International Journal of Research in Engineering and Applied Sciences (IJREAS) Available online at http://euroasiapub.org/journals.php Vol. 6 Issue 11, November - 2016, pp. 119~133 ISSN(O): 2249-3905, ISSN(P) : 2349-6525 | Impact Factor: 6.573 | Thomson Reuters ID: L-5236-2015 International Journal of Research in Engineering & Applied Sciences Email:- [email protected], http://www.euroasiapub.org An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal. 119 OPTIMIZATION OF MACHINING PARAMETER FOR EDM USING TAGUCHI METHOD ON INCOLOY-800 K Buschaiah 1 , M Jagadeeswara Rao 2 , M Chandhra Sekhar Reddy 3 1 Dept.of Mechanical Engineering University College of Engineeri ng Osmania University, Hyderabad 2 PG Student, M.E. (DFM ) University College of Engineering Osmania University, Hyderabad. 3 Dept.of Mechanical Engineering University College of Enginee ri ng Osmania University, Hyderaba d ------------------------------------------------------------------------------------------------------ ABSTRACT: In the present study the process parameters effect on electrical discharge machine (EDM) such as current (I),pulse- on time (T on ),pulse-off time (T off ) and flushing pressure (F p ) on material removal rate (MRR) and tool wear rate (TWR for) machining Incoloy-800 were studied. Experiments were carried out by varying the EDM process parameters to determine the best optimum value using the Taguchi experimental design method by L 9 orthogonal array. Signal to noise ratio (S/N) and analysis of variance (ANOVA) was used to analyze the effect of the process parameters on material removal rate (MRR) and tool wear rate (TWR) and also for finding the optimal cutting parameters. The contribution of each parameter towards the MRR and TWR is identified and the analysis was carried out using MINITAB 17. From this study the findings will be useful for manufacturing industries to select appropriate EDM process parameters to machine Incoloy-800. Keywords: Material removal rate (MRR), Tool wear rate (TWR) ,Analysis of variance (ANOVA),Taguchi method, Microstructure . 1. INTRODUCTION Electrical Discharge Machining is a most basic nontraditional machining process, where material is removed by thermal energy of spark occurring by means of repeated sequences of electrical sparks between the small gap of an electrode and a work piece. EDM is commonly used for machining of electrically conductive hard metals and alloys in automotive, aerospace and die making industries. EDM process is removing undesirable material in the form of debris and produce shape of the tool surface on the work piece by means of a recurring electrical ejections stuck between tool i.e. cathode and the work piece i.e. anode material in the existence of dielectric liquid. In this machining process the work piece is called the anode because it is connected with positive terminal and the electrode is connected with negative terminal i.e. called cathode. Dielectric fluid medium may be kerosene, transformer oil, distilled water, EDM-30 oil etc.
Transcript
International Journal of Research in Engineering and Applied Sciences (IJREAS)
Available online at http://euroasiapub.org/journals.php
In the present study the process parameters effect on electrical discharge machine (EDM) such as current (I),pulse-on time (Ton),pulse-off time (Toff) and flushing pressure (Fp) on material removal rate (MRR) and tool wear rate
(TWR for) machining Incoloy-800 were studied. Experiments were carried out by varying the EDM process parameters to determine the best optimum value using the Taguchi experimental design method by L9 orthogonal array. Signal to noise ratio (S/N) and analysis of variance (ANOVA) was used to analyze the effect of the process parameters on material removal rate (MRR) and tool wear rate (TWR) and also for finding the optimal cutting parameters. The contribution of each parameter towards the MRR and TWR is identified and the analysis was carried out using MINITAB 17. From this study the findings will be useful for manufacturing industries to select appropriate EDM process parameters to machine Incoloy-800.
Keywords: Material removal rate (MRR), Tool wear rate (TWR) ,Analysis of variance (ANOVA),Taguchi method, Microstructure . 1. INTRODUCTION
Electrical Discharge Machining is a most basic nontraditional machining process, where material is removed by thermal energy of spark occurring by means of repeated sequences of electrical sparks between the small gap of an electrode and a work piece. EDM is commonly used for machining of electrically conductive hard metals and alloys in automotive, aerospace and die making industries. EDM process is removing undesirable material in the form of debris and produce shape of the tool surface on the work piece by means of a recurring electrical ejections stuck between tool i.e. cathode and the work piece i.e. anode material in the existence of dielectric liquid. In this machining process the work piece is called the anode because it is connected with positive terminal and the electrode is connected with negative terminal i.e. called cathode. Dielectric fluid medium may be kerosene, transformer oil, distilled water, EDM-30 oil etc.
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
120
2. LITERATURE REVIEW
Some survey on research papers required to deliberate this paper connected towards electrical discharge machining (EDM). During the survey, it was observed that EDM settings depend on the parameters like discharge current, pulse on time, flushing pressure, pulse off time, duty cycle, applied voltage etc., and these parameters will affect the machining output parameters like MRR, TWR, overcut and SR. V. Muthukumar et. al [1] has attempted to apply response surface methodology for prediction of radial overcut (ROC) in electrical discharge machining of Incoloy 800 with copper electrode. Thirty experiments conducted successfully for four input parameters at three levels as per central composite design (CCD) method. The mathematical model for ROC has been developed on the basis of RSM. Harmanpreet et. al [2] investigated on EDM machining process parameters optimization by taguchi method L9 OA. Cu as electrode and analysis work
done by the minitab 17. V.B. Chaudhari et.al [3] studied the Dry EDM for machining the Incoloy-800 and electrode material was copper for finding the MRR,TWR and SR. Ashok kumar choudhary et.al [4] investigated the optimization of machining parameters effected on the machining the Incoloy-800 using Wire EDM by DOE Taguchi method L27. Muthukumar.V et,al [5] reported an application of combination of taguchi method and grey relational analysis to improve the multi response characteristics of MRR and SR on WEDM machine for Incoloy-800.
Sengottuvel.P et,al [6] reported the four parameters and four levels L16 OA for machining the Inconel 718
using Cu electrode material with output parameters as MRR,TWR and SR on EDM and concluded that current plays a vital role among all these parameters. Amit kumar et, al [7] investigated the Inconel-800 on EDM using Cu electrode selecting three input parameters and three levels and they performed based on L9 OA. C Mathalai Sundaram et,al [8] reported the experimental investigation on machining parameters of EDM for machining the OHNS steel using Cu and Al as electrode materials and copper suited better by giving higher MRR. Murahari kolli et,al [9] worked on Ti - 6Al – 4V material for machining in EDM by adding graphite powder in dielectric fluid and found that MRR increases with this phenomenon. Chandramouli.S et.al[10] Performed the EDM machining process on RENE 80 material and tool as Al and reviled that current is the significant factor.
3. EXPERIMENTAL PROCEDURE AND PARAMETERS 3.1. Materials used Incoloy 800 is an iron-nickel-chromium alloy with moderate strength and good resistance to oxidation and carburization at elevated temperatures. It is particularly useful for high-temperature equipment in the petrochemical industries because the alloy doesn't form the embrittling sigma phase after long time exposure at 649°C. Excellent resistance to chloride stress-corrosion cracking is another important feature of Incoloy 800.
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
121
Table 1: Mechanical properties of Incoloy 800
Density Coefficient of Thermal Modulus of Thermal Hardness (V) Tensile strength (MPa)
(Kg/cm3) Expansion (m/m-K)
Elasticity (GPa)
Conductivity (W/m-K)
7.95 14.2 X 10(-6) 196 11.5 138 521
3.2. Taguchi Methodology Taguchi method is based on performing evaluation or experiments to test the sensitivity of a set of
response variables to a set of control parameters (or independent variables) by considering experiments in “orthogonal array” with an aim to attain the optimum setting of the control parameters. Orthogonal arrays provide a best set of well balanced (minimum) experiments eighteen standard orthogonal arrays along with the number of columns at different levels for these arrays. An array name indicates the number of rows and columns it has, and also the number of levels in each of the columns.
Taguchi Method normally, full factorial design would require 34 = 81 experimental run. However the effect
and experimental cost for such a design may prohibitive and unrealistic. In this study Taguchi method a powerful tool in parameter design is used. According to the Taguchi Quality design concept, L9 orthogonal
array. In this experiment, four EDM parameters and three levels used as control factors and levels as three. MINITAB 17software is used for graphical analysis of experimental data.
Table 2: control parameters for EDM
SI.No Symbols cutting parameters Levels Units
1 2 3
1 I Current (A) 8 12 16 amps
2 Ton Pulse on time (B) 50 100 150 µ sec
3 Toff Pulse off time (C) 10 20 30 µ sec
4 Fp flushing pressure (D) 0.23 0.46 0.70 Kg/cm2
Section criteria for orthogonal array In this experiment parameters conditions for selection of orthogonal array is used Degree of freedom (DOF) for factors : Level – 1. DOF for orthogonal array : No. of trails – 1
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
122
DOF of L9 orthogonal array : 9 – 1 = 8
The orthogonal array selection is based on the following terms
Sum of the DOFi ≤ DOF of the orthogonal array factors : i = 1 to n
3.3.Experimental procedure
The experiments were conducted by using a CNC die sinking electrical discharge machine CREATOR CR -6C made in Taiwan with a capacity of 40 amps as maximum current rating. The die sinking EDM setup and Incoloy work pieces are shown in Fig.1 (a) & 1(b). The work piece, Incoloy 800 is the super alloy steel. The work piece was connected to positive terminal and cylindrical Graphite electrodes, was connected to negative terminal of the DC power supply. The electrodes were prepared by using CNC lathe with good the surface finish, which is turn affects the surface finish of work piece. EDM Oil 30 was used as dielectric fluid with a pressure of 10 psi, and side flushing technique was used to conduct all the experiments. The weight of the tool and work piece were measured before machining and after machining by using a CONTECH Analytical balance with an accuracy of 0.001 grams for every trial run. The experiments were conducted in random order so that remove the effects of any uncountable factors. End of the experiments each of the work piece and tool was removed from the machine, washed dried and weighted on the electronic balance instrument. The material removed rate and tool wear rate by calculating the following formulas
Figure 1(a) : Electrical discharge machine
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
123
3.4. Material removal rate:
MRR is calculated as the proportion of the change of weight of the work piece before and after machining to the product of machining period and density of the material.
Whereas:
MRR = Wbm – Wam - 1 t × ρ
Wbm = Weight of work piece before machining in gms. Wam = Weight of work piece after machining in gms. t = Machining period is 15 min.
ρ = Density of Incoloy 800 work piece = 7.95 Kg/cm3
3.5. Tool wear rate:
TWR is expressed as the ratio of the difference of weight of the tool before and after machining to the machining time. That can be explain this equations
Whereas:
TWR = Wbm – Wam 2 t × ρ
Wtb = Weight of the tool before machining in gms. Wta = Weight of the tool after machining in gms. t = Machining time (In this experiment the machining time is 15 min).
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
125
4. RESULTS AND DISCUSSIONS:
The selection of the EDM process parameters current, pulse on time, pulse off time and flushing pressure influences the machining performance i.e., MRR and TWR. The significance of each parameter are found by the analysis of variance (ANOVA) and the optimal cutting parameter are obtained using the main effect plot.
4.1 Influences on MRR: A statistical technique called Larger is Better (LB) should be used for this output parameter as higher material removal gives better machining performance. The S/N ratios (signal to noise) for MRR are calculated as given in Equation 3. Taguchi method is used to analyze the result of response of machining parameter for larger is better criteria.
4.2 Influences on TWR: A statistical technique called Smaller is Better (LB) should be used for this output parameter as lesser tool wear gives better machining performance. The S/N ratios for TWR are calculated as given in Equation 4. Again Taguchi method is used to analyse the result of response of machining parameter for smaller is better (SB) criteria.
SB = -10 log(1/n(У12+ У22+ У32+........ +Уn2)) 4
By applying these two equations, finding the S/N values for output parameters of each experiment conducted using L9 Orthogonal Array has calculated and represented in table 4.
Table 4: Experimental results with S/N Ratio for MRR and TWR.
MRR (mm3/min)
S/N
TWR
(mm3/min)
S/N
0.0100722 -39.937 5 0.0005333 65.46
0.0085819 -41.328 4 0.0000 6 84.437
0.0066113 -43.594 3 0.0003133 70.0799
0.018492 -34.660 3 0.0009267 60.6615
0.0161537 -35.834 6 0.0005333 65.46
0.0174861 -35.146 1 0.0024 52.3958
0.0154232 -36.236 5 0.0018667 54.5787
0.0257128 -31.797 0.0011 6 58.7108
0.0164013 -35.702 4 0.0005133 65.792
From the MRR and TWR calculation, the main effects for each level of factors were represented in table 5 & 6. The main effect values and residual plots for current, pulse on time, pulse off time flushing pressure respectively were shown in figures 2, 3, 4 and 5.These plots showing the importance of each level of factors on the performance of machining.
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
127
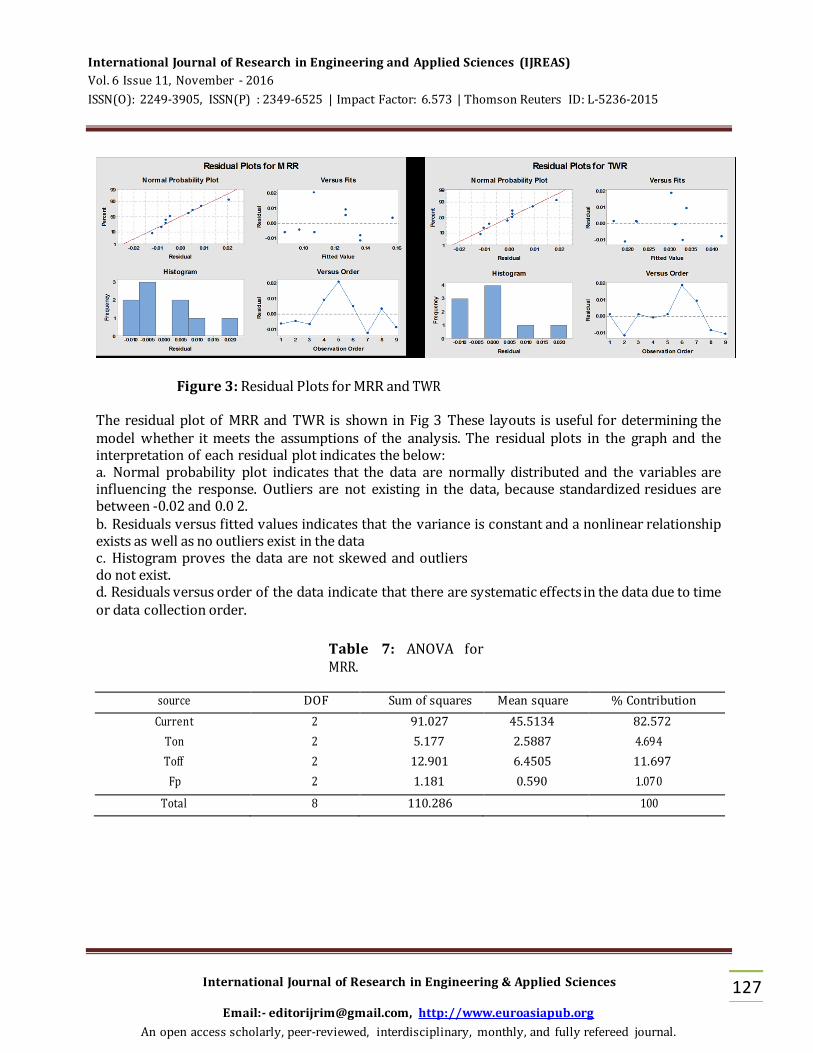
Figure 3: Residual Plots for MRR and TWR
The residual plot of MRR and TWR is shown in Fig 3 These layouts is useful for determining the model whether it meets the assumptions of the analysis. The residual plots in the graph and the interpretation of each residual plot indicates the below: a. Normal probability plot indicates that the data are normally distributed and the variables are influencing the response. Outliers are not existing in the data, because standardized residues are between -0.02 and 0.0 2. b. Residuals versus fitted values indicates that the variance is constant and a nonlinear relationship exists as well as no outliers exist in the data c. Histogram proves the data are not skewed and outliers do not exist. d. Residuals versus order of the data indicate that there are systematic effects in the data due to time or data collection order.
Table 7: ANOVA for MRR.
source DOF Sum of squares Mean square % Contribution
Current 2 91.027 45.5134 82.572
Ton 2 5.177 2.5887 4.694
Toff 2 12.901 6.4505 11.697
Fp 2 1.181 0.590 1.070
Total 8 110.286 100
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
128
Table 8: ANOVA for TWR.
source
DOF Sum of squares Mean square % Contribution
Current
2 376.849 188.425 52.024
Ton 2 138.869 69.435 19.170
Toff 2 199.25 99.625 27.506
Fp 2 9.404 4.702 1.298 Total 8 724.373 100
The relative importance of the EDM cutting parameters with respective to the MRR and TWR is found by analysis of variance (ANOVA). Table 7 & 8 shown above gives the ANOVA results for MRR and TWR. From the Table 7, ANOVA analysis results for MRR shows that the Current contributes more with 82.53% and following that is Pulse off time with the contribution of 11.69%. And the Table 8 shows the ANOVA analysis results for TWR. Similarly for TWR also Current and pulse off time contributes more with percentage of 52.02 and 27.50 respectively. Both MRR and TWR have a statistical significance so using experiment values of MRR and TWR, the S/N ratios and the average S/N response ratios to be calculated as represented in the Table 5 & 6. The S/N ratios response graphs and residual plots for MRR and TWR are shown in figure 2, 3, 4 and 5. The criteria used for MRR is Larger the Better (LB) and for TWR is Smaller the better. Therefore the optimal level of the machining parameter is the level with best S/N ratio values. From the analysis of S/N ratio, it is observed that the best optimal machining parameters for the MRR is obtained at a Current 16 amps (level 3), pulse on time 100 μs (level 2), pulse off time 10 μs (level 1), and flushing pressure
0.70 kg/cm2 (level 3). And for TWR is current 8 amps (level 1), pulse on time 100 μs (level 2), pulse off time 20 (level
2), and flushing pressure 0.46 kg/cm2 (level 2).
4.3. CONFIRMATION TEST
As optimum combination of parameters and their levels i.e. A3B3C1D2 and A3B2C1D3for MRR and A1B2C2A1 and A1B2C2D2 for TWR did not correspond to orthogonal array of any experiment done, so confirmation test was required in this case.
Estimated value of the MRR and TWR at optimum condition was calculated by adding the average performance to the contribution of each parameter at the optimum level using the following equations.
Уopt = M+(MAopt –M) + (MBopt – M) + (MCopt – M) +(MDopt – M) 5
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
129
M = Average of performance
M = T/N
T = Total response for each experiment
N = Total number of experiments
MAopt = Response for
parameter A
MBopt = Response for
parameter B MBopt =
Response for parameter C MBopt = Response for
parameter D
Table 9: Optimal Condition MRR
Estimation Experimental Difference Difference %
Level A3B3C1D2 A3B2C1D3
MRR 0.021473833 0.0257128 0.004238967 0.423896667
S/N -31.797
Table 10: Optimal Condition TWR
Estimation Experimental Difference Difference %
Level A1B2C2A1 A1B2C2D2
TWR -0.00085587 0.00116 0.0020159 0.20158667
S/N 84.437
Morphology
Surface morphology of machined surface was studied using scanning electron microscope. Fig shows the morphology of Incoloy 800 which got high material removal rate (MRR) when machined using composite graphite electrode. From fig it can be observed that craters are formed on the surface due to uneven cooling of the material after machining and because of the spark produced during machining.
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
130
C = 10.11% Cr=22.03%
Ni=28.53% Fe= 38 % O=1.33%
Figure 4: SEM 250X and 500 on Incoloy 800 workpiece.
Figure 5: EDX on Incoloy 800 Chemical composition of material after machining was analysed using scanning electron microscope equipped with energy dispersive x-ray spectroscopy. Fig.5 shows the elements present in the Incoloy- 800 after machining as insert. Percentage of carbon increased from 0.029 to 10.11 after machining and so probably the hardness of the material increases.
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
131
5. Conclusions: In this experimental study, Incoloy 800 and graphite are used as workpiece and electrode respectively. Optimization of EDM machining parameters on was done using MINITAB 17 software by Taguchi Method and Analysis of Variance (ANOVA). The conclusions drawn from results obtained are
1. Current (82.572 %) and Pulse off time (11.697 %) are the most significant machining parameters
for obtaining maximum material removal rate (MRR) of 0.0257128 mm3/min and at input parameters of current 16 amp (level 3), pulse on time 100µ sec (level 2), pulse off time 10 µ sec (level 1) and flushing pressure 0.70 kg/cm2 (level 3) using Larger the Better (LB) signal to noise ratio.
2. For obtaining low TWR also, Current (52.024 %) and Pulse off time (27.506 %) are the influencing machining parameters at tool wear rate (TWR) of 0.00006000 mm3/min and at input parameters of current 8 amp (level 1), pulse on time 100 µ sec (level 2), pulse off time 20 µ sec (level 2), and flushing pressure 0.46
kg/cm2 (level 2) using Smaller the Better (SB) signal to noise ratio.
REFERENCE
1. V. Muthukumar. Mathematical Modeling for Radial Overcut on Electrical Discharge Machining of Incoloy 800 by Response Surface Methodology Procedia Materials Science 6 ( 2014 ) 1674 – 1682. 2. Harmanpreet. Investigation and modelling of edm process parameters in machining of incoloy-800.( Volume: 04 Issue: 08 | August-2015). 3. V.B.Chaudhari, S.S.Soni and A.B.Pandey. Parametric study of incoloy 800® (superalloy) in dry-edm (IJARSE, Vol. No.3, Special Issue (01), September 2014). 4. Ashok Kumar Choudhary, Prof. K. K. Chhabra. Modeling and Optimization of Wire EDM Process With Grey Taguchi Technique for Super Alloy Material Incoloy-800.( Volume 10, Issue 10 (October 2014), PP.12-21) 5. Muthu Kumar Va*, Suresh Babu Ab, Venkatasamy Rc and Raajenthiren Md Optimization of the WEDM Parameters on Machining Incoloy800 Super alloy with Multiple Quality Characteristics (Vol. 2(6), 2010, 1538-1547) 6. Sengottuvel.P, Manikandan G Machining Characteristics Analysis on EDM for INCONEL 718 Material Using Copper Electrode (Vol. 4, Issue 9, September 2015. IJIRSET DOI:10.15680/IJIRSET.2015.04 09245 9378). 7. Amit Kumar, Satish Kumar and Vikas Panchal Characteristics Investigation of Inconel-800 on EDM (Vol. 5, Issue 3, March 2016 IJIRSET DOI:10.15680/IJIRSET.2016.0503 160 3601) 8. C. Mathalai Sundaram, R. Sivasubramanian and M. Sivakumar. An Experimental Investigation on
International Journal of Research in Engineering and Applied Sciences (IJREAS)
An open access scholarly, peer-reviewed, interdisciplinary, monthly, and fully refereed journal.
132
Machining Parameters of Electrical Discharge Machining of OHNS Steel (IJERT Vol. 2 Issue 12, December – 2013 ) 9. Murahari Kolli and Adepu Kumar. Effect of dielectric fluid with surfactant and graphite powder on Electrical Discharge Machining of titanium alloy using Taguchi method (Engineering Science and Technology, an International Journal 18 (2015) 524e535) 10. Chandramouli S, Shrinivas Balraj U and Eswaraiah K. Optimization of Electrical Discharge Machining Process Parameters Using Taguchi Method (ISSN 2250-3234 Volume 4, Number 4 (2014), pp. 425-434)
International Journal of Research in Engineering and Applied Sciences (IJREAS)






























![Acad 4270 50 T 50 Floor Plan A1 Plot (1)[1]](https://static.documents.pub/doc/80x56/58f279461a28ab56448b456d/acad-4270-50-t-50-floor-plan-a1-plot-11.jpg)
