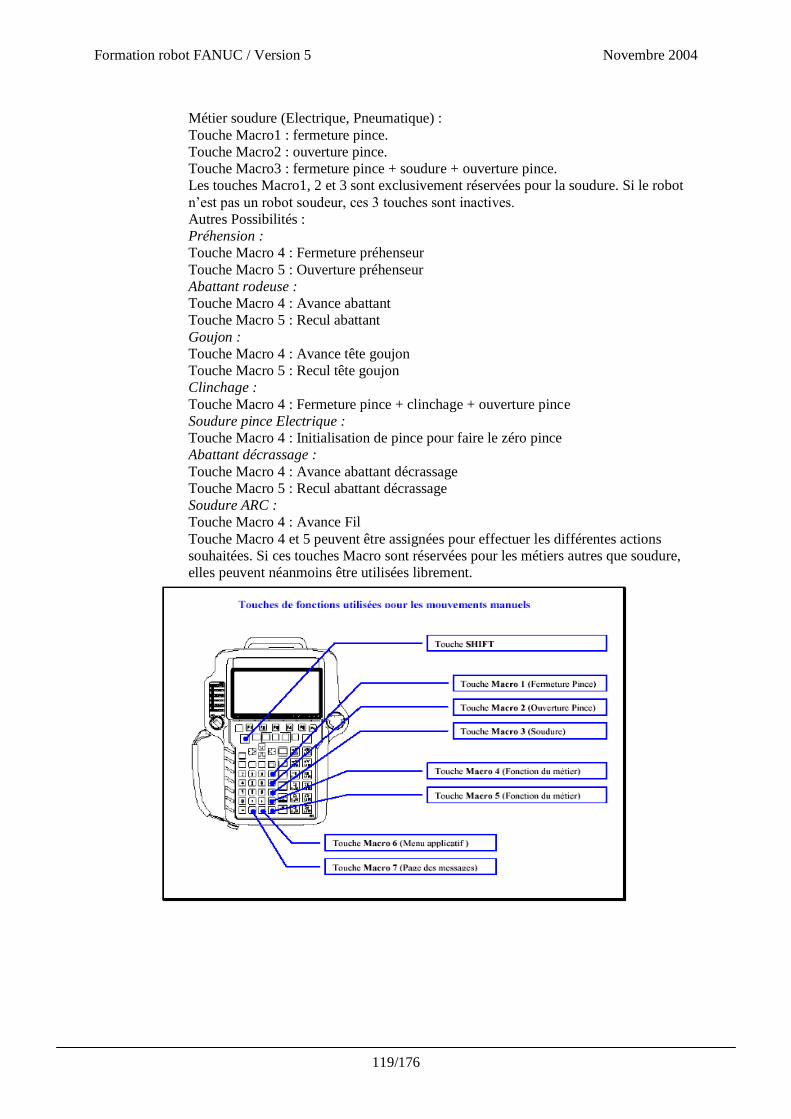
Formation robot FANUC / Version 5 Novembre 2004
119/176
Métier soudure (Electrique, Pneumatique) :
Touche Macro1 : fermeture pince.
Touche Macro2 : ouverture pince.
Touche Macro3 : fermeture pince + soudure + ouverture pince.
Les touches Macro1, 2 et 3 sont exclusivement réservées pour la soudure. Si le robot
n’est pas un robot soudeur, ces 3 touches sont inactives.
Autres Possibilités :
Préhension :
Touche Macro 4 : Fermeture préhenseur
Touche Macro 5 : Ouverture préhenseur
Abattant rodeuse :
Touche Macro 4 : Avance abattant
Touche Macro 5 : Recul abattant
Goujon :
Touche Macro 4 : Avance tête goujon
Touche Macro 5 : Recul tête goujon
Clinchage :
Touche Macro 4 : Fermeture pince + clinchage + ouverture pince
Soudure pince Electrique :
Touche Macro 4 : Initialisation de pince pour faire le zéro pince
Abattant décrassage :
Touche Macro 4 : Avance abattant décrassage
Touche Macro 5 : Recul abattant décrassage
Soudure ARC :
Touche Macro 4 : Avance Fil
Touche Macro 4 et 5 peuvent être assignées pour effectuer les différentes actions
souhaitées. Si ces touches Macro sont réservées pour les métiers autres que soudure,
elles peuvent néanmoins être utilisées librement.
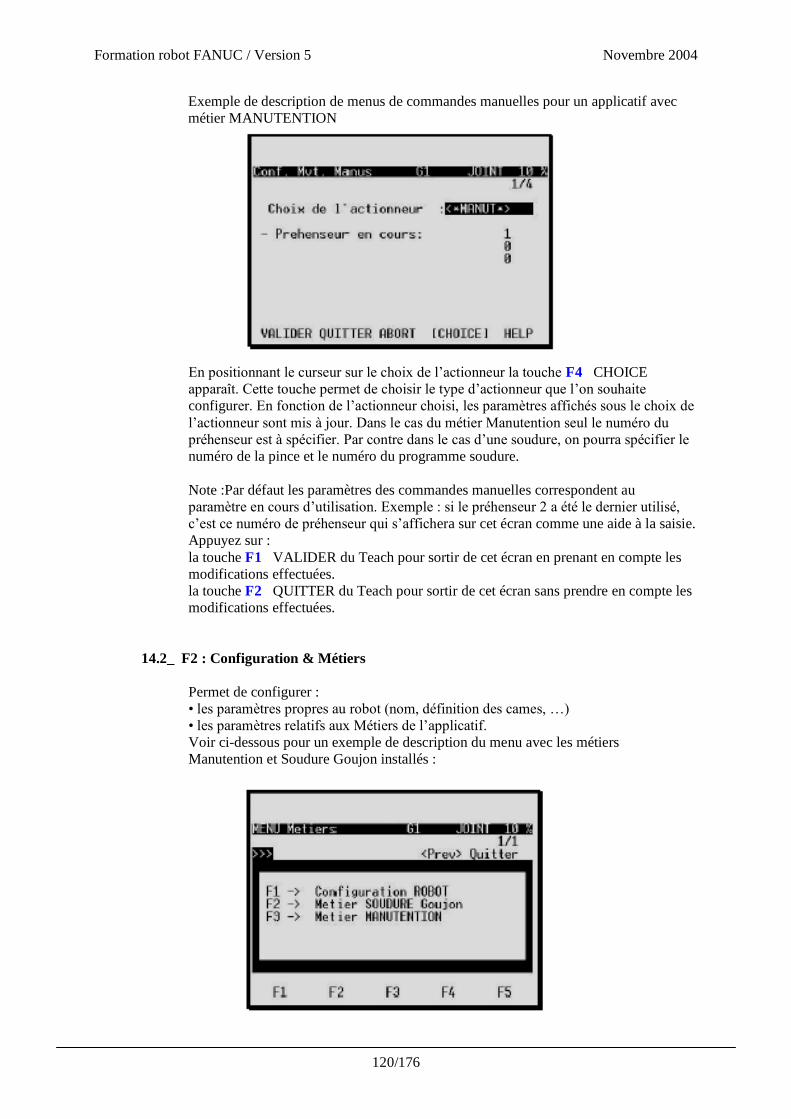
Formation robot FANUC / Version 5 Novembre 2004
120/176
Exemple de description de menus de commandes manuelles pour un applicatif avec
métier MANUTENTION
En positionnant le curseur sur le choix de l’actionneur la touche F4 CHOICE
apparaît. Cette touche permet de choisir le type d’actionneur que l’on souhaite
configurer. En fonction de l’actionneur choisi, les paramètres affichés sous le choix de
l’actionneur sont mis à jour. Dans le cas du métier Manutention seul le numéro du
préhenseur est à spécifier. Par contre dans le cas d’une soudure, on pourra spécifier le
numéro de la pince et le numéro du programme soudure.
Note :Par défaut les paramètres des commandes manuelles correspondent au
paramètre en cours d’utilisation. Exemple : si le préhenseur 2 a été le dernier utilisé,
c’est ce numéro de préhenseur qui s’affichera sur cet écran comme une aide à la saisie.
Appuyez sur :
la touche F1 VALIDER du Teach pour sortir de cet écran en prenant en compte les
modifications effectuées.
la touche F2 QUITTER du Teach pour sortir de cet écran sans prendre en compte les
modifications effectuées.
14.2_ F2 : Configuration & Métiers
Permet de configurer :
• les paramètres propres au robot (nom, définition des cames, …)
• les paramètres relatifs aux Métiers de l’applicatif.
Voir ci-dessous pour un exemple de description du menu avec les métiers
Manutention et Soudure Goujon installés :
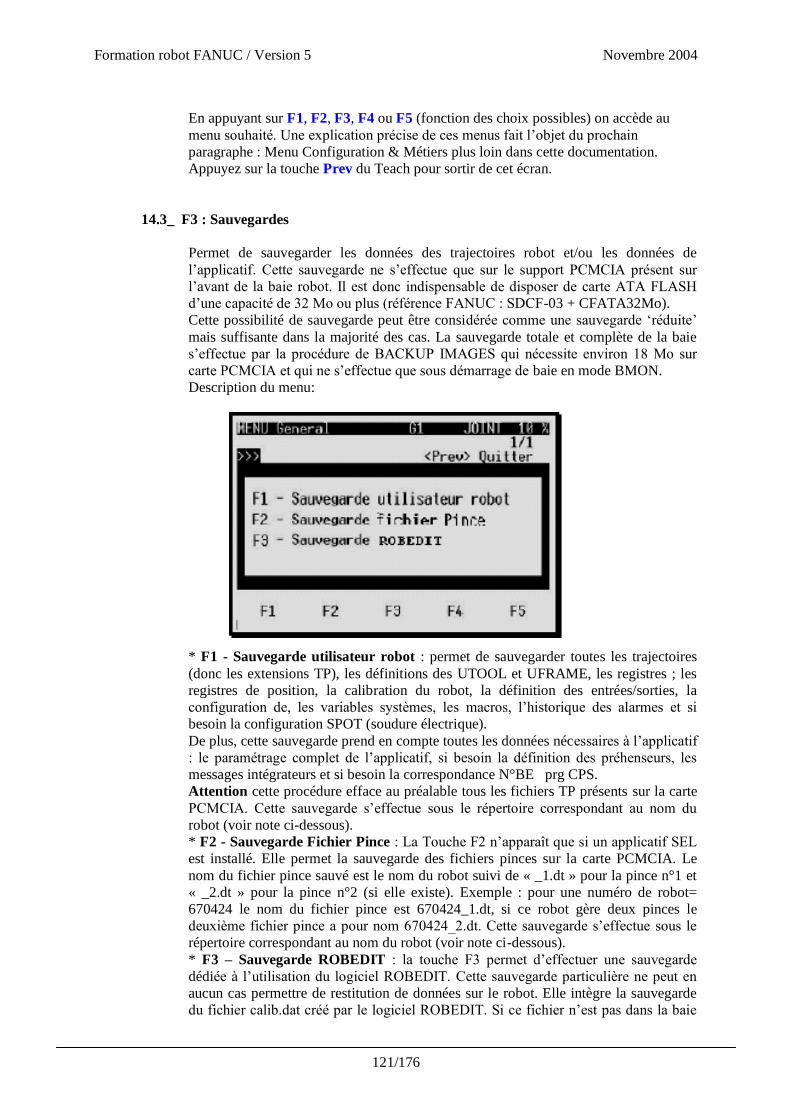
Formation robot FANUC / Version 5 Novembre 2004
121/176
En appuyant sur F1, F2, F3, F4 ou F5 (fonction des choix possibles) on accède au
menu souhaité. Une explication précise de ces menus fait l’objet du prochain
paragraphe : Menu Configuration & Métiers plus loin dans cette documentation.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.3_ F3 : Sauvegardes
Permet de sauvegarder les données des trajectoires robot et/ou les données de
l’applicatif. Cette sauvegarde ne s’effectue que sur le support PCMCIA présent sur
l’avant de la baie robot. Il est donc indispensable de disposer de carte ATA FLASH
d’une capacité de 32 Mo ou plus (référence FANUC : SDCF-03 + CFATA32Mo).
Cette possibilité de sauvegarde peut être considérée comme une sauvegarde ‘réduite’
mais suffisante dans la majorité des cas. La sauvegarde totale et complète de la baie
s’effectue par la procédure de BACKUP IMAGES qui nécessite environ 18 Mo sur
carte PCMCIA et qui ne s’effectue que sous démarrage de baie en mode BMON.
Description du menu:
* F1 - Sauvegarde utilisateur robot : permet de sauvegarder toutes les trajectoires
(donc les extensions TP), les définitions des UTOOL et UFRAME, les registres ; les
registres de position, la calibration du robot, la définition des entrées/sorties, la
configuration de, les variables systèmes, les macros, l’historique des alarmes et si
besoin la configuration SPOT (soudure électrique).
De plus, cette sauvegarde prend en compte toutes les données nécessaires à l’applicatif
: le paramétrage complet de l’applicatif, si besoin la définition des préhenseurs, les
messages intégrateurs et si besoin la correspondance N°BE prg CPS.
Attention cette procédure efface au préalable tous les fichiers TP présents sur la carte
PCMCIA. Cette sauvegarde s’effectue sous le répertoire correspondant au nom du
robot (voir note ci-dessous).
* F2 - Sauvegarde Fichier Pince : La Touche F2 n’apparaît que si un applicatif SEL
est installé. Elle permet la sauvegarde des fichiers pinces sur la carte PCMCIA. Le
nom du fichier pince sauvé est le nom du robot suivi de « _1.dt » pour la pince n°1 et
« _2.dt » pour la pince n°2 (si elle existe). Exemple : pour une numéro de robot=
670424 le nom du fichier pince est 670424_1.dt, si ce robot gère deux pinces le
deuxième fichier pince a pour nom 670424_2.dt. Cette sauvegarde s’effectue sous le
répertoire correspondant au nom du robot (voir note ci-dessous).
* F3 – Sauvegarde ROBEDIT : la touche F3 permet d’effectuer une sauvegarde
dédiée à l’utilisation du logiciel ROBEDIT. Cette sauvegarde particulière ne peut en
aucun cas permettre de restitution de données sur le robot. Elle intègre la sauvegarde
du fichier calib.dat créé par le logiciel ROBEDIT. Si ce fichier n’est pas dans la baie
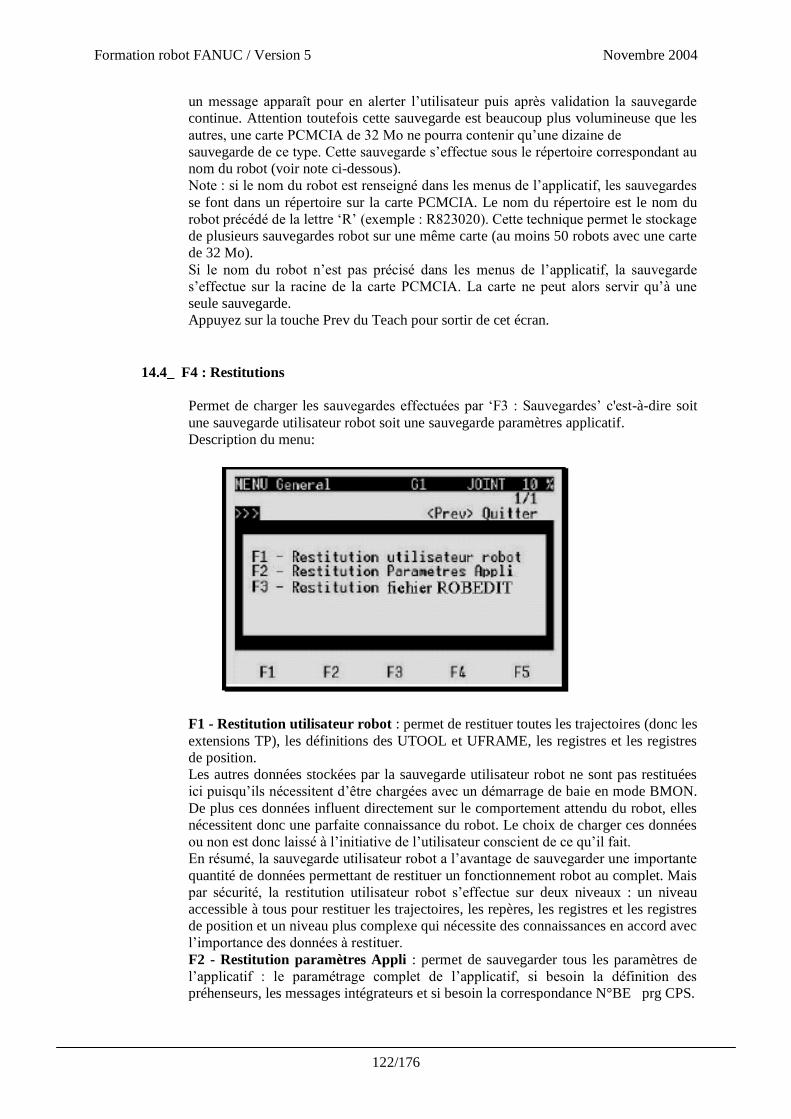
Formation robot FANUC / Version 5 Novembre 2004
122/176
un message apparaît pour en alerter l’utilisateur puis après validation la sauvegarde
continue. Attention toutefois cette sauvegarde est beaucoup plus volumineuse que les
autres, une carte PCMCIA de 32 Mo ne pourra contenir qu’une dizaine de
sauvegarde de ce type. Cette sauvegarde s’effectue sous le répertoire correspondant au
nom du robot (voir note ci-dessous).
Note : si le nom du robot est renseigné dans les menus de l’applicatif, les sauvegardes
se font dans un répertoire sur la carte PCMCIA. Le nom du répertoire est le nom du
robot précédé de la lettre ‘R’ (exemple : R823020). Cette technique permet le stockage
de plusieurs sauvegardes robot sur une même carte (au moins 50 robots avec une carte
de 32 Mo).
Si le nom du robot n’est pas précisé dans les menus de l’applicatif, la sauvegarde
s’effectue sur la racine de la carte PCMCIA. La carte ne peut alors servir qu’à une
seule sauvegarde.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.4_ F4 : Restitutions
Permet de charger les sauvegardes effectuées par ‘F3 : Sauvegardes’ c'est-à-dire soit
une sauvegarde utilisateur robot soit une sauvegarde paramètres applicatif.
Description du menu:
F1 - Restitution utilisateur robot : permet de restituer toutes les trajectoires (donc les
extensions TP), les définitions des UTOOL et UFRAME, les registres et les registres
de position.
Les autres données stockées par la sauvegarde utilisateur robot ne sont pas restituées
ici puisqu’ils nécessitent d’être chargées avec un démarrage de baie en mode BMON.
De plus ces données influent directement sur le comportement attendu du robot, elles
nécessitent donc une parfaite connaissance du robot. Le choix de charger ces données
ou non est donc laissé à l’initiative de l’utilisateur conscient de ce qu’il fait.
En résumé, la sauvegarde utilisateur robot a l’avantage de sauvegarder une importante
quantité de données permettant de restituer un fonctionnement robot au complet. Mais
par sécurité, la restitution utilisateur robot s’effectue sur deux niveaux : un niveau
accessible à tous pour restituer les trajectoires, les repères, les registres et les registres
de position et un niveau plus complexe qui nécessite des connaissances en accord avec
l’importance des données à restituer.
F2 - Restitution paramètres Appli : permet de sauvegarder tous les paramètres de
l’applicatif : le paramétrage complet de l’applicatif, si besoin la définition des
préhenseurs, les messages intégrateurs et si besoin la correspondance N°BE prg CPS.
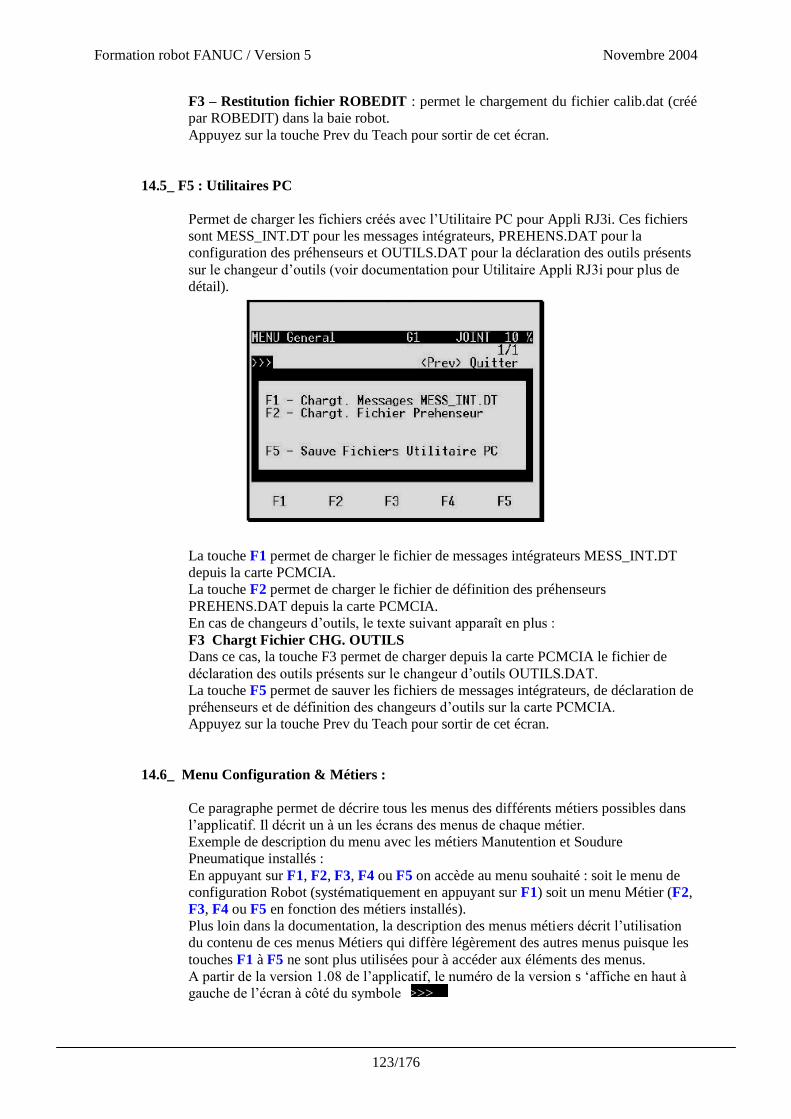
Formation robot FANUC / Version 5 Novembre 2004
123/176
F3 – Restitution fichier ROBEDIT : permet le chargement du fichier calib.dat (créé
par ROBEDIT) dans la baie robot.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.5_ F5 : Utilitaires PC
Permet de charger les fichiers créés avec l’Utilitaire PC pour Appli RJ3i. Ces fichiers
sont MESS_INT.DT pour les messages intégrateurs, PREHENS.DAT pour la
configuration des préhenseurs et OUTILS.DAT pour la déclaration des outils présents
sur le changeur d’outils (voir documentation pour Utilitaire Appli RJ3i pour plus de
détail).
La touche F1 permet de charger le fichier de messages intégrateurs MESS_INT.DT
depuis la carte PCMCIA.
La touche F2 permet de charger le fichier de définition des préhenseurs
PREHENS.DAT depuis la carte PCMCIA.
En cas de changeurs d’outils, le texte suivant apparaît en plus :
F3 Chargt Fichier CHG. OUTILS
Dans ce cas, la touche F3 permet de charger depuis la carte PCMCIA le fichier de
déclaration des outils présents sur le changeur d’outils OUTILS.DAT.
La touche F5 permet de sauver les fichiers de messages intégrateurs, de déclaration de
préhenseurs et de définition des changeurs d’outils sur la carte PCMCIA.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6_ Menu Configuration & Métiers :
Ce paragraphe permet de décrire tous les menus des différents métiers possibles dans
l’applicatif. Il décrit un à un les écrans des menus de chaque métier.
Exemple de description du menu avec les métiers Manutention et Soudure
Pneumatique installés :
En appuyant sur F1, F2, F3, F4 ou F5 on accède au menu souhaité : soit le menu de
configuration Robot (systématiquement en appuyant sur F1) soit un menu Métier (F2,
F3, F4 ou F5 en fonction des métiers installés).
Plus loin dans la documentation, la description des menus métiers décrit l’utilisation
du contenu de ces menus Métiers qui diffère légèrement des autres menus puisque les
touches F1 à F5 ne sont plus utilisées pour à accéder aux éléments des menus.
A partir de la version 1.08 de l’applicatif, le numéro de la version s ‘affiche en haut à
gauche de l’écran à côté du symbole >>>
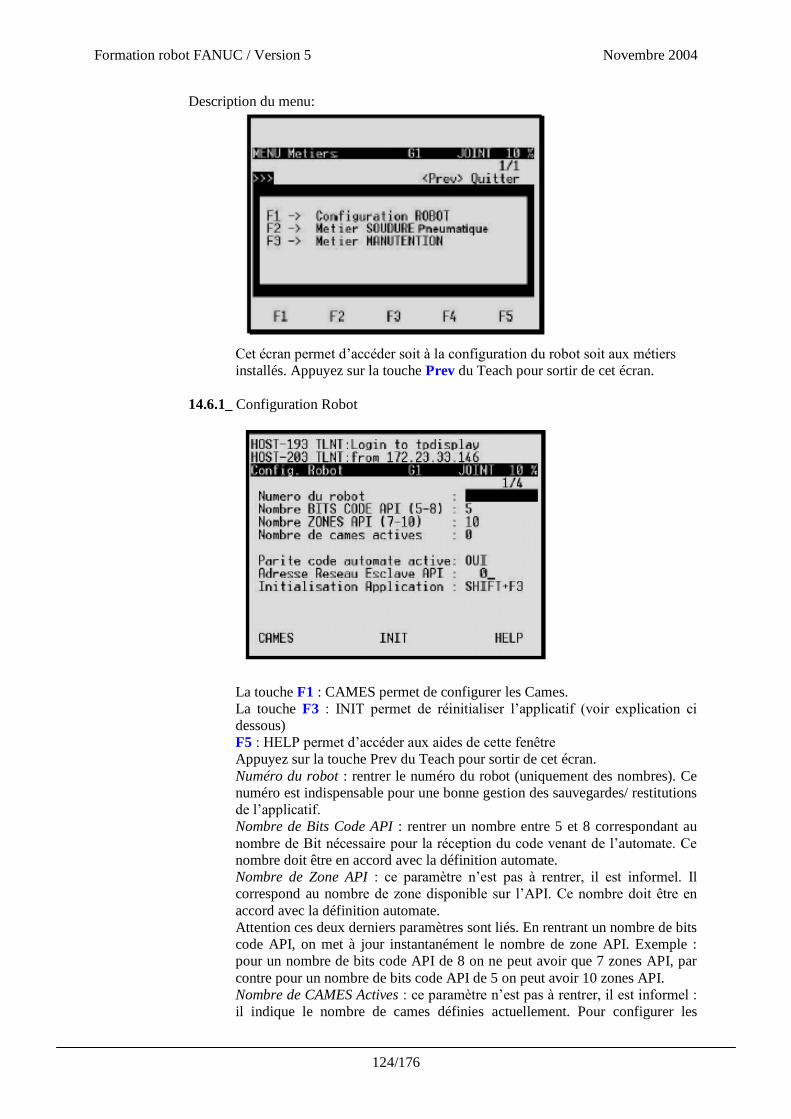
Formation robot FANUC / Version 5 Novembre 2004
124/176
Description du menu:
Cet écran permet d’accéder soit à la configuration du robot soit aux métiers
installés. Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.1_ Configuration Robot
La touche F1 : CAMES permet de configurer les Cames.
La touche F3 : INIT permet de réinitialiser l’applicatif (voir explication ci
dessous)
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Numéro du robot : rentrer le numéro du robot (uniquement des nombres). Ce
numéro est indispensable pour une bonne gestion des sauvegardes/ restitutions
de l’applicatif.
Nombre de Bits Code API : rentrer un nombre entre 5 et 8 correspondant au
nombre de Bit nécessaire pour la réception du code venant de l’automate. Ce
nombre doit être en accord avec la définition automate.
Nombre de Zone API : ce paramètre n’est pas à rentrer, il est informel. Il
correspond au nombre de zone disponible sur l’API. Ce nombre doit être en
accord avec la définition automate.
Attention ces deux derniers paramètres sont liés. En rentrant un nombre de bits
code API, on met à jour instantanément le nombre de zone API. Exemple :
pour un nombre de bits code API de 8 on ne peut avoir que 7 zones API, par
contre pour un nombre de bits code API de 5 on peut avoir 10 zones API.
Nombre de CAMES Actives : ce paramètre n’est pas à rentrer, il est informel :
il indique le nombre de cames définies actuellement. Pour configurer les
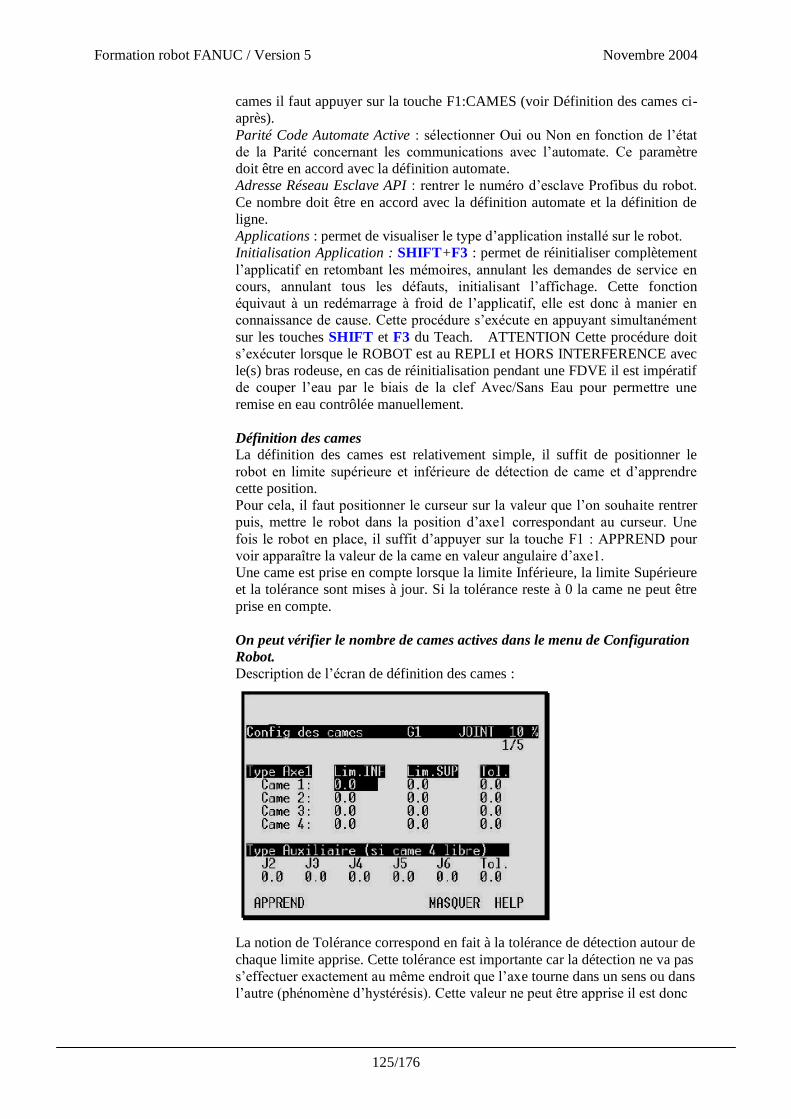
Formation robot FANUC / Version 5 Novembre 2004
125/176
cames il faut appuyer sur la touche F1:CAMES (voir Définition des cames ci-
après).
Parité Code Automate Active : sélectionner Oui ou Non en fonction de l’état
de la Parité concernant les communications avec l’automate. Ce paramètre
doit être en accord avec la définition automate.
Adresse Réseau Esclave API : rentrer le numéro d’esclave Profibus du robot.
Ce nombre doit être en accord avec la définition automate et la définition de
ligne.
Applications : permet de visualiser le type d’application installé sur le robot.
Initialisation Application : SHIFT+F3 : permet de réinitialiser complètement
l’applicatif en retombant les mémoires, annulant les demandes de service en
cours, annulant tous les défauts, initialisant l’affichage. Cette fonction
équivaut à un redémarrage à froid de l’applicatif, elle est donc à manier en
connaissance de cause. Cette procédure s’exécute en appuyant simultanément
sur les touches SHIFT et F3 du Teach. ATTENTION Cette procédure doit
s’exécuter lorsque le ROBOT est au REPLI et HORS INTERFERENCE avec
le(s) bras rodeuse, en cas de réinitialisation pendant une FDVE il est impératif
de couper l’eau par le biais de la clef Avec/Sans Eau pour permettre une
remise en eau contrôlée manuellement.
Définition des cames
La définition des cames est relativement simple, il suffit de positionner le
robot en limite supérieure et inférieure de détection de came et d’apprendre
cette position.
Pour cela, il faut positionner le curseur sur la valeur que l’on souhaite rentrer
puis, mettre le robot dans la position d’axe1 correspondant au curseur. Une
fois le robot en place, il suffit d’appuyer sur la touche F1 : APPREND pour
voir apparaître la valeur de la came en valeur angulaire d’axe1.
Une came est prise en compte lorsque la limite Inférieure, la limite Supérieure
et la tolérance sont mises à jour. Si la tolérance reste à 0 la came ne peut être
prise en compte.
On peut vérifier le nombre de cames actives dans le menu de Configuration
Robot.
Description de l’écran de définition des cames :
La notion de Tolérance correspond en fait à la tolérance de détection autour de
chaque limite apprise. Cette tolérance est importante car la détection ne va pas
s’effectuer exactement au même endroit que l’axe tourne dans un sens ou dans
l’autre (phénomène d’hystérésis). Cette valeur ne peut être apprise il est donc
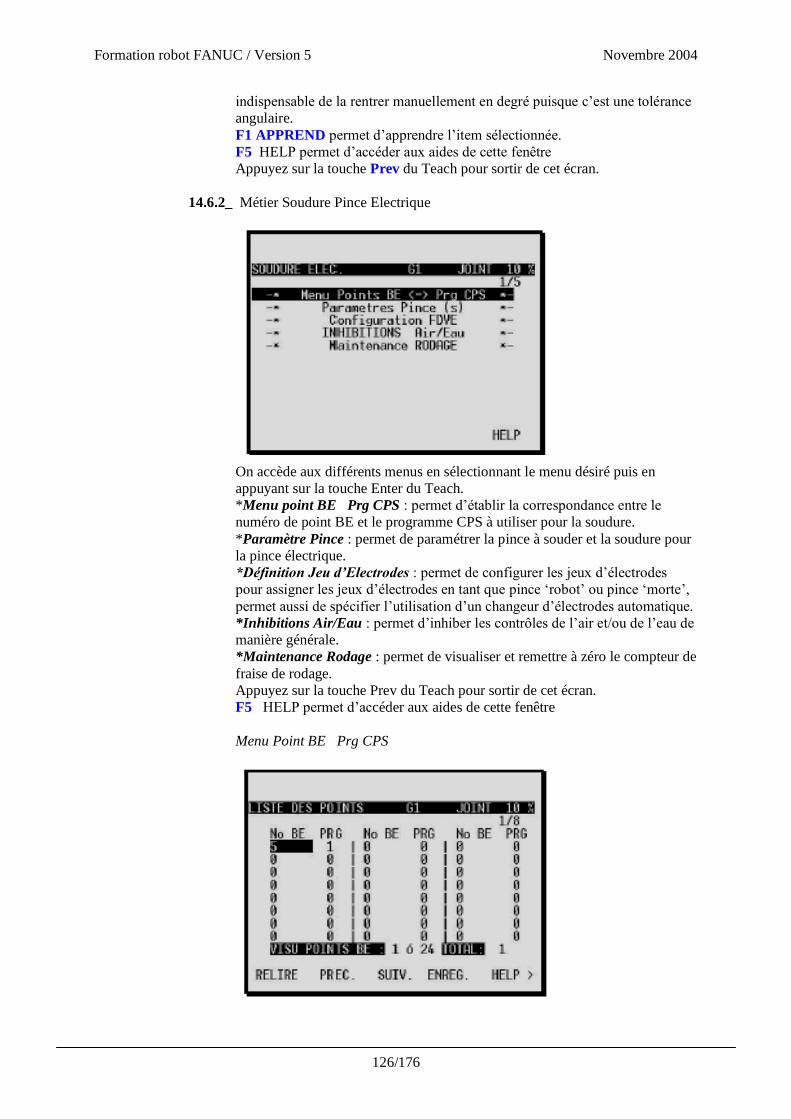
Formation robot FANUC / Version 5 Novembre 2004
126/176
indispensable de la rentrer manuellement en degré puisque c’est une tolérance
angulaire.
F1 APPREND permet d’apprendre l’item sélectionnée.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.2_ Métier Soudure Pince Electrique
On accède aux différents menus en sélectionnant le menu désiré puis en
appuyant sur la touche Enter du Teach.
*Menu point BE Prg CPS : permet d’établir la correspondance entre le
numéro de point BE et le programme CPS à utiliser pour la soudure.
*Paramètre Pince : permet de paramétrer la pince à souder et la soudure pour
la pince électrique.
*Définition Jeu d’Electrodes : permet de configurer les jeux d’électrodes
pour assigner les jeux d’électrodes en tant que pince ‘robot’ ou pince ‘morte’,
permet aussi de spécifier l’utilisation d’un changeur d’électrodes automatique.
*Inhibitions Air/Eau : permet d’inhiber les contrôles de l’air et/ou de l’eau de
manière générale.
*Maintenance Rodage : permet de visualiser et remettre à zéro le compteur de
fraise de rodage.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
F5 HELP permet d’accéder aux aides de cette fenêtre
Menu Point BE Prg CPS
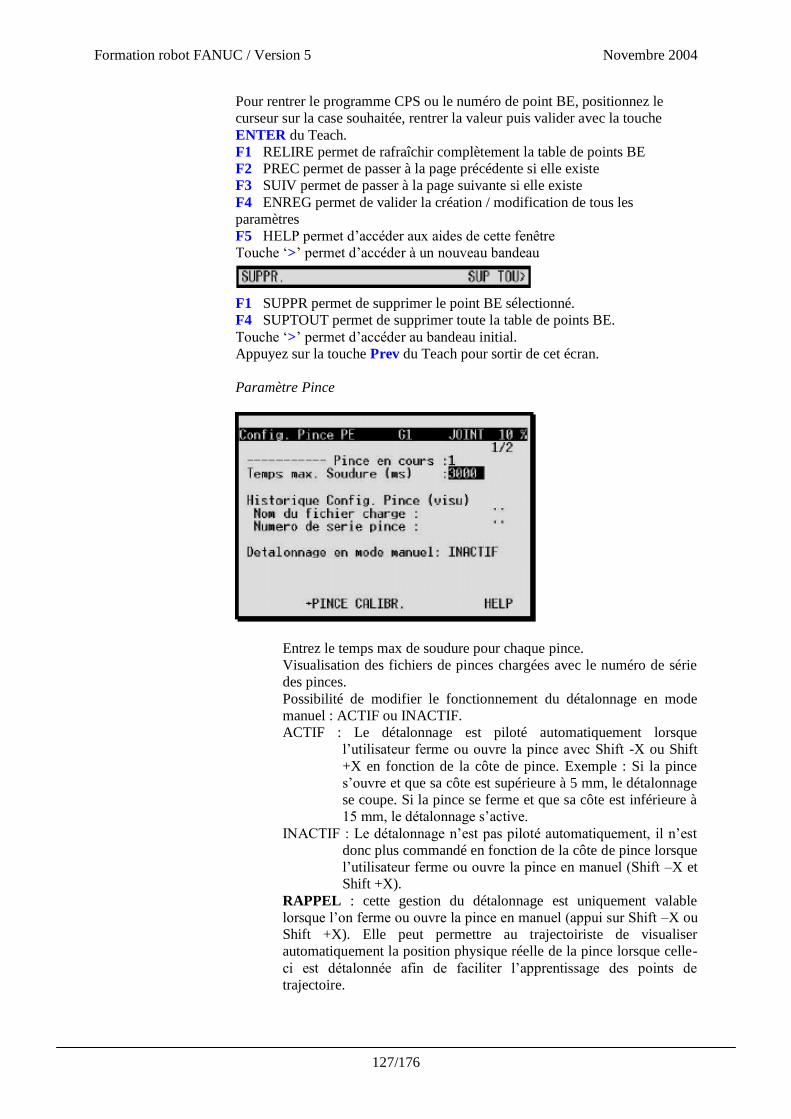
Formation robot FANUC / Version 5 Novembre 2004
127/176
Pour rentrer le programme CPS ou le numéro de point BE, positionnez le
curseur sur la case souhaitée, rentrer la valeur puis valider avec la touche
ENTER du Teach.
F1 RELIRE permet de rafraîchir complètement la table de points BE
F2 PREC permet de passer à la page précédente si elle existe
F3 SUIV permet de passer à la page suivante si elle existe
F4 ENREG permet de valider la création / modification de tous les
paramètres
F5 HELP permet d’accéder aux aides de cette fenêtre
Touche ‘>’ permet d’accéder à un nouveau bandeau
F1 SUPPR permet de supprimer le point BE sélectionné.
F4 SUPTOUT permet de supprimer toute la table de points BE.
Touche ‘>’ permet d’accéder au bandeau initial.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Paramètre Pince
Entrez le temps max de soudure pour chaque pince.
Visualisation des fichiers de pinces chargées avec le numéro de série
des pinces.
Possibilité de modifier le fonctionnement du détalonnage en mode
manuel : ACTIF ou INACTIF.
ACTIF : Le détalonnage est piloté automatiquement lorsque
l’utilisateur ferme ou ouvre la pince avec Shift -X ou Shift
+X en fonction de la côte de pince. Exemple : Si la pince
s’ouvre et que sa côte est supérieure à 5 mm, le détalonnage
se coupe. Si la pince se ferme et que sa côte est inférieure à
15 mm, le détalonnage s’active.
INACTIF : Le détalonnage n’est pas piloté automatiquement, il n’est
donc plus commandé en fonction de la côte de pince lorsque
l’utilisateur ferme ou ouvre la pince en manuel (Shift –X et
Shift +X).
RAPPEL : cette gestion du détalonnage est uniquement valable
lorsque l’on ferme ou ouvre la pince en manuel (appui sur Shift –X ou
Shift +X). Elle peut permettre au trajectoiriste de visualiser
automatiquement la position physique réelle de la pince lorsque celle-
ci est détalonnée afin de faciliter l’apprentissage des points de
trajectoire.
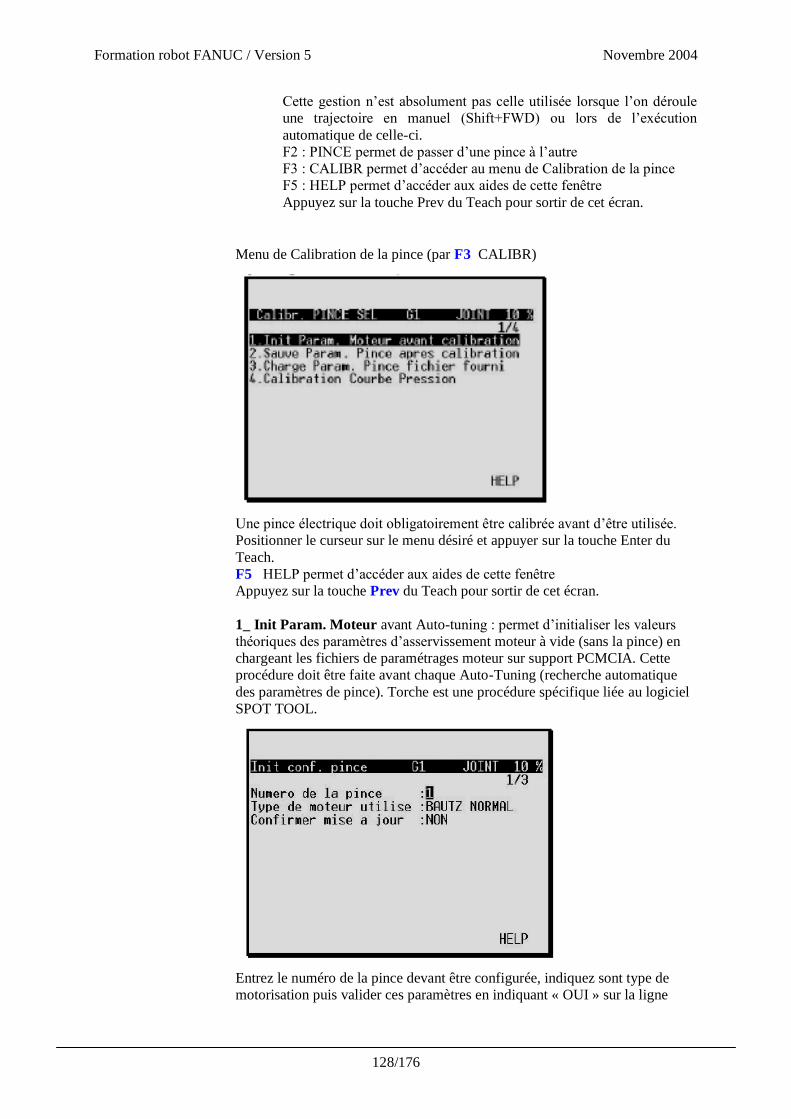
Formation robot FANUC / Version 5 Novembre 2004
128/176
Cette gestion n’est absolument pas celle utilisée lorsque l’on déroule
une trajectoire en manuel (Shift+FWD) ou lors de l’exécution
automatique de celle-ci.
F2 : PINCE permet de passer d’une pince à l’autre
F3 : CALIBR permet d’accéder au menu de Calibration de la pince
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Menu de Calibration de la pince (par F3 CALIBR)
Une pince électrique doit obligatoirement être calibrée avant d’être utilisée.
Positionner le curseur sur le menu désiré et appuyer sur la touche Enter du
Teach.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
1_ Init Param. Moteur avant Auto-tuning : permet d’initialiser les valeurs
théoriques des paramètres d’asservissement moteur à vide (sans la pince) en
chargeant les fichiers de paramétrages moteur sur support PCMCIA. Cette
procédure doit être faite avant chaque Auto-Tuning (recherche automatique
des paramètres de pince). Torche est une procédure spécifique liée au logiciel
SPOT TOOL.
Entrez le numéro de la pince devant être configurée, indiquez sont type de
motorisation puis valider ces paramètres en indiquant « OUI » sur la ligne
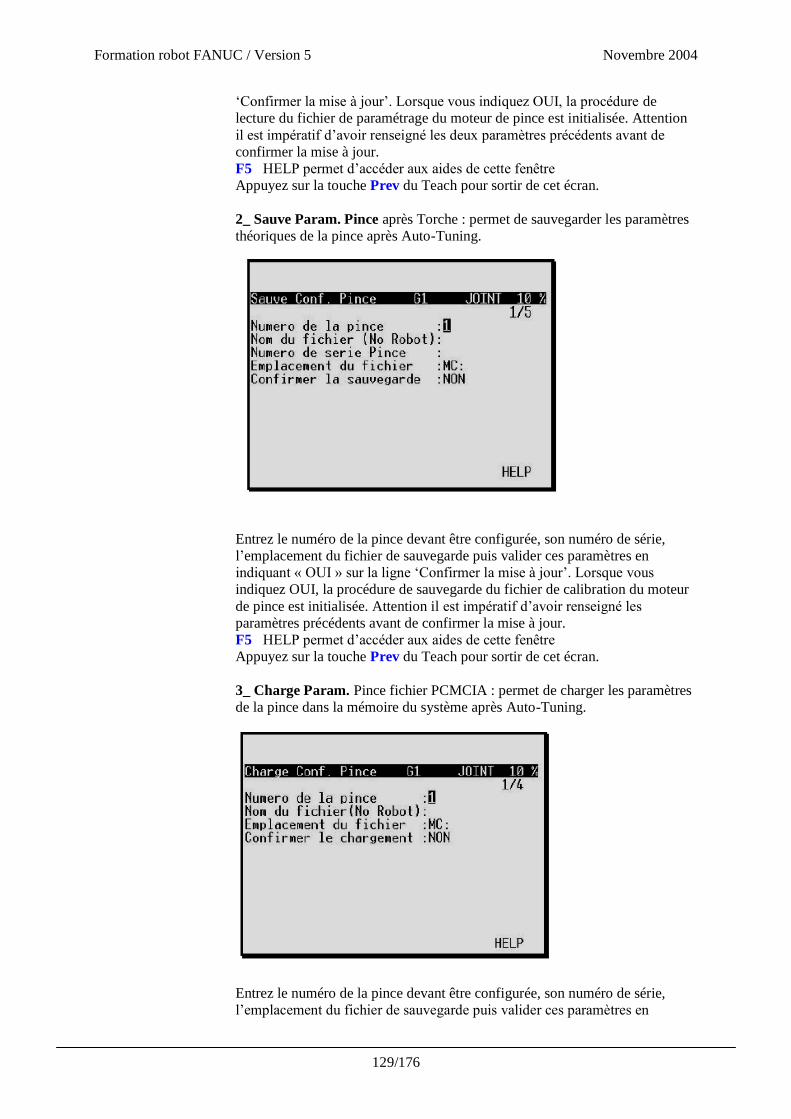
Formation robot FANUC / Version 5 Novembre 2004
129/176
‘Confirmer la mise à jour’. Lorsque vous indiquez OUI, la procédure de
lecture du fichier de paramétrage du moteur de pince est initialisée. Attention
il est impératif d’avoir renseigné les deux paramètres précédents avant de
confirmer la mise à jour.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
2_ Sauve Param. Pince après Torche : permet de sauvegarder les paramètres
théoriques de la pince après Auto-Tuning.
Entrez le numéro de la pince devant être configurée, son numéro de série,
l’emplacement du fichier de sauvegarde puis valider ces paramètres en
indiquant « OUI » sur la ligne ‘Confirmer la mise à jour’. Lorsque vous
indiquez OUI, la procédure de sauvegarde du fichier de calibration du moteur
de pince est initialisée. Attention il est impératif d’avoir renseigné les
paramètres précédents avant de confirmer la mise à jour.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
3_ Charge Param. Pince fichier PCMCIA : permet de charger les paramètres
de la pince dans la mémoire du système après Auto-Tuning.
Entrez le numéro de la pince devant être configurée, son numéro de série,
l’emplacement du fichier de sauvegarde puis valider ces paramètres en

Formation robot FANUC / Version 5 Novembre 2004
130/176
indiquant « OUI » sur la ligne ‘Confirmer le chargement’. Lorsque vous
indiquez OUI, la procédure de chargement du fichier de configuration
de la pince est initialisée. Attention il est impératif d’avoir renseigné les
paramètres précédents avant de confirmer la mise à jour.
F5 HELP permet d’accéder aux aides de cette fenêtre.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
4_ Calibration Courbe Pression : permet d’accéder au menu de calibration
de la courbe d’effort de la pince.
Cette dernière étape est essentielle, elle va rendre la pince pilotable en effort
(donc par la CPS). Il faut commencer la calibration avec une consigne de 5%,
puis incrémenter la consigne de 5% jusqu’à obtenir l’effort maximum souhaité
(Attention une consigne trop importante peut entraîner la destruction de
la pince).
La lecture de l’effort se fait sur un instrument de mesure externe positionné
entre les mises de la pince : le de
Description de l’écran :
Pressure Time : correspond au temps d’application de l’effort.
Torche of assignées : correspond à l’épaisseur du de situé entre les mises.
Pushing verrouillage : mettre à 10
Gun Open value : Côte d’ouverture de pince après application de consigne.
Commencez donc avec une consigne de 5%, la pince va monter en effort sur le
de en appuyant sur SHIFT + PRESSURE, rentrer alors la valeur d’effort du
de correspondant à la consigne de 5%.
Augmenter la consigne de 5% (donc consigne à 10%) et déroulez la même
procédure.
Recommencez l’opération en augmentant la consigne avec un pas de 5%.
Arrêtez la calibration lorsque l’effort maximum est atteint sur le de puis
appuyez sur COMP
Attention une consigne trop importante peut entraîner la destruction de
la pince.
De plus, la calibration s’effectue avec des mises neuves.
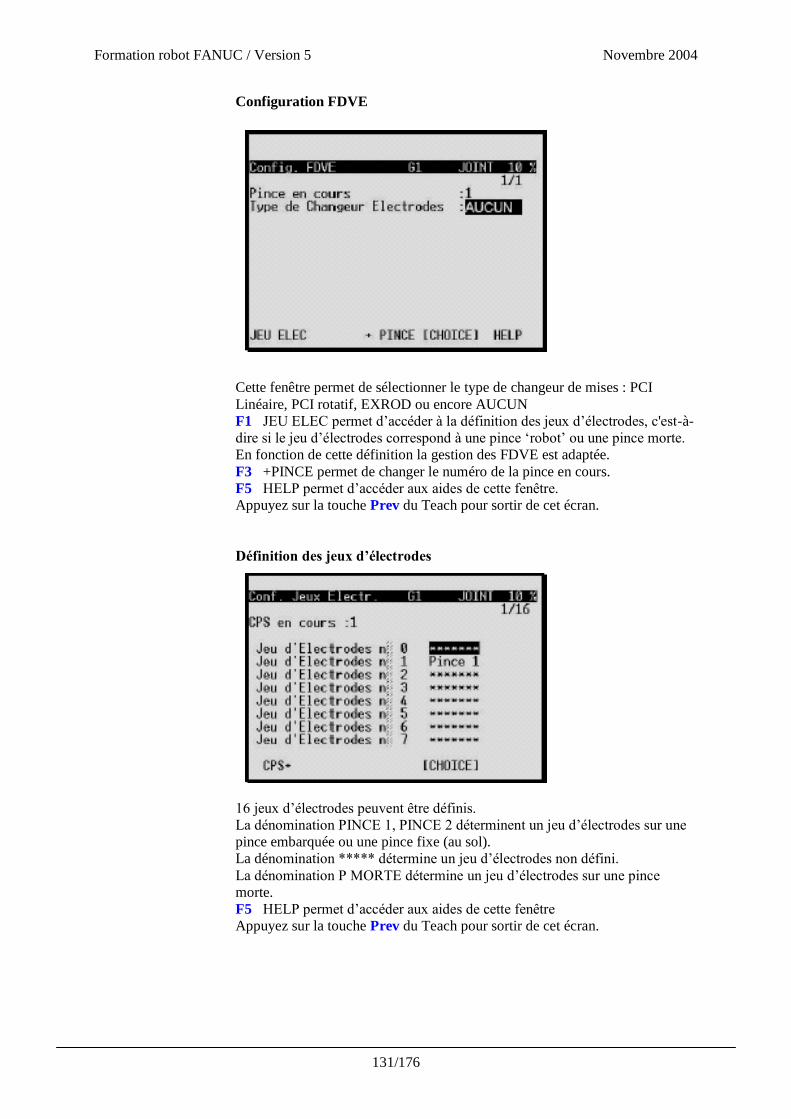
Formation robot FANUC / Version 5 Novembre 2004
131/176
Configuration FDVE
Cette fenêtre permet de sélectionner le type de changeur de mises : PCI
Linéaire, PCI rotatif, EXROD ou encore AUCUN
F1 JEU ELEC permet d’accéder à la définition des jeux d’électrodes, c'est-à-
dire si le jeu d’électrodes correspond à une pince ‘robot’ ou une pince morte.
En fonction de cette définition la gestion des FDVE est adaptée.
F3 +PINCE permet de changer le numéro de la pince en cours.
F5 HELP permet d’accéder aux aides de cette fenêtre.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Définition des jeux d’électrodes
16 jeux d’électrodes peuvent être définis.
La dénomination PINCE 1, PINCE 2 déterminent un jeu d’électrodes sur une
pince embarquée ou une pince fixe (au sol).
La dénomination ***** détermine un jeu d’électrodes non défini.
La dénomination P MORTE détermine un jeu d’électrodes sur une pince
morte.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
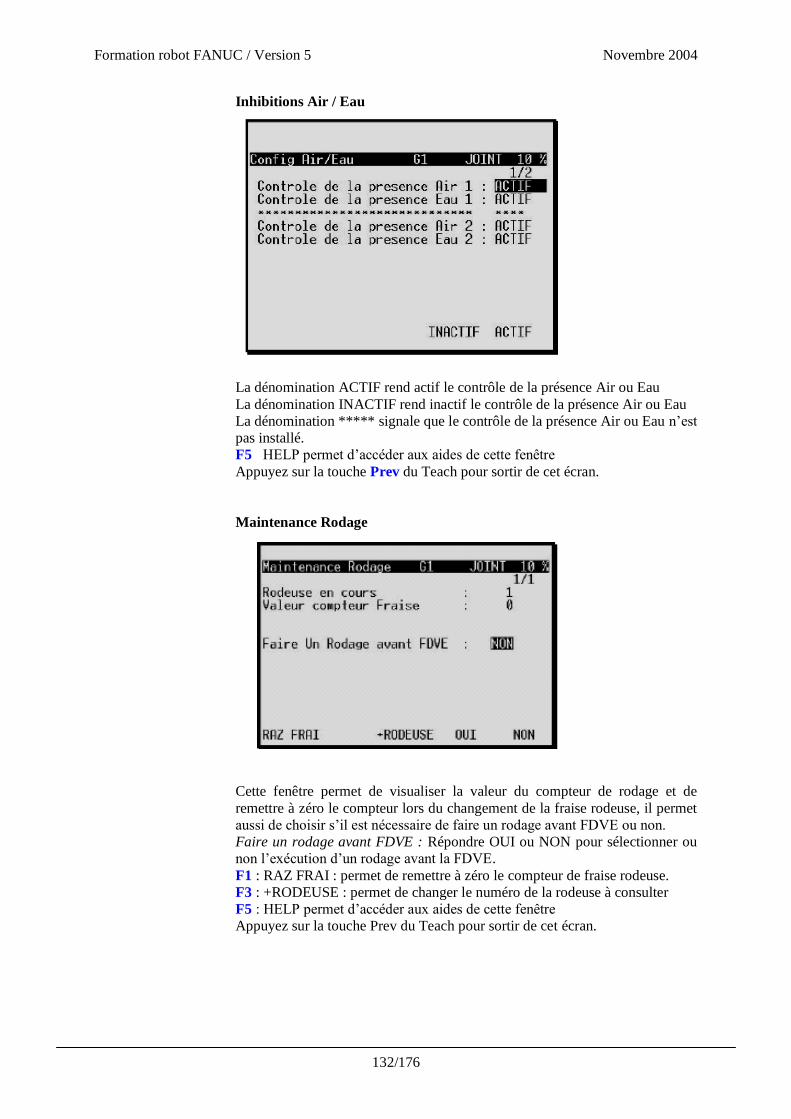
Formation robot FANUC / Version 5 Novembre 2004
132/176
Inhibitions Air / Eau
La dénomination ACTIF rend actif le contrôle de la présence Air ou Eau
La dénomination INACTIF rend inactif le contrôle de la présence Air ou Eau
La dénomination ***** signale que le contrôle de la présence Air ou Eau n’est
pas installé.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Maintenance Rodage
Cette fenêtre permet de visualiser la valeur du compteur de rodage et de
remettre à zéro le compteur lors du changement de la fraise rodeuse, il permet
aussi de choisir s’il est nécessaire de faire un rodage avant FDVE ou non.
Faire un rodage avant FDVE : Répondre OUI ou NON pour sélectionner ou
non l’exécution d’un rodage avant la FDVE.
F1 : RAZ FRAI : permet de remettre à zéro le compteur de fraise rodeuse.
F3 : +RODEUSE : permet de changer le numéro de la rodeuse à consulter
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
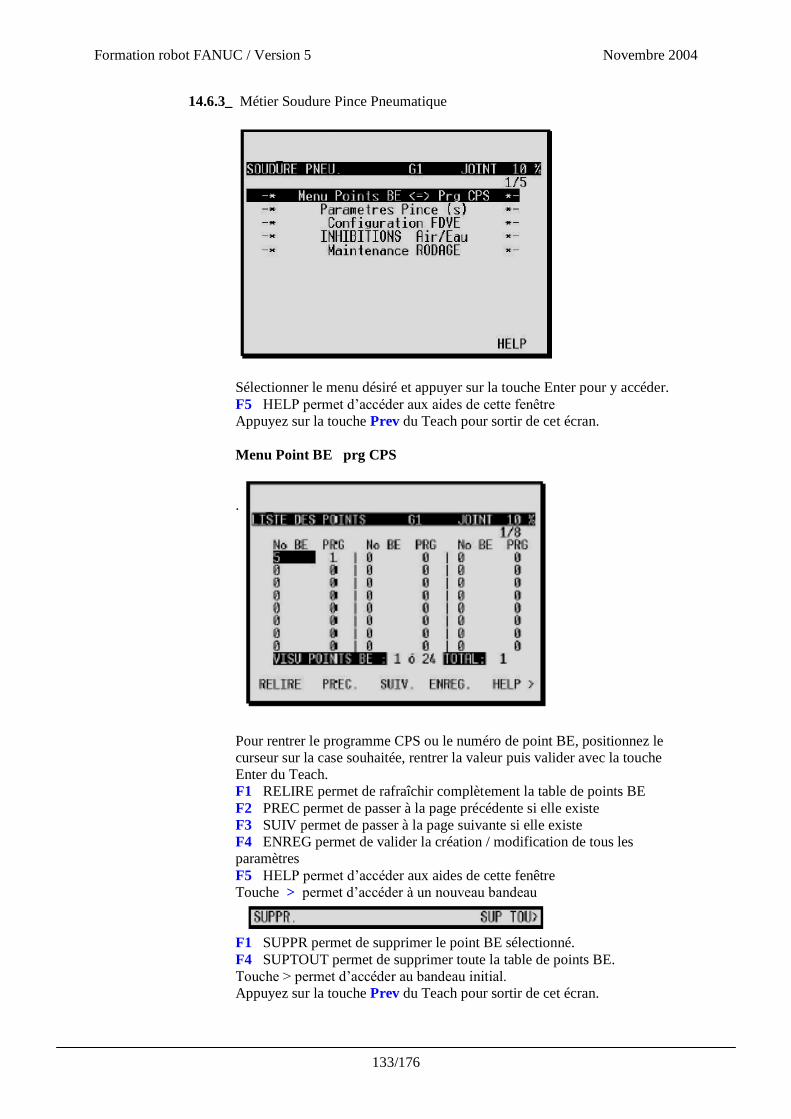
Formation robot FANUC / Version 5 Novembre 2004
133/176
14.6.3_ Métier Soudure Pince Pneumatique
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Menu Point BE prg CPS
.
Pour rentrer le programme CPS ou le numéro de point BE, positionnez le
curseur sur la case souhaitée, rentrer la valeur puis valider avec la touche
Enter du Teach.
F1 RELIRE permet de rafraîchir complètement la table de points BE
F2 PREC permet de passer à la page précédente si elle existe
F3 SUIV permet de passer à la page suivante si elle existe
F4 ENREG permet de valider la création / modification de tous les
paramètres
F5 HELP permet d’accéder aux aides de cette fenêtre
Touche > permet d’accéder à un nouveau bandeau
F1 SUPPR permet de supprimer le point BE sélectionné.
F4 SUPTOUT permet de supprimer toute la table de points BE.
Touche > permet d’accéder au bandeau initial.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
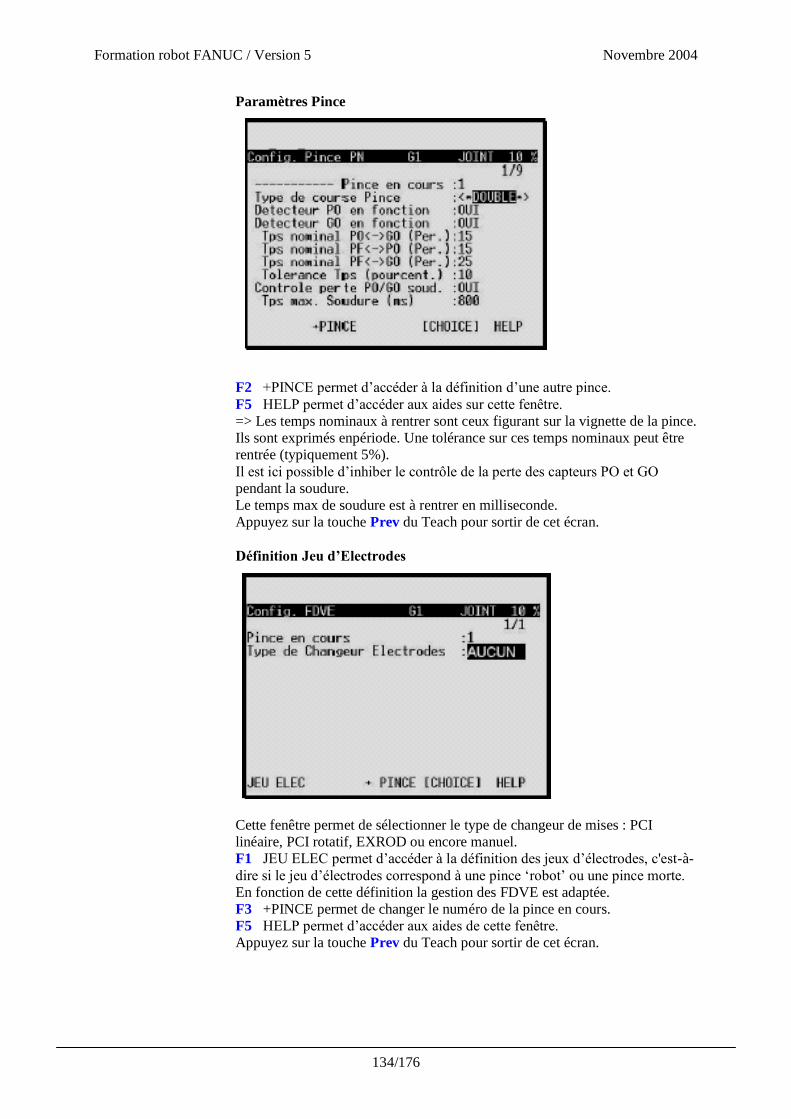
Formation robot FANUC / Version 5 Novembre 2004
134/176
Paramètres Pince
F2 +PINCE permet d’accéder à la définition d’une autre pince.
F5 HELP permet d’accéder aux aides sur cette fenêtre.
=> Les temps nominaux à rentrer sont ceux figurant sur la vignette de la pince.
Ils sont exprimés enpériode. Une tolérance sur ces temps nominaux peut être
rentrée (typiquement 5%).
Il est ici possible d’inhiber le contrôle de la perte des capteurs PO et GO
pendant la soudure.
Le temps max de soudure est à rentrer en milliseconde.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Définition Jeu d’Electrodes
Cette fenêtre permet de sélectionner le type de changeur de mises : PCI
linéaire, PCI rotatif, EXROD ou encore manuel.
F1 JEU ELEC permet d’accéder à la définition des jeux d’électrodes, c'est-à-
dire si le jeu d’électrodes correspond à une pince ‘robot’ ou une pince morte.
En fonction de cette définition la gestion des FDVE est adaptée.
F3 +PINCE permet de changer le numéro de la pince en cours.
F5 HELP permet d’accéder aux aides de cette fenêtre.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
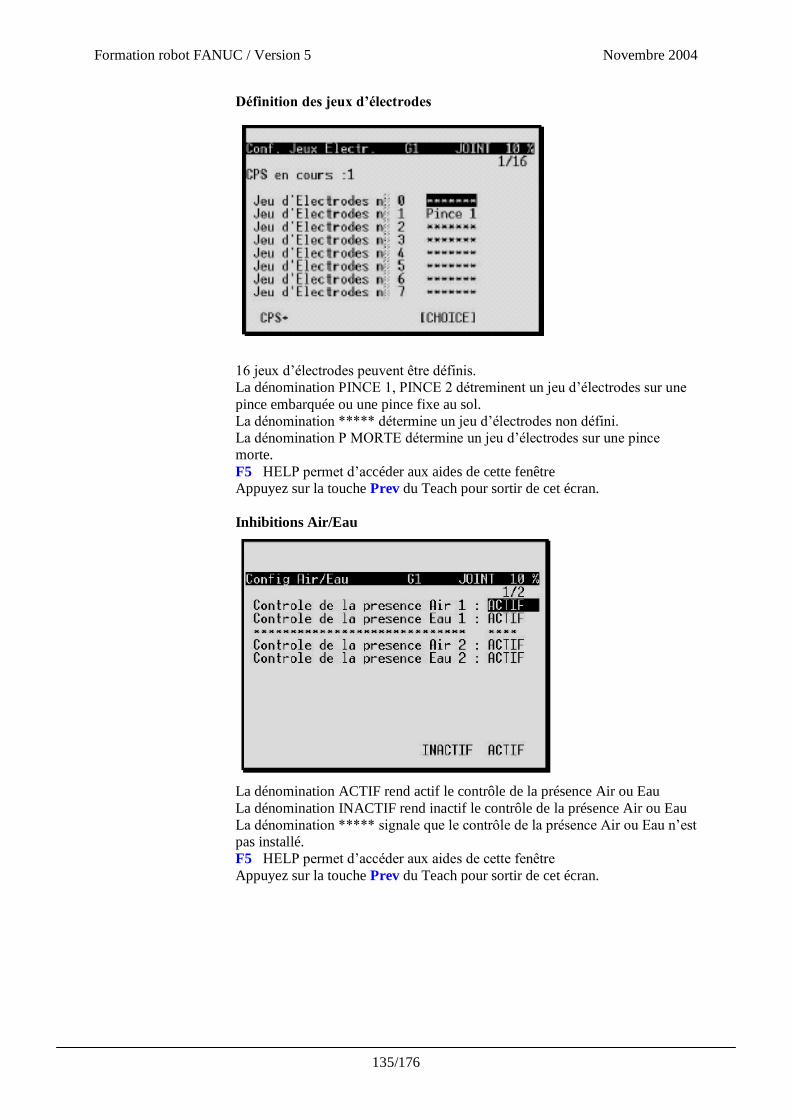
Formation robot FANUC / Version 5 Novembre 2004
135/176
Définition des jeux d’électrodes
16 jeux d’électrodes peuvent être définis.
La dénomination PINCE 1, PINCE 2 détreminent un jeu d’électrodes sur une
pince embarquée ou une pince fixe au sol.
La dénomination ***** détermine un jeu d’électrodes non défini.
La dénomination P MORTE détermine un jeu d’électrodes sur une pince
morte.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Inhibitions Air/Eau
La dénomination ACTIF rend actif le contrôle de la présence Air ou Eau
La dénomination INACTIF rend inactif le contrôle de la présence Air ou Eau
La dénomination ***** signale que le contrôle de la présence Air ou Eau n’est
pas installé.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
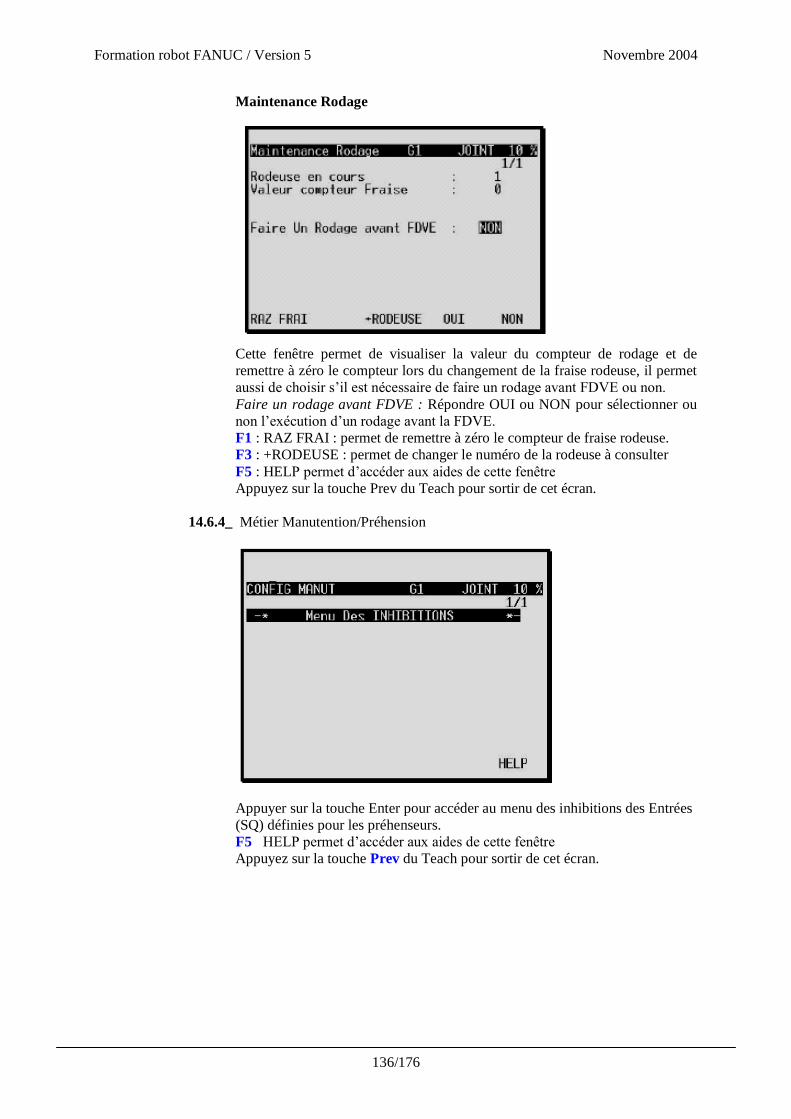
Formation robot FANUC / Version 5 Novembre 2004
136/176
Maintenance Rodage
Cette fenêtre permet de visualiser la valeur du compteur de rodage et de
remettre à zéro le compteur lors du changement de la fraise rodeuse, il permet
aussi de choisir s’il est nécessaire de faire un rodage avant FDVE ou non.
Faire un rodage avant FDVE : Répondre OUI ou NON pour sélectionner ou
non l’exécution d’un rodage avant la FDVE.
F1 : RAZ FRAI : permet de remettre à zéro le compteur de fraise rodeuse.
F3 : +RODEUSE : permet de changer le numéro de la rodeuse à consulter
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.4_ Métier Manutention/Préhension
Appuyer sur la touche Enter pour accéder au menu des inhibitions des Entrées
(SQ) définies pour les préhenseurs.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
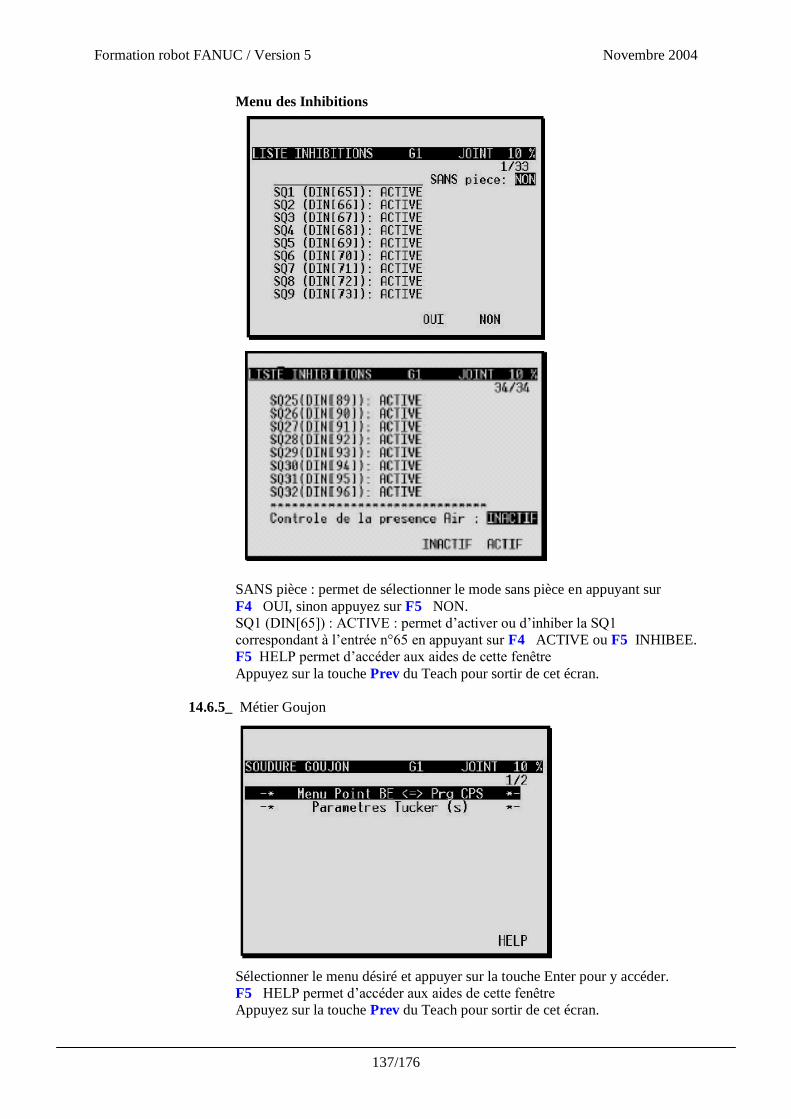
Formation robot FANUC / Version 5 Novembre 2004
137/176
Menu des Inhibitions
SANS pièce : permet de sélectionner le mode sans pièce en appuyant sur
F4 OUI, sinon appuyez sur F5 NON.
SQ1 (DIN[65]) : ACTIVE : permet d’activer ou d’inhiber la SQ1
correspondant à l’entrée n°65 en appuyant sur F4 ACTIVE ou F5 INHIBEE.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.5_ Métier Goujon
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
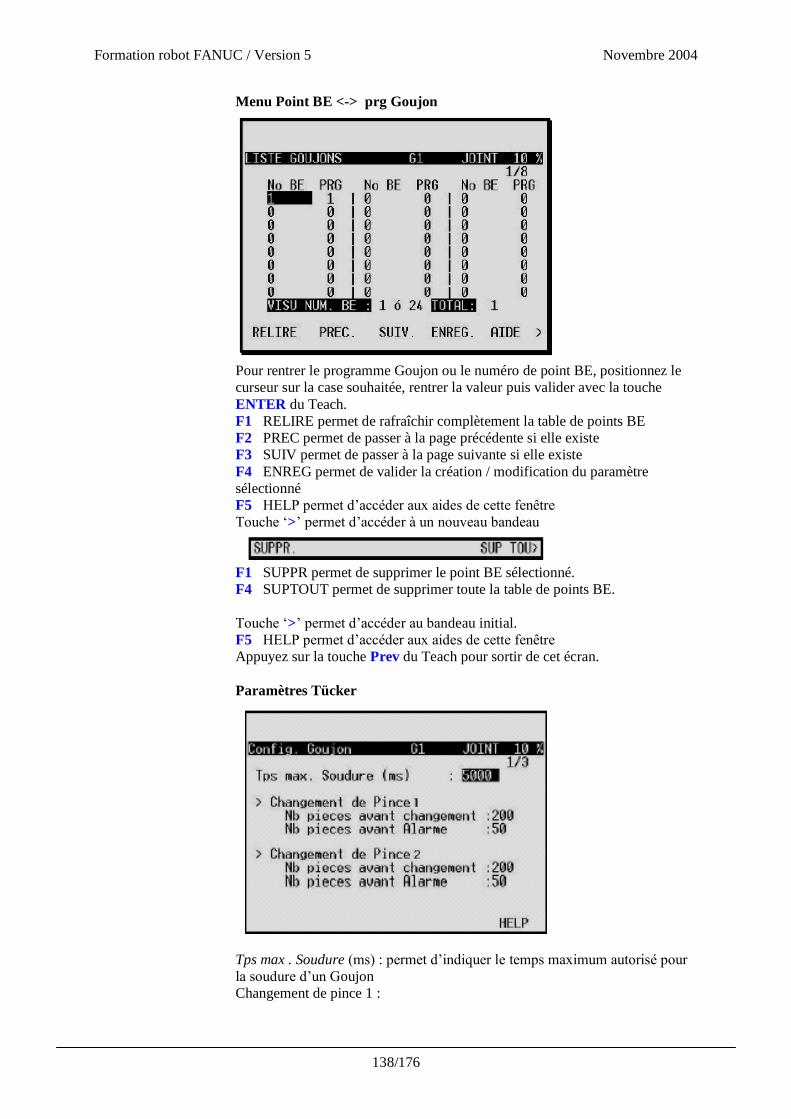
Formation robot FANUC / Version 5 Novembre 2004
138/176
Menu Point BE <-> prg Goujon
Pour rentrer le programme Goujon ou le numéro de point BE, positionnez le
curseur sur la case souhaitée, rentrer la valeur puis valider avec la touche
ENTER du Teach.
F1 RELIRE permet de rafraîchir complètement la table de points BE
F2 PREC permet de passer à la page précédente si elle existe
F3 SUIV permet de passer à la page suivante si elle existe
F4 ENREG permet de valider la création / modification du paramètre
sélectionné
F5 HELP permet d’accéder aux aides de cette fenêtre
Touche ‘>’ permet d’accéder à un nouveau bandeau
F1 SUPPR permet de supprimer le point BE sélectionné.
F4 SUPTOUT permet de supprimer toute la table de points BE.
Touche ‘>’ permet d’accéder au bandeau initial.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Paramètres Tücker
Tps max . Soudure (ms) : permet d’indiquer le temps maximum autorisé pour
la soudure d’un Goujon
Changement de pince 1 :
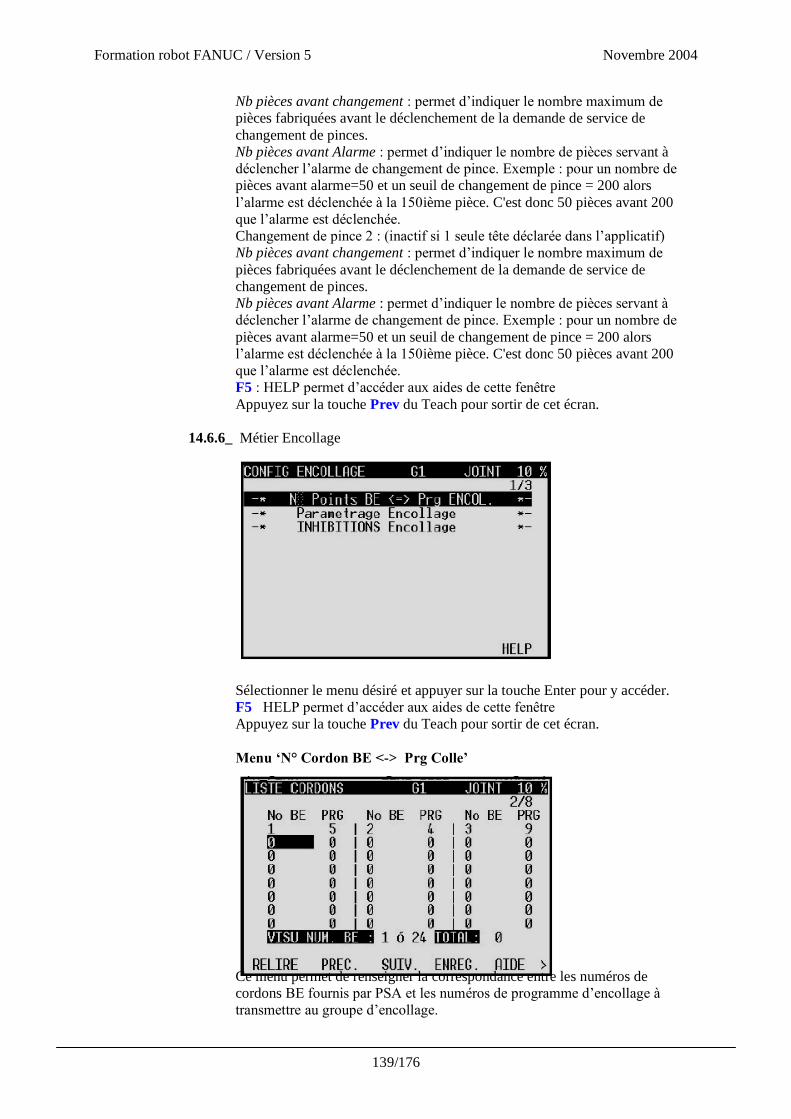
Formation robot FANUC / Version 5 Novembre 2004
139/176
Nb pièces avant changement : permet d’indiquer le nombre maximum de
pièces fabriquées avant le déclenchement de la demande de service de
changement de pinces.
Nb pièces avant Alarme : permet d’indiquer le nombre de pièces servant à
déclencher l’alarme de changement de pince. Exemple : pour un nombre de
pièces avant alarme=50 et un seuil de changement de pince = 200 alors
l’alarme est déclenchée à la 150ième pièce. C'est donc 50 pièces avant 200
que l’alarme est déclenchée.
Changement de pince 2 : (inactif si 1 seule tête déclarée dans l’applicatif)
Nb pièces avant changement : permet d’indiquer le nombre maximum de
pièces fabriquées avant le déclenchement de la demande de service de
changement de pinces.
Nb pièces avant Alarme : permet d’indiquer le nombre de pièces servant à
déclencher l’alarme de changement de pince. Exemple : pour un nombre de
pièces avant alarme=50 et un seuil de changement de pince = 200 alors
l’alarme est déclenchée à la 150ième pièce. C'est donc 50 pièces avant 200
que l’alarme est déclenchée.
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.6_ Métier Encollage
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Menu ‘N° Cordon BE <-> Prg Colle’
Ce menu permet de renseigner la correspondance entre les numéros de
cordons BE fournis par PSA et les numéros de programme d’encollage à
transmettre au groupe d’encollage.
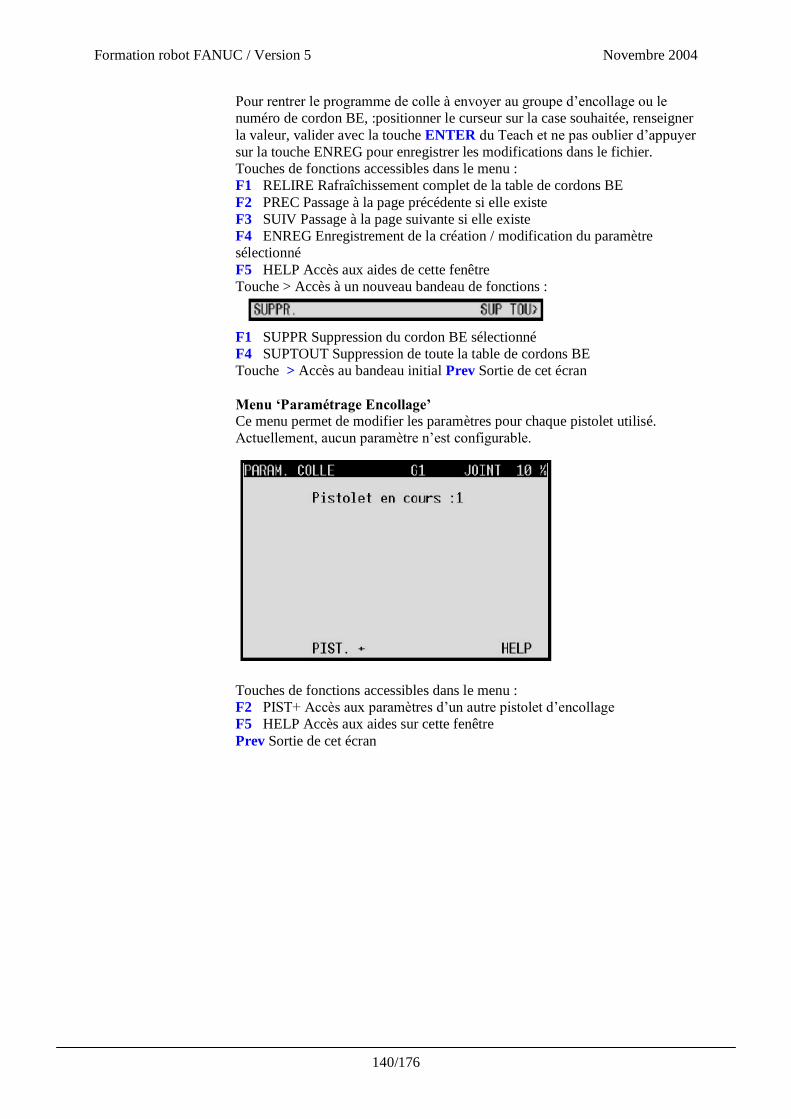
Formation robot FANUC / Version 5 Novembre 2004
140/176
Pour rentrer le programme de colle à envoyer au groupe d’encollage ou le
numéro de cordon BE, :positionner le curseur sur la case souhaitée, renseigner
la valeur, valider avec la touche ENTER du Teach et ne pas oublier d’appuyer
sur la touche ENREG pour enregistrer les modifications dans le fichier.
Touches de fonctions accessibles dans le menu :
F1 RELIRE Rafraîchissement complet de la table de cordons BE
F2 PREC Passage à la page précédente si elle existe
F3 SUIV Passage à la page suivante si elle existe
F4 ENREG Enregistrement de la création / modification du paramètre
sélectionné
F5 HELP Accès aux aides de cette fenêtre
Touche > Accès à un nouveau bandeau de fonctions :
F1 SUPPR Suppression du cordon BE sélectionné
F4 SUPTOUT Suppression de toute la table de cordons BE
Touche > Accès au bandeau initial Prev Sortie de cet écran
Menu ‘Paramétrage Encollage’ Ce menu permet de modifier les paramètres pour chaque pistolet utilisé.
Actuellement, aucun paramètre n’est configurable.
Touches de fonctions accessibles dans le menu :
F2 PIST+ Accès aux paramètres d’un autre pistolet d’encollage
F5 HELP Accès aux aides sur cette fenêtre
Prev Sortie de cet écran
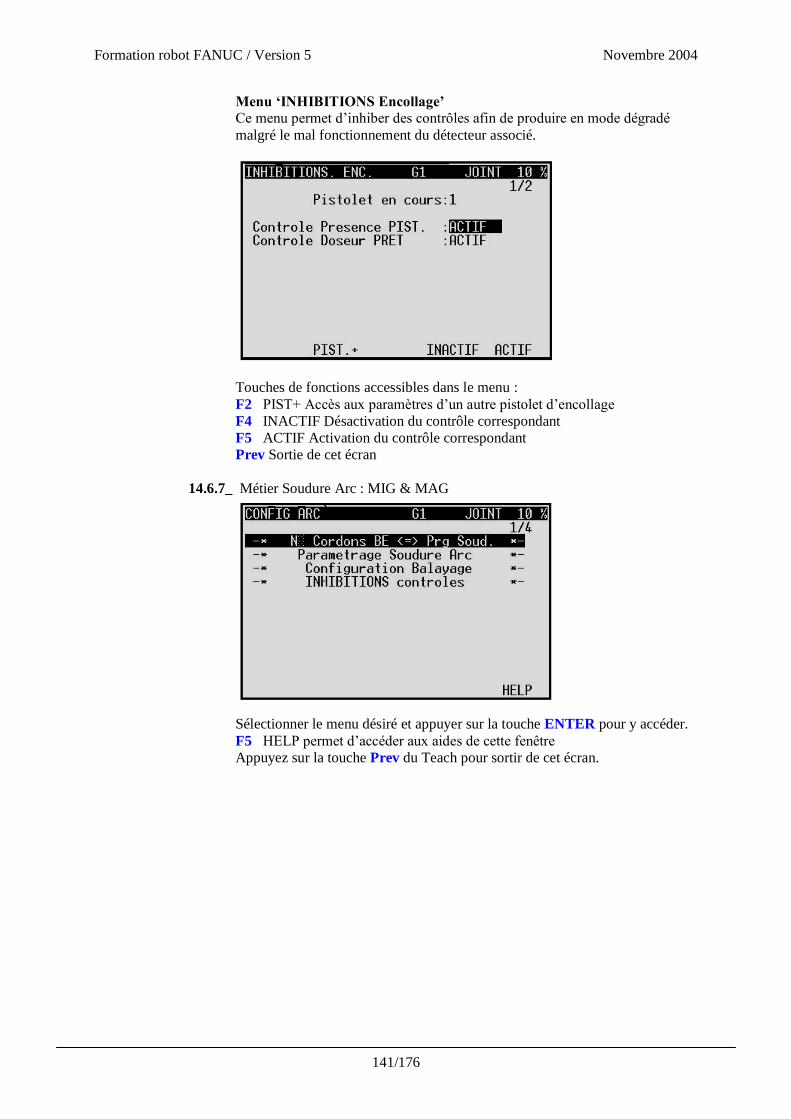
Formation robot FANUC / Version 5 Novembre 2004
141/176
Menu ‘INHIBITIONS Encollage’
Ce menu permet d’inhiber des contrôles afin de produire en mode dégradé
malgré le mal fonctionnement du détecteur associé.
Touches de fonctions accessibles dans le menu :
F2 PIST+ Accès aux paramètres d’un autre pistolet d’encollage
F4 INACTIF Désactivation du contrôle correspondant
F5 ACTIF Activation du contrôle correspondant
Prev Sortie de cet écran
14.6.7_ Métier Soudure Arc : MIG & MAG
Sélectionner le menu désiré et appuyer sur la touche ENTER pour y accéder.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
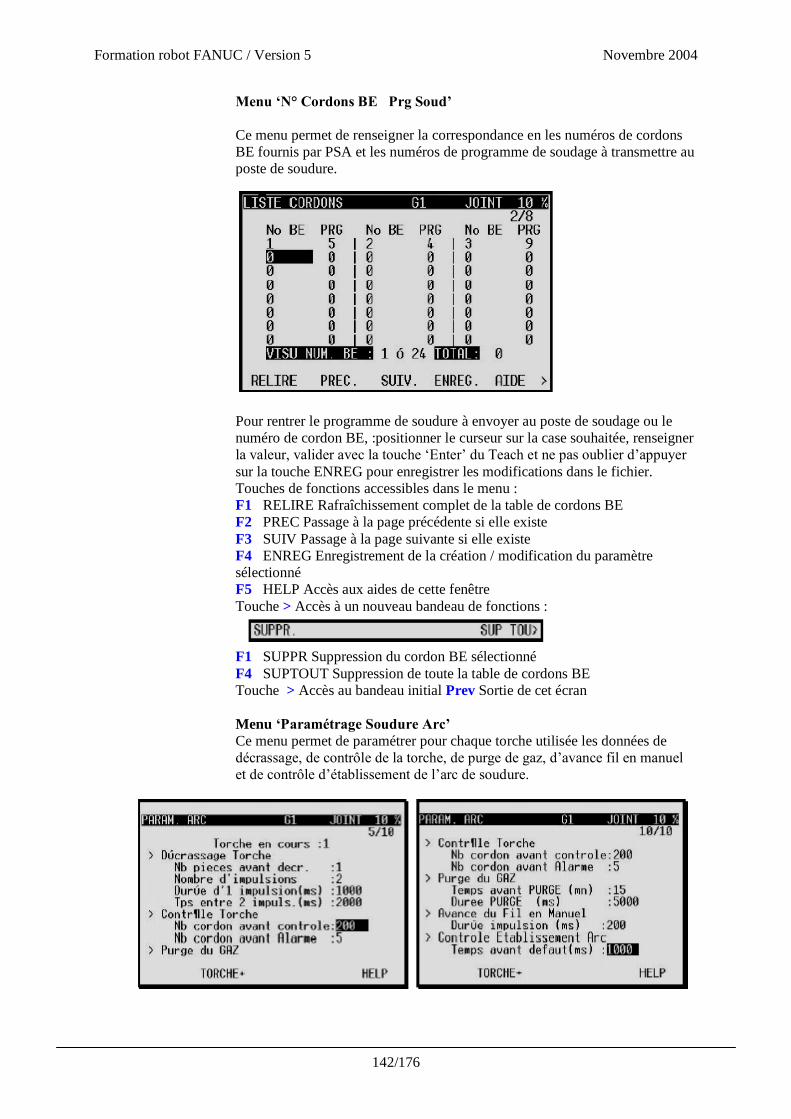
Formation robot FANUC / Version 5 Novembre 2004
142/176
Menu ‘N° Cordons BE Prg Soud’
Ce menu permet de renseigner la correspondance en les numéros de cordons
BE fournis par PSA et les numéros de programme de soudage à transmettre au
poste de soudure.
Pour rentrer le programme de soudure à envoyer au poste de soudage ou le
numéro de cordon BE, :positionner le curseur sur la case souhaitée, renseigner
la valeur, valider avec la touche ‘Enter’ du Teach et ne pas oublier d’appuyer
sur la touche ENREG pour enregistrer les modifications dans le fichier.
Touches de fonctions accessibles dans le menu :
F1 RELIRE Rafraîchissement complet de la table de cordons BE
F2 PREC Passage à la page précédente si elle existe
F3 SUIV Passage à la page suivante si elle existe
F4 ENREG Enregistrement de la création / modification du paramètre
sélectionné
F5 HELP Accès aux aides de cette fenêtre
Touche > Accès à un nouveau bandeau de fonctions :
F1 SUPPR Suppression du cordon BE sélectionné
F4 SUPTOUT Suppression de toute la table de cordons BE
Touche > Accès au bandeau initial Prev Sortie de cet écran
Menu ‘Paramétrage Soudure Arc’
Ce menu permet de paramétrer pour chaque torche utilisée les données de
décrassage, de contrôle de la torche, de purge de gaz, d’avance fil en manuel
et de contrôle d’établissement de l’arc de soudure.
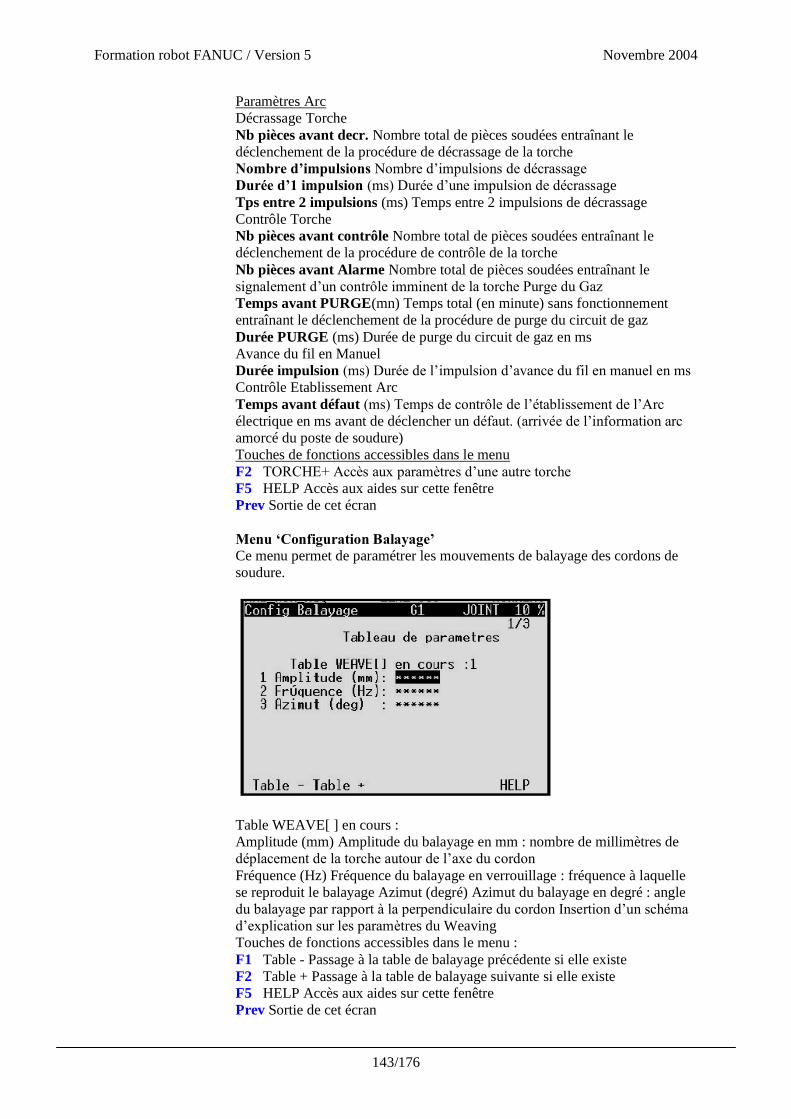
Formation robot FANUC / Version 5 Novembre 2004
143/176
Paramètres Arc
Décrassage Torche
Nb pièces avant decr. Nombre total de pièces soudées entraînant le
déclenchement de la procédure de décrassage de la torche
Nombre d’impulsions Nombre d’impulsions de décrassage
Durée d’1 impulsion (ms) Durée d’une impulsion de décrassage
Tps entre 2 impulsions (ms) Temps entre 2 impulsions de décrassage
Contrôle Torche
Nb pièces avant contrôle Nombre total de pièces soudées entraînant le
déclenchement de la procédure de contrôle de la torche
Nb pièces avant Alarme Nombre total de pièces soudées entraînant le
signalement d’un contrôle imminent de la torche Purge du Gaz
Temps avant PURGE(mn) Temps total (en minute) sans fonctionnement
entraînant le déclenchement de la procédure de purge du circuit de gaz
Durée PURGE (ms) Durée de purge du circuit de gaz en ms
Avance du fil en Manuel
Durée impulsion (ms) Durée de l’impulsion d’avance du fil en manuel en ms
Contrôle Etablissement Arc
Temps avant défaut (ms) Temps de contrôle de l’établissement de l’Arc
électrique en ms avant de déclencher un défaut. (arrivée de l’information arc
amorcé du poste de soudure)
Touches de fonctions accessibles dans le menu
F2 TORCHE+ Accès aux paramètres d’une autre torche
F5 HELP Accès aux aides sur cette fenêtre
Prev Sortie de cet écran
Menu ‘Configuration Balayage’
Ce menu permet de paramétrer les mouvements de balayage des cordons de
soudure.
Table WEAVE[ ] en cours :
Amplitude (mm) Amplitude du balayage en mm : nombre de millimètres de
déplacement de la torche autour de l’axe du cordon
Fréquence (Hz) Fréquence du balayage en verrouillage : fréquence à laquelle
se reproduit le balayage Azimut (degré) Azimut du balayage en degré : angle
du balayage par rapport à la perpendiculaire du cordon Insertion d’un schéma
d’explication sur les paramètres du Weaving
Touches de fonctions accessibles dans le menu :
F1 Table - Passage à la table de balayage précédente si elle existe
F2 Table + Passage à la table de balayage suivante si elle existe
F5 HELP Accès aux aides sur cette fenêtre
Prev Sortie de cet écran
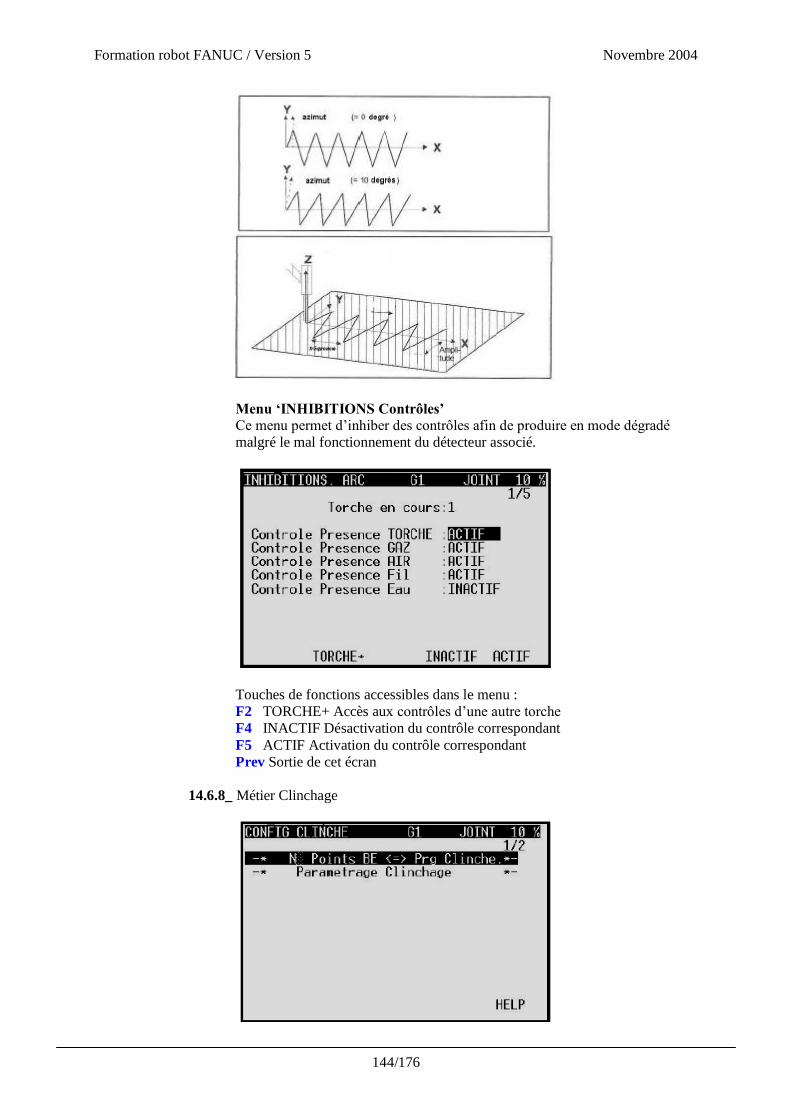
Formation robot FANUC / Version 5 Novembre 2004
144/176
Menu ‘INHIBITIONS Contrôles’
Ce menu permet d’inhiber des contrôles afin de produire en mode dégradé
malgré le mal fonctionnement du détecteur associé.
Touches de fonctions accessibles dans le menu :
F2 TORCHE+ Accès aux contrôles d’une autre torche
F4 INACTIF Désactivation du contrôle correspondant
F5 ACTIF Activation du contrôle correspondant
Prev Sortie de cet écran
14.6.8_ Métier Clinchage
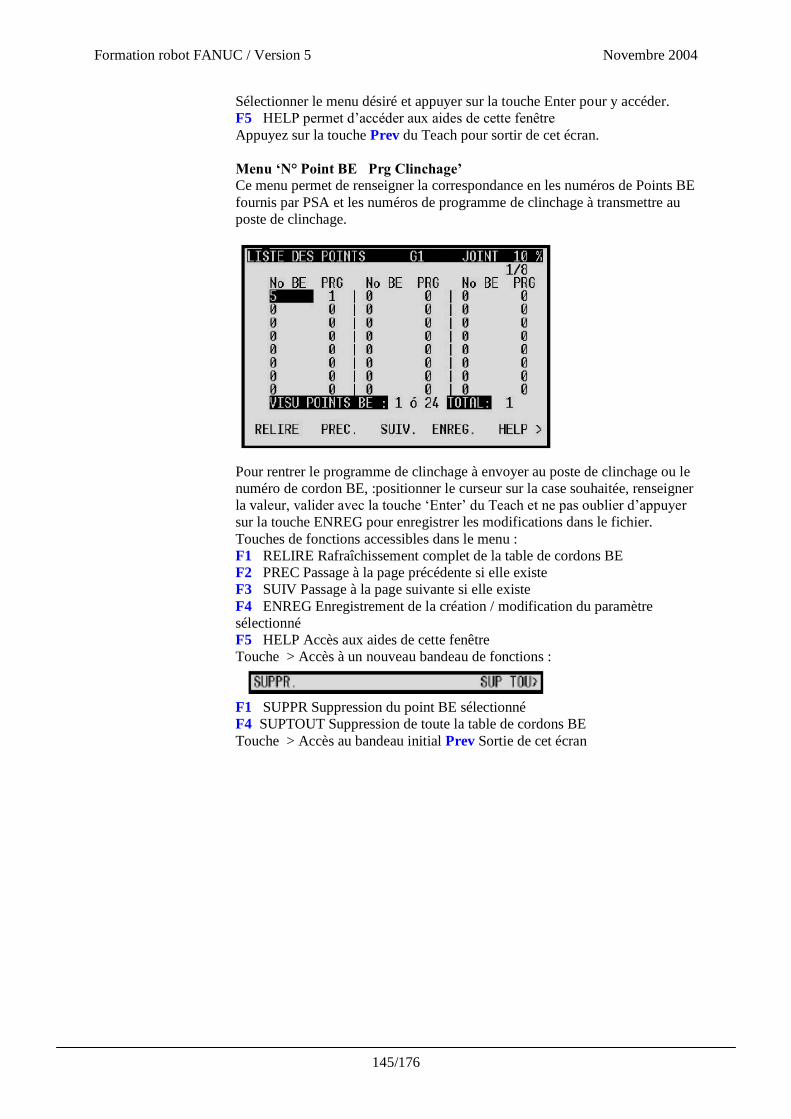
Formation robot FANUC / Version 5 Novembre 2004
145/176
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
F5 HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Menu ‘N° Point BE Prg Clinchage’
Ce menu permet de renseigner la correspondance en les numéros de Points BE
fournis par PSA et les numéros de programme de clinchage à transmettre au
poste de clinchage.
Pour rentrer le programme de clinchage à envoyer au poste de clinchage ou le
numéro de cordon BE, :positionner le curseur sur la case souhaitée, renseigner
la valeur, valider avec la touche ‘Enter’ du Teach et ne pas oublier d’appuyer
sur la touche ENREG pour enregistrer les modifications dans le fichier.
Touches de fonctions accessibles dans le menu :
F1 RELIRE Rafraîchissement complet de la table de cordons BE
F2 PREC Passage à la page précédente si elle existe
F3 SUIV Passage à la page suivante si elle existe
F4 ENREG Enregistrement de la création / modification du paramètre
sélectionné
F5 HELP Accès aux aides de cette fenêtre
Touche > Accès à un nouveau bandeau de fonctions :
F1 SUPPR Suppression du point BE sélectionné
F4 SUPTOUT Suppression de toute la table de cordons BE
Touche > Accès au bandeau initial Prev Sortie de cet écran
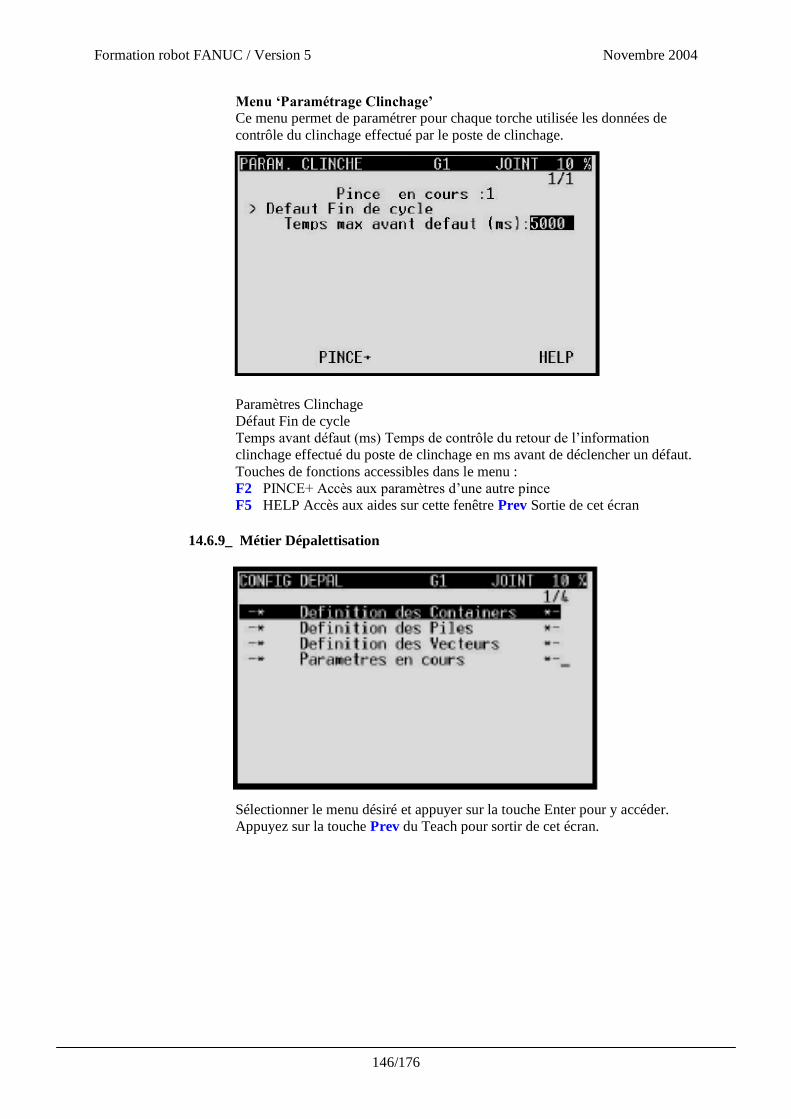
Formation robot FANUC / Version 5 Novembre 2004
146/176
Menu ‘Paramétrage Clinchage’
Ce menu permet de paramétrer pour chaque torche utilisée les données de
contrôle du clinchage effectué par le poste de clinchage.
Paramètres Clinchage
Défaut Fin de cycle
Temps avant défaut (ms) Temps de contrôle du retour de l’information
clinchage effectué du poste de clinchage en ms avant de déclencher un défaut.
Touches de fonctions accessibles dans le menu :
F2 PINCE+ Accès aux paramètres d’une autre pince
F5 HELP Accès aux aides sur cette fenêtre Prev Sortie de cet écran
14.6.9_ Métier Dépalettisation
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
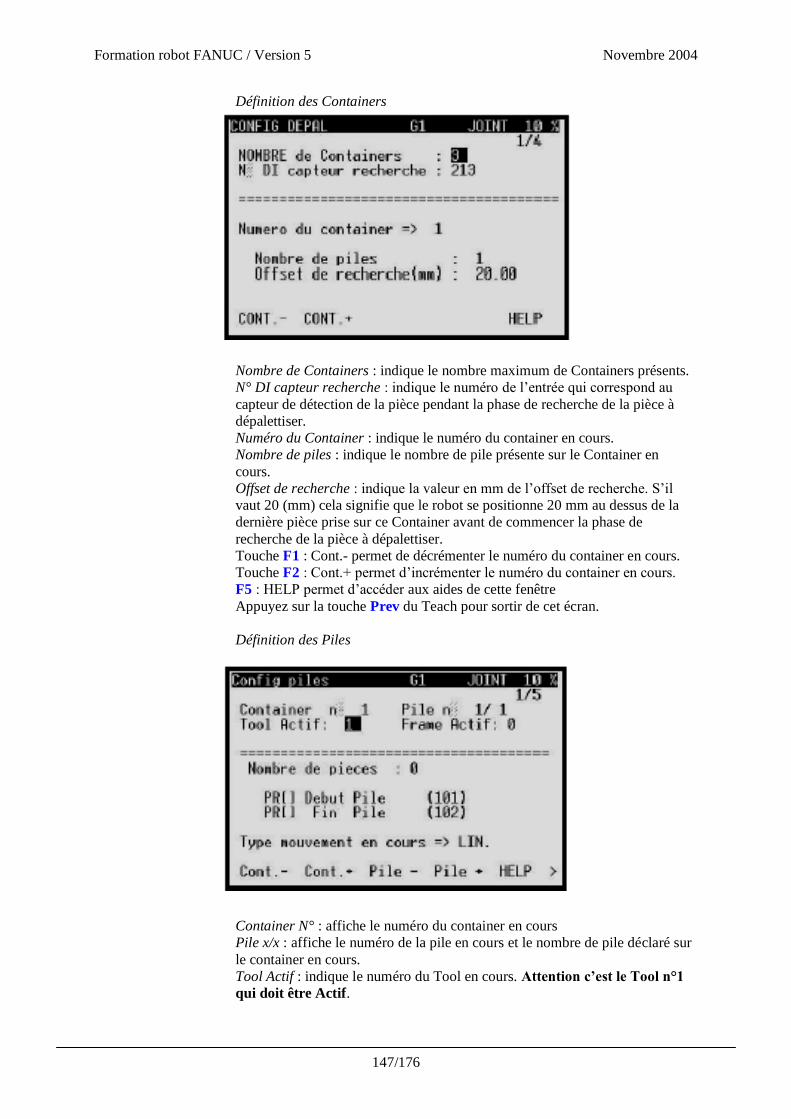
Formation robot FANUC / Version 5 Novembre 2004
147/176
Définition des Containers
Nombre de Containers : indique le nombre maximum de Containers présents.
N° DI capteur recherche : indique le numéro de l’entrée qui correspond au
capteur de détection de la pièce pendant la phase de recherche de la pièce à
dépalettiser.
Numéro du Container : indique le numéro du container en cours.
Nombre de piles : indique le nombre de pile présente sur le Container en
cours.
Offset de recherche : indique la valeur en mm de l’offset de recherche. S’il
vaut 20 (mm) cela signifie que le robot se positionne 20 mm au dessus de la
dernière pièce prise sur ce Container avant de commencer la phase de
recherche de la pièce à dépalettiser.
Touche F1 : Cont.- permet de décrémenter le numéro du container en cours.
Touche F2 : Cont.+ permet d’incrémenter le numéro du container en cours.
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Définition des Piles
Container N° : affiche le numéro du container en cours
Pile x/x : affiche le numéro de la pile en cours et le nombre de pile déclaré sur
le container en cours.
Tool Actif : indique le numéro du Tool en cours. Attention c’est le Tool n°1
qui doit être Actif.
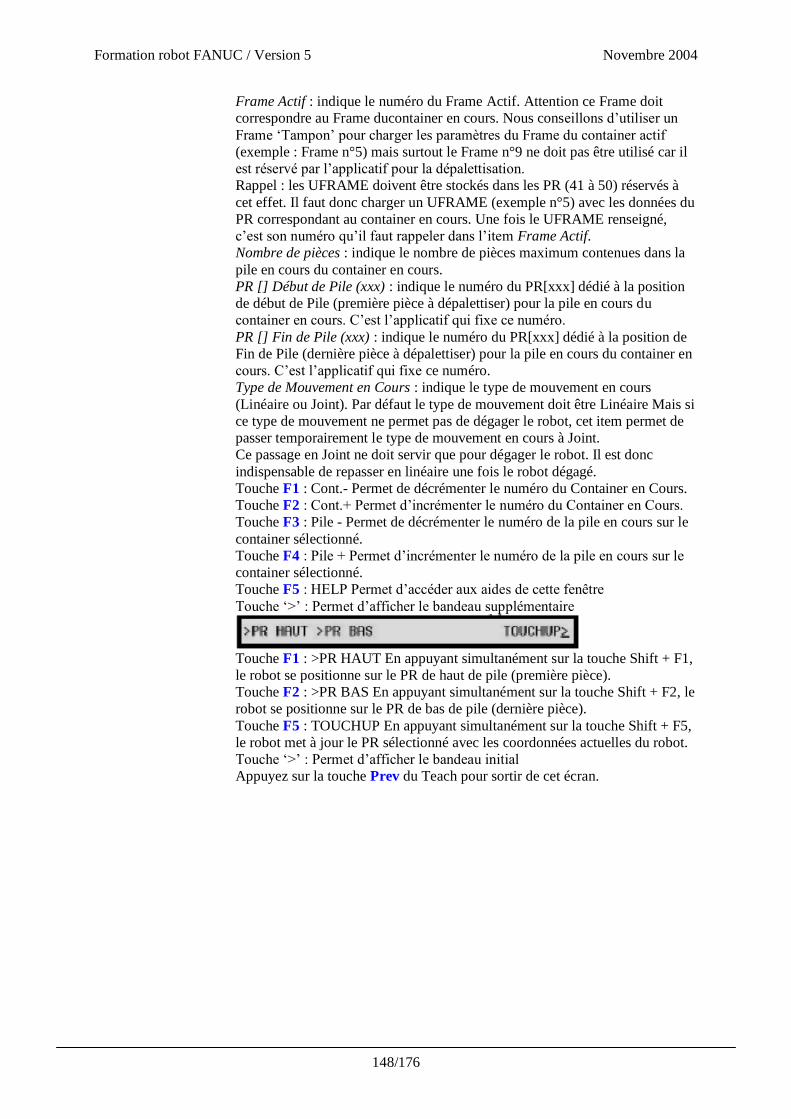
Formation robot FANUC / Version 5 Novembre 2004
148/176
Frame Actif : indique le numéro du Frame Actif. Attention ce Frame doit
correspondre au Frame ducontainer en cours. Nous conseillons d’utiliser un
Frame ‘Tampon’ pour charger les paramètres du Frame du container actif
(exemple : Frame n°5) mais surtout le Frame n°9 ne doit pas être utilisé car il
est réservé par l’applicatif pour la dépalettisation.
Rappel : les UFRAME doivent être stockés dans les PR (41 à 50) réservés à
cet effet. Il faut donc charger un UFRAME (exemple n°5) avec les données du
PR correspondant au container en cours. Une fois le UFRAME renseigné,
c’est son numéro qu’il faut rappeler dans l’item Frame Actif.
Nombre de pièces : indique le nombre de pièces maximum contenues dans la
pile en cours du container en cours.
PR [] Début de Pile (xxx) : indique le numéro du PR[xxx] dédié à la position
de début de Pile (première pièce à dépalettiser) pour la pile en cours du
container en cours. C’est l’applicatif qui fixe ce numéro.
PR [] Fin de Pile (xxx) : indique le numéro du PR[xxx] dédié à la position de
Fin de Pile (dernière pièce à dépalettiser) pour la pile en cours du container en
cours. C’est l’applicatif qui fixe ce numéro.
Type de Mouvement en Cours : indique le type de mouvement en cours
(Linéaire ou Joint). Par défaut le type de mouvement doit être Linéaire Mais si
ce type de mouvement ne permet pas de dégager le robot, cet item permet de
passer temporairement le type de mouvement en cours à Joint.
Ce passage en Joint ne doit servir que pour dégager le robot. Il est donc
indispensable de repasser en linéaire une fois le robot dégagé.
Touche F1 : Cont.- Permet de décrémenter le numéro du Container en Cours.
Touche F2 : Cont.+ Permet d’incrémenter le numéro du Container en Cours.
Touche F3 : Pile - Permet de décrémenter le numéro de la pile en cours sur le
container sélectionné.
Touche F4 : Pile + Permet d’incrémenter le numéro de la pile en cours sur le
container sélectionné.
Touche F5 : HELP Permet d’accéder aux aides de cette fenêtre
Touche ‘>’ : Permet d’afficher le bandeau supplémentaire
Touche F1 : >PR HAUT En appuyant simultanément sur la touche Shift + F1,
le robot se positionne sur le PR de haut de pile (première pièce).
Touche F2 : >PR BAS En appuyant simultanément sur la touche Shift + F2, le
robot se positionne sur le PR de bas de pile (dernière pièce).
Touche F5 : TOUCHUP En appuyant simultanément sur la touche Shift + F5,
le robot met à jour le PR sélectionné avec les coordonnées actuelles du robot.
Touche ‘>’ : Permet d’afficher le bandeau initial
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
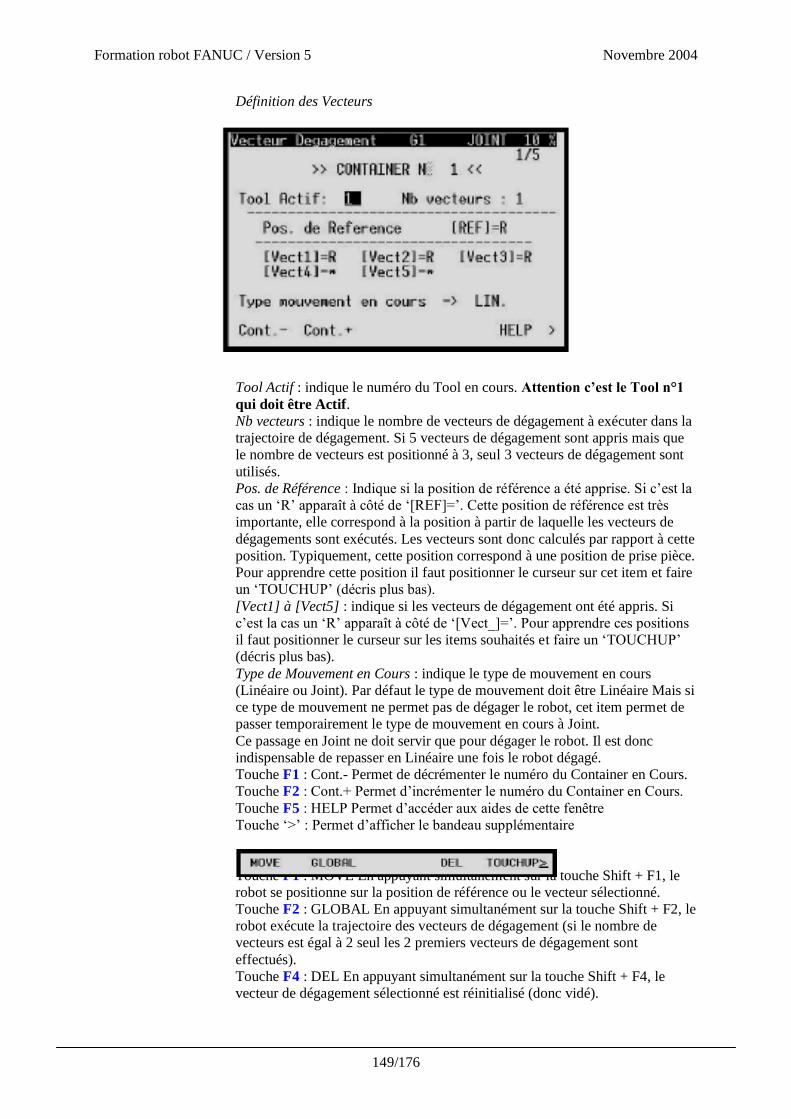
Formation robot FANUC / Version 5 Novembre 2004
149/176
Définition des Vecteurs
Tool Actif : indique le numéro du Tool en cours. Attention c’est le Tool n°1
qui doit être Actif.
Nb vecteurs : indique le nombre de vecteurs de dégagement à exécuter dans la
trajectoire de dégagement. Si 5 vecteurs de dégagement sont appris mais que
le nombre de vecteurs est positionné à 3, seul 3 vecteurs de dégagement sont
utilisés.
Pos. de Référence : Indique si la position de référence a été apprise. Si c’est la
cas un ‘R’ apparaît à côté de ‘[REF]=’. Cette position de référence est très
importante, elle correspond à la position à partir de laquelle les vecteurs de
dégagements sont exécutés. Les vecteurs sont donc calculés par rapport à cette
position. Typiquement, cette position correspond à une position de prise pièce.
Pour apprendre cette position il faut positionner le curseur sur cet item et faire
un ‘TOUCHUP’ (décris plus bas).
[Vect1] à [Vect5] : indique si les vecteurs de dégagement ont été appris. Si
c’est la cas un ‘R’ apparaît à côté de ‘[Vect_]=’. Pour apprendre ces positions
il faut positionner le curseur sur les items souhaités et faire un ‘TOUCHUP’
(décris plus bas).
Type de Mouvement en Cours : indique le type de mouvement en cours
(Linéaire ou Joint). Par défaut le type de mouvement doit être Linéaire Mais si
ce type de mouvement ne permet pas de dégager le robot, cet item permet de
passer temporairement le type de mouvement en cours à Joint.
Ce passage en Joint ne doit servir que pour dégager le robot. Il est donc
indispensable de repasser en Linéaire une fois le robot dégagé.
Touche F1 : Cont.- Permet de décrémenter le numéro du Container en Cours.
Touche F2 : Cont.+ Permet d’incrémenter le numéro du Container en Cours.
Touche F5 : HELP Permet d’accéder aux aides de cette fenêtre
Touche ‘>’ : Permet d’afficher le bandeau supplémentaire
Touche F1 : MOVE En appuyant simultanément sur la touche Shift + F1, le
robot se positionne sur la position de référence ou le vecteur sélectionné.
Touche F2 : GLOBAL En appuyant simultanément sur la touche Shift + F2, le
robot exécute la trajectoire des vecteurs de dégagement (si le nombre de
vecteurs est égal à 2 seul les 2 premiers vecteurs de dégagement sont
effectués).
Touche F4 : DEL En appuyant simultanément sur la touche Shift + F4, le
vecteur de dégagement sélectionné est réinitialisé (donc vidé).
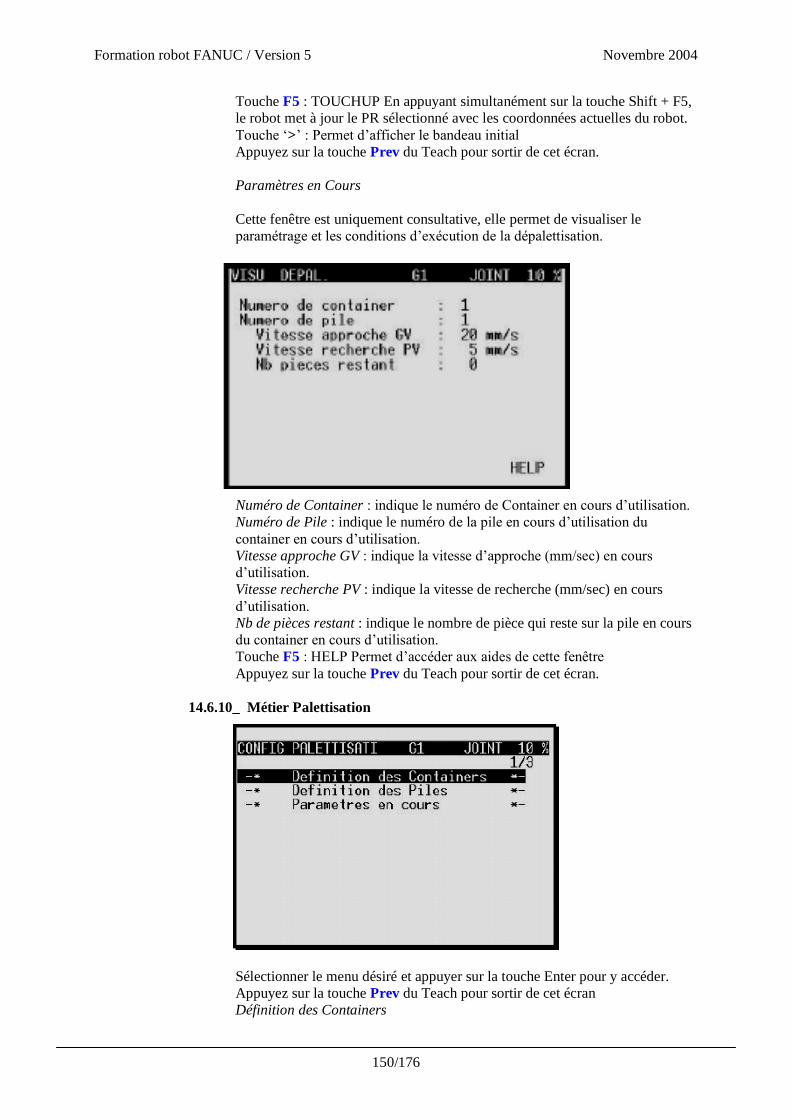
Formation robot FANUC / Version 5 Novembre 2004
150/176
Touche F5 : TOUCHUP En appuyant simultanément sur la touche Shift + F5,
le robot met à jour le PR sélectionné avec les coordonnées actuelles du robot.
Touche ‘>’ : Permet d’afficher le bandeau initial
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Paramètres en Cours
Cette fenêtre est uniquement consultative, elle permet de visualiser le
paramétrage et les conditions d’exécution de la dépalettisation.
Numéro de Container : indique le numéro de Container en cours d’utilisation.
Numéro de Pile : indique le numéro de la pile en cours d’utilisation du
container en cours d’utilisation.
Vitesse approche GV : indique la vitesse d’approche (mm/sec) en cours
d’utilisation.
Vitesse recherche PV : indique la vitesse de recherche (mm/sec) en cours
d’utilisation.
Nb de pièces restant : indique le nombre de pièce qui reste sur la pile en cours
du container en cours d’utilisation.
Touche F5 : HELP Permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
14.6.10_ Métier Palettisation
Sélectionner le menu désiré et appuyer sur la touche Enter pour y accéder.
Appuyez sur la touche Prev du Teach pour sortir de cet écran
Définition des Containers
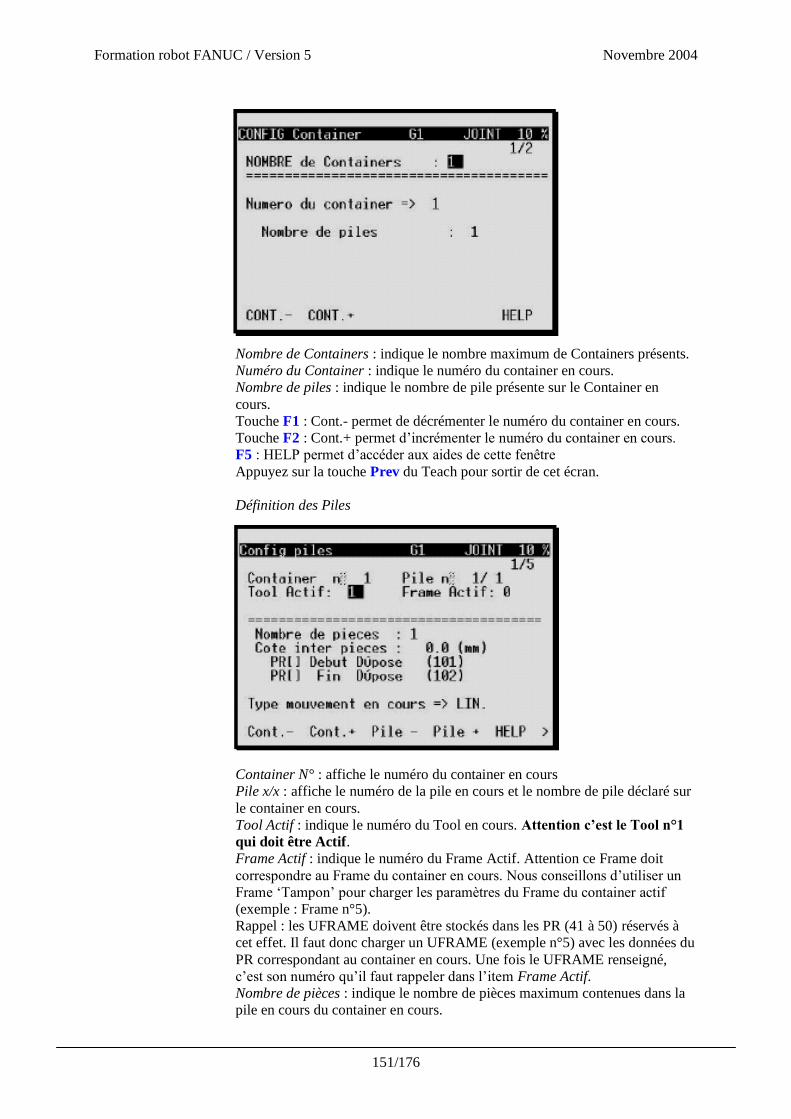
Formation robot FANUC / Version 5 Novembre 2004
151/176
Nombre de Containers : indique le nombre maximum de Containers présents.
Numéro du Container : indique le numéro du container en cours.
Nombre de piles : indique le nombre de pile présente sur le Container en
cours.
Touche F1 : Cont.- permet de décrémenter le numéro du container en cours.
Touche F2 : Cont.+ permet d’incrémenter le numéro du container en cours.
F5 : HELP permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Définition des Piles
Container N° : affiche le numéro du container en cours
Pile x/x : affiche le numéro de la pile en cours et le nombre de pile déclaré sur
le container en cours.
Tool Actif : indique le numéro du Tool en cours. Attention c’est le Tool n°1
qui doit être Actif.
Frame Actif : indique le numéro du Frame Actif. Attention ce Frame doit
correspondre au Frame du container en cours. Nous conseillons d’utiliser un
Frame ‘Tampon’ pour charger les paramètres du Frame du container actif
(exemple : Frame n°5).
Rappel : les UFRAME doivent être stockés dans les PR (41 à 50) réservés à
cet effet. Il faut donc charger un UFRAME (exemple n°5) avec les données du
PR correspondant au container en cours. Une fois le UFRAME renseigné,
c’est son numéro qu’il faut rappeler dans l’item Frame Actif.
Nombre de pièces : indique le nombre de pièces maximum contenues dans la
pile en cours du container en cours.
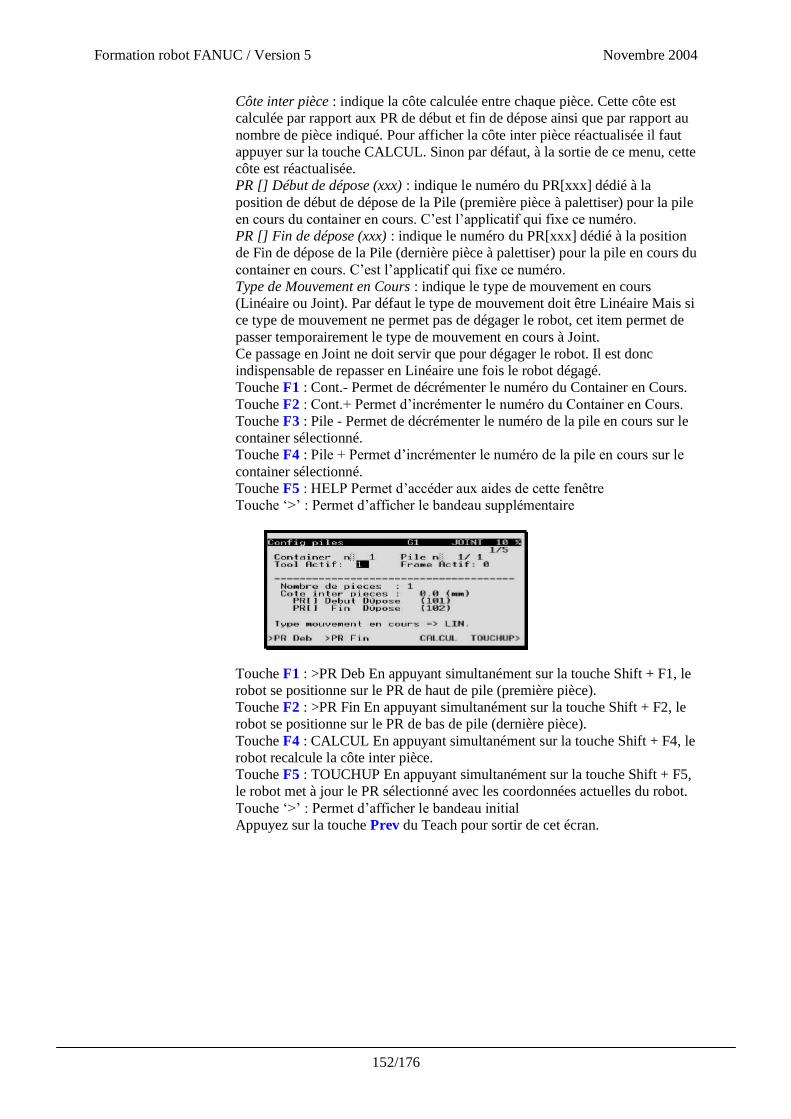
Formation robot FANUC / Version 5 Novembre 2004
152/176
Côte inter pièce : indique la côte calculée entre chaque pièce. Cette côte est
calculée par rapport aux PR de début et fin de dépose ainsi que par rapport au
nombre de pièce indiqué. Pour afficher la côte inter pièce réactualisée il faut
appuyer sur la touche CALCUL. Sinon par défaut, à la sortie de ce menu, cette
côte est réactualisée.
PR [] Début de dépose (xxx) : indique le numéro du PR[xxx] dédié à la
position de début de dépose de la Pile (première pièce à palettiser) pour la pile
en cours du container en cours. C’est l’applicatif qui fixe ce numéro.
PR [] Fin de dépose (xxx) : indique le numéro du PR[xxx] dédié à la position
de Fin de dépose de la Pile (dernière pièce à palettiser) pour la pile en cours du
container en cours. C’est l’applicatif qui fixe ce numéro.
Type de Mouvement en Cours : indique le type de mouvement en cours
(Linéaire ou Joint). Par défaut le type de mouvement doit être Linéaire Mais si
ce type de mouvement ne permet pas de dégager le robot, cet item permet de
passer temporairement le type de mouvement en cours à Joint.
Ce passage en Joint ne doit servir que pour dégager le robot. Il est donc
indispensable de repasser en Linéaire une fois le robot dégagé.
Touche F1 : Cont.- Permet de décrémenter le numéro du Container en Cours.
Touche F2 : Cont.+ Permet d’incrémenter le numéro du Container en Cours.
Touche F3 : Pile - Permet de décrémenter le numéro de la pile en cours sur le
container sélectionné.
Touche F4 : Pile + Permet d’incrémenter le numéro de la pile en cours sur le
container sélectionné.
Touche F5 : HELP Permet d’accéder aux aides de cette fenêtre
Touche ‘>’ : Permet d’afficher le bandeau supplémentaire
Touche F1 : >PR Deb En appuyant simultanément sur la touche Shift + F1, le
robot se positionne sur le PR de haut de pile (première pièce).
Touche F2 : >PR Fin En appuyant simultanément sur la touche Shift + F2, le
robot se positionne sur le PR de bas de pile (dernière pièce).
Touche F4 : CALCUL En appuyant simultanément sur la touche Shift + F4, le
robot recalcule la côte inter pièce.
Touche F5 : TOUCHUP En appuyant simultanément sur la touche Shift + F5,
le robot met à jour le PR sélectionné avec les coordonnées actuelles du robot.
Touche ‘>’ : Permet d’afficher le bandeau initial
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
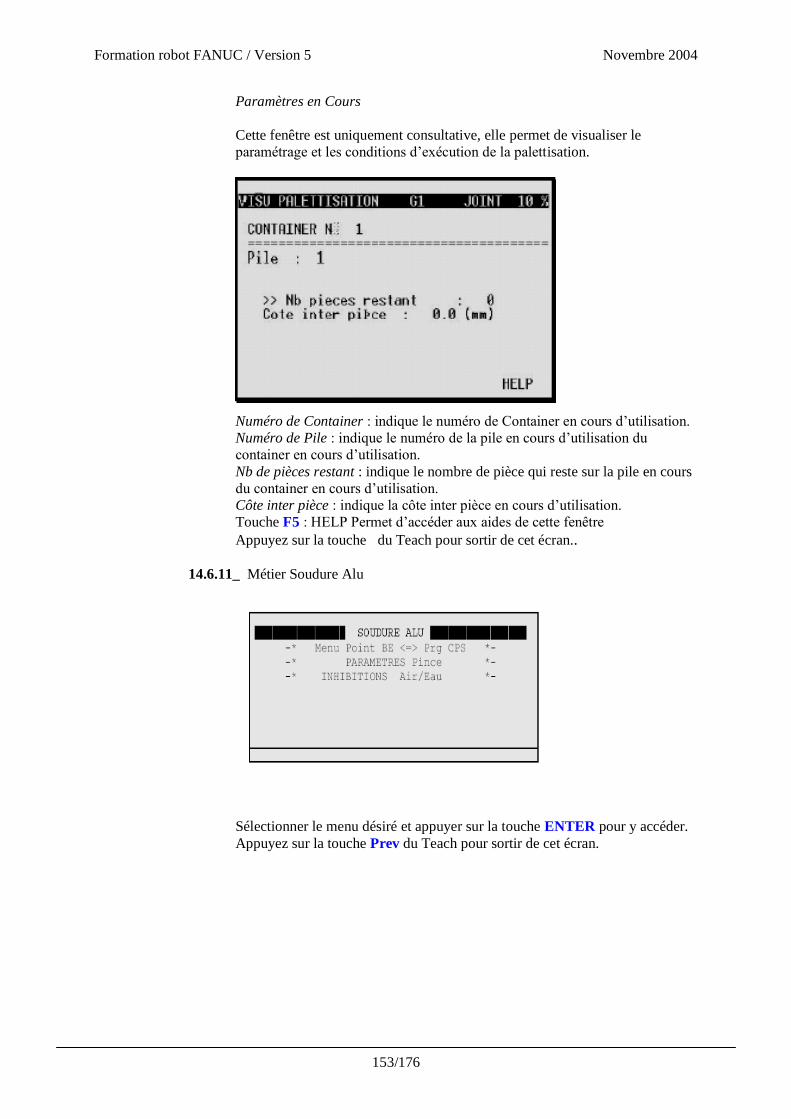
Formation robot FANUC / Version 5 Novembre 2004
153/176
Paramètres en Cours
Cette fenêtre est uniquement consultative, elle permet de visualiser le
paramétrage et les conditions d’exécution de la palettisation.
Numéro de Container : indique le numéro de Container en cours d’utilisation.
Numéro de Pile : indique le numéro de la pile en cours d’utilisation du
container en cours d’utilisation.
Nb de pièces restant : indique le nombre de pièce qui reste sur la pile en cours
du container en cours d’utilisation.
Côte inter pièce : indique la côte inter pièce en cours d’utilisation.
Touche F5 : HELP Permet d’accéder aux aides de cette fenêtre
Appuyez sur la touche du Teach pour sortir de cet écran..
14.6.11_ Métier Soudure Alu
Sélectionner le menu désiré et appuyer sur la touche ENTER pour y accéder.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
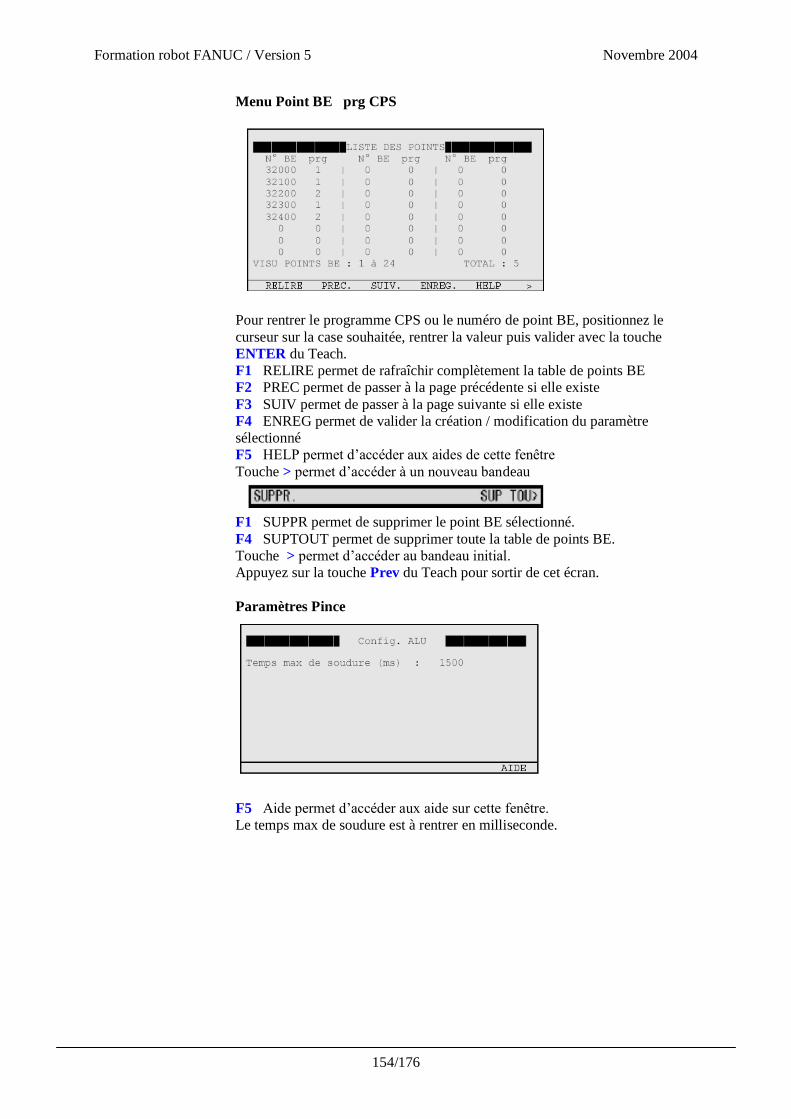
Formation robot FANUC / Version 5 Novembre 2004
154/176
Menu Point BE prg CPS
Pour rentrer le programme CPS ou le numéro de point BE, positionnez le
curseur sur la case souhaitée, rentrer la valeur puis valider avec la touche
ENTER du Teach.
F1 RELIRE permet de rafraîchir complètement la table de points BE
F2 PREC permet de passer à la page précédente si elle existe
F3 SUIV permet de passer à la page suivante si elle existe
F4 ENREG permet de valider la création / modification du paramètre
sélectionné
F5 HELP permet d’accéder aux aides de cette fenêtre
Touche > permet d’accéder à un nouveau bandeau
F1 SUPPR permet de supprimer le point BE sélectionné.
F4 SUPTOUT permet de supprimer toute la table de points BE.
Touche > permet d’accéder au bandeau initial.
Appuyez sur la touche Prev du Teach pour sortir de cet écran.
Paramètres Pince
F5 Aide permet d’accéder aux aide sur cette fenêtre.
Le temps max de soudure est à rentrer en milliseconde.

Formation robot FANUC / Version 5 Novembre 2004
155/176
Inhibitions Air/Eau
La dénomination ACTIF rend actif le contrôle de la présence Air ou Eau
La dénomination INACTIF rend inactif le contrôle de la présence Air ou Eau
La dénomination ***** signale que le contrôle de la présence Air ou Eau n’est
pas installé.
Formation robot FANUC / Version 5 Novembre 2004
156/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
157/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
158/176
Notes personnelles :
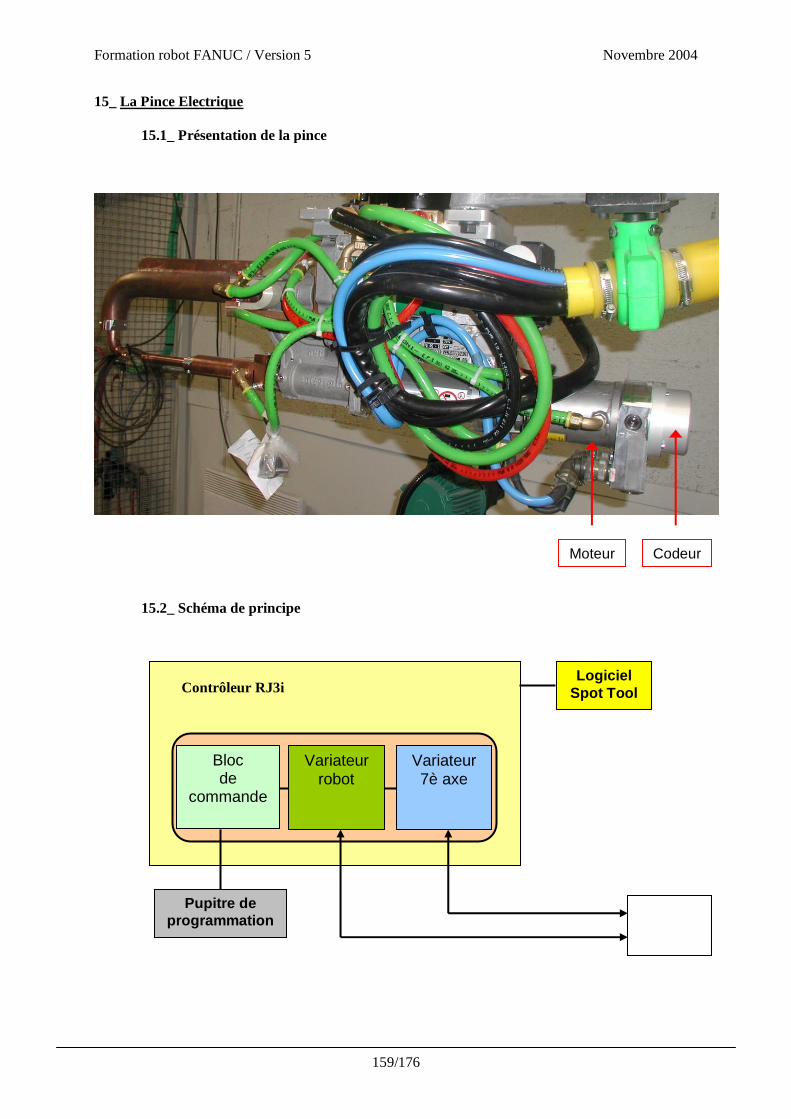
Formation robot FANUC / Version 5 Novembre 2004
159/176
Bloc de
commande
Variateur robot
15_ La Pince Electrique
15.1_ Présentation de la pince
15.2_ Schéma de principe
Moteur Codeur
Logiciel
Spot Tool
Variateur 7è axe
Pupitre de
programmation
R
O
B
O
T
Contrôleur RJ3i
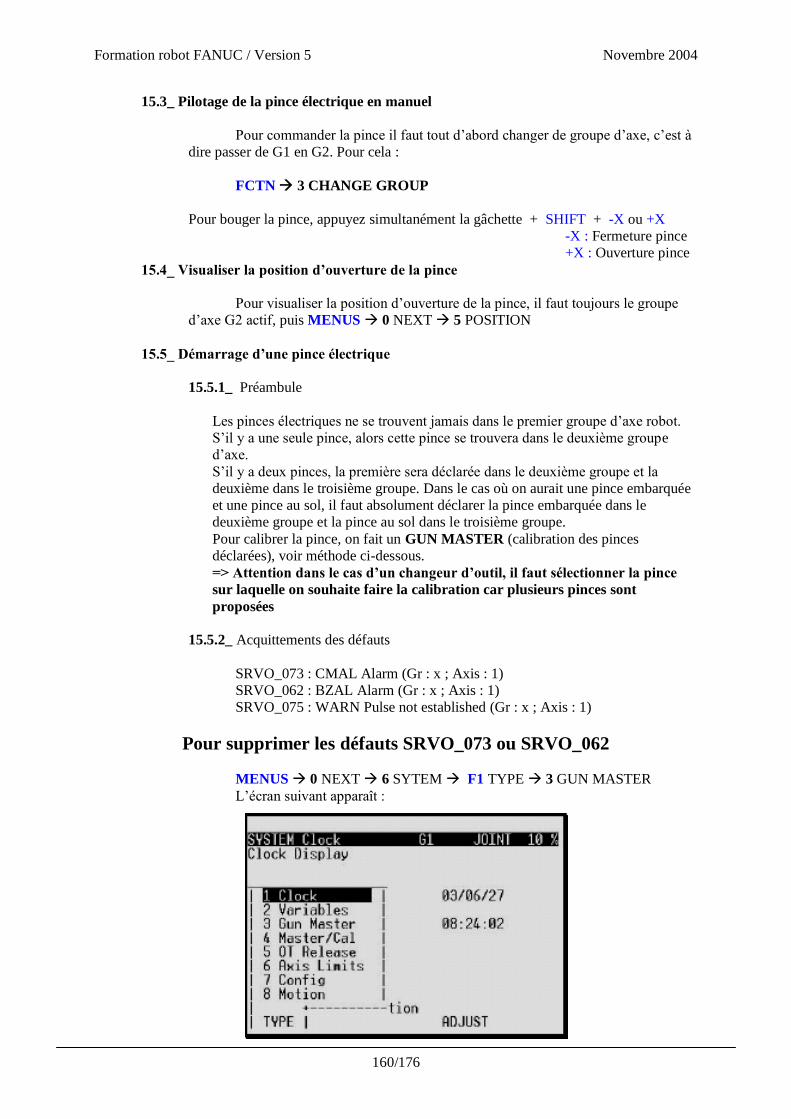
Formation robot FANUC / Version 5 Novembre 2004
160/176
15.3_ Pilotage de la pince électrique en manuel
Pour commander la pince il faut tout d’abord changer de groupe d’axe, c’est à
dire passer de G1 en G2. Pour cela :
FCTN 3 CHANGE GROUP
Pour bouger la pince, appuyez simultanément la gâchette + SHIFT + -X ou +X
-X : Fermeture pince
+X : Ouverture pince
15.4_ Visualiser la position d’ouverture de la pince
Pour visualiser la position d’ouverture de la pince, il faut toujours le groupe
d’axe G2 actif, puis MENUS 0 NEXT 5 POSITION
15.5_ Démarrage d’une pince électrique
15.5.1_ Préambule
Les pinces électriques ne se trouvent jamais dans le premier groupe d’axe robot.
S’il y a une seule pince, alors cette pince se trouvera dans le deuxième groupe
d’axe.
S’il y a deux pinces, la première sera déclarée dans le deuxième groupe et la
deuxième dans le troisième groupe. Dans le cas où on aurait une pince embarquée
et une pince au sol, il faut absolument déclarer la pince embarquée dans le
deuxième groupe et la pince au sol dans le troisième groupe.
Pour calibrer la pince, on fait un GUN MASTER (calibration des pinces
déclarées), voir méthode ci-dessous.
=> Attention dans le cas d’un changeur d’outil, il faut sélectionner la pince
sur laquelle on souhaite faire la calibration car plusieurs pinces sont
proposées
15.5.2_ Acquittements des défauts
SRVO_073 : CMAL Alarm (Gr : x ; Axis : 1)
SRVO_062 : BZAL Alarm (Gr : x ; Axis : 1)
SRVO_075 : WARN Pulse not established (Gr : x ; Axis : 1)
Pour supprimer les défauts SRVO_073 ou SRVO_062
MENUS 0 NEXT 6 SYTEM F1 TYPE 3 GUN MASTER
L’écran suivant apparaît :
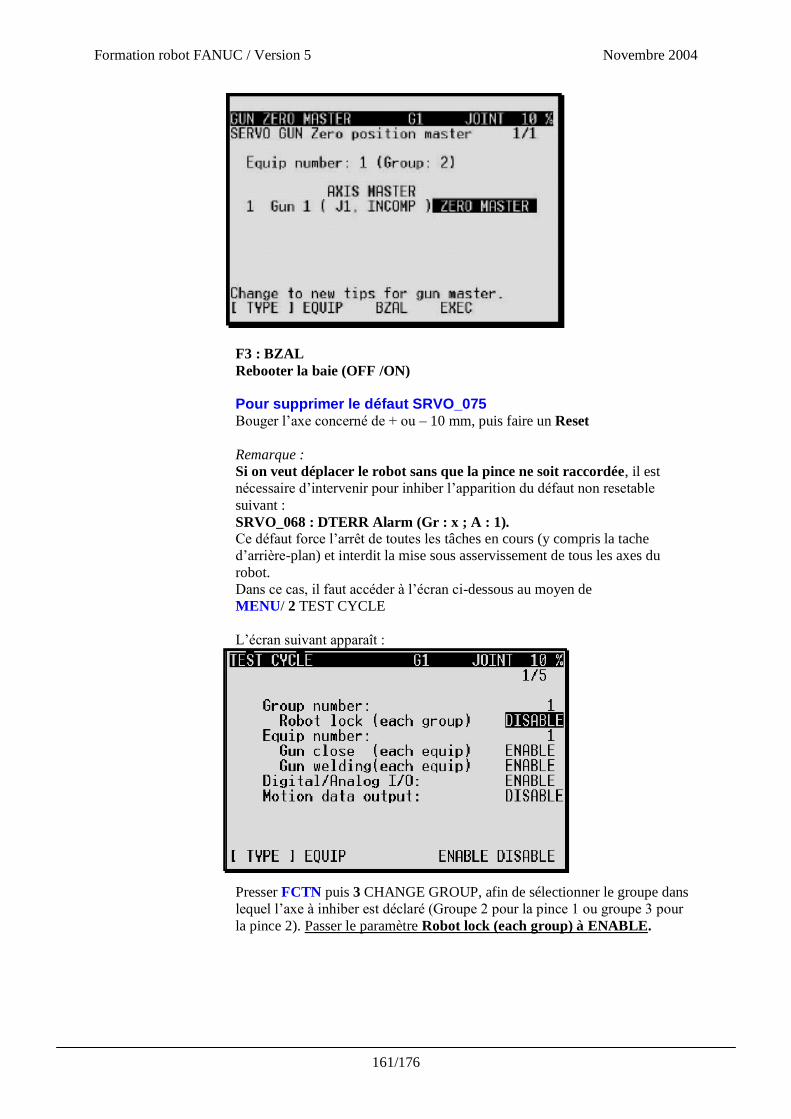
Formation robot FANUC / Version 5 Novembre 2004
161/176
F3 : BZAL
Rebooter la baie (OFF /ON)
Pour supprimer le défaut SRVO_075 Bouger l’axe concerné de + ou – 10 mm, puis faire un Reset
Remarque :
Si on veut déplacer le robot sans que la pince ne soit raccordée, il est
nécessaire d’intervenir pour inhiber l’apparition du défaut non resetable
suivant :
SRVO_068 : DTERR Alarm (Gr : x ; A : 1).
Ce défaut force l’arrêt de toutes les tâches en cours (y compris la tache
d’arrière-plan) et interdit la mise sous asservissement de tous les axes du
robot.
Dans ce cas, il faut accéder à l’écran ci-dessous au moyen de
MENU/ 2 TEST CYCLE
L’écran suivant apparaît :
Presser FCTN puis 3 CHANGE GROUP, afin de sélectionner le groupe dans
lequel l’axe à inhiber est déclaré (Groupe 2 pour la pince 1 ou groupe 3 pour
la pince 2). Passer le paramètre Robot lock (each group) à ENABLE.
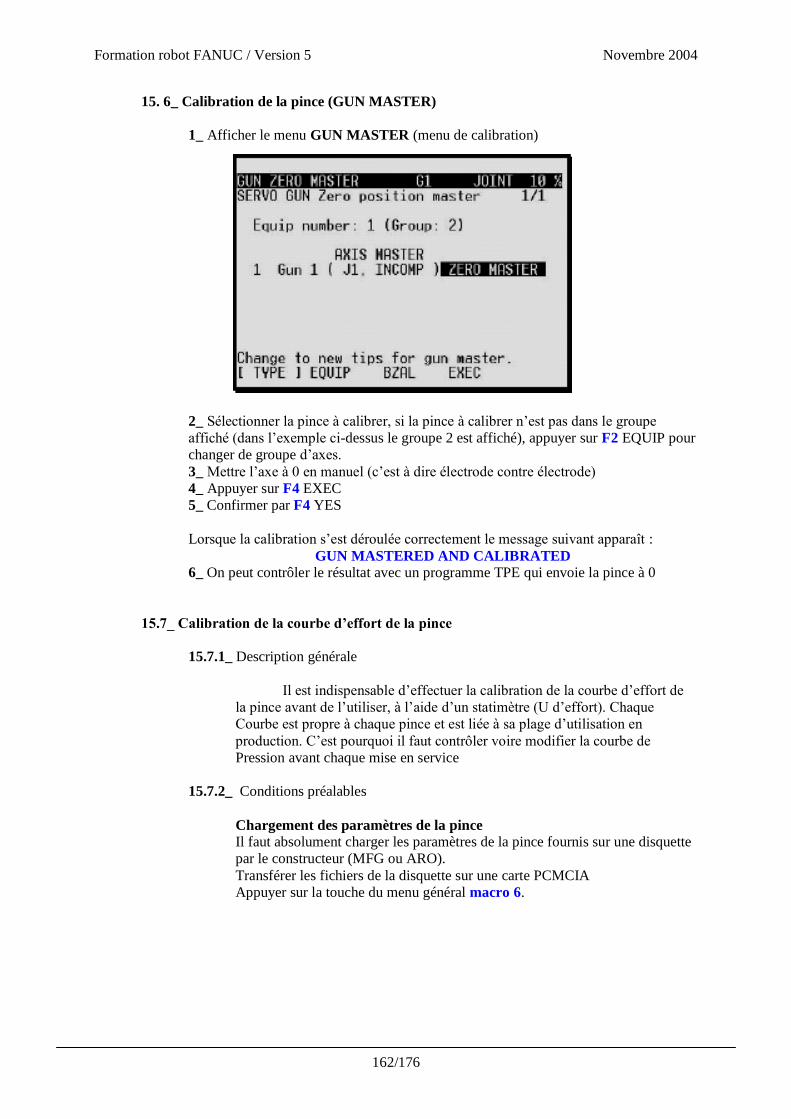
Formation robot FANUC / Version 5 Novembre 2004
162/176
15. 6_ Calibration de la pince (GUN MASTER)
1_ Afficher le menu GUN MASTER (menu de calibration)
2_ Sélectionner la pince à calibrer, si la pince à calibrer n’est pas dans le groupe
affiché (dans l’exemple ci-dessus le groupe 2 est affiché), appuyer sur F2 EQUIP pour
changer de groupe d’axes.
3_ Mettre l’axe à 0 en manuel (c’est à dire électrode contre électrode)
4_ Appuyer sur F4 EXEC
5_ Confirmer par F4 YES
Lorsque la calibration s’est déroulée correctement le message suivant apparaît :
GUN MASTERED AND CALIBRATED 6_ On peut contrôler le résultat avec un programme TPE qui envoie la pince à 0
15.7_ Calibration de la courbe d’effort de la pince
15.7.1_ Description générale
Il est indispensable d’effectuer la calibration de la courbe d’effort de
la pince avant de l’utiliser, à l’aide d’un statimètre (U d’effort). Chaque
Courbe est propre à chaque pince et est liée à sa plage d’utilisation en
production. C’est pourquoi il faut contrôler voire modifier la courbe de
Pression avant chaque mise en service
15.7.2_ Conditions préalables
Chargement des paramètres de la pince
Il faut absolument charger les paramètres de la pince fournis sur une disquette
par le constructeur (MFG ou ARO).
Transférer les fichiers de la disquette sur une carte PCMCIA
Appuyer sur la touche du menu général macro 6.
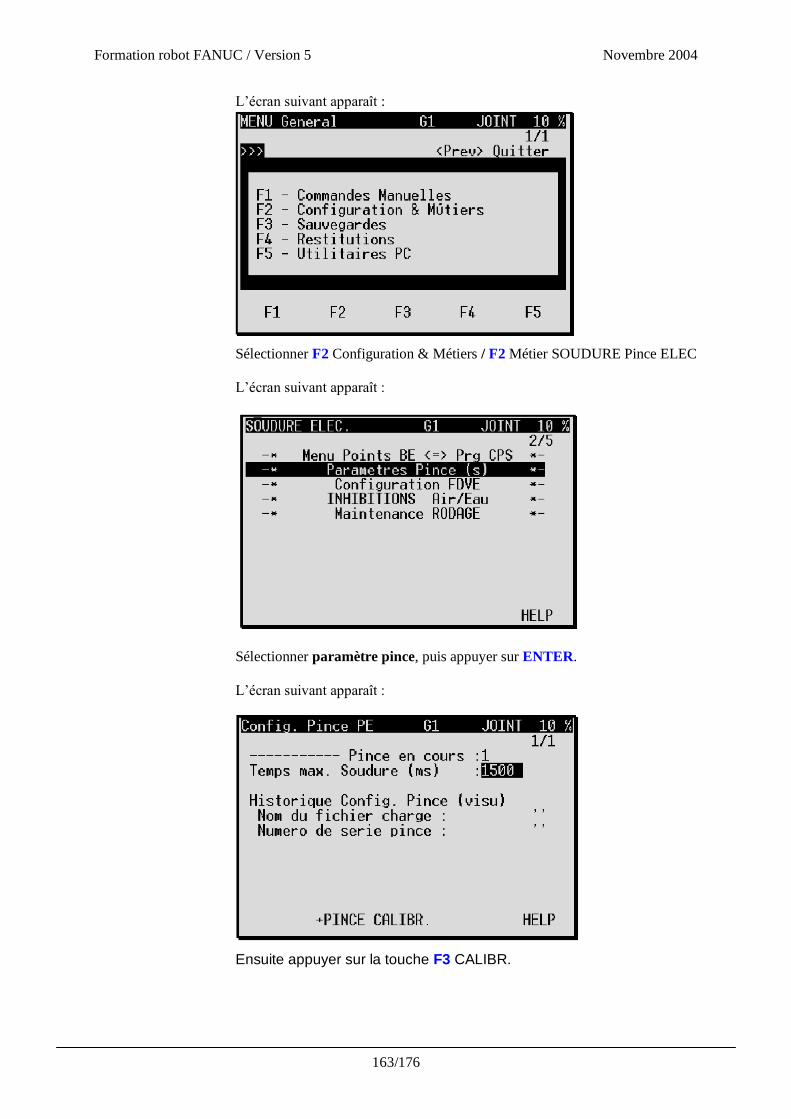
Formation robot FANUC / Version 5 Novembre 2004
163/176
L’écran suivant apparaît :
Sélectionner F2 Configuration & Métiers / F2 Métier SOUDURE Pince ELEC
L’écran suivant apparaît :
Sélectionner paramètre pince, puis appuyer sur ENTER.
L’écran suivant apparaît :
Ensuite appuyer sur la touche F3 CALIBR.
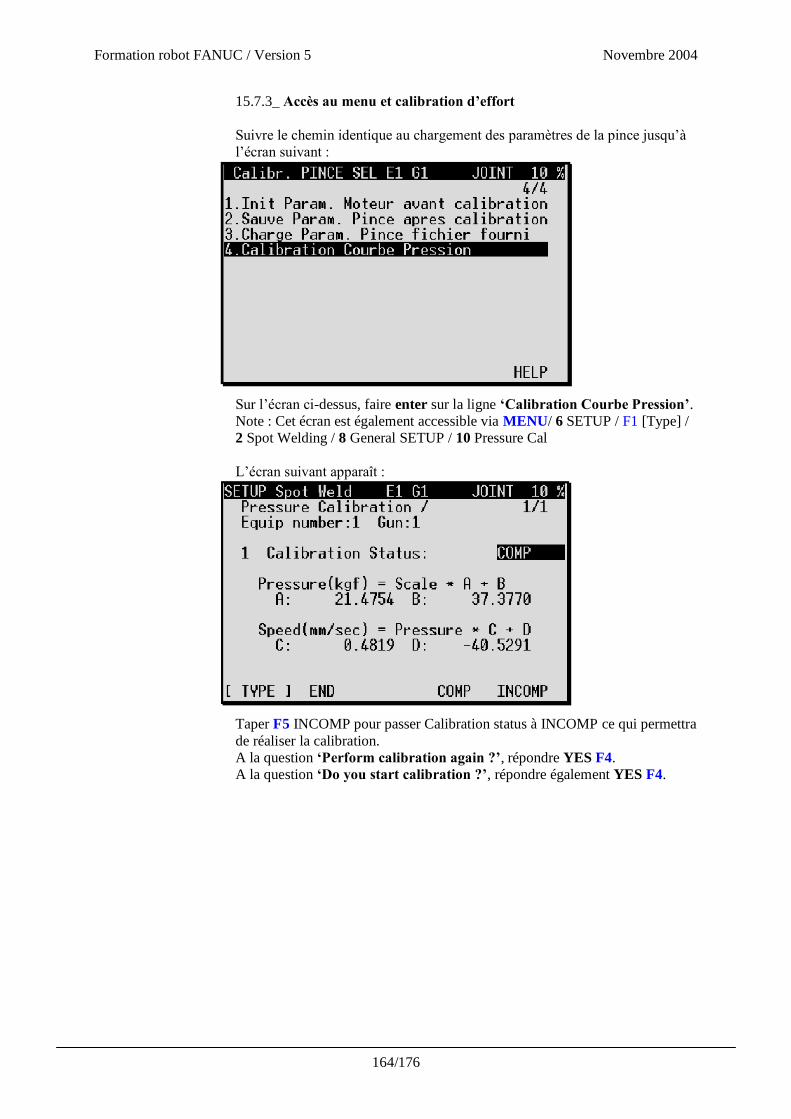
Formation robot FANUC / Version 5 Novembre 2004
164/176
15.7.3_ Accès au menu et calibration d’effort
Suivre le chemin identique au chargement des paramètres de la pince jusqu’à
l’écran suivant :
Sur l’écran ci-dessus, faire enter sur la ligne ‘Calibration Courbe Pression’.
Note : Cet écran est également accessible via MENU/ 6 SETUP / F1 [Type] /
2 Spot Welding / 8 General SETUP / 10 Pressure Cal
L’écran suivant apparaît :
Taper F5 INCOMP pour passer Calibration status à INCOMP ce qui permettra
de réaliser la calibration.
A la question ‘Perform calibration again ?’, répondre YES F4.
A la question ‘Do you start calibration ?’, répondre également YES F4.
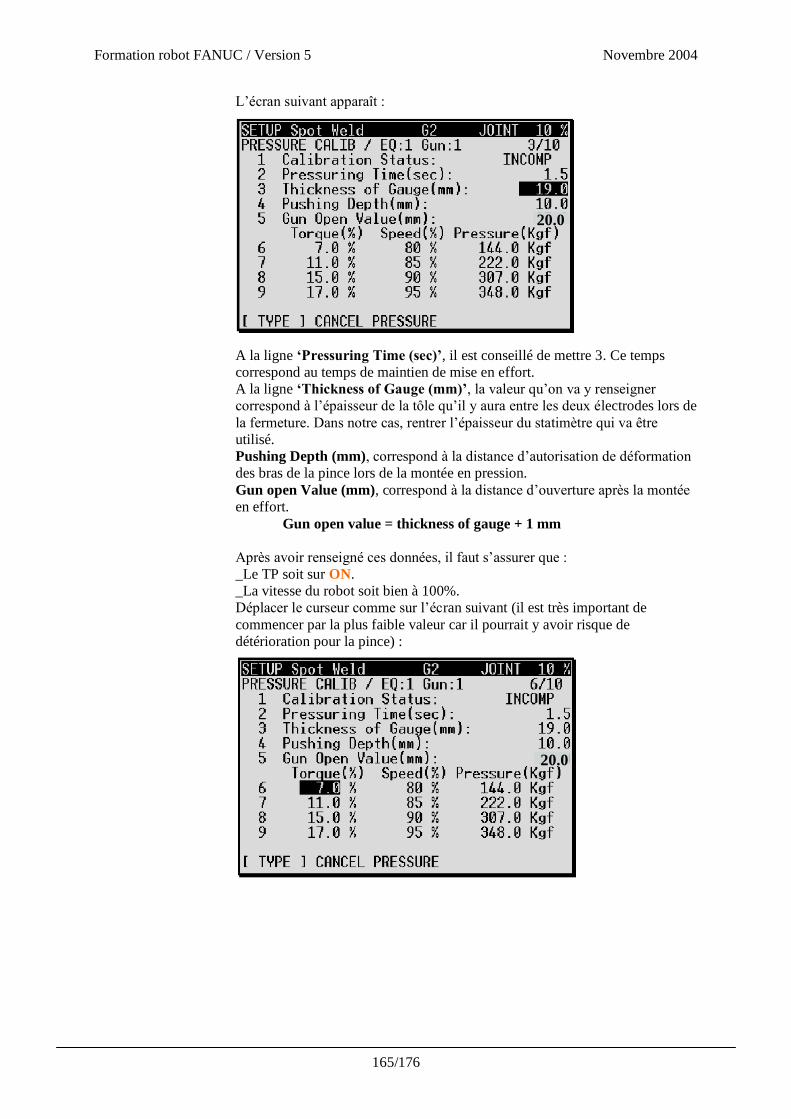
Formation robot FANUC / Version 5 Novembre 2004
165/176
L’écran suivant apparaît :
20.0
A la ligne ‘Pressuring Time (sec)’, il est conseillé de mettre 3. Ce temps
correspond au temps de maintien de mise en effort.
A la ligne ‘Thickness of Gauge (mm)’, la valeur qu’on va y renseigner
correspond à l’épaisseur de la tôle qu’il y aura entre les deux électrodes lors de
la fermeture. Dans notre cas, rentrer l’épaisseur du statimètre qui va être
utilisé.
Pushing Depth (mm), correspond à la distance d’autorisation de déformation
des bras de la pince lors de la montée en pression.
Gun open Value (mm), correspond à la distance d’ouverture après la montée
en effort.
Gun open value = thickness of gauge + 1 mm
Après avoir renseigné ces données, il faut s’assurer que :
_Le TP soit sur ON.
_La vitesse du robot soit bien à 100%.
Déplacer le curseur comme sur l’écran suivant (il est très important de
commencer par la plus faible valeur car il pourrait y avoir risque de
détérioration pour la pince) :
20.0
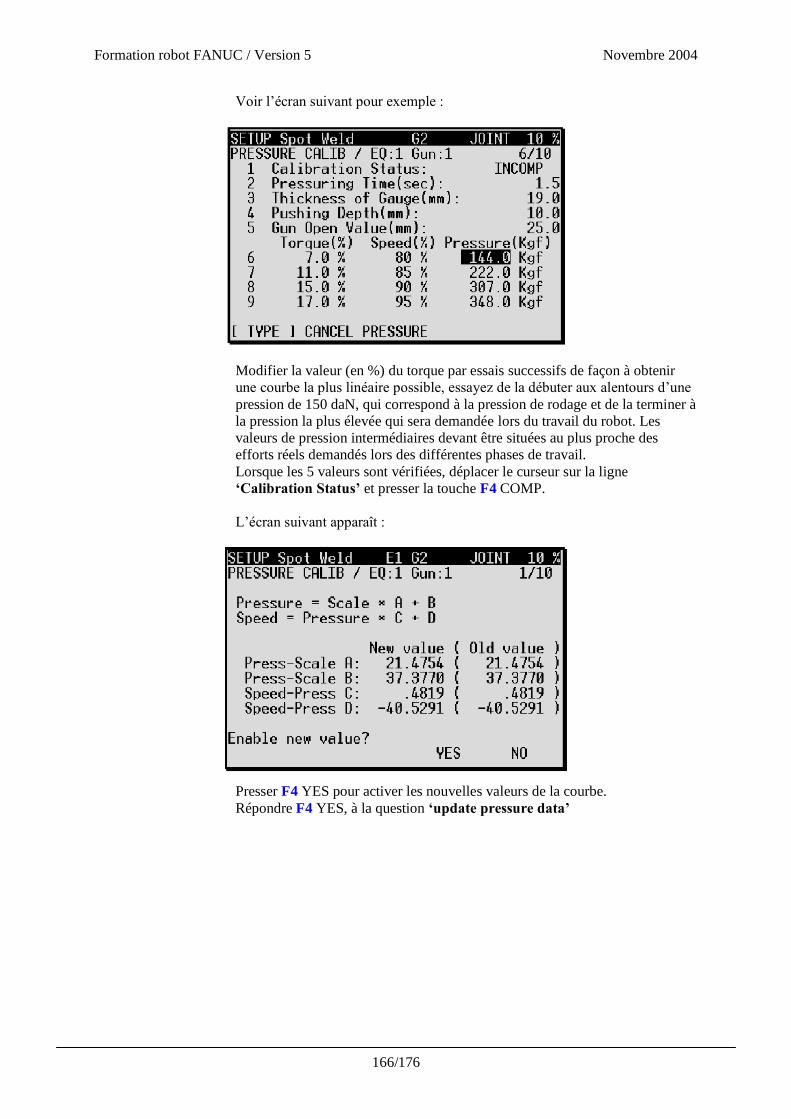
Formation robot FANUC / Version 5 Novembre 2004
166/176
Voir l’écran suivant pour exemple :
Modifier la valeur (en %) du torque par essais successifs de façon à obtenir
une courbe la plus linéaire possible, essayez de la débuter aux alentours d’une
pression de 150 daN, qui correspond à la pression de rodage et de la terminer à
la pression la plus élevée qui sera demandée lors du travail du robot. Les
valeurs de pression intermédiaires devant être situées au plus proche des
efforts réels demandés lors des différentes phases de travail.
Lorsque les 5 valeurs sont vérifiées, déplacer le curseur sur la ligne
‘Calibration Status’ et presser la touche F4 COMP.
L’écran suivant apparaît :
Presser F4 YES pour activer les nouvelles valeurs de la courbe.
Répondre F4 YES, à la question ‘update pressure data’
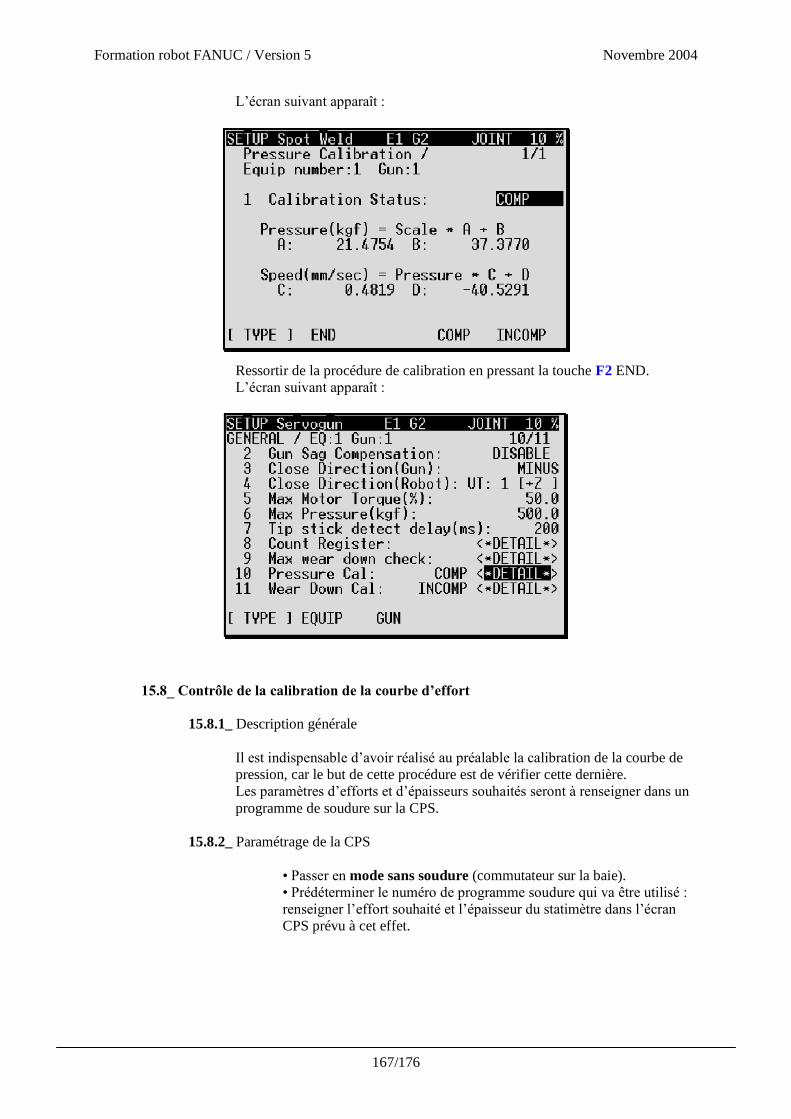
Formation robot FANUC / Version 5 Novembre 2004
167/176
L’écran suivant apparaît :
Ressortir de la procédure de calibration en pressant la touche F2 END.
L’écran suivant apparaît :
15.8_ Contrôle de la calibration de la courbe d’effort
15.8.1_ Description générale
Il est indispensable d’avoir réalisé au préalable la calibration de la courbe de
pression, car le but de cette procédure est de vérifier cette dernière.
Les paramètres d’efforts et d’épaisseurs souhaités seront à renseigner dans un
programme de soudure sur la CPS.
15.8.2_ Paramétrage de la CPS
• Passer en mode sans soudure (commutateur sur la baie).
• Prédéterminer le numéro de programme soudure qui va être utilisé :
renseigner l’effort souhaité et l’épaisseur du statimètre dans l’écran
CPS prévu à cet effet.
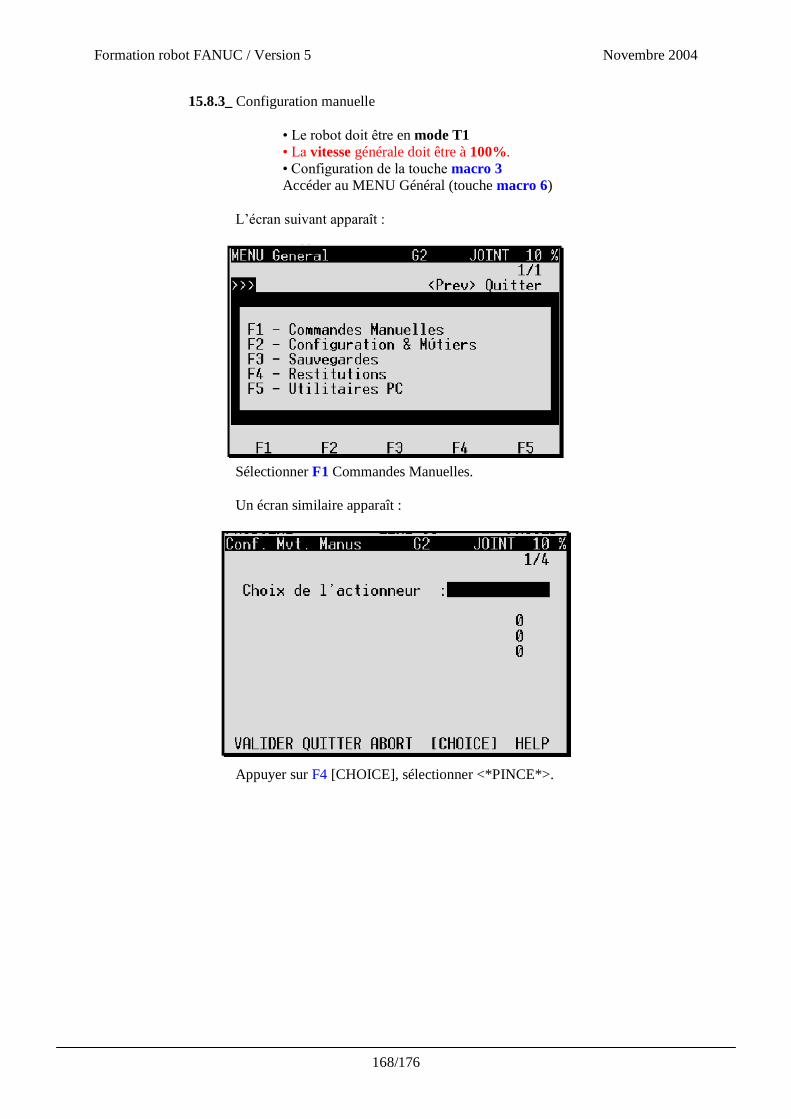
Formation robot FANUC / Version 5 Novembre 2004
168/176
15.8.3_ Configuration manuelle
• Le robot doit être en mode T1
• La vitesse générale doit être à 100%.
• Configuration de la touche macro 3
Accéder au MENU Général (touche macro 6)
L’écran suivant apparaît :
Sélectionner F1 Commandes Manuelles.
Un écran similaire apparaît :
Appuyer sur F4 [CHOICE], sélectionner <*PINCE*>.
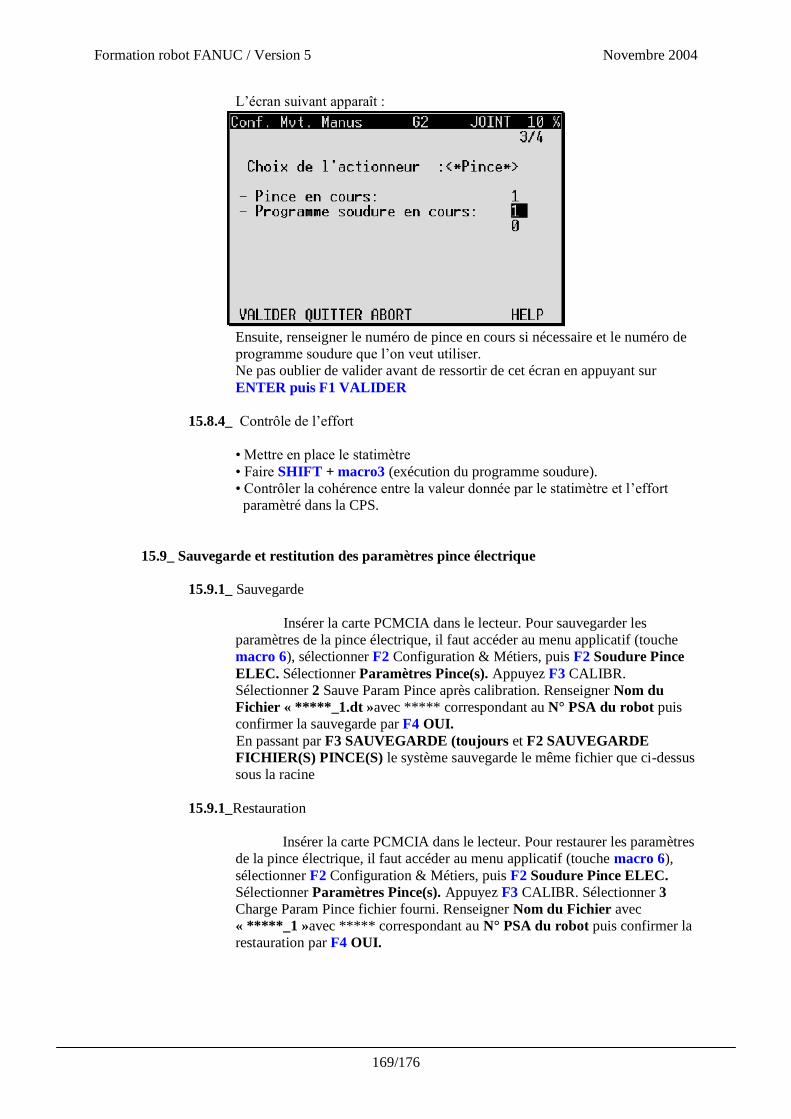
Formation robot FANUC / Version 5 Novembre 2004
169/176
L’écran suivant apparaît :
Ensuite, renseigner le numéro de pince en cours si nécessaire et le numéro de
programme soudure que l’on veut utiliser.
Ne pas oublier de valider avant de ressortir de cet écran en appuyant sur
ENTER puis F1 VALIDER
15.8.4_ Contrôle de l’effort
• Mettre en place le statimètre
• Faire SHIFT + macro3 (exécution du programme soudure).
• Contrôler la cohérence entre la valeur donnée par le statimètre et l’effort
paramètré dans la CPS.
15.9_ Sauvegarde et restitution des paramètres pince électrique
15.9.1_ Sauvegarde
Insérer la carte PCMCIA dans le lecteur. Pour sauvegarder les
paramètres de la pince électrique, il faut accéder au menu applicatif (touche
macro 6), sélectionner F2 Configuration & Métiers, puis F2 Soudure Pince
ELEC. Sélectionner Paramètres Pince(s). Appuyez F3 CALIBR.
Sélectionner 2 Sauve Param Pince après calibration. Renseigner Nom du
Fichier « *****_1.dt »avec ***** correspondant au N° PSA du robot puis
confirmer la sauvegarde par F4 OUI.
En passant par F3 SAUVEGARDE (toujours et F2 SAUVEGARDE
FICHIER(S) PINCE(S) le système sauvegarde le même fichier que ci-dessus
sous la racine
15.9.1_Restauration
Insérer la carte PCMCIA dans le lecteur. Pour restaurer les paramètres
de la pince électrique, il faut accéder au menu applicatif (touche macro 6),
sélectionner F2 Configuration & Métiers, puis F2 Soudure Pince ELEC.
Sélectionner Paramètres Pince(s). Appuyez F3 CALIBR. Sélectionner 3
Charge Param Pince fichier fourni. Renseigner Nom du Fichier avec
« *****_1 »avec ***** correspondant au N° PSA du robot puis confirmer la
restauration par F4 OUI.
Formation robot FANUC / Version 5 Novembre 2004
170/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
171/176
Notes personnelles :
Formation robot FANUC / Version 5 Novembre 2004
172/176
Notes personnelles :
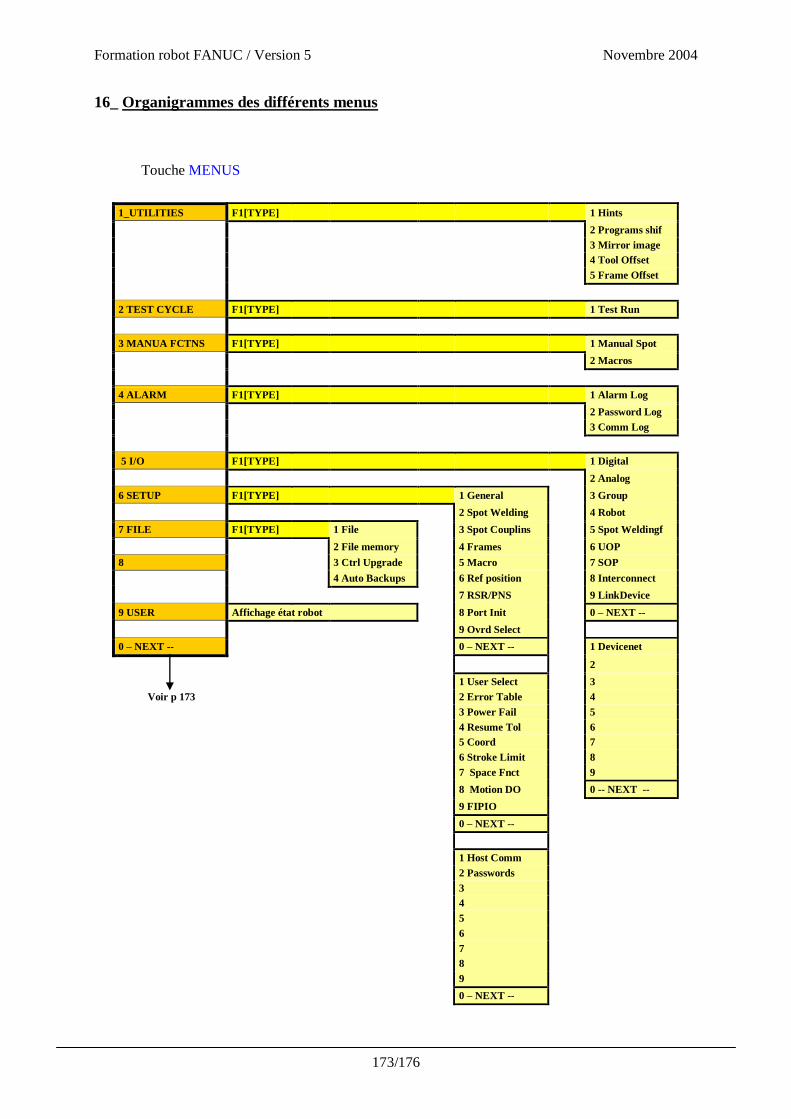
Formation robot FANUC / Version 5 Novembre 2004
173/176
16_ Organigrammes des différents menus
Touche MENUS
1_UTILITIES F1[TYPE] 1 Hints
2 Programs shif
3 Mirror image
4 Tool Offset
5 Frame Offset
2 TEST CYCLE F1[TYPE] 1 Test Run
3 MANUA FCTNS F1[TYPE] 1 Manual Spot
2 Macros
4 ALARM F1[TYPE] 1 Alarm Log
2 Password Log
3 Comm Log
5 I/O F1[TYPE] 1 Digital
2 Analog
6 SETUP F1[TYPE] 1 General 3 Group
2 Spot Welding 4 Robot
7 FILE F1[TYPE] 1 File 3 Spot Couplins 5 Spot Weldingf
2 File memory 4 Frames 6 UOP
8 3 Ctrl Upgrade 5 Macro 7 SOP
4 Auto Backups 6 Ref position 8 Interconnect
7 RSR/PNS 9 LinkDevice
9 USER Affichage état robot 8 Port Init 0 – NEXT --
9 Ovrd Select
0 – NEXT -- 0 – NEXT -- 1 Devicenet
2
1 User Select 3
Voir p 173 2 Error Table 4
3 Power Fail 5
4 Resume Tol 6
5 Coord 7
6 Stroke Limit 8
7 Space Fnct 9
8 Motion DO 0 -- NEXT --
9 FIPIO
0 – NEXT --
1 Host Comm
2 Passwords
3
4
5
6
7
8
9
0 – NEXT --
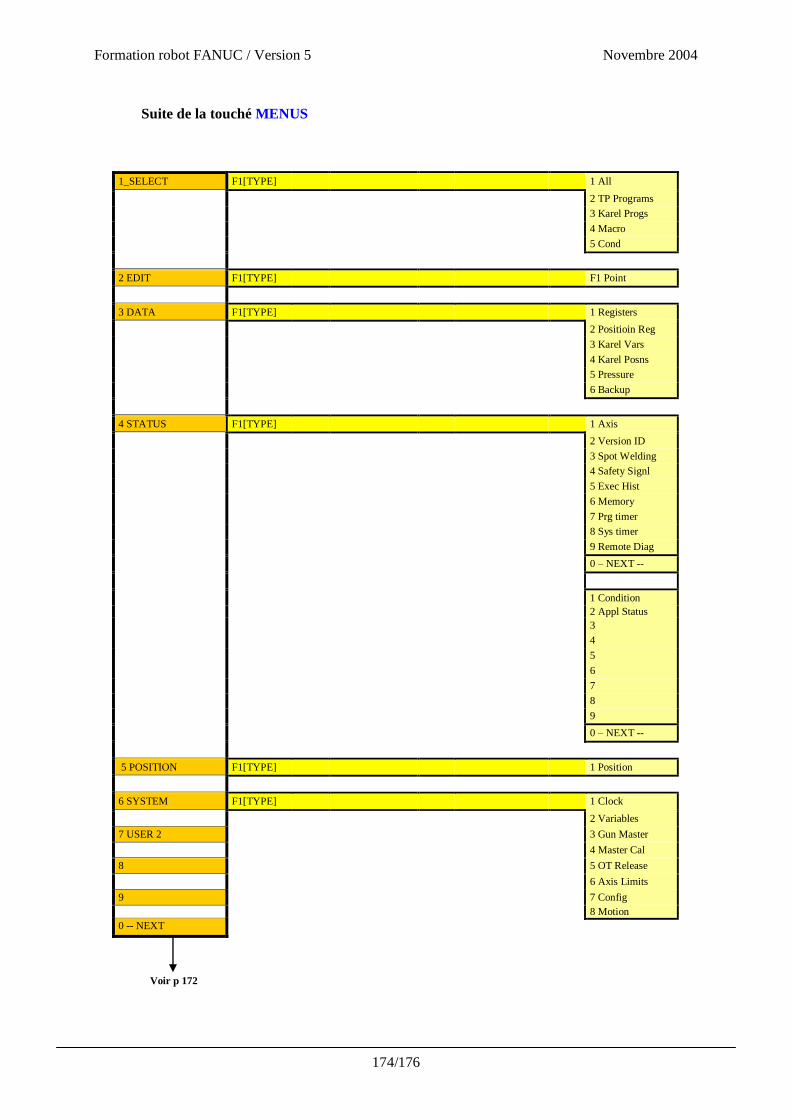
Formation robot FANUC / Version 5 Novembre 2004
174/176
Suite de la touché MENUS
Voir p 172
1_SELECT F1[TYPE] 1 All
2 TP Programs
3 Karel Progs
4 Macro
5 Cond
2 EDIT F1[TYPE] F1 Point
3 DATA F1[TYPE] 1 Registers
2 Positioin Reg
3 Karel Vars
4 Karel Posns
5 Pressure
6 Backup
4 STATUS F1[TYPE] 1 Axis
2 Version ID
3 Spot Welding
4 Safety Signl
5 Exec Hist
6 Memory
7 Prg timer
8 Sys timer
9 Remote Diag
0 – NEXT --
1 Condition
2 Appl Status
3
4
5
6
7
8
9
0 – NEXT --
5 POSITION F1[TYPE] 1 Position
6 SYSTEM F1[TYPE] 1 Clock
2 Variables
7 USER 2 3 Gun Master
4 Master Cal
8 5 OT Release
6 Axis Limits
9 7 Config
8 Motion
0 -- NEXT
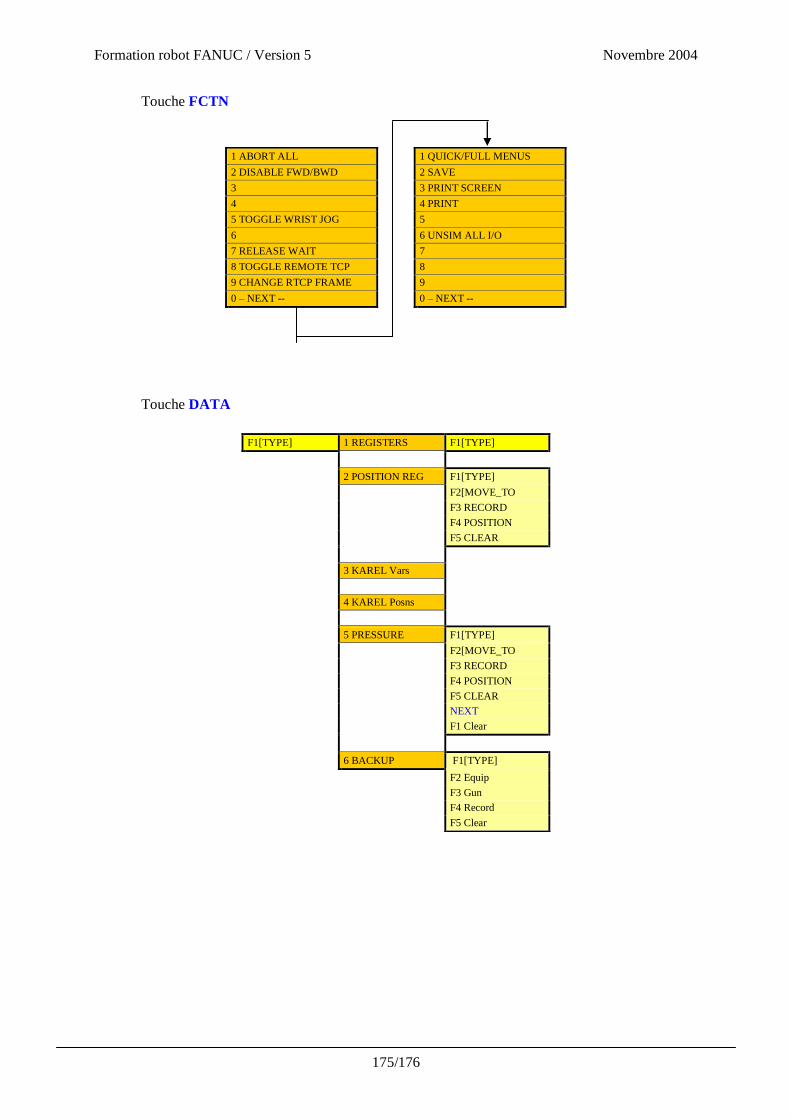
Formation robot FANUC / Version 5 Novembre 2004
175/176
Touche FCTN
Touche DATA
1 ABORT ALL 1 QUICK/FULL MENUS
2 DISABLE FWD/BWD 2 SAVE
3 3 PRINT SCREEN
4 4 PRINT
5 TOGGLE WRIST JOG 5
6 6 UNSIM ALL I/O
7 RELEASE WAIT 7
8 TOGGLE REMOTE TCP 8
9 CHANGE RTCP FRAME 9
0 – NEXT -- 0 – NEXT --
F1[TYPE] 1 REGISTERS F1[TYPE]
2 POSITION REG F1[TYPE]
F2[MOVE_TO
F3 RECORD
F4 POSITION
F5 CLEAR
3 KAREL Vars
4 KAREL Posns
5 PRESSURE F1[TYPE]
F2[MOVE_TO
F3 RECORD
F4 POSITION
F5 CLEAR
NEXT
F1 Clear
6 BACKUP F1[TYPE]
F2 Equip
F3 Gun
F4 Record
F5 Clear
Formation robot FANUC / Version 5 Novembre 2004
176/176
Notes personnelles :

















