Maßgeschneiderte Oberflächen durch Beschichtung aus der Gasphase PEALD – Atomlagenabscheidung mit Plasmaunterstützung Vorteile eines borsäurefreien, sauren Zink-Nickel-Verfahrens www.wotech-technical-media.de WO Kompetenz in Werkstoff und funktioneller Oberfläche | 04 / 2013 Mag BAND 2 ISSN 2195-5905 Risiko der Kontaktkorrosion bei CFK-Bauteilen Prozessübergreifender temporärer Korrosionsschutz Stückverzinkte Konstruktion zum hochwertigen Schutz von Stahl
Transcript
Maßgeschneiderte Oberflächen durch Beschichtung aus der Gasphase
PEALD – Atomlagenabscheidung mit Plasmaunterstützung
Vorteile eines borsäurefreien, sauren Zink-Nickel-Verfahrens www.wotech-technical-media.de
WOKompetenz in Werkstoff und funktioneller Oberfläche | 04 / 2013
MagBAND 2
ISSN 2195-5905
Risiko der Kontaktkorrosion bei CFK-Bauteilen
Prozessübergreifender temporärer Korrosionsschutz
Stückverzinkte Konstruktion zum hochwertigen Schutz von Stahl
Hannover Messe (HMI)
Halle 3 / Stand C47
DELTA® schützt Oberflächen.
QU
ALI
TÄT
Die heimliche Hauptstadtder Qualität.Qualität kommt bei Dörken MKS-Systeme nicht von ungefähr, sondern aus Herdecke. Und weil für uns Herkunft auch Zukunft bedeutet, produzieren wir selbstverständlich weiterhin ausschließlich in unserer Heimat. Mit Ideen, Innovationen und Leidenschaft. Das nützt dem Standort Deutschland, unserem Mittelstand und natürlich unseren Pro-dukten. Denn deren Premium-Qualität wissen unsere Kunden besonders zu schätzen – und zwar überall auf der Welt. Mehr Infos unter www.doerken-mks.de
Eines der vermutlich nachhaltigsten Ereignisse des Jah-res fand bei der Galvanotechnik Baum GmbH in Unter-heinsdorf in Sachsen statt. So war es dem Geschäfts-führer Nicolai A. J. Baum gelungen, die Bundeskanzlerin Dr. Angela Merkel in den kleinen Ort direkt an der A72 zwischen Plauen und Zwickau einzuladen. Begleitet wurde die Bundeskanzlerin vom sächsischen Minister-präsident Stanislaw Tillich, was die Bedeutung des Er-eignisses zusätzlich unterstrich. Gefeiert wurde 35 Jahre GtBaum GmbH, 20 Jahre GtBaum in Zwönitz und 5 Jah-re Galvanotechnische Oberflächen (GtO) in Heinsdorfer-grund. Dass es sich hierbei um eine außergewöhnliche Veranstaltung handelte, belegte der große Andrang an Medien – neben ZDF und regionalen war auch ein itali-
enischer Fernsehsender sowie mehr als 50 Journalisten der Tages- und die WOMag-Re-daktion als Fachpresse geladen – sowie die mehr als 600 Gäste aus Industrie, Verbänden und öffentlichen Einrichtungen. Die Bundeskanzlerin zeigte sich sehr interessiert. Zum Teil ist das mit Sicherheit eine der Herausforderungen für gute Politiker, zum Teil kommt aber auch ihre eigentliche Profession als Physikerin zu Tage. In ihrer Rede vermittelte sie auf jeden Fall den Eindruck, dass sie verstanden hat, wo die Aufgaben und auch die be-sonderen Leistungen der Galvano- und Oberflächentechnik liegen. Es wäre schön, wenn die Bundeskanzlerin ihre sicher positiven Eindrücke an anderer Stelle anbringen und da-durch den Unternehmen in der Oberflächentechnik einen guten Dienst erweisen würde.
In einem anderen Bereich ist die Galvanotechnik ebenfalls in der Politik angekommen – allerdings in einem deutlich schwierigeren Umfeld, das bei allen Betroffenen eine be-sorgte Miene anstelle eines überzeugten Eindrucks hinterlässt. Wie Dr. Zimmer in seiner Rubrik in der WOMag (S. 40) mitteilt, wurde am 12. März 2013 vom Komitee für Sozio-ökonomische Analysen der ECHA (SEAC) das Dokument über die Beurteilung zur Durch-führung der Autorisierung, beispielsweise zum Umgang mit Stoffen wie Chromtrioxid (Grundbestandteil von galvanischen Elektrolyten zur Abscheidung von Chromschichten) veröffentlicht. Der genaue Titel lautet: How the Committee for Socio-Economic Analysis will evaluate economic feasibility in applications for authorisation. Die hiervon betroffe-nen zahlreichen kleinen und mittleren Unternehmen werden allein schon mit dem Inhalt Mühen haben, da er nicht nur in Englisch abgefasst ist, sondern es sich auch noch um Beamten- und Juristenenglisch handelt. Darüber hinaus werden die Fachleute, die keine Probleme mit der Sprache haben, vergeblich nach gut verständlichen Hilfestellungen zur Durchführung der Autorisierung suchen. Hier endet also bereits wieder die Unterstützung des von der Bundeskanzlerin in ihrer Rede gelobten Mittelstandes. Zum Trost: REACh mit allen seinen angehängten Behörden und Dienststellen unterstehen dem Europäischen Parlament – Angela Merkel ist hier also vollkommen unschuldig!
Editorial
Oberflächentechnik – in der Politik angekommen!
Herbert Käszmann Dipl.-Ing. (FH) WOTech GbR
Hartverchromte Bauteile 26
Korrosion von metallischen Bauteilen 5
Feuerverzinken 21
Sauber und lesbar! Sichere Laser- beschriftung auch nach Aufbereitung 4
RAL-Gütegemeinschaft Reinigung von Fassaden e.V. (GRM) 42
Zentralverband Oberflächentechnik e.V. (ZVO) 43
WERKSTOFFE OBERFLÄCHEN VERBÄNDE
Bundeskanzlerin Merkel bei Galvanotechnik Baum 30
Leipziger Galvanopreis 36
04 2013WOMag2
INHALT
Metallrückgewinnung aus Elektrolyten 34
Neue Normen 46
Patente 47
Inserentenverzeichnis 48
Kleine Werkstoffkunde – Werkstoffe als Basis für Bauteile 48
Unternehmensticker News
Enthone ernennt Rolf Profalla zum Industry Manager Automotive 44
Umicore erneut als Top Arbeitgeber Deutschland ausgezeichnet 44
Neues Logo bei Ruhl & Co 45
HFU Tuttlingen: Erste Absolventen präsentieren Abschlussarbeiten 45
RUBRIKEN
Zum Titelbild: Stückverzinkte Konstruktion bei Landmarke Tiger & Turtle Magic Mountain; Beitrag ab Seite 21
RUBRIKEN
Ionenaustauschermodul 14
Reinigung mit CO2-Schnee 10
Laserbeschriftung in der Medizintechnik 4
INHALT
WOMag – Kompetenz in Werkstoff und funktioneller Oberfläche –Internationales Fachmagazin in deutscher und (auszugsweise) englischer Sprachewww.womag-online.de ISSN: 2195-5891 (Print), 2195-5905 (Online)
Erscheinungsweise12 x jährlich, jeweils zum 10. des Monats
Herausgeber und VerlagWOTech – Charlotte Schade – Herbert Käszmann – GbR Am Talbach 2 79761 Waldshut-Tiengen Telefon: 07741/8354198 www.wotech-technical-media.de
BezugspreiseJahresabonnement Online-Ausgabe: 149,– E, inkl. MwSt. Die Mindestbezugszeit eines Abonnements beträgt ein Jahr. Danach gilt eine Kündigungsfrist von zwei Monaten zum Ende des Bezugszeitraums.
Es gilt die Anzeigenpreisliste Nr. 01 vom 8. November 2012
Leserkreis: WOMag ist die Fachzeitschrift für Fachleute des Be-reichs der Produktherstellung für die Prozesskette von Design und Konstruktion bis zur abschließenden Ober-flächenbehandlung des fertigen Produkts. Im Vorder-grund steht die Betrachtung der Werkstoffe und deren Bearbeitung mit Blickrichtung auf die Oberfläche der Produkte aus den Werkstoffen Metall, Kunststoff und Keramik.
WOMag-BeiratWOMag wird von einem Kreis aus etwa 20 Fachleuten der Werkstoffbe- und -verarbeitung sowie der Oberflä-chentechnik beraten und unterstützt.
Das Magazin und alle in ihm enthaltenen einzelnen Bei-träge und Abbildungen sind urheberrechtlich geschützt. Bei Zusendung an den Verlag wird das Einverständnis zum Abdruck vorausgesetzt. Nachdruck nur mit Geneh-migung des Verlages und ausführlicher Quellenangabe gestattet. Gezeichnete Artikel decken sich nicht unbe-dingt mit der Meinung der Redaktion. Für unverlangt eingesandte Manusikripte haftet der Verlag nicht.
Gerichtsstand und ErfüllungsortGerichtsstand und Erfüllungsort ist Waldshut-Tiengen
An den Korrosionsschutz durch Passivie-rung der Oberfläche werden vor allem, aber nicht nur, im Bereich der Medizintechnik hohe Anforderungen gestellt. Die Passi-vierung soll Korrosion nach häufiger Wie-deraufbereitung verhindern, trotzdem sol-len zum Beispiel Lasermarkierungen auch nach Passivierung und Reinigungsprozes-sen gut lesbar sein, da die Rückverfolgbar-keit garantiert werden muss. Dabei stellen aggressive Reinigungsmethoden mit hoch-alkalischen Reinigungsmitteln (pH > 10) und Sterilisationen bei Temperaturen über 134 °C eine neue Herausforderung für die Hersteller von Medizingeräten dar. Diese Methoden wurden nötig, um die Gefahr der Übertragung beispielsweise des Erregers der Creuzfeld-Jacob-Krankheit auszuschlie-ßen. Dieser Erreger zeigte sich deutlich resistenter gegen die bisherigen Reini-gungs- und Desinfektionsverfahren. Die ag-gressiven Reinigungsverfahren führen aber häufig zu einer verstärkten Korrosion oder zum Verblassen der Laserbeschriftungen.
Die wichtigsten Fragen, die sich den Her-stellern hierzu stellen, sind:
− Wie erbringe ich den Nachweis, dass das Instrument korrosionsfest ist?
− Wie stelle ich den Korrosionsschutz nach der Laserbeschriftung wieder so her, dass die Laserbeschriftung weiterhin lesbar ist?
− Wie kann die Lesbarkeit der Laserbe-schriftung objektiv beurteilt werden?
Antworten auf diese Fragen wurden in einem Firmenverbundprojekt am Naturwis-senschaftlichen und Medizinischen Institut an der Universität Tübingen (NMI) in Koope-ration mit Medizingeräteherstellern, einem
Laserspezialisten, Reinigungsmittelherstel-lern und dem Universitätsklinikum Tübin-gen gefunden.
Untersucht wurden zwei verschiedene Stahlsorten mit unterschiedlicher Vorbe-handlung (Abb. 1), da in einem früheren Ver-bundprojekt bereits gezeigt werden konn-te, dass die Vorbehandlung einen großen Einfluss auf den Erfolg der nachfolgenden Passivierung hat. Bei der Lasermarkierung wurden zwei verschiedene Markierverfah-ren mit 146 verschiedenen Parametern un-tersucht: die Anlassbeschriftung und die Lasergravur.
Bei der Anlassbeschriftung wird die Ober-fläche durch den Laser lokal erwärmt. Da-durch entstehen Oxidschichten, die vom menschlichen Auge als Anlassfarben er-kannt werden. Da die Oberfläche hier kaum verändert wird, wird dieses Verfahren in der Medizintechnik bevorzugt.
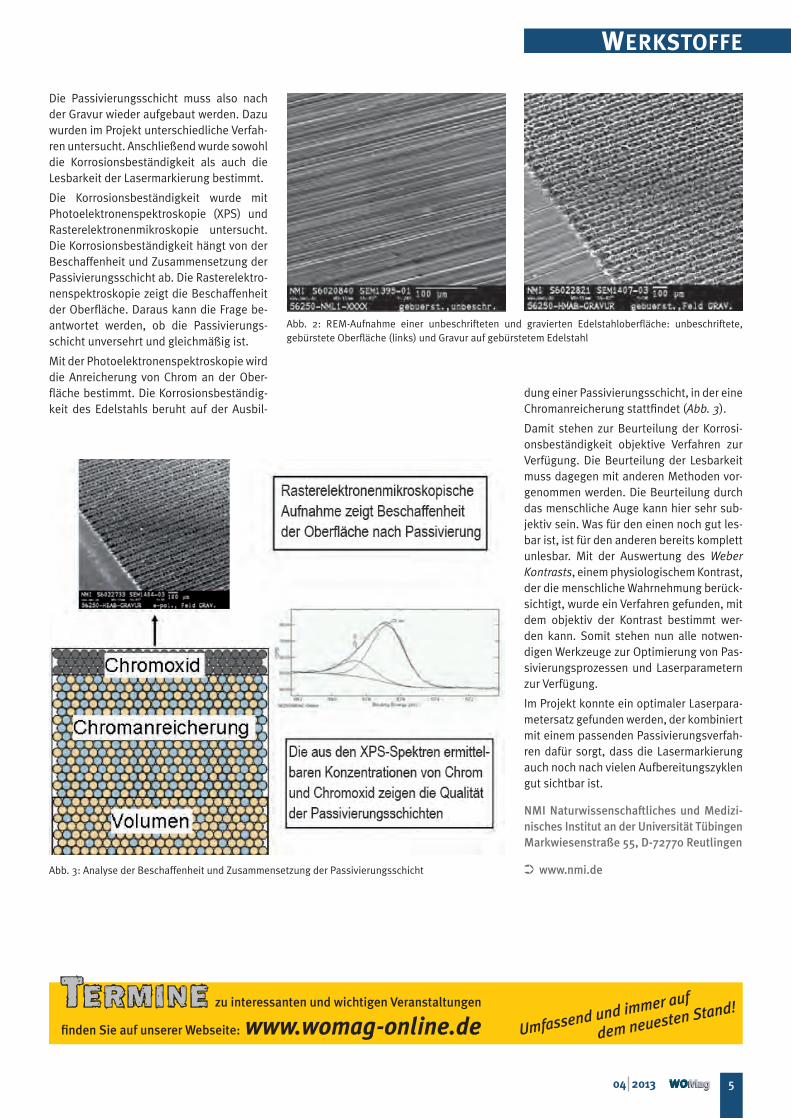
Anders bei der Lasergravur: Hier wird vom Laserstrahl Material an der Oberfläche ab-getragen (Abb. 2). Das erhöht den Kont-rast, die Beschriftungen sind besser lesbar, aber die Passivierungsschicht, welche das Gerät vor Korrosion schützt, wird teilweise zerstört.
Sauber und lesbar!Sichere Laserbeschriftung auch nach häufiger AufbereitungVon Dr. Dagmar Martin, NMI, Reutlingen
Laserbeschriftungen müssen auch nach häufiger Aufbereitung gut sichtbar sein, um die Rückverfolgung der Produkte zu sichern. Gleichzeitig müssen sie aber eine hohe Korrosionsbeständigkeit aufweisen. Ein Verfahren zur Optimierung dieses Prozesses wurde am NMI entwickelt.
Clean and Legible! Reliable Laser Marking Even After Extensive Handling
Laser engraved markings should be clearly visible even after extensive handling or processing in order to ensure product identifica-tion and traceability. At the same time, such markings should not be subject to corrosion. A process for optimising these requirements has been developed at the NMI
Abb. 2: REM-Aufnahme einer unbeschrifteten und gravierten Edelstahloberfläche: unbeschriftete, gebürstete Oberfläche (links) und Gravur auf gebürstetem Edelstahl
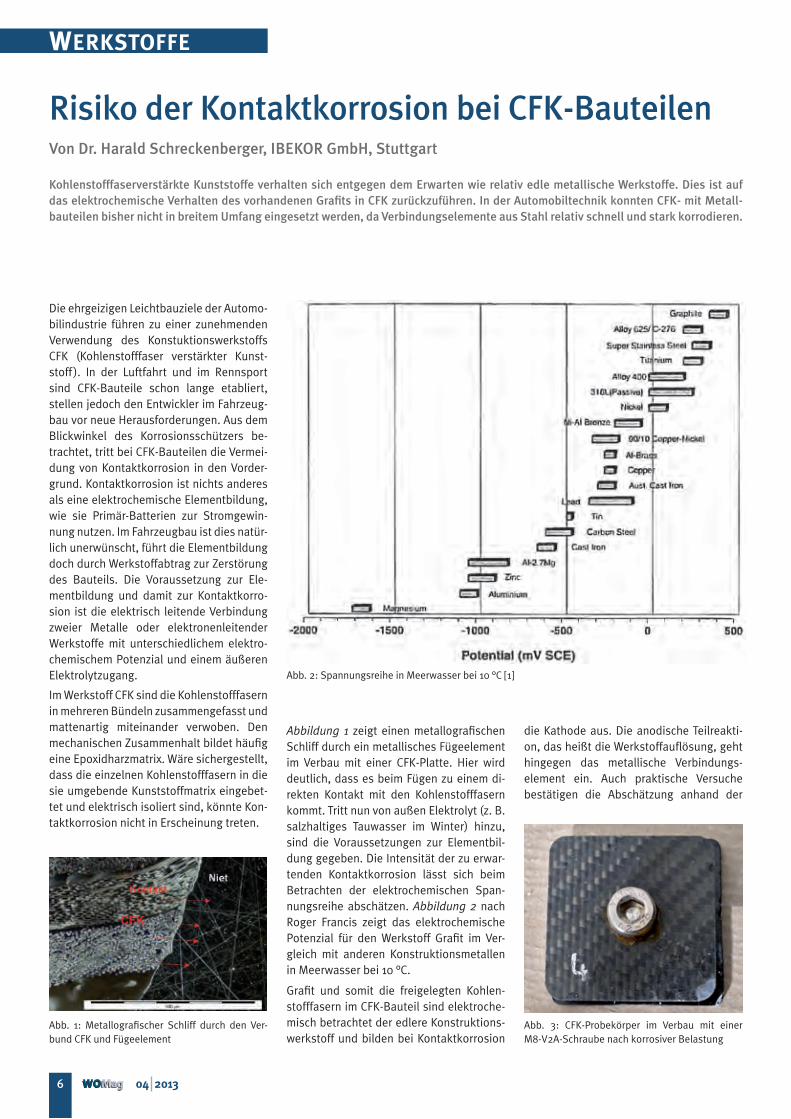
Abb. 3: Analyse der Beschaffenheit und Zusammensetzung der Passivierungsschicht
Die Passivierungsschicht muss also nach der Gravur wieder aufgebaut werden. Dazu wurden im Projekt unterschiedliche Verfah-ren untersucht. Anschließend wurde sowohl die Korrosionsbeständigkeit als auch die Lesbarkeit der Lasermarkierung bestimmt.
Die Korrosionsbeständigkeit wurde mit Photoelektronenspektroskopie (XPS) und Rasterelektronenmikroskopie untersucht. Die Korrosionsbeständigkeit hängt von der Beschaffenheit und Zusammensetzung der Passivierungsschicht ab. Die Rasterelektro-nenspektroskopie zeigt die Beschaffenheit der Oberfläche. Daraus kann die Frage be-antwortet werden, ob die Passivierungs-schicht unversehrt und gleich mäßig ist.
Mit der Photoelektronenspektroskopie wird die Anreicherung von Chrom an der Ober-fläche bestimmt. Die Korrosionsbeständig-keit des Edelstahls beruht auf der Ausbil-
dung einer Passivierungsschicht, in der eine Chromanreicherung stattfindet (Abb. 3).
Damit stehen zur Beurteilung der Korrosi-onsbeständigkeit objektive Verfahren zur Verfügung. Die Beurteilung der Lesbarkeit muss dagegen mit anderen Methoden vor-genommen werden. Die Beurteilung durch das menschliche Auge kann hier sehr sub-jektiv sein. Was für den einen noch gut les-bar ist, ist für den anderen bereits komplett unlesbar. Mit der Auswertung des Weber Kontrasts, einem physiologischem Kontrast, der die menschliche Wahrnehmung berück-sichtigt, wurde ein Verfahren gefunden, mit dem objektiv der Kontrast bestimmt wer-den kann. Somit stehen nun alle notwen-digen Werkzeuge zur Optimierung von Pas-sivierungsprozessen und Laser parametern zur Verfügung.
Im Projekt konnte ein optimaler Laserpara-metersatz gefunden werden, der kombiniert mit einem passenden Passivierungsverfah-ren dafür sorgt, dass die Lasermarkierung auch noch nach vielen Aufbereitungszyklen gut sichtbar ist.
NMI Naturwissenschaftliches und Medizi-nisches Institut an der Universität Tübingen Markwiesenstraße 55, D-72770 Reutlingen
➲➲ www.nmi.de
Termine zu interessanten und wichtigen Veranstaltungen
finden Sie auf unserer Webseite: www.womag-online.de Umfassend und immer auf
dem neuesten Stand!
04 20136
WERKSTOFFE
WOMag
Die ehrgeizigen Leichtbauziele der Automo-bilindustrie führen zu einer zunehmenden Verwendung des Konstuktionswerkstoffs CFK (Kohlenstofffaser verstärkter Kunst-stoff ). In der Luftfahrt und im Rennsport sind CFK-Bauteile schon lange etabliert, stellen jedoch den Entwickler im Fahrzeug-bau vor neue Herausforderungen. Aus dem Blickwinkel des Korrosionsschützers be-trachtet, tritt bei CFK-Bauteilen die Vermei-dung von Kontaktkorrosion in den Vorder-grund. Kontaktkorrosion ist nichts anderes als eine elektrochemische Elementbildung, wie sie Primär-Batterien zur Stromgewin-nung nutzen. Im Fahrzeugbau ist dies natür-lich unerwünscht, führt die Elementbildung doch durch Werkstoffabtrag zur Zerstörung des Bauteils. Die Voraussetzung zur Ele-mentbildung und damit zur Kontaktkorro-sion ist die elektrisch leitende Verbindung zweier Metalle oder elektronenleitender Werkstoffe mit unterschiedlichem elektro-chemischem Potenzial und einem äußeren Elektrolytzugang.
Im Werkstoff CFK sind die Kohlenstofffasern in mehreren Bündeln zusammengefasst und mattenartig miteinander verwoben. Den mechanischen Zusammenhalt bildet häufig eine Epoxidharzmatrix. Wäre sichergestellt, dass die einzelnen Kohlenstofffasern in die sie umgebende Kunststoffmatrix eingebet-tet und elektrisch isoliert sind, könnte Kon-taktkorrosion nicht in Erscheinung treten.
Abbildung 1 zeigt einen metallografischen Schliff durch ein metallisches Fügeelement im Verbau mit einer CFK-Platte. Hier wird deutlich, dass es beim Fügen zu einem di-rekten Kontakt mit den Kohlenstofffasern kommt. Tritt nun von außen Elektrolyt (z. B. salzhaltiges Tauwasser im Winter) hinzu, sind die Voraussetzungen zur Elementbil-dung gegeben. Die Intensität der zu erwar-tenden Kontaktkorrosion lässt sich beim Betrachten der elektrochemischen Span-nungsreihe abschätzen. Abbildung 2 nach Roger Francis zeigt das elektrochemische Potenzial für den Werkstoff Grafit im Ver-gleich mit anderen Konstruktionsmetallen in Meerwasser bei 10 °C.
Grafit und somit die freigelegten Kohlen-stofffasern im CFK-Bauteil sind elektroche-misch betrachtet der edlere Konstruktions-werkstoff und bilden bei Kontaktkorrosion
die Kathode aus. Die anodische Teilreakti-on, das heißt die Werkstoffauflösung, geht hingegen das metallische Verbindungs-element ein. Auch praktische Versuche bestätigen die Abschätzung anhand der
Risiko der Kontaktkorrosion bei CFK-BauteilenVon Dr. Harald Schreckenberger, IBEKOR GmbH, Stuttgart
Kohlenstofffaserverstärkte Kunststoffe verhalten sich entgegen dem Erwarten wie relativ edle metallische Werkstoffe. Dies ist auf das elektrochemische Verhalten des vorhandenen Grafits in CFK zurückzuführen. In der Automobiltechnik konnten CFK- mit Metall-bauteilen bisher nicht in breitem Umfang eingesetzt werden, da Verbindungselemente aus Stahl relativ schnell und stark korrodieren.
Abb. 1: Metallografischer Schliff durch den Ver-bund CFK und Fügeelement
Abb. 2: Spannungsreihe in Meerwasser bei 10 °C [1]
Abb. 3: CFK-Probekörper im Verbau mit einer M8-V2A-Schraube nach korrosiver Belastung
04 2013 7
WERKSTOFFE
WOMag
Spannungsreihe. Abbildung 3 zeigt einen CFK-Probekörper mit einer M8-CrNi-Stahl-schraube (nichtrostender Stahl – V2A) nach sechs Wochen Korrosionswechseltest. Die Bildung von rot-braunen Korrosionspro-dukten im Bereich der Kopfauflage ist ein eindeutiger Hinweis auf Kontaktkorrosion. Die Kohlenstofffaser ist jedoch durch den so genannten kathodischen Schutz immerhin vor einem Korrosionsangriff geschützt. Ver-suche mit galvanisch abgeschiedenen Zink-Nickel-Legierungsschichten für Schrauben zeigen, dass diese Standardoberfläche im
Automobilbau auch nicht verträglich ist für den Verbau mit CFK.
Die Luftfahrtindustrie behilft sich durch die Verwendung von Hi-Lok-Nieten aus einer Ti-tanlegierung mit einer geringen Potenzial-differenz zu Kohlenstoff. Dies ist jedoch im Fahrzeugbau nicht wirtschaftlich. Zum jet-zigen Entwicklungsstand sind noch keine Beschichtungen verfügbar, die bei star-ker korrosiver Belastung Kontaktkorrosi-on von Fügeelementen im Verbau mit CFK zufriedenstellend verhindern. Der Korro-
sionsschutz ist bauteilabhängig für die je-weilige Einbausituation systematisch zu entwickeln. Gegebenenfalls sind konstruk-tive Maßnahmen wie lokale Abdichtungen erforderlich. Aktuelle Entwicklungs- und Forschungsarbeiten bemühen sich intensiv damit, das Risiko von Kontaktkorrosion von Verbindungselementen im Verbau mit CFK-Bauteilen zu minimieren.
Literatur
[1] Roger Francis: Galvanic Corrrosion – A practical guide for engineers, NACE International 2001
Korrosionsschutztechnische Herausforde-rungen der Energiewende: anwendungs- und werkstofftechnische Herausforderun-gen – dies ist das Thema der vom 25. bis 26. April 2013 in Frankfurt stattfindenden 3-Länder-Korrosionstagung. Ausrichter der Tagung sind die Gesellschaft für Korrosi-onsschutz e. V. (GfKORR) aus Deutschland, die Schweizerische Gesellschaft für Ober-flächentechnik (SGO), die Eidgenössische Materialprüfungs- und Forschungsanstalt (Empa) und die Schweizerische Gesellschaft für Korrosionsschutz (SGK) sowie aus Ös-terreich die TU Wien, Technische Versuchs- und Forschungsanstalt Institut für Che-mische Technologien und Analytik sowie ASMET, Austrian Society for Metallurgy and Materials.
Als Energiewende wird gemeinhin die Re-alisierung einer nachhaltigen Energiever-sorgung in den Sektoren Strom, Wärme und Mobilität mit erneuerbaren Energien bezeichnet. Hierzu zählen Windenergie, Biomasse (Bioenergie, einschließlich De-
poniegas und Klärgas), Wasserkraft, Son-nenenergie (Solarthermie, Photovoltaik), Geothermie und Meeresenergie, die als Alternative zu fossilen Energieträgern (Öl, Kohle, Erdgas) und Kernbrennstoffen (Uran) dienen sollen. Da einzelne Maßnahmen häufig nur ein begrenztes Potential haben, sind mehrere parallele Ansätze für eine zü-gige Umsetzung der Energiewende notwen-dig. So spielen zum Beispiel Energiesparen und die Verbesserung der Energieeffizienz eine große Rolle. Eine verbesserte Wärme-dämmung von Gebäuden ist ein Beispiel für eine wirkungsvolle Energiesparmaßnahme; der Einsatz von Kraft-Wärme-Kopplungen ist ein Beispiel verbesserter Energieeffizienz.
Sowohl die Entwicklung neuer Energie-erzeugungs- als auch die Steigerung der Effizienz bestehender Technologien sowie viele Maßnahmen zur Energieeinsparung erfordern den Einsatz von zum Teil neuen Hochleistungswerkstoffen und damit auch entsprechende Voraussetzungen zum dau-erhaften und schadensfreien Betrieb von
Anlagen und Geräten über lange Zeiträu-me. Das heißt dem Korrosionsschutz kommt eine strategische Bedeutung bei der Pla-nung und beim Einsatz von Werkstoffen bei energieerzeugenden Anlagen zu. Die 3-Länder-Korrosionstagung 2013 in Frank-furt bietet einen Ausschnitt über aktuelle Fragestellungen und Lösungsansätze auf dem Gebiet des Korrosionsschutzes in ver-schiedenen Energietechnologien.
Das Spektrum der Tagung umfasst so-wohl neue Technologien (Geothermie, Off-shore-Windkraftanlagen etc.) als auch den Transport von Energieträgern und auch die Effizienzsteigerung von traditionellen Tech-nologien. Dies wird ergänzt durch Beiträge über konstruktiven Leichtbau, die ein er-hebliches Einsparpotential im Hinblick auf die effiziente Nutzung von Energie besit-zen und dabei ebenfalls einen erheblichen Beitrag zum Gelingen der Energiewende leisten.
➲➲ www.gfkorr.de/Veranstaltungen
3-Länder-Korrosionstagung Deutschland/Österreich/SchweizKorrosionsschutztechnische Herausforderungen der Energiewende
04 20138
WERKSTOFFE
WOMag
Korrosionsschutzgerechtes Gestalten und Vorbehandlung der Oberfläche
Maschinenbauteile können beim Versand von der Herstellung zum Verwendungsort zum Teil eine erhebliche Korrosion erfah-ren (Abb. 1 und 2). Wirksamer Korrosions-schutz hierfür fängt bereits bei der Wahl der geeigneten Werkstoffe an. Entsprechend den Bedingungen, denen ein Werkstück später ausgesetzt werden soll, kann dies unter Zuhilfenahme der Datenblätter der Werkstoffhersteller und verschiedenen Da-tenbanken, welche unter anderem Bestän-digkeitstabellen enthalten, erfolgen [1–3]. Des Weiteren gibt es Regeln in der konst-ruktiven Gestaltung von Werkstücken (z. B. ISO 8501-3 2006-3), beispielsweise um eine mögliche Spaltkorrosion zu vermeiden [4].
Entsprechend der geforderten Reinheits-grade für die Weiterverarbeitung oder die Durchführung von Maßnahmen des perma-nenten oder temporären Korrosionsschut-zes stehen verschiedene Methoden der Oberflächenbehandlung zur Verfügung, wie Strahlen, Schleifen, Beizen oder nasschemi-sches Reinigen. Diese sind zum Teil in der DIN EN ISO 12944/3 reglementiert. Neben
Prozessübergreifender temporärer Korrosionsschutz – Die Bedeutung der Vorprozesse für die EffizienzVon Dr. Silvio Köhler, Dipl. Phys. Signe Lautner, Dr. Frank Faßbender und Prof. Dr. Georg Reinhard, EXCOR Korrosionsforschung GmbH Dresden
Gemäß DIN 50902 versteht man unter temporärem Korrosionsschutz den für die Dauer des Transportes, der Lagerung und Verarbei-tung sowie für den Stillstand vorgesehenen Korrosionsschutz durch leicht entfernbare Stoffe beziehungsweise Methoden. Dabei kann eine Gewährleistungsdauer je nach Maßnahme von einigen Tagen bis hin zu einigen Jahren (z. B. Ersatzteile, ausgelaufene Serientei-le, Werkzeuge) realisiert werden. Zunächst werden die gebräuchlichsten Methoden des temporären Korrosionsschutzes vorgestellt, und dabei die Anwendungsbereiche sowie deren Grenzen aufgezeigt. Des Weiteren wird auf Probleme aufmerksam gemacht, die bei der Anwendung der verschiedenen Methoden auftreten können. Trotz sorgfältiger Auswahl von Maßnahmen des temporären Korro-sionsschutzes, wie die Verwendung von Verpackungsmaterialien, welche flüchtige Korrosionsinhibitoren (VCI) enthalten, und gewis-senhafter Realisierung des Verpackungskonzeptes können während der Lagerung und des weltweiten Versandes von Werkstücken und Halbzeugen Korrosionsschäden auftreten. Die Ursachen hierfür liegen meist früher im Fertigungsprozess (z. B. bei der Endreini-gung, Bearbeitung, oder Materialauswahl) begründet.
Process Comprehensive Temporary Corrosion Protection - Significance of Upstream Processes for its Efficiency.
According to the German standard DIN 50902 the term temporary corrosion protection means the corrosion protection of metal com-ponents with methods and easy removable substances for the duration of a transport, storage or times of process stagnation. The extent of protection can cover only few days up to several years depending on the concept and conditions. In the first part of the ar-ticle common methods of temporary corrosion protection shall be introduced and compared according their requirements and limits. Although a suitable protection concept was chosen and implemented precisely, e.g. the use of packaging materials including volatile corrosion inhibitors (VCI), corrosion damages occur during the transport and storage. Often the root causes are situated in the process steps before the packaging like manufacturing, finishing and cleaning.
Abb. 1: Korrodiertes Schwungrad
der Abstimmung auf nachfolgende Prozess-schritte wird von den Reinigungsverfahren gefordert, dass sie mit gleich bleibender Qualität ausgeführt werden und dabei allen realisierbaren ökonomischen sowie ökolo-gischen Anforderungen genügen.
Auf dem Gebiet der Nassreinigung wurden in den letzten Jahren Lösungsmittel auf Koh-lenwasserstoffbasis immer stärker zurück-gedrängt, so dass wässrige Systeme auf breiter Ebene mittlerweile Stand der Tech-nik sind.
Lesen Sie weiter als Abonnent unter:www.womag-online.de
04 2013 9
WERKSTOFFE
WOMag
Verfahren zur Aufbereitung des Trinkwassers
Speziell aufbereitetes Prozesswasser, statt Trinkwasser, wird vermehrt in der nassche-mischen Produktion zum Ansatz und zur Ergänzung von Prozesslösungen sowie für Spül- und Reinigungszwecke eingesetzt.
Das häufigste Verfahren zur Herstellung von vollentsalztem Prozesswasser aus Trink- oder Brauchwasser in der nasschemischen Oberflächenbehandlung ist die Umkehr-osmose mit vorgeschalteter Enthärtung. Es gibt bei Bedarf zusätzliche Reinigungsver-fahren wie nachgeschaltete Ionenaustau-scher zur Restentsalzung, Entgasung von
gelöster Kohlensäure (CO2), Aktivkohle zur Bindung von organischen Stoffen sowie die Photooxidation (UV-Strahler) zur Abtötung von Mikroorganismen.
Ein großer Vorteil der Verfahrenskombina-tion aus Enthärtung und Umkehrosmose gegenüber einem Ionenaustauscher (Katio-nen- und Anionenaustauscher) liegt daran, dass es sich um ein physikalisches Verfah-ren ohne Handling von wassergefährdenden Chemikalien handelt, bei dem keine Neutra-lisation von Eluaten erforderlich ist. Zusätz-lich entfernt das Membranverfahren Makro-moleküle, wie beispielsweise Huminstoffe aus Oberflächenwasser. Abbildung 16 zeigt ein Beispiel für ein Verfahrensschema über
eine Umkehrosmose-Reinwasseranlage zur Erzeugung von vollentsalztem Wasser.
Neuere Generationen von Enthärtungen werden als qualitätsgesteuerte Doppelent-härtung in Reihenschaltung (Abb. 17), statt üblicherweise in Wechselschaltung aus-geführt. In Verbindung mit einer Gegen-stromregeneration wird deutlich weniger Regeneriersalz benötigt und weniger Rück-spülwasser generiert. Zum Schutz der emp-findlichen Umkehrosmosemembranen wird die Wasserresthärte online gemessen.
Bei den Umkehrosmoseanlagen (Abb. 18) steigt die Tendenz zu höherer Instrumen-talisierung und somit Protokollierung aller relevanten Prozessdaten, wie Leitwerte, Drücke und Durchflüsse. Dies schützt die Anlage vor plötzlichen Betriebsausfällen, da die Tendenz für einen Harz- oder Memb-ranwechsel rechtzeitig erkannt wird.
Spülwasserkreislauf zur Abwasserminimierung
Die bekannteste Anwendung des Ionenaus-tauschers in der Oberflächenbehandlung ist die Kreislaufführung der Spülwässer. Dadurch wird der chemische Betriebsstoff Wasser zu über 95 % zurückgewonnen. In Bezug auf die Wasseraufbereitung war die Erfindung des Ionenaustauschers die wich-tigste im zwanzigsten Jahrhundert. Bei Salz-konzentrationen von bis zu 3 Equivalente/l
Spülen ist berechenbar und beherrschbar – Teil 3Nora Erlacher, ProWaTech AG, Schweiz und Herbert Hauser, Hauser + Walz GmbH, Schweiz
Die Spülung der Werkstücke in der Oberflächenbranche mit Wasser zwischen respektive nach dem nasschemischen Prozessschritt beeinflusst direkt die Beschichtungsqualität. Der Einsatz qualitativ hochwertigen Spülwassers und hoher Quantitäten zur Erzielung höchster Beschichtungsqualitäten steht konträr zu dem steigenden Kostendruck, gerade in Hochlohnländern. Hinzu kommen gesetz-liche Anforderungen an umweltschonende und somit abwasser- und abfallarme Prozesse in der Oberflächentechnik (Stand der Tech-nik). Der erste Teil des Beitrags beschrieb die Grundlagen zur Spültechnik und die steigenden Anforderungen an die Spülwasserquali-tät. Im zweiten Teil wurden typische Fehlerbilder, deren Ursachen und die besonderen Anforderungen der unterschiedlichen Branchen aufgezeigt. Der dritte und letzte Teil berichtet, mit welchen Methoden Prozesswasser aufbereitet wird.
Rinsing can be Calculated and is not a Problem – Part 3
Aqueous rinsing of work in the surface finishing industry either between, or at the end of wet chemical processing stages, directly in-fluences the quality of surface finish. However the use of large volumes of high purity rinsewater to achieve such quality, comes at a significant cost, not least in high-wage economies. To this must be added legislative and environmental issues which demand low effluent and solid waste discharges in the industry (State of Technology). Part 1 describes the basics of rinsing, in part 2 typical defects and their causes are discussed, together with special requirements in various branches of the surface treatment industry. The last part 3 of the article shows the methodes of recycling of water.
Abb. 16: Verfahrensschema: Umkehrosmosereinwasseranlage zur Erzeugung von vollentsalztem Wasser
Lesen Sie weiter als Abonnent unter:www.womag-online.de
04 201310
WERKSTOFFE
WOMag
Mit einer breiten Palette innovativer, kundenspezifischer Sensoren und Kontrollgruppen für funktionskritische Anwendungen zählt die Sensata Technologies Holding N. V. im niederländischen Almelo zu den führenden Unternehmen in diesem Bereich. Die Produkte kommen in Automobilen, Flugzeugen und Elektromotoren zum Einsatz. Im Pkw überwachen Mittel und Hochdrucksensoren unter anderem Drücke im CommonRail, Kraftstoff und Ölsystem sowie im Antriebsstrang. Die Sensoren sind hinter den jeweiligen Filtersystemen montiert und erfüllen funktionsentscheidende Aufgaben. Von Automobilherstellern und Tier1Zulieferern, speziell aus dem europäischen Raum, hat das Unternehmen die Vorgabe erhalten, dass die Sensoren keine Partikel größer 200 µm aufweisen dürfen. Betroffen davon ist laut Sander Slaa, Prozessingenieur SensorProdukte Europa bei der Sensata Technologies Holland N. V., neben den neuen Generationen der Hochdrucksensoren für CommonRailApplikationen und der Mitteldrucksensoren für Anwendungen im Kraftstoff, Öl und Antriebssystem die laufende Produktion am Standort Malaysia. Dieser Sauberkeitswert ließ sich nach seinen Worten mit der bisher eingesetzten Wasserstrahlreinigung jedoch nicht erreichen.
Schnee zur Verbesserung der Teilesauberkeit
Da die CO2Schneestrahltechnik in einem Unternehmensbereich in Mexiko für die Reinigung keramischer Oberflächen im Einsatz ist, sahen Sander Slaa und Dennis Giesen, Produktmanager SensorProdukte Europa, darin einen Ansatz zur Verbesserung der Sauberkeit in der Sensorproduktion. Nach einer Internetrecherche kontaktierten sie verschiedene Hersteller von Schneestrahl und Trockeneisreinigungssystemen. Die Leistungsfähigkeit des CO2Schneestrahlsystems der acp hat die Beiden überzeugt. Außerdem verfügt dieses Unternehmen bereits über Erfahrung in der Automobilindustrie und ist in Europa ansässig, was die Prozessentwicklung für SensorProdukte Europa vereinfachte, erklärt Dennis Giesen.
Das gute Reinigungsvermögen des Verfahrens der acp GmbH, einem Unternehmen der ACIGroup, basiert auf der patentierten ÜberschallZweistoffringdüse. Durch die Düse wird flüssiges Kohlenstoffdioxid geleitet, das beim Austritt zu einem Schnee/GasGemisch entspannt. Diesem Kernstrahl wird Druckluft als Mantelstrahl zugeführt, der die CO2Schneekristalle auf Überschallgeschwindigkeit beschleunigt. Der ungiftige und nicht brennbare Kohlenstoffdioxidschnee entfernt durch die Kombination mechanischer, chemischer sowie thermischer Eigenschaften feste und filmische Verunreinigungen trocken und rückstandsfrei. Trifft der gut fokussierbare Strahl auf die zu reinigende Oberfläche verflüssigen sich die Schneekristalle und sublimieren nach dem Aufprall. Der dabei entstehende Sublima tionsimpuls löst die anhaftenden Metall und Kunststoffpartikel ab. Die geringe Härte der winzigen Schneekristalle gewährleistet die schonende und gleichzeitig reproduzierbare Reinigung der empfindlichen und teilweise sehr filigranen Sensoroberflächen.
Prozessentwicklung unter Reinraumbedingungen
Zur optimalen Anpassung des Verfahrens an die Anforderungen von Sensata erfolgten zunächst Versuche im Technikum von
acp in einer normalen Umgebung. Um umgebungsbedingte Einflüsse weiter zu minimieren, regte der Anlagenhersteller an, zusätzliche Tests mit der Abteilung Reinst und Mikroproduktion am FraunhoferInstitut für Produktionstechnik und Automatisierung (IPA) in Stuttgart durchzuführen. Dafür wurde dort ein Schneestrahlsystem der acp aufgestellt. Am IPA stand laut Sander Slaa einerseits eine Reinraumumgebung zur Verfügung, die eine umgebungsbedingte Verschmutzung der Sensoren während und nach der Reinigung verhindert. Andererseits konnten dort die Sauberkeitskontrollen entsprechend der VDA 19 beziehungsweise ISO 16232 durchgeführt werden. Sie belegten, dass die geforderte Sauberkeit reproduzierbar erzielt wird, wie Sander Slaa erläutert.
Eine weitere Vorgabe von Sensata war, dass die Teile nach der Reinigung nicht mehr manuell gehandhabt werden dürfen. Wie Dennis Giesen erklärt, werden die Sensoren nach der Endinspektion gereinigt und anschließend verpackt. Aus dem bisherigen Reinigungsprozess für die Hochdrucksen
CO2-Schneestrahlreinigung von Sensoren für funktionskritische AutomobilanwendungenSensoren, die in Fahrzeugen Drücke überwachen, sind funktionskritisch. Entsprechend hoch sind die Sauberkeitsanforderungen. Um die Vorgabe kein Partikel größer 200 µm prozesssicher zu erfüllen, investierte ein weltweit führender Sensorhersteller in ein CO2-Schneestrahlreinigungssystem von acp mit vollautomatischem Teilehandling.
Der gut fokussierbare CO2Strahl entfernt filmische und partikuläre Verunreinigungen von den Sensoren
Der CO2Schneestrahlprozess ist in ein circa 3 x 1,5 m (L x B) großes Standardmodul integriert, das über eine FilterFanUnit für die Reinluftversorgung und eine Medienaufbereitung für das flüssige Kohlendioxid und die Druckluft verfügt
04 2013 11
WERKSTOFFE
WOMag
soren ist bekannt, dass manuelle Eingriffe zwischen der Reinigung und Verpackung das Risiko einer Rekontamionation beinhalten und daher großen Einfluss auf die Teilesauberkeit haben.
Anlagenkonzept mit vollautomatischem Teilehandling
Um diese Anforderungen umzusetzen, entwickelten acp und das ebenfalls zur ACIGroup gehörende Automatisierungsunternehmen ACI ecoTec ein maßgeschneidertes Anlagenkonzept. Es basiert auf einem nur etwa 3 m x 1,5 m (L x B) großen Standardmodul, in das der CO2Schneestrahlprozess integriert ist. Die hermetisch geschlossene Reinigungszelle steht bei Sensata Malaysia in einem Sauberraum und verfügt über eine FilterFanUnit für die Reinluftversorgung. Ausgestattet ist das Modul auch mit einer Medienaufbereitung für das flüssige Kohlenstoffdioxid und die Druckluft. Die kompakte PlugandPlayLösung bietet zudem den Vorteil, dass die Pneumatik und Elektroschaltschränke vollständig integriert sind.
Die Beschickung der Anlage erfolgt durch eine nach dem Poka YokePrinzip gestalte
Nach der Reinigung werden die Sensoren in speziellen Reinteiltrays, die über ein zweites Schubladensystem zugeführt werden, abgelegt
Zur Reinigung entnimmt der Greifmechanismus jeweils zwei Sensoren aus den Trays
te Schubladeneinheit mit konsequenter Trennung nicht gereinigter und sauberer Werkstücke. In die Schubladen werden Trays eingestellt, in denen sich schmutzige Sensoren in einer definierten Position befinden. Sobald die jeweilige Schublade in Position ist, entnimmt eine an einer Linear einheit platzierte, ACI ecoTecspezifische Aufnahme zwei Sensoren und transportiert diese in die Reinigungseinheit, wo sie von einem speziellen Greifmechanismus über
nommen werden. Anschließend strahlen jeweils zwei Düsen in einem definierten Winkel auf die Sensoren, die sich während des Reinigungsprozesses drehen.
Um sicherzustellen, dass eine optimale Reinigungswirkung erzielt wird, überwacht ein inline positionierter Sensor den CO2
• Adhäsion und Oberflächenbehandlung • Neue Klebstoffe und Verfahren • Klebtechnische Anwendungen • Berechnung und Simulation • Verarbeitung und Applikation • Prozessbeherrschung und Prozessintegration • Fach- und Posterausstellung
Schneestrahl kontinuierlich. Abgereinigte Partikel werden sofort gezielt über ein Abluftmodul aus der Reinigungszelle entfernt. Nach der Reinigung übergibt der Greifmechanismus die Sensoren wieder an die Linearaufnahme. Dabei wird strikt zwischen Schmutzig und Sauberteilen getrennt, um eine Rekontamination nach der Reinigung auszuschließen. Die Sensoren werden in speziellen, über ein zweites Schubladensystem zugeführte, Reinteiletrays abgelegt. Dieser Prozess dauert rund zehn Sekunden, so dass eine Taktzeit von nur fünf Sekunden pro Sensor erreicht wird.
Nach Ansicht von Dennis Giesen und Sander Slaa ist acp eines von sehr wenigen Unternehmen weltweit, das eine solche Aufgabe lösen kann. Dafür spricht auch, dass Sensata mit acp und ACI ecoTec bereits an weiteren Projekten arbeitet
➲➲ www.acp-micron.com
➲➲ www.aci-ecotec.com
➲➲ www.sensata.com
04 201312
WERKSTOFFE
WOMag
Einzelne Baugruppen und ganze Maschinen sollten so ausgelegt sein, dass sie schnell an neue Ansprüche angepasst werden können. Am Beispiel der AGTOS-Hochleis-tungsturbine TA 3.6.8 zeigt das Messeteam die entsprechenden Möglichkeiten auf. Die AGTOS-Hochleistungsturbine kann schnell auf verschiedene Materialien umgerüstet werden. Neben den Anpassungsmöglich-keiten der Maschinen und Anlagen spielt das Thema Energie- und Ressourceneffizi-enz eine stets größere Rolle in den Gesprä-chen mit Interessenten und Kunden. An-hand von realisierten Konzepten werden hierzu Lösungen aufgezeigt.
AGTOS zeigt Beispiele zur Automatisierung von Produktionsprozessen in Verbindung mit der Strahltechnik und stellt damit den Bezug zum Leitthema der Messe Integrated Industry her. Gemeint ist die sinnvolle Ein-bindung der Strahltechnik in den Produkti-onsprozess. Dies betrifft die innerbetrieb-liche Logistik ebenso wie die Vernetzung der IT verschiedener Bereiche. Mit Hilfe von Projektbeschreibungen aus verschiedenen Branchen werden auch hierfür Alternativen aufgezeigt.
Anhand von Werkstücken vor und nach dem Strahlprozess werden die Möglichkei-ten der Schleuderrad-Strahltechnik aufge-zeigt und interessante Lösungsvorschläge vorgestellt.
Moderne Turbinentechnik
Die Hochleistungsturbinen von AGTOS sind als sehr wartungsfreundlich bekannt. Da sie mit einem Einscheiben-Schleuder-rad bestückt sind, entfallen die sonst üb-lichen Distanzbolzen. Damit wird die Zahl der Verschleißteile im Schleuderrad ge-senkt. Die Anwender profitieren von weni-ger Wartungsaufwand und vom besseren Strahlmittelfluss.
Ein Verteilerrad übernimmt die mechani-sche Vorbeschleunigung des Strahlmittels. Mit der Leithülse lässt sich der Strahlbereich von außen leicht einstellen. Das Turbinen-gehäuse besteht aus hochverschleißfestem Manganhartstahl und verfügt zusätzlich über eine robuste Verschleißauskleidung. Die Turbinenschaufeln des Schleuderrades sind leicht zu wechseln.
Hochleistungsturbinen der Anlagen werden bis zu einer bestimmten Baugröße durch direkt angeflanschte Drehstrommotoren, Schutzart IP54, angetrieben. Eine spezielle Labyrinth-Abdichtung am Turbinengehäuse verhindert das Eindringen von Staub oder Strahlmittel in die Motorlagerung. Geringe Wartungszeiten und faire Ersatzteilpreise ermöglichen einen äußerst wirtschaftlichen Betrieb der Strahlanlagen.
Über AGTOS
AGTOS befasst sich mit allen Aktivitäten rund um die Schleuderrad-Strahltechnik. Schleuderrad-Strahlmaschinen zum Auf-rauen, Reinigen, Entrosten, Entzundern und Verfestigen werden von den eigenen Mitarbeitern projektiert, konstruiert und in eigenen Werken gefertigt und program-miert. Dazu gehört auch der Transport der Werkstücke von anderen Bearbeitungsstel-len zu den Strahlmaschinen sowie der Wei-tertransport. Daher liefert das Unterneh-men oft ganze Systeme und Anlagen, also Komplettlösungen. Von der Bearbeitung von millimetergroßen Kettenteilen bis hin zu Stahlkonstruktionen in der Größe von Überseecontainern sind der Einsatzfähig-keit und Größe der Anlagen kaum Grenzen gesetzt.
Der Handel mit gebrauchten Strahlmaschi-nen ergänzt das Produktprogramm. Auch diese Maschinen werden auf die speziel-len Bedürfnisse des Kunden fachgerecht angepasst. Von der Reparatur über die Modernisierung bis hin zur Ergänzung von gebrauchten Strahlanlagen mit neuen Kom-ponenten reichen hier die Möglichkeiten. So werden kostengünstige, aber dennoch hochwertige und praxistaugliche Lösungen geschaffen. Dies ist besonders interessant für Unternehmen mit kleinem Budget, die sehr kurzfristig eine Strahlanlage benöti-gen oder diese nur temporär und nicht im Dauerbetrieb einsetzen müssen.
Neben Ersatz- und Verschleißteilen für die eigenen Strahlanlagen werden auch für Strahlmaschinen anderer Fabrikate die passenden Teile angeboten. Service-, War-tungs-, Reparatur- und Modernisierungsar-beiten werden ebenso Herstellerübergrei-fend ausgeführt. Damit hat der Kunde einen kompetenten Ansprechpartner rund um die Schleuderrad-Strahltechnik. U. Kapitzka
AGTOS Gesellschaft für technische Oberflächensysteme mbH Gutenbergstraße 14, D-48282 Emsdetten
➲➲ www.agtos.de
Hannover Messe: Halle 3, Stand D13
Flexible Lösungen in der Schleuderrad-StrahltechnikLösungen für den aktuellen Produktionsprozess sind stets gefragt, aber auch solche für die Zukunft. Auf der Hannover Messe infor-miert die AGTOS GmbH über Möglichkeiten, sich an veränderte Anforderungen an die Strahltechnik anzupassen.
Auslauf einer AGTOS-Drahtgurtstrahlmaschine mit gestrahlten Teilen
04 2013 13
WERKSTOFFE
WOMag
Nahezu alle technisch genutzten Werkstof-fe lassen sich heute miteinander und un-tereinander klebtechnisch und dadurch stoffschlüssig und hochfest verbinden. Das Kleben bietet somit die größte Flexi-bilität aller bekannten Verbindungstech-niken. Ein weiterer Vorzug besteht darin, dass durch den Fügeprozess Kleben, der wärmearm oder wärmefrei durchgeführt werden kann, die Struktur der zu fügenden Werkstoffe praktisch nicht verändert wird. Damit lassen sich nahezu beliebige Materi-alverbunde herstellen, in denen jeweils die vorteilhaften Stoffeigenschaften der Verbin-dungspartner ausgenutzt werden können. Die Klebtechnik birgt daher bis heute nicht zu übersehende Möglichkeiten zur Realisie-rung ressourcenschonender Verbindungen im Fertigungsleichtbau.
Die TechnoBond – Fachtagung industriel-le Klebtechnik verfolgt das Ziel, Fachleuten und solchen die es werden wollen, eine In-formationsplattform für einen interdiszipli-nären Erfahrungs- und Gedankenaustausch
zu bieten. Das Tagungsprogramm spannt dazu einen weiten Bogen, der von der Be-herrschung adhäsiver Wechselwirkungen an der Fügeteiloberfläche über neue Kleb-stoffe und Fertigungsverfahren bis zur inge-nieurmäßigen Auslegung geklebter Verbun-de reicht. Die Diskussion von erfolgreich realisierten, praktischen Anwendungen in unterschiedlichen Industriezweigen ver-deutlicht, was heute mit Kleben möglich ist und welchen Herausforderungen sich die Klebtechnik zukünftig stellen wird.
TechnoBond – Fachtagung industrielle Klebtechnik
Die TechnoBond findet vom 13. bis 14. Mai in Memmingen statt. Das Tagungsprogramm beinhaltet wissenschaftliche und praxiso-rientierte Vorträge zu aktuellen klebtech-nischen Fragestellungen, eine Posteraus-stellung mit neuesten Entwicklungen sowie eine tagungsbegleitende Fachausstellung.
OTTI, Bereich Technik, Wernerwerk- straße 4, D-93049 Regensburg
➲➲ www.otti.de
Hochwertige Kunststoffverchromung in den Oberflächen – VCR 3Q7
– Silver Shadow – Perlglanz – Galvanosilber 09
Werkzeugbau – Kunststoffspritzguss – Galvanik
Der Verchromungsspezialist für die Automobilindustrie
Wasser ist einer der wichtigsten Rohstoffe bei der Herstellung von Produkten aller Art. Es wird beispielsweise als Lösungsmittel für Metalle, als Spülmedium bei der Reinigung oder zur Kühlung bei der mechanischen Bearbeitung von Werkstoffen eingesetzt. Heute wird in allen solchen Fällen großer Wert darauf gelegt, dass das Wasser nach Gebrauch in einem umweltverträglichen Zu-stand wieder abgegeben wird. Und schließ-lich nimmt auch das Recycling von Rohstof-fen, allen voran die Metalle, einen immer wichtigeren Stellenwert ein. All das soll zu akzeptablen Kosten bei geringem Hand-lingsaufwand realisiert werden.
In der Oberflächenbehandlung mit Metallen, beispielsweise der Galvanotechnik, werden hier seit langem die verschiedensten Tech-nologien angewandt. Dazu zählen das Aus-fällen von Metallen und die Rückführung der hergestellten Metallschlämme oder die Entfernung von gelösten Metallen mit Hilfe von Ionenaustauschern. Vor allem Ionen-austauscher ermöglichen es, neben den Metallen auch weitere Lösungsbestandteile zu entfernen, wodurch beispielsweise aus angereicherten Spülwässern wieder nahe-zu sauberes und salzfreies Wasser entsteht. Im Ergebnis werden damit unter Einsatz von optimierten Ionenaustauschersystemen Spülkreisläufe aufgebaut, die nahezu ohne die Zufuhr von Frischwasser auskommen, wodurch sich eine enorme Reduzierung des Wasserverbrauchs ergibt.
Inzwischen interessieren sich auch Unter-nehmen der mechanischen Werkstoffbear-beitung dafür, ihre wässrigen Medien von Inhaltstoffen zu befreien und die verblei-benden Wässer umweltgerecht zu entsor-gen. Zugleich wird durch den Einsatz von Ionenaustauschern, beispielsweise beim Erodieren, die Bearbeitungsqualität deut-lich gesteigert, da die Zusammensetzung der wässrigen Medien während der Bear-beitung konstant bleibt. Neben dem verbes-serten Umweltschutz kommt hier also der Vorteil der Qualitätsverbesserung hinzu.
Ein Unternehmen, das im Bereich der Was-seraufbereitung und Abwasserbehandlung
einen umfassenden Service anbietet, ist die Gross Wassertechnik GmbH in Pforzheim. Obwohl das Unternehmen erst am 2. Sep-tember 2010 gegründet wurde, verfügt es doch durch seinen Eigentümer und die Mit-arbeiter über eine langjährige Erfahrung auf dem Gebiet der Wasserbehandlung. Geschäftsführer Bernward Groß ist bereits seit mehr als 20 Jahren in der Planung und im Bau von abwassertechnischen Anlagen tätig und war in den letzten Jahren Prokurist bei der UT&S GmbH.
Gross Wassertechnik
Das Unternehmen hat seinen Sitz in einem neuen Firmengebäude am Stadtrand von Pforzheim, direkt an der Autobahnausfahrt Pforzheim-Nord an der A8 gelegen. Das Ge-bäude bietet 700 Quadratmeter Produkti-onsfläche und 300 Quadratmeter Bürobe-reich. Heute befassen sich 14 Mitarbeiter mit der Herstellung von Anlagen zur Aufbe-reitung von Frisch- und Abwasser; mit der Aufarbeitung von Abwasser beispielswei-se aus der Regeneration von Ionenaustau-schern sowie mit der Planung und Ausle-gung von Anlagen zur Wasseraufbereitung und Abwasserreinigung.
Zur Ausrüstung des Unternehmens ge-hört insbesondere ein Regenerierbereich für metall-, cyanid- und chomatbelastete
Umweltschutz und Wertschöpfung kein WiderspruchSpezialist für den Umgang mit Wasser in der Metallfertigung: Die Gross Wassertechnik GmbH in Pforzheim bietet Lösungen für zahlreiche Herausforderungen in der Wasser- und Abwasserbehandlung
Stefan Jantzen (Betriebsleiter), Bernward Groß (Geschäftsführer) und Tobias Brahm (Vertriebsleiter) (v.l.n.r.)
04 2013 15
WERKSTOFFE
WOMag
Ionen austauscher. Hierfür wurden sechs Regenerierstationen installiert, zwei Statio-nen für Großbehälter mit Harzvolumina bis 1500 Liter und vier Stationen für die Harz-regeneration von Austauschern mit einem Volumen bis 100 Litern. An die Regenerier-station angeschlossen ist eine Abwasseran-lage mit insgesamt zwei Chargenreaktoren, die jeweils über ein Behandlungsvolumen von 15 Kubikmeter verfügen. Beide Char-genreaktoren sind mit einem konischen Boden ausgerüstet, um eine vollkommene Restentleerung zu gewährleisten. Für die Zwischenspeicherung von anfallenden Re-generaten stehen insgesamt drei Speicher-
behälter mit einem Volumen von jeweils 15 Kubikmeter für saure beziehungsweise cyanidisch alkalische Abwässer und ein weiterer für die Aufnahme von cadmium-haltigen Regeneraten zur Verfügung. Der Abwasseranlage nachgeschaltet sind zwei Kammerfilterpressen sowie zwei Selekti-vaustauscher mit vollautomatisch vorge-schaltetem Kiesfilter zur Rückspülung.
Die Gross Wassertechnik GmbH verfügt über eine wasserrechtliche Genehmigung, die alle gängigen Schwermetalle, auch cad-miumhaltige Regenerate, einschließt. Somit ist das Unternehmen in der Lage, auch Harz-
regenerationen aus dem Herkunftsbereich der Solarindustrie zu regenerieren und die dabei anfallenden Abwässer aufzuberei-ten. Zudem liegt eine Genehmigung für die Annahme von Fremdabwässern vor.
Wasserreinigung als Dienstleistung
Der optimale Einsatz von Anlagen zur Was-serbehandlung erfordert eine fachmän-nische Planung der Stoffströme, die Be-rücksichtigung der Anforderungen an die Wasserqualität oder der fachlich personel-len Gegebenheiten beim Kunden. Deshalb steht die Konzeptionierung des Wasser-managements in Produktionsbetrieben mit der Herstellung von Anlagen und Einrich-tungen zur Wasseraufbereitung und Abwas-serbehandlung bis hin zur Regeneration von Ionenaustauschern sowie der Aufarbeitung von Abwasserchargen im Mittelpunkt der Aufgaben. Der angebotene Regenerations-service wird durch einen eigenen Lieferser-vice vervollständigt, um beladene Ionen-austauscher beim Kunden abzuholen und regenerierte wieder auszuliefern.
Das Hauptaugenmerk der Gross Wasser-technik GmbH liegt in der Regeneration von extern belasteten Ionenaustauschern, die im Betrieb in Pforzheim regeneriert werden. Herkunftsbereiche sind sowohl die klassi-sche Galvanikindustrie als auch die Boden-sanierung, die pharmazeutische Indust-rie sowie in zunehmendem Maße auch die mechanische Materialbearbeitung. Bei den Ionenaustauschersystemen steht heute die Anforderung nach optimierten und auf den jeweiligen Einsatzzweck zugeschnittenen Systemen im Vordergrund. Dies betrifft so-wohl das zu reinigende Volumen an Was-ser, beispielsweise für die Spülstufen eines galvanischen Prozesses, als auch die in den wässrigen Lösungen enthaltenen Stof-fe. Hier stehen unterschiedliche Harztypen zur Verfügung, um sowohl eine höchstmög-liche Quote für das Entfernen von Stoffen als auch eine hohe Standzeit der Harze bei einfachster Bedienung der Anlage zu ge-währleisten. Die Gross Wassertechnik kann hierbei auf ein umfangreiches Know-how und eine jahrelange Zusammenarbeit mit Harzherstellern zurückgreifen, um für die je-weilige Aufgabe das am besten geeignetste Harz auszuwählen.
Beim hauseigenen Anlagenbau liegt der Schwerpunkt im Bereich Wasseraufberei-tungs- und Abwasserbehandlungsanlagen. Hier werden zum Beispiel Umkehrosmose-anlagen für die Frischwasseraufbereitung hergestellt. Neben dem Angebot, mobile
Bereich Abwasserbehandlung bei der Gross Wassertechnik
Mobile Einheiten der Gross Wassertechnik zur Wasser- und Abwasserbehandlung
04 201316
WERKSTOFFE
WOMag
mit dem Fraunhofer-Institut für Produkti-onsanlagen und Konstruktionstechnik (IPK) in Berlin. Bei einem Forschungsprojekt wurde in den vergangenen Monaten ge-meinsam eine kompakte Deionisiereinheit speziell für die Anwendung an Startloch-bohrmaschinen entwickelt, welche auf dem 20. Innovationstag Mittelstand am 16. Mai 2013 in Berlin zum ersten Mal der Öffent-lichkeit präsentiert wird.
Ionenaustauschersysteme im eigenen Haus zu regenerieren, werden aber auch statio-näre Ionenaustauscheranlagen errichtet, die extern beim Kunden regeneriert wer-den können. Hier liegt der Schwerpunkt auf der Kreislaufführung von galvanischen Spülwässern und auf der Schlussreinigung von anfallenden Abwässern mit Hilfe von selektiv arbeitenden Ionenaustauschern. Der Anlagenbau umfasst außerdem die Planung und den Bau von Abwasserbe-handlungsanlagen mittels konventioneller Chargenbehandlung.
Guter Service als erfolgreiches Geschäftsmodell
Die Überzeugung, eine zukunftsträchtige Technologie anzubieten, hat Bernward Groß durch die Investitionen in sein Unternehmen klar unterstrichen. Vor allem die derzeit ver-stärkte Suche nach Einsparmöglich keiten bei Materialien verschafft der Technologie der Abwasserbehandlung mit dem Ziel, Me-talle, Edelmetalle und sonstige Roh stoffe soweit wie möglich zurückzugewinnen, seine ungebrochen hohe Attraktivität. Ins-besondere die heutigen Möglichkeiten des Einsatzes von spezialisierten Ionenaustau-schern und das Angebot der zentralisier-ten Aufarbeitung von Metallen, wie sie die Gross Wassertechnik GmbH anbietet, sind eine vielversprechende Grundlage für eine erfolgreiche Zukunft.
Die Technologie der Ionenaustauscher be-vorzugt mit kleinen Einheiten und deren Optimierung auf den jeweiligen Einsatzfall zeichnet sich immer mehr als eine optima-le Lösung für viele Anwendungsgebiete ab. Dem kommt entgegen, dass die heute ge-bräuchlichen wassersparenden Einsatz-
Station zur Harzregeneration (links), Edelmetall- austauscher (rechts) und Ionenaustauscherpa-tronen in unterschiedlichen Abmessungen
Beispiel für den Einsatz von Ionenaustauschern
technologien nur noch geringe Mengen an Abwasser liefern. Dadurch werden die konventionellen Behandlungsmethoden, beispielsweise die Chargenanlagen in der Galvanotechnik, immer unwirtschaftlicher. Mobile Ionenaustauscheranlagen, die auch von fachfremden Mitarbeitern problemlos betrieben werden können, gewinnen an At-traktivität. Dies hat die Gross Wassertech-nik erkannt und trägt mit ihrem Angebot bei den Unternehmen zur Wirtschaftlichkeit und einem hohen Maß an Umweltfreund-lichkeit bei ihren Kunden bei.
Im Bereich der Drahterosion und des Werk-zeugbaus besteht eine enge Koorperation
WERKSTOFFE
www.coventya.com
PERFORMA 288
Optimal für Gestellanwendungen
Kontrollierbare stabile Nickeleinbaurate von 12-15%
Gute Verformbarkeit der Schichten
Hohe kathodische Stromausbeute
Sehr gute Passivierbarkeit in transparent, blau-irisierend oder schwarz mit FINIDIP und
LANTHANE Cr(III)-Passivierungen
LINIE PROTEKTIV
Alkalisches Zink-Nickel-Gestellverfahren
COVENTYA, Verfahren für MarktführerTel. : +49 5241 9362-0
Einen ausführlichen Bericht über unser Unternehmen finden Sie in WOMag 11/2012.
Unser Motto:
Erst sehen, was sich machen lässt, dann machen, was sich sehen lässt.
Die Treue unserer Kunden bestätigt unseren Kurs.
Unsere Dienstleistung:
• Eloxal in natur, schwarz und in Farbe
• Harteloxal (Hartanodisation, Hart Coat) natur und farbig
Unser Angebot:
Technikberatung/Planung/ Projektbetreuung für Eloxalbetriebe: Highlight Diffusionsdialyse zur Elektrolytaufbereitung – Rückgewinnungsquote 80% der Säure. Direktbefeuerte Beheizung von Sealingbädern
Unser Anspruch:
Termintreue auch bei eiligsten Aufträgen und höchste Flexibilität für zufriedene Kunden. Effiziente Produktion durch ständige Optimierung der Abläufe mit bestmöglichster Qualität
Wir bieten auch Ausbildungsplätze für Handwerk und duales Studium!
Moderne Atmosphärendruck-Plasma-CVD-Technologien (atmospheric pressure plas-ma chemical vapour deposition, APCVD) und Beflammungstechnologien (combus-tion chemical vapour deposition, CCVD) zur Oberflächenfunktionalisierung, die in ihrer umfänglichen Vielfalt in einem Technologie-baukasten zusammengefasst werden kön-nen, werden im Rahmen eines vom Bun-desministerium für Bildung und Forschung (BMBF) geförderten Innovativen Regionalen Wachstumskerns J-1013 weiterentwickelt, zusammen mit den Verbundpartnern auf spezielle Kundenbedürfnisse angepasst und insofern auch auf sehr spezielle Sub-stratmaterialien übertragen.
Planarsubstrate werden bereits seit län-gerem mit unterschiedlich ausgestatteten APCVD-Dünnschichten auf Basis von Sili-ziumoxid ausgestattet. Letzte Ergebnisse hierzu wurden mit Blick auf die Bereitstel-lung von funktionellen Kompositschichten präsentiert [1]. Zur APCVD-Beschichtung finden unterschiedliche Freistrahlplasma-systeme, wie zum Beispiel das Plasma-system PlasmaBlaster MEF® der Tigres Gerstenberg GmbH oder der PFW10 der Plasma treat GmbH, ihren Einsatz. Die Er-weiterung der Substratpalette durch die Wahl von technischen Textilien, insbeson-
dere Fadenmaterialien (Filamente), stellt neue Herausforderungen an die APCVD-Be-schichtungstechnologie. In diesem Beitrag soll speziell auf die letzten Entwicklungen zur Beschichtung von Fadenmaterial einge-gangen werden.
Gegenstand aktueller Forschungsarbeit ist die Behandlung von textilen Substraten beispielsweise von Garnen und Flächen-ware. Hierbei werden unter Verwendung angepasster Precursorsysteme nanoskalige SiO
x-Schichtsysteme auf die textilen Subs-
trate appliziert. Diese Schichten verleihen den Textilien neue Eigenschaften, beispiels-weise im Bereich des Benetzungsverhaltens (hydrophil/hydrophob). Über Haftvermitt-lerschichten, welche sich sowohl auf Natur-fasergarne als auch auf synthetische Faser-systeme (z. B. PP, PET, Aramid) applizieren lassen, können die Garnoberflächen der un-terschiedlichen Fasern mit einer chemisch-physikalisch einheitlichen J-1013-Zwischen-schicht versehen werden und somit weitere Funktionsschichten kovalent anbinden.
2 Anlagentechnik
Die APCVD-Behandlung von Flächensub-straten wurde bisher mit einem einzelnen PlasmaBlaster MEF® durchgeführt, indem die Substrate unter dem Plasmajet mä-andriert werden. Auf diese Weise kann neben Kunststoff-, Glas oder Metallsub-
straten auch textile Flächenware beschich-tet werden.
Im Falle der APCVD-Fadenbeschichtung stellt die Nutzung einer einzelnen Plasma-düse jedoch keine praktikable Vorgehens-weise dar. Deshalb wurde sich in unseren Untersuchungen eines auf 10 cm Behand-lungsbreite aufskalierten BLASTER-Sys-tems von Tigres bedient. Dieses System wurde durch die Integration von entspre-chenden Precursor-Dosier- und Aerosolein-heiten so modifiziert, dass es erstmals zur flächigen Beschichtung sowohl von textiler Flächenware als auch von Garnware mittels APCVD herangezogen werden kann.
Bei der Beschichtung von Filamenten mit-tels CCVD stehen aufskalierte Brenner oh-nehin seit Jahren zur Verfügung, hier liegt die Aufmerksamkeit eher in der Berücksich-tigung der hohen Beschichtungstempera-turen. Durchläuft ein Filament zur Oberflä-chenfunktionalisierung mittels APCVD oder CCVD einen Plasmajet oder eine Flamme, werden zum Teil erhebliche Wärmemen-gen übertragen, bei der CCVD-Behandlung (Flammentemperatur 1200 °C) wesentlich mehr als bei der Behandlung mittels APCVD (Gastemperaturen am Ausgang der Plasma-düse ca. 250 °C).
Im Gegensatz zur CVD- oder auch Plasma-CVD-Technologie, bei der Teilchentransport und Reaktionsmechanismus (z. B. Wärme oder Plasma) zeitlich parallel auf das Sub-strat einwirken, bedient sich die ALD-Tech-nik einer sequentiellen Abfolge, in der Regel zweier Reaktionspartner (Precursoren). Da-durch ist es möglich, eine atomar genaue Kontrolle der Schichtdicke zu erreichen.
In Abbildung 1 ist diese Abfolge schematisch dargestellt. In einem ersten Schritt wird die zuvor gereinigte Oberfläche dem ersten Re-aktionspartner (Precursor A) ausgesetzt. Dabei ist es notwendig, dass die Adsorpti-
on an der Oberfläche durch einen selbstlimitierenden Prozess (z. B. Chemisorption) gesteuert wird. Da-durch ist sichergestellt, dass nicht mehr als eine Monolage des Pre-cursors adsorbiert, unabhängig von der Menge angebotenen Gases. In einem zweiten Schritt werden dann die Reste dieses Precursors aus der Kammer gespült beziehungswei-se ausgepumpt. Dies ist notwen-dig, um eine Gasphasenreaktion mit dem zweiten Precursor (B) zu verhindern. Letzterer wird dann in einem dritten Schritt über die Substratober-fläche geleitet und bei der klassischen ALD über thermische Energie zur Reaktion ge-bracht. Danach ist in der Regel wiederum ein Spülzyklus nötig.
Als Standardsystem hat sich die Abschei-dung von Aluminiumoxid aus den beiden Precursoren Trimethylaluminium (TMA) und Wasserdampf etabliert. Aluminium-oxidbeschichtungen machen den Löwenan-teil technisch genutzter ALD-Prozesse aus. Die Reaktion läuft dabei (sequentiell) nach Reaktions gleichung <1> ab:
2Al(CH3)3 + 3H2O → Al2O3 + 6CH4
Ein weiteres wichtiges Konzept ist das so genannte Temperaturfenster. Damit wird der Temperaturbereich bezeichnet, in dem die Deposition wirklich nach diesem oben beschriebenen Schema verläuft. Dies führt dann in Folge zu einem robusten Prozess, dessen Rate (im Gegensatz zur CVD) – zu-mindest in diesem Fenster – nicht von der Temperatur abhängt.
In Abbildung 2 ist dieser Sachverhalt noch-mals schematisch dargestellt. Die Weite des Temperaturfensters ist allerdings in aller Regel von der Prozessführung, den verwen-deten Precursoren und nicht zuletzt von der verwendeten Anlagentechnik abhängig. Nicht selten gibt es für eine gegebene Pre-cursor- und Prozesskombination überhaupt kein Temperaturfenster oder die Schicht-eigenschaften variieren temperaturabhän-gig, trotz gleicher Depositionsrate. Abhilfe kann an dieser Stelle ein anderer Precursor (z. B. H2O2 oder O3 statt H2O) schaffen oder auch die Verwendung von Plasmen bezie-hungsweise deren Radikalen, wie im Fol-genden beschrieben.
DiethermischeAtomlagenabscheidung(AtomicLayerDeposition,ALD)hatsichindenletztenJahrenalsdieTechnologieetabliert,umfürHalbleiterprozesseäußerstpräziseunddefiniertgleichmäßigeBeschichtungenausderGasphaseimNanometermaßstabzuliefern. Allerdings hat die Technologie ihre Grenzen, speziell für andere Anwendungsfelder, wie beispielsweise die BeschichtungpolymererSubstrate.MitHilfevonPlasmatechnologiekanndieseLückezumindestteilweisegeschlossenwerden.
Das Stückverzinken ist ein seit über 100 Jah-ren bewährtes Verfahren zum Aufbringen eines nachhaltigen Korrosionsschutzes auf Stahlteile verschiedenster Branchen. So ist das Stückverzinken traditionell im Metall- und Stahlbauhandwerk ebenso beheimatet wie im Bereich der Infrastruktur- und Ver-kehrseinrichtungen und der Verbindungs-elemente. In den letzten zehn Jahren hat sich zudem die Anwendung im Nutzfahr-zeugbau verstärkt. Obwohl oder vielleicht gerade weil das Stückverzinken einen sehr breiten Markt über einen langen Zeitraum konstant abdeckt, war die Entwicklung des Stückverzinkungsprozesses und der Stück-verzinkungsindustrie eher träge. Ein Grund hierfür liegt sicherlich in der mittelständisch und handwerklich geprägten Ausrichtung der Verzinkungsbetriebe, in der nur wenig Platz für betriebsinterne Forschungs- und Entwicklungsarbeit besteht.
Um die bestehenden Märkte zu sichern aber auch neue Märkte zu gewinnen, ist es für die Verzinkungsindustrie unumgänglich, die Entwicklungspotentiale aktiv anzuge-hen und mit neuen, innovativen Lösungen Antworten auf die Herausforderungen des Marktes zu geben. Dies schließt sowohl die Prozess- und Anlagenentwicklung ein als
auch den Aufbau adäquater Prüf- und Zer-tifizierungsverfahren für im Stückverzin-kungsprozess hergestellte Schichten.
Die Motivation für die Entwicklung des Stückverzinkungsprozesses resultiert maß-geblich aus den Anforderungen der Kunden und der Märkte, nämlich:
−zunehmender Einsatz hoch- und höchst-fester Stähle
−Reduzierung des Bauteilgewichts
−Zunahme der Komplexität von Strukturen
−zunehmende Kombination verschiedenster Werkstoffe und Beschichtungssysteme
−Forderung nach umweltfreundlichen und nachhaltigen Systemen
Bereits seit einigen Jahren wird mit dem Dünnschichtverfahren microZINQ® eine in-novative Antwort auf diese Anforderungen geboten. Die durchschnittlich 10 µm dün-nen Zinkschichten bieten hierbei sowohl einen hervorragenden Korrosionsschutz mit mehr als 1200 Stunden im Salzsprüh-test (DIN EN ISO 9227) als auch eine hohe mechanische Beständigkeit bei gleichzei-tiger Duktilität der Zinkschicht. Grundlage dieser Leistungssteigerung bei gleichzei-tiger Ressourceneinsparung im Vergleich zur klassischen Stückverzinkung gemäß DIN EN ISO 1461 ist die Verwendung des
eutektischen Binärsystems Zink-Aluminium als Schmelzlegierung. Die weitere Entwick-lung mit ternären ZnAlMg-Systemen zur weiteren Verbesserung der Zinkschicht-eigenschaften läuft aktuell.
2 CharakteristikderklassischenStückverzinkung
2.1 Prozess
Beim Stückverzinken wird das zu verzinken-de Bauteil zunächst in einer Entfettung und anschließend in einer sauren Reinigungs-lösung soweit gereinigt, bis eine metal-lisch blanke, saubere Oberfläche vorliegt. Anschließend wird ein Flussmittel aufge-bracht und das Bauteil in die etwa 450 °C heiße Zinkschmelze eingetaucht. Die Kons-truktion muss so lange in der Zinkschmelze verweilen, bis sie die Schmelzentemperatur erreicht hat und eine metallurgische Reak-tion zwischen Zink und Stahl ablaufen kann, die zur Ausbildung der charakteristischen, sehr widerstandsfähigen Eisen-Zink-Legie-rungsschicht führt. Abbildung 1 verdeutlicht die maßgeblichen Schritte des Prozesses.
2.2 ZinkschichtundEigenschaften
Die aus dem klassischen Stückverzinkungs-prozess resultierende Zinkschicht ist in Ab-bildung 2 dargestellt. Sie ist insbesondere
DiewachsendenHerausforderungenanBauteile imHinblickaufdiegeometrischeundwerkstoffkundlicheKomplexität,dieVerar-beitbarkeitinderFertigung,dieLeistungsfähigkeitundFunktionalitätwährendderNutzungsphasealsauchdieRückführungamPro-duktlebensendehabenindenletztenJahrendenBedarfnachhochleistungsfähigerOberflächentechniksteigenlassen.DieFeuerver-zinkungstellteinübervieleJahrzehntebewährtesVerfahrenundSystemfürdenKorrosionsschutzverschiedensterKonstruktionenausStahldar,wobeiindenletzten30JahreninsbesonderedieBandverzinkung,getriebendurchdieEntwicklungeninderAutomobil-industrie,maßgeblicheFortschritteerzielenkonnte.DemgegenüberwurdedieStückverzinkungaufgrundihrertraditionellhandwerk-lichenPrägungausdemBereichderSchlosserundMetallbaueroftmalsimHinblickaufAnwendungspotentialeverkanntoderüberse-hen.DieneuenEntwicklungenindieserTechnologiebietennunaberhervorragendeLösungenaufdievielfältigenHerausforderungendesMarktes.ImFolgendenwirdzunächsteinkurzerÜberblicküberdieklassischeStückverzinkunggegeben.Anschließendwirdaufdie Entwicklungen im Bereich hochleistungsfähiger Dünnschicht-Stückverzinkungstechnologien eingegangen, die maßgeblich aufderNutzungvonZink-Aluminium-sowieZink-Aluminium-Magnesium-Legierungenberuhen.
Für Verfahren zur galvanischen Abschei-dung von Zink-Nickel aus ammoniumfreien, sauren Elektrolyten war bislang der für die Einhaltung der heute als optimal angesehe-nen Nickeleinbaurate von 12 % bis 15 % er-forderliche Komplexbildner das wesentliche Unterscheidungsmerkmal der unterschied-lichen Verfahren auf dem Markt. Vor allem von Art und Konzentration des Komplexbild-ners ist es abhängig, ob ein Elektrolyt zum Beispiel hohe Eisenkonzentrationen tole-riert und bis zu 1 % Eisen in die Zink-Nickel-Schicht eingebaut wird oder ob Eisenverun-reinigungen entfernt werden müssen und es zu praktisch keinem Eiseneinbau kommt. Die Abweichungen der Eigenschaften von ternären Zink-Nickel-Eisen-Schichten zu bi-nären Zink-Nickel-Schichten werden zur Zeit untersucht. Mit dem Aufkommen borsäure-freier Elektrolyte ist in der jungen Vergan-genheit ein weiteres Unterscheidungsmerk-mal hinzugekommen.
2010 wurde Borsäure von der Europäischen Chemikalienagentur (European Chemicals Agency, ECHA) in die Liste besonders be-sorgniserregender Substanzen (substance of very high concern, svhc) aufgenommen. Dies hat derzeit noch keine Auswirkungen auf die Galvanotechnik, doch eventuelle zukünftige Einschränkungen oder Verbote lassen sich nur schwer abschätzen. Sensi-bilisiert durch die Erfahrungen rund um die Zulassungsverpflichtung von Chrom(VI) und den aktuellen Vorgang um bestimmte Ko-baltsalze hat die Suche nach Ersatzstoffen für Borsäure begonnen.
Borsäure ist seit Jahrzehnten als Grund-chemikalie der Galvanotechnik zur pH-Pufferung etabliert und findet in unter-schiedlichsten Verfahren Verwendung. Inzwischen sind borsäurefreie galvani-sche Verfahren verfügbar. Am Beispiel von
LUNACID Ni 14 BF soll in diesem Beitrag ein Lösungsansatz zur Substitution von Bor-säure in sauren Zink-Nickel-Verfahren sowie die dadurch erreichten technischen Verbes-serungen vorgestellt werden.
2 WirkungundSubstitutionvonBorsäure
Eine Pufferung saurer Zink-Nickel-Elektroly-te ist zwingend erforderlich. Aufgrund der Entladung positiv geladener Metallionen und gegebenenfalls Protonen an der Ka-thodenoberfläche liegt mit Annäherung an die Kathodenoberfläche ein immer größe-rer Überschuss negativ geladener Ionen vor. Der pH-Wert steigt also mit Annäherung an die Kathodenoberfläche immer weiter an (Abb. 1). Ohne geeignete Puffersubstanzen würde dies zu pH-Werten führen, bei denen die Metallionen mit verschiedenen Anionen ausfallen würden. Die Folge wären massive Fehlerbilder, zum Beispiel durch ungeord-nete Abscheidung oder auf der Oberfläche anhaftende Niederschläge.
Die sehr schwache Borsäure (pKs = 9,25) weist eine einzigar-tige Chemie auf: Sie fungiert nicht als Pro-tonendonator nach Brønsted und Lowry, sondern addiert als Lewis-Säure Hydro-xidionen zum Tetrahy-droxyborat (Abb. 1). Weiterhin kann Bor-säure, abhängig von Temperatur und Kon-zentration, verschie-dene oligomere oder polymere Modifikati-onen ausbilden. Auf-grund dieser Eigen-
schaften kann Borsäure nicht äquiva lent ausgetauscht werden. Weder gibt es – abge-sehen von Ammoniumionen – vergleichbar schwache Säuren, die in einem wässrigen Elektrolyten mit hohen Salzkonzentratio-nen eingesetzt werden können, noch gibt es derartige Lewis-Säuren.
Dass ausgerechnet Borsäure, deren Puffer-wirkung eigentlich erst bei alkalischen pH-Werten oberhalb der Fällungsgrenzen von Zinkhydroxid und Nickelhydroxid einsetzt, eine so fundamentale Verbreitung in der Galvanotechnik erreicht hat, ist auf ver-schiedene andere Aspekte, wie beispiels-weise Stabilität, Kompatibilität, Analysier-barkeit und Kosten, zurückzuführen, auf die hier nicht eingegangen wird (Abb. 2).
Einziger Ansatz zur Substitution von Bor-säure ist die Verwendung von organischen Säuren mit geringerer Säurestärke. Der be-kannte Essigsäure-Acetat-Puffer kann nicht eingesetzt werden, da dieser um pH = 4,75 puffert und damit deutlich unterhalb des
Abb. 1: Kathodenvorgänge, Anstieg des pH-Wertes mit Annäherung an die Kathode und Pufferkaskade LUNACID Ni 14 BF (schematisch)
Das saure Verfahren, das einfach mehr Zukunft herausholt:LUNACID Ni 14 BF
Unser saures Zink-/Nickel-Legierungs- verfahren: zukunftssicher durch Borsäurefreiheit
• Gutes Anspringverhalten – ideal für Guss- und Schmiedeteile• Strapazierfähig: Höhere Stromdichten als bei vergleichbaren borsäurehaltigen Verfahren anwendbar• Variabel: Technische bis hochglänzende Optik einstellbar• Unkompliziert in der Abwasserbehandlung: Ammoniumfrei und mit sehr niedrigem Komplexbildnergehalt• Einfaches Handling durch geringe Schlammbildung
Unser saures Zink-/Nickel-Legierungsverfahren: zukunftssicher durch Borsäurefreiheit
Unbenannt-1 1 20.03.13 15:13
Abb. 2: Pufferkapazitäten von Borsäure sowie Pufferkaskade LUNACID Ni 14 BF einzeln und in Summe (grün) (schematisch)
Fensters pH = 5–6, in dem saure Zink-Ni-ckel-Elektrolyte üblicherweise arbeiten. Für eine einigermaßen ausreichende Puf-ferwirkung müsste der Elektrolyt mindes-tens 7,5 % Essigsäure-Acetat-Puffer ent-halten: Neben der Geruchsbelästigung und zu erwartenden Anlagenkorrosion wird die Optik der Abscheidung bei hohen Acetatge-halten durch bräunliche Schatten negativ beeinflusst.
Ein optimales Puffersystem weist die maxi-male Kapazität am oder knapp oberhalb des pH-Wertes des Elektrolyten auf – so wird bei Veränderungen des pH-Wertes sofort abge-puffert. LUNACID Ni 14 BF, das erste borsäu-refreie, saure Zink/Nickel-Verfahren von Dr. Hesse GmbH & Cie KG, greift auf eine Kom-bination verschiedener Puffersubstanzen zurück, hier exemplarisch als unterschied-lich starke Säuren HX, HY und HZ bezeich-net. Diese stellen eine Pufferkaskade dar, in der durch Protonentransfer die anionische Ladung vom stark basischen Hydroxidion über immer schwächer basische Z–- und Y–-Ionen zum wenig basischen X–-Ion ge-reicht werden (Abb. 1). In der Summe stellt LUNACID Ni 14 BF damit im relevanten pH-Bereich in der Summe stets eine deutlich höhere Pufferkapazität zur Verfügung als ein vergleichbarer borsäurehaltiger Elek- trolyt (Abb 2). Dr. Hesse GmbH & Cie KG hat den Einsatz einer Auswahl dieser Puffersub-stanzen unter dem Aktenzeichen 10 201 216 011.6 beim Deutschen Patent- und Marken-amt zum Patent angemeldet.
3 Elektrolyteigenschaften
Die Auswirkungen des Puffersystemaus-tausches sind überraschend. So liegt die im Hullzell-Experiment ablesbare maximal anwendbare Stromdichte, ab der unge-ordnete Abscheidungen eintreten, für ver-schiedene Elektrolyte um über 60 % höher. LUNACID Ni 14 BF-Produktionselektrolyte tolerieren Stromdichten bis deutlich über 15 A/dm2. In der Praxis wird dies vor allem als Reserve gegen das so genannte An-brennen bei anspruchsvollem Warenspek-trum genommen. Mit der gegebenen Vor-sicht kann aber auch die Taktzeit verkürzt werden.
Erstaunlich ist auch das Verhalten bei Ver-formung von beschichteten Bauteilen. Nor-malerweise ist die strukturelle Integrität der Zink-Nickel-Schicht spätestens ab 10 µm bis 12 µm stärker als die Haftung zum Grund-material – die Folge ist ein zum Teil groß-flächiges Abblättern der Zink-Nickel-Schicht bei der Verformung beschichteter Ware und
damit ein kompletter Verlust des Korrosi-onsschutzes. Zu ver-formende Teile wer-den daher häufig bei geringer Stromdichte und, falls alkalische Verfahren verwendet werden, auf geringe Stromausbeute einge-stellten Elektrolyten mit Schichtdicken von nur 8 µm beschichtet. Im Zuge der Verfor-mung geht dann häu-fig immer noch ein großer Teil des Korrosi-onsschutzes verloren.
Mit LUNACID Ni 14 BF können auch Teile mit großen Schichtauflagen – bis zu 100 µm wurden geprüft – ohne Abblättern der Schicht intensiv verformt werden. Durch die Verformung kommt es zu zahlreichen kleinsten Rissen, in deren Folge der Korro-sionsschutz jedoch kaum vermindert wird. Die Ursachen für die gute Verformbarkeit werden derzeit intensiv untersucht.
4 Fazit
Das aufkommende Angebot borsäurefrei-er Elektrolyte trifft im Markt auch auf ei-nige Bedenken. Die derzeitige rechtliche Lage erfordert keinen Einsatz borsäure-freier Verfahren um des Verzichts auf Bor-säure wegen. Vielmehr sind signifikante technische Vorteile der Grund, auf zukunfts-orientierte Verfahren wie LUNACID Ni 14 BF umzusteigen.
➲➲ www.drhesse.de
04 2013WOMag24
OBERFLÄCHEN
Nach über 15 Jahren Felderfahrung und Freigaben vieler führender Windkrafther-steller weltweit, hat nun auch der Germa-nische Lloyd dem Systemaufbau aus Base-coat Delta®-Tone und Topcoat Delta®-Seal im August 2012 das Zertifikat für den Ein-satz auf Standardbolzen bei Windenergie-anlagen (WEA) im On- und Offshore-Bereich erteilt. Die damit beschichteten hochfesten Verbindungselemente, insbesondere im Abmessungsbereich M24 bis M48, werden bereits seit Jahren erfolgreich in der Gon-del und bei der Rotorblattverschraubung eingesetzt.
Die Dörken MKS-Systeme GmbH & Co. KG stellte das zertifizierte Beschichtungssys-tem in das Zentrum ihrer Präsentation auf der HUSUM WindEnergy 2012. Das Unter-nehmen begrüßte dort zahlreiche Fachbe-sucher aus dem In- und Ausland, darunter viele Vertreter aus der Schraubenindustrie. Ein Höhepunkt war das Treffen mit Nord-rhein-Westfalens Umweltminister Johannes Remmel, der sich von der Innovationskraft des Herdecker Unternehmens beeindruckt zeigte. Nordrhein-Westfalen war mit 150 Un-ternehmen auf der Messe vertreten. Damit stellte das Land mit Abstand die meisten der etwa 1200 deutschen und internatio-nalen Aussteller und profilierte sich so als Kernland der deutschen Zulieferindustrie für die Windenergie.
Strenge Vorgaben
Die Zertifizierung des Delta-MKS-Beschich-tungssystems durch den Germanischen Lloyd erfolgte nach Vorlage der geforderten Messergebnisse, die das Institut für Lack-prüfung Andreas Keiner GmbH, Wetten-berg, und die Schatz AG, Remscheid, auf der Grundlage entsprechender Akkreditie-rungen ermittelten. So wurde die durch-
schnittliche Schichtdicke des Gesamtauf-baus mit verschiedenen Messmethoden auf etwa 20 µm getestet. Die Korrosionsstand-zeiten der Testbolzen wurden auf ein Mini-mum von 1500 Stunden im Salzsprühtest gemäß DIN EN ISO 9227 geprüft. Auch die Reibungszahl wurde an einem Referenzteil aus der Serienbeschichtung unter verschie-denen Bedingungen getestet. Das System
Begehrtes ZertifikatKorrosionsschutzsystem von Dörken MKS-Systme jetzt auch für Windkraftanlagen zertifiziert
Abb. 1: Mit dem durch den Germanischen Lloyd zertifizierten Systemaufbau aus dem Basecoat Delta®-Tone und dem Topcoat Delta®-Seal er-halten hochfeste geschraubte Verbindungsele-mente bei WEAs einen multifunktionalen Schutz im Mikroschichtbereich
Abb. 2: Um die Zertifizierung durch den Germa-nischen Lloyd zu erlangen, musste eine ganze Reihe von Messergebnissen vorgelegt werden, beispielsweise durch Mikroskopuntersuchungen der Beschichtung im Querschnitt
Abb. 3: Die Korrosionsstandzeiten der Testbolzen wurden auf mindestens 1500 h im Salzsprühtest gemäß DIN EN ISO 9227 geprüft Fotos: Institut für Lackprüfung Andreas Keiner GmbH, Wettenberg
Fotodokumentation nach 1540 Stunden:
Abb. 4: Die Schliffbilder zeigen die Schichtdicke im Bereich des Kopfes. Die Werte liegen zwischen 17,8 µm und 19,9 µm Fotos: Institut für Lackprüfung Andreas Klein GmbH
OBERFLÄCHEN
vorteil dieses Topcoats für den Einsatz bei Windenergieanlagen ist jedoch, dass de-finierte Gleit- und Reibungseigenschaften erfüllt werden, so dass eine optimale Ver-schraubbarkeit bei allen Montageprozess-schritten gegeben ist. Als Zusatznutzen können mit der Deckbeschichtung jedoch auch Forderungen wie Farbgebung, Tempe-ratur- und UV-Beständigkeit oder Chemika-lienresistenz erfüllt werden.
Alternative zu konventionellen Systemen
Das System wird inzwischen weltweit von fast allen namhaften Herstellern von Wind-kraftanlagen eingesetzt, denn es bietet eine sichere und wirtschaftliche Alternati-ve zu den bei Windenergieanlagen oft ver-wendeten konventionellen Oberflächen-schutzsystemen. Aufgrund der niedrigen Einbrenntemperaturen ist es zudem sehr energieeffizient und eine Vorschädigung der hochfesten Stahlbauteile durch zu hohe Temperaturbelastung wird vermieden. Durch die geringen Schicht dicken entfällt das teilweise nötige kostenintensive Nach-schneiden bei Gewinden, so dass ein ganz-flächiger Korrosionsschutz auch im Bereich der Gewinde erreicht wird.
Ein leistungsfähiger Korrosionsschutz für hochfeste Verbindungselemente stellt – vor allem in sicherheitsrelevanten Bereichen – einen entscheidenden Beitrag zur weit-gehenden Wartungsfreiheit der gesamten Anlage dar.
Dörken MKS-Systeme GmbH & Co. KG Wetterstraße 58, D-58313 Herdecke
➲➲ www.doerken-mks.de
Abb. 5: Auch die Reibungszahl wurde an einem Referenzteil aus der Serienbeschichtung un-ter verschiedenen Bedingungen getestet Bild: Schatz AG, Remscheid
aus Base- und Topcoat mit Gleitmittelzusatz wies dabei konstante Gesamtreibungszah-len µ
ges den Anforderungen entsprechend
zwischen 0,08 und 0,14 auf.
Für erhöhte Anforderungen
Der Basecoat Delta®-Tone bietet einen akti-ven kathodischen Schutz und erfüllt damit auch die erhöhten Anforderungen bei WEAs im Offshore-Einsatz. Die Applikation der Be-schichtung erfolgt bei großen Verbindungs-
elementen, wie zum Beispiel Bolzen für die Rotorblattbefestigung, im Spincoating- oder Sprayverfahren. Da im Beschichtungs-prozess kein Wasserstoff entsteht, kann die Gefahr einer durch den Beschichtungs-vorgang verursachten Wasserstoffversprö-dung sicher ausgeschlossen werden. Im Anschluss wird die Beschichtung bei 180 °C bis 220 °C bei 30 Minuten bis 60 Minuten eingebrannt. Durch die organische Deckbe-schichtung mit Delta®-Seal wird der Korro-sionsschutz noch weiter gesteigert. Haupt-
04 2013WOMag26
OBERFLÄCHEN
Partner in Sachen VerschleißschutzMehr als 60 Jahre Know-how auf dem Gebiet der galvanischen Verchromung – Chrom-Schmitt in Baden-Baden
Der Erfolg der galvanischen Verchromung beruht ausschließlich auf den guten und vor allem vielseitigen Eigenschaften von Chrom. Als dünnste Schicht für dekorative Oberflächen, als dünne Schicht für funkti-onelle Maschinenbauteile oder auch als dicke Schicht mit höchster Widerstands-fähigkeit gegen Verschleiß und Korrosion. Stets wird die selbe Technologie mit ein-fachen Grundsubstanzen zur Herstellung von außerordentlich robusten Oberflächen herangezogen.
Die wichtigsten Vorteile von Chrom mit der stets vorhandenen sehr beständigen Deck-schicht aus Chromoxid sind die hohe Ver-schleißfestigkeit, die hohe Härte, seine dermatologische Verträglichkeit sowie sein Korrosionsschutz. Neben dem Einsatz als Korrosions- und Verschleißschutzschichten werden Chromschichten auch im breiten Umfang für dekorative Zwecke eingesetzt.
Ein Unternehmen, das seit seiner Gründung zu den vielseitigen Anwendungen beigetra-gen und die Entwicklungen der Verchro mung begleitet hat, ist die Chrom-Schmitt GmbH und Co. KG. Vor allem die Innovationsfreu-de in Bezug auf eine optimierte Anlagen-technik zur Bearbeitung von großen Char-
gen hat das Unternehmen in Baden-Baden zu einem bekannten Dienstleister gemacht. Inzwischen wird das Familienunternehmen Schmitt in dritter Generation von den Brü-dern Jochen und Philipp geführt.
Von den Anfängen zum Spezialisten für Hartchrom
Das heutige Unternehmen wurde von Walter Schmitt sen. gegründet. 1948 wagte er, nachdem er zuvor bei der Daimler Benz AG als Galvaniseur tätig war, den Schritt in die Selbstständigkeit und gründete die Hart-chrom Baden-Baden. Im Jahre 1953 erfolg-te der erste Umzug in ein neues Gebäude; in diesem Zuge entstand auch die heutige Fir-mierung Chrom-Schmitt. Bereits drei Jahre später wurde das bestehende Gebäude mit einem Anbau erweitert. Das Unterneh-men beschäftigte zu diesem Zeitpunkt etwa 20 Mitarbeiter. Die Abscheidung von Hart-chrom war damals schon das Kerngeschäft des Unternehmens. Durch die immer größer werdende Nachfrage war 1971 ein weiterer Umzug in das heutige Werk in Steinbach erforderlich.
Anfang der 1980er Jahre gehörten über 50 Mitarbeiter zum Unternehmen. Die Ober-
flächenbehandlung in Form des Harteloxie-rens kam als weiteres Standbein hinzu und Walter Schmitt jun. übernahm mit 30 Jah-ren, in zweiter Generation, die Geschäfts-führung. Er formte Chrom-Schmitt zu dem, was es heute ist: ein kompetenter Partner in Sachen Verschleißschutz.
Inzwischen hat mit Philipp und Jochen Schmitt die dritte Generation die Füh-rung des Familienunternehmens übernom-men. Seit 1999 sind die Brüder neben Vater Walter Schmitt gleichberechtigte Geschäfts-führer der Chrom-Schmitt GmbH. Sie sehen sich in der Pflicht, die Ideen und Visionen der Vorgänger fortzuführen, ohne jedoch dabei den Blick nach vorne zu verlieren. Denn trotz dieses traditionsbewussten Ge-dankens ist Chrom-Schmitt ein innovatives Unternehmen, das sich den Bedürfnissen der Kunden und des Marktes stellt.
Visionen realisieren durch Weiterentwicklung
Die Kernkompetenz des Unternehmens liegt in der Herstellung von harten und ver-schleißbeständigen Schichten. Dabei kann Chrom-Schmitt vor allem mit der Beschich-tung von großen Mengen, vorzugsweise von
OBERFLÄCHEN
kleineren Bauteilen, aufwarten. Solche Ver-fahren werden bei Beschichtungssystemen wie Zink oder Nickel bevorzugt in Anlagen zur Massenbeschichtung mit so genannten Trommeln bewältigt. Diese Technologie ist für Hartchrom aus verfahrenstechnischen Gründen nicht möglich.
Chrom-Schmitt hat hier spezielle Anlagen entwickelt und selbst gebaut, die bei hohem Durchsatz eine außerordentlich gute Schichtdickenverteilung und geringe Streu-ung gewährleisten. Mit den Anlagen lassen sich Bauteile bereits ab etwa zehn Millime-ter Länge und fünf Millimeter Durchmesser mit Hartchrom zwischen etwa zwei Mikro-meter und bis zu 120 Mikrometer beschich-ten. Der größte Teil der Beschichtungen liegt im Bereich um zehn Mikrometer, da sich Schichten in diesem Bereich durch ein Optimum aus Herstellkosten und Bestän-digkeit auszeichnen. Solche hochwertigen funktionellen Schichtsysteme erhöhen die Lebensdauer und Leistung von Bauteilen deutlich und tragen dazu bei, dass damit ausgestattete Maschinen und Anlagen zuverlässig arbeiten.
Angeboten werden verschiedene Arten von Chrombeschichtungen, die speziellen
Anwendungen gerecht werden. Während Hartchrom mit Härten bei etwa 800 HV vor-zugsweise als Schutz gegen Verschleiß ein-gesetzt wird, erfüllen die Beschichtungs-varianten Strukturchrom, Mattchrom oder Weichchrom spezielle Herausforderungen im Hinblick auf die Benetzung oder Gleit-eigenschaften sowie die Korrosionsbestän-digkeit. Bei Bedarf werden Bauteile vor dem Beschichten durch Sandstrahlung aufge-raut, wodurch sich sowohl das Aussehen als auch die mechanischen Eigenschaften der Bauteile verändern. Darüber hinaus wird für zahlreiche Kunden auf Maß geschliffen oder poliert.
In vielen Fällen handelt es sich bei den bearbeiteten Bauteilen um kritische oder sicherheitsrelevante Teile. Dies trifft in ganz besonderem Maße für die Kunden aus der Luft- und Raumfahrt zu. Für Chrom-Schmitt ist daher eine umfassende Qualitätssiche-rung – teilweise eine 100-Prozent-Kontrolle – Standard. Hierbei werden Schichtdicken mit entsprechenden Messgeräten, Härte, Rautiefe, Schichtdickenverteilung an Quer-schliffen sowie die Korrosionsbeständigkeit mit den normgerechten Verfahren gemes-sen und kontrolliert.
Systempflege und Kommunikation
Für die Weiterentwicklung von Organisation und Prozessen unterhält das Unternehmen ein integratives Managementsystem, das die Anforderungen verschiedener Indust-riebereiche und Regelwerke berücksichtigt. Die Basis für die Systemanforderungen sind neben den relevanten Gesetzen, Verordnun-gen und Vorschriften vor allem:
−ISO 9000 (Internationale Norm)
−aktuelle Version der VDA (Regelwerke der Automobilindustrie)
−TS 16949 (Regelwerk der Automobil-industrie)
−ISO 14001 (internationale Norm für Um-welt und Ressourcenschutz)
Die Verifikation des Managementsystems gegenüber den Forderungen aus Regel-werken und Normen und die Feststellun-gen seiner Wirksamkeit erfolgt durch in-terne und externe Audits, Zertifizierungen durch Dritte und im Zuge der zyklischen Managementbewertung.
Die Kommunikation der Unternehmensphi-losophie pflegt die Geschäftsführung bei-spielsweise über die Verantwortlichen der
„WIR LÖSEN IHREPROBLEME IN LUFT AUF!“
Harter trocknet alles. Sicher.
Trocknungssysteme für die industrielle Fertigung
Ihr Produkt hat beste Behandlung verdient. Und intensivsteTrocknung. Aus diesem Grund haben wir unsere innovativenTrocknungsverfahren so modular angelegt, dass wir stets indi-viduell auf Ihre Aufgabenstellung reagieren und Prozesse deut-lich optimieren können. So sorgen wir immer und überall fürtrockene Fakten, die in Qualität, Wirtschaftlichkeit und Energiebilanz überzeugen.
Airgenex®
Drymex® Trocknungssysteme für industrielle Schlämme
Abteilungen. Unterstützt wird die interne Kommunikation durch den Einsatz moder-ner Informationstechnologie.
Ressourcenschonung, Anlagen- und Betriebssicherheit
Die zum Einsatz kommenden Verfahren stel-len hohe Anforderungen an den Umwelt- und Ressourcenschutz, die Anlagensicher-heit sowie den Schutz der Mitarbeiter und der Bevölkerung. Hier legt Chrom-Schmitt entsprechend den Bemühungen der gesam-ten Branche hohen Wert darauf, die best-möglichen Verfahren für Umweltschutz und Arbeitssicherheit einzusetzen und durch qualifizierte Mitarbeiter bewusst zu leben. Unterstützt werden diese Aufgaben durch ein bei Chrom-Schmitt nach internationalen Standards eingeführtes und gepflegtes Um-weltmanagementsystem (UM). Hierbei folgt das UM-System folgenden Strategien:
−Einsatz von Verfahren nach dem Stand der Technik
−kontinuierliche Reduzierung von Abfall, Abwasser und belastenden Stoffen
−Minimierung der Auswirkung von Stör-fällen
−Reduzierung der Wahrscheinlichkeit des Eintretens von Störfällen durch kontinuier-liche Verbesserung der Anlagensicherheit
−Erkennen und Beheben von Schwachstel-len durch konsequente Analysen der Ist-Zustände
−Pflege und Weiterentwicklung des Um-weltmanagementsystems durch kontinu-ierliche Verbesserungen
−Sensibilisierung und Weiterbildung der Mitarbeiter zu Umwelt- und Sicherheits-fragen
−Beratung und Unterstützung der Kunden von der Konstruktion bis zum optimalen Einsatz von Beschichtungen
−Transparenz und umfassende Informatio-nen gegenüber der Öffentlichkeit
Qualität, die überzeugt
Das Zusammenwirken aller Organisations-bereiche und der Ablauf sicherer Prozesse im Unternehmen garantieren den Beitrag der Chrom-Schmitt zum verantwortungs-vollen und nachhaltigen Umgang mit der Umwelt und somit auch der Sicherung des Unternehmens. Zugleich sichern solche Maßnahmen das Vertrauen der Kunden in
eine langwährende Zusammenarbeit. Ins-besondere die anspruchsvollen Kunden aus der Automobilindustrie wissen die Qualität des Beschichters Chrom-Schmitt zu schät-zen. Mehr als die Hälfte des Umsatzes wird für diesen Industriebereich durch die Be-schichtung von Einspritzpumpen sowie Teilen für Getriebe und Lenkungen erzielt. Nicht weniger anspruchsvoll sind die Kun-den aus der Luftfahrt mit einem Anteil von 20 Prozent, gefolgt von Maschinenbau und Textilindustrie. Damit die bestehenden guten Beziehungen zu den Kunden erhalten bleiben, unterstützt Chrom-Schmitt seit län-gerem ihre Kunden durch Diskus sionen und Schulungen und gewährleistet so deren volle Zufriedenheit.
Dass das Unternehmen auf dem richtigen Wege ist, zeigen die erhaltenen Auszeich-nungen, beispielsweise die Zulassung für den Europäischen Luft- und Raumfahrtver-bund (AECMA EASE) und die Aufnahme in die TOP 100 – der innovative Mittelstand Deutschlands.
REACh
Die Europäische Chemikalienverordnung REACh soll ein hohes Schutzniveau für Mensch und Umwelt sicherstellen. Gemäß REACh müssen Hersteller, Importeure und nachgeschaltete Anwender ihre Chemika-lien registrieren und sind für deren sichere Verwendung selbst verantwortlich. Beson-ders besorgniserregende Stoffe kommen in das Zulassungsverfahren.
Aufgrund der aktuellen Debatte zur Ver-wendung von Chrom(VI) und zur weiteren Sicherung zur Nutzung von Chromschich-ten ist im Mai 2012 von Anwendern bezie-hungsweise galvanotechnischen Unter-nehmen ein Verein gegründet worden. Die Mitwirkung in diesem Verein ist für Chrom-Schmitt ein Baustein zur Zukunftssiche-rung. Wer hier an vorderster Front aktiv ist, kann seinen Kunden auch in Zukunft ein ver-lässlicher Lieferant sein – und dies ist eines der Hauptziele für Chrom-Schmitt.
Beispiele aus dem Lieferprogramm der Chrom-Schmitt GmbH
04 2013 WOMag 29
OBERFLÄCHEN
Die Enviolet GmbH hat seit Mai 2012 das operative Geschäft der a.c.k. aqua con-cept GmbH übernommen und baut damit seine Stellung zum Marktführer in Europa in der UV-Verfahrenstechnik, UV-Oxidation, In-situ-UV-Desinfektion, dem UV-Recycling von Wertstoffen und der UV-Synthese aus.
Für die Oberflächentechnik sind insbeson-dere folgende Bereiche interessant:
−UV-Oxidation für die Abwasserbehand-lung (Entgiftung, Zerstörung von Kom-plexbildnern und CSB-Abbau)
−In-situ-UV-Desinfektion: chemikalienfreie Desinfektion von Bädern, Spülen und Kreislaufanlagen
−Aufarbeitung von Watts-Nickel-Elektroly-ten, sauer Kupfer-Elektrolyten und Recyc-
ling von Katalysatoren aus Platingruppen Elementen
−Nickel/Kupferrückgewinnung aus ver-brauchten Wirkbädern und Spülwässern.
Der Betriebsübergang wurde gleichzeitig mit dem Umzug in einen Neubau verbun-den. Dort fertigt die Enviolet GmbH auf höchstem Qualitätsniveau in einer optimal auf die Produkte abgestimmten Fertigungs-umgebung. Etwa 450 Quadratmeter der Gesamtfläche sind für das Projektmanage-ment, die Organisation und für Labor und Reinraum belegt, 1200 Quadratmeter für die Produktion.
Etwa 50 Prozent der Energie stellt das Un-ternehmen mittels Blockheizkraftwerk und Photovoltaikanlagen selbst her. Damit bie-
Übernahme der a.c.k. aqua concept GmbH durch die Enviolet GmbH
tet Enviolet mehr Effizienz, einen noch bes-seren Service und fängt mit nachhaltigem Umweltschutz schon bei der Herstellung der Anlage an.
Durch die Inhaber wird auch weiterhin eine expansive Unternehmenspolitik verfolgt, so dass beide Unternehmen mit guten Wachs-tumsaussichten in 2013 gestartet sind. In den Bereichen der Oxidation von schwer belasteten, refraktären Produktionsab-wässern wird bereits dieses Jahr eine An-zahl neuer Großanlagen in Betrieb gehen, darunter auch solche zur Behandlung von CSB-Konzentrationen mit weit über dem, was bisher als behandelbar galt, da eine ganz neue Technik der Hochdruckoxidation vorgestellt wird.
➲➲ www.enviolet.comVerwaltungsgebäude mit Reinraum und Labor sowie Montagehalle für eine industrielle Fertigung
Kompakte Anlagen für per fekte Oberflächen
Lemmenwalter
Walter Lemmen GmbH • +49 (0 ) 93 42 - 7851 • in fo@walter lemmen.de • www.wal ter lemmen.de
Lemmen AZ 184x81 Oberfl 012013.indd 1 18.01.13 16:53
Halle 3
Stand
D54/7
04 2013WOMag30
OBERFLÄCHEN
Durch den Besuch bei der Galvanotechnik Baum in Unterheinsdorf wurden nicht nur das Unternehmen Galvanotechnik Baum be-ehrt, sondern auch der Branche eine Wert-schätzung zuteil. Der Unternehmerfamilie ist dies vor allem durch ihr Engagement in Sachsen gelungen. Zahlreiche Gäste und vor allem auch die Mitarbeiter der Galvano-technik Baum GmbH feierten dieses außer-gewöhnliche Ereignis am 11. März im neuen Werk in Unterheinsdorf.
Mit über 600 Gästen aus Wirtschaft, Poli-tik und Wissenschaft wurde das größte und bedeutendste Ereignis in der 35jährigen Fir-mengeschichte der Galvanotechnik Baum GmbH (GtBaum) gefeiert. Zum Festakt Inno-vation Zukunft 2013 – Tag der Technik 2020 konnte das mittelständische Unternehmen einen besonderen Ehrengast begrüßen: Die Bundeskanzlerin Dr. Angela Merkel. Beglei-tet wurde sie vom sächsischen Minister-präsidenten Stanislaw Tillich. Grund des hochrangigen Besuches bei der Galvano-technik im vogtländischen Unterheinsdorf waren gleich drei große Jubiläen: 35 Jahre GtBaum, 20 Jahre GtBaum in Zwönitz und 5 Jahre Galvanotechnische Oberflächen (GtO) in Heinsdorfergrund.
Außerdem drückten die GtB-Geschäftsfüh-rung um Nicolai A. J. Baum gemeinsam in einem 100 Meter langen Festsaal mit der Bundeskanzlerin Dr. Angela Merkel und dem Ministerpräsidenten von Sachsen, Stanislaw Tillich, den Startknopf für den Bau der neuen Zink-Nickel-Gestellanlage. Der Automat soll einer der leistungsfähigs-ten Zink-Nickel-Gestellanlagen weltweit
angesiedelt, ist nach den Worten von Bun-deskanzlerin Merkel ein Beleg dafür, dass die Deutsche Einheit eine Erfolgsgeschichte ist. Dies und weitere Punkte haben mit den Ausschlag gegeben, dass die Bundeskanz-lerin die Einladung nach Unterheinsdorf gerne angenommen hat. In Bereichen wie der Galvanotechnik wurde nach Aussage von Bundeskanzlerin Merkel das, worüber andere lange Abhandlungen verfassen, be-reits realisiert: Frauen für die Technik zu be-geistern, wobei hier Frauen auch leitende Positionen innehaben. Zudem zeigte sich Angela Merkel darüber begeistert, dass bei Baum hochtechnische Bauteile wie Brem-sen für Fahrzeuge bearbeitet werden, die entscheidend zur Zuverlässigkeit und Qua-lität von Fahrzeugen, einem der tragenden Säulen der deutschen Produktionsindust-rie, beitragen. Unterstützt werden solche hochwertigen Arbeitsfelder dadurch, dass der deutsche Mittelstand mit der Galvano-technik Baum durch Flexibilität, Innovati-onskraft, Qualifikation und Motivation aller dort tätigen Mitarbeiter auch in Zukunft auf dem globalen Markt bestehen kann.
Als Aufgabe für die Politik wurde in diesem Zusammenhang von ihr die Energiewende, die Energieverteilung oder auch die Befrei-ung von energieintensiven Unternehmen, wie sie in der Galvanotechnik anzutref-fen sind, angesprochen. Mit ihrem Besuch brachte Bundeskanzlerin Angela Merkel auch zum Ausdruck, dass Deutschland stolz
Galvanotechnik beehrt!Bundeskanzlerin Dr. Angela Merkel beeindruckt vom Besuch bei Galvanotechnik Baum
Nicolai A. J. Baum begrüßt Bundeskanzlerin Dr. Angela Merkel am 11. März in Unterheinsdorf
Die Firmengründer Marga und Helmut Baum begrüßten die Bundeskanzlerin am Ehrentisch und zeigten sich sehr stolz über den Besuch, der auch eine große Würdigung der Unter-nehmerleistung darstellt (Foto: GtBaum)
werden und nach den Worten von Nicolai A. J. Baum zirka 50 neue Arbeitsplätze schaf-fen. Im September soll die neue Anlage be-reits in die Produktion gehen. In der Ge-samtinvestition von sieben Millionen Euro ist ein neues, hochmodernes Kundenbe-treuungszentrum eingeschlossen, welches bereits die Gäste beim Firmenrundgang be-sichtigen konnten.
Die Bundeskanzlerin lobte die Galvanotech-nik Baum in ihrer Rede für die Werte, die auch im Unternehmen gelebt werden. So betonte sie, dass Unternehmen wie Baum trotz den schwierigen Herausforderungen des globalen Markt die Weiterentwicklung in Deutschland am Herzen liegt und dabei moderne Produktionsbetriebe aufgebaut
werden, denen der Umwelt- und Arbeitsschutz ein wichti-ges Anliegen ist. Vor allem das Engagement der Familie Baum in den neuen Bundesländern hat für sie eine Vorbildfunkti-on im wichtigen Industriebe-reich des Mittelstands, aber auch die Berücksichtigung von gesellschaftlichen Werten, beispielsweise die Einbindung von älteren Arbeitnehmern, Teil der Unternehmensphilo-sophie sind. Dass das Unter-nehmen, gegründet in Baden-Württemberg und heute zum überwiegenden Teil in Sachsen
04 2013 WOMag 31
OBERFLÄCHEN
auf den Mittelstand sein und auf die mittel-ständischen Unternehmen nicht verzichten kann. Sie sprach aber auch einen besonde-ren Dank an alle Mitarbeiter und den Kun-den der Galvanotechnik Baum für das Er-reichte aus.
Bundeskanzlerin Dr. Angela Merkel zeigte sich beeindruckt beim Unternehmensrund-gang. In der Fertigung kam sie mit Mitar-beitern an zwei Galvanisieranlagen ins Ge-spräch. Sie bekam einen Eindruck über die Veredelung von Bremsenteilen für Bosch (Polen), die später einmal im VW und im BMW zum Einsatz kommen. Diese Teile werden mit Zink-Nickel und abschließen-der Transparentpassivierung beschichtet. Außerdem wurden Teile für Kurbelwellen gezeigt, die mit Zink beschichtet werden. Im Vordergrund der Galvanisierung steht der technische Korrosionsschutz neben der Optik. Der hohe Gast stellte anerkennend fest, dass die Produktionsflächen trotz der allgemein kritischen Betrachtung in Rich-tung Umweltschutz ein gutes Arbeitsum-feld in Bezug auf Arbeits- und Umweltschutz aufweisen und damit auch von dieser Seite zum ohnehin schon positiven Resultat der korrosionsschützenden Beschichtung bei-tragen. Belege dafür sind der Europäische EMAS-Umweltpreis, der Sächsische Um-weltpreis sowie ständige erfolgreiche Zerti-fizierungen nach ISO TS 16949.
Für ihr Wirken – dem Aufbau des Unterneh-mensstandortes in Zwönitz, dem Erhalten und Schaffen neuer Arbeitsplätze, der er-heblichen Verbesserung der früher stark geschädigten Umwelt – wurden Helmut und Marga Baum im Jahr 2000 die Ehrenbürger-rechte von Zwönitz verliehen. Auch dazu sprach die Bundeskanzlerin Merkel ihre An-erkennung aus.
Startschuss
Neben den Jubiläen, die die GtBaum zum Besuch der Bundeskanzlerin begehen konnte, stand der Start der neuen Gestel-lanlage für die galvanische Beschichtung mit Zink-Nickel im Vordergrund. Die Anla-ge wird von der Atotech Deutschland GmbH konzipiert und gebaut und soll zum Ende des Jahres in Betrieb gehen. Damit wird die Kapazität in Unterheinsdorf nochmals deut-lich gesteigert, obwohl bereits heute rund 7 Millionen Bremssättel für Fahrzeuge pro Jahr beschichtet werden.
Die Gründung der Galvanotechnischen Oberflächen GmbH im vogtländischen Un-terheinsdorf fand 2008 statt. Der ehemalige Inhouse-Galvanikbetrieb der UFT Umform-
technik mit seinen beiden Gestellanlagen wurde eigenständig und wichtiger Partner des Qualitäts- und Logistikverbundes Gal-vanotechnik Baum. Mit der Zink-Nickel-Be-schichtung aus einem sauren Elektrolyten konnte ein Großauftrag über Bremsenteile für Bosch gewonnen werden. Wie Nicolai A. J. Baum und Werner Wackershauser von der Geschäftsführung mitteilten, sind 2012 über 3 Millionen Euro in den Ausbau vorhande-ner Anlagen investiert worden. 2 Millionen Euro davon flossen in den Bau eines 3500 Quadratmeter großen Logistikzentrums. Schwerpunkt des Unternehmens bildet die Beschichtung von Gestellteilen an zwei Vollautomaten mit Zink und Zink-Nickel in- klusive sämtlicher Nachbehandlungen. Die Produktionskapazität hat sich in den letzten 2 Jahren verdoppelt.
Eine Erfolgsstory kann das Unternehmen bereits mit dem Vorzeigeprojekt der Brem-senteile PQ 35 und Caliper PL7 für Bosch vorweisen. Zirka 7 Millionen Bremsen sol-len mit Zink-Nickel und anschließender transparenter sowie Schwarzpassivierung beschichtet werden. Über 100 Mitarbeiter sind derzeit bei den Galvanotechnischen Oberflächen in Unterheinsdorf beschäftigt. Für 2013 sind weitere Zuwächse geplant.
Vor kurzem hat der Oberflächenveredler GtBaum eine neue Zink-Nickel-Anlage im Trommelbereich am Hauptstandort in Zwö-nitz/Erzgebirge in Betrieb genommen. Wie Geschäftsführer Nicolai A. J. Baum mitteilt,
wurden rund 5 Millionen Euro in den 100 Meter langen und 6 Meter breiten Automa-ten investiert. Der neue Automat, der zu den modernsten europaweit zählt, wurde erfolgreich vom Anlagenbauer Atotech zer-tifiziert. Beschichtet werden Schüttgutteile für die Automobilindustrie mit einer Tages-kapazität von über 70 Tonnen. Den Anforde-rungen der großen Automobilkonzerne wird nach den Normen von Daimler (DBL 8451), BMW (GS 90010), VW-Gruppe (VW 137 50), Ford (WSS-M21P44) und Opel/GM (GMW 4700) gearbeitet. Auch die Standard-Norm DIN 50 979 kommt zur Anwendung. Der Au-tomat mit einer Maximalbefüllung von 400 kg je Doppeltrommel sowie automatischer Öffnungs- und Schließungsanlage mittels Roboter verfügt weiterhin über eine Nach-behandlungsanlage der WMV GmbH, eine besonders schonende Entleerung durch Nass- in-Nass-Technologie, automatische Nachdosierung der Chemikalien, laserge-steuerte Positionierung, Ökospüler, Trom-meldrehüberwachung via W-LAN, Trom-melinnendurchflutung und effizienten elektronischen Gleichrichtern.
Einblicke
Die jetzt zu errichtende, neue Anlage, die Manfred Meinhardt (Geschäftsführung Ato-tech Anlagenbau) gemeinsam mit Harald Ahnert (Geschäftsführer Atotech DE, NL, AT) und Dr. Werner Richtering (Leiter der Forschung und Entwicklung, GMF) im Rah-
Projektstart durch Prominenz (von links nach rechts): Werner Wackershauser (Geschäftsführer GtO seit 2010), Nicolai A. J. Baum (Generalgeschäftsführung für Galvanotechnik Baum GmbH (GtB) und Galvanotechnische Oberflächen GmbH (GtO) seit 2002, Bundeskanzlerin Angela Mer-kel, Oliver Jäger (Geschäftsführer GtB seit 2011), Sachsens Ministerpräsident Stanislaw Tillich und Bernd Schwarzer (Technischer Geschäftsführer GtB seit 1992) (Foto: GtBaum)
04 2013WOMag32
OBERFLÄCHEN
men der Veranstaltung vorstellte, verfügt über 6 Transportwagen mit einer Hubkraft von 1000 kg. Die 65 Arbeitspositionen und 35 Speicherplätze sind in zwei Reihen ange-ordnet. Bei einer Taktzeit von 4,9 Minuten können damit 12 Warenträger pro Stunde ausgebracht werden. Die Abluftreinigungs-anlage kann ein Volumen von 63 000 m3/h bewältigen. Durch eine Fünffachkaskade bei der Spülung nach der Zink-Nickel-Beschich-tung wird eine enorme Wassereinsparung erzielt: gegenüber einer Einfachspülung reduziert sich der Wasserverbrauch von 3000 l/h auf 90 l/h und selbst gegenüber einer Dreifachkaskadenspülung kann der Wasserverbrauch nahezu halbiert werden. Durch den Einsatz des Recotect®-Systems, bei dem unter Anwendung der Membran- anodentechnologie Abbauprodukte aus den galvanischen Elektrolyten entfernt werden, verlängert sich die Standzeit der Lösungen deutlich. Dies entlastet die Umwelt, redu-ziert die Kosten für die Abscheidung und
verbessert die Qualität beziehungsweise gewährleistet eine hohe Qualitätskonstanz.
Neuerungen werden auch bei der Bedie-nung der Anlage zu verzeichnen sein. Ba-sierend auf den Daten aus dem Fact finding sheet wird die Anlage mit dem Atotech Pla-nungstool DynaProjekt konfiguriert. Hier-bei wird die Gestellanlage mit allen Details und voll grafischem Anlagenabbild in 3D-Grafik dargestellt. Die grafische Oberfläche ist intuitiv und erlaubt auch einem Bedie-ner ohne explizite technische Schulung ein schnelles Verständnis. Durch Auswählen ist eine tiefergehende Detailgenauigkeit bis zur Steuerung einzelner Komponenten dar-stellbar. Aber nicht nur die Anlage als sol-ches kann mit Highlights und Rekorden auf-warten, auch die Umsetzung des gesamten Projekts setzt neue Maßstäbe. Das gesam-te Projekt wurde in nur 7 Monaten abgewi-ckelt. Insgesamt konnte der Anlagenherstel-ler Atotech Deutschland seine Bemühungen unter dem Motto Green Technology in aus-gezeichneter Weise mit den Anstrengungen
zum Umweltschutz der GtBaum kombinie-ren – profitieren von dem neuen Produk- tionsbereich wird aber nicht nur die Umwelt, sondern auch die Mitarbeiter und Kunden des Beschichters in Unterheinsdorf. Der ge-plante Start der Produktion soll im Oktober 2013 erfolgen. Die Investition für Gebäude und Anlage beträgt etwa 7 Millionen Euro.
Piotr Kusmierz (Vertriebsleitung Osteuropa) gab Einblicke in die Kalkulation im Bereich Zink-Nickel, wie sie sich vor allem durch die deutlich erweiterten Kapazitäten in Unter-heinsdorf ergibt. Einführend stellte er die Eigenheiten von Trommel- und Gestellbe-schichtung gegenüber. In der Trommel wer-den in der Regel Teile mit einem Gewicht unter 300 g und Wanddicken über 2 mm be-schichtet, wogegen Gestellteile Gewichte über 10 g und Wanddicken über 0,5 mm be-sitzen. Zudem muss bei Trommelteilen ge-währleistet sein, dass diese beim Beschich-ten nicht deformiert werden. Vor allem die Geometrie entscheidet darüber, auf welche Art die Beschichtung erfolgen kann. Eine
Bundeskanzlerin Angela Merkel mit den Mitarbeitern in der Produktion; Nico-lai A. J. Baum (Generalgeschäftsführung für Galvanotechnik Baum GmbH (GtB) und Betriebsleiterin Silvia Berg sind dabei (Foto: GtBaum)
Bundeskanzlerin Angela Merkel und Sachsens Ministerpräsident Stanis-law Tillich informierten sich bei Anlagenfahrerin Silvia Stock über die Be-schichtung von Bremssätteln für die Firma Bosch in der Fertigung. Links: Nicolai A.J. Baum (Foto: GtBaum)
Mehrere Licht- und-Laser-Shows zeigten die Entwicklung des Familienunter-nehmens Galvanotechnik Baum. Auch ein beeindruckendes Showprogramm aus Tanz und Artistik wurde geboten (Foto: GtBaum)
04 2013 WOMag 33
OBERFLÄCHEN
derartige Unterscheidung stellt den ersten Schritt für die Preisgestaltung dar. In der Regel ist die Zahl an Bauteilen pro Waren-träger bei Trommelbeschichtung deutlich größer und das Handling zur Fixierung ent-fällt weitgehend. Eine weitere Unterschei-dung betrifft die Technologie der Beschich-tung: Zink, Zink-Nickel oder Zink-Eisen. Bei der Gestellbeschichtung macht sich zudem der erforderliche Abstand zwischen den Bauteilen (Einfluss auf homogene Schicht-dicke) beim Preis bemerkbar, da dieser die Stückzahl pro Warenträger beeinflusst.
Auf Basis dieser Vorüberlegung gehen in den Preis unterschiedliche Beträge für Handling, abzuscheidendes Metall, Chemie und Anlagenbelegung ein. Zink-Nickel führt beispielsweise aufgrund des teureren Le-gierungsmetalls zu höheren Kosten als Zink-Eisen. Die Trommelbeschichtung schneidet im Gegensatz dazu durch die höheren Che-miekosten aufgrund der Verschleppung schlechter ab. Auf dieser Basis stellte Piotr Kusmierz Bauteile und deren Beschich-tungskosten für Zink-Nickel und Zink-Eisen (Gestell- und Trommelbeschichtung) vor. Um die Kosten für die Beschichtung von Bautei-len zu berechnen, sind deshalb die geome-trischen Daten, das gewünschte Beschich-tungssystem mit Angaben zur Schichtdicke sowie die Menge der insgesamt zu bearbei-tenden Bauteile erforderlich.
Aus den aktuellen Entwicklungen der Be-schichtungen hat sich Steffen Kosma (Be-triebsleitung GtB) die schwarze, chrom(VI)-freie Zinkbeschichtung auf Bremsen herausgegriffen. Hierzu hat die Galvano-technik Baum eigene Entwicklungen betrie-ben. Entstanden sind daraus eigene Verfah-ren aus Chemie und Anlagentechnologie, beispielsweise zur Herstellung einer trop-fenlosen Versiegelung auf schwarzen Ober-flächen. Eingesetzt wird die Technologie in einer Doppeltrommelanlage zur Abschei-dung von Zink- und Zinklegierungen. Die Trommelanlage verfügt unter anderem über Vorkehrungen zur schonender Teilebehand-lung. Dadurch können Teile, die bisher in der Gestelltechnik beschichtet wurde, jetzt mit Trommeln verarbeitet und so Einsparun-gen von bis zu 50 % erreicht werden. Außer dem tiefschwarzen Farbton erlauben sol-che Deckschichten auch die Einstellung des Reibbeiwertes. Die neue Doppeltrommelan-lage verfügt darüber hinaus auch über eine automatisierte Analytik und einer Aufarbei-tung der Elektrolyte mittels des Recotect®-Systems, was deutlich zur Verbesserung der Beschichtungsqualität beiträgt.
Im Bereich der Gestelltechnik wurden Ent-wicklungen zu einer verbesserten Aufhän-gung betrieben. Dazu zählen Abdeckverfah-ren für die partielle Beschichtung oder eine Kipptechnik um ungünstige Geometrien von Bauteilen auszugleichen und eine gleich-mäßigere Beschichtung bei komplexen Bau-teilen zu erreichen. Eine weitere Steigerung der Korrosionsbeständigkeit ist mit einer Duplexbeschichtung erzielbar, bei der auf die Zink- oder Zinklegierungsschicht zusätz-lich eine kathodische Tauchlackierung, Pul-ver- oder Nasslackierung aufgebracht wird.
Um bis zu 50 % kostengünstiger (im Ver-gleich zur KTL) sind beispielsweise die von GtBaum entwickelten Versiegelungen GtO Seal. Auch hiermit werden Korrosionsbe-ständigkeiten von mehr als 1000 Stunden gegen Rotrost gemessen. Zur Herstellung der genannten Beschichtungen müssen die Bauteile über das geeignete Grundmateri-al in einer definierten Oberflächenbearbei-tung vorliegen. Schließlich tragen zur guten Qualität der Beschichtung die umfangreiche Analysentechnik und Steuerung der Galva-nikanlage oder auch die anlagentechni-schen Optimierungen wie die Abblas- und Trocknungstechnik bei.
Motivierte Mannschaft – gerüstet für die Zukunft
Mit der Veranstaltung in Unterheinsdorf darf sich die Galvanotechnik Baum GmbH zweifellos auf die Fahnen schreiben, einen Glanzpunkt unter den Veranstaltungen des Jahres 2013 gesetzt zu haben. Sowohl der hohe Besuch, der für die gesamte Branche wichtig ist, als auch die Baum-typische, be-eindruckende und moderne Art der Veran-staltung mit Musik, Tanz und Lasershow werden allen Besuchern lange im Gedächt-nis bleiben. Beeindruckend war zudem das Engagement, mit dem alle Mitarbeiter zum Gelingen des Festes beigetragen haben.
Das gesamte Unternehmen hat damit ge-zeigt, dass es zurecht eine wichtige Größe in der Gruppe der deutschen Beschichtungs-unternehmen darstellt. Mit den neuen Anla-gen und den qualifizierten und motivierten Mitarbeitern wird GtBaum auch zukünftig daran arbeiten, die hohe Qualität mit dem Label Made in Germany sicher zu stellen.
Zugeschnitten auf Ihre Anforderungen. Bewährt bei über 150 Lohnveredlern.
Interesse an Referenzen?
Softec_Anzeige_WOMag_4_2013_final_Anzeige_Softec_Womag4_2013 19.03.2013 09:14 Seite 1
04 2013WOMag34
OBERFLÄCHEN
Auf der diesjährigen Hannover Messe 2013, Welt der Oberfläche, liegt der Schwerpunkt der Walter Lemmen GmbH in den Bereichen Galvanotechnik und Leiterplattentechnik sowie Metallrückgewinnung und Spülwas-seraufbereitung. Ausgestellt werden An-lagen zur galvanischen Oberflächenbe-handlung, Edelmetallrückgewinnung und Ionentauscheranlagen.
Edelmetallrückgewinnung TG-MR
Zur Rückgewinnung von Edelmetallen und Nichtedelmetallen in mittleren bis hohen Elektrolytkonzentrationen aus galvanischen Prozessen, Stripperlösungen oder Spülwäs-sern werden Elektrolysezellen angeboten. Bei den drei Modellen TG20 MR, TG50 MR und MRM6-System werden mehrlagige Spe-zialkathoden eingesetzt, wodurch ein grö-ßerer Oberflächenfaktor entsteht, der eine hohe Abscheidungsrate der Edelmetalle gewährleistet.
Die flüssigkeitsdurchlässigen Kathoden sind zusammen mit den Titanstreckme-tallanoden in einer Kunststoffzelle so an-gebracht, dass diese aus einem Strö-mungsregister senkrecht zur Oberfläche an- beziehungsweise durchströmt werden. Neben der vergrößerten Kathodenfläche bewirken die Streckmetalle eine Vielzahl von Strömungswirbel, woraus ein opti-maler Elektrolytaustausch mit vergleichs-weise hohen Abscheidungsraten resultiert. Zudem wird das abgeschiedene Metall auf einer strukturierten Oberfläche deutlich besser verankert. Zur Elektrolytumwälzung kommt eine Magnet-Kreiselpumpe zum Einsatz.
Bei cyanidischen und schwach sauren Gold-sparspülen können auf einer Kupferkatho-de, in DIN-A4-Format bis zu 1500 g Gold abgeschieden werden, im Bypass-Betrieb sind mittlere Metallkonzentrationen von 20 mg bis 50 mg Au/l, im Chargenbetrieb durchaus 0,05 mg bis 0,2 mg Au/l möglich. Diese Werte gelten auch für die meisten anderen Edelmetalle wie Silber, Palladium und Platin.
Für Sparspülvolumina von 200 l bis etwa 500 l empfiehlt sich der Einsatz einer ex-ternen Rückgewinnungseinheit: TG 20-MR-System, wobei vier Anoden und vier Ka-thoden in einer Wanne zusammengefasst sind. Die aktive Kathodenfläche beträgt
hier etwa 70 dm2. Für noch größere Spül-volumina beziehungsweise zur Bearbeitung von getrennten Spülkreisläufen eignet sich die Einheit TG-50MR mit 180 dm2 Kathoden-fläche und etwa 50 l Arbeitsvolumen.
Die Anlagen entsprechen dem neuesten Stand der Technik. Die Weiterbehandlung der Spezialkathoden erfolgt in der Scheide-anstalt. Im Gegensatz zu Elektrolyt-Gefahr-gut, stellt die Versendung der beladenen Streckmetalle als Nicht-Gefahrgut keine Sonderabwicklung dar. Bei den angeliefer-ten Silber-, Platin- und Palladiummetallen liegt die Vergütung analog zu Gold bei 98 % bis 99 %. Zusätzlich anfallende Verarbei-tungskosten (metallspezifisch) sind beim Scheidebetrieb zu erfragen.
Neben dem wirtschaftlichen Argument der Rückvergütung gibt es noch eine ganze Reihe weiterer Fakten, die für den Einsatz der Elektrolyse in Form der Metallrück-gewinnungsmodule sprechen:
− Elektrolysesysteme sind einfach im Auf-bau und in der Handhabung. Sie sind meist problemlos in bestehende Anlagen nachrüstbar. Dadurch halten sich die An-lagen- und Installationskosten auf einem vergleichsweise niedrigen Niveau.
− Nach Austausch der Kathodensysteme lassen sich mit dem selben Gerät eine Viel-zahl von Metallen aus den unterschied-lichsten Elektrolytsystemen ausarbeiten.
− Erhöhte Anforderungen an das Rück-gewinnungssystem bezüglich Durchsatz-menge lassen sich durch Parallelschalten von Kathoden-Anodenpaketen problem-los erfüllen.
− Bei optimaler Auslegung der Elektrolyse-einheit lassen sich im Chargenbetrieb Restkonzentrationen unterhalb des mg-Bereichs erzielen. Bei nachgeschalteten Ionenaustauschersystemen sind sogar Restkonzentrationen unterhalb des ppm-Bereichs möglich.
− Bei cyanidhaltigen Lösungen kann bei er-höhter Stromdichte das Cyanid in Cyanat beziehungsweise Cyanat zu Stickstoff und Kohlendioxid umgewandelt werden.
− Ein entsprechend geringer Schlammanfall entlastet die Umwelt merklich und es ent-stehen geringere Entsorgungskosten.
Edelmetallrückgewinnung durch Ionentauscheranlagen
Die Ionentauscher haben im Bereich der Abwassertechnik eine sehr große Anwen-dung gefunden. Das Spülwasser reichert sich nach Prozesselektrolyten, wie zum Bei-spiel sauer Gold-, Silber- oder Palladium-elektrolyte, durch Verschleppung mit den Metallen an. In der Ionentauscheranlage, deren Säulen mit speziellen Harzen gefüllt sind, wird das Spülwasser kontinuierlich im Kreislauf geführt. Die Metallionen wer-den in dem Ionentauscherharz physikalisch gebunden und fallen in konzentrierter Form
Walter Lemmen Geräte und Anlagen Edelmetallrückgewinnung und Spülwasseraufbereitung aus galvanischen Prozessen, Spülbädern und Stripperlösungen
Edelmetallrückgewinnungsmodul TG-MR50
Spezialkathoden und -anoden für eine optimale Abscheidungsrate
04 2013 WOMag 35
OBERFLÄCHEN
an. Nach der vollständigen Beladung des Harzes kann der Ionentauscher regeneriert oder verhüttet werden. Unterschieden wird grundsätzlich zwischen Kationen- und Anio-nenaustauscherharze, die ihrerseits wieder in stark beziehungsweise schwach saure oder basische Typen unterteilt werden.
Die Ionentauscheranlage Ionex R-AU wurde speziell zur Edelmetallrückgewinnung von Gold, Silber oder Palladium entwickelt. Der besondere Vorteil der Anlage liegt darin, dass Metalle aus den stark verdünnten Spülwässern fast vollständig entfernt und in konzentrierter Form wieder zurückge-wonnen werden können. Zusätzlich wird der Spülwasserbedarf minimiert, da eine kontinuierliche Reinigung und Wiederver-wendung des Wassers erfolgt. Die Grund-version Ionex R-AU ist mit einer Ionenaus-tauschersäule von etwa 1,5 l oder 3,0 l ausgestattet. Die lieferbaren Harze sind auf die unterschiedlichsten Elektrolyttypen abgestimmt.
Die Prüfung des Beladezustands der Säu-len erfolgt am Besten per Analyse. Die Harzsäulen lassen sich bedienerfreundlich durch neu befüllte Säulen austauschen. Neben den Standardausführungen werden
Ionentauscheranlage zur kontinuierlichen Rei-nigung und Wiederverwendung von Spülwasser aus Standspülbädern und Sparspülen
individuell nach Kundenwunsch angepasste Anlagen angeboten.
Innovation und Qualität in der Oberflächenbeschichtung
Innovation et qualité dans le traitement de surface
Estoppey-Reber AGAkrom AGGalvametal AGSteiger Galvanotechnique SA
04 2013WOMag36
OBERFLÄCHEN
Feiern und informieren
Die DGO konnte zu ihrem 20-jährigen Ju-biläum 251 Tagungsteilnehmer begrüßen. Darüber hinaus hatten sich 55 Aussteller eingefunden, um ihre Produkte und Dienst-leistungen zu präsentieren. Jochen Liebert hieß die Teilnehmer mit Gästen und Ehren-gästen willkommen. In seiner Eröffnungs-rede stellte der Vertreter der Stadt Leipzig, Uwe Albrecht, Beigeordneter für Wirtschaft, mit Freude fest, dass die Wiege der Galva-notechnik mit dem Namen Pfanhauser und Leipzig verbunden ist. Hierbei betonte er, dass die Öffentlichkeitsarbeit auch für die Wirtschaftsunternehmen außerordentlich wichtig ist, und hierzu tragen Veranstaltun-gen wie das Leipziger Fachseminar bei.
Der DGO-Vorsitzende Rainer Venz zeigte sich beeindruckt von der Zahl der Teilneh-mer, vor allem auch der Konstanz des Leip-ziger Fachseminars. Seiner Aussage zufol-ge ist das Leipziger Fachseminar inzwischen zur größten Veranstaltung der DGO gewor-den, da die DGO-Jahrestagung seit einigen Jahren unter dem Label des Zentralverband Oberflächentechnik e. V., ZVO, läuft.
Jochen Liebert gab einen kurzen Einblick in 20 Jahre Leipziger Fachseminar, das 1994
mit 30 Teilnehmern begonnen hat und bis heute 3853 Teilnehmer mit 688 Ausstellern und 131 Referenten aufweisen kann. Vor allem aber waren dies mindestens 3000 Stunden gemeinnützige Arbeit der DGO-Mitgliedern von mindestens jeweils fünf bis zehn Organisatoren. Ganz besonders enga-giert hat sich hierbei Marion Regal, der er im Namen der DGO seinen Dank aussprach.
Die Branche im Blick
Anschließend gab Jochen Liebert einen Überblick über die Zahlen, Daten und Fak-ten zur Galvanotechnik für den Zeitraum 2006 bis 2011; dieser interessante Einblick zur wirtschaftlichen Situation der Branche, abgeleitet aus den Zahlen der Anbieter für Chemieprodukte im Bereich der Galvano-technik, gehört seit einigen Jahren als fester Bestandteil zum Leipziger Fachseminar. Mit Bedauern stellte Jochen Liebert fest, dass die Zahl der Fachunternehmen, die ihre Zah-len offenlegen, von 37 auf 30 abgenommen hat. Die Zahl der Mitarbeiter der Chemie-anbieter hat sich im selben Zeitraum von 2380 auf etwa 2600 erhöht und der Gesamt-umsatz lag 2011 bei etwa 202 Millionen Euro. Dabei war nur im Jahr 2009 ein dras-tischer Einbruch von etwas über 25 % ge-genüber dem letzten Wert zu verzeichnen.
Bei den Investitionen ist trotz schwanken-der Zahlen ein steigender Trend zu vermer-ken. Ganz besonders positiv fiel die Steige-rung bei der Kunststoffgalvanik aus. Bei den Metallen, Kupfer, Nickel und Chrom wurden die Zahlen des Jahres 2007 annähernd wie-der erreicht, ebenso bei Zink und Zinkle-gierungen. Bei den Passivierungen kann inzwischen davon ausgegangen werden, dass Chrom(VI)passivierungen vollständig durch die neuen Verfahren ersetzt sind. Bei chemisch abgeschiedenem Nickel war das Standardnickel konstant, wogegen die Dis-persionsschichten deutlich rückläufig sind. Stabil sind die Zahlen nach wie vor bei der Leiterplattenproduktion. Der Umsatz der Kunden der Anbieter von Galvanochemie wird auf etwa 2 Milliarden Euro geschätzt.
Leipziger Galvanopreis
Die Verleihung des Leipziger Galvanoprei-ses übernahm Dr. Ulrich Vieweger. In diesem Jahr wurden zwei Preise vergeben, einer für Unternehmen und einer für Personen, die sich durch Entwicklungen auf dem Gebiet der Galvano- und Oberflächentechnik ver-dient gemacht haben. Der Preis an eine Per-son wurde für das Engagement zur Entwick-lung einer Passivierung ohne Chrom(VI) an Patricia Preikschat von der SurTec GmbH
Branchentreffpunkt mit TraditionBericht über das 20. Leipziger Fachseminar am 28. Februar
In diesem Jahr konnten die DGO-Bezirksgruppen Sachsen und Thüringen das 20-jährige Jubiläum des jährlich stattfindenden Leipzi-ger Fachseminars feiern. Diese Veranstaltung hat sich inzwischen zu einer der besucherstärksten Veranstaltung der Deutschen Gesell-schaft für Galvano- und Oberflächentechnik e. V., DGO, entwickelt. Seit einigen Jahren findet das Leipziger Fachseminar zeitgleich mit der Zuliefermesse Z-Messe und der intec statt. Auf den beiden Messen, die im Abstand von zwei Jahren ausgerichtet werden, stehen die verschiedenen Bearbeitungsmethoden von Bauteilen aller Art im Mittelpunkt. In diesem Jahr wurden von Z-Messe und intec wie-der drei Hallen des Messegeländes in Leipzig belegt. Nach Angaben des Veranstalters konnten 1352 Aussteller aus 29 Ländern mehr als 21 000 Besucher empfangen.
Regeneration von mobilen Ionenaustauschersystemen aus der Oberfl ächentechnik und Bodensanierung.
Harzwechselservice im Bereich Werkzeugbau und Drahterosion.
Anlagenbau
Komplette, individuell ge-plante Anlagen für die che-mische Abwasserbehandlung und Schlammentwässerung.
Stationär zu regenerierende Ionenaustauscheranlagen (Kreislaufanlagen und Selek-tivaustauscheranlagen)
Prozesswasseraufbereitung über Membrantechnik (Os-moseanlagen) für die betrieb-liche VE-Wasserversorgung.
Standardisierte, mobile Ionenaustauschersysteme von 300l/h bis 45 m3/h.
Frischwasseraufbereitung
04 2013WOMag38
OBERFLÄCHEN
genommen haben, vor. Sinter Surface Solu-tions wurde von der Holzapfel Group spe-ziell für Sinterprodukte entwickelt, wie sie zum Beispiel in der Automobilzulieferindus-trie eingesetzt werden. Das Verfahren ist das bislang einzige in Europa, das Impräg-nierung und Beschichtung vereint.
Die Kombination von Imprägnierung und Be-schichtung an einem Standort bietet einen enormen Zeit- und Kostenvorteil, weil die Logistik zwischen beiden Arbeitsschritten entfällt. Bisher war es erforderlich, Impräg-nierung und Beschichtung in der Regel von unterschiedlichen Unternehmen vorneh-men zu lassen. Gleichzeitig bringt es mehr Prozesssicherheit, wenn beide Vorgänge aus einer Hand erfolgen. Denn so wird die Imprägnierung optimal auf das Sinterwerk-stück und seine Legierungszusammenset-zung abgestimmt. Das Verfahren ist geeig-net für nahezu alle Legierungen auf Basis von Eisenwerkstoffen und NE-Werkstoffen. Es wird jeweils individuell an die Kundenan-forderungen angepasst.
Das so genannte Bleed Out, also das Austre-ten von Flüssigkeiten nach der abgeschlos-senen Oberflächenbeschichtung, gehört nach Aussage von Michael Immel, Techni-scher Berater der Holzapfel Group, mit dem Sinter Surface Solutions-Verfahren der Ver-gangenheit an. Herkömmliche Imprägnier-systeme sind üblicherweise speziell auf die Abdichtung von Gussteilen zugeschnitten und geben hier wenig Sicherheit. Zusätzlich bietet die Imprägnierung mit Sinter Surface Solutions aber auch ein Plus für nachfol-gende mechanische Bearbeitungsschritte. Denn durch die gleichmäßig imprägnierte Werkstückstruktur werden deutlich verlän-gerte Werkzeugstandzeiten, beispielsweise bei spanender Bearbeitung, erzielt.
Sintermetallteile werden nach dem abge-schlossenen Sinterprozess und vor der weiteren Bearbeitung imprägniert. Im An-schluss ist das Werkstück bereit für weite-re Behandlungsschritte wie eine mechani-sche Bearbeitung oder eine Beschichtung der Oberfläche. So sind nach der Imprä-gnierung korrosionsschützende Oberflä-chenbeschichtungen wie Zink oder Zink-Legierungssysteme möglich. Auch weitere Oberflächenbehandlungen wie zum Bei-spiel Gleitschleifen, Wärmebehandlungen oder Versiegelungen sind realisierbar.
Wasserstoff aus elektrochemischen Reaktionen
Die Wasserstoffentwicklung tritt bei nahe-zu allen elektrochemischen Reaktionen in
wässrigen Lösungen auf. Ist die Wasser-stoffentwicklung nicht das primäre Ziel der Reaktionen, so verringert diese die Ausbeu-te der eigentlich gewünschten Vorgänge. Prof. Dr. Wolfgang Paatsch stellte in seinen Ausführungen einführend den Ablauf der Reaktionen vor und wies darauf hin, dass vor allem bei steigenden Stromdichten der Anteil einer unerwünschten Wasserstoffre-aktion stark zunimmt.
Wasserstoff gilt bei Beschichtern in erster Linie als Stoff, der einerseits die Abschei-derate verringert und andererseits bei Ein-bau in hochfeste Werkstoffe zu Verschlech-terung der mechanischen Eigenschaften führt. Allerdings kann aber sich die Reak-tion von Wasserstoff mit Metall, beispiels-weise zu Metallhydriden, positiv auf die Abscheidereaktionen auswirken. Auch me-chanisch kann die Wasserstoffabscheidung positiv auf die Metallabscheidung wirken, indem die Gasbildung und das Abperlen die Umwälzung direkt an der Oberfläche stark erhöht, wodurch die Grenzstromdichte teil-weise merklich erhöht wird.
Bei Chromschichten entsteht bei der Ab-scheidung Chromhydrid, das anschlie-ßend zerfällt und zu einer Volumenredukti-on führt. Diese Volumenkontraktion ist der Grund für die Entstehung von Rissen. Mit-tels Pulsabscheidung und optimaler Ver-teilung von anodischem zu kathodischem Strom lassen sich Schichten ohne größe-re Mengen an Chromhydrid herstellen, die dann allerdings geringere Härten von etwa 600 HV aufweisen. Durch Kombinatoin von Puls- und Gleichstromabscheidung lassen sich in einem Elektrolyten rissfreie Grund- mit harten Deckschichten herstellen. Här-testeigerungen sind auch bei Eisenschich-ten durch den Einbau von Wasserstoff auf Werte von etwa 800 HV möglich. Damit stel-len solche Schichten bei einigen Anwendun-gen die Alternative zu harten Chromschich-ten dar.
Abschließend wies Prof. Paatsch nochmals darauf hin, dass Wasserstoff nur unter be-stimmten Bedingungen kritisch ist: Dies gilt für bestimmte Kombinationen aus Grund-werkstoff, Spannung und Wasserstoffge-halt. Unter Beachtung der DIN 50969 lassen sich aber trotzdem auch hochfeste Werk-stoffe ohne Risiko galvanotechnisch be-handeln. Eine große Rolle wird Wasserstoff aber in Zukunft bei der Energiegewinnung beim Einsatz von Brennstoffzellen spielen. Dies zeigt sich vor allem beim Vergleich von klassischem Benzin, Druckwasserstoff und Lithiumionenbatterien. So sind die Ladezei-
Marion Regal (rechts) und der Laudator Dr. Ulrich Vieweger überreichen einen Leipziger Galvano-preis an Patricia Preikschat
Jochen Liebert (Mitte) und Laudator Dr. Ul-rich Vieweger (links) übergeben den Leipzi-ger Galvanopreis an Michael Immel (Foto: Holzapfel Group)
verliehen. Bei den chrom(VI)freien Passi-vierungen übernahm die SurTec die Vorrei-terrolle, die 1996 erstmals in einem Betrieb in Indien mit der Chromitierungen zum Ein-satz kamen. Der Durchbruch kam mit dem Verbot der Chromatierung im Rahmen der Altautoverordnung. Inzwischen existieren zahlreiche Varianten der Passivierung ohne Chrom(VI) in unterschiedlichen Farben auf Zink und Zinklegierungen. Dies ist zu einem großen Teil ein Verdienst von Patricia Preik-schat von der SurTec GmbH.
Den zweiten Leipziger Galvanopreis überga-ben Jochen Liebert und Laudator Dr. Ulrich Vieweger für eine Lösung zur Beschichtung von Sintermetallen an die Holzapfel Metall-veredlung GmbH in Sinn. Michael Immel, der den Preis entgegennahm, stellte an-schließend die Arbeiten zur Entwicklung des Verfahrens, die etwa fünf Jahre in Anspruch
04 2013 WOMag 39
OBERFLÄCHEN
ten von Batterien derzeit exorbitant lang im Vergleich zu Benzin. Bei Wasserstoff dage-gen liegen die Tankzeiten zwar über denen von Benzin, sind jedoch vertretbar lang.
Vorbehandlungseinfluss auf Aussehen und Struktur von Zinkschichten
Andreas Blumenberg befasste sich mit der Wirkung von Vorbehandlungen und deren
Einfluss auf die Eigenschaften des fertig beschichteten Produkts. Einleitend zeig-te er die Wirkung von verbliebenen Ver-schmutzungen (Öle, Fette, Oxide, Pigmente) auf der Oberfläche. Diese führen zu visuel-len Abweichungen der Beschichtungsstruk-tur, aber auch der gestörten Abscheidung, die nachfolgend zu beschleunigter Korrosi-on führt. Je nach Verschmutzung oder Ober-
flächenbelegung wirken die verschiedenen Phasen der Reinigung aus Entfettung, elek-trolytisches Entfetten oder Beizen unter-schiedlich. Weitere Faktoren sind Tempera-tur oder Bewegung der Reinigungslösung.
Lesen Sie weiter als Abonnent unter:www.womag-online.de
WOMag 04 201340
VERBÄNDE
SONDERTHEMA
Alles klar?
Von Dr. Malte-Matthias Zimmer
Am 12. März 2013 veröffentlichte das Ko-mitee für Sozio-ökonomische Analysen der ECHA (SEAC) ein Dokument, das vom Titel her Hoffnung auf eine lang ersehnte Klarstellung machte: How the Committee for Socio-Economic Analysis will evaluate economic feasibility in applications for au-thorisation [12] (im Folgenden Dokument genannt). Es war sicherlich nicht falsch, an-zunehmen, dass nun Hinweise auf objek- tive Kriterien gegeben würden, die eine konkrete Darstellung im Autorisierungs-dossier ermöglichen und vergleichbar, also objektiv bewertbar, werden lassen. Es soll im Folgenden betrachtet werden, inwieweit dieses Papier Klarheit in den doch zentra-len Punkt der Bewertung der Nutzung einer spezifischen Substanz bringt.
SEAC stellt selbst den Anspruch klarer Prinzipien, die potentiellen Antragstellern darin Orientierung geben sollen, wie ihr Antrag bewertet werden wird [1].
Zunächst wird festgestellt, dass die ökono-mische Machbarkeit untrennbar mit ande-ren Aspekten der Sozioökonomischen Ana-lyse (SEA) verbunden ist, namentlich der technischen Machbarkeit [2]. Im Detail wird davon ausgegangen, dass das Ersetzen ei-ner Substanz umso teurer ist, je schwieriger dies ist [3]. Damit erschöpft sich jedoch die Berücksichtigung der technischen Mach-barkeit im Dokument bereits weitgehend.
Stattdessen führt das Papier an mehreren Stellen aus, in welcher Weise bzw. von wel-chem Standpunkt aus die ökonomische Machbarkeit beurteilt werden wird: Zu-nächst wird als Basis die spezifische Pro-duktlinie oder Lieferkette betrachtet, nicht die Möglichkeit der einzelnen Firma, sich die Erhöhung möglicher Nettokosten in Ver-bindung mit der Einführung einer Alterna-
tive leisten zu können [4]. Darüber hinaus soll die Bewertung eine fallweise Betrach-tung der spezifischen Gegebenheiten jedes einzelnen Antragstellers erlauben, seine je-weiligen Lieferketten und die Märkte, in de-nen er operiert [5]. Spätestens hier tritt die Frage auf, ob erwartet wird, dass grundsätz-lich Einzelfirmen die Autorisierung beantra-gen! Wie soll eine joint application die De-tails jedes einzelnen Unternehmens, ihrer Lieferketten und Einzelmärkte darstellen?
ECHA empfiehlt eine joint application meh-rerer Antragsteller, wenn alle Teilnehmer für alle Nutzungen der Autorisierung auto-risieren wollen und wenn ein Weg zum Da-tenaustausch gefunden wurde [6]. Im Do-kument wird nun zusätzlich erwartet, dass jedes Unternehmen spezifisch zu bewer-ten sein muss. Wie das umgesetzt werden könnte, ist alles andere als klar!
Im Weiteren führt SEAC aus, dass es sich den Schlussfolgerungen und Annahmen der Antragsteller anschließen wird, sofern die Anträge richtig gestellt wurden und auf allen relevanten Informationen basieren [7]. SEAC wird sicherstellen, dass alle rea-listischen Alternativen und jede zusätzliche relevante Alternative aus der öffentlichen Konsultation berücksichtigt wurden [8]. Was bedeutet Antrag richtig stellen? Wer kann entscheiden, was alle relevanten Informa- tionen umfasst? Was sind realistische Alter-nativen oder gar relevante Alternativen und wer hat das nachzuweisen? Hier wird mehr als deutlich, dass keine Kriterien aufgestellt werden, die eine objektive Beurteilung sicherstellen können. Klarheit?
Gerade mit dem Thema der subjektiven Sichtweise setzt sich das Dokument sehr ausführlich auseinander. Es werden zahl-reiche Mutmaßungen darüber angestellt,
welche Motivationen Antragsteller haben können, Substitutionskosten zu überschät-zen, Risiken jedoch zu unterschätzen [9]. Es wird korrekt erkannt, dass es keinen direk-ten ökonomischen Anreiz für Antragsteller gibt, die Kosten zu überschätzen. Stattdes-sen wird auf psychologischer Basis ange-nommen (bzw. auf Studien verwiesen), dass der Antragsteller eher zum pessimistic bias neigt. Es gäbe zahlreiche andere Faktoren, die den Antragsteller zum Bevorzugen des business as usual bewegen würden [10], ohne dass diese beschrieben oder auch nur benannt werden. SEAC legt sehr viel Wert darauf, zu betonen, dass es sehr auf diese angebliche Gefahr der Überschätzung von Substitutionsaufwänden achten wird und seine diesbezügliche Kontrollfunktion als wesentlich ansieht.
Wie kommt SEAC zu einer solchen Einschät-zung? Was sollte ein auf wirtschaftlichen Gewinn ausgerichtetes Unternehmen (und welches ist das nicht?) dazu führen, eine kostengünstigere, technisch geeignete Al-ternative nicht zu verwenden? Warum soll-te es diesen Marktvorteil nicht sofort nut-zen? Es ist doch gerade das Interesse und ständige Bestreben der Unternehmen, der-artige Alternativen, gemeinhin Innovation genannte Lösungen zum eigenen Vorteil umzusetzen. Warum wird nicht mit gleicher Gewichtung diskutiert, dass es mit Sicher-heit objektivere und messbarere Gründe gerade für die Beibehaltung spezieller Sub- stanznutzungen gibt?
Gibt es vielleicht auch Motivationen im SEAC, zum optimistic bias zu tendieren? Bezeichnenderweise wird diese Möglich-keit nicht in Betracht gezogen.
Das Dokument schließt mit der Aufzäh-lung einiger möglicher Ergebnisse, die aus
WOMag04 2013 41
VERBÄNDE
der Bewertung der Autorisierungsanträge durch SEAC resultieren können. Erstaun-licherweise handelt es sich nahezu aus-schließlich um Szenarien, die zur Ableh-nung von Anträgen führen. Grundtendenz der Annahmen sind stets entweder nicht ge-würdigte Alternativen aus der öffentlichen Konsultation nach Antragstellung oder ver-meintliche Überschätzung der Aufwände und Unterschätzung des Risikos.
Wird jede öffentlich behauptete Alternative relevant? Wer hat die Relevanz nachzuwei-sen? Ist öffentliche Behauptung Indiz ge-nug? Wann sind die Aufwände überschätzt? Wo sind die Maßstäbe und Grenzen? Wann ist das Risiko unterschätzt? Sowohl bei Ex-positionsdaten als auch bei welfare costs gibt es keine definierten Bezugsgrößen und die Literaturdaten schwanken um Größen-ordnungen [11].
Zu guter Letzt betont SEAC auch in diesem Dokument erneut, dass die sozioökonomi-sche Route der Autorisierung keine Garan-tie auf Zulassung geben wird und dass der generelle Stopp stets eine Option ist, die in Betracht zu ziehen ist. Hier wird das ers-te Mal klar gemacht, dass bis zum Schluss keine Klarheit, keine Sicherheit, keine Plan-barkeit vorhanden sein wird – sie wird nicht angestrebt!
Es ist aus Sicht des mit hohem Verantwor-tungsbewusstsein wirtschaftlich Handeln-den kaum nachzuvollziehen, wie ein Do-kument wie das vorliegende gemeint sein kann. Es werden Kategorien der Bearbei-tung genannt, jedoch keine Kriterien, die einen Rückschluss auf Bewertungsmaß-
stäbe ziehen lassen. Es werden Mutmaßun-gen über negative Motivationen der Antrag-steller angestellt, für die es weder konkrete Anlässe, noch rationale Gründe gibt. Es wer-den Einzelfallbetrachtungen angekündigt und als notwendig erachtet, die den Rege-lungen der REACh-Verordnung und zum Bei-spiel ihrer Gebührenordnung nicht zu ent-nehmen sind. Zudem ist die Betrachtung von einzelnen Unternehmen sowohl für die Unternehmen selbst (v.a. im Falle von KMUs) als auch für das Komitee in Aufwand und Umfang unrealistisch, es sei denn, es werden nur willkürliche Einzelfälle betrach-tet. Damit ergibt sich eine ganze Reihe von neuen Fragen:
−Warum bleibt das SEAC unkonkret?
−Warum liegt der Schwerpunkt so eindeu-tig auf dem Misstrauen, womöglich nicht vollumfänglich ins Bild gesetzt zu wer-den?
−Warum werden selbstverständliche Moti-vationen der Betroffenen negiert?
−Warum werden enorm hohe Anforderun-gen gestellt, ohne die Leistungsfähigkeit der Betroffenen zu berücksichtigen und ihnen wenigstens Planungssicherheit zu geben?
Liegt die Antwort womöglich in der Zusam-mensetzung des SEAC? Die Expertisen der Mitglieder kommen weit überwiegend aus Behörden, Politik, F&E, Umwelt und Recht. Wären persönliche Erfahrungen aus der operativen produzierenden Arbeit in Liefer-ketten, Erfahrungen mit Märkten, Kosten und Aufwänden, mit Konkurrenzdruck und Kundenanforderungen sowie produktiver
Effizienz, vor allem in und mit KMUs, nicht ebenso wünschenswert? Kann man sich hier seitens SEAC und ECHA allein auf Lobby- arbeit stützen?
Schließlich sollte nach der angestrebten Substitution in Europa noch die Industrie vorhanden sein, die substituieren soll. Man sollte denken, dies sei klar.
[11] http://www.oecd-ilibrary.org/docserver/download/5kg9qx8dsx43.pdf?expires=1364111904&id=id&accname=guest&checksum=E65549FBA060308AE347C6D7D0D64C04, Seite 10
Franz Rieger MetallveredlungRiedstraße 1D-89555 Steinheim am AlbuchFon +49 7329 8030Mail [email protected]
Erfolg mit Galvanotechnik!
04 2013WOMag42
VERBÄNDE
Deutsche Gesellschaft für Materialkunde e. V. (DGM)
Neues DGM-Regionalforum Saar
Wie die DGM in ihrem Newsletter 2/2013 berichtet, wollen saarländische Forscher und Unternehmen im neuen DGM-Regio-nalforum Saar der Deutschen Gesellschaft für Materialkunde (DGM) den fachlichen Austausch intensivieren. Neben der Mate-rialwissenschaft und Werkstofftechnik der Universität des Saarlandes beteiligen sich daran außeruniversitäre Forschungseinrich-tungen auf dem Saarbrücker Campus. Dazu zählen das Leibniz-Institut für Neue Materi-alien (INM), das Fraunhofer Institut für zer-störungsfreie Prüfverfahren (IZFP) sowie das Steinbeis-Forschungszentrum für Werk-stofftechnik (MECS). Sie wollen sich enger mit der Werkstoffindustrie vernetzen, die auch eine der tragenden Säulen der saar-ländischen Wirtschaft ist.
Bereits 2012 haben die Materialforscher und Industriepartner den Forschungscampus caMPlusQ gegründet, um in der Material-entwicklung, der Prozesstechnik und der Qualifizierung von Mitarbeitern stärker zu-sammenzuarbeiten. Das Regionalforum Saar soll nun für diesen Verbund die zent-rale Veranstaltungs- und Kommunikations-plattform werden und den regelmäßigen Austausch zwischen Wissenschaft und In-dustrie sichern. Bisher hat die Deutsche Ge-sellschaft für Materialkunde nur in Dresden, als deutschlandweit größter Standort, ein Regionalforum eingerichtet. Das Saarland steht nun an zweiter Stelle, auch für ein Re-gionalforum Rhein-Ruhr hat der DGM-Vor-stand grünes Licht gegeben. Die DGM unter-stützt damit die forschungsstarken Zentren der Werkstofftechnik in Deutschland.
➲➲ www.dgm.de
➲➲ www.uni-saarland.de/page/camplusq
RAL-Gütegemeinschaft Metallfassaden-sanierung e. V. (GFS)
Infoveranstaltung Metallfassaden-Sanierung
Kürzlich nutzten Architekten, Planer, Fassa-denbauer, Immobilienverwalter und Bau-
herren die Informationsveranstaltung Me-tallfassaden-Sanierung/Electropainting des GFS-Mitgliedes Hans Gassler AG, um wert-volles Wissen zu tanken. Dass die Thematik Metallfassadensanierung aktueller denn je ist, zeigte sich am regen Interesse und den vielen Teilnehmern, die aus der ganzen Schweiz den Weg nach Gretzenbach fanden.
Ausgebleichte und kreidende Oberflächen lassen Fassaden alt und schäbig aussehen. Meist handelt es sich dabei um Verwitte-rungsspuren durch permanente Umweltein-flüsse. Wird eine Metallfassadensanierung fällig, sollte man einen GFS-Fachmann zu Rate ziehen.
Im Fokus Veranstaltung standen dann auch die Neubeschichtung, die Qualitätssiche-rung sowie der Erfahrungsbericht einer Kundin. Miriam Ragaz-Gassler, Mitglied der Geschäftsleitung, führte mit Charme durch die Veranstaltung. Die zwei Gastreferenten aus Deutschland, Michael Müller von der Gütegemeinschaft Metallfassadensanie-rung e. V. (GFS) und Hans Pfeifer vom In-stitut für Oberflächentechnik GmbH (ifo),
RAL-Gütegemeinschaft Reinigung von Fassaden e. V. (GRM)
GRM feiert 25 Jahre gütegesicherte Fassadenreinigung im Rahmen des GRM-Forums
Die RAL-Gütegemeinschaft Reinigung von Fassaden e. V. (GRM) feierte am 28. Februar ihr 25-jähriges Bestehen in ihrer Grün-dungsstadt Nürnberg. Bei der Abendver-anstaltung am 27. Februar wurden die an-gereisten Mitglieder und geladenen Gäste vom bekannten Erlanger Kabarettisten Klaus Karl Kraus unterhalten. Das Fest fand seinen Höhepunkt in einer furiosen Feuershow.
Gerhard Wilke, Vorsitzender der RAL-Gü-tegemeinschaft GRM, eröffnete das GRM- Forum am 28. Februar mit einem Rückblick auf die letzten 25 Jahre gütegesicherte Fas-sadenreinigung. Im weiteren Verlauf der Veranstaltung wagte der Geschäftsführer der GRM, Michael Müller, einen Ausblick in die Zukunft und auf die Zielsetzung der GRM für die nächsten 25 Jahre. Hierbei wurde deutlich, dass sich die GRM weiter zum führenden Wissensträger im Bereich der Fassadenreinigung entwickeln muss. Eine erfolgreiche Weiterentwicklung der Gütesicherung soll in Zukunft durch einen gemeinsamen Verbund mit anderen Fach-verbänden geleistet werden.
In seinem Fachvortrag zum Thema Wartung und Pflege im Metallfassadenbau zeigte Dr.-Ing. Harald Schulz die zukünftigen He-rausforderungen auf, die an eine fachge-rechte Fassadenreinigung gestellt werden. Insbesondere das Thema Nachhaltigkeit wird dabei in Zukunft eine verstärkte Rolle spielen.
Eine äußerst unterhaltsame Diskussions-runde zum Thema Netzwerkgedanke schloss
Die anwesenden Gründungsmitglieder der GRM: Dr. Erich Silzer, Dipl.-Ing. Hans Pfeifer, Klaus Teicher (v.l.n.r.)
Im Hintergrund Gastreferent Hans Pfeifer vom ifo, Institut für Oberflächentechnik GmbH, vor inter-essierten Zuhörern
informierten über die Qualität und deren Sicherung. Simon Gassler, Geschäftsführer der Hans Gassler AG und Güteausschuss-vorsitzender der GFS, sprach in seinem Vortrag über Neubeschichtung, Projekt-planung, Ablauf und Materialwahl. Im An-schluss an die Referate interviewte Miriam Ragaz-Gassler die Kundin Sara Burgess-Neeser. Frau Burgess-Neeser arbeitet bei der Privatbank Julius Bär und war im Som-mer 2011 verantwortlich für die Fassaden-sanierung des Geschäftssitzes in Zürich. Mit einem Einblick in die Produktionsstätte und der Live-Demonstration von Electropainting endete die Veranstaltung.
➲➲ www.gfs-online.net
04 2013 WOMag 43
VERBÄNDE
die Veranstaltung ab. Die Gesprächsrunde, bestehend aus Vertretern der Lack- und Reinigungsmittelhersteller, Sachverständi-gen, Fassadenherstellern, Vertretern der Beschichtungsindustrie und der GRM, zeig-te insbesondere beim Thema Reinigungs-intervalle und Gewährleistungsausschluss ein hohes Maß an Diskussionsfreudigkeit.
Das Echo nach der Veranstaltung war durch-weg positiv. Die Mitglieder und die gelade-nen Gäste waren sich darüber einig, dass weitere Netzwerkveranstaltungen folgen sollten.
bis 20. September stattfinden, leisten dazu einen wichtigen Beitrag. Die Praxisorientie-rung der Oberflächentage ist dabei für all jene von Bedeutung, die sich mit Entwick-lung, Konstruktion, Design und Fertigung befassen. Es ist deshalb vornehmliches Ziel der Oberflächentage, verstärkt zur Vernet-zung von Forschung und Praxis auf dem Ge-biet der Oberflächentechnik beizutragen und der branchenübergreifenden Kommu-nikation mehr Aufmerksamkeit zu widmen.
National und international anerkannte Fachleute aus Forschung und Praxis geben in den Vorträgen einen Überblick über das jeweilige Fachgebiet und junge Kollegen er-halten alljährlich Gelegenheit, ihre Diplom- beziehungsweise Abschlussarbeiten einem breiten Publikum zu präsentieren. Im Hin-blick auf ein zusammenwachsendes Europa kommt auch dem grenzüberschreitenden Gedankenaustausch eine besondere Rolle zu. Eine fachbegleitende Industrieausstel-lung mit namhaften Unternehmen aus der Galvano- und Oberflächentechnik rundet die Oberflächentage ab.
Die Teilnehmer erwartet auch in diesem Jahr wieder ein hochkarätiges Programm mit Vorträgen aus den Bereichen
– Forum Bauteilreinigung
– Innovative Oberflächen für Automotive-Anwendungen
– Anlagen-/Steuerungs-/Versorgungstechnik
– Galvano- und Oberflächentechnik – Poten-tiale für die Energiesysteme von morgen
– Neue Anforderungen an die Galvanotechnik
– Nachhaltige Oberflächenbeschichtungen
– Aus der Anwendungstechnik
– Ergänzende Technologen zur Galvano-technik
– Junge Kollegen
Aufgrund der hohen Resonanz von über 70 Vortragsvorschlägen ist das Programm des Oberflächenkongresses mittlerweile kom-plett vierzügig aufgebaut. Sehr erfreulich sind insbesondere die vielen Vorschläge aus dem Nachwuchsbereich: die Programmses-sion Junge Kollegen – in der Vergangenheit traditionell am Freitagvormittag platziert – findet in diesem Jahr mit insgesamt neun Vorträgen bereits am Donnerstag statt.
Mit Interesse erwartet wird die Programm-session Innovative Oberflächen für Auto-motive-Anwendungen. Im Schwerpunkt des ersten Kongresstages Zinkoberflächen bin-det der ZVO mit der Feuerverzinkung erst-mals eine weitere Oberflächentechnologie in seinem Programm ab und freut sich, mit
der Initiative Zink einen kompetenten Part-ner an seiner Seite zu wissen.
Insgesamt 65 Vorträge und Referenten wer-den auch in diesem Jahr eindrucksvoll die Leistungsfähigkeit der Galvano- und Ober-flächentechnik unter Beweis stellen. Der ZVO erwartet wie im letzten Jahr eine wei-tere Steigerung des Anteils von Teilneh-mern aus dem Kunden- und Abnehmerkreis von Oberflächen, der im letzten Jahr be-reits zwölf Prozent (Zulieferindustrie) und sechs Prozent (OEM) betrug.
Gegenwärtig können noch drei Marketing-Vorträge gebucht werden: fünfminütige Im-pulsvorträge zu Neuheiten der Galvano-, Oberflächen- und Reinigungstechnik gleich zu Beginn der Kongresseröffnung am Don-nerstag, 19. September (Kontakt: [email protected], Stichwort: Marketing-Vortrag 2013).
In den letzten Jahren hat die den Kongress begleitende Industrieausstellung einen immer größer werdenden Stellenwert einge-nommen; die diesjährigen Räumlichkeiten im Congresszentrum bieten Platz für wei-teres Wachstum. Derzeit sind zehn von 63 Standflächen verbindlich gebucht. Unter www.oberflaechentage.de/Ausstellung ist der jeweils aktuelle Buchungsstand ersichtlich.
Auch das Nachwuchsprogramm für nach-rückende Führungskräfte aus den Unter-nehmen der Galvano- und Oberflächen-technik findet von Jahr zu Jahr größeren Anklang. In diesem Jahr ist die Besichti-gung der Gläsernen Manufaktur der Volks-wagen AG in Dresden geplant. Details des Programms stehen jedoch erst im Juli 2013 – nach endgültiger Programmbestätigung des Automobilkonzerns – fest und werden dann veröffentlicht.
Den mehrfachen Vorschlag, Schüler und Studenten ebenfalls die Tagungsteilnahme möglichst preisgünstig zu ermöglichen, hat die ZVO Service GmbH als ausrichtender Veranstalter aufgegriffen. Mit entsprechen-dem Nachweis können Schüler und Studen-ten ab sofort für 50,– Euro zzgl. MwSt am Kongressprogramm teilnehmen (exkl. Be-grüßungsabend). Auch die Frühbucher-Ak-tion wird fortgesetz: So wird für Kongress-teilnehmer die Teilnehmergebühr um bis zu 150,– Euro, als Aussteller um 400,– Euro re-duziert, wenn die jeweilige Anmeldung bis zum 30. Juni 2013 eingeht.
➲➲ www.oberflaechentage.de
➲➲ www.zvo.org
Der Vorstand der GRM: Christian Rumpf, Markus Müller, Patrick Hergl, Werner Mader, Gerhard Wil-ke (v.l.n.r.)
Gerhard Wilke äußerte sich nach dem GRM-Forum sehr zufrieden. Die Veranstaltung habe gezeigt, wie eingebunden die Fassa-denreinigung sei und sie schon in der Pla-nungsphase von Bauvorhaben ausreichend berücksichtigt werden sollte. Insbesondere das Thema Nachhaltigkeit werde die GRM in den nächsten Jahren beschäftigen. Im Zusammenschluss mit anderen Fachverbän-den wolle man die Herausforderungen der Zukunft annehmen und weitere 25 erfolg-reiche Jahre anschließen. Dies war sicher-lich nicht die letzte Netzwerkveranstaltung der GRM, so Gerhard Wilke.
➲➲ www.grm-online.de
Zentralverband Oberflä-chentechnik e. V. (ZVO)
Programm der Oberflächentage 2013 online freigeschaltet
Die Oberflächentechniken stellen einen Schlüssel zur technisch-wissenschaftlichen, ökonomischen und ökologischen Lösung aktueller Probleme zur Entwicklung inno-vativer Produkte dar. Die Oberflächenta-ge des Zentralverbandes Oberflächentech-nik e. V. (ZVO), die in diesem Jahr vom 18.
04 2013WOMag44
RUBRIKEN
Enthone ernennt Rolf Pofalla zum Industry Manager Automotive, Dekorative Schichten für Zentral- und Osteuropa
Rolf Pofalla ist mit seiner Ernennung zum Industry Manager Automotive, Dekorati-ve Schichten für Zentral- und Osteuropa, verantwortlich für die Vermarktung der de-korativen Enthone®-Verfahren und -Tech-nologien für Metalle und Kunststoffe der Automobilindustrie. In Kooperation mit den OEMs der Automobilindustrie wird Pofalla die Entwicklung von Automotive-Designs mithilfe von Enthone-Technologien unter-stützen und vorantreiben. Gleichzeitig wird er gemeinsam mit dem Vertrieb von Entho-ne daran arbeiten, den Mehrwert für die Kunden weiter auszubauen.
spezifizierten Schichten für Verschleiß- und Korrosionsschutz sowie für dekorative Anwendungen.
Enthone, ein Unternehmen der Alent plc, ist ein weltweit führender Entwickler und Anbieter von Verfahren und Prozesschemi-kalien im gesamten Bereich der Galvano- und Oberflächentechnik. Enthone bietet innovative und kosteneffiziente technolo-gische Lösungen für die Automobil-, Bau- und Energieindustrie, für Luft- und Raum-fahrt, Schmuck, industrielle Anwendungen, Leiterplatten- und Halbleiterindustrie.
➲➲ www.enthone.de
Umicore erneut als Top Arbeitgeber Deutschland ausgezeichnetAuch 2013, und damit zum zweiten Mal in Folge, wurde die Materialtechnologie-Grup-pe Umicore als Top Arbeitgeber Deutsch- land ausgezeichnet. Umicore erhielt das Zertifikat vom CRF Institute, einem unab-hängigen Spezialisten von internationalen Personalmanagementstudien.
Umicore erlangte bei insgesamt 25 mögli-chen Punkten einen Wert von 23,5 – damit konnte das sehr gute Ergebnis aus dem Vorjahr wiederholt werden. In den Katego-rien Primäre Benefits, Sekundäre Benefits & Work-Life-Balance sowie Unternehmens-kultur wurden Maximalwerte erreicht.
Stefanie Dorsch, Personalleiterin Rheinfel-den, und Carsten Neumann, Personalleiter Hanau, freuten sich über die Auszeichnung, die sie im Rahmen der Preisverleihung des CRF Institutes entgegennahmen. Das Zertifi-kat bestätigt uns in unserem fortwährenden Engagement, mit unserer Personalarbeit und den umfangreichen Entwicklungsmög-lichkeiten für Mitarbeiterinnen und Mitar-beiter dazu beizutragen, ein attraktiver Ar-beitgeber zu sein, erklärte Stefanie Dorsch.
Umicore ist nach den Worten von Neumann ein innovatives und auf Zukunft ausgerich-tetes Unternehmen. Aber die anspruchsvol-len Ziele könne man nur erreichen, weil das Unternehmen Menschen beschäftige, die Impulse geben – die Mitarbeiterinnen und Mitarbeiter seien entscheidend für den Er-folg des Unternehmens. Die Auszeichnung als Top Arbeitgeber Deutschland 2013 sei für das Unternehmen allerdings in erster Linie ein Ansporn, die Personalarbeit sowie die Arbeits- und Entwicklungsbedingungen für die Mitarbeiter weiterhin zu optimieren. Auf dem Weg, Umicore zum bevorzugten
Arbeitgeber zu machen, liegt noch viel Ar-beit vor uns, so Neumann. Die Anerken-nung als Top Arbeitgeber zum zweiten Mal in Folge sei sicher ein weiterer Schritt in die richtige Richtung.
Die Materialtechnologie-Gruppe wurde in diesem Jahr vom CRF Institute in Deutsch-land gleich zweifach ausgezeichnet: Neben der Umicore AG & Co. KG (mit Standorten in Hanau und Rheinfelden) freute sich auch die Allgemeine Gold- und Silberscheide-anstalt AG in Pforzheim, ein Umicore-Toch-terunternehmen, über den Titel Top Arbeit-geber. Die Auszeichnung wurde außerdem in Belgien und Frankreich an Umicore verliehen.
Stefanie Dorsch, Carsten Neumann und Oliver Müller freuen sich über die Auszeichnung Top Arbeitgeber Deutschland 2013
Rolf Pofalla arbeitet seit über 30 Jahren in der Galvano- und Oberflächentechnik. Seine Berufserfahrung umfasst Aufgaben im technischen Kundendienst, Business De-velopment und Produktmanagement. Henri Sep, Marketingdirektor Enthone Europa, ist überzeugt, dass dieses im Lauf der Karriere gesammelte Fachwissen Pofalla ein außer-gewöhnliches Verständnis der sich ständig entwickelnden Markt- und Beschichtungs-anforderungen der Automobilindustrie er-möglicht. Die Beförderung Pofallas setze das Engagement von Enthone im Bereich dekorativer Oberflächen der Automobilin-dustrie und für die Kunden fort.
Die Automotive Lösungen von Enthone für dekorative Anwendungen erfüllen die an-spruchsvollen Spezifikationen und hohen Anforderungen der Automobilindustrie. Das Unternehmen bietet ein umfassendes Sorti-ment von produktionserprobten und OEM-
Bei dem Top Arbeitgeber Deutschland 2013-Zertifikat handelt es sich nicht um die einzige Auszeichnung für die Personalarbeit von Umicore. Seit 2007 wird das umfangrei-che Programm des Unternehmens zur Ver-einbarkeit von Familie und Beruf mit der Zertifizierung des Audits berufundfamilie® belohnt – auch hier läuft derzeit die erneu-te Re-Zertifizierung.
Das CRF Institute verleiht in Deutschland bereits zum zehnten Mal die Auszeichnung Top Arbeitgeber an Unternehmen. Bewer-tet werden die Teilnehmer in den Bereichen Karrieremöglichkeiten, Primäre Benefits, Sekundäre Benefits & Work-Life-Balance, Training & Entwicklung sowie Unterneh-menskultur Management. Nur die Unter-nehmen, die die strengen Kriterien der Un-tersuchung erfüllen, erhalten nach einem vertieften Fragebogen- und Auditprozess die Zertifizierung Top Arbeitgeber. Die Audits werden in enger Zusammenarbeit mit dem Wirtschaftsprüfungsunternehmen Grant Thornton durchgeführt.
2013 wurden vom CRF Institute in Deutsch-land insgesamt 118 Unternehmen ausge-
04 2013 WOMag 45
RUBRIKEN
zeichnet. Die Top Arbeitgeber Deutschland kommen auch in diesem Jahr aus zahlrei-chen wichtigen Wirtschaftsbranchen und weisen einen Querschnitt vom großen mit-telständischen Unternehmen bis hin zur Konzernstruktur auf.
➲➲ www.toparbeitgeber.com
Neues Logo bei Ruhl & Co
Der Generationswechsel bei Ruhl & Co in Wetzlar ist nun auch nach außen sichtbar. Nachdem die Unternehmensführung kom-plett in die Hände der zweiten Generation gelegt wurde, stellt sich das Unternehmen im Markt neu auf.
technik, Fertigungstechnik und Mechatronik präsentierten die Bacheloranten ihr Wissen. Die Anforderungen an die Abschlussarbei-ten sind strikt: Vier Monate muss ein Thema in einem Unternehmen wissenschaftlich er-arbeitet und auf 60 Seiten Papier nieder-geschrieben werden. Dabei hat jeder Bache-lorant zwei Prüfer: einen aus der Industrie und einen Hochschulprofessor.
2009 startete die achte Fakultät Industrial Technologies der Hochschule Furtwangen ihren Studienbetrieb in Tuttlingen. Die Aus-bildung erfolgt in enger Zusammenarbeit mit rund 100 Unternehmen der Region. Für Hochschule wie auch Wirtschaft stellte der modellhafte Ansatz in der Lehre eine Her-ausforderung dar. Doch die Kooperation hat sich bewährt. Die Zusammenarbeit zwi-schen Industrie und Hochschule in Tuttlin-gen setzt laut Professor Dr. Rolf Schofer neue Maßstäbe: konstruktiv, partnerschaft-lich und reibungslos.
Auch für die Studierenden zahlt sich die Zu-sammenarbeit aus. Die Verknüpfung von Theorie und Praxis während des Studiums sei gut, um ein Ziel vor Augen zu haben, meint Achim Speck, Bachelorant im Fach Industrial Manufacturing. Ab April 2013 ar-beitet der gelernte Werkzeugmechaniker als Ingenieur im Bereich Prozessentwick-lung bei der Leiber Group GmbH & Co. KG in Emmingen-Liptingen. Das Unternehmen ist Mitglied im Hochschulcampus Tuttlingen Förderverein e. V., wie auch die Chiron-Wer-ke GmbH & Co. KG in Tuttlingen. Jens Renner und Markus Rieble, beide studieren Indus-trial Systems Design, schrieben bei Chiron. Ihr Schwerpunkt war die Modellbildung und Simulation einer Werkzeugmaschine mit Automatisierungslösung.
Am 1. Juni 2013 findet die feierliche Verab-schiedung der Absolventen statt – für alle soll dies ein unvergesslicher Abend wer-den, meint Hochschulrektor Schofer und wünscht den Absolventen für die Zukunft die Erfüllung ihrer beruflichen Träume und persönlich alles Gute.
Am Tuttlinger Hochschulcampus wird das Konzept der Public Private Partnership (PPP) gelebt: Hier wird eine neue und in dieser Art bundesweit einmalige Form der Kooperation Hochschule/Wirtschaft/Staat vollzogen. Die Modellhaftigkeit der Ansätze bezieht sich auf die Trägerschaft, die Orga-nisation und die Lehre. Drei Partner tragen gemeinsam die Kosten: das Land Baden-Württemberg, der Hochschulcampus Tutt-lingen Förderverein e. V. sowie Stadt und Landkreis Tuttlingen.
Die Industrie besitzt gewisse Gestaltungs- und Mitspracherechte. So sind Industrie-vertreter in den Studienkommissionen der Studiengänge vertreten. Die Vertreter kon-trollieren die Umsetzung der definierten Lehrziele sowie die Weiterentwicklung der Studiengänge. Auch bei der Berufung der Professoren besitzen die Industrievertreter ein besonderes Mitspracherecht.
Ein Beispiel für die enge und partnerschaft-liche Kooperation zwischen Hochschule und Industrie am Campus Tuttlingen: Arbeits-gruppen (Studiengangbeiräte) erarbeite-ten gemeinsam das aktuelle Curriculum der drei Studiengänge. Die Arbeitsgruppe setz-te sich aus Mitgliedern der Hochschule und aus den Unternehmensvertretern des För-dervereins zusammen.
Das Konzept der PPP bietet Vorteile für die Lehre. Die Industrie beteiligt sich in ver-schiedensten Formen aktiv. So halten bei-spielsweise Experten aus der Industrie Vorlesungen. Fachdozent und mehrere Ex-perten aus der Industrie teilen sich eine Lehrveranstaltung. Studierende besuchen die Unternehmen der Region. Dort erhal-ten die Studierenden eine praktische Ein-führung in die entsprechenden Methoden, Technologien oder direkt an den Maschinen. Die Mitarbeiter der Unternehmen (zumeist Ingenieure) betreuen diese Einführungen.
Die Lehrinhalte sind praxisbezogen und ak-tuell: Ansichtsmuster, Bilder, Fallstudien oder Beispielaufgaben kommen unter an-derem von den Unternehmen. Die Industrie definiert Themen für Projektarbeiten und Laborversuche. Die Inhalte haben so einen starken realen Bezug. Im Praxissemester arbeiten die Studierenden im Tätigkeitsfeld Ingenieur und erweitern somit ihre Kompe-tenzen. Die Hochschule nutzt Schulungs-einrichtungen, Geräte, Maschinen und die personellen Kapazitäten der Industrie im Rahmen der Vorlesungen. Somit ist gewähr-leistet, dass die Studierenden eine aktuelle Ausbildung erhalten. Die Studierenden kön-nen zudem schon Kontakte knüpfen.
Studierende wählen eigenverantwortlich Vertiefungen in Themengebieten. Die In-dustrie schlägt diese Themen vor, in wel-chen sie Forschungsschwerpunkte, Ent-wicklungsbedarf oder Trends sieht.
➲➲ www.hfu-campus-tuttlingen.de
Mit der Ausweitung der Produktionsfläche auf über 5600 Quadratmeter und der Ins-tallation neuer innovativer Verfahren stellt sich Ruhl & Co den Herausforderungen der Zukunft. Jetzt sei die Zeit, Profil zu zeigen sagen die beiden Geschäftsführer Stefan Ruhl und Frank Benner. Als modernes Unter-nehmen wollen sie neue Möglichkeiten der Oberflächentechnik auf höchstem Niveau präsentieren, wobei die hervorragende Produktqualität und Kundenzufriedenheit für sie das Fundament ihres Erfolges sind.
Mit dem neu gestalteten Logo soll dies nun auch nach außen signalisiert werden. Die Überarbeitung der Website ist in vollem Gange.
➲➲ www.ruhlgmbh.de
HFU Tuttlingen: Erste Absolventen präsen-tieren AbschlussarbeitenZum Ende des Wintersemesters 2012/2013 schlossen 70 Studierende des Hochschul-campus Tuttlingen ihr Studium mit dem Ba-chelor of Science (B. Sc.) ab. Letzte Pflicht-veranstaltung der angehenden Ingenieure war das „Thesis-Seminar“ zur Verteidigung ihrer Abschlussarbeit. Die Vorträge lockten Besucher aus Wirtschaft und Schulen an.
Die Studierenden haben nach den Worten von Professor Dr. Rolf Schofer, Rektor der Hochschule Furtwangen (HFU), mit ihrem Bachelorabschluss die Grundlage für eine erfolgreiche und interessante berufliche Laufbahn geschaffen. In jeweils 20-Minu-ten-Vorträgen aus den Bereichen Medizin-
Lesen Sie weiter als Abonnent unter:www.womag-online.de
WOMag 04 201346
RUBRIKEN
Neue Normen
Umwelt-, Gesundheits-, Arbeitsschutz, -sicherheit
VDI 4075 Blatt 1:2013-03 / Titel (deutsch): Produktionsintegrierter Umweltschutz (PIUS) - Grundlagen und Anwendungsbereich / Titel (englisch): Cleaner production (PIUS) - Basic principles and area of application Dokumentart: Technische Regel, Entwurf / Ausga-bedatum: 2013-03 / Einsprüche bis 2013-04-23 / Sprachen: Deutsch
ISO 18604:2013-01 / Titel (deutsch): Verpa-ckung und Umwelt - Stoffliche Verwertung der Verpackung / Titel (englisch): Packaging and the environment - Material recycling Dokumentart: Norm / Ausgabedatum: 2013-01 / Sprachen: Englisch
VDI 2263 Blatt 7.1:2013-03 / Titel (deutsch): Staubbrände und Staubexplosionen - Ge-fahren - Beurteilung - Schutzmaßnahmen - Brand- und Explosionsschutz an Sprühtrock-nungsanlagen - Beispiele / Titel (englisch): Dust fires and dust explosions - Hazards - as-sessment - protective measures - Fire and ex-plosion protection in spraying and drying integrated equipment - Examples Dokumentart: Technische Regel / Ausgabedatum: 2013-03 / Sprachen: Deutsch, Englisch
Kurzreferat: Die Richtlinie gibt praktische Hinweise und Lösungsansätze für Schutzmaßnahmen beim Brand- und Explosionsschutz an Sprühtrocknungs-anlagen. Sie beschreibt den Stand der Technik hin-sichtlich des Entwicklungsstands fortschrittlicher Verfahren, Einrichtungen oder Betriebsweisen, der die praktische Eignung einer Maßnahme zum Schutz der Gesundheit zur Sicherheit der Beschäftigten ge-sichert erscheinen lässt. Die Richtlinie findet An-wendung auf Maßnahmen des Explosionsschutzes bei Sprühtrocknungsanlagen, in denen bei bestim-mungsgemäßer Verwendung brennbare Staub-Luft-Gemische, Dampf-Luft-Gemische oder hybride Gemi-sche vorhanden sind oder entstehen können. Diese Richtlinie gibt sowohl den Herstellern als auch ge-sondert den Betreibern Hinweise in Form von Bei-spielen zur Durchführung von Risikobeurteilungen und von Schutzmaßnahmen. Die Richtlinie setzt die Kenntnis der Richtlinie VDI 2263 Blatt 7 voraus.
Prüfung von Metallen
DIN EN ISO 7500-1 Beiblatt 4:2013-03 / Ti-tel (deutsch): Metallische Werkstoffe - Prü-fung von statischen einachsigen Prüfmaschi-nen - Teil 1: Zug- und Druckprüfmaschinen - Prüfung und Kalibrierung der Kraftmessein-richtung; Beiblatt 4: Informationen zur Berück-sichtigung der Messunsicherheit bei der Klas-sifizierung von Werkstoffprüfmaschinen / Titel (englisch): Metallic materials - Verification of static uniaxial testing machines - Part 1: Ten-sion/compression testing machines - Verifica-tion and calibration of the force-measuring sys-tem; Supplement 4: Information for taking the uncertainty into account regarding the classifi-cation of material testing machines Dokumentart: Norm / Ausgabedatum: 2013-03 / Sprachen: Deutsch
Einführungsbeitrag: Dieses Beiblatt soll den Anwen-dern der DIN EN ISO 7500-1 eine Hilfe bei der Be-rücksichtigung der Messunsicherheit bei der Klassi-fizierung von Werkstoffprüfmaschinen bieten. Dieses Dokument wurde vom NA 062-08-11 AA „Werkstoff-prüfmaschinen“ im Normenausschuss Materialprü-fung (NMP) erarbeitet.
DIN EN ISO 16808:2013-02 / Titel (deutsch): Me-tallische Werkstoffe - Blech und Band - Bestim-mung der biaxialen Spannung/Dehnung-Kurve durch einen hydraulischen Tiefungsversuch mit optischen Messsystemen (ISO/DIS 16808:2013); Deutsche Fassung prEN ISO 16808:2013 / Titel (englisch): Metallic materials - Sheet and strip - Determination of biaxial stress-strain cur-ve by means of bulge test with optical measu-ring systems (ISO/DIS 16808:2013); Ger-man version prEN ISO 16808:2013 Dokumentart: Norm-Entwurf / Ausgabedatum: 2013-02 / Erscheinungsdatum: 2013-02-04 / Spra-chen: Deutsch
Einführungsbeitrag: Der vorliegende internationa-le Norm-Entwurf legt ein Verfahren zur Ermittlung der biaxialen Spannung/Dehnung-Kurve von Me-tallblechen mit einer Dicke unter 3 mm bei reinem Streckziehen ohne signifikanten Reibungseinfluss fest. Im Vergleich zu den Ergebnissen der Zugprü-fung können höhere Formänderungswerte erreicht werden. Dieses Dokument (prEN ISO 16808:2013) wurde vom Technischen Komitee ISO/TC 164 „Me-chanical testing of metals“, Unterkomitee 1 „Uniaxi-al testing“ (Sekretariat: AFNOR, Frankreich) erarbei-tet und vom ECISS/TC 101 „Prüfverfahren für Stahl (andere als chemische Analysen)“ (Sekretariat: AF-NOR, Frankreich) im Rahmen der Wiener Vereinba-rung übernommen. Für die deutsche Mitarbeit ist der Arbeitsausschuss NA 062-01-42 AA „Zug- und Duk-tilitätsprüfung für Metalle“ des Normenausschusses Materialprüfung (NMP) verantwortlich.
ISO/DIS 16842:2013-01 / Titel (deutsch): Me-tallische Werkstoffe - Blech und Band - Bi-achsialer Zugversuch unter Verwendung von kreuzförmigen Proben (Kreuzzugver-such) / Titel (englisch): Metallic materi-als - Sheet and strip - Biaxial tensile testing method using cruciform specimen Dokumentart: Norm-Entwurf / Ausgabedatum: 2013-01 / Sprachen: Englisch
Beschichtungen
ISO 13826:2013-01 / Titel (englisch): Metallic and other inorganic coatings - Determination of thermal diffusivity of thermally sprayed cera-mic coatings by laser flash method Dokumentart: Norm / Ausgabedatum: 2013-01 / Sprachen: Englisch
DIN EN ISO 28721-4:2013-03 / Titel (deutsch): Emails und Emaillierungen - Emaillierte Appa-rate für verfahrenstechnische Anlagen - Teil 4: Qualitätsanforderungen an Flansch-Rohre und Flansch-Formstücke aus Stahl mit Email-lierung (ISO 28721-4:2010); Deutsche Fassung EN ISO 28721-4:2012 / Titel (englisch): Vitre-ous and porcelain enamels - Glass-lined appa-ratus for process plants - Part 4: Quality requi-rements for glass-lined flanged steel pipes and
flanged steel fittings (ISO 28721-4:2010); Ger-man version EN ISO 28721-4:2012 Dokumentart: Norm / Ausgabedatum: 2013-03 / Ersatz für: DIN EN 15711:2009-08 / Sprachen: Deutsch
Einführungsbeitrag: Dieser Teil von ISO 28721 legt die Qualitätsanforderungen an in verfahrenstech-nischen Anlagen eingesetzte Flansch-Rohre und Flansch-Formstücke aus Stahl mit Emaillierung fest. Der Text von ISO 28721-4:2010 wurde vom Techni-schen Komitee ISO/TC 107 „Metallic and other in-organic coatings“ der Internationalen Organisation für Normung (ISO) erarbeitet und als EN ISO 28721-4:2012 durch das Technische Komitee CEN/TC 262 „Metallische und andere anorganische Überzüge“ übernommen, dessen Sekretariat vom BSI gehal-ten wird. Das zuständige deutsche Gremium ist der Arbeitsausschuss NA 062-01-63 AA „Prüfung von Emails und Emaillierungen“ im Normenausschuss Materialprüfung (NMP) im DIN. / Änderungsver-merk: Gegenüber DIN EN 15711:2009-08 wurden folgende Änderungen vorgenommen: a) Normnum-mer wurde durch die Übernahme der Internationa-len Norm angepasst; b) Aufnahme eines Abschnit-tes „Begriffe“; c) Ergänzung der Anforderungen zu den Bestellangaben; d) Ergänzung eines Verweises auf EN 15826 in 6.2.2; e) redaktionelle Änderungen.
Schmierstoffe
DIN 51829:2013-03 / Titel (deutsch): Mine-ralölerzeugnisse - Bestimmung von Addi-tiv- und Abriebelementen in Schmierfetten - Wellenlängendispersive Röntgenfluoreszenz-Analyse / Titel (englisch): Petroleum products - Determination of additive and wear elements in greases - Analysis by wavelength dispersive X-ray fluorescence spectrometry Dokumentart: Norm / Ausgabedatum: 2013-03 / Er-satz für: DIN 51829:2009-09 / Sprachen: Deutsch
Normen beziehen Sie
beim Beuth Verlag,
Berlinwww.beuth.de
WOMag04 2013 47
RUBRIKEN
Patente PS – Patent Deutschland EP – Europapatent WP – Weltpatent
Mechanische Metallbearbeitung
Ziehmatrize, Verzahnungswalzwerkzeug und Verfahren zur Herstellung einer Verzahnung auf einem Bauteil einer Welle-Naben-Verbindung
WP 11 2005 003 630.8 – B21K 1/30. AT 21.07.2005; OT 21.05.2008; PT 11.04.2013. Anm.: GKN Driveline International GmbH, 53797 Lohmar, DE. Erf.: Bei-gang, Wolfgang, 53809 Ruppichteroth, DE.
Rollformvorrichtung zum Rollformen eines Walz-materialbandes
GM 20 2012 003 769.2 – B21D 5/06. AT 16.04.2012; ET 22.01.2013; PT 14.03.2013. Anm.: Weber, Axel, 72138 Kirchentellinsfurt, DE.
Oberflächenbearbeitungsgerät
PS 10 2008 007 520.5 – B24B 7/18. AT 01.02.2008; OT 06.08.2009; PT 28.03.2013. Anm.: Kammerer, Rolf, 75196 Remchingen, DE. Erf.: Nichtnennung.
Schrupp- und /oder Trennscheibe
PS 10 2009 055 428.9 – B24D 5/12. AT 30.12.2009; OT 07.07.2011; PT 11.04.2013. Anm.: Dronco AG, 95632 Wunsiedel, DE; SGL Carbon SE, 65201 Wiesbaden, DE. Erf.: Trapp, Victor, Dr., 86420 Die-dorf, DE, Remp, Marcel, 86660 Tapfheim, DE, Lan-ger, Werner, 86450 Altenmünster, DE, Adasch, Vol-ker, Dr., 95632 Wunsiedel, DE, Deeken, Stefan, Dr., 95632 Wunsiedel, DE.
Schleuderrad
PS 10 2010 010 120.6 – B24C 5/06. AT 04.03.2010; OT 08.09.2011; PT 11.04.2013. Anm.: Rösler Holding GmbH & Co. KG, 96231 Bad Staffelstein, DE. Erf.: Asch, Jörgen, 78315 Radolfzell, DE.
Mikrostrukturtechnik
Verfahren zur Erzeugung einer mikromechani-schen Struktur
PS 10 2008 013 116.4 – B81C 1/00. AT 07.03.2008; OT 09.10.2008; PT 11.04.2013. Anm.: Fraunhofer-Gesellschaft zur Förderung der angewandten For-schung e.V., 80686 München, DE. Erf.: Jung, De-nis, 01099 Dresden, DE, Drabe, Christian, 01099 Dresden, DE, Sandner, Thilo, Dr., 01156 Dresden, DE, Schenk, Harald, Dr., 01139 Dresden, DE, Klose, Thomas, 01109 Dresden, DE, Wolter, Alexander, Dr., 01156 Dresden, DE..
Verfahren zur Herstellung eines mikrostruktu-rierten Films
PS 10 2009 006 064.2 – B81C 1/00. AT 26.01.2009; OT 26.08.2010; PT 11.04.2013. Anm.: Technische Universität Chemnitz, 09111 Chemnitz, DE. Erf.: Wachner, Doreen, 09130 Chemnitz, DE, Goedel, Werner, 09116 Chemnitz, DE, Hammerschmidt, Jens, 09113 Chemnitz, DE, Jahn, Stephan, 09112 Chem-
nitz, DE, Baumann, Reinhard, 82152 Krailling, DE, Morschhauser, Andreas, 09126 Chemnitz, DE, Nest-ler, Jörg, 09126 Chemnitz, DE, Gessner, Thomas, 09113 Chemnitz, DE.
Eisen- und Nichteisenmetalle
Draht aus oxiddispersionsgehärteten Pt-lr- und anderen Legierungen mit verbesserter Oberflä-che für Zündkerzenelektroden
PS 10 2005 038 772.1 – C22C 5/04. AT 15.08.2005; OT 22.02.2007; PT 18.04.2013. Anm.: Heraeus Ma-terials Technology GmbH & Co. KG, 63450 Hanau, DE. Erf.: Manhardt, Harald, 63486 Bruchköbel, DE, Mohr, Carsten, 64823 Groß-Umstadt, DE, Lupton, David, Prof. Dr., 63571 Gelnhausen, DE.
Korrosionsbeständiges magnetisches Bauteil für ein Kraftstoffeinspritzventil
WP 11 2007 000 273.5 – C22C 38/10. AT 31.01.2007; OT 19.02.2009; PT 28.02.2013. Anm.: Vacuumschmelze GmbH & Co. KG, 63450 Hanau, DE. Erf.: Gerster, Joachim, Dr., 63755 Alzenau, DE.
Beschichten
Verfahren zum Erzeugen einer Chrom-Schutz-schicht und ihre Verwendung
PS 10 2011 119 087.6 – C23C 4/04. AT 22.11.2011; OT 14.03.2013; PT 14.03.2013. Anm.: Märkisches Werk GmbH, 58553 Halver, DE. Erf.: Verlotski, Va-dim, Dr., 42113 Wuppertal, DE.
Verfahren zum Schmelztauchbeschichten eines Stahlflachprodukts
PS 10 2012 101 018.8 – C23C 2/40. AT 08.02.2012; OT 14.03.2013. PT 14.03.2013. Anm.: ThyssenKrupp Nirosta GmbH, 47807 Krefeld, DE; ThyssenKrupp Steel Europe AG, 47166 Duisburg, DE. Erf.: Blume-nau, Marc, Dr.-Ing., 58119 Hagen, DE, Gusek, Chri-stopher, Dr.-Ing., 58644 Iserlohn, DE, Jindra, Fred, Dipl.-Ing., 57368 Lennestadt, DE, Schönenberg, Rudolf, Dipl.-Ing., 58675 Hemer, DE, Krautschick, Hans-Joachim, Dipl. Phys. Dr. rer. nat., 42657 Solin-gen, DE.
Schichtsystem zur Bildung einer Oberflächen-schicht auf einer Oberfläche eines Substrats, so-wie Lichtbogenverdampfungsquelle zur Herstel-lung eines Schichtsystems
EP 50 2008 009 325.7 – C23C 14/32. AT 30.05.2008; OT 12.02.2009; PT 27.02.2013. Anm.:
Sulzer Metaplas GmbH, 51427 Bergisch Gladbach, DE. Erf.: Vetter, Dr., Jörg, 51469 Bergisch Gladbach, DE.
Verfahren zur Beschichtung mit Metallnanopar-tikeln durch physikalische Beschichtung aus der Dampfphase
EP 60 2008 022 470.8 – C23C 14/34. AT 27.11.2008; OT 16.07.2009; PT 27.02.2013. Anm.: Commissariat à l‘Energie Atomique et aux Energies Alternatives, Paris, FR. Erf.: Emieux, Fabrice, 38340 Voreppe, FR, Taupeau, Anthony, 33600 Pessac, FR, Mailley, Sophie, 38730 Le Pin, FR, Bedel, Laurent, 38950 Quaix en Chartreuse, FR.
Hebe- und Fördervorrichtung für eine chemische Badabscheidung
GM 20 2012 103 006.3 – C25D 17/28. AT 09.08.2012; ET 07.01.2013; PT 28.02.2013. Anm.: Manz Taiwan Ltd., Chungli City, TW.
Badwärmvorrichtung zur Erwärmung eines gal-vanischen Bades
GM 20 2013 001 121.1 – C25D 21/02. AT 05.02.2013; ET 20.02.2013; PT 11.04.2013. Anm.: Röckert, Leo, 91166 Georgensgmünd, DE.
Kompetente
WOTech GbRwww.wotech-technical-media.de
Patent- recherchen:
Lesen Sie weiter als Abonnent unter:www.womag-online.de
04 2013WOMag48
BERUF + KARRIERE
Coventya GmbH 17
Dörken MKS U2
Estoppey-Reber Gruppe 35
Fischer GmbH & Co. KG 13
Gross Wassertechnik GmbH 37
Harter GmbH 27
Hauser+Walz / ProWaTech 25
Dr. Hesse GmbH & Cie KG 23
Kiesow GmbH & Co. KG 19
LKS Kronenberger GmbH 17
Walter Lemmen GmbH 29
Mazurczak GmbH 19
NOF U3
OTTI e.V. 11
Herbert Reinmuth GmbH 37
Franz Rieger Metallveredlung 41
Ruhl & Co. GmbH 13
Aluminiumveredlung Schily 17
Softec AG 33
Stark Eloxal 39
Winter Metalle GmbH 39
Zerrer GmbH U4
Zeschky Galvanik GmbH & Co. KG 1
INSERENTENVERZEICHNIS
Kriterien zur Werkstoffauswahl
Werkstoffe, die nach ihrer Fertigstellung zum Werkstück werden, müssen vielen un-terschiedlichen Beanspruchungen stand-halten. Diese werden durch die Funktionen ihrer Konstruktion oder eines Werkzeugs, also ihres Einsatzgebietes, vorgege-ben. Tabelle 1 zeigt einige wichtige Bean-spruchungsmöglichkeiten für spezielle Einsatzgebiete.
Wesentliche Voraussetzungen für die opti-male Werkstoffauswahl für einen Konstruk-teur oder Anwender ist daher die Betrach-tung aller Betriebsbeanspruchungen nach Art, Intensität und Dauer.
Um den Anforderungen an die Aufgaben-stellung des Bauteils gerecht zu werden, sind dringend die genauen Kenntnisse über die spezifischen Eigenschaften der Werk-stoffe, über die Wirkungsweise von Zusatz-stoffen und die Beeinflussung von Bearbei-tungsverfahren erforderlich. Nur so kann ein optimaler Einsatz für die vorgegebenen Anforderungen erzielt werden.
Um den best möglichen Werkstoff für einen bestimmten Einsatz zu ermitteln, müssen mehrere Voraussetzungen erfüllt werden:
−Berücksichtigung der spezifischen und der mechanischen Eigenschaften, d.h. günstigste Kombination physikalischer und mechanischer Eigenschaften
−gute technologische Eigenschaften, d.h. wie verhält sich der Werkstoff in der Fer-tigung
Fachwissen aus Werkstoffkunde und Oberflächentechnik – für alle, die ihr Wissen auffrischen wollen oder neues Wissen erwerben, für Fachfremde, Auszubildende oder Praktiker. Als Abonnent der womag-online haben Sie rund um die Uhr über die Homepage Zugriff auf die gesamten Fachtexte in voller Länge. Der Stoff wird laufend erweitert und ist auf der Homepage ohne Einschränkung verfügbar!
Kleine Werkstoffkunde – Werkstoffe als Basis für Bauteile – Werkstoffeigenschaften
Lesen Sie weiter als Abonnent unter:www.womag-online.de
Tab. 1: Beanspruchung von Werkstoffen im Einsatz [2]
z. B. Festigkeit, Warmfestigkeit, Wärmeausdehnung, Wärmeleitfähigkeit, Korrosion
Lichtleiter, Linsen, Spiegel Leitung, Brechung und Reflexion von Licht
z. B. optische Größen, Brechungsindex
Dekorative Artikel Optik, Ästhetik z. B. Glanz, Farbe
www.nofmetalcoatings.com
NOF METAL COATINGS EUROPE S.A.Steinbeisstr. 3 D-71706 MarkgröningenTelefon: 07145 - 9635-0 Telefax: 07145 - 9635-25E-mail: [email protected]
Halle 3, Stand D45
Sie schreiben für den Korrosionsschutz Ihrer Bauteile die Beschichtung GEOMET® vor. Wissen Sie auch, dass Sie dadurch einen Beitrag zur Schonung der Umwelt leisten?
Wir produzieren und liefern ausschließlich wasserlösliche Gemische. Die Nutzer stellen ihre Produktbäder nur mit Wasser ein. Die Verwendung organischer Verbindungen und die Emissionen von VOC werden auf niedrigst möglichem Niveau gehalten.