10/30/01 1 OPERATION OF THE PSDF TRANSPORT GASIFIER Session: New Developments Gasification Technologies 2002 October 30, 2002 Peter V. Smith Kellogg Brown & Root, Inc. (KBR) Brandon M. Davis P. Vimalchand Guohai Liu Southern Company Services James Longanbach National Energy Technology Laboratory
Transcript
10/30/01 1
OPERATION OF THE PSDF TRANSPORT GASIFIER
Session: New DevelopmentsGasification Technologies 2002
October 30, 2002
Peter V. Smith Kellogg Brown & Root, Inc. (KBR)
Brandon M. DavisP. Vimalchand
Guohai Liu Southern Company Services
James Longanbach National Energy Technology Laboratory
10/30/01 2
What Is The PSDF?
The PSDF is a joint-DOE/industry research facility
where advanced power systems can be tested in an
integrated environment at a scale sufficient to provide
confidence and data for commercial design.
10/30/01 3
Power Systems Development Facility Program Objective
Develop advanced coal-based power generation
technologies that can produce electricity at
competitive cost while meeting all environmental
standards and support Vision 21.
10/30/01 4
PSDF Participants•U.S. Department of Energy - National Energy Technology Laboratory •Southern Company•KBR•Siemens-Westinghouse•Electric Power Research Institute•Peabody Holding Company•Southern Research Institute
10/30/01 5
America’s Advanced Coal Research Center
10/30/01 6
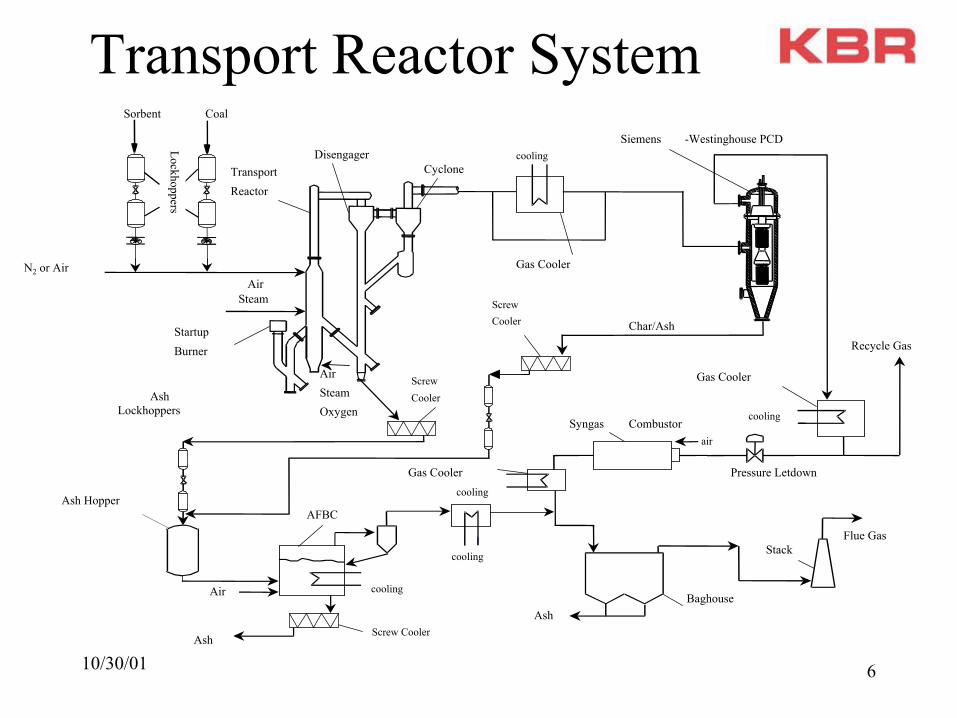
Transport Reactor SystemCoalSorbent
AirSteam
Ash
Flue Gas
airSyngas Combustor
Baghouse
Stack
Pressure LetdownGas Cooler
Recycle Gas
cooling
N2 or Air
cooling
cooling
Ash
Ash Hopper
cooling
AFBC
cooling
Screw Cooler
AshLockhoppers
TransportReactor
Disengager
StartupBurner
Cyclone
Gas Cooler
Lockhoppers
Char/Ash
Siemens -Westinghouse PCD
Gas Cooler
Air
ScrewCooler
ScrewCooler
AirSteamOxygen
10/30/01 7
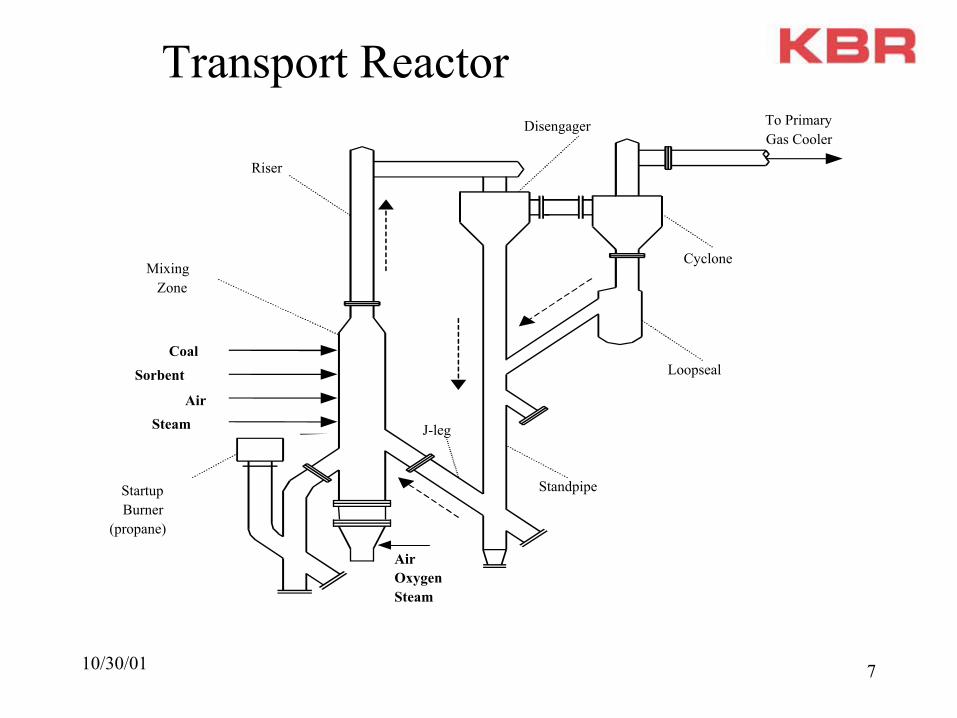
Transport Reactor
Sorbent
AirSteam
Coal
MixingZone
Riser
Disengager To PrimaryGas Cooler
Loopseal
Cyclone
Standpipe
J-leg
StartupBurner
(propane)
AirOxygenSteam
10/30/01 8
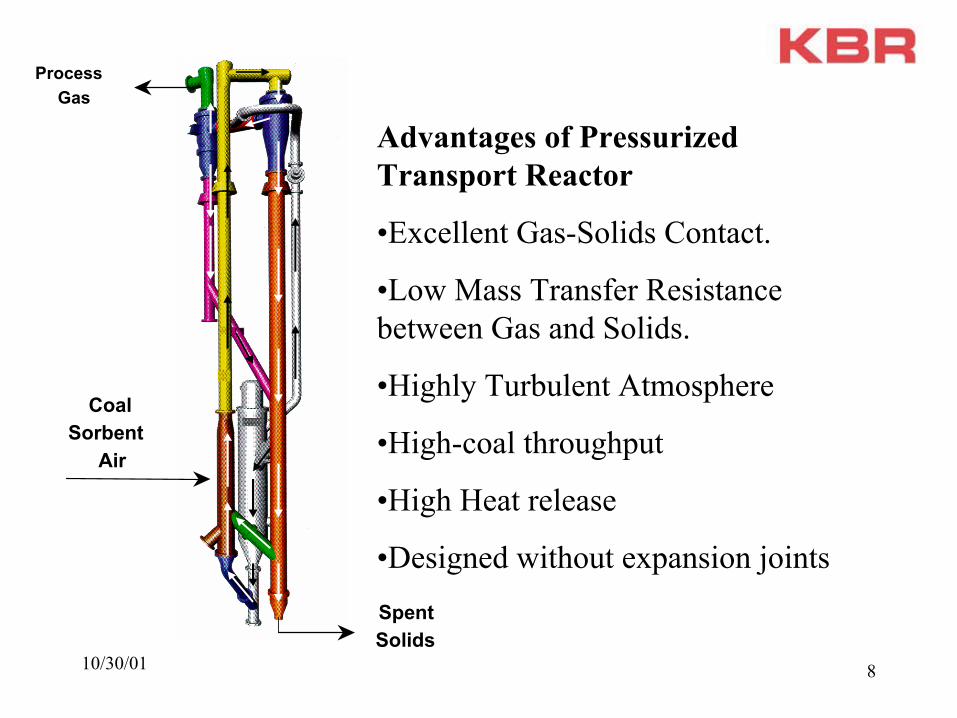
CoalSorbent
Air
ProcessGas
SpentSolids
Advantages of Pressurized Transport Reactor
•Excellent Gas-Solids Contact.
•Low Mass Transfer Resistance between Gas and Solids.
•Highly Turbulent Atmosphere
•High-coal throughput
•High Heat release
•Designed without expansion joints
10/30/01 9
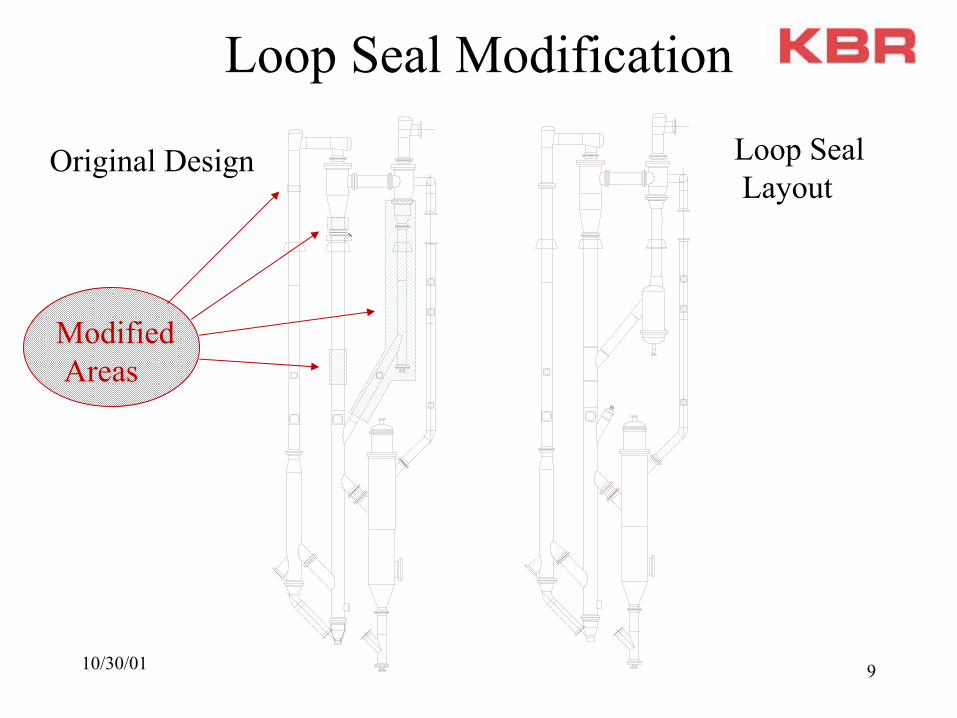
Loop Seal Modification
Original Design
ModifiedAreas
Loop SealLayout
10/30/01 10
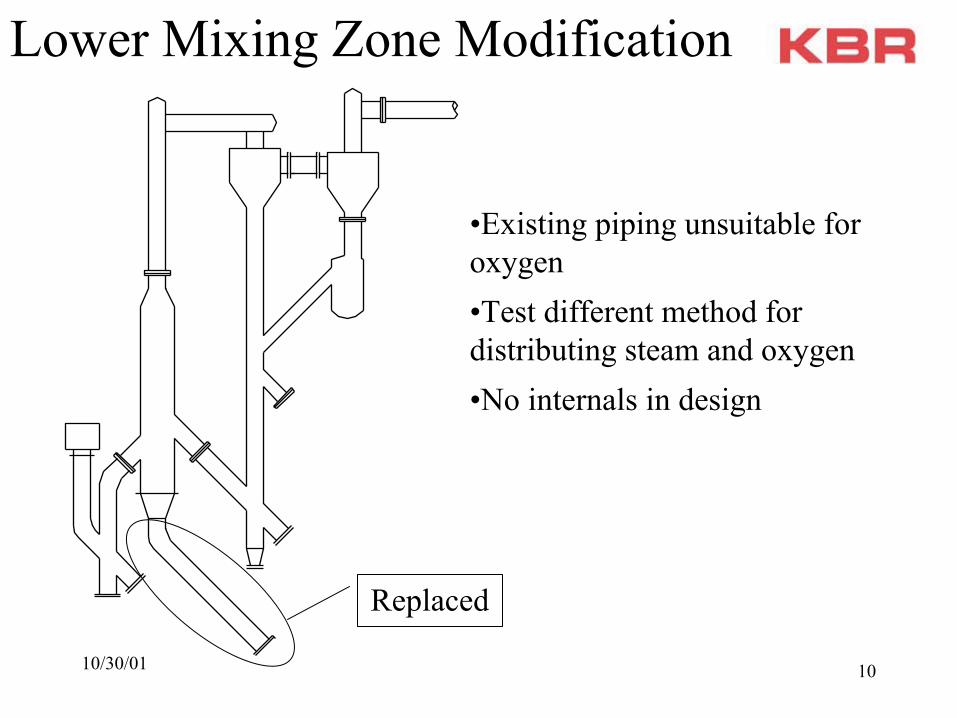
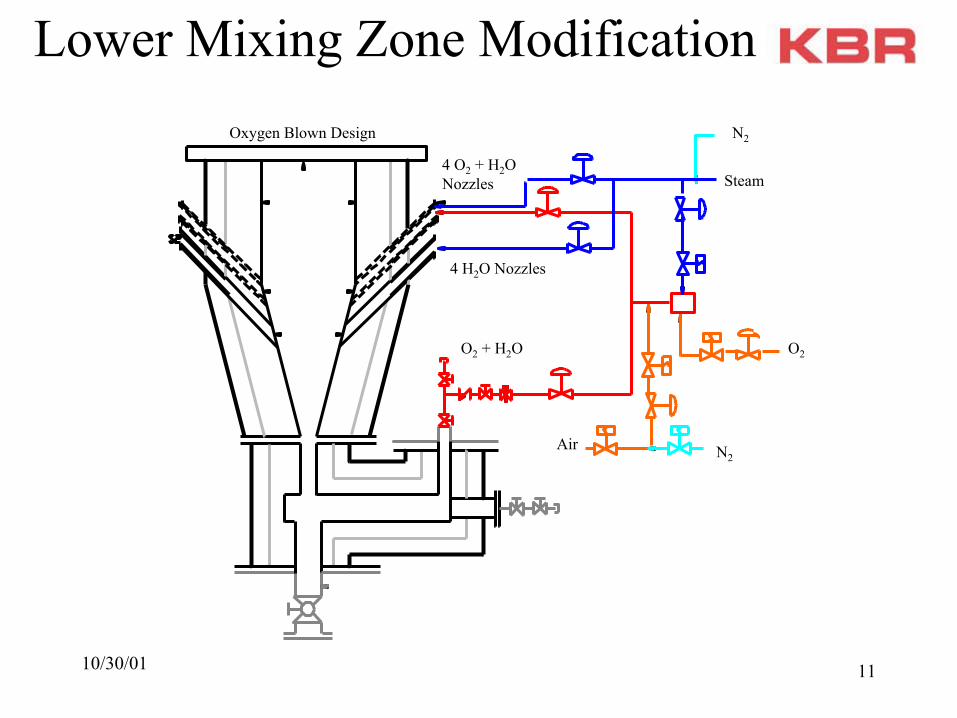
Lower Mixing Zone Modification
Replaced
•Existing piping unsuitable for oxygen •Test different method for distributing steam and oxygen•No internals in design
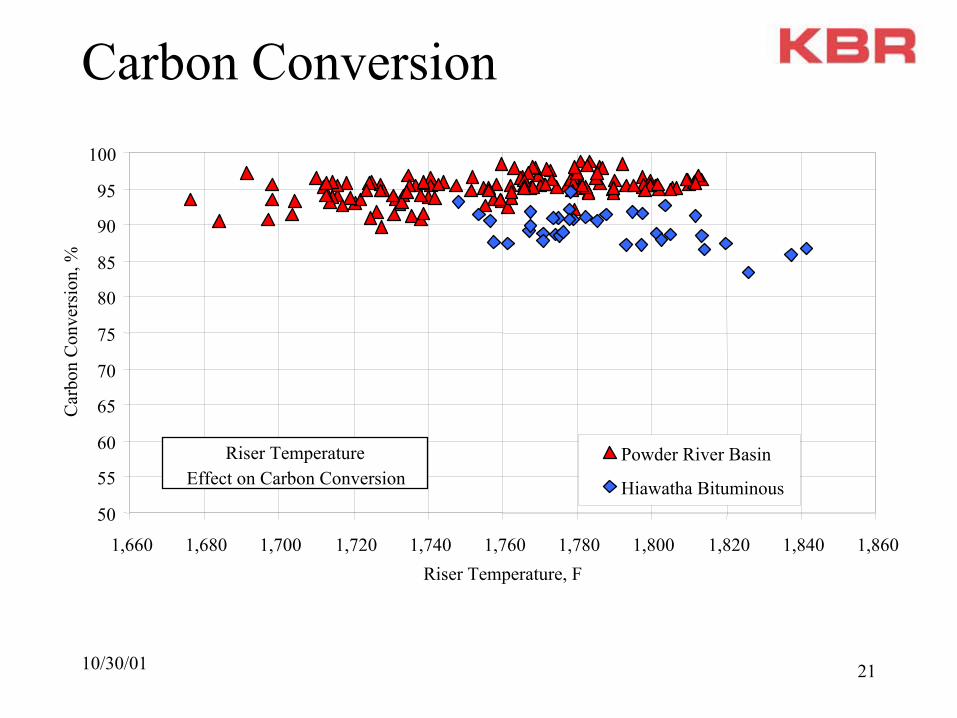
PRB - Sorbent AddedPRB - No Sorbent Added45 Degree Line
Total Reduced Sulfur Emissions &Equilibrium H2S - PRB Coal
Data taken at start of run
10/30/01 26
TC08 Sulfur Emissions
0
100
200
300
400
500
600
700
0 50 100 150 200 250 300 350 400Run Time, hrs
TRS
or E
quili
briu
m H
2S, p
pm
0
2
4
6
8
10
12
14
Stan
dpip
e C
aO, w
t%
Measured TRSEquilibrium H2SStandpipe CaO
Unit tripped,sand added
Unit tripped,sand added
TC08 - PRB Coal, No Sorbent Added
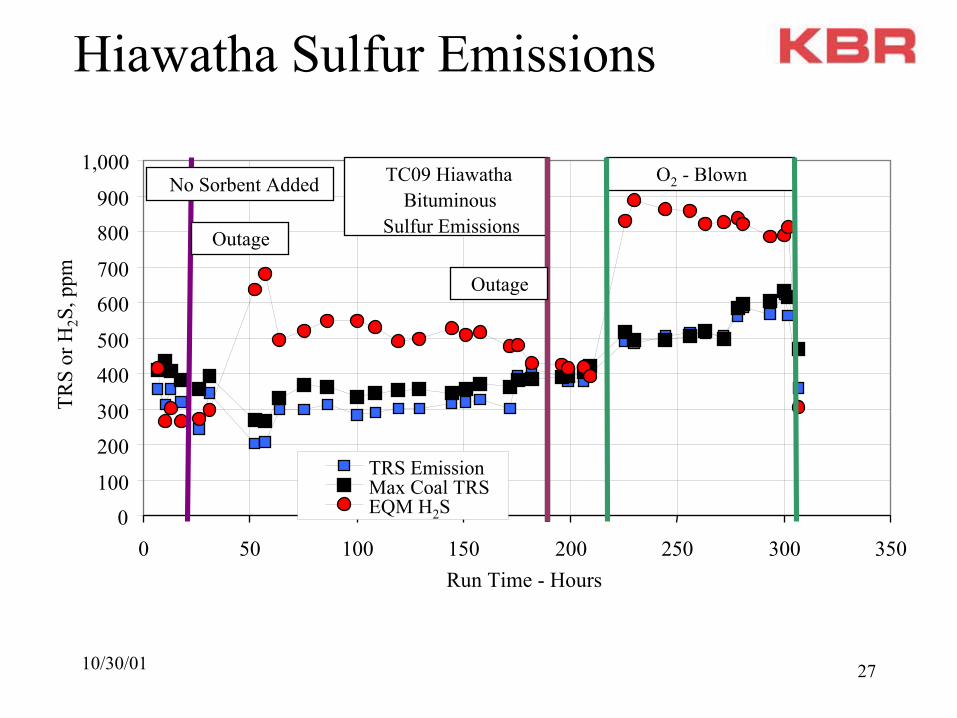
10/30/01 27
Hiawatha Sulfur Emissions
0
100
200
300
400500
600
700
800900
1,000
0 50 100 150 200 250 300 350Run Time - Hours
TRS
or H
2S, p
pm
TRS EmissionMax Coal TRSEQM H2S
TC09 Hiawatha Bituminous
Sulfur EmissionsOutage
O2 - Blown
Outage
No Sorbent Added
10/30/01 28
Future Plans• Connect Transport Reactor to Combustion
Turbine• Test Other Coals, Petroleum Coke• Test Improved Coal Feeder• Commission Recycle Gas System• Demonstrate Hot Gas Emissions Control
Techniques
10/30/01 29
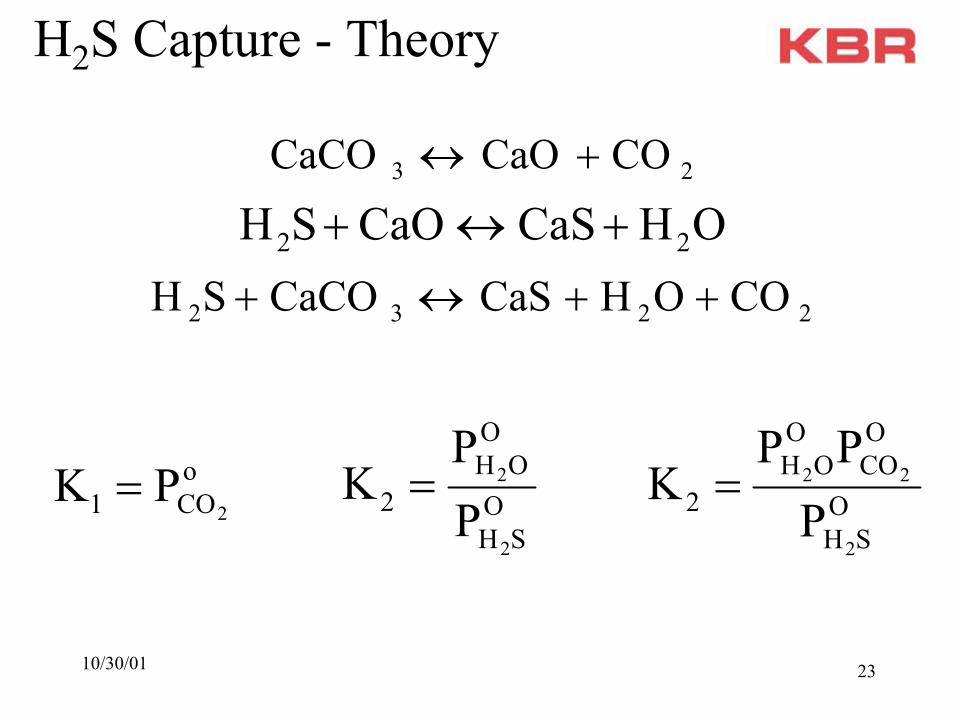
Conclusions•Met commercial goals for gas heating values and carbon conversions for subbituminous PRB coal. •Hiawatha bituminous coal was successfully gasified in air and oxygen blown mode.•Hiawatha gas heating values consistent with PRB, but Hiawatha carbon conversions lower than PRB•Sulfur emissions were as predicted from thermodynamic equilibrium at low sulfur emissions when injecting limestone. •The Powder River Basin coal ash alkalinity was nearly sufficient to remove the equilibrium amount of synthesis gas sulfur. •The oxygen delivery and new lower mixing zone operated well, permitting stable Transport reactor operation on both enriched air and full oxygen-blown service.


























![FLEX FUEL GASIFIER SIMULATION MODEL [FFGSM]mypages.iit.edu/~abbasian/documents/ffgsm_user_manual.pdf · 6) Gasifier Tab: This tab opens the Gasifier Panel where the gasifier input](https://static.documents.pub/doc/80x56/5eb664fad746ec31aa42c957/flex-fuel-gasifier-simulation-model-ffgsm-abbasiandocumentsffgsmusermanualpdf.jpg)


