http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
Microstructures and properties of direct laser sintered tungstencarbide (WC) particle reinforced Cu matrix composites withRE–Si–Fe addition: A comparative study
Dongdong Gua)
College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics,210016 Nanjing, People’s Republic of China; and Fraunhofer Institute for Laser TechnologyILT/Chair for Laser Technology LLT, Rheinisch-Westf€alische Technische Hochschule (RWTH) Aachen,D-52074, Aachen, Germany
Yifu ShenCollege of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics,210016 Nanjing, People’s Republic of China
(Received 26 April 2009; accepted 3 August 2009)
The poor wettability between ceramics and metals is a main obstacle in obtaining high-performance metal-matrix composites (MMCs) parts using direct metal laser sintering(DMLS). Rare earth (RE) elements, due to their unique physical and chemical properties,have high potential for improving laser processability of MMCs. In this work, acomparative study was performed to investigate the influence of RE–Si–Fe addition onmicrostructural features and mechanical properties of DMLS processed tungsten carbide(WC) particle reinforced Cu MMCs parts. It showed that by adding 3 wt% RE–Si–Fe, theWC reinforcing particles were refined, the particle dispersion state was homogenized, andthe particle/matrix interfacial compatibility was enhanced. The RE–Si–Fe-containingWC/Cu MMCs parts possessed significantly elevated mechanical properties, i.e.,densification level of 95.7%, microhardness of 417.6 HV, fracture strength of 201.8 MPa,and friction coefficient of 0.8. The metallurgical functions of the RE–Si–Fe additive forthe improvement of DMLS quality of MMCs parts were discussed.
I. INTRODUCTION
Copper (Cu) is widely used as a promising material forelectrical contacts due to the excellent electrical and ther-mal conductivity and outstanding resistance to fatigue andcorrosion.1 Nevertheless, the limited wear and arcing re-sistance of Cu limits its practical applications.2,3 The me-chanical wear resistance can be improved significantly byincorporating a second reinforcing phase into Cu, i.e., bydeveloping Cu-based metal-matrix composites (MMCs).These MMCs find applications as current-carryingcontacts, vacuum interrupter, arcing tips, electrical dis-charge machining electrodes, etc.4 Particle reinforcedMMCs, due to the ease of processing, lower productioncost, and nearly isotropic properties as relative to fiberreinforced MMCs, are preferable for such applications.
So far, the use of tungsten (W) as a reinforcing phase forCu has been intensively studied for the preparation andconsolidation of W–Cu composites. Tungsten, as a refracto-ry metal, provides a certain degree of wear and arcingresistance when used in the form of W–Cu composites.However, owing to the mutual insolubility of W and Cu
and the high contact angle of liquid Cu on W, significantdifficulties still exist to realize a full densification of W–Cucomposites.5 Furthermore, to meet the lightweight require-ment in the modern electric industry, reinforcementspossessing a lower density and a higher hardness than thatof W are preferred in Cu-based MMCs. Recently, tungstencarbide (WC) instead of W has been used as reinforcementfor MMCs for electrical contact applications.2,3 There areseveral advantages in usingWC as the reinforcement in Cu-based MMCs. First, WC has a lower density (15.6 g/cm3)as relative to W (19.3 g/cm3). Second, WC can retain itsroom temperature hardness up to 1400 �C. Third, WCis considerably stable and undergoes no phase changes dur-ing high temperature processing. A review of existing liter-ature reveals that the casting,6 infiltration,3 self-propagatinghigh-temperature synthesis (SHS),7 and powder metal-lurgy1 methods have been used to produce ceramic particlereinforced Cu-based MMCs components. Most of theseconventional methods, although they are productive andcan obtain near fully dense parts, need expensive and dedi-cated tools such as molds or dies, showing a limited suit-ability for small volume production and complex shapes.Furthermore, the long cycle time and pre- and post-processing steps necessary in these routes make them atime-consuming and expensive process.
a)Address all correspondence to this author.e-mail: [email protected]
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
Direct metal laser sintering (DMLS), as a typical rapidprototyping or rapid manufacturing process, enables thequick production of complex shaped three-dimensionalcomponents having near full density directly from metalpowder.8–15 DMLS creates components in a layer-by-layerfashion by selectively fusing and consolidation of thinlayers of loose powder with a scanning laser beam, withoutpost-processing requirements such as furnace densificationcycles and secondary infiltration steps. The combination ofhigh design flexibility, excellent process capabilities, andtime- and cost-saving features makes DMLS techniqueattractive to industrial manufacturers. This technique com-petes effectively with other conventional manufacturingmethods such as machining when the part geometry isparticularly complex and the production run is not large.In particular, DMLS, due to its flexibility in materials andshapes, also allows complex shaped MMCs components tobe produced in a single process without any tools, thussignificantly reducing the total production time and cost.
Nevertheless, due to the complex nature of DMLS,which involves a transient metallurgical process inducedby the localized and rapid high-energy laser scanning,common problems associated with DMLS, such as oxida-tion, balling, and shrinkage, may result in a series ofdefects such as low density, weak strength, high surfaceroughness, and poor dimensional precision.16 Besides thesegeneral process defects associated with DMLS, the follow-ing problems in terms of gas entrapment, particulate aggre-gation, and interfacial microcracks are regarded as themain obstacles in obtaining high quality DMLS processedceramic particle reinforced MMCs components with a fa-vorable densification level and microstructural features.17
Rare earth (RE) elements, due to their unique physical andchemical properties, are called the “vitamin” of materials.Generally, a small number of RE elements addition cansignificantly enhance the properties of materials such asprocessability, microstructures, and mechanical proper-ties.18 The use of RE elements in DMLS of particle rein-forced MMCs is a new direction in broadening theirapplication fields. Furthermore, the previously mentionedprocess problems associated with DMLS processed MMCsare expected to be resolved by using RE elements.
This work presents a comparative investigation of theinfluence of RE–Si–Fe addition on densification, micro-structures, and mechanical properties of direct laser sin-tered WC particle reinforced Cu MMCs components.The exact metallurgical mechanisms of RE–Si–Fe inchanging the DMLS behavior of particle reinforcedMMCs are elucidated.
II. EXPERIMENTAL
A. Powder materials
The electrolytic 99.5% purity Cu powder with adendrite structure and a mean particle size of 15 mm
(Haining Feida Metallurgy Powder Co., Ltd., Haining,PR China), the 99.8% purity WC powder with an ir-regular shape and an average particle size of 1.2 mm(Zhuzhou Cemented Carbides Group Co., Ltd., Zhuzhou,PR China), and the RE–Si–Fe powder with a near spheri-cal shape and a mean diameter of 20 mm (Institute ofMetal Research, Chinese Academy of Sciences, Shen-yang, PR China) were used in this study. The chemicalcompositions of the starting RE–Si–Fe powder are listedin Table I. For comparison, two different powder sys-tems without and with RE–Si–Fe addition (WC: Cuof 60: 40 versus WC: Cu: RE–Si–Fe of 60: 37: 3, wt%)were prepared by mixing the various ingredients in aPulverisette 6 planetary mono-mill (Fritsch GmbH, Idar-Oberstein, Germany) at a rotation speed of 200 rpmfor 30 min.
B. Laser processing
The used DMLS system consisted mainly of a Rofin-Sinar 2000SM continuous wave Gaussian CO2 laser(Rofin-Sinar Laser GmbH, Hamburg, Germany) with amaximum output power of 2000 W, an automatic pow-der delivery system, and a computer system for processcontrol (Beijing LongYuan Automated Fabrication Sys-tem, Beijing, PR China).When a specimen was to be produced, a Q235 carbon
steel substrate was placed on the building platform andleveled. A thin layer of the loose powder (0.15 mm inthickness) was then deposited on the substrate by theroller. Afterwards, a laser beam scanned the powder bedsurface to form a layer-wise profile according to com-puter-aided design data of the specimen. The similarprocess was repeated and the specimen was produced ina layer-by-layer fashion until completion. The followingsuitable processing parameters were chosen for DMLS:spot size of 0.30 mm, laser power of 700 W, scan speedof 0.05 m/s, and scan line spacing of 0.15 mm. Rectan-gular-shaped multilayer specimens with dimensions of80 mm � 25 mm � 4.5 mm (30 layers) were successfullyprepared after DMLS (Fig. 1).
C. Microstructural characterization
Phase identification was performed by a Bruker D8Advance x-ray diffraction (XRD) analyzer (Karlsruhe,Germany) with Cu Ka radiation (l = 0.15418 nm) at40 kV and 40 mA. A quick scan of 4�/min was primarilyperformed over a wide range of 25 to 105 2y degrees,
TABLE I. Chemical compositions of RE–Si–Fe powder.
Element
RE
Si Ca FeLa Ce
Content (wt%) 13.2 22.1 35.7 1.5 Balance
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
using a continuous scan mode. A slower scan rate of 1�/min was further used over 42.6–44.2, 49.8–51.0, and73.6–74.8 2y degrees to give a more accurate determina-tion of the diffraction peaks. Samples for metallographicexaminations were cut, ground, and polished accordingto the standard procedures. Microstructures were charac-terized using a JEOL JSM-6480 (Tokyo, Japan) and aFEI Quanta 200 (Eindhoven, The Netherlands) scanningelectron microscope (SEM) in a secondary electronmode. An EDAX Genesis energy dispersive x-ray(EDX) spectroscope (Mahwah, NJ) was used to deter-mine the chemical compositions, using a super-ultra thinwindow (SUTW) Sapphire detector.
D. Properties testing
The densities of laser sintered samples were calculat-ed based on the Archimedes principle. The Vickers hard-ness was determined using a HXS-1000 microhardnesstester (Shanghai Supore Instruments Co., Ltd., Shanghai,PR China) at a load of 0.1 kg and an indentation time of15 s. Specimens for the tensile test, with individualdimensions shown in Fig. 2, were prepared according toGB/T 228-2002 (equivalent to ISO 6892:1998) standardsusing a spark-erosion wire cutting machine. Prior to thetensile test, the specimens underwent stress-reliefannealing at 400 �C for 3 h. The tensile strength testswere performed at room temperature with a CMT5105universal testing machine (Shenzhen SANS Testing Ma-chine Co., Ltd., Shenzhen, PR China) at a loading rate of1.0 mm/min. The tensile direction was parallel to the
sintered layers. Dry sliding wear tests on as-sinteredsamples were conducted in a HT-500 ball-on-disktribometer (LanZhou ZhongKe KaiHua Science andTechnology Co., Ltd., Lanzhou, PR China) in air atroom temperature. Surfaces of specimens, 20 mm �10 mm � 5 mm in size, were ground and polished priorto wear tests. Bearing steel GCr15 balls with a diameterof 3 mm and a mean hardness of HRC60 were taken asthe counterface material. The friction unit was rotated ata speed of 560 rpm for 15 min with an applied test loadof 0.23 kg. The rotation radius was 2 mm. The frictioncoefficients of the specimens were recorded during thewear tests.
III. RESULTS AND DISCUSSION
A. Phases, microstructures, and compositions
Figure 3 depicts the XRD spectrum of the startingRE–Si–Fe powder. It can be seen that the original Laand Ce RE elements are present in the form of the LaSi2and Fe17Ce2 compounds, respectively, which is in accor-dance with the literature.19 The relatively weak diffrac-tion peaks corresponding to the FeSi2 and Fe3Si are alsodetected in Fig. 3.
The typical XRD patterns of laser sintered sampleswithout and with RE–Si–Fe addition are provided inFig. 4. The strong diffraction peaks for the Cu [face-centered cubic (fcc) structure] and WC (hexagonal struc-ture) are generally detected [Fig. 4(a)]. Hence, it waspreliminarily concluded that all the DMLS processedsamples consisted of the Cu and WC phases. On theother hand, it was detected that the initial RE elements,La and Ce, were present in the form of RE oxides, La2O3
and Ce2O3, in the laser sintered sample with RE addition[Fig. 4(a)]. Over a wide range of 25 to 105 2y degrees,the diffraction peaks corresponding to Cu9Si and FeCu4were also detected [Fig. 4(a)]. However, the relevantdiffraction peaks looked overlapped with the identified
FIG. 1. Photograph of laser sintered sample on powder bed.
FIG. 2. Dimensions of specimens for tensile tests. FIG. 3. XRD pattern of the starting RE–Si–Fe powder.
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
Cu peaks. Figures 4(b)–4(d) depict a further identifica-tion of these diffraction peaks over 42.6–44.2, 49.8–51.0, and 73.6–74.8 2y degrees. The obtained resultsverified the presence of Cu9Si and FeCu4 in lasersintered materials. A close comparison of Figs. 3 and 4reveal the melting of the Fe- and Si-contained com-pounds and the subsequent alloying of the Fe and Sielements with the matrix element Cu within the lasermolten pool, thereby producing the Cu9Si and FeCu4compounds after solidification.
Figure 5 illustrates the characteristic microstructuresof the polished laser sintered samples without and withRE elements addition. In general, the EDX spot scansreveal that the gray matrix is mainly composed of theCu element and the white particles within the matrixconsist of the W and C elements with an equal atomicproportion. Combined with the XRD identification[Fig. 4(a)], it was confirmed that the WC particle rein-forced Cu MMCs were produced by DMLS. Neverthe-less, the shape, size, and dispersion state of thereinforcing particles and the resultant densificationlevel of laser sintered composites were significantlyaffected by the RE elements addition. DMLS of thepowder system lacking of RE elements resulted in asevere agglomeration and segregation of the WC parti-cles, leaving a number of residual pores within thelaser sintered matrix [arrowheaded, Fig. 5(a)]. SEM
characterization at a higher magnification showed thatthe reinforcing particles generally possessed an irregu-lar polygonal structure, with a mean particle size largerthan 1 mm. More seriously, a large amount of micro-scopic porosity, as selectively indicated by arrowheads,was formed between the reinforcement and the matrix[Fig. 5(b)]. Differently, with 3 wt% RE–Si–Fe added,the WC particles were refined significantly and weredispersed uniformly within the matrix, exhibiting noapparent aggregation [Fig. 5(c)]. In this situation, theWC particles underwent a certain degree of surfacesmoothening and had a submicron size, showing con-tinuous and compatible interfaces with the matrix[Fig. 5(d)].To further characterize the distributions of various
elements in laser sintered composites with RE–Si–Feaddition, an EDX line scan was performed across theparticle and the matrix [i.e., along the line in Fig. 6(a)to show the elemental concentration change in Fig. 6(b)].Besides the elements of the reinforcing particles (W and C)and the matrix (Cu), the La, Ce, and O elementswere also detected. Combined with the XRD results[Fig. 4(a)], it was confirmed that the RE elements werepresent in the form of RE oxides after laser sintering.Furthermore, it was found that the distributions of REelements, La and Ce, within the matrix were nonuniform.Typically, they showed a high elemental concentration
FIG. 4. (a) XRD spectrums of laser sintered samples without and with RE–Si–Fe addition. (b) Further identification of diffraction peaks over
42.6–44.2, (c) 49.8–51.0, and (d) 73.6–74.8 2y degrees.
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
around WC reinforcing particles at the phase boundaries[Fig. 6(b)]. Figure 6(b) also reveals a relatively homoge-neous elemental distribution of the trace amounts of Feand Si elements within the matrix.
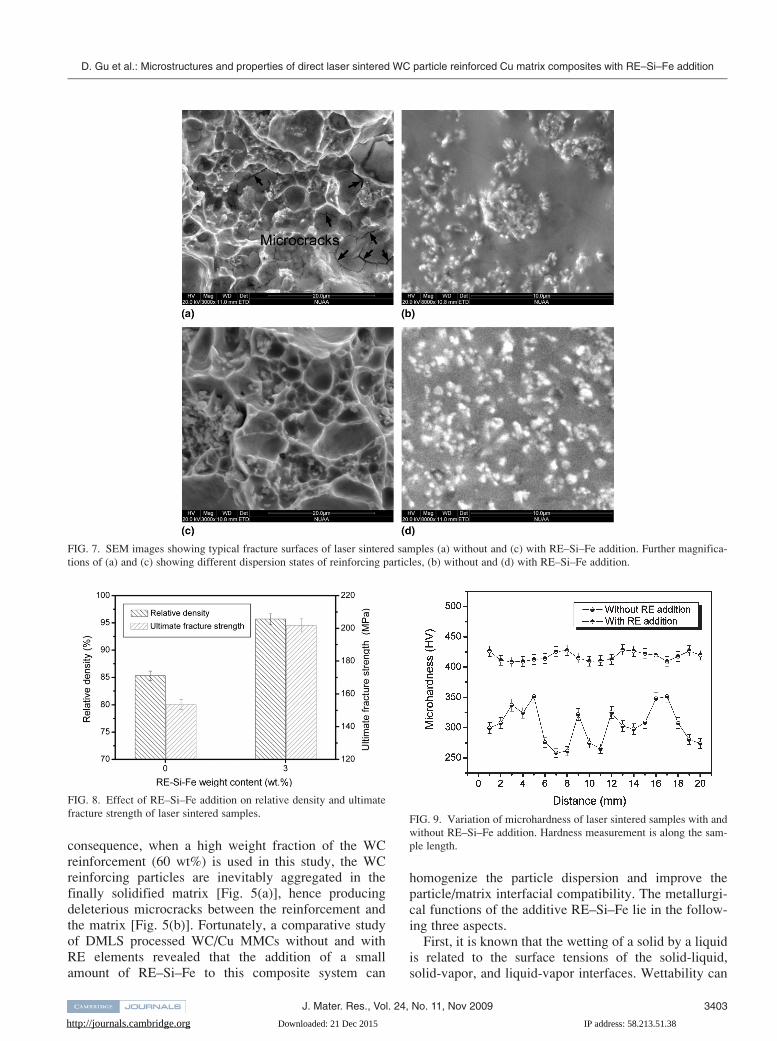
Figure 7 shows the characteristic microstructuresof the fracture surfaces of laser sintered samples. Bothsamples without and with RE addition demonstrated astrong ductile type of fracture, since a number of smalldimples were generally formed on the fracture surfaces[Figs. 7(a) and 7(c)]. However, in lack of RE addition, alarge amount of microcracks were observed on the frac-ture surface [arrowheaded, Fig. 7(a)]. In this instance,the reinforcing particles aggregated severely and, ac-cordingly, segregated toward certain areas on the frac-ture section [Fig. 7(b)]. Favorably, with RE elementsadded, the fracture surface of the laser sintered samplewas free of any deleterious microscopic cracks [Fig. 7(c)].A homogeneous dispersion of reinforcing particles withinthe fracture section was also obtainable [Fig. 7(d)].
B. Mechanical properties
Figure 8 reveals the influence of the addition of REelements on the densification level and fracture strengthof laser sintered samples. The densification response ofthe sintered sample without RE elements was compara-tively low (85.3% theoretical density), due to the forma-tion of microscopic porosity [Fig. 5(a)] and interfacialmicrocracks [Fig. 7(a)] throughout the laser sinteredstructure. With 3 wt% RE–Si–Fe added, the laser sintered
density increased by 10.4% as compared with the samplewithout RE addition [Fig. (8)]. Nevertheless, the obtain-able 95.7% theoretical density in this case did not reach afull density. The ultimate fracture strengths of laser sin-tered samples exhibited a similar trend as density withrespect to the RE addition. In the case of powder withoutRE elements, the presence of microcracks and the aggre-gation of reinforcing particles on the fracture surface re-sulted in a relatively low fracture strength of 153.6 MPa,even if a ductile type of fracture was produced [Fig.7(a)]. Laser sintering of RE-containing powder yieldedhigher fracture strength of 201.8 MPa (Fig. 8), whichwas superior to conventionally PM or casting processedcopper materials without reinforcement.20
Figure 9 depicts the profiles of microhardnessmeasured on the polished sections of laser sintered sam-ples. Laser sintering of the powder without RE elementsresulted in a significant fluctuation of microhardnesswith a considerably low average value of 303.6 HV. Thiswas ascribed to the significant pores distribution and theWC agglomerates segregation within the laser sinteredstructure [Figs. 5(a) and 5(b)]. Differently, a moreuniform distribution of microhardness with a higheraverage value of 417.6 HV was obtainable by adding3 wt% RE–Si–Fe, due to the homogeneous distributionof considerably refined reinforcing particles in this situ-ation [Fig. 5(c)].
Figure 10 shows the variations of friction coefficientsof laser sintered samples as a function of sliding time
FIG. 5. SEM images showing characteristic microstructures of polished laser sintered samples (a) without and (c) with RE–Si–Fe addition, and
(b, d) are local magnifications of (a, c), respectively.
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
under dry sliding wear test conditions. The characteristicmorphologies of the corresponding worn surfaces areprovided in Fig. 11. The friction coefficient of the lasersintered sample without RE addition was compara-tively low and oscillated around 0.5. In this case, theworn surface was considerably rough, illustrating thatthe specimen suffered severe abrasive wear [Fig. 11(a)].A further characterization of the wear striation re-
vealed the formation of cracked, granular powderagglomerates, exhibiting a highly loose surface afterabrasion [Fig. 11(b)]. On the contrary, the friction coeffi-cient of the laser sintered sample with 3 wt% RE–Si–Feaddition enhanced remarkably, with the average valueof 0.8. Meanwhile, the local undulation of the frictioncoefficient was slight, implying a uniform dispersion ofreinforcing particles within the matrix [Fig. 5(c)]. Inter-estingly, it was noted that the obtained friction coeffi-cient increased gradually as the applied sliding timewas prolonged (Fig. 10). This is attributed to the continu-ous strengthening of well-dispersed WC reinforcingparticles within the matrix under abrasion, as revealedin Fig. 11(d). In this instance, the worn surface was rela-tively smooth and had only slight scratches and littleadhesive characteristics [Fig. 11(c)], indicating that theRE addition significantly improved the wear perfor-mance of laser sintered MMCs.
C. Functions of RE–Si–Fe additive
During DMLS of the present WC/Cu composite pow-der system, laser energy selectively melts the matrixmetal Cu to form a liquid phase, because of the signifi-cant difference in the melting temperatures of WC andCu (2870 �C versus 1083 �C). A laser molten pool con-sisting of a liquid (Cu)/solid (WC) mixture is expectedto generate under laser irradiation. In the laser-irradiatedmolten pool, the added RE elements in the form of LaSi2and Fe17Ce2 compounds (Fig. 3) tend to decompose andrelease atomic La and Ce. The atomic Fe and Si are alsopresented in the pool, due to the further decompositionof FeSi2 and Fe3Si compounds in the RE–Si–Fe powder(Fig. 3). Because of a Gaussian laser beam used, a largetemperature gradient tends to form between the centerand edge of the molten pool. Either chemical concentra-tion difference or temperature gradient at solid/liquidinterfaces within the pool may generate surface tensiongradients and resultant Marangoni convection.21 Theformation of the Marangoni convection induces capillaryforces for liquid flow, leading to a wetting of the WCsolids by the Cu liquid. The WC reinforcing particles,accordingly, undergo a rapid rearrangement under theinfluence of capillary forces exerted on them by thewetting liquid. As the laser beam moves away, the sol-id/liquid composite system enters a rapid solidificationprocess, leading to a consolidation of WC particle rein-forced Cu MMCs on cooling [Fig. 4(a)]. Furthermore,the present atomic Fe and Si elements in the molten pooltend to alloy with the matrix element Cu, thereby pro-ducing the Cu9Si and FeCu4 compounds after solidifica-tion [Figs. 4(b)–4(d)].Nevertheless, the wetting characteristics between
ceramics and metals are generally poor, thereby lower-ing the capillary forces for particle rearrangement. As a
FIG. 6. (a) EDX line scan across the particle and the matrix and
(b) showing distributions of various elements in the laser sintered
sample with RE–Si–Fe addition.
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
consequence, when a high weight fraction of the WCreinforcement (60 wt%) is used in this study, the WCreinforcing particles are inevitably aggregated in thefinally solidified matrix [Fig. 5(a)], hence producingdeleterious microcracks between the reinforcement andthe matrix [Fig. 5(b)]. Fortunately, a comparative studyof DMLS processed WC/Cu MMCs without and withRE elements revealed that the addition of a smallamount of RE–Si–Fe to this composite system can
homogenize the particle dispersion and improve theparticle/matrix interfacial compatibility. The metallurgi-cal functions of the additive RE–Si–Fe lie in the follow-ing three aspects.
First, it is known that the wetting of a solid by a liquidis related to the surface tensions of the solid-liquid,solid-vapor, and liquid-vapor interfaces. Wettability can
FIG. 7. SEM images showing typical fracture surfaces of laser sintered samples (a) without and (c) with RE–Si–Fe addition. Further magnifica-
tions of (a) and (c) showing different dispersion states of reinforcing particles, (b) without and (d) with RE–Si–Fe addition.
FIG. 8. Effect of RE–Si–Fe addition on relative density and ultimate
fracture strength of laser sintered samples.FIG. 9. Variation of microhardness of laser sintered samples with and
without RE–Si–Fe addition. Hardness measurement is along the sam-
ple length.
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
be defined by the contact angle y using the Young’sequation:
cosy ¼ gsv � gslð Þ=glv ; ð1Þwhere gsv, gsl, and glv are the surface tensions of solid-vapor, solid-liquid, and liquid-vapor interfaces, respec-tively. It is revealed in Table II that, the RE elements La
and Ce, as the typical surface active elements, haveconsiderably lower surface tensions than that of the mol-ten Cu. Furthermore, according to the literature,22 for aFe–Si system, the relationship between the surface ten-sion (g) and the temperature (T) can be estimated by
g ¼ 1025� 0:167T : ð2ÞIn the laser-irradiated molten pool, the added FeSi2
and Fe3Si compounds melt as the sintering temperaturereaches their melting point of 1220 �C.23,24 In thissituation, the surface tension of the Fe–Si melt is�821 mN�m�1, which is significantly lower than that ofthe matrix metal Cu (Table II). In other words, theadditive Fe–Si compounds also contribute to the de-crease in the surface tension of the melts within the pool.
FIG. 10. Variation of friction coefficients of laser sintered samples
with and without RE–Si–Fe addition.
FIG. 11. SEM images showing the worn surface morphologies of laser sintered samples (a) without and (c) with RE–Si–Fe addition. Further
magnifications of (a) and (c) are shown in (b) and (d), respectively.
TABLE II. Thermophysical data of the molten La, Ce, and Cu.22
Substance
Temperature,
T (�C)
Surface
tension, g(mN�m�1)
Surface tension
temperature coefficient,
dg/dT (mN�m�1�K�1)
La 920 729 �0.098
Ce 804 707 �0.078
Cu 1083 1349 �0.24
D. Gu et al.: Microstructures and properties of direct laser sintered WC particle reinforced Cu matrix composites with RE–Si–Fe addition
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
Therefore, laser sintering of the RE–Si–Fe-containingpowder leads to a significant decrease in the gsl, whichin turn improves the liquid/solid wettability by loweringthe y. Thus, the WC ceramic particles experience a moresufficient wetting by the liquid, leading to a significantsmoothening and refinement of the original irregularparticles [Fig. 5(c)] and a coherent particle/matrix bond-ing [Fig. 5(d)]. Furthermore, the surface tension temper-ature coefficients (STTC) of La and Ce elements areconsiderably larger than that of Cu (Table II). Increasingthe STTC across the surface tends to increase the magni-tude of the liquid thermocapillary forces,25 thereby im-proving the rearrangement rate of reinforcing particles inthe wetting liquid. Under this condition, the aggregationof reinforcing particles can be alleviated or prevented,favoring the improvement in the dispersion homogeneityof particles in the solidified matrix [Figs. 5(c) and 5(d)].
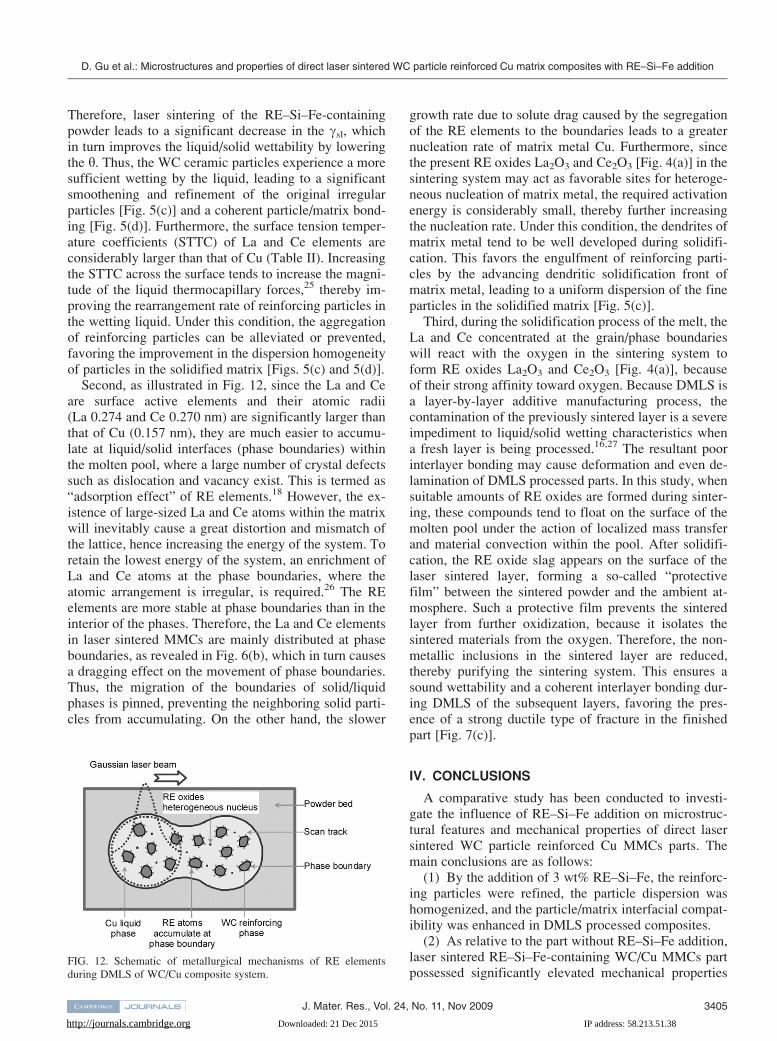
Second, as illustrated in Fig. 12, since the La and Ceare surface active elements and their atomic radii(La 0.274 and Ce 0.270 nm) are significantly larger thanthat of Cu (0.157 nm), they are much easier to accumu-late at liquid/solid interfaces (phase boundaries) withinthe molten pool, where a large number of crystal defectssuch as dislocation and vacancy exist. This is termed as“adsorption effect” of RE elements.18 However, the ex-istence of large-sized La and Ce atoms within the matrixwill inevitably cause a great distortion and mismatch ofthe lattice, hence increasing the energy of the system. Toretain the lowest energy of the system, an enrichment ofLa and Ce atoms at the phase boundaries, where theatomic arrangement is irregular, is required.26 The REelements are more stable at phase boundaries than in theinterior of the phases. Therefore, the La and Ce elementsin laser sintered MMCs are mainly distributed at phaseboundaries, as revealed in Fig. 6(b), which in turn causesa dragging effect on the movement of phase boundaries.Thus, the migration of the boundaries of solid/liquidphases is pinned, preventing the neighboring solid parti-cles from accumulating. On the other hand, the slower
growth rate due to solute drag caused by the segregationof the RE elements to the boundaries leads to a greaternucleation rate of matrix metal Cu. Furthermore, sincethe present RE oxides La2O3 and Ce2O3 [Fig. 4(a)] in thesintering system may act as favorable sites for heteroge-neous nucleation of matrix metal, the required activationenergy is considerably small, thereby further increasingthe nucleation rate. Under this condition, the dendrites ofmatrix metal tend to be well developed during solidifi-cation. This favors the engulfment of reinforcing parti-cles by the advancing dendritic solidification front ofmatrix metal, leading to a uniform dispersion of the fineparticles in the solidified matrix [Fig. 5(c)].
Third, during the solidification process of the melt, theLa and Ce concentrated at the grain/phase boundarieswill react with the oxygen in the sintering system toform RE oxides La2O3 and Ce2O3 [Fig. 4(a)], becauseof their strong affinity toward oxygen. Because DMLS isa layer-by-layer additive manufacturing process, thecontamination of the previously sintered layer is a severeimpediment to liquid/solid wetting characteristics whena fresh layer is being processed.16,27 The resultant poorinterlayer bonding may cause deformation and even de-lamination of DMLS processed parts. In this study, whensuitable amounts of RE oxides are formed during sinter-ing, these compounds tend to float on the surface of themolten pool under the action of localized mass transferand material convection within the pool. After solidifi-cation, the RE oxide slag appears on the surface of thelaser sintered layer, forming a so-called “protectivefilm” between the sintered powder and the ambient at-mosphere. Such a protective film prevents the sinteredlayer from further oxidization, because it isolates thesintered materials from the oxygen. Therefore, the non-metallic inclusions in the sintered layer are reduced,thereby purifying the sintering system. This ensures asound wettability and a coherent interlayer bonding dur-ing DMLS of the subsequent layers, favoring the pres-ence of a strong ductile type of fracture in the finishedpart [Fig. 7(c)].
IV. CONCLUSIONS
A comparative study has been conducted to investi-gate the influence of RE–Si–Fe addition on microstruc-tural features and mechanical properties of direct lasersintered WC particle reinforced Cu MMCs parts. Themain conclusions are as follows:(1) By the addition of 3 wt% RE–Si–Fe, the reinforc-
ing particles were refined, the particle dispersion washomogenized, and the particle/matrix interfacial compat-ibility was enhanced in DMLS processed composites.(2) As relative to the part without RE–Si–Fe addition,
http://journals.cambridge.org Downloaded: 21 Dec 2015 IP address: 58.213.51.38
(densification level of 95.7% theoretical density, micro-hardness of 417.6 HV, fracture strength of 201.8 MPa,and friction coefficient of 0.8).(3) The metallurgical functions of the RE–Si–Fe ad-
ditive are (i) increasing liquid/solid wettability, (ii) drag-ging phase boundaries between the reinforcement andthe liquid, and (iii) purifying the laser sintering system.
ACKNOWLEDGMENTS
One of the authors (Dongdong Gu) gratefully appreci-ates the support from the Alexander von HumboldtFoundation, Germany. The present work is financiallysupported by the Jiangsu Provincial Natural ScienceFoundation (Grant No. BK2009374).
REFERENCES
1. J. Zhang and Y.C. Zhou: Microstructure, mechanical, and electri-
cal properties of Cu–Ti3AlC2 and in situ Cu–TiCx composites.
J. Mater. Res. 23, 924 (2008).
2. P.K. Deshpande and R.Y. Lin: Wear resistance of WC particle
reinforced copper matrix composites and the effect of porosity.
Mater. Sci. Eng., A 418, 137 (2006).
3. P.K. Deshpande, J.H. Li, and R.Y. Lin: Infrared processed Cu